Система оплеточной пленки - RU177028U1
Код документа: RU177028U1
Чертежи












Описание
РОДСТВЕННЫЕ ЗАЯВКИ
[0001] По данной заявке испрашивается приоритет предварительной патентной заявки США № 61/921,777, поданной 30 декабря 2013 г., которая включена сюда посредством ссылки в полном объеме.
УРОВЕНЬ ТЕХНИКИ
[0002] Аспекты настоящей полезной модели относятся, в целом, к кабелям, например оптоволоконным кабелям, которые могут поддерживать и нести оптические волокна, а также другие компоненты кабеля. В частности, аспекты настоящей полезной модели относятся к оплеточной пленке для удержания элементов кабеля, например буферных трубок, намотанных вокруг центрального несущего элемента в сердцевине оптоволоконного кабеля.
[0003] В оптоволоконных кабелях со свободной укладкой волокон в трубе обычно используются перекрещивающиеся оплеточные нити, которые противоспирально обмотаны вокруг сердцевины кабеля для удержания скрученных буферных трубок, содержащих оптические волокна, в частности, с конфигурациями буферных трубок, которые включают в себя реверсивно-колебательные схемы наматывания буферных трубок, где направление укладки буферных трубок периодически обращается вокруг (прямолинейного) центрального несущего элемента в продольном направлении сердцевины. Центральный несущий элемент обычно представляет собой стержень из жесткого материала. Буферные трубки обычно представляют собой цилиндрические трубки (в общем случае, имеющие наружный диаметр от 2 до 3 мм), которые содержат оптические волокна. Свободное место во внутреннем пространстве буферной трубки может быть защищено от воды смазкой.
[0004] Заявители обнаружили, что скрученные буферные трубки, в частности, скрученные по реверсивно-колебательной схеме, функционируют как нагруженная пружина двойного кручения со склонностью к разматыванию и соответственно растяжению в продольном направлении кабеля. Оплеточные нити удерживают буферные трубки в реверсированиях. Однако использование оплеточных нитей может ограничивать длину кабеля, который можно производить без остановки производственной линии. Например, в силу конечных длин оплеточных нитей на бобине, производственная линия может останавливаться каждые 20 километров (км) для отключения бобин. Остановка производственной линии и отключение компонентов снижает эффективность. Кроме того, оплеточные нити могут вносить искажения или концентрации напряжения в скрученных буферных трубках, где оплеточные нити проходят по соответствующим буферным трубкам, что может вызывать затухание в оптических волокнах в них. Уровень затухания является функцией натяжения в оплеточных нитях, которое само может быть функцией количества, конфигурации, конструкции и материалов буферных трубок, помимо других переменных. Применение оплеточных нитей может соответственно ограничивать скорость крутильной машины, в зависимости от допустимого натяжения оплеточной нити. Существует необходимость в оплеточной системе, которая позволяет быстрее производить кабели, снижает возможность затухания оптических волокон в кабелях (например, избегая сосредоточенной нагрузки буферных трубок), и/или позволяет эффективно производить длинные, непрерывные отрезки таких кабелей.
[0005] Для этого заявители в порядке эксперимента изготовили скрученные сердцевины кабель без оплеточных нитей. В одном эксперименте заявители пытались экструдировать тонкую пленку поверх сердцевины из скрученных буферных трубок с удаленными оплеточными нитями. Буферные трубки были предварительно согласованы со схемой скручивания вокруг сердцевины и схемой, оставшейся после удаления оплеточных нитей. Однако после экструдирования тонкой пленки возникала ʺптичья клеткаʺ (также именуемая ʺптичье гнездоʺ) или переплетение скрученных буферных трубок, которая становилась все более выраженной, пока не приходилось останавливать производственную линию. Заявители предположили, что после удаления оплеточных нитей осевое перемещение буферных трубок вынуждало их двигаться наружу от центрального несущего элемента. Оболочка с удерживаемыми в ней скрученными буферными трубками охлаждалась (и сокращалась) недостаточно быстро, чтобы в достаточной степени связывать скрученные буферные трубки с центральным несущим элементом кабеля. Вместо этого буферные трубки сдвигались в осевом направлении под действием нескомпенсированных упругих сил и вследствие вытягивания экструзионного конуса, образуя ʺптичью клеткуʺ.
[0006] В другом эксперименте заявители перевязывали по кругу только точки реверсирования скрученных буферных трубок и затем экструдировали оболочку поверх перевязанных скрученных буферных трубок. Однако в этом эксперименте формировалась ʺптичья клеткаʺ, приводящая к образованию вздутий в кабеле непосредственно перед каждой точкой реверсирования скрученных буферных трубок в продольном направлении кабеля. Заявители предположили, что скрученные буферные трубки сдвигались в осевом направлении между реверсированиями. Нескомпенсированные упругие силы в скрученных буферных трубках поднимали буферные трубки от центрального несущего элемента. Затем осевая нагрузка (вытягивание) на скрученных элементах, создаваемая экструзионным конусом, перемещала буферные трубки в осевом направлении с образованием избыточной длины до тех пор, пока не происходило связывание с лентой. Патентная публикация № US 2014/0112630 A1 («Публикация 630») раскрывает оптоволоконный кабель, содержащий внутренние элементы сердцевины и промежуточный материал, окружающий внутренние элементы сердцевины; и наружные элементы сердцевины, окружающие внутренние элементы сердцевины. Однако промежуточный материал, окружающий внутренние элементы сердцевины, не является одновременно проходящим непрерывно по периметру вокруг элементов сердцевины и образующим непрерывную замкнутую петлю при наблюдении в поперечном сечении и не имеет радиальное натяжение для противодействия поперечному отклонению внутренних элементов сердцевины. В «Публикации 630» в одном из вариантов осуществления появляется промежуточный материал, представляющий собой слой обматывающей ленты, достаточно толстой, чтобы обеспечивать достаточное усилие наматывания вокруг первого слоя буферных трубок. Однако слой обматывающей ленты не является слоем, который образует непрерывную замкнутую петлю при наблюдении в поперечном сечении. Альтернативно в «Публикации 630» в другом варианте осуществления указано, что при нанесении промежуточного слоя посредством экструзии необходимо, чтобы нанесенный посредством экструзии промежуточный слой не содержал отверстий или зазоров. Однако в «Публикации 630» экструдированный промежуточный слой не является слоем, обеспечивающим усилие наматывания, как описано в варианте осуществления с обматывающей лентой «Публикации 630». Согласно результатам экспериментов существует необходимость в оплеточной системе, которая преодолевает некоторые или все недостатки, связанные с оплеточными нитями, при этом ограничивая и/или регулируя эффект разматывания, перемещения буферных трубок в наружном и осевом направлении под действием упругих сил во время скручивания буферных трубок и осевых сил, полученных при экструзии.
СУЩНОСТЬ ПОЛЕЗНОЙ МОДЕЛИ
[0007] Один вариант осуществления относится к оптоволоконному кабелю, который включает в себя сердцевину и оплеточную пленку, окружающую сердцевину. Сердцевина включает в себя центральный несущий элемент и элементы сердцевины, например, буферные трубки, содержащие оптические волокна, где элементы сердцевины скручены вокруг центрального несущего элемента по схеме скручивания, включающей в себя реверсирования в направлении укладки элементов сердцевины. Оплеточная пленка радиально натянута вокруг сердцевины так, что оплеточная пленка противодействует поперечному наружному отклонению элементов сердцевины. Кроме того, оплеточная пленка нагружает элементы сердцевины нормально к центральному несущему элементу так, что контакт между элементами сердцевины и центральным несущим элементом обеспечивает связывание между ними, ограничивая осевое перемещение элементов сердцевины относительно центрального несущего элемента.
[0008] Другой вариант осуществления относится к оптоволоконному кабелю, который включает в себя сердцевину кабеля, имеющую, по меньшей мере, одно оптическое волокно, оплеточную пленку, окружающую сердцевину, и частицы порошка. Оплеточная пленка натянута вокруг сердцевины. Частицы порошка представляют собой частицы водопоглощающего порошка, которые включают в себя сверхпоглощающий полимер. По меньшей мере, некоторые из частиц порошка присоединены к оплеточной пленке.
[0009] Еще один вариант осуществления относится к способу производства оптоволоконного кабеля, который включает в себя этап скручивания элементов сердцевины вокруг центрального несущего элемента по схеме скручивания, включающей в себя реверсирования в направлении укладки элементов сердцевины. Элементы сердцевины включают в себя буферную трубку, окружающую, по меньшей мере, одно оптическое волокно, и один или более дополнительных элементов сердцевины. Один или более дополнительных элементов сердцевины включают в себя, по меньшей мере, один из стержня-наполнителя и дополнительной буферной трубки. Способ включает в себя этап экструдирования оплеточной пленки для окружения элементов сердцевины сразу после скручивания элементов сердцевины в пределах расстояния, по меньшей мере, десяти отрезков укладки жилы от точки сближения, где элементы сердцевины сходятся друг с другом в схеме скручивания сердцевины. Способ может дополнительно включать в себя этап удержания скрученных элементов сердцевины при сжатии и охлаждении оплеточной пленки, что позволяет оплеточной пленке нагружать скрученные элементы сердцевины относительно центрального несущего элемента для противодействия осевому перемещению скрученных элементов сердцевины в ходе производства кабеля.
[0010] В некоторых вариантах осуществления оплеточная пленка обвивается вокруг сердцевины и наносится на сердцевину вращающимся экструдером. Обвивание оплеточной пленки в ходе ее экструзии призвано увеличивать скорость, с которой оплеточная пленка сужается на сердцевину и/или увеличивать направленное внутрь радиальное натяжение оплеточной пленки.
[0011] Дополнительные признаки и преимущества изложены в нижеследующем подробном описании и отчасти будут очевидны специалистам в данной области техники из описания или понятны благодаря практическому использованию вариантов осуществления, описанных в предложенном описании и формуле полезной модели, а также в прилагаемых чертежах. Следует понимать, что как вышеприведенное общее описание, так и нижеследующее подробное описание являются лишь иллюстративными и призваны обеспечивать обзор или основу для понимания природы и характера формулы полезной модели.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Прилагаемые чертежи включены для обеспечения дополнительного понимания и включены в и составляют часть этого описания полезной модели. Чертежи демонстрируют один или более вариантов осуществления и совместно с подробным описанием служат для объяснения принципов и операций различных вариантов осуществления. Таким образом, раскрытие можно лучше понять из нижеследующего подробного описания, приведенного совместно с прилагаемыми чертежами, в которых:
[0013] Фиг. 1 - вид в разрезе оптоволоконного кабеля согласно иллюстративному варианту осуществления.
[0014] Фиг. 2A и 2B - схемы оплеточных пленок согласно иллюстративным вариантам осуществления.
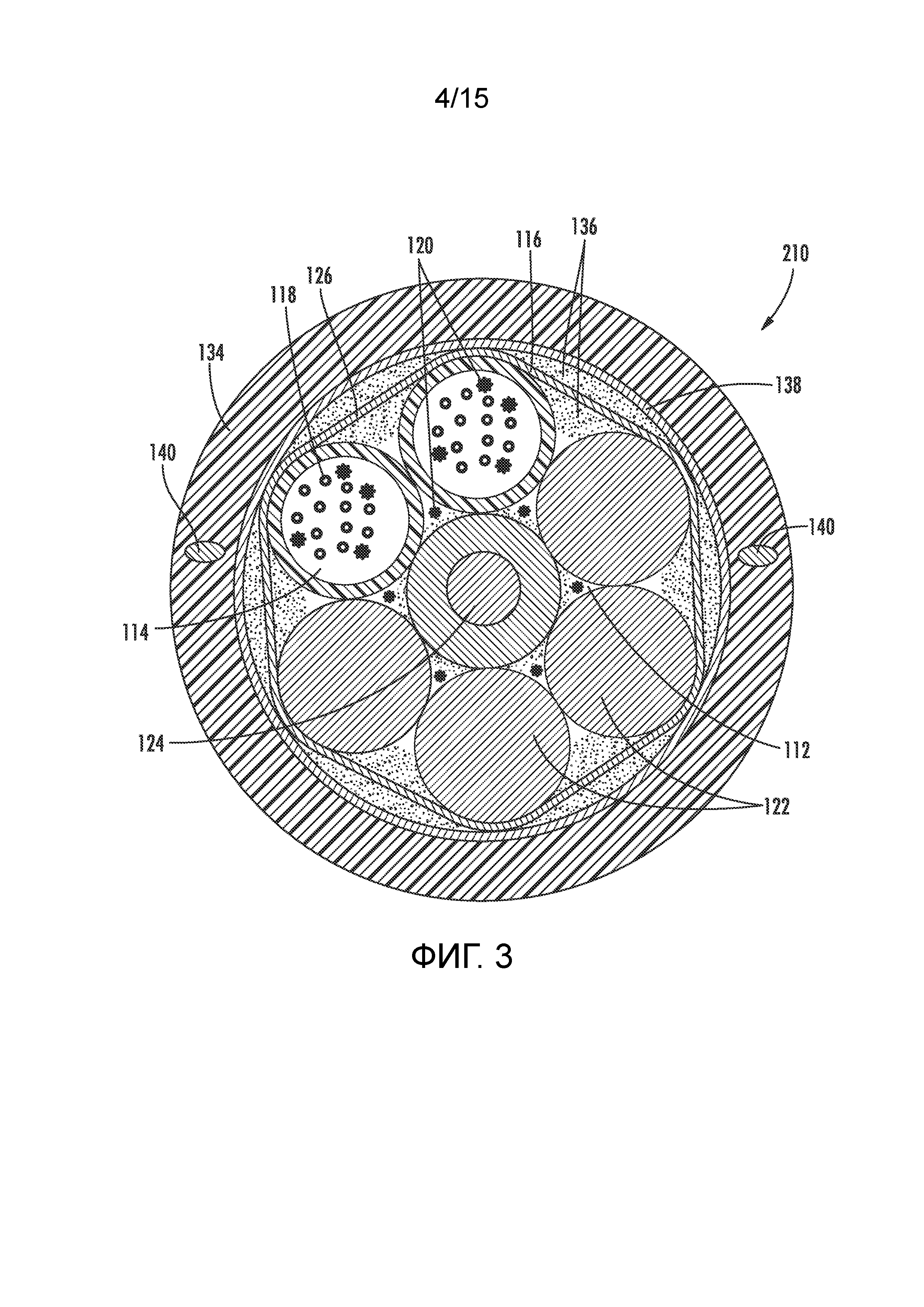
[0015] Фиг. 3 - вид в разрезе оптоволоконного кабеля согласно другому иллюстративному варианту осуществления.
[0016] Фиг. 4-6 - схемы кабелей, производимых согласно различным иллюстративным вариантам осуществления.
[0017] Фиг. 7 - вид в перспективе оплеточной пленки, экструдированной вокруг сердцевины скрученных элементов согласно иллюстративному варианту осуществления.
[0018] Фиг. 8 - цифровое изображение оптоволоконного кабеля, имеющего сердцевину из скрученных элементов, соединенных оплеточной пленкой, показанной на фиг. 7, в оболочке согласно иллюстративному варианту осуществления.
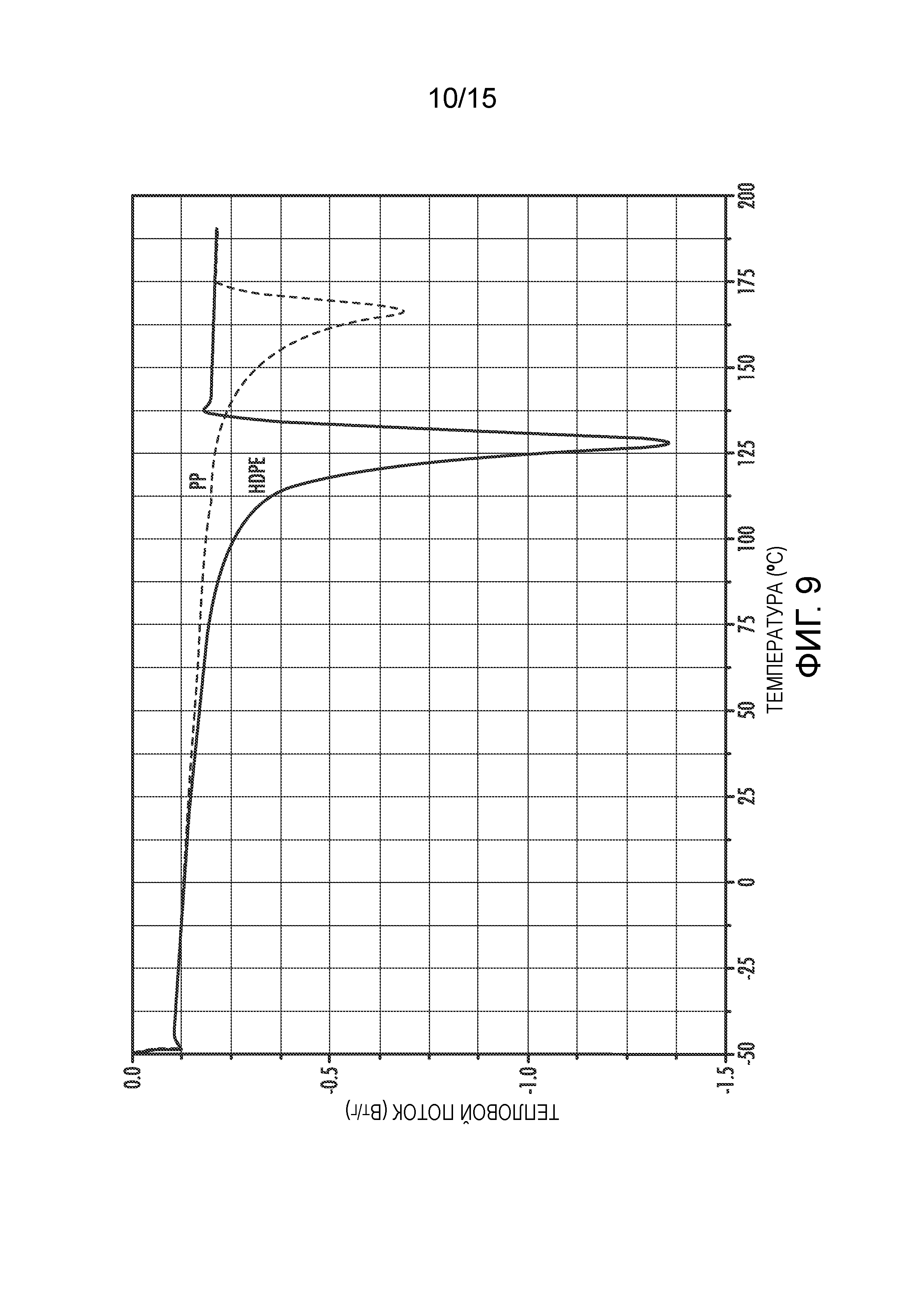
[0019] Фиг. 9 - график зависимости теплового потока от температуры для образцов полиэтилена и полипропилена.
[0020] Фиг. 10 - цифровое изображение образца скрученных элементов соединенных вокруг центрального несущего элемента, где центральный несущий элемент выступает из его концов, что позволяет конфигурировать образец для испытания на протяжку для измерения силы связывания, согласно иллюстративному варианту осуществления.
[0021] Фиг. 11 - цифровое изображение образца, показанного на фиг. 10, в установке для испытания на протяжку, где центральный несущий элемент закреплен в зажиме, и аппарат для испытания на растяжение, выполненный с возможностью вытягивания скрученных элементов в осевом направлении вверх относительно центрального несущего элемента для определения силы связывания, согласно иллюстративному варианту осуществления.
[0022] Фиг. 12 - цифровое изображение сердцевины из скрученных элементов, соединенных оплеточной пленкой согласно другому иллюстративному варианту осуществления.
[0023] Фиг. 13 - цифровое изображение сердцевины, показанной на фиг. 12, где оплеточная пленка оторвана от конца сердцевины для освобождения скрученных элементов и центрального несущего элемента согласно иллюстративному варианту осуществления.
[0024] Фиг. 14 - цифровое изображение сердцевины, показанной на фиг. 12, с продольным разрезом через оплеточную пленку в положении среднего участка для обеспечения доступа к скрученным элементам согласно иллюстративному варианту осуществления.
[0025] Фиг. 15 - цифровое изображение сердцевины, показанной на фиг. 12, где скрученный элемент извлечен через разрез, показанный на фиг. 14, и открыт для обеспечения доступа к оптическим волокнам в нем согласно иллюстративному варианту осуществления.
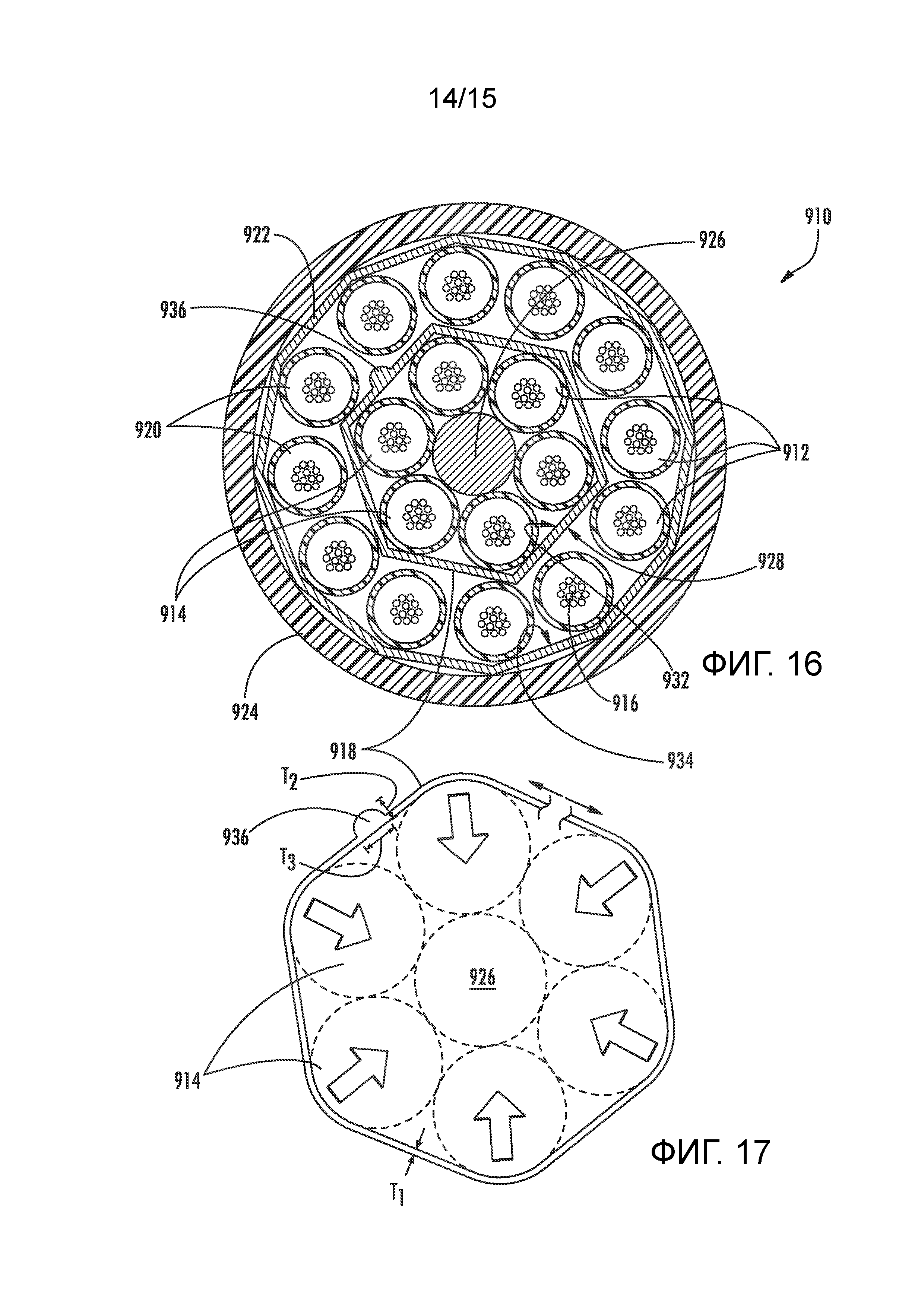
[0026] Фиг. 16 - вид в разрезе оптоволоконного кабеля согласно иллюстративному варианту осуществления.
[0027] Фиг. 17-19 - виды в разрезе оптоволоконных кабелей (и/или их соединенных сердцевин) согласно иллюстративным вариантам осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
[0028] Прежде, чем обратиться к нижеследующему подробному описанию и чертежам, которые подробно демонстрируют иллюстративные варианты осуществления, следует понять, что технология настоящей полезной модели не ограничивается деталями или методологией, изложенной в подробном описании или проиллюстрированной в чертежах. Например, как очевидно специалистам в данной области техники, особенности и атрибуты, связанные с вариантами осуществления, показанными на одном из чертежей или описанными в тексте, связанном с одним из вариантов осуществления, могут применяться и к другим вариантам осуществления, показанным в других чертежах и/или описанным в другом месте текста.
[0029] Согласно фиг. 1 кабель в форме оптоволоконного кабеля 110 может представлять собой наружный кабель со свободной укладкой волокон в трубе, внутренний кабель с противопожарными/огнестойкими свойствами, внутренний/наружный кабель или кабель другого типа, например, соединительный кабель центра обработки данных с микромодулями или смешанный оптоволоконный кабель, включающий в себя проводящие элементы. Согласно иллюстративному варианту осуществления кабель 110 включает в себя сердцевину 112 (например, подсборку, микромодуль), которая может располагаться в центре кабеля 110 или в другом месте и может быть единственной сердцевиной кабеля 110 или одной из нескольких сердцевин. Согласно иллюстративному варианту осуществления сердцевина 112 кабеля 110 включает в себя элементы 114 сердцевины.
[0030] В некоторых вариантах осуществления элементы 114 сердцевины включают в себя трубку 116, например буферную трубку, окружающую, по меньшей мере, одно оптическое волокно 118, плотный буфер, окружающий оптическое волокно, или другую трубку. Согласно иллюстративному варианту осуществления трубка 116 может содержать два, четыре, шесть, двенадцать, двадцать четыре или другие количества оптических волокон 118. В рассматриваемых вариантах осуществления элементы 114 сердцевины дополнительно или альтернативно включают в себя трубку 116 в форме диэлектрического изолятора, окружающего проводящий провод или провода, например для смешанного кабеля.
[0031] В некоторых вариантах осуществления трубка 116 дополнительно включает в себя водозащитный элемент, например гель (например, смазку, гель на нефтяной основе) или поглощающий полимер (например, частицы сверхпоглощающего полимера или порошка). В некоторых подобных вариантах осуществления трубка 116 включает в себя нить 120, несущую сверхпоглощающий полимер (например, пропитанную им), например, по меньшей мере, одну водозащитную нить 120, по меньшей мере, две таких нити, или, по меньшей мере, четыре таких нити для каждой трубки 116. В других рассматриваемых вариантах осуществления трубка 116 включает в себя сверхпоглощающий полимер без отдельного носителя, например, когда сверхпоглощающий полимер свободно располагается или присоединен к внутренние стенки трубки. В некоторых подобных вариантах осуществления частицы сверхпоглощающего полимера частично внедрены в стенки трубки 116 (внутреннюю и/или внешнюю стенки трубки) или соединены с ними адгезивом. Например, частицы сверхпоглощающего полимера могут пневматически распыляться на стенки трубки 116 в ходе экструзии трубки 116 и внедряться в трубку 116, пока трубка 116 является липкой, например, после процессов экструзии.
[0032] Согласно иллюстративному варианту осуществления оптическое волокно 118 трубки 116 представляет собой стеклянное оптическое волокно, имеющее оптоволоконную сердцевину, окруженную оболочкой (показанное как окружность, окружающую точку на фиг. 1). Некоторые такие стеклянные оптические волокна также могут включать в себя одно или более полимерных покрытый. Оптическое волокно 118 трубки 116 является одномодовым оптическим волокном в некоторых вариантах осуществления, многомодовым оптическим волокном в других вариантах осуществления, многосердцевинным оптическим волокном в прочих вариантах осуществления. Оптическое волокно 118 может быть изгибоустойчивым (например, нечувствительным к изгибу оптическим волокном, например, оптическим волокном CLEARCURVE™ производства Corning Incorporated Корнинг, Нью-Йорк). Оптическое волокно 118 может быть волокном с цветным покрытием и/или плотно буферизованным волокном. Оптическое волокно 118 может представлять собой одно из нескольких оптических волокон, выровненных и соединенных друг с другом в виде волоконного шлейфа.
[0033] Согласно иллюстративному варианту осуществления сердцевина 112 кабеля 110 включает в себя множество дополнительных элементов сердцевины (например, удлиненных элементов, проходящих продольный через кабель 110), помимо трубки 116, например, по меньшей мере, три дополнительных элемента сердцевины, по меньшей мере, пять дополнительных элементов сердцевины. Согласно иллюстративному варианту осуществления множество дополнительных элементов сердцевины включает в себя, по меньшей мере, один из стержня-наполнителя 122 и/или дополнительной трубки 116′. В других рассматриваемых вариантах осуществления элементы 114 сердцевины могут дополнительно или альтернативно включать в себя прямолинейные или скрученные проводящие провода (например, медные или алюминиевые провода) или другие элементы. В некоторых вариантах осуществления все элементы сердцевины имеют примерно одинаковый размер и форму поперечного сечения (см. фиг. 1), например, все являются круглыми и имеющими диаметры в пределах 10% диаметра наибольшего из элементов 114 сердцевины. В других вариантах осуществления элементы 114 сердцевины могут варьироваться по размеру и/или форме.
[0034] Согласно фиг. 1-2 кабель 110 включает в себя оплеточную пленку 126 (например мембрану), окружающую сердцевину 112, внешнюю относительно некоторым или всем из элементов 114 сердцевины. Трубка 116 и множество дополнительных элементов 116′, 122 сердцевины, по меньшей мере, частично ограничены (т.е. удерживаются на месте) и прямо или косвенно соединены друг с другом оплеточной пленкой 126. В некоторых вариантах осуществления оплеточная пленка 126 напрямую контактирует с элементами 114 сердцевины. Например, натяжение T в оплеточной пленке 126 (см. также фиг. 2A) может удерживать элементы 114 сердцевины вблизи центрального несущего элемента 124 и/или друг друга. Нагрузка оплеточной пленки 126 может дополнительно увеличивать межповерхностную нагрузку (например, трение) между элементами 114 сердцевины относительно друг друга и другими компонентами кабеля 110, таким образом, удерживая элементы 114 сердцевины.
[0035] Согласно иллюстративному варианту осуществления оплеточная пленка 126 включает в себя (например, сформирована из, в основном сформирована из, имеет некоторое количество) полимерный материал, например, полиэтилен (например, полиэтилен низкой плотности, полиэтилен средней плотности, полиэтилен высокой плотности), полипропилен, полиуретан или других полимеров. В некоторых вариантах осуществления оплеточная пленка 126 включает в себя, по меньшей мере, 70% по весу полиэтилена и может дополнительно включать в себя стабилизаторы, инициаторы нуклеации, наполнители, огнеупорные добавки, армирующие элементы (например, рубленные стекловолоконные волокна), и/или комбинации некоторых или всех таких дополнительных компонентов или других компонентов.
[0036] Согласно иллюстративному варианту осуществления оплеточная пленка 126 сформирована из материала, имеющего модуль Юнга 3 гигапаскаля (ГПа) или менее, что придает оплеточной пленке 126 относительно высокую упругость или пружинистость так, что оплеточная пленка 126 может согласовываться с формой элементов 114 сердцевины без чрезмерного искажения элементов 114 сердцевины, таким образом, снижая вероятность затухания оптических волокон 118, соответствующих элементам 114 сердцевины. В других вариантах осуществления оплеточная пленка 126 сформирована из материала, имеющего модуль Юнга 5 ГПа или менее, 2 ГПа или менее, или другую упругость, которая может не быть относительно высокой.
[0037] Согласно иллюстративному варианту осуществления оплеточная пленка 126 тонка, например, имеет толщину 0,5 мм или менее (например, толщину около 20 мил (0,508 мм) или менее, где ʺмилʺ это 1/1000 дюйма (0,0254 мм)). В некоторых подобных вариантах осуществления толщина пленка составляет 0,2 мм или менее (например, около 8 мил (0,2032 мм) или менее), например, более 0,05 мм и/или менее 0,15 мм. В некоторых вариантах осуществления оплеточная пленка 126 имеет толщину в пределах от 0,4 до 6 мил (от 0,0102 до 0,1524 мм) или другую толщину. В рассматриваемых вариантах осуществления пленка может иметь толщину более 0,5 мм и/или менее 1,0 мм. В ряде случаев, например, оплеточная пленка 126 имеет примерно такую же толщину, как обычный мешок для мусора. Толщина оплеточной пленки 126 может быть меньше одной десятой максимального размера кабеля в поперечном сечении, например, менее одной двадцатой, менее одной пятидесятой, менее одной сотой, тогда как в других вариантах осуществления оплеточная пленка 126 может иначе соотноситься по размеру с поперечным сечением кабель. В некоторых вариантах осуществления, если сравнивать средние значения толщины поперечного сечения, оболочка 134 толще, чем оплеточная пленка 126, например, по меньшей мере, вдвое толще оплеточной пленки 126, по меньшей мере, в десять раз толще оплеточной пленки 126, по меньшей мере, в двадцать раз толще оплеточной пленки 126. В других рассматриваемых вариантах осуществления оболочка 134 может быть тоньше оплеточной пленки 126, например, представляя собой нейлоновую оболочку покровного слоя толщиной 0,4 мм, экструдированную поверх оплеточной пленки толщиной 0,5 мм.
[0038] Толщина оплеточной пленки 126 может не быть однородной вокруг соединенных скрученных элементов 114. Заявители обнаружили некоторое перемещение материала оплеточной пленки 126 в ходе производства. Например, ремни 322 (например, звенья, гусеницы) протяжного механизма 320, показанного на фиг. 4-6, прилагают силы сжатия к оплеточной пленке 126, что может несколько уплощать оплеточную пленку 126 на ее противоположных сторонах, по мере того, как оплеточная пленка 126 отвердевает и сжимается для присоединения скрученных элементов 114 к центральному несущему элементу 124. Таким образом, используемое здесь понятие ʺтолщиныʺ оплеточной пленки 126 означает среднюю толщину по периметру поперечного сечения. Например, несколько уплощенных участков оплеточной пленки 126, сформированных протяжным механизмом 320, могут быть, по меньшей мере, на 20% тоньше примыкающих участков оплеточной пленки 126 и/или средней толщины оплеточной пленки 126.
[0039] Использование относительно тонкой оплеточной пленки 126 позволяет быстро охлаждать (например, порядка миллисекунд, что дополнительно рассмотрено в отношении процесса 310, показанного на фиг. 4-6) оплеточную пленку 126 в ходе производства и позволяет оплеточной пленке 126 быстро фиксировать элементы 114 сердцевины на месте, например в конкретной конфигурации скручивания, облегчая производство. Напротив, охлаждение может быть слишком медленным для предотвращения перемещения скрученных элементов сердцевины при экструдировании полной или обычной оболочки поверх сердцевины, без оплеточных нитей (или оплеточной пленки); или при равномерном экструдировании относительно тонкой пленки без использования протяжного механизма (например, протяжного механизма 320, показанного на фиг. 4; иногда именуемого ʺгусеницейʺ) или другого вспомогательного устройства. Однако предполагается, что такие кабели включают в себя раскрытую здесь технологию (например, совместно экструдированные элементы доступа, внедренный водонабухающий порошок и т.д.) в некоторых вариантах осуществления. После нанесения оплеточной пленки 126 производственный процесс может дополнительно включать в себя нанесение более толстой оболочки 134 на внешнюю часть оплеточной пленки 126, таким образом, повышая надежность и/или погодоустойчивость кабеля 110. В других рассматриваемых вариантах осуществления сердцевину 112, окруженную оплеточной пленкой 114, можно использовать и/или продавать как законченный продукт (см. в целом фиг. 2A и 2B).
[0040] Согласно фиг. 1 кабель 110 дополнительно включает в себя центральный несущий элемент 124, который может представлять собой диэлектрический несущий элемент, например, заключенный в оболочку композитный стержень, армированный стекловолокном. В других вариантах осуществления центральный несущий элемент 124 может представлять собой или включать в себя стальной стержень, скрученную сталь, эластичную нить или волокна (например, связанный арамид), или другие удлиняющиеся материалы. Как показано на фиг. 1, центральный несущий элемент 124 включает в себя центральный стержень 128 и заключен в оболочку из полимерного материала 130 (например, полиэтилена, низкодымного безгалогенового полимера).
[0041] Согласно иллюстративному варианту осуществления частицы 132 порошка, например сверхпоглощающего полимера и/или другого порошка (например талька) или другого водопоглощающего компонента (например, водозащитной ленты, водозащитных нитей) присоединены к наружной поверхности центрального несущего элемента 124. По меньшей мере, некоторые из частиц 132 порошка могут быть частично внедрены в оболочку 130 и присоединены к ней путем пневматического распыления частиц 132 на оболочку 130, пока оболочка 130 находится в липком и/или размягченном состоянии. Частицы 132 порошка могут увеличивать или иначе влиять на связывание между центральным несущим элементом 124 и элементами 114 сердцевины вокруг центрального несущего элемента 124.
[0042] Альтернативно или дополнительно частицы 132 могут присоединяться к оболочке 130 адгезивом. В некоторых вариантах осуществления центральный несущий элемент 124 включает в себя стержень 128 без оболочки, и частицы 132 могут присоединяться к стержню 128. В рассматриваемых вариантах осуществления несущий элемент, например стержень, армированный стекловолокном, или стальной стержень, заключенный в оболочку, включает в себя сверхпоглощающий полимер или другие частицы 132, присоединенные к его наружной поверхности, как раскрыто выше, при этом несущий элемент не является центральным несущим элементом.
[0043] В некоторых вариантах осуществления элементы 114 сердцевины скручены (т.е. обмотаны) вокруг центрального несущего элемента 124. Элементы 114 сердцевины могут скручиваться по повторяющейся реверсивно-колебательной схеме, например, так называемого S-Z скручивания (см. в целом фиг. 4-6), или другим схемам скручивания (например, спиральной). Оплеточная пленка 126 может удерживать элементы 114 сердцевины в скрученной конфигурации, что облегчает доступ к оптическим волокнам 118 на среднем участке (см. фиг. 14-15) или конце кабеля (см. фиг. 13) и изгибание кабеля, без освобождения натяжения элементов 114 сердцевины путем расширения наружу от положения доступа или изгибания в сердцевине 112 кабеля 110.
[0044] В других рассматриваемых вариантах осуществления элементы 114 сердцевины не скручены. В некоторых подобных вариантах осуществления элементы 114 сердцевины включают в себя микромодули или плотно буферизованные оптические волокна, которые ориентированы, в целом, параллельно друг другу внутри оплеточной пленки 126. Например, жгутовые кабели и/или соединительные кабели могут включать в себя множество микромодулей, каждый из которых включает в себя оптические волокна и эластичную нить (например, арамид), где микромодули соединены друг с другом оплеточной пленкой 126 (см. в целом фиг. 2A и 2B). Некоторые такие кабели могут не включать в себя центральный несущий элемент. Некоторые варианты осуществления включают в себя множественные сердцевины или подсборки, соединенные оплеточной пленкой 126 и заключенные в общую оболочку в одном и том же несущем/распределительном кабеле, возможно соединенном с другой оплеточной пленкой. В некоторых таких вариантах осуществления раскрытые здесь методы быстрого охлаждения/отвердевания в ходе экструзии и вызывания радиального натяжения в оплеточной пленке 126 для связывания с центральным несущим элементом 124 могут быть не нужны для производства.
[0045] На фиг. 3 показан кабель 210, некоторые компоненты которого аналогичны компонентам кабеля 110, например, оплеточная пленка 126. Элементы кабеля 110 и кабеля 210 могут быть смешанными и согласованными в различных комбинациях для формирования других кабелей согласно настоящей полезной модели.
[0046] Согласно фиг. 1 и 3 в некоторых вариантах осуществления оплеточная пленка 126 кабеля 110, 210 включает в себя частицы 136 порошка, которые можно использовать для обеспечения влагоизоляции и/или для управления связыванием (например разделения) примыкающих поверхностей в кабеле 110. В некоторых вариантах осуществления частицы 132, 136 порошка имеют средний максимальный размер поперечного сечения 500 микрометров (мкм) или менее, например, 250 мкм или менее, 100 мкм или менее. Соответственно частицы 132, 136 могут быть больше водозащитных частиц, которые можно использовать внутри трубок 116, импрегнировать в нити или внедрять во внутренние стенки трубок 116, как раскрыто выше, которые могут иметь средний максимальный размер поперечного сечения менее 75 мкм, для ослабления затухания на микроизгибах оптического волокна.
[0047] В некоторых вариантах осуществления, по меньшей мере, некоторые из частиц 136 порошка присоединены прямо или косвенно к оплеточной пленке 126 (например, напрямую присоединены к ней, приклеены к ней, контактируют с ней), например, присоединены к поверхности оплеточной пленки 126, присоединены к внешней поверхности оплеточной пленки 126, присоединены к наружной поверхности оплеточной пленки 126 и/или внутренней поверхности оплеточной пленки 126. Согласно иллюстративному варианту осуществления, по меньшей мере, некоторые из частиц 136 порошка частично внедрены в оплеточную пленку 126, например, проходя частично через окружающую плоскость поверхности оплеточной пленки 126, частично выступая от поверхности оплеточной пленки 126; или, иными словами, они частично погружены в оплеточную пленку 126 и частично открыты. В некоторых вариантах осуществления для увеличения нормальной силы, действующей на трубки, можно использовать вращающийся пуансон.
[0048] Частицы 136 порошка могут присоединяться к оплеточной пленке 126 путем пневматического распыления частиц порошка на оплеточную пленку 126, внутри и снаружи соответствующего экструзионного конуса (см. также фиг. 7), что дополнительно рассмотрено ниже в отношении фиг. 4-6. Пневматическое распыление также может облегчать быстрое охлаждение оплеточной пленки 126. В другом варианте осуществления статическое электричество или другие средства можно использовать для принудительного внедрения частиц 136 порошка в оплеточную пленку 126 или связывания с ней иным образом. В других вариантах осуществления клеи или другие средства присоединение используются для присоединения частиц 136 порошка к оплеточной пленке 126. Использование оплеточной пленки 126 в качестве носителя частиц сверхпоглощающего полимера может устранять необходимость в водозащитной ленте между сердцевиной и компонентами кабеля вне сердцевины, а также устранять необходимость в оплеточной нити для удержания водозащитной ленты на месте. В прочих вариантах осуществления частицы порошка могут присутствовать, но в свободном виде и/или не присоединенные к оплеточной пленке 126. В рассматриваемых вариантах осуществления оплеточная пленка 126 может быть покрыта непрерывным водозащитным материалом/слоем, или может включать в себя водозащитные элементы других типов или не включать в себя водозащитные элементы.
[0049] Согласно иллюстративному варианту осуществления частицы 132, 136 порошка включают в себя частицы сверхпоглощающего полимера, и количество частиц сверхпоглощающего полимера меньше 100 грамм на квадратный метр площади поверхности (г/м2) соответствующего компонента, к которому присоединены частицы порошка (центрального несущего элемента 124 или оплеточной пленки 126). В некоторых подобных вариантах осуществления количество частиц сверхпоглощающего полимера составляет от 20 до 60 г/м2, например, от 25 до 40 г/м2. Согласно иллюстративному варианту осуществления количество сверхпоглощающего полимера или других водозащитных элементов, используемых в кабеле, по меньшей мере, достаточно для блокировки метрового гидростатического напора водопроводной воды в метровом отрезке кабеля 110, 210, согласно принятым в промышленности стандартным испытаниям на водопроницаемость, который может соответствовать вышеупомянутым величинам, в зависимости от других характеристик соответствующего кабеля 110, 210, например, интерстициального разнесения между элементами 114 сердцевины.
[0050] Согласно иллюстративному варианту осуществления, по меньшей мере, некоторые из частиц 136 порошка располагаются на внутренней поверхности оплеточной пленки 126 (см. фиг. 1) между оплеточной пленкой 126 и элементами 114 сердцевины. Помимо водоизоляции такое размещение может ослаблять адгезию между оплеточной пленкой 126 и элементами 114 сердцевины в ходе производства кабеля 110, 210, например, если оплеточная пленка 126 является липкой после экструзии или других производственных процессов, например, лазерной сварки или термопластикации. Альтернативно или совместно в некоторых вариантах осуществления, по меньшей мере, некоторые из частиц 136 порошка располагаются на наружной поверхности оплеточной пленки 126 (см. фиг. 3).
[0051] Частицы 136 порошка, расположенные на наружной поверхности оплеточной пленки 126 могут обеспечивать влагоизоляцию между оплеточной пленкой 126 и внешними относительно нее компонентами кабеля 210, например, металлической или диэлектрической армировкой 138 (фиг. 3) или микромодулями вне сердцевины 112. Армировка 138, как показано на фиг. 3, может представлять собой волнистую сталь или другой металл и также может служить заземляющим проводником, например, для смешанных оптоволоконных кабелей, имеющих раскрытые здесь элементы. Использование пленочной оплетки вместо более толстого слоя позволяет сконструировать более узкую ʺлегкую армировкуʺ, где не существует оболочки между армировкой 138 и сердцевиной 112. Альтернативно армировка 138 может быть диэлектрической, например, сформированной из прочного полимера (например, некоторых форм поливинилхлорида).
[0052] Согласно иллюстративному варианту осуществления внедренные нарушения 140 непрерывности материала (фиг. 3) в оболочке 134, например, узкие полоски совместно экструдированного полипропилена, внедренные в полиэтиленовую оболочку 134, могут обеспечивать пути разрыва для облегчения открытия оболочки 134. Альтернативно разрывные шнуры 142 (фиг. 1) в оболочке 134 или рядом с ней могут облегчать открытие оболочки 134. Частицы 136 порошка могут дополнительно облегчать снятие оболочки 134 с сердцевины 112 путем разделения поверхностей рядом с частицами 136 порошка. Таким образом, в зависимости от размещения частиц 136 порошка, частицы 136 могут облегчать отделение оболочки 134 от оплеточной пленки 126, например, для кабеля 110, показанного на фиг. 1, где оболочка 134 и оплеточная пленка 126 смыкаются (т.е. частицы 136, расположенные между оболочкой 134 и оплеточной пленкой 126), и/или может облегчать отделение оплеточной пленки 126 от элементов 114 сердцевины (т.е. частицы 136, расположенные между оплеточной пленкой 126 и элементами 114 сердцевины).
[0053] В некоторых вариантах осуществления оболочка 134 и оплеточная пленка 126 могут смешиваться друг с другом в ходе экструзии оболочки 134 поверх оплеточной пленки 126, в частности, если оболочка 134 и оплеточная пленка 126 сформированы из того же материала без частиц 136 порошка между ними. В других вариантах осуществления оболочка 134 и оплеточная пленка 126 могут оставаться разделенными или, по меньшей мере, частично отделенными друг от друга так, что каждая из них визуально различима при наблюдении кабеля 110, 210 в поперечном сечении. В некоторых вариантах осуществления оплеточная пленка 126 и оболочка 134 окрашены неодинаково. Например, они могут быть окрашены визуально различимыми цветами, отличающимися ʺзначениемʺ по шкале Менселя, по меньшей мере, на 3. Например, оболочка 134 может быть черной, тогда как оплеточная пленка 126 может быть белой или желтой, но оба включают в себя (например, в основном, состоят из, по меньшей мере, 70% по весу) полиэтилен.
[0054] В некоторых рассматриваемых вариантах осуществления оболочка 134 непрозрачна, например, окрашена в черный цвет и/или включает в себя добавки, блокирующие ультрафиолетовый свет, например, сажу; но оплеточная пленка 126 является полупрозрачным и/или ʺестественноʺ окрашенным полимером, без цветовой добавки так, что менее 95% видимого света отражается или поглощается оплеточной пленкой 126. Соответственно в, по меньшей мере, некоторых таких вариантах осуществления после открытия или отгибания оболочки 134 от оплеточной пленки 126 и сердцевины 112 трубка 116 и, по меньшей мере, некоторые из множества дополнительных элементов 114 сердцевины, по меньшей мере, частично видны через оплеточную пленку 126, при этом оплеточная пленка 126 остается не открытой и нетронутой, например, видимой при направлении света от 25-ваттной лампы белого света с 20-градусным раствором пучка непосредственно на оплеточную пленку 126 с расстояния один метр или менее в помещении без другого освещения. В рассматриваемых вариантах осуществления сердцевина включает в себя ленту или струну (например, полимерный разрывной шнур) под оплеточной пленкой 126 и видимую через оплеточную пленку 126, которая может включать в себя указатели в отношении содержимого сердцевины 112 или конкретного положения в продольном направлении кабеля 110.
[0055] Согласно иллюстративному варианту осуществления оплеточная пленка 126 непрерывно проходит по периметру вокруг сердцевины, образуя непрерывную замкнутую петлю (например, закрытую трубку) при наблюдении в поперечном сечении, как показано на фиг. 1-3, и также непрерывно проходит вдоль отрезка кабеля 110, 210, где длина кабеля 110, 210 составляет, по меньшей мере, 10 метров (м), например, по меньшей мере, 100 м, по меньшей мере, 1000 м, и кабель может храниться на большой катушке. В других рассматриваемых вариантах осуществления кабель 110, 210 может иметь длину менее 10 м.
[0056] В некоторых вариантах осуществления по периметру поперечного сечения оплеточной пленки 126 оплеточная пленка 126 принимает форму примыкающих элементов 114 сердцевины и проходит, в целом, прямолинейными путями поверх промежутков 144 (фиг. 2A) между элементами 114 сердцевины, что в некоторых вариантах осуществления может придавать оплеточной пленке 126, в целом, форму многоугольника с закругленными вершинами, при этом количество сторон многоугольника соответствует количеству примыкающих элементов 114 сердцевины.
[0057] В некоторых вариантах осуществления оплеточная пленка 126 прогибается в промежутки 144 (фиг. 2B) так, что оплеточная пленка 126 не проходит тангенциально между примыкающими элементами 114 сердцевины, но вместо этого образует волны из вогнутых дуг 146 и выпуклых дуг 148 по периметру скрученных элементов 114 и промежутков 144 между ними. Вогнутые дуги 148 могут не быть в точности дугами окружности, но вместо этого могут иметь средний радиус кривизны, превышающий радиус одного или всех скрученных элементов 114 и/или центрального несущего элемента 124. Иными словами, степень вогнутости вогнутых дуг 146 меньше, чем степень выпуклости выпуклых дуг 148. Заявители предположили, что образование волн между вогнутыми дугами 146 и выпуклыми дугами 148 удерживает скрученные элементы 114 вокруг центрального несущего элемента 124, противодействуя разматыванию скрученных элементов 114. Вакуумирование внутреннего пространства экструзионного конуса (см. пространство 316 на фиг. 4-6; см. также фиг. 7) может увеличивать скорость вытяжки экструдата и может облегчать формирование вогнутых дуг 146. Заявители также предполагают, что образование волн и вогнутые дуги 146 увеличивают крутильную жесткость оплеточной пленки 126.
[0058] Использование непрерывной оплеточной пленки 126 может препятствовать проникновению воды к сердцевине 112. В других вариантах осуществления оплеточная пленка 126 включает в себя проколы или другие отверстия. В некоторых рассматриваемых вариантах осуществления оплеточные пленки можно экструдировать в виде сетки перекрещивающихся полосок пленки или в виде спиральной(ых) или противоспиральной(ых) полоски(ок) оплеточной пленки, например, через вращающиеся экструзионные головки или фильеры. Вращаться может либо сердцевина, либо экструзионная головка, и сердцевина может вращаться с другой скоростью, чем экструзионная головка или наоборот. В других рассматриваемых вариантах осуществления в качестве оплетки 126 можно использовать заранее сформированную витую или C-образную трубку, где сердцевина 112 таким образом соединяется.
[0059] Согласно фиг. 2A-2B в некоторых вариантах осуществления оплеточная пленка 126 имеет натяжение T вокруг сердцевины 112, при этом кольцевое напряжение распределяется относительно равномерно по поперечному (т.е. в поперечном сечении) периметру оплеточной пленки 126, где оплеточная пленка 126 охватывает элементы сердцевины 112 (например, прямо или косвенно контактирует с ними). Таким образом, оплеточная пленка 126 противодействует поперечному наружному отклонению элементов 114 сердцевины относительно остального кабеля 110, 210, например, направленной наружу упругой силе кручения S-Z скрученных элементов 114 сердцевины, изгибному отклонению нескрученных элементов 114 сердцевины, например, плоских стекловолоконных нитей, или другой нагрузке. Таким образом, натяжение T в оплеточной пленке 126 может повышать устойчивость и целостность кабеля, например при сжатии кабеля 110, 210.
[0060] В некоторых вариантах осуществления натяжение T оплеточной пленки 126 имеет распределенную нагрузку, по меньшей мере, 5 ньютон (Н) на метр (м) длины кабеля 110, 210, которую можно измерять, измеряя средний диаметр нетронутой оплеточной пленки 126, окружающей элементы 114 сердцевины, затем открывая оплеточную пленку 126, удаляя элементы 114 сердцевины, давая время оплеточной пленке 126 сжаться к ненапряженному состоянию (например, по меньшей мере, день, в зависимости от материала) при постоянной температуре, затем измеряя уменьшение размера по ширине оплеточной пленки 126 (т.е. по сравнению со средним периметром). Натяжение T это нагрузка, необходимая для растяжения оплеточной пленки 126 до первоначальной ширины.
[0061] Согласно фиг. 4-6 оплеточную пленку 126 (показанную в виде экструзионного конуса, сжимающегося вокруг сердцевины 112 в направлении L производственной линии) можно наносить в ходе процесса или способа 310 производства, который может включать в себя скручивание (см. также фиг. 7). В некоторых подобных вариантах осуществления элементы 114 сердцевины (см. также фиг. 1-3) (например, буферные трубки) скручиваются благодаря тому, что колеблющийся наконечник 312 проходит через экструзионную головку в пространство 316, окруженное конусом экструдата оплеточной пленки 126, как показано на фиг. 4-6. В некоторых вариантах осуществления оплеточная пленка 126 экструдируется вокруг элементов 114 сердцевины сразу после скручивания элементов 114 сердцевины вокруг центрального несущего элемента 124, например, в пределах расстояния, по меньшей мере, десяти отрезков укладки (например, в пределах шести отрезков укладки) жилы от точки сближения элементов 114 сердцевины, где элементы 114 сердцевины сходятся друг с другом на заднем конце крутильной машины в схеме скручивания сердцевины 112. Близкое расположение крутильной машины и экструдера, по существу, позволяет крутильной машине компенсировать проскальзывание между скрученными элементами 114 и центральным несущим элементом 124, например, по причине вытягивания экструзионного конуса (до связывания между скрученными элементами 114 и центральным несущим элементом 124 оплеточной пленкой 126 и/или протяжным механизмом 320).
[0062] Согласно промышленному стандарту длина укладки спирально скрученных элементов (например, длина спиральной укладки) определяется как продольное расстояние вдоль кабеля (и вдоль центрального несущего элемента, при наличии) для полного оборота скрученных элементов вокруг продольной оси кабеля (например, длина через центр единичной спиральной спирали). Согласно промышленному стандарту длина укладки реверсивно-колебательных скрученных элементов, например SZ скрученных элементов, определяется как продольное расстояние между точками реверсирования жилы, деленное на сумму витков скрученных элементов (например, оборотов вокруг центрального несущего элемента) между точками реверсирования, которая может включать в себя долю оборота; сродни ʺсреднейʺ длине спиральной укладки.
[0063] В пространстве 316 и вне конуса экструдата оплеточной пленки 126 частицы 136 порошка (см. фиг. 6), например частицы сверхпоглощающего полимера (например Cabloc® GR-111), могут внедряться в оплеточную пленку 126 посредством пневматической транспортировки, например, путем переноса и осаждения с помощью вращающегося вихря турбулентного потока воздуха в камере 314 (фиг. 6) вне конуса экструдата оплеточной пленки 126 и/или путем вовлечения в поток воздуха высокого давления с помощью сопла Вентури и переноса таким образом до ускорения с последующим высвобождением из потока воздуха через обычное сопло или направлением во внутреннее пространство конуса экструдата оплеточной пленки 126. Согласно такому варианту осуществления импульс частиц 136 порошка заставляет их ударяться о стенки конуса расплавленного экструдата оплеточной пленки 126. Сила удара и состояние экструдата (например полиэтилена) обуславливает механическое прилипание частиц к оплеточной пленке 126, но может не препятствовать удлинению экструдата, позволяя экструдату продолжать вытягиваться/сокращаться с образованием относительно тонкой пленки, которая может плотно формироваться вокруг элементов 114 сердцевины.
[0064] Потоки воздуха, несущие частицы 136 порошка, можно синергично использовать для ускорения охлаждения оплеточной пленки 126 и, кроме того, можно использовать для придания формы или утончения оплеточной пленки 126. Дополнительные потоки охлаждающей текучей среды 318 (например, сухого воздуха, если на соответствующей(их) поверхности(ях) оплеточной пленки 126 присутствуют частицы сверхпоглощающего полимера; тонкий водяной туман или емкость с водой, если на поверхностях нет частиц сверхпоглощающего полимера) можно использовать для дополнительного ускорения охлаждения оплеточной пленки 126 так, что оплеточная пленка 126 будет в достаточной степени охлаждаться и отвердевать для удержания элементов 114 сердцевины за доли секунды после скручивания элементов 114 сердцевины. Кроме того, потоки воздуха, несущие частицы 136 порошка, можно координировать на противоположных сторонах оплеточной пленки для управления приданием формы оплеточной пленки 126 и/или предотвращения перекашивания оплеточной пленки 126. Прилипание частиц 136 к оплеточной пленке 126 может способствовать вмещению частиц 136 в ходе доступа к концевому и среднему участку кабеля.
[0065] В некоторых вариантах осуществления оплеточная пленка 126 является непрерывной и водонепроницаемой, что может препятствовать частицам 136 порошка (например, частицам сверхпоглощающего полимера) во внутреннем пространстве оплеточной пленки 126 поглощать влагу или воду на внешней части оплеточной пленки 126. Для предотвращения осевого перемещения воды вдоль внешней части оплеточной пленки 126 между оплеточной пленкой 126 и дополнительными слоями кабеля, например, металлической армировкой, неметаллической армировкой, дополнительный несущие элемент и/или дополнительной внешней оболочкой поверх сердцевины кабеля; частицы 136 порошка можно наносить на внешнюю часть оплеточной пленки 126, пока оплеточная пленка 126 остается расплавленной и непосредственно до поступления кабеля 110, 210 в антиторсионный протяжный механизм 320. Протяжный механизм 320 может быть особенно полезен для реверсивно-колебательных схемы скручивания, например, так называемые ʺSZʺ жилы, поскольку протяжный механизм 320 удерживает и ограничивает реверсирование. Таким образом, протяжный механизм предпочтительно располагается в пределах расстояния, по меньшей мере, одной длины укладки жилы от точки сближения элементов 114 сердцевины, где элементы 114 сердцевины сходятся друг с другом на заднем конце крутильной машины в схеме скручивания сердцевины 112. Экструзионная голова 414 и конус экструдата (см. фиг. 7) располагается между крутильной машиной и протяжным механизмом 320.
[0066] В частности, в конфигурациях скручивания элементов 114 сердцевины, которые включают в себя реверсивно-колебательные схемы наматывания (например, S-Z скручивание), антиторсионный протяжный механизм 320 может служить для приложения крутящего момента, противоположного крутящему моменту, развиваемому за счет натяжения и вращения элементов 114 сердцевины. Ремни 322 антиторсионного протяжного механизма 320 могут быть соединены друг с другом так, что ремни 322 располагаются на осевой линии кабеля 110, 210, что позволяет автоматически регулировать разнесение ремней для разных диаметров кабеля. Согласно иллюстративному варианту осуществления протяжный механизм 320 располагается в пределах 100 мм от точки выпуска колеблющегося наконечника 312 или точки сближения элементов 114 сердцевины, где элементы 114 сердцевины сходятся друг с другом, например, чтобы контактировать друг с другом и/или центральным несущим элементом (см., например, центральный несущий элемент 124, показанный на фиг. 1). Близкое расположение протяжного механизма 320 и точка сближения элементов 114 сердцевины препятствует разматыванию элементов 114 сердцевины при обращении направления жилы. Протяжный механизм 320 также изолирует натяжение отдельных элементов 114 сердцевины на своей входной стороне, снижая вероятность искажения желаемых форм оплеточной пленки при формировании сердцевины 112 (см. также фиг. 1-3). Кроме того, протяжный механизм 320 позволяет быстро охлаждать оплеточную пленку 126, не нагруженную нескомпенсированными упругими силами скрученных элементов 114 (которые альтернативно ограничены ремнями протяжного механизма 320). Таким образом, оплеточная пленка 126 способна охлаждаться и сокращаться до степени, которая прилагает нагрузку к скрученным элементам 114, которая прижимает элементы 114 к центральному несущему элементу 124, обеспечивая связывание между ними. В отсутствие протяжного механизма 320 и/или охлаждения пневматического потока воздуха 318 оплеточная пленка 126 может нагружаться в направлении наружу нескомпенсированными упругими силами в скрученных элементах 114, охлаждаясь при этом (т.е. оплеточная пленка отвердевает, наружу растягиваясь) так, что полученная охлажденная оплеточная пленка 126 может не обеспечивать достаточную силу связывания между скрученными элементами 114 и центральным несущим элементом 124 для предотвращения формирования ʺптичьей клеткиʺ, приводящей к образованию вздутий законченного кабеля в точках реверсирования скрученных элементов 114. Когда сердцевина выходит из протяжного механизма 320, отвердевшая оплеточная пленка 126 препятствует разматыванию элементов 114 сердцевины. В рассматриваемых вариантах осуществления протяжный механизм 320 можно дополнительно использовать для охлаждения (например, включает в себя охлажденные ремни) и/или может включать в себя несколько валиков особой формы, например, имеющих канавку, в которой заключена сердцевина 112.
[0067] Согласно иллюстративному варианту осуществления оплеточная пленка 126 поддерживает целостность сердцевины 112 на последующих этапах обработки, которые могут включать в себя плотные изгибы кабеля 110, 210 и/или применения дополнительных компонентов кабеля. В некоторых вариантах осуществления оплеточная пленка 126 имеет дополнительную преимущественную особенность удаления путем инициирования разрыва (см. фиг. 12), например, с помощью разрывных шнуров 142, расположенных под оплеточной пленкой 126 (см. разрывные шнуры 142 над и под оплеточной пленкой 126, как показано на фиг. 1). Оплеточная пленка 126 распределяет нагрузку от таких разрывных шнуров 142 по большей площади элементов 114 сердцевины (по сравнению с разрывными шнурами под оплеточными нитями), что снижает давление на элементы 114 сердцевины в ходе разрыва.
[0068] Согласно фиг. 4-6 способ 310 производства оптоволоконного кабеля 110, 210 включает в себя этапы скручивания элементов 114 сердцевины вокруг центрального несущего элемента 124, формирования оплеточной пленки 126 для окружения элементов 114 сердцевины и, по меньшей мере, частично удержания элементов 114 сердцевины, удержания сердцевины 112 при отвердевании и сжатии оплеточной пленки 126 и/или экструдирования оболочки 134 кабеля 110, 210 для окружения оплеточной пленки 126. Оболочка 134 может быть толще, чем оплеточная пленка 126. Элементы 114 сердцевины включают в себя трубку 116, окружающую, по меньшей мере, одно оптическое волокно 118, и множество дополнительных элементов 114 сердцевины, например, по меньшей мере, один из стержня-наполнителя 112 и дополнительной трубки 116′. В некоторых подобных вариантах осуществления оплеточная пленка 126 включает в себя (например, содержит, по существу, состоит из) слоя материала, имеющего модуль Юнга 3 гигапаскаля (ГПа) или менее. В некоторых подобных вариантах осуществления способ 310 дополнительно включает в себя этапы формирования оплеточной пленки 126 так, что оплеточная пленка 126 имеет толщину 0,5 мм или менее и активного охлаждения оплеточной пленки 126. По мере охлаждения оплеточной пленки 126, например, охлаждающим потоком воздуха, и поддержания сердцевины 112 протяжным механизмом 320, оплеточная пленка 126 стягивается вокруг элементов 114 сердцевины для удержания элементов 114 сердцевины так, что элементы 114 сердцевины соединяются с центральным несущим элементом 124 под натяжением T оплеточной пленки 126, и так, что сила связывания (например, сила трения покоя) между элементами 114 сердцевины и центральным несущим элементом 124 ограничивает осевое и/или наружно-радиальное перемещение элементов 114 сердцевины от центрального несущего элемента 124. В некоторых подобных вариантах осуществления способ 310 дополнительно включает в себя перемещение частицы 132, 136 порошка и направление частиц 132, 136 порошка к оплеточной пленке 126 и/или центральному несущему элементу 124, пока оплеточная пленка 126 и/или оболочка 130, по меньшей мере, частично текуча (например, липка). По меньшей мере, некоторые из частиц 132, 136 порошка частично внедряются в оплеточную пленку 126 и/или оболочку 130 после охлаждения.
[0069] Такой производственный процесс 310 может устранять необходимость в некоторых или всех оплеточных нитях и водозащитной ленте, описанных в уровне техники, и заменять такие компоненты непрерывно экструдируемой оплеточной пленкой 126, которая может иметь частицы сверхпоглощающего полимера 136, внедренные во внутреннюю поверхность оплеточной пленки 126 и/или внешнюю поверхность оплеточной пленки 126. Кроме того, оплеточная пленка 126 может ограничивать реверсирование скрученных элементов 114 сердцевины в радиальном направлении. Разрывные шнуры 142 нарушения 140 непрерывности материала или другие элементы доступа могут интегрироваться в кабель 110, 210, например, расположенные вне, внутри или под оплеточной пленкой 126 либо для кабеля армировочного типа (см., в целом, фиг. 3) или кабеля канального типа (см. в целом фиг. 1).
[0070] Согласно фиг. 4 элементы 114 сердцевины в форме трубок 116, содержащих оптические волокна 118, направляются через экструзионную экструзионную головку и наконечник скручивающим (колеблющимся) наконечником 312. Экструдированная оплеточная пленка 126 наносится на сердцевину 112 сразу после формирования сердцевины 112 посредством колебаний наконечника 312. Вращение скрученной сердцевины 112 и центрального несущего элемента 124 ограничивается антиторсионным протяжным механизмом 320. Кроме того, антиторсионный протяжный механизм 320 может служить для предотвращения разматывания в ходе реверсирования направления колебаний, что позволяет оплеточной пленке 126 быстро охлаждаться и сокращаться для нагружения скрученных элементов 114 относительно центрального несущего элемента 124 так, что между ними образуется фиксирующий контакт (например, трение покоя), который ограничивает осевое перемещение скрученных элементов 114.
[0071] Как показано на фиг. 4 можно наносить оплеточную пленку 126 без частиц водопоглощающего порошка. Согласно фиг. 5 кабель 110, 210 можно производить с внутренним нанесением, но без внешнего нанесения частиц водопоглощающего 136 порошка. Согласно фиг. 6 частицы водопоглощающего 136 порошка наносятся на внутреннюю поверхность и внешнюю поверхность конуса экструдата оплеточной пленки 126. Оставшиеся частицы порошка могут проходить через зазоры между элементами 114 сердцевины к центральному несущему элементу 124, где частицы порошка могут захватываться трубками 116 и другими внутренними поверхностями сердцевины 112.
[0072] Использование раскрытой здесь оплеточной пленки 126 позволяет производить непрерывный или почти непрерывный кабель 110, 210, устранять выемки под оплеточные нити на элементах 114 сердцевины, удалять оплетку кабеля как ограничение скорости производства, позволяет согласовывать скорость скручивания с формированием оболочки, повышать прочность оболочки 134, заменять водозащитную ленту, устранять соответствующий запас ленты и поднабор запаса ширины ленты, обеспечивать доступ с помощью разрывного шнура 142 к элементам 114 сердцевины (где оплеточные нити, в целом, не могут разрезаться разрывным шнуром, как рассмотрено), может обеспечивать значительную экономию затрат на материалы и/или позволять удаление водозащитной нити, обмотанной вокруг центрального несущего элемента в некоторых обычных кабелях.
[0073] В порядке альтернативы рассматриваемым вариантам осуществления раскрытых выше кабелей 110, 210 и способов 310 изготовления и оборудования вместо протяжного механизма 320 можно использовать ворот. В некоторых вариантах осуществления водопоглощающий порошок 136 можно не наносить на внешнюю часть оплеточной пленки 126 и для увеличения скорости охлаждения можно использовать емкость с водой. Кроме того, протяжный механизм 320 или, по меньшей мере, его участок может быть погружен в емкость с водой. В некоторых вариантах осуществления водопоглощающий порошок 136 можно не наносить на внутреннюю поверхность оплеточной пленки 126 или ни на внутреннюю, ни на внешнюю поверхность оплеточной пленки 126. Для формирования оплеточной пленки 126 можно использовать термопласты и/или материалы, отличные от полиэтилена. Оплеточная пленка 126 может иметь различные цвета и может иметь УФ (ультрафиолетовые) стабилизаторы, которые обеспечивают оплеточную пленку 126 как внешнюю часть законченного продукта для наружного применения. На оплеточной пленке 126 можно печатать. Оплеточная пленка 126 может включать в себя элементы 140 разрыва, например, раскрытые здесь в отношении оболочки 134. В некоторых вариантах осуществления оплеточная пленка 126 может охватывать широкий диапазон различных типов скрученных компонентов кабеля, например, S-Z скрученные плотно буферизованные волокна, стержни-наполнители, стекловолоконные нити, арамидные нити и другие компоненты.
[0074] На фиг. 7 показан полипропиленовый экструзионный конус 412, выступающий от экструзионной головки 414 и проходящий по сердцевине 416 скрученных элементов в ходе производства кабеля 418. Как показано, экструзионный конус 412 сужается до толщины около 0,11 мм (или менее) и линейная скорость составляет около 50 метров в минуту (или быстрее) с температурой экструзионной головки 414 около 210°C. Согласно иллюстративному варианту осуществления полипропилен экструзионного конуса 412 включает в себя затравку для облегчения быстрой рекристаллизации полипропилена. Например, полипропилен экструзионного конуса 412 предположительно рекристаллизуется при температуре, по меньшей мере, на 20°C выше, чем полиэтилен высокой плотности, и при этом для его экструдирования требуется примерно на треть меньше энергии, чем для полиэтилена высокой плотности.
[0075] Согласно фиг. 8 скрученная сердцевина 612 кабеля 610 выступает из оболочки 614 кабеля 610. Сердцевина 612 включает в себя реверсирование 616 направления жил и сердцевина 612 связана раскрытой здесь оплеточной пленкой 126. Оболочка 614 является полимерной (например, включает в себя поливинилхлорид, полиэтилен и/или другие материалы). Согласно иллюстративному варианту осуществления кабель 610 включает в себя диэлектрический армирующий слой под оболочкой 614, между оболочкой 614 и сердцевиной 612 (см. также фиг. 3).
[0076] График, полученный дифференциальной сканирующей калориметрией, показанный на фиг. 9, позволяет сравнить тепловой поток двух разных возможных материалов для оплеточной пленки 126: полиэтилена высокой плотности (обозначенный ʺHDPEʺ на фиг. 9; например, естественный шарик Dow 7590 HDPE) и полипропилена (обозначенного ʺPPʺ на фиг. 9; например, естественный шарик INEOS N05U-00 PP). График показывает, что ʺточка плавленияʺ полипропилена ближе (например, в пределах 50°C; в пределах 30°C) к температуре обработки/экструзии (например, около 200-230°C ±20°C), что полезно для быстрого отвердевания оплеточной пленки 126 (т.е. для достижения отвердевания после экструзии требуется меньшее изменение температуры) так, что оплеточная пленка 126 сжимается, в то время как скрученные элементы 114 удерживаются протяжным механизмом 320 так, что оплеточная пленка 126 нагружает скрученные элементы 114 при сжатии, когда центральный несущий элемент 124 обеспечивает силу связывания между ними, которая препятствует формированию ʺптичьих клетокʺ.
[0077] Согласно иллюстративному варианту осуществления материал оплеточной пленки 126 можно выбирать таким образом, чтобы температура плавления материала оплеточной пленки 126 была меньше (например, по меньшей мере, на 30°C меньше, по меньшей мере, на 50°C меньше) температуры экструзии (например, около 200-230°C ± 20°C) оболочки 134 (см. фиг. 1), которая затем экструдируется поверх оплеточной пленки 126. В некоторых подобных вариантах осуществления оплеточная пленка 126 плавится или смешивается с оболочкой 134. В других вариантах осуществления оплеточная пленка 126 поддерживает отделение от оболочки 134 промежуточным материалом, например, частицами сверхпоглощающего полимера. Заявители предположили, что причина, по которой скрученные элементы 114 не перемещаются в осевом направлении или наружу в ходе экструзии оболочки 126, при плавлении или размягчении оплеточной пленки 126, состоит в том, что к моменту последующей экструзии оболочки 126 (например, по меньшей мере, 2 секунды после скручивания и наложения оплеточной пленки, по меньшей мере, 5 секунд, по меньшей мере, 10 минут), скрученные элементы 114 в достаточной степени согласуются с геометрией схемы скручивания в силу ослабления напряжения материалов скрученных элементов 114, что снижает упругие силы, первоначально переносимые скрученными элементами 114 после скручивания; и заявители предположили, что оболочка 134 способствует увеличению радиального натяжения, испытываемого оплеточной пленкой 126 для удержания и приложения нормальной нагрузки элементов 114 сердцевины к центральному несущему элементу 124.
[0078] Кроме того, заявители обнаружили, что нанесение оплеточной пленки 126 при температурах экструзии выше температуры плавления скрученных элементов 114 (например, по меньшей мере, на 30°C выше, по меньшей мере, на 50°C выше) не приводит к плаванию или существенной деформации скрученных элементов 114. Таким образом, оплеточная пленка 126 может включать в себя полимеры, имеющие такую же или аналогичную температуру плавления, как буферные трубки 116, 116′, скрученные в сердцевине 112, например, полипропилен. Кроме того, заявители обнаружили очень малую или отсутствие фиксации между оплеточной пленкой 126 и буферными трубками 116, 116′, скрученными в сердцевине 112, предположительно, благодаря раскрытым здесь методам быстрого охлаждения, например, активного направления потока охлаждающего воздуха, протяжный механизм 320 в емкости с водой, слоя тонкой пленки, материала оплеточной пленки, выбранного для температур отвердевания/кристаллизации оплеточной пленки 126, близких к температуре экструзии, и/или другим методам.
[0079] Кроме того, график на фиг. 9 можно интерпретировать для прогнозирования коэффициента вытяжки экструдируемого материала, образующего оплеточную пленку 126. Заявители полагают, что соотношение таково, что чем меньше площадь под кривой, тем выше кристалличность и, таким образом, выше необходимый коэффициент вытяжки. В общем случае полиэтилен более кристалличен, чем полипропилен, и полиэтилен высокой плотности более кристалличен, чем полиэтилен низкой плотности.
[0080] С другой стороны, эффективность материала для оплеточной пленки 126 может быть связана с температурой кристаллизации, при которой начинается рост кристаллов и, таким образом, начинается развитие механических свойств. Заявители понимают, что температура кристаллизации составляют около 140°C для нуклеированного полипропилена (например, N05U-00), тогда как температура кристаллизации полиэтилена высокой плотности (например, 7590) ниже, например, менее 125°C. Заявители предположили, что материалы, кристаллизующиеся при более высоких температурах, будут фиксироваться быстрее и могут работать лучше для применений раскрытой здесь оплеточной пленки 126 (т.е. такие материалы прилагают более значительную радиальную силу к сердцевине 112 раньше).
[0081] Кроме того, заявители понимают, что до некоторой степени вытяжка материалов продолжается до тех пор, пока не будет достигнута температура стеклования. В случае полипропилена, может достигаться температура стеклования примерно -10°C и для полиэтилена -70°C (но может достигать -30°C). Соответственно при обработке/производстве достижение столь низких температур маловероятно, поэтому оплеточная пленка 126 может активно продолжать сжиматься после обработки (пока не будет достигнуты температуры стеклования), что может дополнительно улучшать связывание между скрученными элементами 114 и центральным несущим элементом 124. Для других возможных материалов оплеточной пленки, например, полибутилен-терефталата, с температурой стеклования около 50°C, нормальная сила, прилагаемая к скрученным элементам, может быть меньше, поскольку оплеточная пленка 126 может прекращать активное сжатие или иметь склонность к сжатию.
[0082] Кроме того, заявители обнаружили, что более высокая прочность полипропилена относительно полиэтилена позволяет сделать оплеточную пленку 126 более тонкой для полипропиленовой оплеточной пленкой 126 для обеспечения той же величины силы связывания между скрученными элементами 114 и центральным несущим элементом 124. Например, было обнаружено, что оплеточная пленка 126 из полиэтилена толщиной 0,15 мм имеет радиальную силу примерно 70 Н, тогда как оплеточная пленка 126 из полипропилена толщиной 0,15 мм имеет радиальную силу примерно 85 Н. Однако полиэтилен обычно значительно дешевле полипропилена, и в других вариантах осуществления для оплеточной пленки 126 можно использовать полиэтилен.
[0083] В некоторых вариантах осуществления оплеточная пленка 126 сформирована из первого материала, и оболочка 134 сформирована из второго материала. Второй материал оболочки 134 может включать в себя, например, в основном, включают в себя (>50% по весу), первый полимер, например полиэтилен или поливинилхлорид; и первый материал оплеточной пленки 126 может включать в себя, например, в основном, включают в себя второй полимер, например полипропилен. В некоторых вариантах осуществления первый материал дополнительно включает в себя первый полимер (например, по меньшей мере, 2% по весу первого материала, по меньшей мере, 5% по весу, по меньшей мере, 10% по весу и/или менее 50% по весу, например, менее 30% по весу). Включение первого полимера в первый материал оплеточной пленки 126 помимо основного включения второго полимера в первый материал может облегчать связывание между первым и вторым материалами так, что оплеточная пленка 126 может присоединяться к оболочке 134 и автоматически удаляться из сердцевины 112, когда оболочка 134 удаляется от сердцевины 112, например, в положении доступа на среднем участке.
[0084] Фиг. 10-11 демонстрируют образец 510 сердцевины 512 скрученных элементов 114 в оплеточной пленке 126, который сконфигурирован для испытания на протяжку для определения силы связывания между скрученными элементами 114 и центральным несущим элементом 124. Как показано на фиг. 10 центральный несущий элемент 124 выходит из скрученных элементов 114 на расстояние около 50 мм.
[0085] Как показано на фиг. 11 выходящий участок центрального несущего элемента 124 закреплен в зажиме 514. Пластина 516 с отверстием достаточно широка для присоединения центрального несущего элемента к аппарату 518 для испытания на растяжение так, что аппарат 518 поднимает пластину 516, и пластина 516 толкает скрученные элементы 114 вдоль центрального несущего элемента 124. Заявители обнаружили, что раскрытая здесь оплеточная пленка 126, создает (чистую) силу трения покоя между скрученными элементами 114 и центральным несущим элементом 124, по меньшей мере, 10 H для скрученных элементов длиной 100 мм, например, по меньшей мере, 15 H.
[0086] Посредством испытания на протяжку заявители обнаружили, что величина силы трения покоя связана с толщиной оплеточной пленки 126. Для полипропиленовой оплеточной пленки 126 со средней толщиной стенки, по меньшей мере, 0,02 мм, но менее 0,04 мм, сила трения покоя для отрезка 100 мм скрученных элементов 114 (без оболочки) равна, по меньшей мере, 10 H, например, около 12,4 H, и/или средняя сила трения покоя для отрезка 200 мм скрученных элементов 114 равна, по меньшей мере, 20 H, например, около 23,1 H. Соответственно для такой оплеточной пленки 126 реверсивно-колебательная схема скручивания должна быть такой, чтобы чистая упругая сила скрученных элементов 114 составляла около 10 H или менее для отрезка 100 мм для предотвращения осевого перемещения скрученных элементов 114 и формирования ʺптичьей клеткиʺ в ходе производства. Заявители также обнаружили, что для полипропиленовой оплеточной пленки 126 со средней толщиной стенки, по меньшей мере, 0,08 мм, но менее 0,15 мм, средняя сила трения покоя для отрезка 100 мм скрученных элементов равна, по меньшей мере, 20 H, в частности, по меньшей мере 30 H, и/или средняя сила трения покоя для отрезка 200 мм скрученных элементов равна, по меньшей мере, 40 H, например, по меньшей мере, 50 H. Некоторое испытание включало в себя скрученные элементы, соединенные как оплеточной пленкой 126, так и оплеточными нитями для определения вклада оплеточной пленки 126.
[0087] Согласно фиг. 12-13 скрученная сердцевина 712 кабеля 710 включает в себя оплеточную пленку 716, которая удерживает скрученные элементы 718, имеющие реверсирование 714. В некоторых вариантах осуществления сердцевина 712 может быть заключена в оболочку (см. фиг. 8). Как показано на фиг. 13 оплеточная пленка 716 выполнена из тонкого полимерного материала (например, полипропилена, полиэтилена), который можно разрывать и сдирать вручную для обеспечения доступа к скрученным элементам 718 и центральному несущему элементу 720. После освобождения от оплеточной пленки 716 скрученные элементы 718 могут отсоединяться от центрального несущего элемента 720, как показано на фиг. 13. Оптические волокна 722 проходят от конца одного из скрученных элементов 718, который представляет собой буферную трубку 724 (например, включающую в себя полипропилен). Другие скрученные элементы 718 на фиг. 13 являются ʺфиктивнымиʺ трубками или сплошными полимерными стержнями, которые заполняют позиции в жиле.
[0088] Фиг. 14-15 демонстрируют другое преимущество оплеточной пленки 716, состоящее в том, что доступ к скрученным элементам 718 можно осуществлять, открывая оплеточную пленку 716, но без усиления и/или удаления продольного натяжения в оплеточной пленке 716. Как показано на фиг. 14 в оплеточной пленке 716 формируется продольный надрез 726, который может направляться промежутком (т.е. свободным местом, зазором, канавкой) между скрученными элементами 718. В силу тонкости оплеточной пленки 716 надрез 726 можно проделывать без специальных инструментов. Например, надрез 726, показанный на фиг. 14, сделан ножницами. Также можно использовать бритвенное лезвие, ключ, перочинный нож или другие обычные инструменты.
[0089] Продольный надрез 726 обеспечивает отверстие, через которое скрученные элементы 718 можно разматывать в реверсирование 714 для обеспечения дополнительной длины для манипулирования скрученных элементов 718, и один или более элементов 718 можно отводить в положении среднего участка. Например, на фиг. 15 показано, что один из элементов 718 (буферная трубка 724) разрезан и вытащен из отверстия, сформированного надрезом 726, что позволяет осуществлять доступ к оптическим волокнам 728 элемента 718. В то же время остаток оплеточной пленки 716 остается нетронутым и поддерживает натяжение вперед и назад от надреза 726 в продольном направлении кабеля 710. Когда доступ больше не требуется, отверстие можно перевязать, плотно обмотать или иначе закрепить и повторно загерметизировать. Напротив, может потребоваться полностью разделить оплеточные нити для осуществления доступа к скрученным элементам, устраняя натяжение в оплеточных нитях.
[0090] Как упомянуто выше материал оплеточной пленки 716 можно выбирать таким образом, чтобы оплеточная пленка 716 была, по меньшей мере, частично полупрозрачной, как показано на фиг. 11-15. В некоторых вариантах осуществления оболочку (например оболочку 614, показанную на фиг. 8) можно оттягивать или иначе удалять, оставляя нетронутой оплеточную пленку 716. Через такую оплеточную пленку 716 в жиле легко найти точку реверсирования, к которой затем можно осуществлять доступ, как показано на фиг. 14-15.
[0091] Раскрытые здесь буферные трубки 116, 724 могут включать в себя полипропилен, поливинилхлорид, поликарбонат, полибутилен-терефталат и/или другие полимеры. В полимеры можно добавлять наполнители, добавки и другие компоненты. В некоторых вариантах осуществления помимо оптических волокон 728 буферные трубки 116, 724 наполняются наполнителем, например, смазкой или гелем на нефтяной основе. Наполнитель изолирует от воды буферные трубки 116, 724 и обеспечивает связывание между оптическими волокнами 728 и буферными трубками 116, 724. В других вариантах осуществления буферные трубки 116, 724 являются ʺсухимиʺ и не содержат наполнитель, как рассмотрено выше. В таких вариантах осуществления буферные трубки 116, 724 могут быть защищены от воды водонабухающим порошком, например сверхпоглощающим полимером, который может быть импрегнирован в нить, проходящую через полость буферных трубок 116, 724, и/или порошок может быть механически присоединен к внутренней поверхности буферной трубки 116, 724, как рассмотрено выше.
[0092] Согласно иллюстративному варианту осуществления буферные трубки 116, 724 имеют наружный диаметр 3 миллиметра или менее, например, 2,5 миллиметра или менее, или даже 2 миллиметра или менее. Буферные трубки 116, 724 могут иметь среднюю толщину стенки, по меньшей мере, 100 микрометров, например, по меньшей мере, 200 микрометров и/или менее миллиметра. С увеличением количества оптических волокон 728 для буферной трубки 116, 724 одного и того же размера свобода оптических волокон 728 в ней в отношении изгиба и удлинения оптического волокна уменьшается. Каждая буферная трубка 116, 724 может включать в себя, по меньшей мере, одно оптическое волокно 728, например, по меньшей мере, четыре оптические волокна 728, например, по меньшей мере, двенадцать оптических волокон 728. Одну или более буферных трубок 116, 724 можно заменять фиктивными стержнями, как рассмотрено выше.
[0093] Согласно иллюстративному варианту осуществления оптические волокна 728 включают в себя стеклянную сердцевину, непосредственно окруженную стеклянную оболочку, которая непосредственно окружена одним или более слоями полимерного покрытия, например, более мягким, амортизирующим слоем акрилата, непосредственно окруженным более твердой оболочкой из акрилата. Согласно иллюстративному варианту осуществления оптические волокна 728 являются отдельными, дискретными оптическими волокнами, в отличие от оптических волокон оптоволоконного шлейфа. В других вариантах осуществления включены шлейфы и/или стопки шлейфов. Оптические волокна 728 могут быть одномодовыми оптическими волокнами, многомодовыми оптическими волокнами, многосердцевинными оптическими волокнами, пластмассовыми оптическими волокнами, оптическими волокнами, имеющими однородную оболочку, и/или другие типы.
[0094] Оптические волокна 728 могут быть изгибоустойчивыми оптическими волокнами, оболочка которых включает в себя кольцевые слои, отличающиеся показателями преломления, или изгибоустойчивыми оптическими волокнами других типов. Примером нечувствительного к изгибу или изгибоустойчивого оптического волокна является волокно ClearCurve® Multimode, коммерчески доступное от Corning Incorporated, Корнинг, NY. В некоторых подобных вариантах осуществления при изгибании в катушку, имеющую единственный виток, диаметром около 200 миллиметров, оптические волокна 728 изменяют оптическое затухание (дельта-затухание) на длине волны 1310 нанометров около 0,1 дБ или менее на виток, и более предпочтительно около 0,03 дБ или менее на виток, где упомянутое дельта-затухание наблюдается на одной или более длинах волны, предпочтительно больших или равных 1500 нм, в некоторых вариантах осуществления также больших около 1310 нм, в других вариантах осуществления также больших 1260 нм. Использование изгибоустойчивых оптических волокон может облегчать улучшенные оптические характеристики соответствующего кабеля, например, при растяжении кабеля.
[0095] Длина укладки скрученных буферных трубок 116, 724 рассмотрена выше. В некоторых вариантах осуществления длина укладки особенно мала, например, менее 1 метра в продольном направлении соответствующего кабеля между реверсированиями в реверсивно-колебательной схеме скручивания, например, менее 750 мм, например, даже менее 500 мм в некоторых вариантах осуществления. Между реверсированиями в, по меньшей мере, некоторых таких скрученных конфигурациях буферные трубки 116, 724 включают в себя, по меньшей мере, 2 полных оборота (т.е. полных спиралей) вокруг центральной оси жилы, например, по меньшей мере, 3, полных оборота и/или даже, по меньшей мере, 4 полных оборота. Плотность схемы скручивания связана с нагрузкой, необходимой для соответствующей оплеточной пленки 126, 716. В общем случае, чем плотнее схема укладки, тем больше крутильная нагрузка буферной трубки 116, 716 от центральной оси жилы (например, центрального несущего элемента) на реверсированиях. Например, раскрытые здесь варианты осуществления могут достигать вышеописанного связывания с центральным несущим элементом, используя такие плотные схемы укладки.
[0096] В рассматриваемых вариантах осуществления вышеописанные способы изготовления, оборудование (и его конфигурации) и процессы можно использовать для экструдирования толстой пленки поверх скрученной сердцевины, вместо тонкой пленки, где толстая пленка может функционировать аналогично оболочке кабеля, например, будучи самым внешним слоем соответствующего кабеля. Например, такой кабель может включать в себя толстую пленку, имеющую толщину более 1 мм, например, по меньшей мере, 1 мм. Вышеописанные процессы можно использовать при снижении линейной скорости, при дополнительном удлинении протяжного механизма или другого удерживающего устройства, при использовании дополнительного активного охлаждения, при выборе и/или экструдировании материала для быстрого отвердевания после экструзии или при использовании других процессов. Таким образом, раскрытые здесь пленки не ограничиваются, в частности, тонкими пленками, если в формуле полезной модели нет таких явных ограничений.
[0097] Согласно фиг. 16 оптоволоконный кабель 910 включает в себя элементы 912 сердцевины, например, внутренние элементы 914 сердцевины, намотанные по схеме скручивания. Внутренние элементы 914 сердцевины могут включать в себя, по меньшей мере, два, по меньшей мере, четыре, по меньшей мере, шесть элементов 912 сердцевины, например, буферных трубок, микромодулей, электрических проводников, плотно буферизованных волокон и/или других компонентов. В некоторых вариантах осуществления схема скручивания является спиральной. В других вариантах осуществления схема скручивания включает в себя реверсирования в направлении укладки скрученных элементов, например, так называемое SZ скручивание или непрерывно-реверсивное скручивание. В некоторых вариантах осуществления трубки внутренних элементов 914 сердцевины окружают оптические волокна 916.
[0098] Согласно иллюстративному варианту осуществления оптоволоконный кабель 910 дополнительно включает в себя внутреннюю оплеточную пленку 918, аналогичную по конструкции, функции и составу другим раскрытым здесь оплеточным пленкам. Внутренняя оплеточная пленка 918 окружает скрученные внутренние элементы 914 сердцевины. Согласно иллюстративному варианту осуществления внутренняя оплеточная пленка 918 непрерывно проходит по периметру вокруг элементов 912 сердцевины, образуя непрерывную замкнутую петлю при наблюдении в поперечном сечении. Внутренняя оплеточная пленка 918 также непрерывно проходит вдоль отрезка кабеля 910 длиной, по меньшей мере, метр, например, по меньшей мере, 5 метров, по меньшей мере, 10 метров и т.д. В некоторые или все моменты времени внутренняя оплеточная пленка 918 радиально натянута и противодействует поперечному наружному отклонению внутренних элементов 914 сердцевины аналогично другим раскрытым здесь оплеточным пленкам.
[0099] Согласно иллюстративному варианту осуществления оптоволоконный кабель 910 дополнительно включает в себя наружные элементы 920 сердцевины, намотанные по схеме скручивания вокруг внутренней оплеточной пленки 918 и внутренних элементов 914 сердцевины. В некоторых вариантах осуществления наружные элементы 920 сердцевины аналогичны по конструкции, функции и составу внутренним элементам 914 сердцевины и могут аналогично включать в себя трубки, окружающие оптические волокна 916. В некоторых вариантах осуществления наружные элементы 920 сердцевины включают в себя больше элементов 912 сердцевины, чем внутренние элементы 914 сердцевины, например, всего, по меньшей мере, 5, по меньшей мере, 8 и/или, по меньшей мере, 10 наружных элементов 920 сердцевины. Оптоволоконный кабель 910 может дополнительно включать в себя наружную оплеточную пленку 922, окружающую скрученные наружные элементы 920 сердцевины. Соответственно внутренняя оплеточная пленка 918 и внутренние элементы 914 сердцевины заглублены в наружные элементы 920 сердцевины, и наружные элементы 920 сердцевины, в свою очередь, заглублены в наружную оплеточную пленку 922, как показано на фиг. 16.
[0100] В некоторых вариантах осуществления наружная оплеточная пленка 922 может быть окружена армировкой (см., в целом, армировку 138). В других вариантах осуществления наружная оплеточная пленка 922 соединена напрямую с оболочкой 924, внешней относительно нее, например, когезионно соединена обычными материалами как в оболочке 924, так и в наружной оплеточной пленке 922. В рассматриваемых вариантах осуществления такой кабель 910 аналогично может включать в себя дополнительные слои скрученных элементов 912 сердцевины, например, третий, четвертый и/или пятый уровень скрученных элементов 912 сердцевины, причем каждый уровень связан раскрытой здесь оплеточной пленкой. Согласно иллюстративному варианту осуществления оптоволоконный кабель 910 дополнительно включает в себя оболочку 924, окружающую наружную оплеточную пленку 922. В некоторых вариантах осуществления внутренняя и/или наружная оплеточная пленка 918, 922 тоньше, чем оболочка 924, например, имеет толщину 0,5 миллиметров или менее, где оболочка 924, по меньшей мере, в пять раз толще, чем любая из внутренней оплеточной пленки 918 и наружной оплеточной пленки 922.
[0101] Аналогично другим раскрытым здесь кабелям со свободной укладкой волокон в трубе (см., в целом, фиг. 1) оптоволоконный кабель 910 может дополнительно включать в себя центральный несущий элемент 926, причем внутренние элементы 914 сердцевины скручены вокруг центрального несущего элемента 926. В некоторых подобных вариантах осуществления внутренняя оплеточная пленка 918 нагружает внутренние элементы 914 сердцевины нормально к центральному несущему элементу 926 так, что контакт между внутренними элементами 914 сердцевины и центральным несущим элементом 926 обеспечивает связывание между ними, что ограничивает осевое перемещение внутренних элементов 914 сердцевины относительно центрального несущего элемента 926, например, по причине вытягивания соответствующего экструзионного конуса, как рассмотрено выше. В некоторых вариантах осуществления схема скручивания внутренних элементов 914 сердцевины включает в себя реверсирования в направлении укладки внутренних элементов 914 сердцевины, и схема скручивания наружных элементов 920 сердцевины также включает в себя реверсирования в направлении укладки наружных элементов 920 сердцевины.
[0102] Согласно фиг. 16 и, в целом, согласно фиг. 4-6, в некоторых вариантах осуществления оптоволоконный кабель 910 дополнительно включает в себя водонабухающий порошок, присоединенный к внутренней оплеточной пленке 918 и/или наружной оплеточной пленке 922. В некоторых вариантах осуществления водонабухающий порошок присоединен к внешней поверхности 928 внутренней оплеточной пленки 918 так, что по меньшей мере, часть водонабухающего порошка располагается между внутренней оплеточной пленкой 918 и наружными элементами 920 сердцевины. Такое размещение может противоречить интуиции конструкторов кабелей, поскольку водонабухающий порошок снаружи экструдированного компонента (например, внутренней оплеточной пленки 918) может набухать при контакте с водой, например, водой в воздухе или водой в желобе водяного охлаждения. Однако в некоторых вариантах осуществления внутренняя оплеточная пленка 918 охлаждается достаточно быстро без желоба водяного охлаждения, и дополнительные наружные элементы 920 сердцевины и наружную оплеточную пленку 922 можно накладывать до захвата большого количества воды из воздуха водонабухающим порошком. Водонабухающий порошок можно наносить на внутреннюю и/или наружную оплеточные пленки 918, 922 раскрытыми здесь методами, например, в процессах, показанных на фиг. 4-6.
[0103] В некоторых вариантах осуществления оптоволоконный кабель 910 дополнительно или альтернативно включает в себя дополнительный водонабухающий порошок, присоединенный к внутренней оплеточной пленке 918 так, что по меньшей мере, некоторые из частиц порошка располагаются на внутренней поверхности 932 внутренней оплеточной пленки 918 между внутренней оплеточной пленкой 918 и внутренними элементами 914 сердцевины. Наружная оплеточная пленка 922 может аналогично включать в себя водонабухающий порошок, присоединенный к внутренней поверхности 934 наружной оплеточной пленки 922 между наружной оплеточной пленкой 922 и наружными элементами 920 сердцевины. Соответственно наружная оплеточная пленка 922 может отличаться от внутренней оплеточной пленки 918, по меньшей мере, в отношении присутствия и/или размещения присоединенного к ней водонабухающего порошка. Например, внутренняя оплеточная пленка 918 может включать в себя порошок, присоединенный к обеим сторонам 928, 932, тогда как наружная оплеточная пленка 922 может включать в себя только порошок, присоединенный к одной ее стороне 934, при этом другая ее сторона присоединена напрямую к оболочке 924. Количество и состав водонабухающего порошка на поверхностях сторон 928, 932, 934 могут быть аналогичны или идентичны раскрытым для других рассмотренных здесь вариантов осуществления.
[0104] Согласно фиг. 1 и 3 в общем случае после установки на месте эксплуатации к сердцевинам оптоволоконных кабелей можно осуществлять доступ в положении концевого и/или среднего участка для получения доступа к оптическим волокнам, например, для сращивания на привязях для применений от волокна к дому или других применений. Оболочку и/или армировку можно удалять с помощью обычного(ых) разрывного(ых) шнура(ов), которые продольно вставляются под армировкой или другими элементы в ходе производства соответствующего кабеля. Обычные разрывные шнуры обычно выполнены из полиэфирных или арамидных нитей, которые обладают достаточной прочностью для разрезания материалов, окружающих сердцевину кабеля, например, оболочки и/или армировка, при вытягивании разрывных шнуров наружу мастером. После открытия сердцевины обычных кабелей обычные оплетки (не показанные на фиг. 1 и 3; отсутствующие в некоторых вариантах осуществления; например, противоспирально намотанные полиэфирные нити) удаляются путем их отсечения с помощью вспарывателя швов или ножниц. Обычно разрывной шнур не используется под обычным оплетками, поскольку вытягивание разрывного шнура может сосредотачивать оплетки на элементах сердцевины, вызывая сосредоточенную нагрузку, например, на буферные трубки или другие элементы сердцевины, что может приводить к повреждению элементов сердцевины и/или встроенных в них оптических волокон.
[0105] Раскрытая здесь технология включает в себя использование экструдированной пленки, например оплеточных пленок 918, 922, для удержания жилы буферных трубок или других элементов 912 сердцевины. Использование непрерывной оплеточной пленки согласно различным раскрытым здесь вариантам осуществления облегчает использование разрывного шнура под оплеткой (т.е. непрерывной оплеточной пленкой) без вышеописанных неблагоприятных последствий, поскольку оплетка более равномерно распределяет нагрузку разрывного шнура на буферные трубки или другие элементы сердцевины, когда разрывной шнур прорезает оплетку. Таким образом, некоторые варианты осуществления включают в себя оплетку, например раскрытые здесь оплеточные пленки, с обычным разрывным шнуром под оплеткой, например, между соответствующей оплеткой и элементами сердцевины, связанными оплеточной пленкой.
[0106] В других вариантах осуществления элемент 936 типа разрывного шнура может присоединяться к оплеточной пленке 918 (или другим раскрытым здесь оплеточным пленкам) так, что оплеточная пленка 918 может отрываться с помощью элемента 936 типа разрывного шнура, например, путем их вытягивания. Элемент 936 типа разрывного шнура можно экструдировать в оплеточную пленку 918 и/или экструдировать совместно с ней. В некоторых вариантах осуществления элемент 936 типа разрывного шнура создает предпочтительное положение разрыва в оплеточной пленке 918. В некоторых подобных вариантах осуществления, в отличие от элементов разрыва в виде V-образных канавок и элементов разрыва в виде нарушений непрерывности материала, которые могут быть связаны с оболочками кабеля, раскрытые здесь элементы 936 типа разрывного шнура могут формироваться без потери прочности соответствующей трубки (например, оплеточной пленки 918). Кроме того, уникальность встроенного элемента 936 типа разрывного шнура состоит в том, что элемент 936 типа разрывного шнура располагается, в целом, снаружи вспарываемой поверхности 928, в отличие от внедренной в или под соответствующей поверхностью в некоторых вариантах осуществления, как показано на фиг. 17, что может противоречить интуиции конструкторов кабелей и может быть полезно благодаря расположению на большем удалении от оптических волокна в сердцевине и, таким образом, потенциальному снижению затухания на микроизгибах.
[0107] Согласно фиг. 17 элемент 936 типа разрывного шнура можно непрерывно экструдировать в ходе экструзии оплеточной пленки 918. В некоторых подобных вариантах осуществления для формирования элемента 936 типа разрывного шнура экструдируется более высокая концентрация материала оплеточной пленки 918. Соответственно элемент 936 типа разрывного шнура прочнее остальной оплеточной пленки 918. При вытягивании элемента 936 типа разрывного шнура разрыв оплеточной пленки 918 происходит в или вблизи положения элемента 936 типа разрывного шнура. Аналогично тому, как может осуществлять обычный разрывной шнур, элемент 936 типа разрывного шнура может давать быстрый и согласованный доступ к элементам 912 сердцевины под оплеточной пленкой 918.
[0108] Согласно иллюстративному варианту осуществления, по меньшей мере, одно положение по периметру оплеточной пленки 918 экструдируется до большей толщины, чем остальной периметр. Элемент 936 типа разрывного шнура может иметь толщину T2, которая, по меньшей мере, вдвое больше толщины T1 оплеточной пленки 918 и может отличаться геометрией, например, закругленным выступом, показанным на фиг. 17. Элемент 936 типа разрывного шнура можно захватывать плоскогубцами или пальцами и тянуть, вызывая разрыв оплеточной пленки 918 у или вблизи основания экструдированного элемента 936 типа разрывного шнура. В некоторых вариантах осуществления элемент 936 типа разрывного шнура имеет произведение модуля и ее площади поперечного сечения (EA), которая вдвое больше EA примыкающей оплеточной пленки 918 равной длины T3 периметра по обе ее стороны. Согласно иллюстративному варианту осуществления элемент 936 типа разрывного шнура может быть достаточно большой, чтобы легко идентифицироваться продавцом, осуществляющим доступ к кабелю 910, например, иметь поперечный размер T3 по меньшей мере 0,5 мм, например, по меньшей мере, 0,8 мм или даже, по меньшей мере, 1 мм в некоторых вариантах осуществления.
[0109] Преимущества элемента 936 типа разрывного шнура включают в себя тот факт, что в некоторых вариантах осуществления элемент 936 типа разрывного шнура (1) позволяет быстро осуществлять доступ к элементам сердцевины (например, буферным трубкам); (2) устраняет или снижает необходимость в дополнительных материалах разрывного шнура, оборудовании и процессах; (3) в случае экструдирования может быть непрерывной и может снижать или устранять необходимость в сращивании материалов разрывной шнур; (4) может формироваться из экструдированного материала, который может быть дешевле, чем обычные полиэфирные или арамидные разрывные шнуры; (5) допускает работу с помощью простых ручных инструментов, например плоскогубцев; (6) может снижать или устранять необходимость в острых лезвиях для доступа к сердцевине кабеля; и/или (7) не снижает прочность оплеточной пленки 918.
[0110] В некоторых вариантах осуществления элемент 936 типа разрывного шнура может отличаться цветом от оплеточной пленки 918 и/или оболочки 924, например, для упрощения визуальной идентификации элементов 936 типа разрывного шнура. В альтернативных вариантах осуществления раскрытую здесь технологию, например, оплеточные пленки и элементы типа разрывного шнура, можно использовать в проводящих кабелях, конфигурации которых аналогичны описанным здесь, или в смешанных проводниковых и оптоволоконных кабелях. В альтернативных вариантах осуществления раскрытую здесь технологию разрывного шнура можно использовать для оболочек кабеля, например, оболочек внутренних кабелей, микромодульных кабелей, выдувных миникабелей и/или канальных кабелей для облегчения доступ к их сердцевинам. Элемент 936 типа разрывного шнура может включать в себя, например, в основном любой термопласт, используемый для раскрытых здесь оплеточных пленок, например полипропилен, полиэтилен, поливинилхлорид, полиэфир, и/или нейлон, или другие материалы.
[0111] Согласно фиг. 18 в некоторых вариантах осуществления кабель и/или связанная сердцевина 1110 кабеля может включать в себя оплеточную пленку 1112, имеющую элемент 1114 типа разрывного шнура, аналогичную элементу 936 типа разрывного шнура, но элемент 1114 типа разрывного шнура альтернативно может включать в себя сложенный или гофрированный отрезок оплеточной пленки 1112. Складывание оплеточной пленки 1112 может обеспечивать отрезок повышенной прочности, и складывание также может обеспечивать локализованную концентрацию напряжения у основания 1116 элемента 1114 типа разрывного шнура для облегчения открытия разрывом оплеточной пленки 1112. Дополнительно элемент 1114 типа разрывного шнура может проходить, в целом, от наружного периметра 1118 связанной сердцевины 1110 кабеля в некоторых вариантах осуществления и может проходить, например, на расстояние D1, что позволяет захватывать элемент 1114 типа разрывного шнура кончиками пальцев и/или плоскогубцами, причем расстояние D1 равно, по меньшей мере, 1 мм, например, по меньшей мере, 2 мм и/или даже, по меньшей мере, 4 мм. Защемление, гофрировка и/или складывание оплеточной пленки 1112 для формирования элемента 1114 типа разрывного шнура может происходить вдоль производственной линии, например, непосредственно до формирования оболочки, в частности, если материал оплеточной пленки 1112 является растяжимым/упругим, как раскрыто выше. Сложенная оплеточная пленка 112 может подвергаться точечной или лазерной сварке у своего основания 1114 для удержания элемента 1114 типа разрывного шнура.
[0112] Согласно фиг. 19 в некоторых вариантах осуществления кабель 1210 и/или связанная сердцевина кабеля 1210 может включать в себя оплеточную пленку 1212, причем элемент типа разрывного шнура может включать в себя экструдированные полимерные (например, термопластичные) разрывные шнуры 1214 в форме сплошных полимерных полосок или шнуров, которые могут присоединяться напрямую к оплеточной пленке 1212 и/или могут располагаться под оплеточной пленкой 1212, аналогично обычным разрывным шнурам. Экструдированные полимерные разрывные шнуры в общем случае могут противоречить интуиции конструкторов кабелей, поскольку экструдированные полимеры (например термопласты, полиэтилен, полипропилен, полиамид) можно не рассматривать как материалы, достаточно прочные, чтобы прорываться через оболочку или армировку. Однако полимерные разрывные шнуры 1214 для раскрытых здесь оплеточных пленок 1212 может испытывать гораздо меньшую срезающую нагрузку. Согласно иллюстративному варианту осуществления такие элементы типа разрывного шнура могут формироваться из термопласта, более жесткого/прочного, чем материал соответствующей оплеточной пленки 1212, например, в отношении EA, как раскрыто выше (например, с увеличенной EA, по меньшей мере, вдвое) по сравнению со стенкой соответствующей оплеточной пленки, и таким образом, способного открывать путем разрыва оплеточную пленку 1212 при вытягивании. Полимерные разрывные шнуры 1214 могут формироваться из того же материала, что и оплеточная пленка, другие раскрытые здесь экструдируемые полимерные материалы, и/или термопласты и/или полимеры. Полимерные разрывные шнуры 1214 могут экструдироваться совместно с оплеточной пленкой 1212 и соединяться с ней, например, когезионно соединяться с ней. Альтернативно полимерные разрывные шнуры 1214 можно экструдировать последовательно с оплеточной пленкой 1212, например, до экструдирования оплеточной пленки 1212 на производственной линии (см., в целом, разрывной шнур 142, показанный на фиг. 4-6). Согласно любому из раскрытых здесь элементов типа разрывного шнура оптоволоконный кабель может включать в себя несколько таких элементов под оплеточной(ыми) пленкой(ами), например, два расположенные напротив друг от друга, например, три разнесенные друг от друга, по меньшей мере, на 30°, или другие количества и/или конфигурации элементов типа разрывного шнура.
[0113] Конструкция и конфигурации кабелей согласно различным иллюстративным вариантам осуществления приведены только для примера. Хотя в этом раскрытии подробно описано лишь несколько вариантов осуществления, возможны многочисленные модификации (например, вариации в размерах, конструкциях, формах и пропорциях различных элементов, значениях параметров, монтажных конфигурациях, используемых материалах, цветах, ориентациях), существенно не отклоняющиеся от новых принципов и преимуществ описанной здесь полезной модели. Например, в некоторых вариантах осуществления кабели включают в себя множественные слои или уровни элементов сердцевины, скрученных вокруг центрального несущего элемента 124, причем каждый слой включает в себя оплеточную пленку 126, удерживающую соответствующий слой, и оплеточная пленка 126 наружного(ых) слоя(ев) опосредованно окружает оплеточную пленку 126 внутреннего(их) слоя(ев). В рассматриваемых вариантах осуществления оплеточная пленка 126 не экструдируется, но формируется, например, из сваренной лазером ленты и/или теплосжимающегося материала. Некоторые элементы, показанные как совместно сформированные, можно построить из множественных частей или элементов, положение элементов можно менять на противоположное или иначе изменять, и природу или количество дискретных элементов или позиций можно изменять или варьировать. В некоторых рассматриваемых вариантах осуществления раскрытая здесь оплеточная пленка 126 с водозащитным порошком может функционировать как экструдированный водозащитный элемент, что позволяет производить непрерывный кабель без замены катушки водозащитной ленты; которая, например, может задерживать воду между армировкой (или другими наружными слоями кабеля 210) и сердцевиной 112, например, сердцевиной из уложенных в стопку оптоволоконных шлейфов или однотрубчатой сердцевиной, или между другими компонентами кабеля. Порядок или последовательность любого процесса, логического алгоритма или этапов способа может изменять или переупорядочивать согласно альтернативным вариантам осуществления. Другие замены, модификации, изменения и удаления также можно производить в отношении конструкции, условий эксплуатации и конфигурации различных иллюстративных вариантов осуществления, не выходя за рамки объема технологии настоящей полезной модели.
Реферат
Полезная модель относится к волоконно-оптическим кабелям. Оптоволоконный кабель включает в себя элементы сердцевины, намотанные по схеме скручивания, причем элементы сердцевины содержат трубки, окружающие оптические волокна. Оптоволоконный кабель дополнительно включает в себя оплеточную пленку, окружающую скрученные элементы сердцевины. Оплеточная пленка непрерывно проходит по периметру вокруг элементов сердцевины, образуя непрерывную замкнутую петлю при наблюдении в поперечном сечении, и непрерывно проходит вдоль отрезка кабеля длиной, по меньшей мере, метр. Кроме того, оплеточная пленка радиально натянута и противодействует поперечному наружному отклонению элементов сердцевины. Технический результат – снижение возможности затухания в кабелях. 2 з.п. и 19 ил.
Комментарии