Пленочный связующий материал для волоконно-оптического кабеля - RU166005U1
Код документа: RU166005U1
Чертежи












Описание
Родственные заявки
[0001] Настоящая заявка испрашивает приоритет заявки США №13/790329, поданной 8 марта 2013 года, и заявки США №61/705769, поданной 26 сентября 2012 года, содержание каждой из которых принято за основу и включено сюда посредством ссылки во всей своей полноте.
Уровень техники
[0002] Аспекты настоящей полезной модели в основном относятся к кабелям, таким как волоконно-оптические кабели, которые могут поддерживать и нести в себе оптические волокна, а также другие компоненты кабеля. Более конкретно, аспекты настоящей полезной модели относятся к пленочному связующему материалу для удерживания элементов кабеля, таких как буферные трубки, намотанных вокруг центрального силового элемента в сердцевине волоконно-оптического кабеля.
[0003] В волоконно-оптических кабелях типа «Loose Tube» («со свободным буфером») обычно применяются оплетки из пряжи с перекрестным переплетением, которые в виде встречной спиральной навивки намотаны вокруг сердцевины кабеля, чтобы сдерживать скрученные буферные трубки, содержащие оптические волокна, в частности, с такими конфигурациями буферных трубок, которые включают конфигурации с реверсированием направлений скрутки буферных трубок, где направление скрутки буферных трубок периодически меняется на обратное вокруг (прямолинейного) центрального силового элемента вдоль длины сердцевины. Центральный силовой элемент типично представляет собой стержень из жесткого материала. Буферные трубки обычно представляют собой цилиндрические трубки (как правило, с наружным диаметром от 2 до 3 мм), которые содержат оптические волокна. Пустое пространство внутри буферной трубки может быть сделано водоотталкивающим с помощью консистентной смазки.
[0004] Авторы настоящей заявки обнаружили, что скрученные буферные трубки, в частности, такие, которые скручены в знакопеременном порядке (методом «Reverse Oscillating Lay»), действуют как нагруженная двойная торсионная пружина со склонностью к раскручиванию и соответственно растягиванию вдоль длины кабеля. Оплетки из пряжи удерживают буферные трубки на участках реверсирования направлений скрутки. Однако применение оплеток из пряжи может ограничивать длину кабеля, который может быть изготовлен без остановки технологической линии. Например, вследствие конечных длин оплеток из пряжи на бобине технологическая линия может останавливаться каждые 20 километров (км) для переключения бобин. Остановка технологической линии и отключение компонентов снижает производительность. Кроме того, оплетки из пряжи могут создавать искажения или концентрации напряжений в скрученных буферных трубках, где оплетки из пряжи проходят поверх соответственных буферных трубок, потенциально обусловливая затухание в оптических волокнах. Уровень затухания находится в зависимости от натяжения в оплетках из пряжи, которое само может зависеть от числа, расположения, структуры и материалов буферных трубок, помимо прочих переменных параметров. Соответственно этому, применение оплеток из пряжи может ограничивать скорость работы крутильной машины, в зависимости от допустимого натяжения оплетки из пряжи. Существует потребность в системе связующего материала, которая позволяет ускорить изготовление кабелей, снизить вероятность затухания в оптических волокнах в кабелях (так, чтобы избежать точек нагрузки на буферные трубки), и/или обеспечивает эффективное изготовление таких длинномерных непрерывных кабелей.
[0005] Для этой цели заявители провели эксперименты по изготовлению скрученных кабельных сердцевин без оплеток из пряжи. В одном эксперименте заявители попытались экструдировать тонкую пленку поверх сердцевины из скрученных буферных трубок с удаленными оплетками из пряжи. Буферные трубки были предварительно приведены в скрученную форму вокруг сердцевины, и эта конфигурация сохранялась, когда были удалены оплетки из пряжи. Однако при экструзии тонкой пленки возникала «птичья клетка» (также называемая «птичьим гнездом»), или путаница скрученных буферных трубок, которая становилась все более и более отчетливой, пока технологическая линия не останавливалась. Заявители предполагают, что буферные трубки перемещались в осевом направлении, в результате чего выталкивались наружу и в сторону от центрального силового элемента, когда были удалены оплетки из пряжи. Оболочка охлаждалась (и сокращалась) недостаточно быстро, чтобы удерживать скрученные буферные трубки и в достаточной мере связывать скрученные буферные трубки с центральным силовым элементом кабеля. Вместо этого буферные трубки смещались в осевом направлении вследствие высвобождения упругих сил сжатой пружины и расширялись в конусе экструдата, создавая «птичью клетку».
[0006] В еще одном эксперименте заявители зафиксировали лентой по окружности только места реверсирования направлений скрутки буферных трубок, и затем экструдировали оболочку поверх обмотанных лентой скрученных буферных трубок. Однако «птичья клетка» образовывалась и в этом эксперименте, приводя к выпячиваниям в кабеле непосредственно перед каждой точкой реверсирования направлений скрутки буферных трубок вдоль длины кабеля. Заявители предполагают, что скрученные буферные трубки смещались в осевом направлении между участками реверсирования направлений скрутки. Высвобождение упругих сил пружинящих скрученных буферных трубок приподнимало буферные трубки от центрального силового элемента. Осевая нагрузка (натяжение) на скрученные элементы при действии конического экструдата затем смещала буферные трубки в осевом направлении, где накапливалась избыточная длина, пока не происходило соединение с лентой. В свете экспериментальных результатов, существует необходимость в связующей системе, которая преодолевает некоторые или все из недостатков, связанных с оплетками из пряжи, в то же время ограничивая и/или регулируя влияние раскручивания, смещения буферных трубок наружу и в осевом направлении вследствие упругих сил пружинящих скрученных буферных трубок и аксиальных нагрузок, обусловленных экструзией.
[0007] Патент США 4496214 раскрывает волоконно-оптический кабель, имеющий сердцевину с элементами, которые могут включать элементы ОЕ оптической передачи, состоящие из трубчатой оболочки UH и световодных волокон LW1 и LW2. Элементы ОЕ оптической передачи и вспомогательные элементы SE в сердцевине сплетены в переменном направлении скрутки, т.е. так называемым SZ-способом скрутки, где промежуточное покрытие US удерживает элементы сердцевины вместе. Промежуточное покрытие US может быть оплеткой, оберткой или тонким слоем пластика, который последовательно закрыт экструдированной внешней оболочкой МА. Патент′214 не раскрывает пленочный связующий материал, окружающий сердцевину, причем пленочный связующий материал находится в состоянии натяжения вокруг сердцевины, обеспечивая относительно высокую пружинистость пленочного связующего материала так, что пленочный связующий материал имеет возможность следовать форме сердцевинных элементов и не слишком сильно деформировать сердцевинные элементы, сокращая тем самым вероятность затухания в оптических волокнах.
Сущность полезной модели
[0008] Один вариант исполнения относится к волоконно-оптическому кабелю, который включает сердцевину и пленочный связующий материал, окружающий сердцевину. Сердцевина включает центральный силовой элемент и сердцевинные элементы, такие как буферные трубки, содержащие оптические волокна, где сердцевинные элементы скручены вокруг центрального силового элемента в конфигурации скрутки, включающей участки реверсирования направлений скрутки по направлению укладки сердцевинных элементов. Пленочный связующий материал находится в состоянии радиального натяжения вокруг сердцевины так, что пленочный связующий материал препятствует поперечному отклонению наружу сердцевинных элементов. Кроме того, пленочный связующий материал прилагает к сердцевинным элементам усилие, перпендикулярное центральному силовому элементу, таким образом, что контакт между сердцевинными элементами и центральным силовым элементом обеспечивает их связывание друг с другом, ограничивая аксиальное перемещение сердцевинных элементов относительно центрального силового элемента.
[0009] Еще один вариант исполнения относится к волоконно-оптическому кабелю, который включает сердцевину кабеля, имеющую по меньшей мере одно оптическое волокно, пленочный связующий материал, окружающий сердцевину, и частицы порошка. Пленочный связующий материал находится в состоянии натяжения вокруг сердцевины. Частицы порошка представляют собой частицы водопоглощающего порошка, которые включают суперабсорбентный полимер. По меньшей мере некоторые из частиц порошка присоединены к пленочному связующему материалу.
[0010] Еще один дополнительный вариант исполнения относится к способу изготовления волоконно-оптического кабеля, который включает стадию, в которой скручивают сердцевинные элементы вокруг центрального силового элемента в конфигурации скрутки, включающей участки реверсирования направлений скрутки по направлению укладки сердцевинных элементов. Сердцевинные элементы включают буферную трубку, окружающую по меньшей мере одно оптическое волокно, и один или многие дополнительные сердцевинные элементы. Один или многие дополнительные сердцевинные элементы включают по меньшей мере один элемент из стержневидного заполнителя и дополнительной буферной трубки. Способ включает стадию, в которой экструдируют пленочный связующий материал для охватывания сердцевинных элементов непосредственно после скрутки сердцевинных элементов, в пределах расстояния по меньшей мере десяти шагов свивки жгута от точки смыкания, где сердцевинные элементы объединяются в конфигурации скрутки сердцевины. Способ дополнительно может включать стадию, в которой сдерживают сердцевинные элементы, пока пленочный связующий материал сокращается и охлаждается, тем самым обеспечивая приложение нагрузки пленочным связующим материалом к скрученным сердцевинным элементам, прижимающей их к центральному силовому элементу, для предотвращения перемещения скрученных сердцевинных элементов в осевом направлении во время изготовления кабеля.
[0011] Дополнительные признаки и преимущества изложены в нижеследующем подробном Описании и отчасти будут без труда понятны квалифицированным специалистам в данной области техники из описания или будут выяснены при практической реализации вариантов исполнения, как описано в письменном описании и пунктах патентной формулы, а также на сопроводительных чертежах. Должно быть понятно, что как приведенное выше обобщенное описание, так и нижеследующее подробное описание, являются исключительно примерными и предназначены для создания общего обзора или структуры контекста для понимания природы и характера пунктов патентной формулы.
Краткое описание чертежей
[0012] Сопроводительные фигуры включены, чтобы обеспечить дополнительное понимание, и введены в это описание как его составная часть. Чертежи иллюстрируют один или более вариантов исполнения, и совместно с подробным описанием служат для разъяснения принципов и действий разнообразных вариантов исполнения. Как таковая, полезная модель станет более полно понятна из нижеследующего подробного описания, воспринимаемого в сочетании с сопроводительными чертежами, на которых:
[0013] Фиг. 1 представляет вид в разрезе волоконно-оптического кабеля согласно одному примерному варианту исполнения.
[0014] Фиг. 2А и 2В представляют схематические изображения пленочных связующих материалов согласно примерным вариантам исполнения.
[0015] Фиг. 3 представляет вид в разрезе волоконно-оптического кабеля согласно еще одному примерному варианту исполнения.
[0016] Фиг. 4-6 представляют схематические изображения кабелей, изготовляемых согласно разнообразным примерным вариантам исполнения.
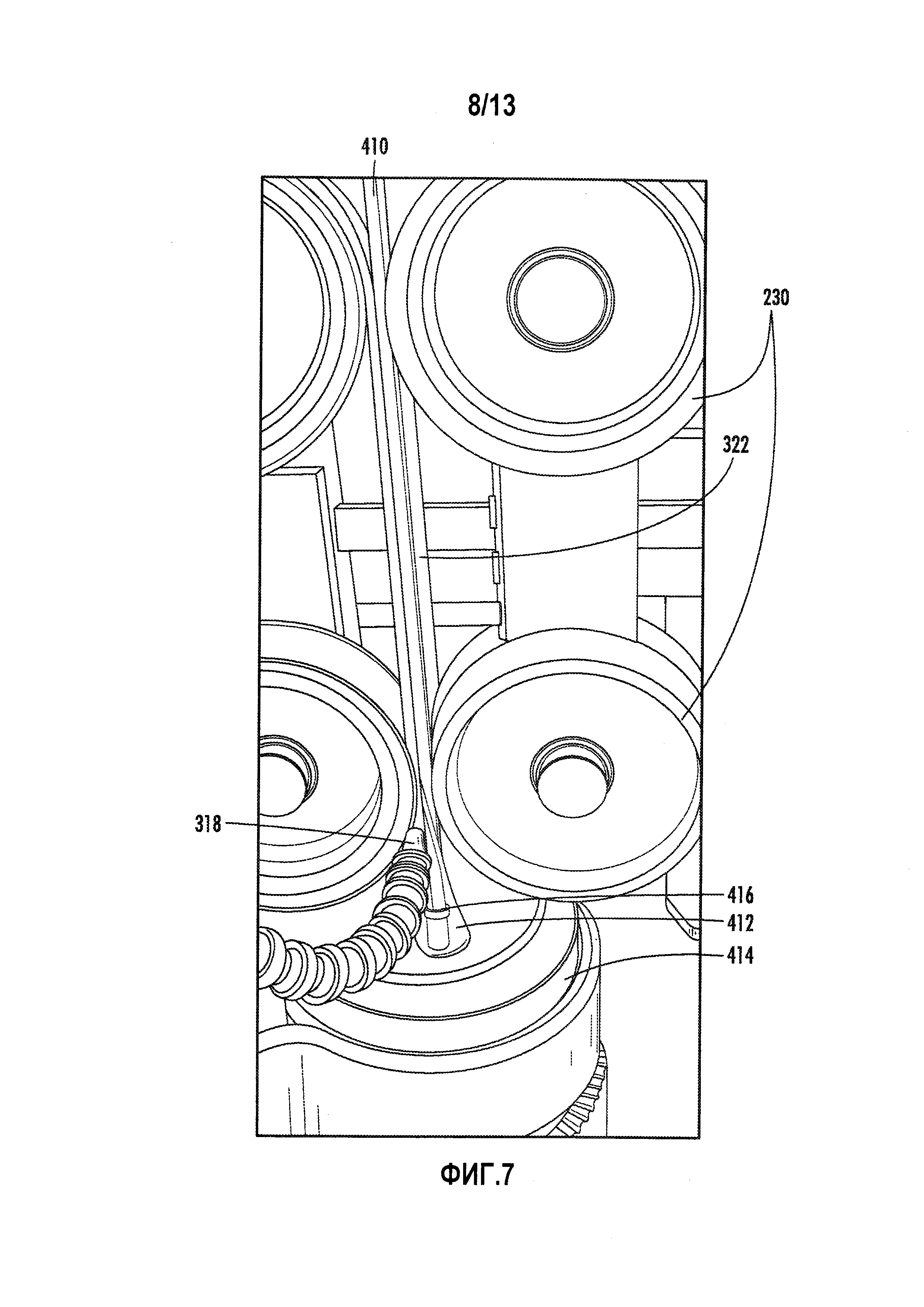
[0017] Фиг. 7 представляет перспективный вид пленочного связующего материала, экструдируемого вокруг сердцевины из скрученных элементов, согласно одному примерному варианту исполнения.
[0018] Фиг. 8 представляет цифровое изображение волоконно-оптического кабеля, имеющего сердцевину из скрученных элементов, соединенных пленочным связующим материалом соответственно фиг. 7, в оболочке согласно одному примерному варианту исполнения.
[0019] Фиг. 9 представляет график, изображающий зависимость теплового потока от температуры для полиэтиленовых и полипропиленовых образцов.
[0020] Фиг. 10 представляет цифровое изображение образца скрученных элементов, объединенных вокруг центрального силового элемента, с центральным силовым элементом, выступающим наружу из его концов таким образом, что образец конфигурирован для испытания на протаскивание, чтобы измерить силу сцепления, согласно одному примерному варианту исполнения.
[0021] Фиг. 11 представляет цифровое изображение образца из фиг. 10 в устройстве для испытания на протаскивание, с центральным силовым элементом, зафиксированным в зажиме, и устройства для испытание на растяжение, конфигурированного для протаскивания скрученных элементов в осевом направлении вверх относительно центрального силового элемента для определения силы сцепления, согласно одному примерному варианту исполнения.
[0022] Фиг. 12 представляет цифровое изображение сердцевины из скрученных элементов, соединенных пленочным связующим материалом согласно еще одному примерному варианту исполнения.
[0023] Фиг. 13 представляет цифровое изображение сердцевины из фиг. 12 с пленочным связующим материалом, оторванным от одного конца сердцевины для высвобождения скрученных элементов и центрального силового элемента, согласно одному примерному варианту исполнения.
[0024] Фиг. 14 представляет цифровое изображение сердцевины из фиг. 12 с продольным разрезом, проведенным через пленочный связующий материал с расположением на срединном участке, чтобы открыть доступ к скрученным элементам, согласно одному примерному варианту исполнения.
[0025] Фиг. 15 представляет цифровое изображение сердцевины из фиг. 12 со скрученными элементами, выведенными через разрез соответственно фиг. 14 и открытыми, чтобы обеспечить доступ к оптическим волокнам в них, согласно одному примерному варианту исполнения.
Подробное описание полезной модели
[0026] Перед обращением к нижеследующим подробному описанию и фигурам, которые подробно иллюстрируют примерные варианты исполнения, должно быть понятно, что настоящая соответствующая полезной модели технология не ограничивается деталями или методологией, изложенными в подробном описании или иллюстрированными на фигурах. Например, как будет понятно квалифицированным специалистам в этой области технологии, признаки и характерные свойства, связанные с вариантами исполнения, показанными на одной из фигур или описанными в тексте в отношении одного из вариантов исполнения, могут быть вполне применимыми к другим вариантам исполнения, показанным на еще одной из фигур и/или описанным где-нибудь еще в тексте.
[0027] Со ссылкой на фиг. 1, кабель в форме волоконно-оптического кабеля 110 может представлять собой кабель со свободным буфером для радиоэлектронного оборудования наружной установки, кабель для прокладки внутри помещений с огнестойкими/антипиреновыми свойствами, кабель для внутренней и наружной прокладки, или кабель еще одного типа, такой как межблочный кабель для соединения между центрами обработки данных с микромодулями, или гибридный волоконно-оптический кабель, включающий электропроводные элементы. Согласно одному примерному варианту исполнения, кабель 110 включает сердцевину 112 (например, сборочный узел, микромодуль), которая может быть размещена в центре кабеля 110 или где-то еще, и может быть только одной сердцевиной кабеля 110 или одной из нескольких сердцевин. Согласно одному примерному варианту исполнения, сердцевина 112 кабеля 110 включает сердцевинные элементы 114.
[0028] В некоторых вариантах исполнения сердцевинные элементы 114 включают трубку 116, такую как буферная трубка, окружающую по меньшей мере одно оптическое волокно 118, плотное буферное покрытие, окружающее оптическое волокно, или другую трубку. Согласно одному примерному варианту исполнения, трубка 116 может содержать два, четыре, шесть, двенадцать, двадцать четыре, или другое число оптических волокон 118. В предполагаемых вариантах исполнения, сердцевинные элементы 114, дополнительно или альтернативно, включают трубку 116 в форме диэлектрического изолятора, заключающую электропроводный провод или провода, такую как для гибридного кабеля.
[0029] В некоторых вариантах исполнения трубка 116 дополнительно включает водоблокирующий элемент, такой как гель (например, консистентная смазка, гель на нефтяной основе), или полимерный абсорбент (например, частицы суперабсорбентного полимера или порошка). В некоторых таких вариантах исполнения трубка 116 включает нить 120, несущую суперабсорбентный полимер (например, пропитанную им), такую как по меньшей мере одна водоблокирующая нить 120, по меньшей мере две таких нити, или по меньшей мере четыре таких нити на трубку 116. В других обсуждаемых вариантах исполнения трубка 116 включает суперабсорбентный полимер без отдельного носителя, например, так, что суперабсорбентный полимер является несвязанным или присоединен к внутренним стенкам трубки. В некоторых таких вариантах исполнения частицы суперабсорбентного полимера частично погружены в стенки трубки 116 (внутренние и/или наружные стенки трубки), или связаны с ними клеевым материалом. Например, частицы суперабсорбентного полимера могут быть пневматически напылены на стенки трубки 116 во время экструзии трубки 116, и встроены в трубку 116, когда трубка 116 является липкой, такой как из процессов экструзии.
[0030] Согласно одному примерному варианту исполнения, оптическое волокно 118 трубки 116 представляет собой стеклянное оптическое волокно, имеющее волоконно-оптическую сердцевину, окруженную оболочкой (показанной как кружок, охватывающий точку на фиг. 1). Некоторые такие стеклянные оптические волокна также могут включать одно или более полимерных покрытий. Оптическое волокно 118 трубки 116 в некоторых вариантах исполнения представляет собой одномодовое оптическое волокно, многомодовое оптическое волокно в других дополнительных вариантах исполнения, многожильное оптическое волокно в еще других вариантах исполнения. Оптическое волокно 118 может быть устойчивым к изгибанию (например, нечувствительное к изгибанию оптическое волокно, такое как оптическое волокно CLEARCURVE, производимое фирмой Corning Incorporated of Corning, Нью-Йорк). Оптическое волокно 118 может быть снабжено покрытием для цветовой маркировки и/или плотным буфером. Оптическое волокно 118 может быть одним из нескольких оптических волокон, уложенных в одной плоскости и связанных друг с другом в форме волоконной ленты.
[0031] Согласно одному примерному варианту исполнения, сердцевина 112 кабеля 110 включает многочисленные дополнительные сердцевинные элементы (например, удлиненные элементы, протяженные в продольном направлении по кабелю 110), в дополнение к трубке 116, такие как по меньшей мере три дополнительных сердцевинных элемента, по меньшей мере пять дополнительных сердцевинных элементов. Согласно одному примерному варианту исполнения, многочисленные дополнительные сердцевинные элементы включают по меньшей мере один элемент из стержневидного заполнителя 122 и/или дополнительной трубки 116′. В других обсуждаемых вариантах исполнения сердцевинные элементы 114 могут так же или альтернативно включать прямолинейные или скрученные электропроводные проволоки (например, медные или алюминиевые проволоки) или прочие элементы. В некоторых вариантах исполнения все сердцевинные элементы имеют примерно одинаковые размер и поперечное сечение (см. фиг. 1), таким образом, что являются круглыми и имеющими диаметры в пределах 10% от диаметра самого крупного из сердцевинных элементов 114. В других вариантах исполнения сердцевинные элементы 114 могут варьировать по величине и/или форме.
[0032] Со ссылкой теперь на фиг. 1-2, кабель 110 включает пленочный связующий материал 126 (например, мембрану), окружающий сердцевину 112, внешний относительно некоторых или всех сердцевинных элементов 114. Трубка 116 и многочисленные дополнительные сердцевинные элементы 116′, 122, по меньшей мере частично, стиснуты (то есть, удерживаются на месте), и напрямую или косвенно связаны между собой пленочным связующим материалом 126. В некоторых вариантах исполнения пленочный связующий материал 126 непосредственно контактирует с сердцевинными элементами 114. Например, натяжение Т в пленочном связующем материале 126 (см. также фиг. 2А) может прижимать сердцевинные элементы 114 к центральному силовому элементу 124 и/или друг к другу. Нагрузка от пленочного связующего материала 126 может дополнительно усиливать граничное сцепление (например, трение) между сердцевинными элементами 114 относительно друг друга и других компонентов кабеля 110, тем самым сдерживая сердцевинные элементы 114.
[0033] Согласно одному примерному варианту исполнения, пленочный связующий материал 126 включает полимерный материал (например, сформирован из него, сформирован главным образом из него, имеет некоторое количество его), такой как полиэтилен (например, полиэтилен низкой плотности, полиэтилен средней плотности, полиэтилен высокой плотности), полипропилен, полиуретан, или другие полимеры. В некоторых вариантах исполнения пленочный связующий материал 126 включает по меньшей мере 70% по весу полиэтилена, и может дополнительно включать стабилизаторы, инициаторы нуклеации, наполнители, огнезащитные добавки, армирующие элементы (например, штапелированное стекловолокно), и/или комбинации некоторых или всех таких дополнительных компонентов или прочих компонентов.
[0034] Согласно одному примерному варианту исполнения, пленочный связующий материал 126 формируют из материала, имеющего модуль Юнга 3 гигапаскаля (ГПа) или менее, тем самым обеспечивая относительно высокую эластичность или пружинистость пленочного связующего материала 126 таким образом, что пленочный связующий материал 126 может следовать форме сердцевинных элементов 114 и не слишком сильно деформировать сердцевинные элементы 114, сокращая тем самым вероятность затухания в оптических волокнах 118, соответствующих сердцевинным элементам 114. В других вариантах исполнения пленочный связующий материал 126 формируют из материала, имеющего модуль Юнга 5 ГПа или менее, 2 ГПа или менее, или с иной упругостью, которая может не быть относительно высокой.
[0035] Согласно одному примерному варианту исполнения, пленочный связующий материал 126 является тонким, таким как имеющим толщину 0,5 мм или менее (например, около 20 мил (0,51 мм) или менее по толщине, где «мил» составляет 1/1000 дюйма). В некоторых таких вариантах исполнения пленка имеет толщину 0,2 мм или менее (например, около 8 мил (0,2 мм) или менее), такую как более 0,05 мм и/или менее 0,15 мм. В некоторых вариантах исполнения толщина пленочного связующего материала 126 варьирует в диапазоне от 0,4 до 6 мил (0,01-0,15 мм), или представляет собой иную толщину. В предполагаемых вариантах исполнения пленка может быть свыше 0,5 мм и/или менее 1,0 мм по толщине. Например, в некоторых случаях пленочный связующий материал 126 имеет толщину, приблизительно соответствующую толщине типичного мешка для мусора. Толщина пленочного связующего материала 126 может быть меньше, чем одна десятая часть максимального размера поперечного сечения кабеля, такой как меньше одной двадцатой, меньше одной пятидесятой, меньше одной сотой части, тогда как в других вариантах исполнения пленочному связующему материалу 126 могут быть приданы иные размеры относительно величины поперечного сечения кабеля. В некоторых вариантах исполнения, когда сравнивают средние толщины поперечного сечения, оболочка 134 является более толстой, чем пленочный связующий материал 126, такой как по меньшей мере вдвое более толстой сравнительно с пленочным связующим материалом 126, по меньшей мере вдесятеро толще пленочного связующего материала 126, по меньшей мере в двадцать раз толще пленочного связующего материала 126. В других предполагаемых вариантах исполнения оболочка 134 может быть тоньше, чем пленочный связующий материал 126, такой как оболочка из нейлонового наружного слоя толщиной 0,4 мм, экструдированная поверх пленочного связующего материала толщиной 0,5 мм.
[0036] Толщина пленочного связующего материала 126 может быть неравномерной вокруг соединенных скрученных элементов 114. Заявители обнаружили некоторую миграцию материала пленочного связующего материала 126 во время изготовления. Например, ремни 322 (например, опорные поверхности, конвейерные ленты) ленточного транспортера 320, показанного на фиг. 4-6, прилагают сжимающие усилия к пленочному связующему материалу 126, которые могут до некоторой степени разглаживать пленочный связующий материал 126 на его противолежащих сторонах, когда пленочный связующий материал 126 затвердевает и сокращается для прижатия скрученных элементов 114 к центральному силовому элементу 124. По существу, «толщина» пленочного связующего материала 126, как используемого здесь, представляет собой усредненную толщину по периферии поперечного сечения. Например, в некоторой степени выровненные участки пленочного связующего материала 126, образованные ленточным транспортером 320, могут быть по меньшей мере на 20% тоньше, чем соседние с ними участки пленочного связующего материала 126, и/или средней толщины пленочного связующего материала 126.
[0037] Применение относительно тонкого пленочного связующего материала 126 обеспечивает быстрое охлаждение (например, порядка миллисекунд, как дополнительно обсуждается в отношении способа 310, показанного на фиг. 4-6) пленочного связующего материала 126 во время изготовления, и тем самым позволяет пленочному связующему материалу 126 незамедлительно удерживать сердцевинные элементы 114 на месте, таком в конкретной скрученной конфигурации, упрощая изготовление. Напротив, охлаждение может быть слишком медленным для предотвращения перемещения скрученных сердцевинных элементов, когда экструдирование полной или традиционной оболочки поверх сердцевины проводят без оплеток из пряжи (или пленочного связующего материала); или когда экструдируют даже относительно тонкую пленку без применения ленточного транспортера (например, ленточного транспортера, как показанного на фиг. 4; иногда называемого «гусеничной цепью»), или другого вспомогательного устройства. Однако в некоторых вариантах исполнения такие кабели рассматриваются как включающие раскрытую здесь технологию (например, соэкструдированные элементы для упрощения доступа, встроенный набухающий в воде порошок, и т.д.). Вслед за нанесением пленочного связующего материала 126 процесс изготовления может дополнительно включать нанесение более толстой оболочки 134 на наружную сторону пленочного связующего материала 126, тем самым повышая прочность и/или устойчивость к погодным условиям кабеля 110. В других предполагаемых вариантах исполнения окруженная пленочным связующим материалом 126 сердцевина 112 может быть использована и/или продана в качестве конечного продукта (см. в основном фиг. 2А и 2В).
[0038] Еще со ссылкой на фиг. 1, кабель 110 дополнительно включает центральный силовой элемент 124, который может представлять собой диэлектрический элемент жесткости, такой как заключенный в оболочку армированный стекловолокном композитный стержень. В других вариантах исполнения центральный силовой элемент 124 может представлять собой или включать стальной стержень, витой стальной тросик, растяжимые пряжу или волокна (например, жгут из арамида), или другие упрочняющие материалы. Как показано на фиг. 1, центральный силовой элемент 124 включает центральный стержень 128 и заключен в оболочку 130 из полимерного материала (например, полиэтилена, малодымного безгалогенного полимера).
[0039] Согласно одному примерному варианту исполнения, к наружной поверхности центрального силового элемента 124 присоединены частицы 132 порошка, такого как суперабсорбентный полимер и/или еще один порошок (например, тальк), или еще одного водопоглощающего компонента (например, водоблокирующей ленты, водоблокирующей нити). По меньшей мере некоторые из частиц 132 порошка могут быть частично погружены в наружную оболочку 130, или нанесены на нее пневматическим напылением частиц 132 поверх наружной оболочки 130, пока наружная оболочка 130 является липкой и/или находится в размягченном состоянии. Частицы 132 порошка могут усиливать или иным образом обусловливать сцепление между центральным силовым элементом 124 и сердцевинными элементами 114 вокруг центрального силового элемента 124.
[0040] Альтернативно или в дополнение к этому, частицы 132 могут быть присоединены к наружной оболочке 130 посредством клеевого материала. В некоторых вариантах исполнения центральный силовой элемент 124 включает стержень 128 без наружной оболочки, и частицы 132 могут быть присоединены к стержню 128. В обсуждаемых вариантах исполнения силовой элемент, такой как армированный стекловолокном стержень или заключенный в оболочку стальной стержень, включает суперабсорбентный полимер или другие частицы 132, присоединенные к его наружной поверхности, как было раскрыто выше, без элемента жесткости в качестве центрального силового элемента.
[0041] В некоторых вариантах исполнения сердцевинные элементы 114 являются скрученными (то есть, навитыми) вокруг центрального силового элемента 124. Сердцевинные элементы 114 могут быть скручены в повторяющейся знакопеременной конфигурации с реверсированием направлений скрутки, такой как так называемая S-Z-скрутка (в целом см. фиг. 4-6), или в других конфигурациях скрутки (например, винтовой). Пленочный связующий материал 126 может удерживать сердцевинные элементы 114 в скрученной конфигурации, упрощая доступ к оптическим волокнам 118 на срединном участке (см. фиг. 14-15) или на конце кабеля (см. фиг. 13) и изгибание кабеля, без высвобождающего сердцевинные элементы 114 натяжения с выходом наружу из места доступа или изгиба сердцевины 112 кабеля 110.
[0042] В других рассматриваемых вариантах исполнения сердцевинные элементы 114 не являются скрученными. В некоторых таких вариантах исполнения сердцевинные элементы 114 включают микромодули или оптические волокна с плотным буферным покрытием, которые ориентированы в основном параллельно друг другу внутри пленочного связующего материала 126. Например, кабельные пучки и/или кабельные межсоединения могут включать многочисленные микромодули, каждый из которых включает оптические волокна и растяжимую пряжу (например, арамид), где микромодули соединены друг с другом пленочным связующим материалом 126 (в общем, см. фиг. 2А и 2В). Некоторые такие кабели могут не включать центральный силовой элемент. Некоторые варианты исполнения предусматривают многочисленные сердцевины или субблоки, каждый из которых соединен пленочным связующим материалом 126, и совместно заключены в оболочку в одном и том же несущем/распределительном кабеле, возможно, будучи связанными вместе еще одним пленочным связующим материалом. Для некоторых таких вариантов исполнения могут быть ненужными для изготовления раскрытые здесь способы быстрого охлаждения/отверждения во время экструзии и создания радиального натяжения в пленочном связующем материале 126 для связывания с центральным силовым элементом 124.
[0043] Фиг. 3 включает кабель 210, имеющий некоторые компоненты, подобные кабелю 110, такие как пленочный связующий материал 126. Признаки кабеля 110 и кабеля 210 могут быть объединены и согласованы в различных комбинациях с образованием других кабелей согласно раскрытой здесь полезной модели.
[0044] Со ссылкой теперь на фиг. 1 и 3, в некоторых вариантах исполнения пленочный связующий материал 126 кабеля 110, 210 включает частицы 136 порошка, которые могут быть использованы для обеспечения гидрофобности и/или для регулирования связывания (например, расцепления) смежных поверхностей в кабеле 110. В некоторых вариантах исполнения частицы 132, 136 порошка имеют средний максимальный размер поперечного сечения 500 микрометров (мкм) или менее, такой как 250 мкм или менее, 100 мкм или менее. Соответственно этому, частицы 132, 136 порошка могут быть крупнее, чем водоблокирующие частицы, которые могут быть использованы внутри трубок 116, будучи импрегнированными в пряжу или погруженными во внутренние стенки трубок 116, как было раскрыто выше, которые могут иметь средний максимальный размер поперечного сечения менее 75 мкм, для уменьшения затухания на микроизгибах оптических волокон.
[0045] В некоторых вариантах исполнения по меньшей мере некоторые из частиц 136 порошка связаны непосредственно или косвенно с пленочным связующим материалом 126 (например, присоединены к нему напрямую, приклеены к нему, будучи в контакте с ним), таким образом, что связаны с поверхностью пленочного связующего материала 126, связаны с наружной поверхностью пленочного связующего материала 126, связаны с внешней поверхностью пленочного связующего материала 126 и/или с внутренней поверхностью пленочного связующего материала 126. Согласно одному примерному варианту исполнения, по меньшей мере некоторые из частиц 136 порошка частично погружены в пленочный связующий материал 126, будучи частично утопленными под окружающую плоскость поверхности пленочного связующего материала 126, в то же время частично выступая наружу из поверхности пленочного связующего материала 126; или же, иначе говоря, имеют одну часть их, утопленную в пленочный связующий материал 126, и еще одну часть, открытую наружу. В некоторых вариантах исполнения для повышения контактного давления на трубки может быть использована вращающаяся фильера.
[0046] Частицы 136 порошка могут быть присоединены к пленочному связующему материалу 126 пневматическим напылением частиц порошка на пленочный связующий материал 126, внутрь связанного с этим конического экструдата и снаружи него (см. также фиг. 7), как дополнительно обсуждается ниже в отношении фиг. 4-6. Пневматическое напыление также может облегчать быстрое охлаждение пленочного связующего материала 126. В другом варианте исполнения для побуждения частиц 136 порошка внедряться в пленочный связующий материал 126 или иным образом связываться с ним могут быть применены статическое электричество или другие средства. В других вариантах исполнения для присоединения частиц 136 порошка к пленочному связующему материалу 126 могут быть использованы клеи или другие средства прикрепления. Применением пленочного связующего материала 126 в качестве носителя для частиц суперабсорбентного полимера может быть устранена необходимость в водоблокирующей ленте между сердцевиной и компонентами кабеля снаружи сердцевины, а также исключена необходимость в оплетке из пряжи, чтобы удерживать водоблокирующую ленту на месте. В других дополнительных вариантах исполнения частицы порошка могут присутствовать, будучи несвязанными и/или не присоединенными к пленочному связующему материалу 126. В предполагаемых вариантах исполнения пленочный связующий материал 126 может быть покрыт сплошным водоблокирующим материалом/слоем, или может включать водоблокирующие элементы других типов, или же не содержать водоблокирующие элементы.
[0047] Согласно одному примерному варианту исполнения, частицы 132, 136 порошка включают частицы суперабсорбентного полимера, и количество частиц суперабсорбентного полимера составляет менее 100 граммов на квадратный метр площади поверхности (г/м2) соответственного компонента, с которым связаны частицы порошка (центрального силового элемента 124 или пленочного связующего материала 126). В некоторых таких вариантах исполнения количество частиц суперабсорбентного полимера составляет между 20 и 60 г/м2, такое как между 25 и 40 г/м2. Согласно одному примерному варианту исполнения, количество суперабсорбентного полимера или других водоблокирующих элементов, применяемых в кабеле, является по меньшей мере достаточным для задержания водопроводной воды под давлением столба воды высотой один метр на протяжении одного метра длины кабеля 110, 210, согласно промышленному стандарту на испытание проникновения воды, которое может соответствовать вышеуказанным количествам, в зависимости от других характеристик соответствующего кабеля 110, 210, таких как пространство в промежутках между сердцевинными элементами 114.
[0048] Согласно одному примерному варианту исполнения, по меньшей мере некоторые из частиц 136 порошка размещены на внутренней поверхности пленочного связующего материала 126 (см. фиг. 1) между пленочным связующим материалом 126 и сердцевинными элементами 114. В дополнение к блокированию воды, такое расположение может уменьшать адгезию между пленочным связующим материалом 126 и сердцевинными элементами 114 во время изготовления кабеля 110, 210 в ситуации, если пленочный связующий материал 126 является липким после экструзии или других производственных подходов, таких как лазерная сварка или термическое размягчение. Альтернативно или в сочетании с этим, в некоторых вариантах исполнения по меньшей мере некоторые из частиц 136 порошка размещены на наружной поверхности пленочного связующего материала 126 (см. фиг. 3).
[0049] Частицы 136 порошка, размещенные на наружной поверхности пленочного связующего материала 126, могут обеспечивать блокирование воды между пленочным связующим материалом 126 и компонентами кабеля 210 снаружи него, такими как металлическая или диэлектрическая броня 138 (фиг. 3), или микромодули снаружи сердцевины 112. Броня 138, как показанная на фиг. 3, может представлять собой гофрированную оболочку из стали или другого металла, и также может служить в качестве провода заземления, такого как для гибридных волоконно-оптических кабелей, имеющих раскрытые здесь признаки. Применение пленочного связующего материала вместо более толстого слоя позволяет создать более узкую конструкцию «легкой брони», где отсутствует оболочка между броней 138 и сердцевиной 112. В альтернативном варианте, броня 138 может быть диэлектрической, такой как сформированной из жесткого полимера (например, некоторых форм поливинилхлорида).
[0050] Согласно одному примерному варианту исполнения, вкрапления 140 внедренного материала (фиг. 3) в оболочке 134, такие как узкие полоски соэкструдированного полипропилена, встроенные в полиэтиленовую оболочку 134, могут создавать участки отрыва для упрощения вскрытия оболочки 134. В альтернативном варианте, вскрытие оболочки 134 могут облегчать разрывные шнуры 142 (фиг. 1) в оболочке 134 или рядом с нею. Частицы 136 порошка могут дополнительно облегчать зачистку оболочки с сердцевины 112 в результате расцепления поверхностей, смежных с частицами 136 порошка. По существу, в зависимости от размещения частиц 136 порошка, частицы 136 могут облегчать отсоединение оболочки 134 от пленочного связующего материала 126, такого как для показанного на фиг. 1 кабеля 110, где оболочка 134 и пленочный связующий материал 126 примыкают друг к другу (то есть, частицы 136, размещенные между оболочкой 134 и пленочным связующим материалом 126), и/или могут облегчать отсоединение пленочного связующего материала 126 от сердцевинных элементов 114 (то есть, частицы 136, размещенные между пленочным связующим материалом 126 и сердцевинными элементами 114).
[0051] В некоторых вариантах исполнения оболочка 134 и пленочный связующий материал 126 могут смешиваться между собой во время экструзии оболочки 134 поверх пленочного связующего материала 126, в частности, если оболочка 134 и пленочный связующий материал 126 сформированы из одного и того же материала без частиц 136 порошка между ними. В других вариантах исполнения оболочка 134 и пленочный связующий материал 126 могут оставаться разделенными, или по меньшей мере частично отделенными друг от друга так, что каждый из них визуально различим по отдельности, когда кабель 110, 210 рассматривают в поперечном сечении. В некоторых вариантах исполнения пленочный связующий материал 126 и оболочка 134 не окрашены одинаково между собой. Например, они могут быть окрашены в визуально различимые цвета, имеющие различие в «тоне» цветовой шкалы Манселла по меньшей мере на 3 единицы. Например, оболочка 134 может быть черной, тогда как пленочный связующий материал 126 может быть белым или желтым, но оба включают полиэтилен (например, главным образом состоят из него, состоят по меньшей мере на 70% по весу).
[0052] В некоторых предполагаемых вариантах исполнения оболочка 134 является непрозрачной, такой как окрашенная в черный цвет и/или включающая поглощающие ультрафиолетовое излучение добавки, такие как сажа; но пленочный связующий материал 126 является просвечивающим и/или окрашенным в «натуральный» цвет полимером, без добавочного окрашивания, таким образом, что менее 95% видимого света отражаются или поглощаются пленочным связующим материалом 126. Соответственно этому, по меньшей мере в некоторых таких вариантах исполнения, при вскрытии или отворачивании оболочки 134 от пленочного связующего материала 126 и сердцевины 112 трубка 116 и по меньшей мере некоторые из многочисленных дополнительных сердцевинных элементов 114 являются по меньшей мере частично видимыми сквозь пленочный связующий материал 126, в то же время будучи сжатыми пленочным связующим материалом 126, который не вскрыт и не поврежден, чтобы быть видимыми при направлении света от 25-ваттной электрической лампы белого света с 20-градусным пучком непосредственно на пленочный связующий материал 126 с расстояния в один метр или менее в не освещенном иным образом помещении. В предполагаемых вариантах исполнения сердцевина включает ленту или шнур (например, полимерный разрывной шнур), размещенный под пленочным связующим материалом 126 и видимый сквозь пленочный связующий материал 126, который может включать маркировки относительно содержимого сердцевины 112 или конкретного размещения вдоль длины кабеля 110.
[0053] Согласно одному примерному варианту исполнения, пленочный связующий материал 126 является непрерывным по окружности вокруг сердцевины, образуя сплошную замкнутую петлю (например, закрытую трубку), когда его рассматривают в поперечном сечении, как показано на фиг. 1-3, и также непрерывным в продольном направлении вдоль длины кабеля 110, 210, где длина кабеля 110, 210 составляет по меньшей мере 10 метров (м), является такой, как по меньшей мере 100 м, по меньшей мере 1000 м, и может храниться на крупной катушке. В других обсуждаемых вариантах исполнения кабель 110, 210 имеет длину менее 10 м.
[0054] В некоторых вариантах исполнения, по окружности поперечного сечения пленочного связующего материала 126, пленочный связующий материал 126 принимает форму примыкающих к нему сердцевинных элементов 114 и проходит в основном прямолинейно над промежутками 144 (фиг. 2А) между сердцевинными элементами 114, что, в некоторых вариантах исполнения, может обусловливать по существу многоугольную форму пленочного связующего материала 126 со скругленными вершинами, где число сторон многоугольника соответствует числу смежных сердцевинных элементов 114.
[0055] В некоторых вариантах исполнения пленочный связующий материал 126 изгибается дугой в промежутки 144 (фиг. 2В) так, что пленочный связующий материал 126 не проходит по касательной между смежными сердцевинными элементами 114, но вместо этого принимает волнистую форму между вогнутыми дугами 146 и выпуклыми дугами 148 вдоль периферии скрученных элементов 114 и промежутков 144 между ними. Вогнутые дуги 146 могут не быть идеальными круговыми дугами, но вместо этого могут иметь средний радиус кривизны, который является большим, чем радиус одного или всех скрученных элементов 114 и/или центрального силового элемента 124. Иначе говоря, степень вогнутости вогнутых дуг 146 является меньшей, чем степень выпуклости выпуклых дуг 148. Заявители предполагают, что изгибание дугой между вогнутыми дугами 146 и выпуклыми дугами 148 ограничивает скрученные элементы 114, препятствуя раскручиванию скрученных элементов 114 вокруг центрального силового элемента 124. Вакуумирование внутренности конического экструдата (см. полость 316 на фиг. 4-6; см. также фиг. 7) может повышать скорость выведения экструдата, и может облегчать формирование вогнутых дуг 146. Кроме того, заявители полагают, что дугообразное изгибание и вогнутые дуги 146 увеличивают жесткость пленочного связующего материала 126 на скручивание.
[0056] Применение непрерывного пленочного связующего материала 126 может блокировать доступ воды, способной проникнуть в сердцевину 112. В других вариантах исполнения пленочный связующий материал 126 включает точечные проколы или иные отверстия. В некоторых предполагаемых вариантах исполнения пленочные связующие материалы могут быть экструдированы в форме сетки с перекрестным переплетением пленочных лент, или в виде спиральной) или встречно-спиральной полоски(-ок) пленочного связующего материала, таким как полученное с использованием вращающихся Т-образных головок или фильерных пластин. Вращаться могут либо сердцевина, либо Т-образная головка, и сердцевина может вращаться с иной скоростью, нежели Т-образная головка, или наоборот. В других обсуждаемых вариантах исполнения в качестве связующего материала 126 может быть использована предварительно сформованная завитая или С-образная трубка, где с нею соединена сердцевина 112.
[0057] Еще раз со ссылкой на фиг. 2А-2В, в некоторых вариантах исполнения пленочный связующий материал 126 находится в состоянии натяжения Т вокруг сердцевины 112, где окружное напряжение относительно равномерно распределяется вокруг поперечного (то есть, в поперечном сечении) периметра пленочного связующего материала 126, где пленочный связующий материал 126 перекрывает (например, контактирует непосредственно или косвенно) элементы сердцевины 112. По существу, пленочный связующий материал 126 противодействует выгибанию сердцевинных элементов 114 наружу в поперечном направлении относительно остального кабеля 110, 210, обусловленному обращенной наружу торсионной силой упругости S-Z-скрученных сердцевинных элементов 114, продольным выгибанием нескрученных сердцевинных элементов 114, таких как прямые нити из стекловолокна, или другой нагрузкой. По существу, натяжение Т в пленочном связующем материале 126 может улучшать стабильность и целостность кабеля, например, при сдавливании кабеля 110, 210.
[0058] В некоторых вариантах исполнения натяжение Т пленочного связующего материала 126 создает распределенную нагрузку по меньшей мере 5 Ньютонов (Н) на метр (м) длины кабеля 110, 210, которая может быть измерена способом, в котором измеряют средний диаметр неповрежденного пленочного связующего материала 126, охватывающего сердцевинные элементы 114, затем вскрывают пленочный связующий материал 126, удаляют сердцевинные элементы 114, оставляют пленочный связующий материал 126 на время для сокращения его до ненапряженного состояния (например, по меньшей мере на один день, в зависимости от материала) при постоянной температуре, затем измеряют уменьшение размера пленочного связующего материала 126 по направлению ширины (то есть, сравнительно со средним размером периметра). Натяжение Т представляет собой нагрузку, необходимую для растяжения пленочного связующего материала 126 до исходной ширины.
[0059] Со ссылкой теперь на фиг. 4-6, пленочный связующий материал 126 (показанный как конический экструдат, стягиваемый вокруг сердцевины 112 вдоль направления L технологической линии) может быть нанесен в соответствии с процессом изготовления или способом 310, который может включать скручивание (см. также фиг. 7). В некоторых таких вариантах исполнения сердцевинные элементы 114 (см. также фиг. 1-3) (например, буферные трубки) скручивают с помощью протяженного через Т-образную головку осциллирующего наконечника 312 и с выходом в полость 316, окруженную коническим экструдатом пленочного связующего материала 126, как показано на фиг. 4-6. В некоторых вариантах исполнения пленочный связующий материал 126 экструдируют вокруг сердцевинных элементов 114 непосредственно после того, как сердцевинные элементы 114 становятся скрученными вокруг центрального силового элемента 124, то есть, в пределах расстояния по меньшей мере десяти шагов свивки (например, в пределах шести шагов свивки) жгута от точки смыкания сердцевинных элементов 114, где сердцевинные элементы 114 совместно поступают на задний конец крутильной машины в скрученной конфигурации сердцевины 112. Непосредственное сближение крутильной машины и экструдера существенно помогает крутильной машине компенсировать проскальзывание между скрученными элементами 114 и центральным силовым элементом 124, такое как обусловленное вытягиванием конического экструдата (перед связыванием между скрученными элементами 114 и центральным силовым элементом 124 посредством пленочного связующего материала 126 и/или ленточного транспортера 320).
[0060] Определение шага свивки спирально скрученных элементов согласно промышленному стандарту (например, шага спиральной свивки) представляет расстояние в продольном направлении вдоль кабеля (и вдоль центрального силового элемента, если он присутствует) для полного оборота скрученных элементов вокруг продольной оси кабеля (например, длины через центр единственной винтовой спирали). Определение согласно промышленному стандарту шага свивки скрученных элементов с чередованием направлений скрутки, таких как SZ-скрученных элементов, представляет расстояние в продольном направлении между точками реверсирования скрутки, разделенное на сумму оборотов скрученных элементов (таких как оборотов вокруг центрального силового элемента) между точками реверсирования, которое может включать долю оборота; подобно «среднему» шагу спиральной свивки.
[0061] В полости 316 и снаружи конического экструдата пленочного связующего материала 126, в пленочный связующий материал 126 могут быть внедрены частицы 136 порошка (см. фиг. 6), такие как частицы суперабсорбентного порошка (например, Cabloc® GR-111), посредством пневматической подачи, например, будучи переносимыми и осаждаемыми вихреобразно закрученным или турбулентным потоком воздуха в камеру 314 (фиг. 6) снаружи конического экструдата пленочного связующего материала 126, и/или будучи затянутыми высоконапорным потоком воздуха с помощью сопла Вентури и тем самым переносимыми с ускорением и затем высвобождением из потока воздуха с использованием стандартного сопла внутрь или по направлению конического экструдата пленочного связующего материала 126. Согласно такому варианту исполнения, количество движения частиц 136 порошка заставляет их сталкиваться со стенками расплавленного конического экструдата пленочного связующего материала 126. Сила удара и состояние экструдата (например, полиэтилена) обусловливают механическое сцепление частиц с пленочным связующим материалом 126, но могут не задерживать удлинение экструдата, позволяя экструдату продолжать вытягивание/усадку в относительно тонкую пленку, которая может формироваться с плотным прижатием к сердцевинным элементам 114.
[0062] Потоки воздуха, переносящие частицы 136 порошка, могут быть синергически использованы для ускорения охлаждения пленочного связующего материала 126 и могут быть к тому же применены дополнительно для придания формы или истончения пленочного связующего материала 126. Для еще большего убыстрения охлаждения пленочного связующего материала 126 могут быть использованы дополнительные потоки охлаждающей текучей среды 318 (например, сухого воздуха, если поверхность (-и) связанного с этим пленочного связующего материала 126 содержит частицы суперабсорбентного полимера; тонкодисперсного водяного тумана или водяной ванны, если поверхности не имеют частиц суперабсорбентного полимера), чтобы пленочный связующий материал 126 был в достаточной мере охлажден и отвержден для обжатия сердцевинных элементов 114 в пределах долей секунды после скручивания сердцевинных элементов 114. Кроме того, потоки воздуха, переносящие частицы 136 порошка, могут быть позиционированы на противоположных сторонах пленочного связующего материала для регулирования формы пленочного связующего материала 126 и/или предотвращения искажения пленочного связующего материала 126. Налипание частиц 136 на пленочный связующий материал 126 может содействовать присутствию частиц 136 во время вскрытия кабеля для доступа к его концу или середине.
[0063] В некоторых вариантах исполнения пленочный связующий материал 126 является сплошным и водонепроницаемым, что может предотвращать поглощение частицами 136 порошка (например, частицами суперабсорбентного полимера), находящимися внутри пленочного связующего материала 126, влаги или воды с наружной стороны пленочного связующего материала 126. Для предотвращения аксиальной миграции воды по наружной стороне пленочного связующего материала 126, между пленочным связующим материалом 126 и дополнительными слоями кабеля, такими как металлическая броня, неметаллическая броня, дополнительные элементы жесткости, и/или дополнительная наружная оболочка поверх сердцевины кабеля; частицы 136 порошка могут быть нанесены на наружную сторону пленочного связующего материала 126, пока пленочный связующий материал 126 еще расплавлен, и непосредственно перед подхватыванием кабеля 110, 210 предотвращающим скручивание ленточным транспортером 320. Ленточный транспортер 320 может быть особенно полезен для конфигураций реверсивной скрутки, таких как так называемые «SZ»-скрутки, поскольку ленточный транспортер 320 удерживает и ограничивает участок реверсирования направления скрутки. По существу, ленточный транспортер предпочтительно размещают в пределах дистанции по меньшей мере одного шага свивки жгута от точки смыкания сердцевинных элементов 114, где сердцевинные элементы 114 совместно поступают на задний конец крутильной машины в скрученной конфигурации сердцевины 112. Экструзионная головка 414 и конический экструдат (см. фиг. 7) размещены между крутильной машиной и ленточным транспортером 320.
[0064] В особенности при скрученных расположениях сердцевинных элементов 114, которые включают конфигурации намотки с реверсированием направлений скрутки (например, S-Z-скрутку), антиторсионный ленточный транспортер 320 может служить для приложения противоположного крутящего момента, создаваемого натяжением и вращением сердцевинных элементов 114. Ремни 322 антиторсионного ленточного транспортера 320 могут быть сведены вместе так, что ремни 322 выставлены по центральной линии кабеля 110, 210, что позволяет автоматически корректировать зазор между ремнями для различных диаметров кабеля. Согласно одному примерному варианту исполнения, ленточный транспортер 320 размещают в пределах 100 мм от точки выхода из осциллирующего наконечника 312 или от точки смыкания сердцевинных элементов 114, где сердцевинные элементы 114 объединяются друг с другом, приходя в контакт между собой и/или с центральным силовым элементом (см., например, центральный силовой элемент 124, как показанный на фиг. 1). Тесное сближение ленточного транспортера 320 и точки смыкания сердцевинных элементов 114 предотвращает раскручивание сердцевинных элементов 114, когда направление скрутки изменяется на обратное. Ленточный транспортер 320 также изолирует натяжение отдельных сердцевинных элементов 114 на его входной стороне, сокращая вероятность искажения желательных форм пленочного связующего материала при формировании сердцевины 112 (см. также фиг. 1-3). Кроме того, ленточный транспортер 320 обеспечивает возможность быстрого охлаждения пленочного связующего материала 126, в то же время без нагрузки от высвобождающихся сил упругости скрученных элементов 114 (которые вместо него зажаты ремнями ленточного транспортера 320). По существу, пленочный связующий материал 126 способен охлаждаться и стягиваться до такой степени, чтобы прилагать нагрузку к скрученным элементам 114, прижимающую элементы 114 к центральному силовому элементу 124, обеспечивая сцепление между ними. Без ленточного транспортера 320 и/или пневматического охлаждения потоком 318 воздуха пленочный связующий материал 126 может испытывать направленное наружу воздействие высвобождающихся сил упругости в скрученных элементах 114 во время охлаждения (то есть, пленочный связующий материал затвердевает, будучи растягиваемым наружу) так, что полученный готовый охлажденный пленочный связующий материал 126 может не обеспечивать достаточной связывающий силы между скрученными элементами 114 и центральным силовым элементом 124, чтобы предотвращать образование «птичьей клетки», приводя к выпячиваниям на конечном кабеле в точках реверсирования скрученных элементов 114. Когда сердцевина выходит из ленточного транспортера 320, сердцевинные элементы 114 уже сдерживаются от раскручивания затвердевшим пленочным связующим материалом 126. В предполагаемых вариантах исполнения ленточный транспортер 320 может быть дополнительно использован для охлаждения (например, включает охлаждающие ремни) и/или может включать серию фасонных роликов, таких как имеющих канавку, вдоль которой зажимается сердцевина 112.
[0065] Согласно одному примерному варианту исполнения, пленочный связующий материал 126 сохраняет целостность сердцевины 112 во время последующих этапов обработки, которые могут включать резкие изгибы кабеля 110, 210, и/или нанесение дополнительных компонентов кабеля. В некоторых вариантах исполнения пленочный связующий материал 126 имеет дополнительный благоприятный признак в отношении удаления инициированием разрыва (см. фиг. 12), такой как разрывные шнуры 142, размещенные под пленочным связующим материалом 126 (см. разрывные шнуры 142 над и под пленочным связующим материалом 126, как показано на фиг. 1). Пленочный связующий материал 126 распределяет нагрузку от таких разрывных шнуров 142 по более обширной площади сердцевинных элементов 114 (по сравнению с разрывными нитями под оплеткой из пряжи), что снижает давление на сердцевинные элементы 114 во время разрыва.
[0066] Опять со ссылкой на фиг. 4-6, способ 310 изготовления волоконно-оптического кабеля 110, 210 включает стадии, в которых скручивают сердцевинные элементы 114 вокруг центрального силового элемента 124, формируют пленочный связующий материал 126 с охватыванием сердцевинных элементов 114 и по меньшей мере частичным сдерживанием сердцевинных элементов 114, пока пленочный связующий материал 126 затвердевает и сокращается, и/или экструдируют оболочку 134 кабеля 110, 210 вокруг пленочного связующего материала 126. Оболочка 134 может быть более толстой, чем пленочный связующий материал 126. Сердцевинные элементы 114 включают трубку 116, заключающую в себе по меньшей мере одно оптическое волокно 118, и многочисленные дополнительные сердцевинные элементы 114, такие как по меньшей мере один стержневидный заполнитель 112 и дополнительная трубка 116′. В некоторых таких вариантах исполнения пленочный связующий материал 126 включает слой материала (например, содержит его, состоит по существу из него, состоит из него), имеющего модуль Юнга 3 гигапаскаля (ГПа) или менее. В некоторых таких вариантах исполнения способ 310 дополнительно включает стадии, в которых формируют пленочный связующий материал 126 таким образом, что пленочный связующий материал 126 имеет толщину 0,5 мм или менее, и активно охлаждают пленочный связующий материал 126. Когда пленочный связующий материал 126 охлаждают, например, потоком охлаждающего воздуха, и сердцевину 112 поддерживают ленточным транспортером 320, пленочный связующий материал 126 претерпевает усадку вокруг сердцевинных элементов 114 для обжатия сердцевинных элементов 114 так, что сердцевинные элементы 114 соединяются с центральным силовым элементом 124 под натяжением Т пленочного связующего материала 126, и так, что сила сцепления (например, сила статического трения) между сердцевинными элементами 114 и центральным силовым элементом 124 ограничивает миграцию сердцевинных элементов 114 по осевому направлению и наружу от центрального силового элемента 124. В некоторых таких вариантах исполнения способ 310 дополнительно включает стадию, в которой перемещают частицы 132, 136 порошка и направляют частицы 132, 136 порошка в сторону пленочного связующего материала 126 и/или центрального силового элемента 124, пока пленочный связующий материал 126 и/или наружная оболочка 130 являются, по меньшей мере частично, текучими (например, липкими). По меньшей мере некоторые из частиц 132, 136 порошка частично внедряются внутрь пленочного связующего материала 126 и/или наружной оболочки 130 при охлаждении.
[0067] Такой способ 310 изготовления может устранить необходимость в некоторой части или во всей оплетке из пряжи и водоблокирующей ленте, описанных в разделе «Уровень техники», и заменить такие компоненты непрерывно экструдируемым пленочным связующим материалом 126, который может иметь частицы 136 суперабсорбентного полимера, погруженные под внутреннюю поверхность пленочного связующего материала 126, и/или нанесенные на наружную поверхность пленочного связующего материала 126. В дополнение, пленочный связующий материал 126 может сдерживать участки реверсирования направлений скрутки скрученных сердцевинных элементов 114 в радиальном направлении. Разрывные шнуры 142, вкрапления 140 внедренного материала или иные средства вскрытия для доступа могут быть встроены в кабель 110, 210 так, чтобы быть размещенными снаружи пленочного связующего материала 126, в нем или под ним, либо для кабеля бронированного типа (в основном см. фиг. 3), либо для кабеля трубчатого типа (в общем см. фиг. 1).
[0068] Со ссылкой опять на фиг. 4, сердцевинные элементы 114 в форме трубок 116, содержащих оптические волокна 118, проводят через экструзионную Т-образную головку и наконечник скручивающего (осциллирующего) сопла 312. Экструдированный пленочный связующий материал 126 наносят на сердцевину 112 непосредственно после того, как сердцевина 112 сформирована при осцилляции соплового наконечника 312. Вращение скрученной сердцевины 112 и центрального силового элемента 124 ограничивается антиторсионным ленточным транспортером 320. Кроме того, антиторсионный ленточный транспортер 320 может служить для предотвращения раскручивания во время реверсирования направления осцилляции, обеспечивая пленочному связующему материалу 126 возможность быстро охлаждаться и сокращаться для прижатия скрученных элементов 114 к центральному силовому элементу 124 так, что между ними возникает защемляющий контакт (например, статическое трение), который ограничивает аксиальное смещение скрученных элементов 114.
[0069] Как показано на фиг. 4, пленочный связующий материал 126 может быть нанесен без частиц водопоглощающего порошка. На фиг. 5 кабель 110, 210 может быть изготовлен с внутренним нанесением, но без наружного нанесения частиц 136 водопоглощающего порошка. На фиг. 6 частицы 136 водопоглощающего порошка наносят на внутреннюю и наружную стороны конического экструдата пленочного связующего материала 126. Остаточные частицы порошка могут проходить через зазоры между сердцевинными элементами 114 до центрального силового элемента 124, где частицы порошка могут быть захвачены трубками 116 и другими внутренними поверхностями сердцевины 112.
[0070] Применение пленочного связующего материала 126, как раскрыто в настоящем описании, может обеспечить изготовление непрерывного или почти непрерывного кабеля 110, 210, может устранить вдавливания от оплетки из пряжи на сердцевинных элементах 114, может устранить сращивание кабеля как ограничение скорости технологической линии, может позволить скручивание со скоростью, согласованной с нанесением оболочки, может содействовать повышению прочности оболочки 134, может заменить водоблокирующую ленту, может устранить связанные с лентой запасы и ассортимент резервов ленты по ширине, может позволить доступ к сердцевинным элементам 114 посредством разрывного шнура 142 (где оплетка из пряжи в принципе не может быть вскрыта разрывным шнуром, как обсуждалось), может обеспечить значительную экономию средств в отношении материалов, и/или может позволить отказаться от водоблокирующей пряжи, навернутой вокруг центрального силового элемента в некоторых стандартных кабелях.
[0071] В альтернативных предполагаемых вариантах исполнения раскрытых выше кабелей 110, 210 и способов 310 изготовления и оборудования, вместо ленточного транспортера 320 может быть использована вертикальная поворотная опора. В некоторых вариантах исполнения водопоглощающий порошок 136 может не наноситься на наружную сторону пленочного связующего материала 126, и для повышения скорости охлаждения может применяться водяная ванна. Кроме того, ленточный транспортер 320 или по меньшей мере его часть могут быть погружены в водяную ванну. В некоторых вариантах исполнения водопоглощающий порошок 136 может быть не нанесен на внутреннюю поверхность пленочного связующего материала 126, или либо на внутреннюю, либо на наружную сторону пленочного связующего материала 126. Для формирования пленочного связующего материала 126 могут быть использованы термопластичные полимеры и/или материалы, иные, нежели полиэтилен. Пленочный связующий материал 126 может иметь разнообразные цвета и может содержать УФ-стабилизаторы, которые позволяют использовать пленочный связующий материал 126 в качестве внешней оболочки готового продукта для размещения вне помещений. Пленочный связующий материал 126 может быть пропечатан. Пленочный связующий материал 126 может включать разрывные элементы 140, такие, как раскрытые здесь в отношении оболочки 134. В некоторых вариантах исполнения пленочный связующий материал 126 может охватывать скрученные компоненты кабеля в обширном ассортименте разнообразных типов, такие как S-Z-скрученные волокна с плотным буферным покрытием, стержневидные заполнители, пряжа из стекловолокна, арамидные нити, и прочие компоненты.
[0072] Фиг. 7 показывает конический экструдат 412 из полипропилена, выходящий из Т-образной головки 414 и вытягиваемый поверх сердцевины 416 из скрученных элементов во время изготовления кабеля 418. Как показано, конический экструдат 412 вытягивают до толщины около 0,11 мм (или менее), и при линейной скорости около 50 метров в минуту (или быстрее), при температуре Т-образной головки 414 около 210°С. Согласно одному примерному варианту исполнения, полипропилен в коническом экструдате 412 включает зародышеобразователь для облегчения быстрой рекристаллизации полипропилена. Например, как представляется, полипропилен в коническом экструдате 412 подвергается рекристаллизации при температуре по меньшей мере на 20°С выше, чем полиэтилен высокой плотности, и требует приблизительно на треть меньше энергии для экструзии, чем полиэтилен высокой плотности.
[0073] Со ссылкой на фиг. 8, из оболочки 614 кабеля 610 выступает скрученная сердцевина 612 кабеля 610. Сердцевина 612 включает участок 616 реверсирования направлений скрутки, и сердцевина 612 обтянута пленочным связующим материалом 126, раскрыто в настоящем описании. Оболочка 614 является полимерной (например, включает поливинилхлорид, полиэтилен и/или другие материалы). Согласно одному примерному варианту исполнения, кабель 610 включает слой диэлектрической брони ниже оболочки 614, между оболочкой 614 и сердцевиной 612 (см. также фиг. 3).
[0074] Со ссылкой теперь на фиг. 9, представленный график на основе дифференциальной сканирующей калориметрии сравнивает тепловой поток двух различных потенциальных материалов для пленочного связующего материала 126: полиэтилена высокой плотности (маркированного «HDPE» на фиг. 9; например, обычные гранулы Dow 7590 HDPE) и полипропилена (маркированного «РР» на фиг. 9; например, обычные гранулы INEOS N05U-00 РР). Представленный график показывает, что «температура плавления» полипропилена является более близкой (например, в пределах 50°С; в пределах 30°С) к температуре обработки/экструзии (например, около 200-230°С±20°С), которая полезна для быстрого отверждения пленочного связующего материала 126 (то есть, меньшее изменение температуры требуется для достижения затвердевания после экструзии), так что пленочный связующий материал 126 сокращается, в то время как скрученные элементы 114 сжаты ленточным транспортером 320, таким образом, что пленочный связующий материал 126 создает нагрузку на скрученные элементы 114, прижимая их к центральному силовому элементу 124, обеспечивая силу сцепления между ними, которая предотвращает образование «птичьих клеток».
[0075] Согласно одному примерному варианту исполнения, материал связующей пленки 126 может быть выбран так, чтобы температура плавления материала связующей пленки 126 была ниже (например, по меньшей мере на 30°С меньше, по меньшей мере на 50°С меньше), чем температура экструзии (например, около 200-230°С±20°С) оболочки 134 (см. фиг. 1), которую впоследствии экструдируют поверх пленочного связующего материала 126. В некоторых таких вариантах исполнения пленочный связующий материал 126 расплавляется или примешивается в оболочку 134. В других вариантах исполнения пленочный связующий материал 126 сохраняется отделенным от оболочки 134 посредством промежуточного материала, такого как частицы суперабсорбентного полимера. Заявители предполагают, что причина того, что скрученные элементы 114 не смещаются в осевом направлении или наружу во время экструзии оболочки 126 при расплавленном или размягченном пленочном связующем материале 126, состоит в том, что во время последующей экструзии оболочки 126 (например, в течение по меньшей мере 2 секунд после скручивания и нанесения пленочного связующего материала 126, по меньшей мере 5 секунд, по меньшей мере 10 минут) скрученные элементы 114 в достаточной мере согласуются с геометрией скрученной конфигурации вследствие релаксации напряжений материала скрученных элементов 114, снижающей силы упругости, первоначально созданные в скрученных элементам 114 при скрутке; и заявители предполагают, что оболочка 134 вносит позитивный вклад в радиальное натяжение, прилагаемое пленочным связующим материалом 126 для сдерживания и создания перпендикулярной нагрузки сердцевинных элементов 114, прижимающей их к центральному силовому элементу 124.
[0076] Кроме того, заявители обнаружили, что нанесение пленочного связующего материала 126 при температурах экструзии выше температуры плавления скрученных элементов 114 (например, по меньшей мере на 30°С выше, по меньшей мере на 50°С выше) не вызывает расплавления или существенного деформирования скрученных элементов 114. По существу, пленочный связующий материал 126 может включать полимеры с такой же или подобной температурой плавления, как буферные трубки 116, 116′, скрученные в сердцевине 112, такие как полипропилен. Кроме того, заявители обнаружили очень малое или отсутствие слипания между пленочным связующим материалом 126 и буферными трубками 116, 116′, скрученными в сердцевине 112, вероятно, благодаря раскрытым здесь способам быстрого охлаждения, таким как активное направление потока охлаждающего воздуха, ленточного транспортера 320 в водяной ванне, слоя тонкой пленки, материала связующей пленки, выбранного по температурам затвердевания/кристаллизации пленочного связующего материала 126, близким к температуре экструзии, и/или другим способам.
[0077] Кроме того, графическое представление на фиг. 9 может быть интерпретировано для прогнозирования степени вытяжки материала экструдата, формирующего пленочный связующий материал 126. Заявителям представляется, что взаимосвязь является такой, что чем меньше площадь под кривой, тем выше кристалличность, и поэтому тем выше необходимая степень вытяжки. Как правило, полиэтилен имеет более высокую кристалличность, чем полипропилен, и полиэтилен высокой плотности является более кристалличным, чем полиэтилен низкой плотности.
[0078] С иного ракурса, эффективность материала для пленочного связующего материала 126 может быть соотнесена с температурой кристаллизации, при которой начинают расти кристаллы, и поэтому начинают развиваться механические свойства. Заявителям понятно, что температура кристаллизации составляет около 140°С для содержащего зародышеобразователи полипропилена (например, N05U-00), тогда как температура кристаллизации полиэтилена высокой плотности (например, 7590) является более низкой температурой, такой как менее 125°С. Заявители предполагают, что материалы, которые кристаллизуются при более высоких температурах, будут схватываться быстрее и могут действовать лучше в раскрытых здесь вариантах применения пленочного связующего материала 126 (то есть, такие материалы раньше прилагают большее радиальное усилие к сердцевине 112).
[0079] Кроме того, заявителям понятно, что до некоторой степени вытягивание материалов продолжается, пока не будет достигнута температура стеклования. В случае полипропилена, температура стеклования может быть достигнута при примерно -10°С, и для полиэтилена при -70°С (но может быть столь высокой, как -30°С). Соответственно этому, такие низкие температуры, скорее всего, не будут достигнуты при обработке/изготовлении, так что пленочный связующий материал 126 может активно продолжать усадку при последующей обработке (пока не будет достигнута температура стеклования), которая может дополнительно улучшить сцепление между скрученными элементами 114 и центральным силовым элементом 124. В отношении других возможных материалов связующей пленки, таких как полибутилентерефталат, с температурой стеклования около 50°С, контактное давление, прилагаемое к скрученным элементам, будет меньшим, поскольку пленочный связующий материал 126 может прекратить активную усадку или утратить склонность к усадке.
[0080] Кроме того, заявители нашли, что более высокая прочность полипропилена сравнительно с полиэтиленом позволяет сделать пленочный связующий материал 126 более тонким для полипропиленового пленочного связующего материала 126, чтобы обеспечить такую же величину силы сцепления между скрученными элементами 114 и центральным силовым элементом 124. Например, было найдено, что пленочный связующий материал 126 с толщиной 0,15 мм из полиэтилена создает радиальную нагрузку около 70 Н, тогда как пленочный связующий материал 126 с толщиной 0,15 мм из полипропилена создавал радиальную нагрузку в 85 Н. Однако полиэтилен, как правило, является значительно менее дорогостоящим, чем полипропилен, и в других вариантах исполнения для пленочного связующего материала 126 может быть использован полиэтилен.
[0081] В некоторых вариантах исполнения пленочный связующий материал 126 формируют из первого материала, и оболочку 134 формируют из второго материала. Второй материал оболочки 134 может включать, например, главным образом включает (>50% по весу), первый полимер, такой как полиэтилен или поливинилхлорид; и первый материал пленочного связующего материала 126 может включать, например, главным образом включает, второй полимер, такой как полипропилен. В некоторых вариантах исполнения первый материал дополнительно включает первый полимер (например, по меньшей мере 2% по весу первого материала, по меньшей мере 5% по весу, по меньшей мере 10% по весу и/или менее 50% по весу, например, менее 30% по весу). Включение первого полимера в первый материал пленочного связующего материала 126, в дополнение к первоначальному включению второго полимера в первый материал, может облегчать сцепление между первым и вторым материалами так, что пленочный связующий материал 126 может связываться с оболочкой 134 и автоматически отделяться от сердцевины 112, когда оболочку 134 удаляют с сердцевины 112, например, в месте доступа при вскрытии на срединном участке.
[0082] Фиг. 10-11 показывают образец 510 сердцевины 512 из скрученных элементов 114 внутри пленочного связующего материала 126, который конфигурирован для испытания на протаскивание, чтобы измерить силу сцепления между скрученными элементами 114 и центральным силовым элементом 124. Как показано на фиг. 10, центральный силовой элемент 124 выступает за пределы скрученных элементов 114 на расстояние около 50 мм.
[0083] Как показано на фиг. 11, выступающий участок центрального силового элемента 124 удерживают закрепленным в зажиме 514. Пластину 516 с отверстием, чуть более широким, чем достаточно для пропускания центрального силового элемента 124, присоединяют к устройству 518 для испытания на растяжение таким образом, что устройство 518 поднимает пластину 516, и пластина 516 стаскивает скрученные элементы 114 вдоль центрального силового элемента 124. Заявители нашли, что пленочный связующий материал 126, как раскрыто в настоящем описании, обеспечивает (результирующую) силу статического трения между скрученными элементами 114 и центральным силовым элементом 124 по меньшей мере 10 Н на 100 мм длины скрученных элементов, такую как по меньшей мере 15 Н.
[0084] В результате испытания на протаскивание заявители нашли, что величина силы статического трения соотносится с толщиной пленочного связующего материала 126. Для полипропиленового пленочного связующего материала 126 с толщиной по меньшей мере 0,02 мм, но менее 0,04 мм средней толщины стенки, сила статического трения для секции скрученных элементов 114 длиной 100 мм (без оболочки) составляет по меньшей мере 10 Н, такую как около 12,4 Н, и/или средняя сила статического трения для секции скрученных элементов 114 длиной 200 мм составляет по меньшей мере 20 Н, такую как около 23,1 Н. Соответственно этому, для такого пленочного связующего материала 126 конфигурация скрутки с реверсированием направлений скрутки должна быть такой, что результирующая сила упругости пружинящих скрученных элементов 114 составляет около 10 Н или менее для секции длиной 100 мм, чтобы предотвратить аксиальную миграцию скрученных элементов 114 и образование «птичьей клетки» во время изготовления. Заявители также нашли, что для полипропиленового пленочного связующего материала 126 с толщиной по меньшей мере 0,08 мм, но менее 0,15 мм средней толщины стенки, средняя сила статического трения для секции скрученных элементов длиной 100 мм составляет по меньшей мере 20 Н, такую как по меньшей мере 30 Н, и/или средняя сила статического трения для секции скрученных элементов длиной 200 мм составляет по меньшей мере 40 Н, такую как по меньшей мере 50 Н. Некоторые испытания включали скрученные элементы, связанные как с пленочным связующим материалом 126, так и с оплеткой из пряжи, для определения степени участия пленочного связующего материала 126.
[0085] Со ссылкой на фиг. 12-13, скрученная сердцевина 712 кабеля 710 включает пленочный связующий материал 716, который охватывает скрученные элементы 718, имеющие участок 714 реверсирования направлений скрутки. В некоторых вариантах исполнения сердцевина 712 может быть заключена внутрь оболочки (см. фиг. 8). Как показано на фиг. 13, пленочный связующий материал 716 представляет собой тонкий полимерный материал (например, полипропилен, полиэтилен), который может быть оторван и отслоен вручную для создания доступа к скрученным элементам 718 и центральному силовому элементу 720. Будучи однажды высвобожденными из пленочного связующего материала 716, скрученные элементы 718 могут отсоединяться от центрального силового элемента 720, как показано на фиг. 13. Оптические волокна 722 выступают из конца на одном из скрученных элементов 718, который представляет собой буферную трубку 724 (например, включающую полипропилен). Другие скрученные элементы 718 на фиг. 13 представляют собой «ложные» трубки или сплошные полимерные стержни, которые заполняют положения в жгуте.
[0086] Фиг. 14-15 показывают еще одно преимущество пленочного связующего материала 716, которое состоит в том, что доступ к скрученным элементам 718 может быть обеспечен вскрытием пленочного связующего материала 716, но без разъединения и/или устранения продольного натяжения в пленочном связующем материале 716. Как показано на фиг. 14, в пленочном связующем материале 716 создают продольный разрез 726, который может быть проведен по промежутку (то есть, открытой полости, зазору, пазу) между скрученными элементами 718. Благодаря тонкости пленочного связующего материала 716 разрез 72 6 может быть сделан без специальных инструментов. Например, разрез 726, показанный на фиг. 14, был проделан ножницами. Так же могут действовать бритвенное лезвие, ключ, карманный нож или прочие общеупотребительные инструменты.
[0087] Продольный разрез 726 создает отверстие, через которое скрученные элементы 718 могут быть раскручены на участке 714 реверсирования направлений скрутки, чтобы обеспечить дополнительную длину для обработки скрученных элементов 718, и один или более из элементов 718 могут быть ответвлены на срединном участке. Например, фиг. 15 показывает один из элементов 718 (буферную трубку 724), которую разрезали и вытащили из отверстия, образованного разрезом 726, так, что могут быть доступными оптические волокна 728 элемента 718. В то же время остальная часть пленочного связующего материала 716 удерживает вместе и сохраняет натяжение перед разрезом 726 и позади него вдоль длины кабеля 710. Если доступ больше уже не нужен, отверстие может быть замотано лентой, обернуто термоусадочной упаковкой, или иным образом скреплено и повторно загерметизировано. Напротив, в случае оплетки из пряжи может потребоваться полный разрез для доступа к скрученным элементам, со сбросом натяжения в оплетке из пряжи.
[0088] Как было упомянуто выше, материал связующей пленки 716 может быть выбран так, что пленочный связующий материал 716 является по меньшей мере отчасти просвечивающим, как показано на фиг. 11-15. Для некоторых вариантов исполнения оболочка (например, оболочка 614, как показано на фиг. 8) может быть отвернута или иным образом удалена, оставляя пленочный связующий материал 716 неповрежденным. Место реверсирования направлений скрутки в жгуте может быть легко выявлено через такой пленочный связующий материал 716, через который затем может быть открыт доступ, как показано на фиг. 14-15.
[0089] Конструкция и конфигурации кабелей, как показано в разнообразных примерных вариантах исполнения, являются только иллюстративными. Хотя в этом описании были подробно представлены только немногие варианты исполнения, возможны многие модификации (например, вариации размеров, величин, структур, форм и пропорций разнообразных элементов, значений параметров, способов монтажа, применения материалов, цветов, ориентаций), без фактического выхода за пределы новых указаний и преимуществ описанного здесь предмета полезной модели. Например, в некоторых вариантах исполнения кабели включают многочисленные слои или уровни сердцевинных элементов, скрученных вокруг центрального силового элемента 124, где каждый слой включает пленочный связующий материал 126, обтягивающий соответствующий слой, и где пленочный связующий материал 126 другого слоя (-ев) опосредованно окружает пленочный связующий материал 126 внутреннего слоя(-ев). В предполагаемых вариантах исполнения пленочный связующий материал 126 не экструдируют, но формируют, например, из соединенной лазерной сваркой ленты и/или термоусадочного материала. Некоторые элементы, показанные как сформированные в виде единой цельной детали, могут быть собраны из многочисленных частей или элементов, положение элементов может быть реверсировано или может варьировать иным образом, и природа или число отдельных элементов или положений может изменяться или варьировать. В некоторых обсуждаемых вариантах исполнения пленочный связующий материал 126 с водоблокирующим порошком, как раскрыто в настоящем описании, может действовать как экструдированный водоблокирующий элемент, тем самым обеспечивая непрерывное изготовление кабеля без замены бобин водоблокирующей ленты; который, например, может блокировать воду между броней (или другими наружными слоями в кабеле 210) и сердцевиной 112, такой как сердцевина из скрученных волоконно-оптических лент, или сердцевина из единственной трубки, или между другими компонентами в кабеле. Порядок или последовательность любого процесса, логический алгоритм или стадии способа могут варьировать или повторяться согласно альтернативным вариантам исполнения. Другие замены, модификации, изменения и исключения также могут быть сделаны в конструкции, технологических условиях и конфигурации разнообразных примерных вариантов исполнения без выхода за пределы области технологии согласно настоящей полезной модели.
Реферат
1. Волоконно-оптический кабель, включающий:сердцевину кабеля, включающую по меньшей мере одно оптическое волокно и частицы водопоглощающего порошка, которые включают суперабсорбентный полимер; отличающийся тем, что содержит пленочный связующий материал, окружающий сердцевину, причем пленочный связующий материал находится в состоянии натяжения вокруг сердцевины, и полимерный материал, имеющий модуль Юнга 3 гигапаскаля или менее, тем самым обеспечивая относительно высокую пружинистость пленочного связующего материала так, что пленочный связующий материал имеет возможность следовать форме сердцевинных элементов и не слишком сильно деформировать сердцевинные элементы, сокращая тем самым вероятность затухания в оптических волокнах; причем по меньшей мере некоторые из частиц порошка присоединены к пленочному связующему материалу.2. Волоконно-оптический кабель по п. 1, в котором частицы суперабсорбентного полимера имеют средний максимальный размер поперечного сечения 500 микрометров (мкм) или менее в сухом состоянии.3. Волоконно-оптический кабель по п. 1, в котором сердцевина дополнительно включает:множество буферных трубок, каждая из которых окружает оптические волокна; ицентральный силовой элемент, причем буферные трубки скручены вокруг центрального силового элемента в конфигурации скрутки, включающей участки реверсирования направлений скрутки по направлению укладки буферных трубок,причем пленочный связующий материал препятствует поперечному отклонению наружу буферных трубок, при этом буферные трубки нагружены пленочным связующим материалом перпендикулярно центральному силовому элементу таким образом,
Формула

Комментарии