Волоконная лазерная система со множеством пучков - RU2700723C2
Код документа: RU2700723C2
Чертежи





Описание
Предпосылки к созданию настоящего изобретения
Область техники настоящей полезной модели
Настоящее изобретение относится к вводу света, выходящего из нескольких волоконных лазерных устройств в один оптический компонент и управлению излучением, выходящим из таких лазерных устройств, для того, чтобы обеспечить возможность ввода отдельных выходных лазерных излучений в нисходящем направлении в заготовку или в оптический элемент.
Предпосылки к созданию настоящего изобретения
Применение устройств со множеством пучков для обработки материалов широко распространено. Например, одиночные оптические волокна, передающие одномодовое лазерное выходное излучение, могут находиться в оптической связи с дифракционными оптическими элементами, которые могут создавать некогерентное выходное излучение, нацеленное на множество пятен, как указано на сайте http://www.tailorweld.eu/overview/concept. К сожалению, такая конфигурация эффективна только, если необходимо воздействовать на каждую точку заготовки лазерным пучком с идентичными длиной волны, мощностью и шириной импульса. Необходима лазерная система, способная воздействовать на заготовку множеством пучков, причем множество пучков являются некогерентными и имеют разные свойства.
Были разработаны волоконные лазеры с разными длинами волны, обладающие различными мощностями, шириной импульса и частотами повторений. Действительно, известны многочисленные заявки, в которых раскрываются различные лазерные излучения. Например, в документе WO/2013/019204 авторы разработали многолазерную систему для удаления покрытия нержавеющей стали с последующей ее резкой, и все операции выполняются комбинированным пучком. Также была разработана система на основе одиночного лазера, которая упразднила эту многолазерную систему. Однако при такой коммерческой реализации возникла скрытая проблема, а именно необходимость применения в лазерном излучателе сложной оптической системы для подачи комбинированного пучка. Более того, поскольку лазеры представляли собой отдельные системы, применение ЦП для управления системами было признано недостаточно динамичным средством управления для изменения параметров лазерной обработки, чтобы соответствовать требованиям поставленной задачи.
Тем не менее, концепция объединения множества пучков выходного излучения лазера хорошо разработана, включая концепцию объединения отдельных пучков выходного излучения лазера в один волоконно-оптический кабель. В патенте США №5048911 раскрывается применение зеркал для создания параллельных пучков выходного излучения, которые затем фокусируются в один волоконно-оптический кабель, выдающий параллельные пучки выходного излучения. Однако в таких системах необходимо использовать множество оптических элементов, что усложняет конструкцию, дополнительно увеличивая стоимость, не говоря уже о вероятности ухудшения выходного излучения.
В патенте США №6229940 раскрывается применение множества ответвителей и линз для создания некогерентных пучков выходного излучения лазера, объединяемых согласно каскадному подходу. Более того, такое ограничение только одномодовым излучением не отражает широкое разнообразие вариантов применений, в которых многомодовое излучение является приемлемым, если не желанным.
Хоть в уровне техники раскрываются волоконно-оптические компоновки с выравниванием, они не соответствуют промышленным требованиям, где изменение затрат и необходимость в надежности делают такие решения из уровня техники непригодными. Так, в документе US 20040081396 раскрывается применение элемента для выравнивания волокон, предназначенного для выравнивания волокон, и расположенных в нисходящем направлении оптических элементов для коллимирования пучков.
Кроме того, хотя было описано соединение волокон с оптическими элементами, их объединяют с линзой для компенсации коллимирующих эффектов, причем оптический элемент представляет собой линзу, или совмещают группу волокон и их соответствующие пучки выходного излучения, например, как описано в патенте США №7130113.
Существует необходимость в лазерной системе со множеством пучков, выполненной с применением недорого, но надежного оптического элемента, который может выдавать некогерентные лазерные пучки в заданной конфигурации, в которой можно управлять параметрами выходного излучения.
Краткое раскрытие настоящего изобретения
В настоящем изобретении предлагается волоконная лазерная система для создания независимо управляемого множества некогерентных пучков выходного излучения лазера. В предпочтительном варианте осуществления настоящего изобретения соответствующие волокна для множества пучков выходного излучения сплавляют с объемным оптическим элементом, расположенным рядом с концом волокна для обработки.
Настоящее изобретение обеспечивает объединение различных типов лазерного выходного излучения для одновременной обработки заготовки, причем его варианты охватывают характеристики пучка, включающие форму пятна, длину волны, диапазон длины волны, импульсный, непрерывный или квазинепрерывный режим, ширину импульса, пиковую мощность, среднюю мощность, частоту повторения, и параметры пучка, такие как качество пучка или М2-фактор; то есть, одномодовое выходное излучение, выходное излучение на низких модах (моды ниже 20 порядка) или многомодовое выходное излучение более высокого порядка.
В соответствии с конкретными применениями настоящее изобретение может обеспечить ряд конфигураций волокна для предоставления множества стадий обработки, осуществляемых при помощи одного кабеля для обработки, включая кроме прочего одну или несколько из следующих стадий промышленной обработки: предварительный нагрев, охлаждение путем абляции, очистка, резка, сварка, пайка, отжиг, управляемое охлаждение, шлифовка, полировка и т.д.
Для применения с одним процессом настоящее изобретение может обеспечить последовательность из волоконных зон, которые позволят увеличить скорость и/или качество выполнения указанного процесса.
В связи с увеличением стоимости, связанной с наличием дополнительных модуля и волокна, в текущие одиночные процессы добавляют чистовую обработку в целях сведения к минимуму последующей обработки. Например, стадию шлифовки или полировки добавляют после резки, чтобы исключить образование мусора и трещин.
Настоящее изобретение устраняет конкретную необходимость, появляющуюся при выполнении стадий обработки трехмерных объектов, поскольку необходимо регулировать скорость лазера и уровень мощности при прохождении неплоской поверхности, чтобы избежать недостаточного или чрезмерного воздействия выходным излучением, при этом указанная система позволит осуществлять динамическое управление выходным излучением каждого отдельного лазера по мере прохождения им таких трехмерных поверхностей.
В настоящем изобретении предлагаются способы соединения заготовок при помощи лазерной системы, характеризующейся наличием множества пучков выходного излучения волоконного лазера. В частности, предлагается способ сварки множества заготовок при помощи лазерной системы со множеством пучков выходного излучения волоконного лазера. Сначала необходимо предоставить лазерную систему, которая содержит по меньшей мере два модуля волоконной лазерной системы, выполненных с возможностью независимого управления, и обеспечить по меньшей мере два пучка выходного излучения волоконного лазера. Из этого следует, что каждый пучок выходного излучения волоконного лазера может быть образован в результате объединения пучков множества волоконных лазеров, расположенных в восходящем направлении. Каждый пучок выходного излучения волоконного лазера обеспечивает передачу количества энергии, достаточной для задания характера взаимодействия материалов, причем комбинация с каждым пучком выходного излучения лазера способствует выполнению заданного сварного шва достаточной прочности. Такое взаимодействие материалов может включать смещение материала поверхности. «Смещение материала поверхности» может включать очистку поверхности заготовки, удаление окисленного слоя естественного происхождения, удаление покрытия с поверхности заготовок или создание структур с высоким соотношением сторон. Такое смещение материала направлено на улучшение условий для создания сварного шва путем удаления загрязнений или слоев материала, которые ослабляют сварной шов, если оставить их нетронутыми. При других обстоятельствах создание поверхностей с высоким соотношением сторон упрощает поглощение пучка выходного излучения волоконного лазера, обеспечивающего сварку заготовок. Настоящее изобретение обеспечивает существенное преимущество по сравнению с известным уровнем техники, которое заключается в том, что смещение материала поверхности и соединение заготовок можно осуществить в рамках одного процесса.
Хотя предполагается, что все виды сварных швов, известных специалисту в области техники настоящего изобретения, могут подпадать под объем настоящего изобретения, в предпочтительном варианте осуществления предполагается создание роликового сварного шва между двумя заготовками.
Специалистам в области техники настоящего изобретения известно, что создание роликовых сварных швов может осуществляться при помощи присадочной проволоки, способствующей заполнению сварного шва. Настоящее изобретение предусматривает подачу присадочной проволоки на определенной скорости в сочетании с воздействием на заготовки пучками выходного излучения волоконного лазера с созданием заданного сварного шва достаточной прочности.
Специалистам в области техники настоящего изобретения известно, что создание роликовых сварных швов может осуществляться при помощи воздействия на заготовки газом. Такое воздействие может включать создание защитной атмосферы. Специалистам в области техники настоящего изобретения хорошо известны такие газы, включая аргон.
Хотя способ согласно настоящему изобретению не ограничен какими-либо конкретными материалами, пригодными для создания сварных швов, он позволяет Сваривать материалы, которые до настоящего момента считались плохо поддающимися сварке. В частности, настоящее изобретение может положительно повлиять на алюминиевые сплавы 6000, легированные стали, такие как высокопрочные стали и стали с покрытием. Благодаря применению способа согласно настоящему изобретению могут быть устранены другие трудности со сваркой, связанные с аморфными сталями, нержавеющими сталями и титаном.
Краткое описание фигур
Описанные выше и другие аспекты и признаки настоящего изобретения станут более понятными с учетом прилагаемых фигур, на которых:
на фиг. 1а показан частичный вид в разрезе лазерной системы со множеством пучков согласно настоящему изобретению, в которой объемный оптический элемент заделан в кабель для обработки;
на фиг. lb показан другой частичный вид в разрезе лазерной системы со множеством пучков согласно настоящему изобретению, в которой объемный оптический элемент заделан в кабель для обработки;
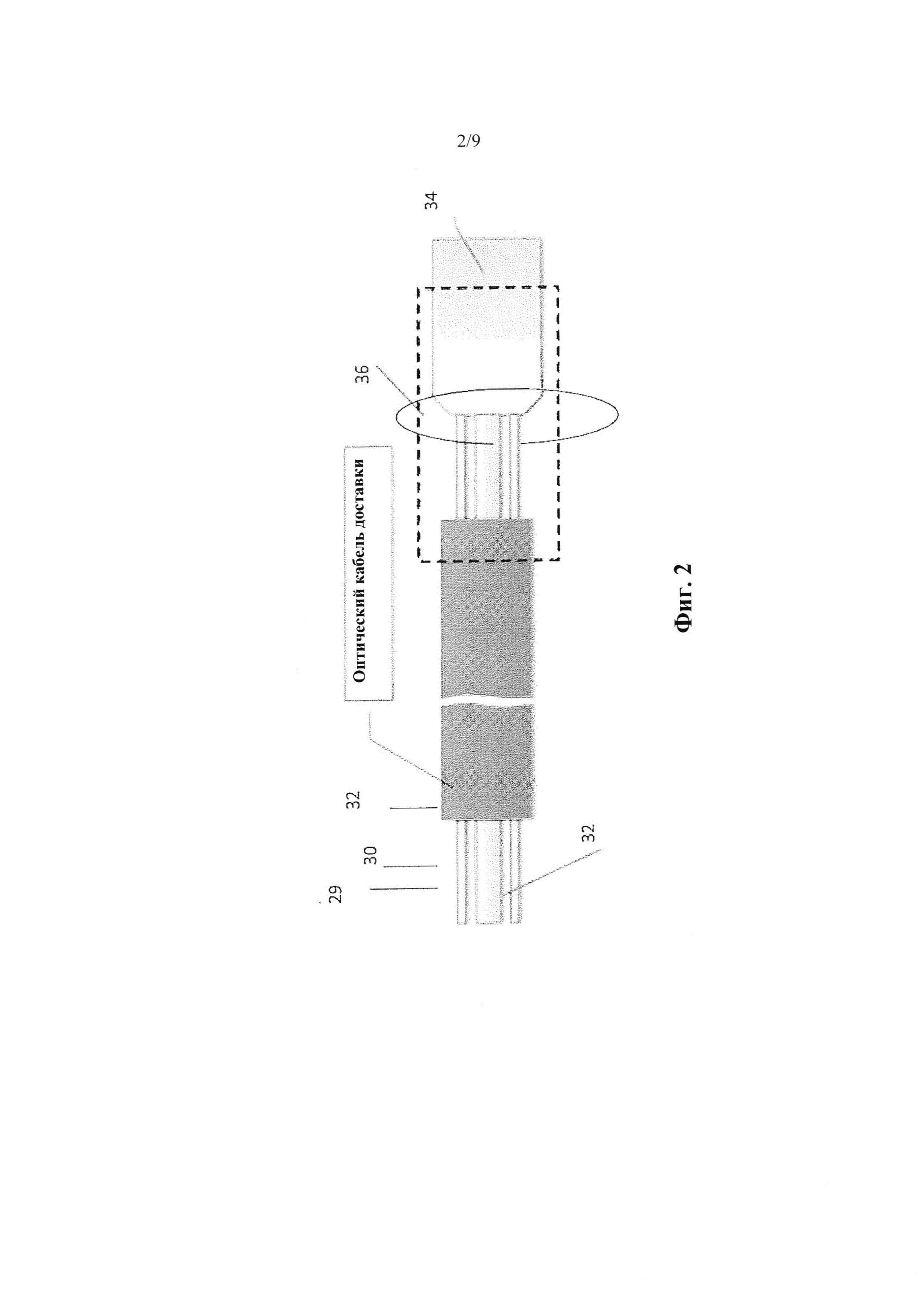
на фиг. 2 показан увеличенный частичный вид в разрезе объемного оптического элемента и волокон для доставки в системе, показанной на фиг. 1;
на фиг. 3 показан приведенный в качестве примера вид в разрезе отдельных волокон для доставки из лазерных модулей;
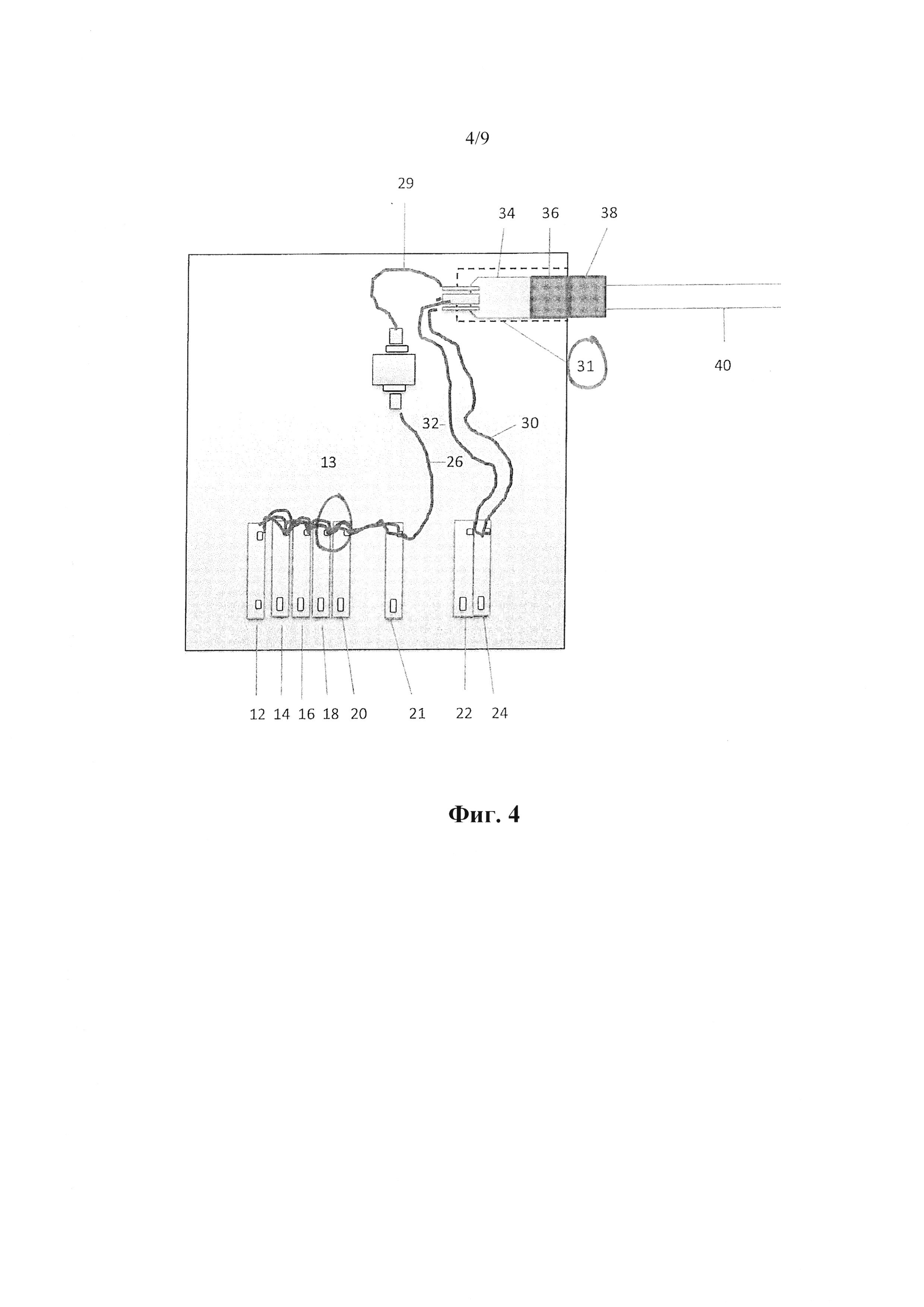
на фиг. 4 показан частичный вид в разрезе лазерной системы со множеством пучков согласно настоящему изобретению, в которой объемный оптический элемент заделан в корпус;
на фиг. 5 показана схема управления аналого-цифровым преобразованием, используемая в системе согласно настоящему изобретению;
на фиг. 6 показано изображение структуры пучка выходного оптического излучения, сфокусированного на заготовке, причем волокна выполнены в соответствии с вариантом осуществления настоящего изобретения, показанным на фиг. 3;
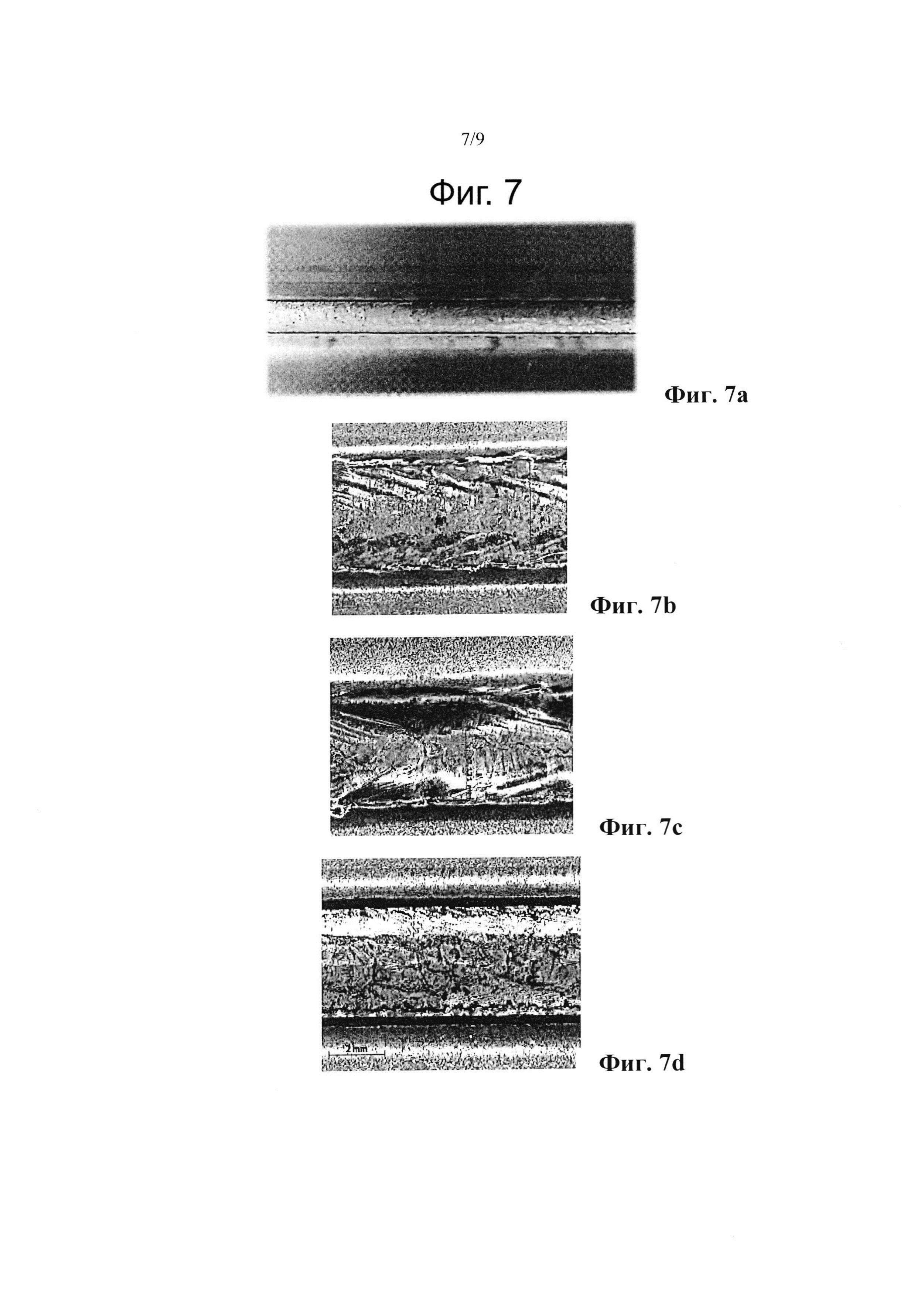
на фиг. 7 представлено сравнение образца, полученного пайкой при помощи лазерной системы с тремя лазерными пятнами согласно настоящему изобретению, и двух других образцов, полученных пайкой при помощи лазерной системы с одним лазерным пятном;
на фиг. 8 показаны два различных образца, полученных пайкой согласно настоящему изобретению;
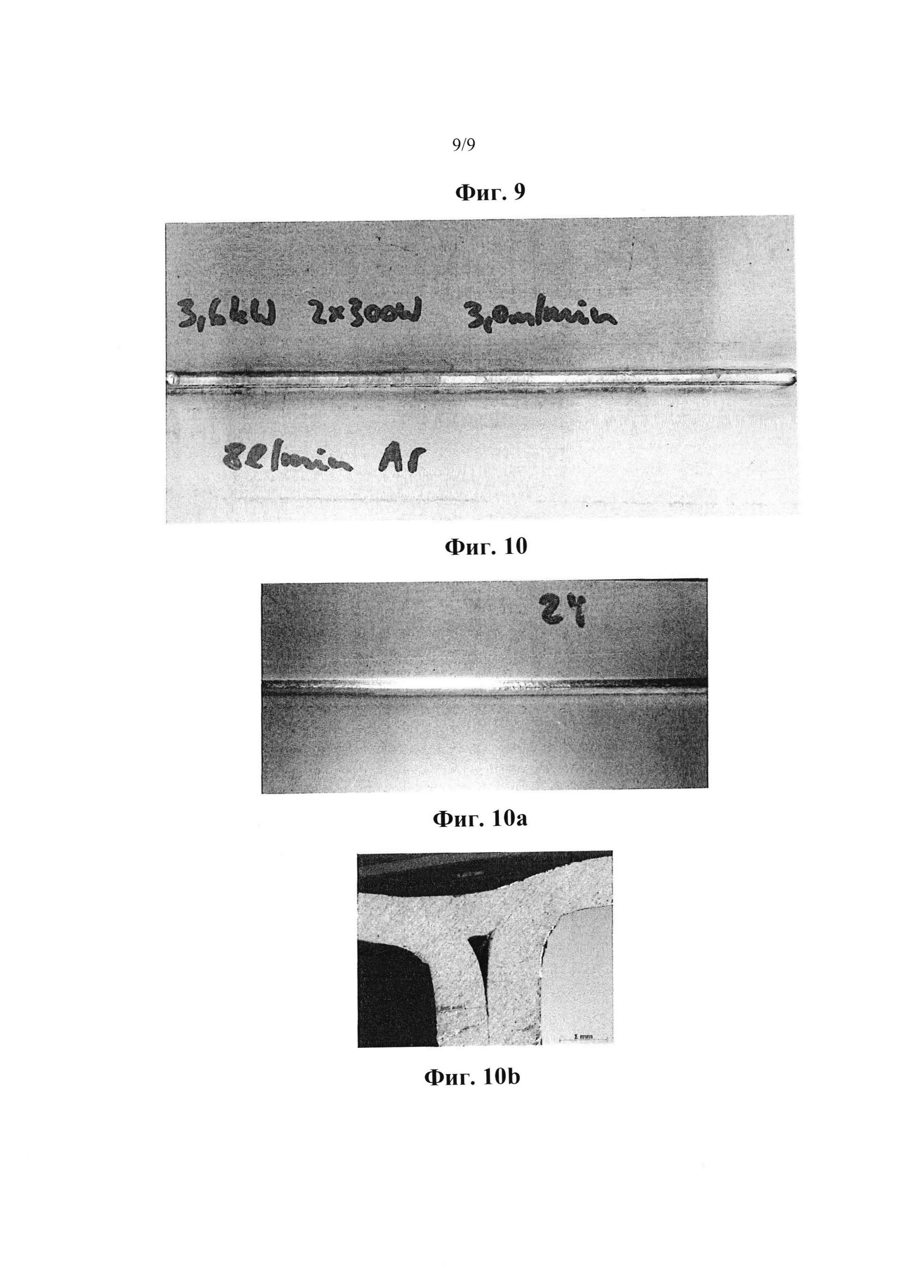
на фиг. 9 показан роликовый сварной шов алюминиевого сплава 6000, созданный без присадочной проволоки;
на фиг. 10 показан роликовый сварной шов алюминиевого сплава 6000, созданный с применением присадочной проволоки.
Подробное раскрытие настоящего изобретения
Далее будет приведено подробное описание, выполненное со ссылками на варианты осуществления настоящего изобретения. Там, где это возможно, на фигурах используются одинаковые или похожие ссылочные позиции, а в описании ссылки делаются на одинаковые или похожие элементы или стадии. Фигуры выполнены упрощенно и без соблюдения точного масштаба. Исключительно в целях удобства и ясности термины, относящиеся к направлению (вверх или вниз и т.д.) или перемещению (вперед или назад и т.д.), могут быть использованы со ссылкой на фигуры. Термин «сопрягать» и слова с аналогичным смыслом не обязательно обозначают непосредственное соединение, они также предполагают соединения через промежуточные элементы или устройства.
На фиг. 1а показан один вариант осуществления настоящего изобретения, в котором лазерная система 10 испускает три различных пучка выходного излучения через оптические волокна 29, 30 и 32 для доставки, которые соединены с объемным оптическим элементом. Предпочтительно оптические волокна 29, 30 и 32 для доставки соединены с объемным оптическим элементом 34 путем сплавления с объемным оптическим элементом 34. Предпочтительно оптические волокна для доставки и объемный оптический элемент 34 выполнены из одинаковых материалов, таких как кварц, вследствие чего они характеризуются одинаковыми показателями преломления. Более предпочтительно показатель преломления объемного оптического элемента 34 и каждого из оптических волокон для доставки составляет 1,45.
Корпус 11 лазерной системы 10 содержит лазерные модули 12, 14, 16, 18, 20, 22 и 24. Согласно настоящему изобретению лазерные модули 12, 14, 16, 18 и 20 обеспечивают одинаковое выходное излучение в оптических волокнах 13 подачи, причем их выходное излучение объединяется в устройстве 21 сведения. Данное устройство 21 сведения более подробно описано в международной заявке на патент № PCT/US 2014/018688, принадлежащей заявителю и включенной в настоящий документ посредством ссылки во всей полноте. Устройство 21 сведения содержит выходное волокно 26, находящееся в оптической связи с волоконным ответвителем 28.
В этом варианте осуществления лазерные модули 12, 14, 16, 18 и 20 обеспечивают выходное излучение с длиной волны 1070 нм, так как их активные волокна выполнены из Yb, но предполагается использование любого диапазона длин волн, так что можно использовать волокна, легированные Er, Th, Но или некоторой их комбинацией, а также волоконные лазеры, в которых выходное излучение характеризуется смещением частоты за счет нелинейных оптических кристаллов, волокон с эффектом Рамана и т.п.
Хотя свет, полученный согласно настоящему изобретению, является многомодовым, поскольку этого требует указанная область применения, также может быть обеспечен одномодовый свет, если это требуется для конкретного применения.
Кроме того, лазерные модули работают в непрерывном режиме, но вместо них могут использоваться лазеры, работающие в импульсном режиме, или лазеры, работающие в квазинепрерывном режиме.
Лазерные модули 22 и 24, обеспечивающие различное выходное излучение в непрерывном и квазинепрерывном режимах, соединены с объемным оптическим элементом 34 при помощи соответствующих оптических волокон 30 и 32 для доставки. Хотя оптические волокна 30 и 32 являются многомодовыми, настоящее изобретение предусматривает возможность присоединения к объемному оптическому элементу 34 многомодовых волокон, одномодовых волокон или их комбинации.
На фиг. lb показан другой вариант осуществления настоящего изобретения, который отличается от фиг. 1а тем, что для направления соответствующих пучков выходного излучения модулей 22 и 24 волоконной лазерной системы используются ответвители 27а и 27b, аналогично тому, как пучок выходного излучения из устройства 21 сведения направляется в ответвитель 28. Такой вариант осуществления позволяет создать лазерную систему, которую намного проще обслуживать.
На фиг. 2 показан поэлементный вид соединения оптических волокон 29, 30 и 32 для доставки с объемным оптическим элементом 34. В этом варианте осуществления объемный оптический элемент 34 и оптические волокна 29, 30 и 32 для доставки заключены в наружное покрытие 33 с образованием кабеля для обработки. Соответствующие волокна соединены с объемным оптическим элементом 34. Более предпочтительно соответствующие волокна сплавлены с объемным оптическим элементом 34 на поверхности 36.
На фиг. 3 показано поперечное сечение оптических волокон 29, 20 и 32 для доставки рядом с их участком 36 сплавки на объемном оптическом элементе 34. Как может быть понятно специалисту в области техники настоящего изобретения, три волокна расположены на расстоянии друг от друга в заданной конфигурации. В варианте осуществления настоящего изобретения расстояние D1 находится в диапазоне от 50 до 100 микрон, а расстояние D2 - от 590 до 600 микрон. Диаметр сердцевины оптических волокон 30 и 32 для доставки составляет 50 микрон, а наружный диаметр - 200 микрон. Диаметр сердцевины оптического волокна 29 для доставки составляет 600 микрон. Настоящее изобретение не ограничено этим вариантом осуществления, поскольку оно предусматривает применение многомодовых волокон для доставки, диаметр сердцевины которых находится в диапазоне от 250 до 600 микрон.
Настоящее изобретение предусматривает по меньшей мере два волокна, причем конфигурации ограничены предельными размерами объемного оптического элемента 34. Кроме того, поскольку в настоящее время оптические волокна для доставки изготавливают с различными формами, предполагается возможность использования волокон с различными формами и диаметрами.
Кроме того, настоящее изобретение предусматривает применение одномодовых волокон, а также многомодовых волокон и их комбинации, в качестве оптических волокон для доставки, присоединяемых к объемному оптическому элементу 34, характеристики которого определяются конкретным применением.
Хотя это и не показано на фиг. 3, настоящее изобретение предусматривает применение устройств выравнивания, которые гарантируют, что соединитель на конце кабеля для обработки, в который заключен объемный оптический элемент 34, выдает лазерные пучки в заданной последовательности в зависимости от их расположения на объемном оптическом элементе 34. Например, если необходимо воздействовать на заготовку выходным излучением из оптических волокон 30 и 32 для доставки перед воздействием выходным излучением из оптического волокна 29 для доставки, потребуется соответствующим образом выровнять объемный оптический элемент 34 во время его прикрепления к соединителю.
На фиг. 4 показана лазерная система 10, в которой объемный оптический элемент 34 заключен в корпусе 11, и лазерная головка 40 доставляет множество пучков выходного излучения к заготовке. На этой фигуре также показана система соединителя, содержащая соответствующие части 37 и 38 соединителя. Специалистам в области техники настоящего изобретения будет понятна и очевидна возможность применения многочисленных различных систем соединителя в волоконной оптической системе, а также ряда выравнивающих приспособлений, которые можно использовать для того, чтобы гарантировать, что ориентация объемного оптического элемента 34 будет способствовать испусканию выходного излучения из оптических волокон для доставки в заданной конфигурации в лазерную головку 40.
На фиг. 4 также показан корпус 31, в котором заключен объемный оптический элемент 34 и оптические волокна для доставки.
Предпочтительно лазерными модулями согласно настоящему изобретению можно управлять независимо друг от друга, но, тем не менее, они предпочтительно могут подчиняться единой схеме управления, позволяющей осуществлять динамическую регулировку их пучков выходного излучения. На фиг. 5 показан стандартный вариант управления, в котором лазерными модулями с независимым управлением дополнительно управляют посредством применения контроллера цифро-аналогового преобразования. Это позволяет параллельно управлять лазерными модулями с независимым управлением. Специалистам в области техники настоящего изобретения будет понятно, что ряд схем управления может использоваться в этом предпочтительном варианте осуществления настоящего изобретения.
На фиг. 6 показано изображение структуры пучка выходного оптического излучения из волоконной системы, показанной на фиг. 3, при воздействии на заготовку. Очевидно, что пучки являются по существу некогерентными; таким образом, каждый из них по существу сохраняет свои характеристики выходного излучения и, следователь, может обеспечить осуществления стадии обработки, предусматриваемой конкретным применением.
Отдельные стадии обработки, которые можно комбинировать, могут включать предварительный нагрев, очистку, охлаждение путем абляции, резку, пайку, сварку, отжиг и шлифовку.
На фиг. 7 показаны четыре изображения пайки стали с покрытием, нанесенным погружением в расплав. На фиг. 7а показан вид в большем увеличении согласно фиг. 7d, который был получен согласно настоящему изобретению. В частности, по двум волокнам подаются пятна для очистки диаметром 100 микрон посредством лазера, работающего в непрерывном режиме, который характеризуется средней мощностью 0,85 кВт, а по третьему волокну подается основное пятно диаметром 600 микрон посредством лазера, работающего в непрерывном режиме, который характеризуется средней мощностью 3,5 кВт. Фиг. 7b и 7с были получены с применением лазерных систем с одним пятном, в которых мощность основного пятна составляла 3,5 кВт и 4,3 кВт соответственно.
На фиг. 8 показаны два изображения различных стальных образцов с цинковым покрытием, полученных пайкой при помощи трехволоконной системы согласно настоящему изобретению, причем диаметр двух пятен для очистки составлял 100 микрон, и диаметр основного пятна составлял 600 микрон. На фиг. 8а показан стальной образец с нанесенным электролитическим оцинкованным покрытием, полученный пайкой. Для создания такой пайки два лазера, работающие в непрерывном режиме на мощности 450 Вт, подавали два пятна для очистки, а лазер, работающий в непрерывном режиме на мощности 3,5 кВт, подавал основное пятно. Скорость движения робота составляла 4,5 метров в минуту, и припой CuSi3 размером 1,6 мм подавали на той же скорости.
На фиг. 9 показан роликовый сварной шов двух заготовок, содержащих различные алюминиевые сплавы с различными значениями толщины. Одна заготовка представляла собой AlMg 0,4 Si 1,2 толщиной 1,2 мм, а другая - AlMg 5,3 Мn толщиной 1,5 мм. Их сваривали с применением конфигурации из трех пятен, причем диаметр всех пятен составлял 100 микрон. Два направляющих пучка подавали при помощи лазеров, работающих в непрерывном режиме на мощности 300 Вт, а задний пучок подавали при помощи лазера, работающего в непрерывном режиме на мощности 3,6 кВт. Скорость движения робота составляла 3 метра в минуту, и защитный газообразный аргон подавали на скорости 8 литров в минуту.
На фиг. 10 показаны два изображения роликового сварного шва заготовок из алюминиевого сплава 6000, созданного с применением присадочной проволоки. Их сваривали с применением конфигурации из трех пятен, причем все пятна характеризовались диаметром 100 микрон. Два направляющих пучка подавали при помощи лазеров, работающих в непрерывном режиме на мощности 450 Вт, а задний пучок подавали при помощи лазера, работающего в непрерывном режиме на мощности 3,6 кВт. Скорость подачи присадочной проволоки составляла 3,5 метра в минуту, в то время как скорость движения робота составляла 4,4 метра в минуту, и защитный газообразный аргон подавали на скорости 10 литров в минуту.
Специалистам в области техники настоящего изобретения будет понятно или они смогут предложить в ходе стандартных опытных работ множество эквивалентов конкретным вариантам осуществления настоящего изобретения, описанным в настоящем документе. Описанные схемы можно использовать с любой системой светового излучения, но принцип описанной в настоящем документе конструкции заключается в волоконных лазерных системах с множеством пучков. Таким образом, следует понимать, что приведенные выше варианты осуществления представлены исключительно в качестве примера, и что настоящее изобретение может быть осуществлено на практике отличным от описанного образом в пределах объема прилагаемой формулы изобретения и ее эквивалентов. Настоящее изобретения относится к каждому отдельному признаку, системе, материалу и/или способу, описанному в настоящем документе. Кроме того, любая комбинация двух или более таких признаков, систем, материалов и/или способов, если такие признаки, системы, материалы и/или способы не противоречат друг другу, подпадает под объем настоящего изобретения.
Реферат
Группа изобретений относится к технологии ввода света, выходящего из нескольких волоконных лазерных устройств, в один оптический компонент и управления излучением, выходящим из таких лазерных устройств. Волоконная лазерная система со множеством пучков выходного излучения для создания нескольких пучков выходного излучения волоконного лазера. Система содержит множество модулей волоконной лазерной системы, множество выходных волокон и объемный оптический элемент. Модули волоконной лазерной системы создают множество отдельных пучков выходного излучения волоконного лазера. Соответствующие пучки выходного излучения различаются одной или несколькими характеристиками пучка. Каждое из выходных волокон выполнено с возможностью доставки одного из указанных отдельных пучков выходного излучения волоконного лазера. К объемному оптическому элементу присоединены каждое из указанных выходных волокон. Оптический элемент выполнен с возможностью приема отдельных пучков выходного излучения волоконного лазера от выходных волокон и вывода отдельных пучков выходного излучения волоконного лазера по существу на расстоянии друг от друга. Технический результат заключается в создании лазерной системы с применением оптического элемента, который может выдавать некогерентные лазерные пучки в заданной конфигурации, в которой можно управлять параметрами выходного излучения. 3 н. и 28 з.п. ф-лы, 10 ил.
Комментарии