Присоединение оптического компонента к оптоэлектронным модулям - RU2304294C2
Код документа: RU2304294C2
Чертежи

















Описание
Область техники, к которой относится изобретение
Данное изобретение относится к оптическим волокнам, и в частности к присоединению оптических компонентов к подложке и к юстировке оптического компонента с лазером.
Уровень техники
В оптоэлектронной промышленности имеется значительный и все возрастающий спрос на недорогие соединенные волокном лазерные модули, имеющие высокую надежность. Соединенные волокном лазерные модули включают оптическое волокно, которое юстировано с лазером на подложке и присоединено к подложке. Однорежимные волоконные устройства нуждаются в соединенных волокном лазерных модулях. Например, соединенные волокном лазерные модули используются в качестве устройства накачки для волоконных усилителей, источников с уплотнением по длине волны, высокоскоростных и мощных лазеров с распределенной обратной связью и полупроводниковых оптических усилителей.
Обычно лазер и оптическое волокно изготавливают или устанавливают на подложке. Для обеспечения приемлемых характеристик оптическое волокно должно быть точно юстировано с лазером. После юстировки оптическое волокно должно быть надежно прикреплено к подложке без нарушения юстировки, повреждения лазера или оптического волокна или же выключения лазера. Правильная юстировка обеспечивает очень высокую эффективность однорежимного соединения оптического интерфейса. Соединение между оптическим волокном и подложкой должно также выдерживать окружающие условия, такие как изменения рабочей температуры, вибрации, пыль и т.д. Другие важные характеристики включают относительно высокую теплопроводность между лазером и подложкой для обеспечения работы лазера с высокой мощностью.
Высокая теплопроводность между лазером и подложкой может приводить к проблемам при соединении оптического волокна с подложкой с использованием методов присоединения, использующих тепло. Пайка включает нагревание металлических частей, подлежащих соединению друг с другом, и использование припоя для соединения частей друг с другом. Часто используют интегрированный резистор, который выполнен с возможностью обмена тепла с припоем, в качестве источника тепла для расплавления припоя.
Как показано на фиг.1, соединенный волокном лазерный модуль 10, согласно уровню техники, включает лазер 12 и оптическое волокно 14, которые присоединены к подложке 16. Тепло (обозначенное стрелками 18) генерируется во время присоединения оптического волокна к подложке 16. Большинство тепла 18 операции пайки обычно проходит вниз через подложку 16 в радиатор (не изображен), такой как термоэлектрический радиатор. За счет относительно высокой теплопроводности пути между лазером 12 и подложкой 16 некоторое количество тепла 18' также проходит к лазеру 12. Тепло 18' может повредить диод или расплавить припой, который соединяет лазер 12 с подложкой 16, что уменьшает надежность лазера 12 и увеличивает снижение параметров соединения припоем. Тепло 18' может также приводить к неправильной юстировке лазера 12 и/или выключению лазера 12 во время юстировки.
Сущность изобретения
Модуль оптического соединения, согласно изобретению, присоединяет оптический компонент к подложке и юстирует оптический компонент с лазером. Модуль оптического соединения включает волоконную вспомогательную опору, которая прикрепляется к подложке, и теплоизолирующий материал, имеющий толщину более 20 микрон. Оптический элемент припаивается к волоконной вспомогательной опоре посредством приложения тепла от лазера. Лазерная вспомогательная опора прикрепляется к подложке. Лазер прикреплен к лазерной вспомогательной опоре.
Согласно другим признакам изобретения, оптический компонент выбирается из активных и пассивных оптических компонентов, таких как оптическое волокно, линзы, зеркала, фильтры, детекторы, изоляторы и микроэлектромеханические устройства.
Согласно еще одному признаку изобретения, между припоем и теплоизолирующим материалом помещается волоконная контактная площадка. Волоконная контактная площадка имеет характеристики бокового потока тепла, которые значительно больше характеристик вертикального потока тепла. Волоконную контактную площадку помещают между теплоизолирующим материалом и оптическим волокном. Волоконная контактная площадка и теплоизолирующий материал обеспечивают местное и боковое прохождение тепла во время лазерной пайки для равномерного плавления припоя. Теплоизолирующий материал и волоконная контактная площадка ограничивают перенос тепла на подложку во время пайки. Волоконная контактная площадка также обеспечивает надежное место для соединения оптического компонента. Толщина волоконной контактной площадки также способствует боковому отводу тепла. Волоконная контактная площадка также обеспечивает барьер для припоя.
Согласно другим признакам изобретения, волоконная контактная площадка включает несколько слоев. Один слой выполнен из золота, а другие слои выбираются из группы, состоящей из никеля, хрома, титана и оксида хрома. Дополнительные слои могут быть выполнены из титана и платины.
Согласно другому признаку изобретения, интегральный соединенный волокном лазерный модуль для юстировки и присоединения оптического волокна к подложке включает теплоизолирующий материал, выполненный как единое целое с подложкой и имеющий толщину более 20 микрон. Волоконная контактная площадка включает, по меньшей мере, один металлический слой, присоединенный к теплоизолирующему материалу. Оптическое волокно припаивается лазером к волоконной контактной площадке.
Согласно другому признаку изобретения, интегрированный теплоизолирующий материал образован с помощью гидролиза в пламени или с помощью анодной сварки.
Другие области применения данного изобретения следуют из приведенного ниже подробного описания. Следует отметить, что подробное описание и специальные примеры, хотя и указывают предпочтительные варианты выполнения изобретения, служат лишь для иллюстрации и не должны ограничивать объем изобретения.
Перечень фигур чертежей
Для лучшего понимания данного изобретения ниже приводится подробное описание со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - соединенный волокном лазерный модуль с лазером и оптическим волокном, которые юстируются и присоединяются к подложке, согласно уровню техники;
фиг.2 - модуль оптического соединения с лазером и оптическим компонентом, таким как оптическое волокно, которые присоединены к подложке, согласно данному изобретению;
фиг.3 - разрез волоконной контактной площадки, которая расположена между оптическим компонентом и изолирующей волоконной вспомогательной опорой;
фиг.4 - часть волоконной контактной площадки на виде сверху;
фиг.5 - разрез припоя и части волоконной контактной площадки;
фиг.6А и 6В - модуль оптического соединения, согласно фиг.2, и пример системы лазерной пайки;
фиг.7А и 7В - интегральный модуль оптического соединения с лазером и оптическим компонентом, таким как оптическое волокно, согласно данному изобретению;
фиг.8А-8С - первый вариант выполнения интегрального модуля оптического соединения, согласно фиг.7;
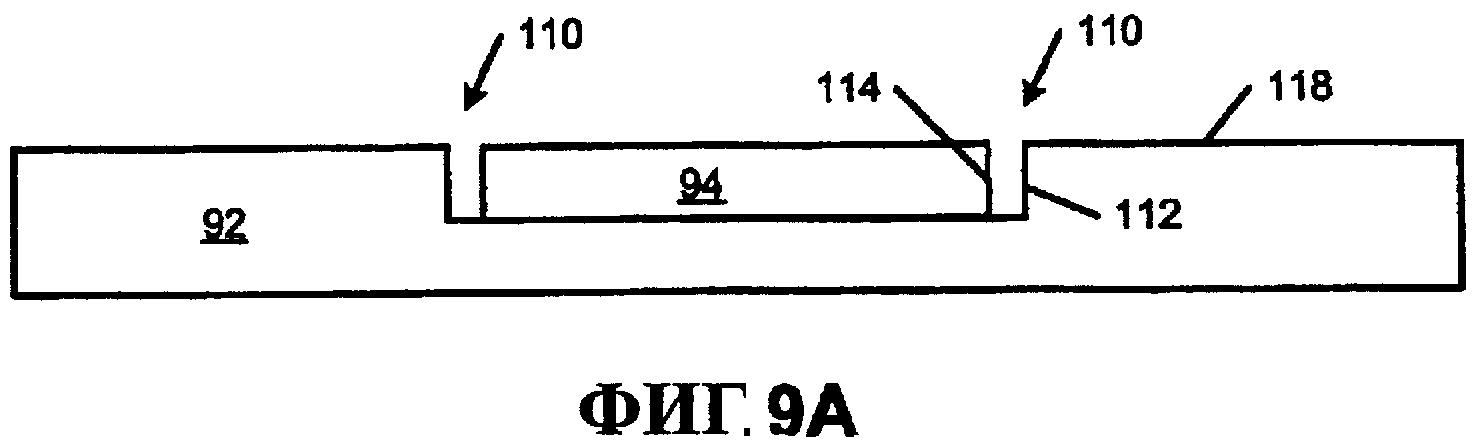
фиг.9А-9С - использование стеклоприпоя в боковых зазорах первого варианта выполнения интегрального модуля оптического соединения, согласно фиг.7;
фиг.10А-10D - первый вариант выполнения интегрального модуля оптического соединения, согласно фиг.7;
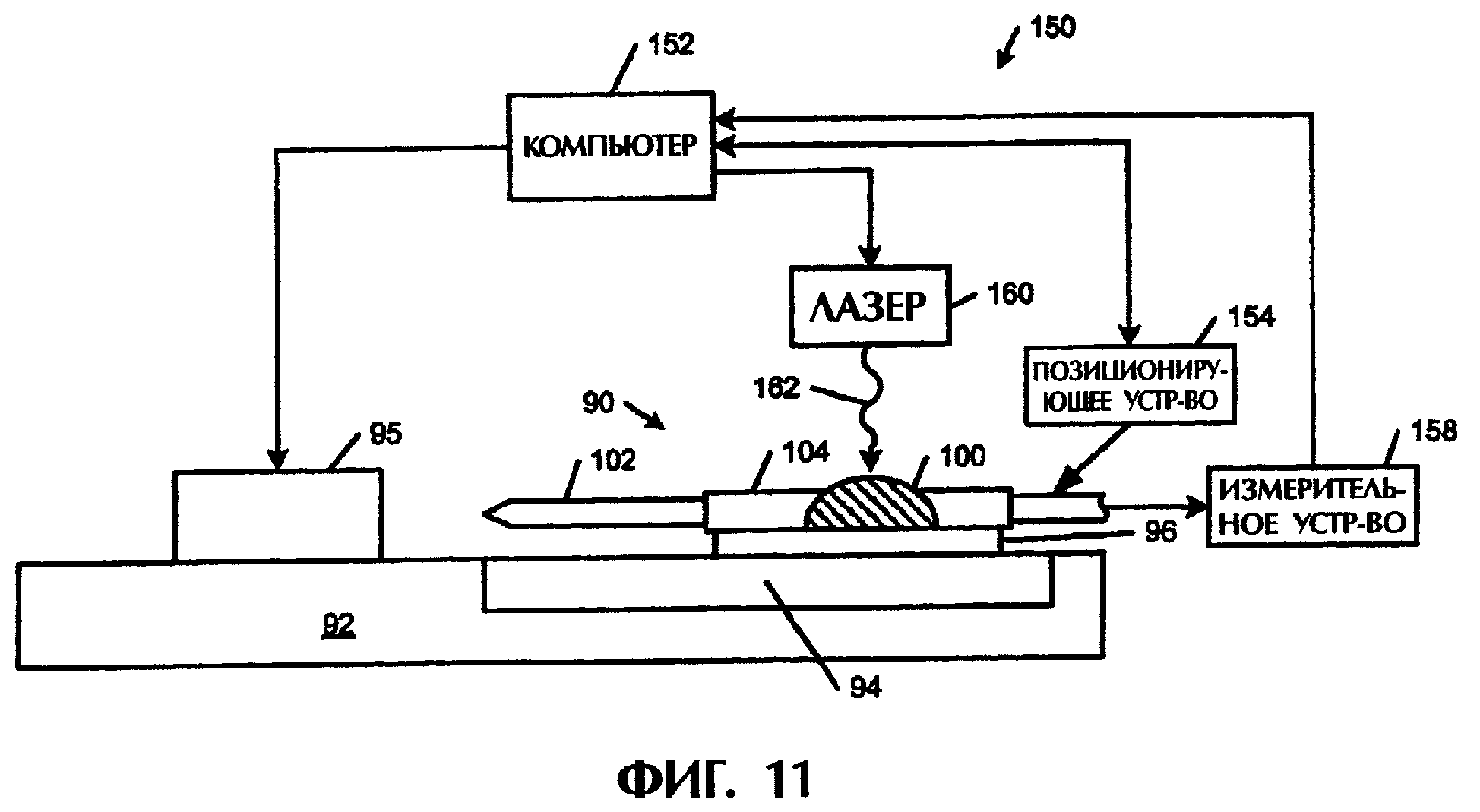
фиг.11 - система юстировки оптического элемента, согласно данному изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Последующее описание предпочтительных вариантов выполнения приводится лишь в качестве примера и никоим образом не должно ограничивать изобретение, его применение или использование.
Данное изобретение раскрывает устройство и улучшенный способ присоединения оптического элемента к подложке с юстировкой оптического элемента относительно лазера. Для специалистов в данной области техники понятно, что данное изобретение можно применять для присоединения активных и пассивных оптических элементов, таких как оптическое волокно, зеркала, линзы, детекторы, микроэлектромеханические устройства, изоляторы и другие оптические устройства, к подложке без причинения вреда лазеру вследствие нагревания.
Ниже приводится описание данного изобретения применительно к модулю 30 оптического соединения для оптического волокна со ссылками на фиг.2. Для специалистов в данной области техники понятно, что данное изобретение применимо для присоединения и юстировки других активных и пассивных оптических компонентов. Лазер 32 присоединен к лазерной вспомогательной опоре 38 контактной зоной 40. Лазерная вспомогательная опора 38 соединена с подложкой 42 контактной зоной 44. Оптическое волокно 34 присоединено к волоконной контактной площадке 50 припоем 52. Волоконная контактная площадка 50 может включать один или несколько слоев. По меньшей мере один из слоев является предпочтительно металлическим.
Оптическое волокно 34 предпочтительно имеет металлический наружный слой 53 на части оптического волокна 34 для соединения с припоем 52. В качестве альтернативного решения, можно отказаться от металлического наружного слоя 53, а припой может полностью обтекать вокруг оптического волокна 34 для присоединения оптического волокна 34 к волоконной контактной площадке 50. Подходящими металлическими наружными слоями 53 могут быть слой NiAu и другие аналогичные металлические слои. Один конец оптического волокна 34 может содержать линзовую поверхность 54 для увеличения эффективности связи оптического волокна 34. Волоконная контактная площадка 50 присоединена к волоконной вспомогательной опоре 55. Волоконная вспомогательная опора 50 присоединена контактной зоной 56 к подложке 42.
Припой 52 предпочтительно имеет относительно высокую температуру плавления, такую как 250°С или выше. Припой предпочтительно является эвтектическим и твердым с минимальной ползучестью при комнатной температуре. Ползучесть является функцией энергии активации, которая обычно зависит от температуры плавления припоя. Другими словами, высокая температура плавления обычно соответствует высокой энергии активации. Минимальная ползучесть помогает сохранить имеющуюся юстировку. Например, припой может быть AuSn и иметь температуру плавления 284°С. Процентный состав составляет 80% Au и 20% Sn, возможны также другие составы. Другие подходящие материалы припоя включают PbSn и AuGe. Волоконная вспомогательная опора 55 предпочтительно выполнена из теплоизолирующего материала. Например, теплоизолирующий материал может быть стеклом (диоксидом кремния (SiO2)), керамикой, такой как Микор, диоксид циркония, или другими аналогичными теплоизолирующими материалами.
Путь между лазером 32 и подложкой 42 предпочтительно имеет относительно высокую теплопроводность. Другими словами, лазерная вспомогательная опора 38 и контактные зоны 40 и 44 имеют относительно высокую теплопроводность для минимизации температуры соединения лазера во время операции и улучшения мощности, эффективности и надежности. Например, лазерная вспомогательная опора 38 предпочтительно выполнена из CuW, AlN, SiC, BeO, Si, TcBN или алмаза. Контактные зоны 40 и 44 предпочтительно включают припой, такой как AuSn с 80% Au и 20% Sn (другие составы и процентные соотношения также возможны).
На фиг.3 показан более детально предпочтительный вариант выполнения волоконной контактной площадки 50 и волоконной вспомогательной опоры 55. Волоконная контактная площадка 50 включает один или более слоев и обеспечивает боковую теплопроводность для адекватной проводки тепла к припою 52 во время лазерной пайки. Волоконная вспомогательная опора 55 ограничивает вертикальное распространение тепла для исключения теплового потока через волоконную контактную площадку 50 и волоконную вспомогательную опору 55 в подложку 42 и к лазеру 32. Волоконная контактная площадка 50 обеспечивает также перегородку из припоя, поглощает лазерный свет, повышает прочность зоны присоединения и/или способствует боковой теплопроводности.
В одном варианте выполнения, волоконная контактная площадка 50 включает слои 60а-60h. Слой 60а обеспечивает смачивание слоем припоя и предпочтительно выполнен из Au или других аналогичных материалов. Слой 60b обеспечивает барьер для припоя и предпочтительно выполнен из Pt или других аналогичных материалов. Слой 60с обеспечивает механическую опору и предпочтительно выполнен из Ni или других аналогичных материалов. Слой 60d обеспечивает сцепление между слоями 60с и 60е и предпочтительно выполнен из Ti или других аналогичных материалов. Слой 60е обеспечивает поглощение падающего лазерного света и предпочтительно выполнен из Ti или других аналогичных материалов. Слой 60f обеспечивает боковую теплопроводность и предпочтительно выполнен из Ni или других аналогичных материалов. Слой 60g обеспечивает сцепление между слоями 60f и 60h и предпочтительно выполнен из Ti или других аналогичных материалов. Слой 60h обеспечивает боковую теплопроводность и сцепление с волоконной вспомогательной опорой и предпочтительно выполнен из Ni-керамического композитного материала или других аналогичных материалов.
Волоконная контактная площадка 50 обеспечивает точку прочного присоединения к волоконной опоре и барьер для припоя. Волоконная контактная площадка 50 также должна обеспечивать боковую теплопроводность через толщу слоев, предусмотренных на волоконной контактной площадке 50. Можно видеть, что для специалистов в данной области техники возможны многие вариации, включая удаление одного или более слоев, добавление других слоев и/или замена слоев на слои с аналогичными свойствами.
Как показано на фиг.6А, припой 52 предпочтительно плавится во время процесса юстировки и присоединения с использованием нагревания лазером. Для большей ясности, номера позиций из фиг.2 используются на фиг.6А для обозначения тех же элементов. Лазер 70 соединен с оптическим волокном 74. Луч 76 света выходит из оптического волокна 74. Луч 76 света коллимируется коллиматорной линзой 78 и фокусируется фокусирующей линзой 80 на припое 52. Необходимая для лазера 70 мощность предпочтительно небольшая, например обычно достаточно 1-3 Вт, когда в качестве припоя 52 используется AuSn. Первоначально юстируют лазер 32 и оптическое волокно 34. Луч 76 света нагревает припой 52, вызывая плавление припоя 52. Луч 76 света выключают или направляют прочь от припоя 52. Припой 52 охлаждается, затвердевает и фиксирует положение оптического волокна 34 относительно лазера 32. Как показано на фиг.6В, несколько лазеров 82-1 и 82-2 соединены оптическими волокнами 84-1 и 84-2 с системой 86 подачи лучей. Система 86 подачи лучей направляет лучи 88 света на припой 52 во время процесса юстировки и присоединения. Процесс юстировки можно повторять один или несколько раз до обеспечения юстировки. Понятно, что при желании можно использовать более двух лазеров.
На фиг.7А и 7В показан интегральный модуль 90 оптического соединения. Интегральный модуль 90 оптического соединения включает подложку 90 и теплоизолирующий материал 94, который интегрирован непосредственно в подложку 92. Подложка 92 предпочтительно выполнена из кремния, InP, GaAs или других подходящих материалов. Теплоизолирующий материал 94 предпочтительно является стеклом, керамикой или другим подходящим теплоизолирующим материалом. Теплоизолирующий материал 94 является плоским. Волоконная контактная площадка 96 присоединена к верхней поверхности теплоизолирующего материала 94. Волоконная контактная площадка 96 предпочтительно аналогична по структуре волоконной контактной площадке 50. Лазер 95 изготовлен непосредственно на подложке 92 или присоединен с использованием контактной поверхности (не изображена). Припой 100 присоединяет оптическое волокно 102 к волоконной контактной площадке 96. Может, не обязательно, использоваться металлический наружный слой 104 (как указывалось выше). Лазер нагревает припой 102 и/или нагревает волоконную контактную площадку 96. На фиг.7 единственный луч 106 лазера нагревает припой 100. На фиг.7В несколько лучей 107 и 108 лазера нагревают волоконную контактную площадку 96.
На фиг.8А, 8В и 8С показан способ изготовления относительно толстого теплоизолирующего материала 94 на подложке 92. Подложку 92 и теплоизолирующий материал 94 снабжают рисунком и протравливают. Гладкость контактных поверхностей подложки 94 и теплоизолирующего материала 94 должны быть примерно одинаковыми. Материал, используемый для получения подложки 92, и теплоизолирующий материал предпочтительно имеют примерно одинаковые коэффициенты теплового расширения. Подложку 92 и теплоизолирующий материал первоначально приводят в контакт при повышенной температуре в присутствии электрического поля. Образуется анодная сварка между подложкой 92 и теплоизолирующим материалом 94 на атомном уровне. Как показано на фиг.8С, затем подложку 92 и теплоизолирующий материал 94 полируют. Понятно, что указанный способ обеспечивает интеграцию относительно толстого теплоизолирующего материала 94 и подложки 92.
На фиг.9А, 9В и 9С показаны дополнительные стадии изготовления толстого теплоизолирующего материала 94 в подложке 92. Теплоизолирующий материал 94 и подложка 92 имеют протравленные топологические элементы или боковые зазоры между кромками 112 теплоизолирующего материала 94 и кромками 114 подложки 92. Зазоры 100 заполняют стеклоприпоем 116 в виде порошка, как показано на фиг.9В. После высокотемпературного отжига стеклоприпой 116 затвердевает в стекло. Верхнюю поверхность 118 полируют для обеспечения плоской, гладкой поверхности, как показано на фиг.9С. Отжиг осуществляют при температурах свыше 300° С.
На фиг.10А, 10В, 10С и 10D показан второй способ изготовления интегрального, соединенного волокном лазерного модуля 90. Как показано на фиг.10А, подложку 92 снабжают рисунком с использованием маски 120. Как показано на фиг.10В, подложку 92 протравливают в местах 93. Используют предпочтительно реактивное ионное травление, химическое травление или другие подходящие способы травления. Как показано на фиг.10С, маску 120 удаляют и формируют теплоизолирующий материал 122 с помощью одного или более наращиваний с помощью гидролиза в пламени. Обычно при каждом наращивании добавляют слой в 10-30 микрон.
Как показано на фиг.10D, затем выполняют полирование для открывания подложки 92 в зонах, закрытых перед этим маской 120, для получения плоской, гладкой верхней поверхности 124. Материалы, выбранные для подложки 92 и теплоизолирующего материала 94, предпочтительно имеют коэффициенты теплового расширения, которые совпадают. Создание теплоизолирующего материала 94 с использованием гидролиза в пламени обеспечивает свободное от пустот сцепление стекла с подложкой 92. Дополнительно к этому, интегральный модуль 90 оптического соединения имеет превосходную планарность.
Толщина теплоизолирующего материала 90 предпочтительно составляет между 20 и 300 микрон. Модули оптического соединения, согласно данному изобретению, имеют высокую теплопроводность между лазером и подложкой для обеспечения работы с высокой мощностью. Модули оптического соединения имеют также высокую тепловую изоляцию между зоной присоединения оптического волокна и лазером для минимизации повышения температуры лазера во время присоединения припоем оптического волокна. Модули оптического соединения имеют относительно высокую теплопроводность в зоне присоединения волокна для минимизации требуемого тепла. Дополнительно к этому, модули оптического соединения являются механически устойчивыми при рабочих температурах и температурах обработки. Интегральные модули оптического соединения являются плоскими и относительно дешевыми в изготовлении.
На фиг.11 показана система 150 юстировки оптических компонентов, которая включает компьютер 152, позиционирующее устройство 154 и измерительное устройство 150. Система 150 юстировки оптических элементов показана в соединении с вариантом выполнения, согласно фиг.7А. Для специалистов в данной области техники понятно, что систему 150 юстировки оптических элементов можно использовать с другими раскрытыми вариантами выполнения.
Лазер 160 генерирует один или несколько лучей 162 лазерного света, которые направляются на припой 100 и/или на волоконную контактную площадку 96 для нагревания припоя. Компьютер 152 включает лазер 95. Измерительное устройство 158 генерирует выходной сигнал, соответствующий выходному сигналу оптического волокна 102 или другого оптического компонента, и выдает выходной сигнал в компьютер 152. Компьютер 152 вычисляет сигналы регулирования положения, которые используются для юстировки положения оптического волокна 102. Выполняют одну или несколько итераций до правильной юстировки оптического волокна 102 относительно лазера 95.
Из приведенного выше описания для специалистов в данной области техники понятно, что емкие идеи данного изобретения можно осуществлять различными путями. Поэтому, хотя данное изобретение было описано применительно к конкретным примерам, истинный объем изобретения не должен ими ограничиваться, поскольку для специалистов в данной области техники станут очевидными другие модификации после изучения чертежей, описания и следующей формулы изобретения.
Реферат
Модуль оптического соединения для присоединения оптического компонента к подложке содержит подложку; вспомогательную опору, присоединенную к указанной подложке, включающую теплоизолирующий материал; оптический компонент, юстированный относительно первого лазера и припаянный к указанной вспомогательной опоре с использованием тепла от второго лазера; контактную площадку, расположенную между указанным теплоизолирующим материалом и указанным оптическим компонентом; лазерную вспомогательную опору, присоединенную к указанной подложке; и первый лазер, присоединенный к указанной лазерной вспомогательной опоре. Оптический компонент является оптическим волокном, а указанный модуль оптического соединения является модулем соединения первого лазера с оптическим волокном. Указанная контактная площадка и указанный теплоизолирующий материал обеспечивают локальное прохождение тепла во время пайки для равномерного плавления припоя и ограничения переноса тепла в указанную подложку. Указанный оптический компонент выбран из группы, включающей оптическое волокно, зеркала, линзы, детекторы, микроэлектромеханические устройства и изоляторы. Способ изготовления интегрального модуля оптического соединения содержит создание подложки, нанесение рисунка и травление первой зоны указанной подложки, создание теплоизолирующего материала в указанной первой зоне указанной подложки, полирование указанного теплоизолирующего материала и указанной подложки для создания плоской поверхности, включающей часть подложки и теплоизолирующую часть, присоединение контактной площадки, включающей по меньшей мере один металлический слой, к указанной теплоизолирующей части, расположение первого лазера на указанной части подложки и юстировку и присоединение оптического компонента к указанной контактной площадке. Указанный оптический компонент присоединяют к указанной контактной площадке с использованием припоя, который нагревают с использованием второго лазера. Технический результат - повышение эффективности, обеспечение работы лазера с высокой мощностью. 2 н. и 12 з.п. ф-лы, 11 ил.

Комментарии