Волоконно-оптические кабели с конструктивными элементами для доступа - RU143173U1
Код документа: RU143173U1
Чертежи


Описание
ПРИОРИТЕТНЫЕ ЗАЯВКИ
Эта заявка является продолжением международной заявки PCT/US 11/62002, поданной 23 ноября 2011 г., где заявлены притязания на приоритет по заявке США №61/416684, поданной 23 ноября 2010 г., причем обе заявки включены сюда посредством ссылки.
РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка связана с международной заявкой PCT/US 11/34309, поданной 28 апреля 2011 г., и с предварительной заявкой №61/407744 на патент США, поданной 28 октября 2010 г.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПОЛЕЗНОЙ МОДЕЛИ
Область техники г к которой относится полезная модель
Данная полезная модель относится к волоконно-оптическому кабелю, в частности, к волоконно-оптическому кабелю, имеющему конструктивные элементы для доступа, предназначенные для доступа к жиле волоконно-оптического кабеля.
Уровень техники
Волоконно-оптические кабели часто требуют, чтобы волокна внутри них были доступны в середине, а не в конце кабеля. Зачастую, это требует разрезать оболочку кабеля и удалять участок оболочки, чтобы обеспечить доступ к волокнам внутри оболочки. Обычные режущие инструменты, такие как ножи со сменными лезвиями, или режущие инструменты, изготовленные на заказ, могут быть громоздкими и опасными как для оператора, так и для тонких волокон. Для доступа в кабель можно воспользоваться проволоками для вскрытия, имеющимися в оболочке кабеля, но они увеличивают затраты и требуют времени и навыков, чтобы квалифицированный рабочий мог использовать их должным образом. В одном обычном процессе доступа оболочку пробивают первым инструментом, а второй инструмент используют, чтобы «выловить» достаточную часть проволоки для вскрытия, вследствие чего эту проволоку для вскрытия можно захватить третьим инструментом (например, плоскогубцами). Тогда к проволоке для вскрытия можно приложить тянущее усилие, выдергивая ее сквозь материал оболочки. Затем материал оболочки отслаивают с жилы кабеля и удаляют. Если проволока для вскрытия ломается, ее приходится «вылавливать» снова.
Документ JP 09230184 относится к волоконно-оптической полоске или ленте (но не кабелю), которая может иметь разделяющую пленку, облегчающую разделение ленты (см Фиг.1). Такая лента может быть расположена в зазорах «щелевого волоконно-оптического кабеля» (см Фиг.2, параграф [0004]), но при этом она сама не является кабелем. Хотя в данном документе обсуждаются жилы оптоволокна в ленте, эти «жилы относятся к жилам волокна, а не к жиле кабеля. Кроме того, в данном документе не раскрывается сила отслаивания.
Документ US 5970196 относится к буферным трубкам (но не кабелю), которые имеют удаляемую секцию, позволяющую раскрыть буферные трубки. Однако эти буферные трубки не являются оболочкой кабеля, упоминаемой в данном документе. Как следует из документа US 5970196, оболочка кабеля окружает буферные трубки. Аналогично лентам из документа JP 09230184, буферные трубки представляют собой компоненты, которые кабель защищает и поддерживает, например, в пределах оболочки кабеля, для изоляции от погодных или других неблагоприятных факторов окружающей среды. Оболочка, согласно документу US 5970196, не имеет инородные участки. Кроме того, в данном документе обсуждается использование удаляемых секций, которые сначала извлекаются, до того, как будет вскрыта буферная трубка. Даже если признаки буферной трубки можно применить к оболочке кабеля, настоящее решение является эффективнее, поскольку в нем может не требоваться дополнительный этап удаления удаляемых секций. Доступ к заявленному кабелю можно с легкостью осуществлять с помощью прикладываемой силы отслаивания без дополнительной модификации. В отличие от этого, способ осуществления доступа, раскрытый в документе US 5970196, основан на такой модификации. По совокупности признаков решение, раскрытое в документе US 5970196, является прототипом настоящей полезной модели.
В документе EP 1376156 обсуждается «сила отслаивания», которая отличается от той, что упоминается в данном документе. В частности, документ EP 1376156 относится к пластиковому оптоволокну со слоями оболочки и покрытия, которые отделяются друг от друга. В данном документе обсуждается отслаивание различных слоев пластикового оптоволокна относительно друг друга, не вскрывая оболочку кабеля, которая сама включает в себя множество оптических волокон. Отслаивание слоев оболочки и покрытия относительно друг друга, описываемое в документе EP 1376156, отличается от вскрытия оболочки посредством прикладывания силы отслаивания к инородным участкам в оболочке, чтобы вскрыть секцию этой оболочки для осуществления доступа к жиле.
РАСКРЫТИЕ ПОЛЕЗНОЙ МОДЕЛИ
Технический результат, достигаемый заявленной полезной моделью, состоит в том, что инородные участки и основной участок оболочки кабеля позволяют отделять секцию оболочки от остальной оболочки контролируемым способом, например, вдоль длины оболочки кабеля с помощью силы отслаивания менее 80 Н, прикладываемой к этой секции оболочки.
В соответствии с первым вариантом осуществления, кабель содержит жилу, включающую в себя множество оптических волокон, и оболочку, окружающую жилу. Оболочка включает в себя основной участок из полимерного первого экструдированного материала и, по меньшей мере, первый и второй инородные участки из второго экструдированного материала, расположенные в основном участке, причем каждый инородный участок имеет связь с основным участком, а секция основного участка, находящаяся между первым и вторым инородными участками, выполнена с возможностью отделения от остальной оболочки посредством силы отслаивания, прикладываемой к этой секции. Сила отслаивания для обеспечения доступа к жиле кабеля может быть относительно малой. Сила отслаивания может составлять, например, менее 80 ньютонов и может находиться в диапазоне от 20 до 40 ньютонов. Сила отслаивания может быть меньше 50 Н. Сила отслаивания может составлять, по меньшей мере, 10 Н.
Для обеспечения доступа к жиле, по меньшей мере, один инородный участок может простираться, по существу, по всей длине кабеля или по выбранной длине кабеля.
Второй материал может являться полимерным. Первый материал может включать в себя первый полимер, а второй экструдированный материал может включать в себя второй полимер, при этом второй материал может дополнительно содержать от 1 масс.% до 20 масс.% первого полимера.
Первый полимер может представлять собой полиэтилен, а второй экструдированный материал может представлять собой смесь полипропилена и полиэтилена, включающую в себя от примерно 6 масс.% до примерно 20 масс.% полиэтилена.
Оболочка может иметь внутреннюю поверхность и наружную поверхность, а толщина оболочки между ними составлять от 0,5 мм до 2,0 мм. Оболочка может иметь кольцевое поперечное сечение, при этом площадь поперечного сечения каждого инородного участка может составлять менее 5% площади поперечного сечения оболочки, а первый и второй инородные участки могут проходить, по существу, по всей длине кабеля.
Кабель может включать в себя два инородных участка, расположенные под углом в оболочке кабеля. Инородные участки могут быть расположены под выбранными углами для обеспечения изменяющихся величин силы отслаивания.
Первый и второй инородные участки могут быть целиком внедрены в основной участок.
Следует понять, что и вышеизложенное описание в общих чертах, и нижеследующее подробное описание являются лишь возможными и предназначены для обеспечения обзора или представления об основном замысле для понимания природы и характера объекта согласно формуле полезной модели.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В соответствии с общепринятой практикой различные признаки, показанные на чертежах и рассматриваемые ниже, не обязательно начерчены в масштабе. Размеры признаков и элементов на чертежах могут быть увеличенными или уменьшенными для того, чтобы яснее проиллюстрировать варианты осуществления полезной модели.
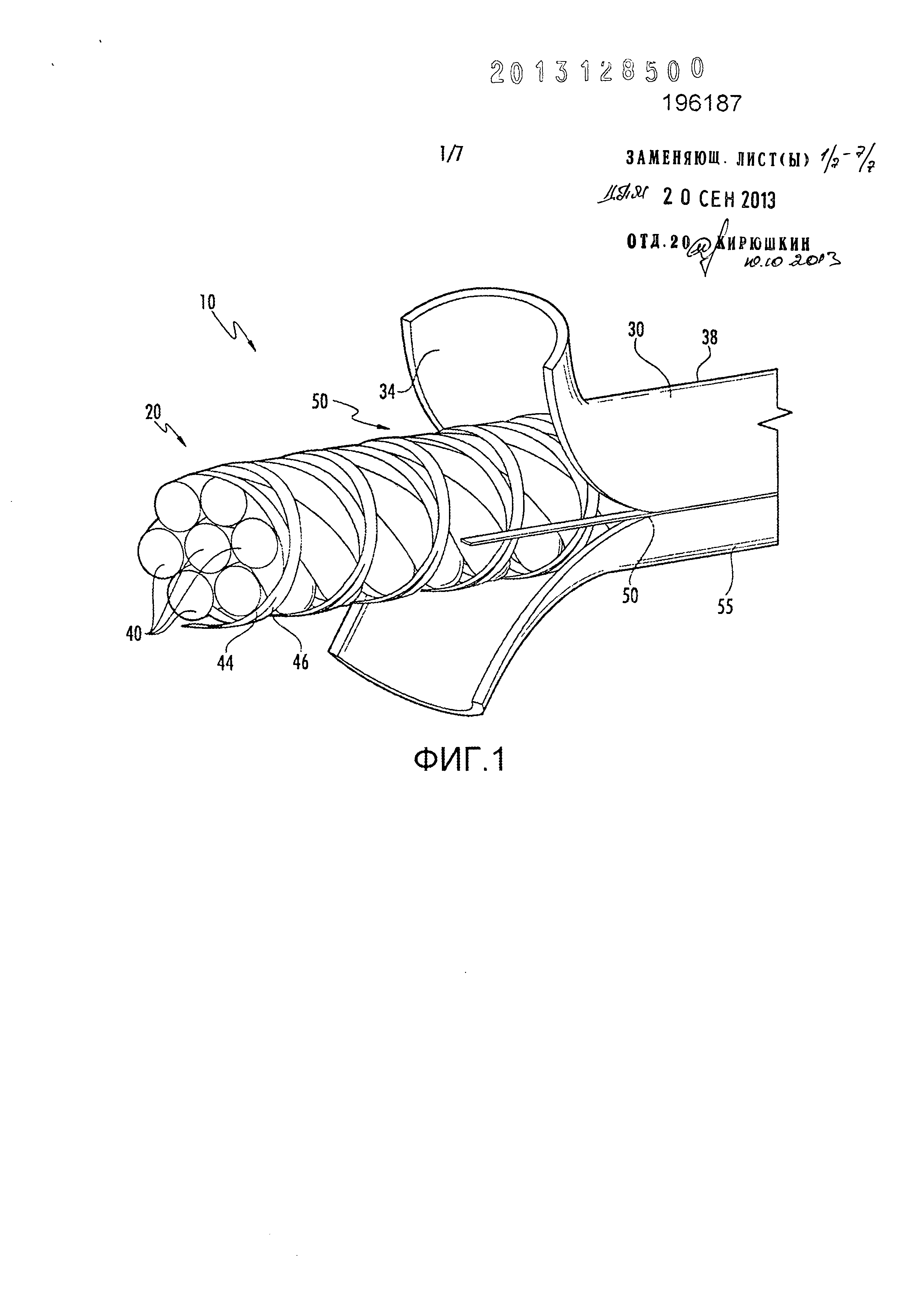
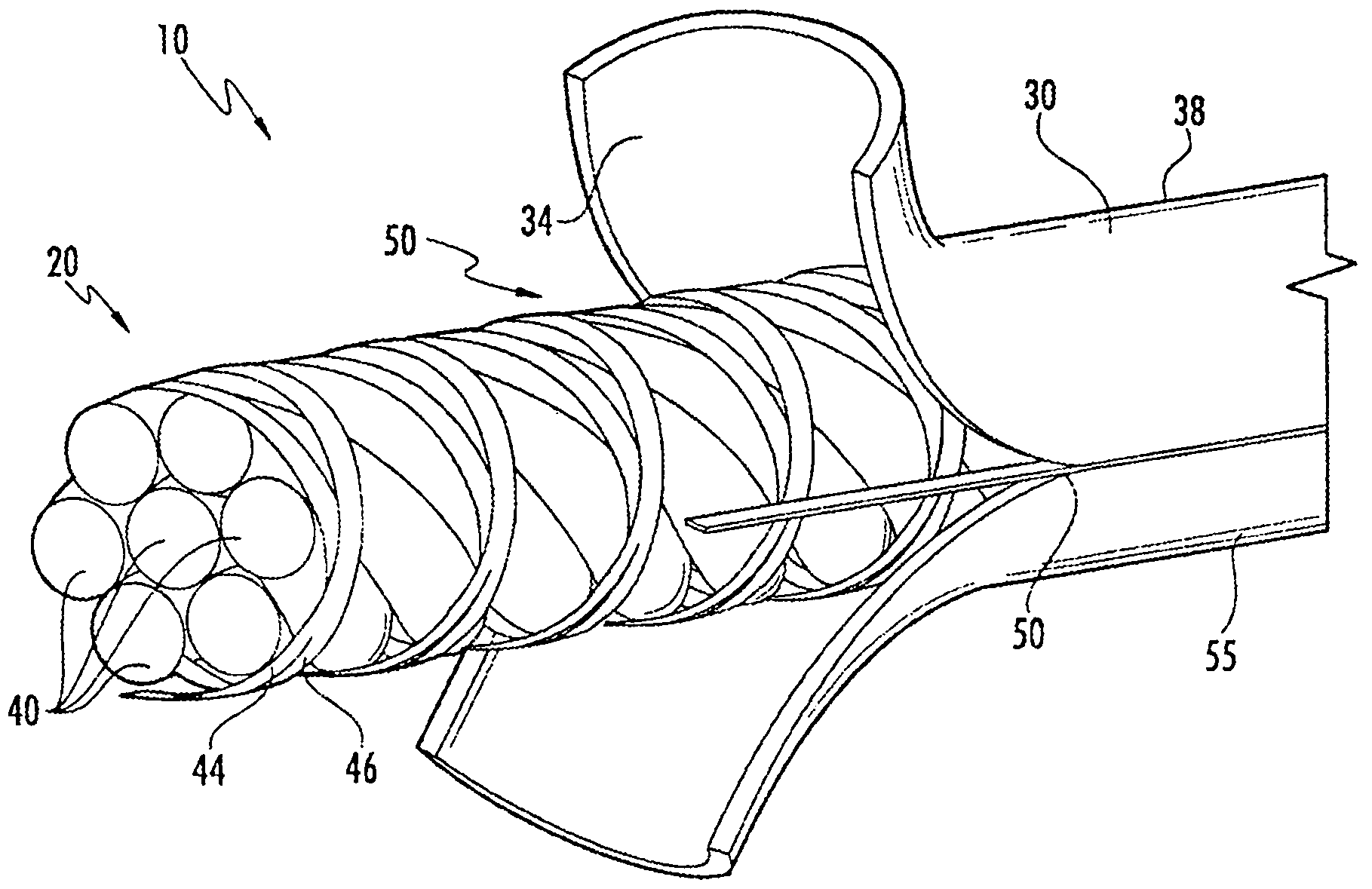
На фиг.1 представлен вид с частичным срезом волоконно-оптического кабеля, соответствующего первому варианту осуществления;
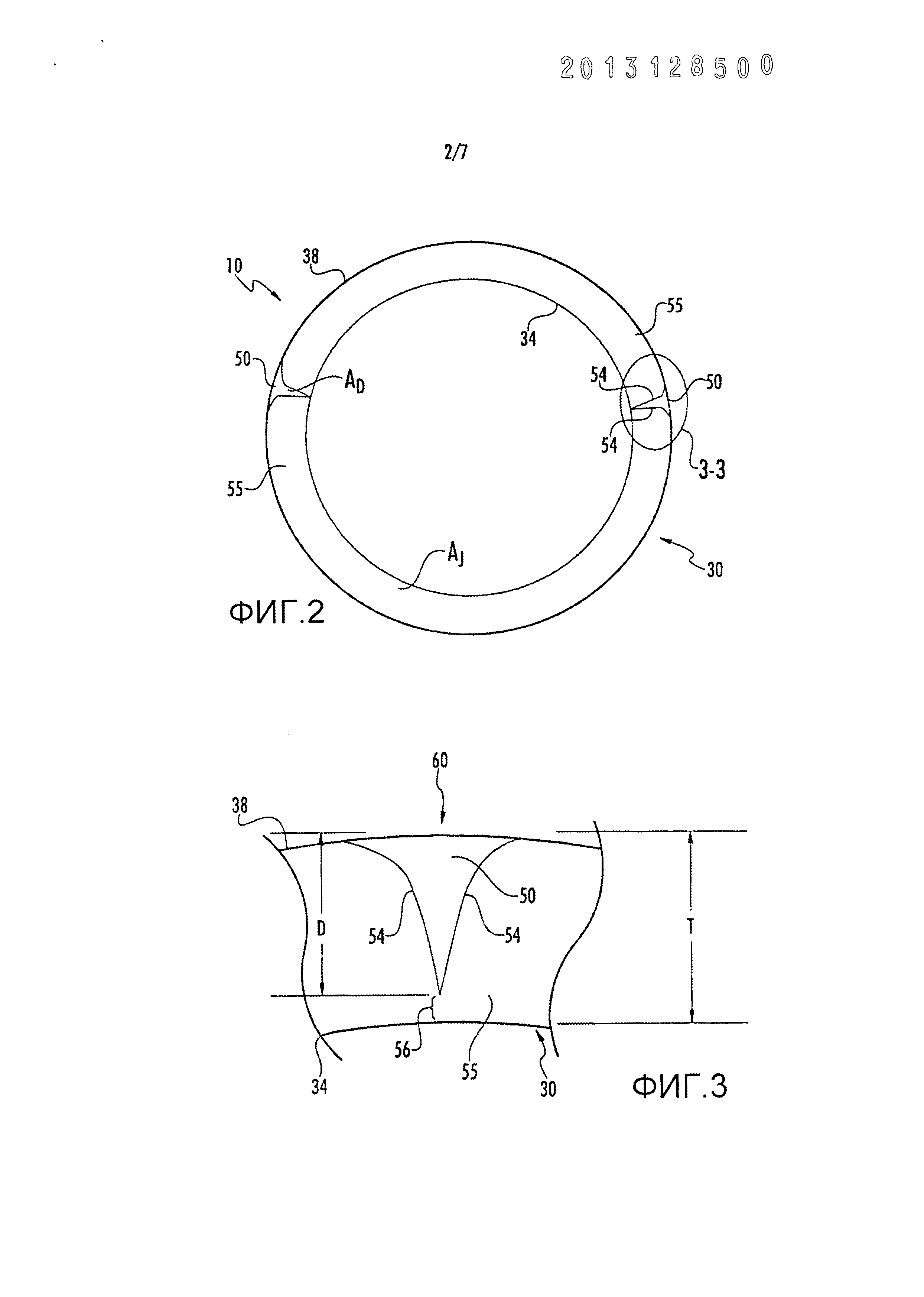
на фиг.2 представлено поперечное сечение оболочки кабеля, изображенной на фиг.1;
на фиг.3 представлено изолированное поперечное сечение одного из инородных участков в оболочке кабеля согласно фиг.2;
на фиг.4 представлен вид в разрезе устройства для совместной экструзии, используемого для изготовления кабелей с инородными участками;
на фиг.5 представлен вид в разрезе устройства для совместной экструзии согласно фиг.4, иллюстрирующий течение материала экструдата;
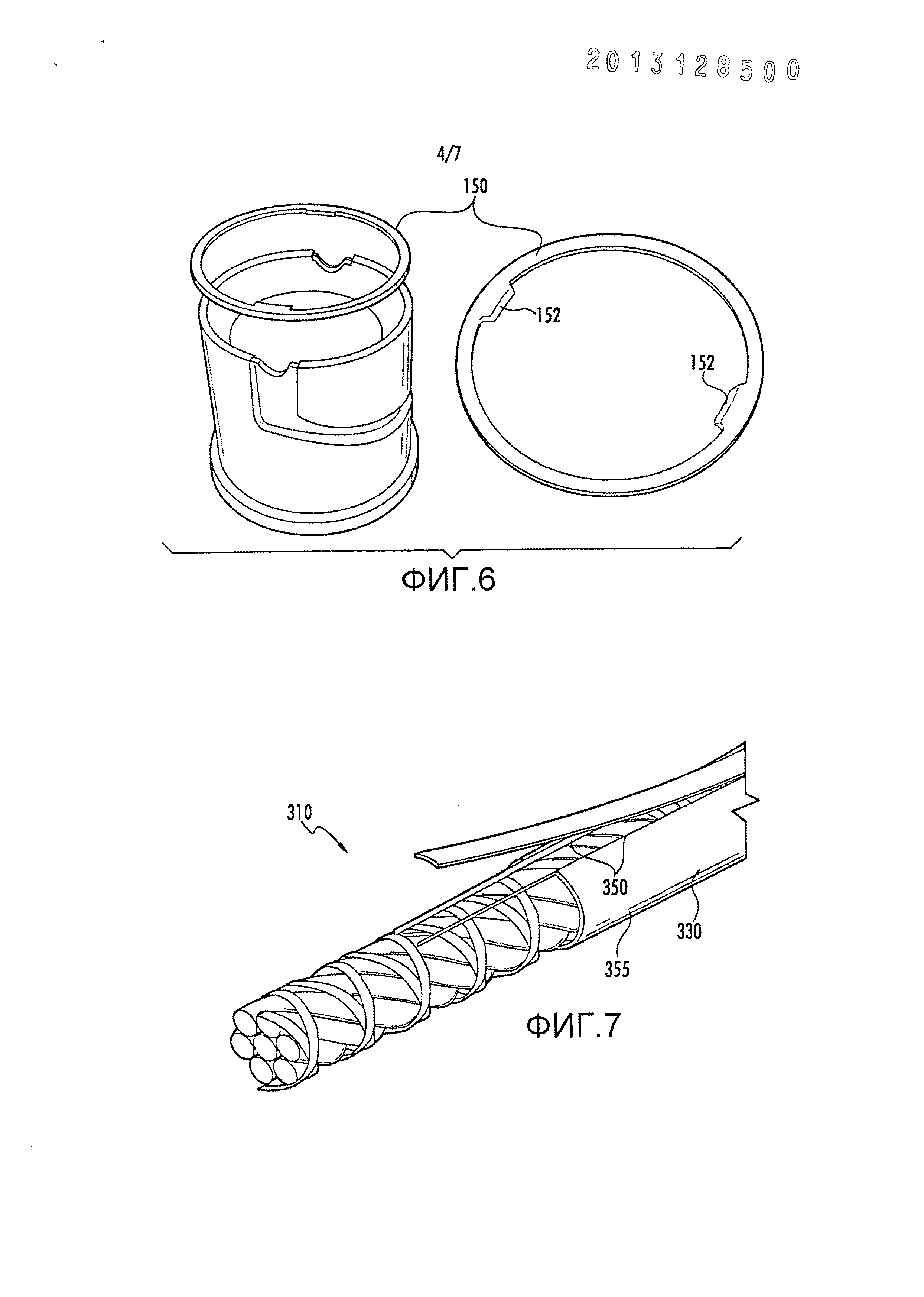
фиг.6 иллюстрирует кольцо, которое можно использовать для модификации обычных устройств для совместной экструзии с целью образования инородных участков;
на фиг.7 представлен вид с частичным срезом волоконно-оптического кабеля, соответствующего второму варианту осуществления;
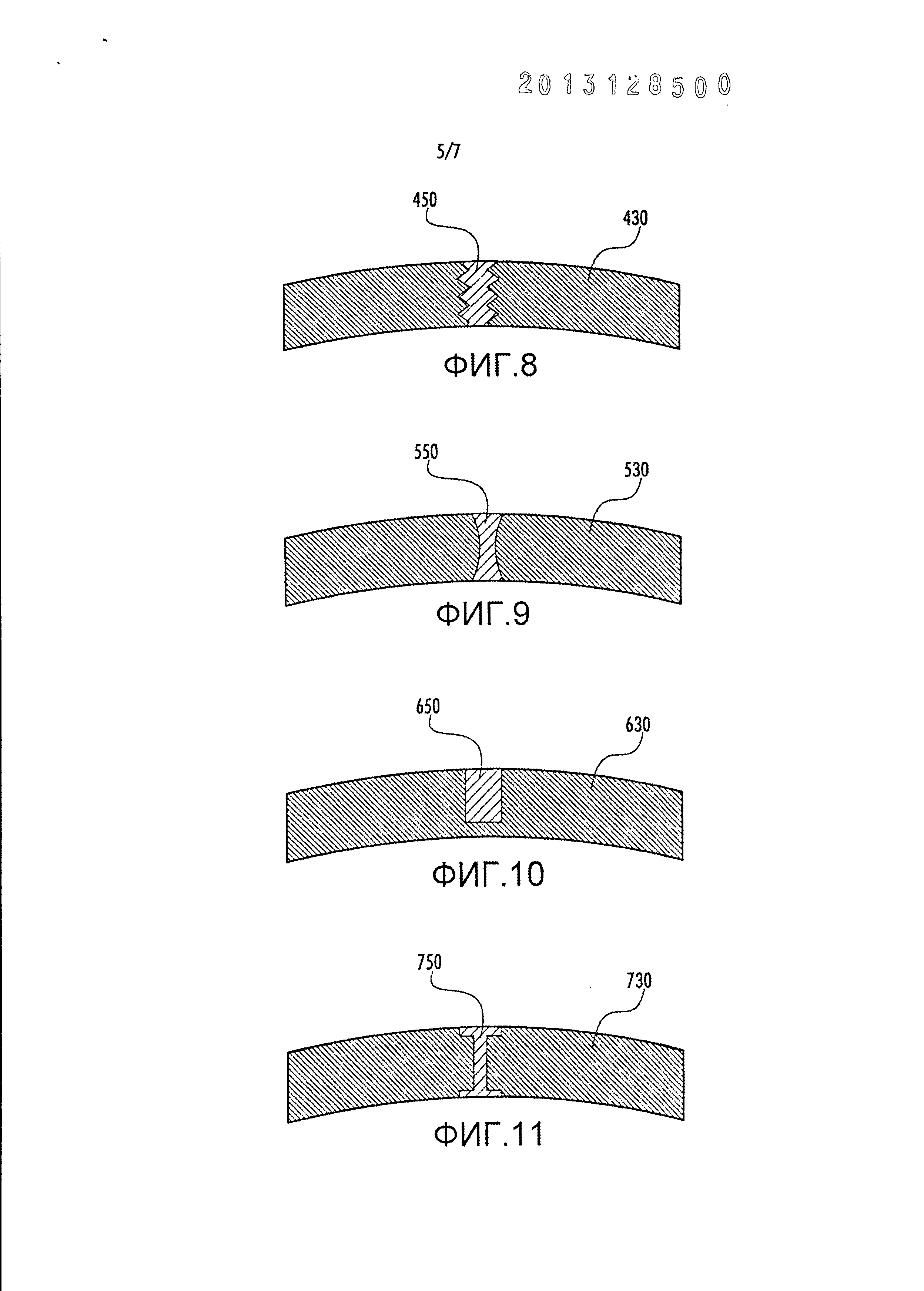
на фиг.8-11 представлены изолированные поперечные сечения инородных участков в оболочке кабеля согласно альтернативным вариантам осуществления;
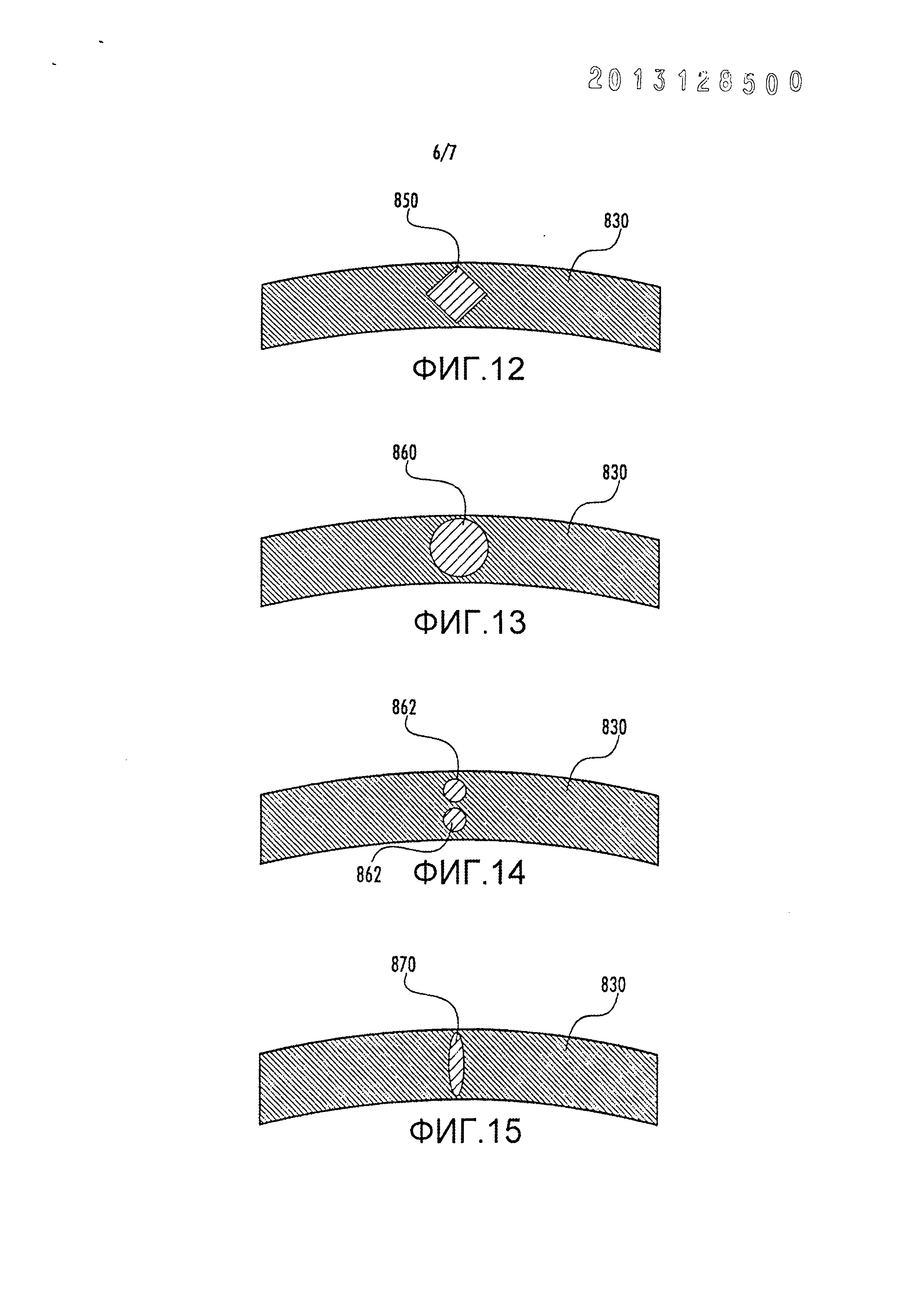
на фиг.12-15 представлены изолированные поперечные сечения инородных участков в оболочке кабеля согласно дополнительным альтернативным вариантам осуществления;
фиг.16А-16С иллюстрируют другой способ изготовления оболочки кабеля с инородными участками в двух экструдированных слоях.
ОСУЩЕСТВЛЕНИЕ ПОЛЕЗНОЙ МОДЕЛИ
Теперь будет приведено подробное описание предпочтительных в настоящее время вариантов осуществления полезной модели, примеры которой проиллюстрированы на прилагаемых чертежах. Везде, где возможно, идентичные или сходные позиции на всех чертежах обозначают идентичные или сходные части.
На фиг.1 представлен вид с частичным срезом волоконно-оптического кабеля 10, соответствующего рассматриваемому варианту осуществления. Кабель 10 содержит жилу 20, окруженную оболочкой 30. Оболочка 30 имеет внутреннюю поверхность 34, которая обращена к жиле 20, и наружную поверхность 38. Оболочка 30 может быть выполнена главным образом из полимерных материалов и может, в общем случае, именоваться «полимерной». В этом описании термины «полимер» и «полимерный» обозначают материалы, состоящие главным образом из экструдированных полимерных материалов, например, таких как сополимеры, но допускают и присутствие не полимерных материалов, таких как добавки и наполнители. Жила 20 может представлять собой, например, сборку или структуру, обладающую способностями передачи данных и/или передачи энергии. В иллюстрируемом варианте осуществления жила 20 включает в себя жгут из оптических волокон 40, уложенных внутри перекрестно обмотанных стяжек 44, 46, при этом оптические волокна выполнены с возможностью передачи оптических данных.
Оболочка 30 включает в себя разделительный конструктивный элемент, который облегчает доступ к жиле 20. В примерном варианте осуществления разделительный конструктивный элемент представляет собой пару экструдированных инородных участков 50, которые простираются вдоль длины кабеля 10. В этом описании термин «инородный участок» обозначает участок оболочки 30, имеющий состав материала, отличающийся от основного участка оболочки 30, причем основной участок обозначен позицией 55. В сущности, основной участок 55 может представлять собой кольцевой кожух, окружающий жилу 20, причем инородные участки 50 простираются продольно по основному участку 55 вдоль выбранной длины кабеля 10. В соответствии с одним аспектом инородные участки 50 обеспечивают линии наименьшего сопротивления, которые позволяют разделять оболочку 30, как показано на фиг.1. Инородные участки 50 изображены простирающимися по всей длине кабеля, хотя для обеспечения доступа к жиле 20 можно использовать и более короткие отрезки.
На фиг.2 представлено поперечное сечение оболочки 30 в изоляции, проведенное в плоскости, перпендикулярной длине кабеля 10. В возможном варианте осуществления инородные участки 50 связаны с основным участком 55 оболочки при экструзии оболочки 30. Основной участок 55 и инородные участки 50 могут быть выполнены из экструдированных полимеров, так что при охлаждении и затвердевании экструдатов, используемых для формирования основного участка 55 и инородных участков 50, эти экструдаты оказываются связанными до желаемой степени на границе 54 раздела с каждой стороны инородного участка 50. Когда инородные участки 50 формируют в процессе экструзии на том же этапе, что и основной участок 55 оболочки, связь между инородным участком 50 и остальной оболочкой 30 можно описать в общем как гарантируемую переплетением полимерных цепей при затвердевании оболочки 30. Соответственно, оболочка 30 содержит сцепленную композиционную полимерную структуру. На фиг.2 поверхности 54 раздела показаны как явные разграничения, хотя на практике возможна переходная область между материалами основного участка 55 и инородных участков 50. Криволинейные Т-образные формы или формы «акульих зубов» инородных участков 50, показанные на фиг.2, являются результатом процесса экструзии, используемого для формирования инородных участков, но возможны и другие формы.
Инородные участки 50 могут быть полосками, каждая из которых может занимать, например, до 5% общей площади AJ поперечного сечения оболочки. В возможных вариантах осуществления инородные участки 50 могут быть относительно узкими полосками в оболочке 30 и могут занимать относительно малые части площади AJ поперечного сечения оболочки. Например, инородные участки 50 могут иметь пощади AD поперечного сечения, которые составляют менее 3% AJ. В иллюстрируемом варианте осуществления каждый из инородных участков 50 имеет площадь AD поперечного сечения, которая составляет менее 2% AJ. На фиг.1 и 2 показано, что в оболочке 30 выполнены два инородных участка 50 для облегчения вскрытия оболочки, как показано на фиг.1. В зависимости от формы, которую принимает жила 20, можно изменять количество инородных участков 50, промежутки между ними, их форму, состав и другие особенности. Например, для обеспечения вскрытия оболочки 30 кабеля с целью извлечения жилы 20 может быть достаточно одного-единственного инородного участка.
На фиг.3 представлен изолированный вид одного из инородных участков 50 в оболочке 30 кабеля. В иллюстрируемых вариантах осуществления ширина инородного участка 50 около наружной поверхности 38 оболочки 30 гораздо больше, чем в радиально внутренней части инородного участка 50. Соответственно, инородные участки 50 могут образовывать малую, видимую часть наружной поверхности оболочки 30 кабеля. Это происходит из-за процесса изготовления, используемого для формирования возможной оболочки, в котором экструдат, используемый для формирования инородного участка 50, вводят с направления 60 в материал экструдата, используемый для формирования основного участка 55. Инородные участки 50 постепенно сужаются по мере прохождения радиально внутрь. Инородный участок проходит на глубину D в оболочку 30, которая имеет толщину Т. В возможных вариантах осуществления инородный участок 50 может проходить от наружной поверхности 38 на глубину D, оставляя зазор 56, который примыкает к основному участку 55. Зазор 56 может составлять от примерно 0,2 миллиметра (мм) до примерно 0,4 мм, и в возможных вариантах осуществления зазор 56 составляет примерно 0,3 мм. В других вариантах осуществления инородный участок 50 может проходить, по существу, от наружной поверхности 38 до внутренней поверхности 34 оболочки 30. Вместе с тем, глубина D не должна быть равной толщине Т. Например, для обеспечения мест среза с целью разрыва оболочки 30 могут оказаться эффективными инородные участки, имеющие глубины D, составляющие, по меньшей мере, 80% толщины Т. Для обеспечения мест среза с целью разрыва оболочки 30 могут оказаться эффективными инородные участки, имеющие глубины D, составляющие, по меньшей мере, 50% толщины Т.
Материалы и процессы, используемые для формирования основного участка 55 и инородных участков 50, можно выбрать так, чтобы поверхности 54 раздела обеспечивали относительно легкий доступ к жиле 20 путем разрыва оболочки 30, как показано на фиг.1. Кабель 10 может быть выполнен с возможностью удовлетворения других требований к стойкости к внешним воздействиям, таких как требования, предписывающие поддержание оболочки 30 неповрежденной под воздействием растягивающих нагрузок и кручения при изменениях температуры и при испытаниях на соответствие другим известным критериям испытания кабелей, например, таким как критерии ICEA 460 и GR20.
Основные участки 55 и инородные участки 50 оболочки кабеля, о которых идет речь в этом описании, могут быть выполнены из различных полимерных материалов. Либо основной участок 55, либо инородные участки 50 могут быть выполнены из полипропилена (ПП), полиэтилена (ПЭ) или смесей материалов, таких как смесь ПЭ и этиленвинилацетата (ЭВА), из огнестойкого материала, такого как огнестойкий полиэтилен, огнестойкий полипропилен, поливинилхлорида (ПВХ) или поливинилиденфторида (ПВДФ), материалов с наполнителями, таких как полибутилентерефталат (ПБТ), поликарбонатный и/или полиэтиленовый (ПЭ) материал и/или этиленвинилакрилат (ЭВА) или другие их смеси, имеющие наполнители типа мела, талька или аналогичного вещества, и из других материалов, таких как акрилаты, отверждаемые под действием ультрафиолетового излучения.
В примерных вариантах осуществления основной участок можно экструдировать из первого материала, содержащего, по меньшей мере, 80 масс.% первого полимера-полиэтилена, а инородные участки можно экструдировать из второго материала, содержащего, по меньшей мере, 70 масс.% второго полимера-полипропилена - и дополнительно, по меньшей мере, 0,5 масс.% первого полимера-полиэтилена. Второй материал может включать в себя и большие массовые количества первого полимера, такие как, по меньшей мере, 1,0% или, по меньшей мере, 2%. Не имея в виду ограничение какой-либо теорией, заявитель полагает, что связь между полипропиленом и полиэтиленом может быть обусловлена либо одним из таких факторов, как количества этилена, которые смешаны при связывании полипропилена с полиэтиленом, и переплетение молекул между ПЭ и ПП, либо обоими этими факторами. В соответствии с таким толкованием количество этилена в ПП-экструдате можно увеличить, чтобы усилить связь между инородными участками и остальной оболочкой. В одном варианте осуществления основной участок 55 выполнен из первого экструдированного материала полиэтилена, такого как полиэтилен средней плотности (ПЭСП). Инородные участки 50 выполнены из второго экструдированного материала, такого как смесь полипропилена и полиэтилена, включающая в себя от 6% до 20% полиэтилена, а остальную часть смеси составляет полипропиленовый материал.
Кабель 10 может быть изготовлен с помощью существующего оборудования для совместной экструзии, подвергнутого незначительным модификациям. Например, для формирования оболочки кабеля в соответствии с предлагаемыми вариантами осуществления можно использовать экструдеры семейства экструдеров для производства проволоки и кабелей от фирмы Davis-Standard. Например, экструдер с диаметром цилиндра, составляющим 40 мм (1,5 дюйма), и экструдер, имеющий больший диаметр цилиндра, такой как 76,2, 101,6 и 114,3 мм (3, 4 или 4,5 дюйма), от фирмы Davis-Standard можно ввинчивать в поперечную головку в конфигурации, которую можно использовать для экструзии оболочки кабеля с помощью большего экструдера, и экструдировать полоску внешней оболочки кабеля с помощью меньшего экструдера. В ходе обычного процесса материал экструдата полоски осаждается на поверхности экструдата оболочки. В соответствии с данным вариантом осуществления поток экструдата в экструдере оболочки отклоняется в месте или местах, где материал экструдата полоски вводится в экструдат оболочки. Отклонение экструдата оболочки создает впадину или нишу в потоке экструдата оболочки, в которую вводится материал экструдата, используемого для формирования инородного участка. Экструдат оболочки вместе с образуемыми в нем инородными участками после этого претерпевает усадку и затвердевает вокруг жилы волоконно-оптического кабеля, продвигаясь сквозь поперечную головку.
На фиг.4 изображен вид в разрезе устройства 100 для совместной экструзии, которое можно ввинчивать в поперечную головку и использовать для изготовления кабеля в соответствии с рассматриваемыми вариантами осуществления. Стрелки на фиг.4 отображают первое направление течения экструдата. На фиг.5 изображено устройство 100 для совместной экструзии, включая изображения материалов экструдатов, из которых формируют оболочку 30. За исключением модификации, описываемой ниже, устройство 100 в общем случае может быть выполнено из промышленно-поставляемых компонентов, используемых на технологической линии формирования оболочки кабеля с возможностью экструзии полосок на оболочке кабеля. Обращаясь к фиг.4 и 5, отмечаем, что устройство 100 включает в себя первое отверстие, которое принимает первый расплавленный материал 112 экструдата, используемый для формирования основного участка 55 оболочки 30. Второе входное отверстие позволяет вводить второй расплавленный материал 122 экструдата, используемый для формирования инородных участков 50. В полости 130 заключен наконечник (не показан), который частично ограничивает форму экструзионного конуса 136 и, в конце концов, формирует оболочку кабеля.
Фиг.6 иллюстрирует кольцо 150, которое можно вставлять в устройство 100, которое обеспечивает формирование инородных участков в потоке первого материала 112 экструдата. Кольцо 150 включает в себя два выступа 152, которые действуют, отклоняя поток первого экструдата 112. Выступы 152 отклоняют поток первого экструдата 112 и создают нишу или впадину в потоке экструдата, в которую затекает второй материал 122 экструдата.
Обращаясь к фиг.5, отмечаем, что для формирования волоконно-оптического кабеля 10 продвигают жилу кабеля (не показана) вдоль осевой линии устройства 100. В первое входное отверстие 110 закачивают первый материал 112 экструдата, который затем продвигается по каналам в устройстве 100 и проходит через наконечник (не показан). Выступы 152 отклоняют поток экструдата 112 и создают ниши. В этих местах в ниши вводится второй материал 122 экструдата. В возможных вариантах осуществления пространство (не показано) между крайними изнутри поверхностями выступов 152 и внутренним конусом устройства 100 обеспечивает протекание экструдата 112 под выступами 152 с созданием соседствующего потока экструдата 112 рядом со вторым материалом 122 экструдата и ниже него. Поэтому второй материал 122 экструдата течет как жидкость в потоке первого материала 112 экструдата, когда экструдируют оболочку. Экструзионный конус 136, который состоит из первого и второго материалов 112, 122 экструдатов, охлаждается и затвердевает вокруг жилы, образуя оболочку 30.
На фиг.7 представлен вид с частичным срезом волоконно-оптического кабеля 310, который выполнен с использованием описываемых здесь процессов и имеет относительно недалеко разнесенные инородные участки. Кабель 310 имеет жилу 320, окруженную оболочкой 330, аналогично варианту осуществления, показанному на фиг.1. Оболочка 330 включает в себя пару инородных участков 350, которые проходят вдоль длины кабеля 310. В этом варианте осуществления инородные участки 350 располагаются относительно близко друг к другу, так что узкую полоску оболочки 330 можно отслоить от жилы 320. Каждый из инородных участков 350 занимает менее 5% общей площади AJ оболочки кабеля 310, и они разделены угловым промежутком менее 60 градусов. В случае относительно узкой полоски, обеспечивающей легкий отрыв от остальной части кабеля, этот угловой промежуток может быть меньше 30 градусов.
В соответствии с рассматриваемыми вариантами осуществления в оболочке кабеля можно расположить один или несколько инородных участков, чтобы обеспечить легкий доступ к жиле кабеля. Легкость доступа можно охарактеризовать, например, силой, необходимой для того, чтобы оттянуть или отслоить секцию оболочки кабеля на одном или нескольких инородных участках. Силу отслаивания можно измерить в процессе непосредственного измерения силы, выражаемой в ньютонах и представляющей собой силу, которую человек должен приложить к секции оболочки, чтобы отслоить ее от жилы кабеля. Понятно, что оболочка не может быть совершенно однородной и что человек или машина не может прикладывать совершенно одинаковую силу по мере отслаивания оболочки, так что «силы отслаивания», о которых идет речь в этом описании, обозначают среднюю силу, прикладываемую по мере изменения расстояния при отгибании секции оболочки. Также понятно, что силы отслаивания в соответствии с рассматриваемыми вариантами осуществления измеряются при условии отсутствия внесения каких-либо изменений во внешний вид оболочки кабеля, например, из-за образования рисок и задиров. Силы отслаивания могут быть относительно малыми по сравнению с силами, необходимыми для доступа в кабель без экструдированных инородных участков. Например, сила отслаивания, необходимая для отслаивания узкой полоски оболочки 330, показанной на фиг.7, может составлять менее примерно 80 ньютонов (Н). В возможных вариантах осуществления требуемая сила отслаивания может составлять от примерно 10 Н до примерно 50 Н, а в еще одних возможных вариантах осуществления может составлять от примерно 20 Н до примерно 40 Н. Силы отслаивания определяются здесь как включающие в себя любую силу, достаточно большую, чтобы вызвать разрыв, отрыв или иное отделение материала оболочки вдоль инородных участков 50, 350 для доступа к жиле кабеля. Разнесенные инородные участки, такие как показанные на фиг.2 и 7, обеспечивают доступ при относительно малых силах отслаивания. Недалеко разнесенные инородные участки, такие как показанные на фиг.7, обеспечивают легкий доступ при очень малых силах отслаивания.
Измерить силу отслаивания относительно легко. Пользуясь кабелем 10 (фиг.1) в качестве эталона, срезают примерно 25 мм оболочки с одного конца кабеля 10. Концы кабеля 10 крепят к стенду или другой жесткой поверхности. В оболочке - близко к краю оболочки, где ее срезали с жилы, - проделывают малое отверстие, а в это отверстие оболочки вставляют конец S-образного крюка. Если кабель включает в себя пару разнесенных инородных участков, отверстие проделывают посредине между этими двумя инородными участками. К другому концу S-образного крюка крепят вытяжной шнур или проволоку. Вытяжной шнур крепят к динамометру, такому как динамометр Chatillon от фирмы Ametek Test and Calibration Instruments, Ларго, штат Флорида, США. Динамометр оттягивают - рукой или с помощью какого-нибудь механического средства - от кабеля под углом 45 градусов к осевой линии кабеля до тех пор, пока секция оболочки, прикрепленная к S-образному крюку, не отслоится от остальной оболочки. Секцию оболочки оттягивают на расстояние 250-500 мм от исходного места удаления из оболочки. Среднее отслаивание можно рассчитать как среднюю силу, измеряемую динамометром по мере оттягивания секции оболочки на выбранное расстояние.
При осуществлении альтернативного способа измерения силы отслаивания машина для испытания на воздействие силы, такая как поставляемая фирмой Instron®, оттягивает секцию кабеля от остального кабеля под углом 90 градусов к остальному кабелю 10. Кабель крепят к линейному ползуну, который поступательно перемещает кабель под участком машины, прикрепленным к отслаиваемой секции оболочки. При этом расположении кабель 10 скользит под динамометром, который измеряет натяжение удаляемой секции, так что эту секцию можно отслаивать под углом 90 градусов. Натяжение удаляемой секции можно усреднять по желаемому расстоянию, получая среднюю силу отслаивания.
На фиг.8-11 представлены изолированные поперечные сечения инородных участков согласно альтернативным вариантам осуществления. На фиг.8 показано, что основной участок 430 имеет инородный участок 450, находящийся в нем и имеющий, по существу, пилообразное поперечное сечение. На фиг.9 показано, что инородный участок 550 имеет поперечное сечение в форме «песочных часов». Инородные участки 450 и 550 могут проходить, например, от соответствующих наружных поверхностей к соответствующим внутренним поверхностям соответствующих основных участков 430 и 530. На фиг.10 показано, что основной участок 630 имеет инородный участок 650 в основном прямоугольной формы, который проходит от наружной поверхности основного участка 630. Инородный участок 650 лишь частично проходит сквозь основной участок 630 и оставляет зазор 656, аналогичный зазору 56, изображенному на фиг.3. На фиг.11 показан еще один пример основного участка 730, имеющего инородный участок 750, но имеющего, по существу, I-образное поперечное сечение. Инородный участок 750 проходит от наружной поверхности основного участка 730 до внутренней поверхности.
На фиг.12-15 представлены изолированные поперечные сечения инородных участков согласно дополнительным вариантам осуществления, которые целиком заключены или внедрены в основной участок оболочек кабеля, а не проходят вовнутрь кабеля. На фиг.12 изображен основной участок 830 с целиком внедренным инородным участком 850, заключенным в нем и имеющим, по существу, прямоугольное поперечное сечение с диагональю прямоугольника, в целом ориентированной по радиусу кабеля. На фиг.13 изображен основной участок 830, имеющий целиком внедренный инородный участок 860, заключенный в нем и имеющий, по существу круглое поперечное сечение. На фиг.14 изображен основной участок 830, имеющий пару целиком внедренных инородных участков 862, заключенных в нем, каждый из которых имеет, по существу круглое поперечное сечение. На фиг.14 показано, что два инородных участка 862 расположены в линию, которая совпадает с радиусом кабеля. На фиг.15 изображен основной участок 830 с целиком внедренным инородным участком 870, имеющим, по существу, яйцеобразное поперечное сечение.
Фиг.16А-16С иллюстрируют альтернативный способ формирования оболочки кабеля, при осуществлении которого наружную оболочку с одним или несколькими инородными участками экструдируют поверх слоя внутренней оболочки. Обращаясь к фиг.16А, отмечаем, что жилу 900 продвигают в направлении осуществления процесса на технологической линии формирования оболочки кабеля. Жила 900 может включать в себя, например, по меньшей мере, одно оптическое волокно 40, множество оптических волокон, амортизированных волокон, волокон ленты, обвязок и/или их комбинаций. Жилу 900 пропускают через устройство для экструзии, имеющее экструзионную головку, при этом первый, внутренний слой 920 оболочки экструдируют вокруг жилы 900, окружая жилу 900, как показано на фиг.16А. Первый слой 920 оболочки можно сформировать из первого полимерного материала, такого как полиэтилен. Первый слой 920 оболочки может иметь толщину от примерно 0,1 мм до примерно 0,6 мм, а в возможных вариантах осуществления - в диапазоне 0,3-0,4 мм. Первый слой 920 оболочки имеет наружную поверхность 922 и внутреннюю поверхность 924, причем внутренняя поверхность 924 соседствует с жилой 900 и в некоторых случаях контактирует с ней.
Обращаясь к фиг.16B, отмечаем, что жилу 900 и первый, внутренний слой 920 оболочки продвигают во второе устройство для экструзии, имеющее вторую экструзионную головку, где второй слой 930 оболочки экструдируют поверх первого слоя 920 оболочки. Второй слой 930 оболочки может упираться в первый, внутренний слой 920 оболочки и, если это желательно, может быть, по меньшей мере, частично сцеплен ним.
В возможных вариантах осуществления второй, наружный слой 930 оболочки также можно формировать из того же материала, что и первый, внутренний слой 920 оболочки. Второй слой 930 оболочки может иметь толщину от примерно 0,5 мм до примерно 1,0 мм, а в возможных вариантах осуществления толщина может составлять примерно 0,7 мм. Второй слой 930 оболочки можно сформировать с помощью устройства, аналогичного тому, которое показано на фиг.4-6, при этом можно сформировать одну или несколько ниш посредством выступа, заходящего в проточный канал первого экструдируемого материала, а в такую нишу вводят второй экструдированный материал, чтобы сформировать инородный участок 950 во втором слое 930 оболочки. Инородные участки 950 могут проходить радиально на расстояние до 100% толщины второго слоя 930. Первый слой 920, второй слой 930 и инородные участки 950 протягивают и охлаждают вокруг жилы 900.
Обращаясь к фиг.16С, отмечаем, что если первый слой 920 оболочки и второй слой 930 оболочки выполнены, по существу, из одного и того же материала экструдата, то эти два слоя 920, 930 смешиваются и образуют связь, которая эффективно исключает, например, какую бы то ни было линию сварного шва, линию стежка, несовместимость или неконгруэнтность, которые могут обуславливать вероятную область высоких механических напряжений между соответствующими слоями 920, 930. Иными словами, первый слой 920 и второй слой 930 образуют равномерный гомогенный слой первого экструдированного материала с одним или несколькими инородными участками 950, выполненными в нем. Таким образом, оба слоя 920, 930 и инородные участки 950 образуют унитарную композиционную структуру. Фиг.16С иллюстрирует вариант осуществления кабеля 980, сформированного в соответствии с этим способом. Между каждым инородным участком 950 и жилой 900 можно оставлять зазор 956, занятый первым материалом экструдата и соответствующий этой части первого слоя 920 оболочки.
В общем случае, свойства отделения, о которых шла речь в этом описании, можно получить путем экструзии инородных участков из материала, отличающегося от того материала, который используется для формирования основного участка оболочки. В качестве альтернативного способа, инородные участки можно выполнять из того же материала, что и остальную оболочку, но подвергнуть воздействию, например, других условий затвердевания.
Реферат
1. Кабель, содержащий:жилу, включающую в себя множество оптических волокон;и оболочку, окружающую жилу, при этом оболочка содержит:основной участок из первого материала, причем первый материал является экструдируемым и при этом первый материал является полимерным;по меньшей мере, первый и второй инородные участки из второго материала, расположенные в основном участке, причем второй материал является экструдируемым, при этом каждый инородный участок имеет связь с основным участком, а секция основного участка, находящаяся между первым и вторым инородными участками, выполнена с возможностью отделения от остальной оболочки посредством силы отслаивания, прикладываемой к этой секции,причем сила отслаивания меньше 80 ньютонов (Н).2. Кабель по п.1, в котором сила отслаивания меньше 50 Н.3. Кабель по п.2, в котором сила отслаивания составляет, по меньшей мере, 10 Н.4. Кабель по любому из п.п.1-3, в котором второй материал является полимерным, причем первый материал включает в себя первый полимер, а второй экструдированный материал включает в себя второй полимер, при этом второй материал дополнительно включает в себя от 1 мас. % до 20 мас. % первого полимера.5. Кабель по любому из п.п.1-3, в котором оболочка имеет внутреннюю поверхность и наружную поверхность, а толщина оболочки между ними составляет от 0,5 мм до 2,0 мм, причем оболочка имеет кольцевое поперечное сечение, при этом площадь поперечного сечения каждого инородного участка составляет менее 5% площади поперечного сечения оболочки, а первый и второй инородные участки проходят, по существу, по всей длине кабеля.6. Кабель по любому из п.п.1-3, в котором первый и второй инородные участки
Формула
Комментарии