Способ получения зеркальной пленки - SU463257A3
Код документа: SU463257A3
Чертежи
Описание
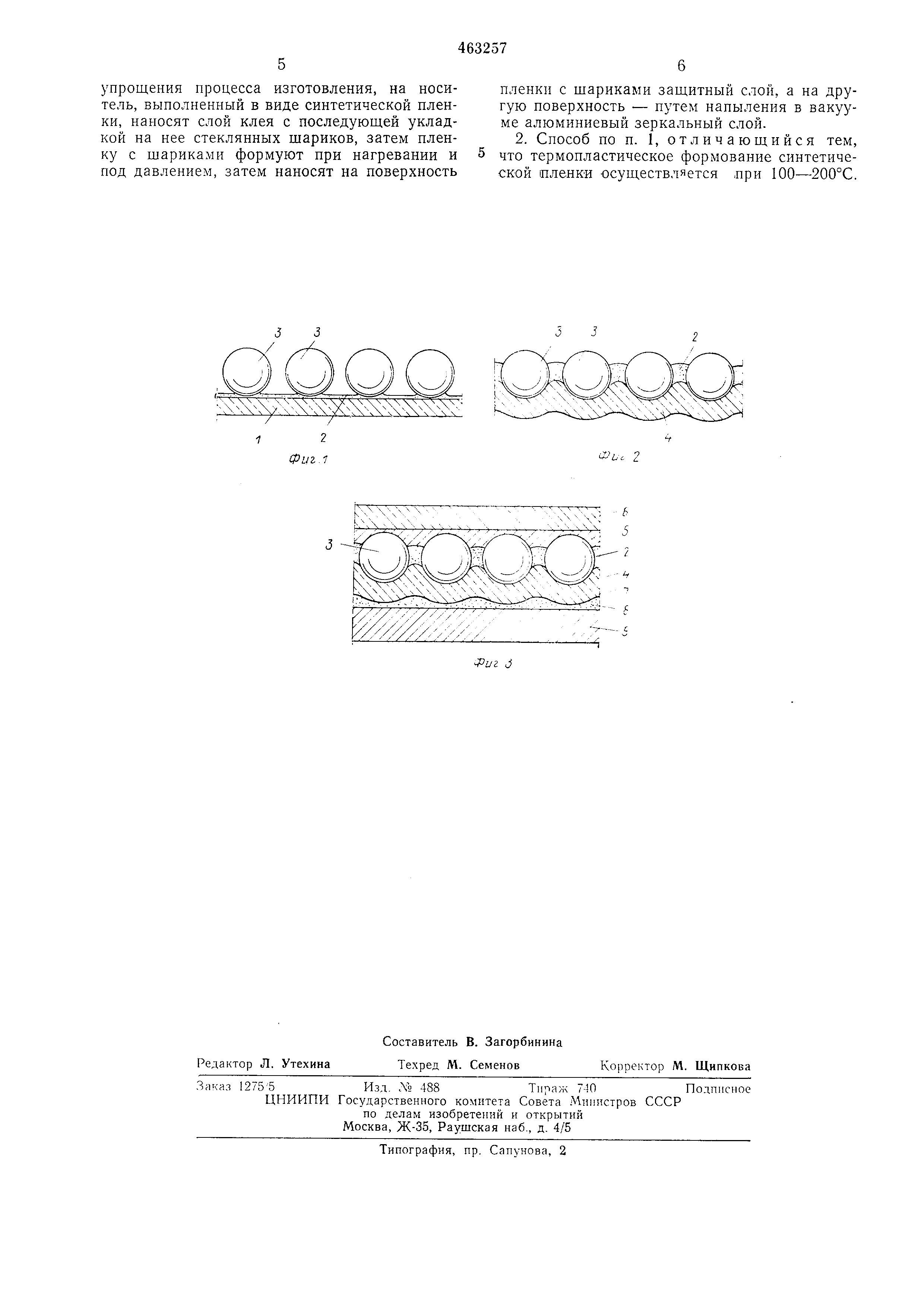
На гладкую прозрачную пленку 1 (фиг. 1) из эфиров целлюлозы толщиной 15-10- до 35-10- см наносят двухкомпонентный полиуретановый клеевой лак, содержащий приблизительно 50 7о связующего вещества . По испарении растворителя остается клейкая илеика 2, обладающая в неотверждепном состоянии хорошими контактными свойствами.
Затем насыпают один слой стеклянных шариков 3 соответствующего диаметра и с высоким преломляющим свойством. При этом шарики, которые прикасаются к поверхности нлен-ки, прилипают к ней, а избыточиые легко осыпаются и иа самоклеющей поверхности пленки остается густой слой стеклянных щариков . После этого межиродукт может быть накатан.
Пленку со стекляиными щариками иутем нагревания переводят в термоэластическое состояиие и формуют иод давлением или в вакууме в дистанционный слой 4, облегающий концентрически внешнюю сторону шариков, как иоказаио на фиг. 2.
Формование может быть осуществлено с.чедующим образом.
Пленку с расположенными виизу стекляиными щариками кладут на иористую плиту или пластину отсасывающего приспособлеиия. По уплотнении краев создают вакуум. Одновременно нленку нагревают радиационными отонителями приблизительно до . При этом пленка плотно прилегает к внешней стороне шариков. При вакууме прекращают подачу тепла, плеика быстро остывает вследствне ее низкой теплоемкости. Примерно ири 130°С пленка затвердевает.
В процессе формования клей удаляется из оптически эффективной области между дистанционным слоем и виешней стороиой шарика . Таким образом, существенный для рефлектирующих способностей пленки иитервал между виешией стороной шарика и зеркальным слоем не зависит от толщины иаиесеиной клеющей пленки. Клейкая масса, иаходящаяся тенерь между экваториальиыми областями шариков (см. фиг. 2), затвердевает в высокоэластичные реактонласты. Полученный таким образом межиродукт может быть иакатан.
Затем иа стороиу пленки, на которой расположены шарики, наносят двухкомионеитиый полиуретаиовый лак ириблизительно с 50% связующего вещества. Нанесеиный таким образом промежуточный слой 5 по испареппи растворителя отвердевает при высокой тсмггературе (иапример 120°С) в эластичный реактоиласт . Количество промежуточного лака выбрано так, чтобы пространства между стеклянными шариками были заполиены, а лицевые стороны шариков были перекрыты (фиг. 3). В этом состоянии пленка также может быть накатана.
После этого наносят защитный верхний слой из двухкомпоиентного иолиуретанового
4
лака нрнблизительпо с 50% связующего вещества .
По испарении растворителя и отвердевании лака ири высокой температуре (например 120°С) образуется запщтиый верхиий слой 6. Полученный таким образом межпродукт может быть иакатан.
В ходе дальнейшего процесса на внешнюю сторону дистанционного слоя наносят алюминиевый зеркальный слой 7 путем наныления в глубоком вакууме.
На эту зеркальную иоверхность наносят содержащий растворитель контактный клей 8, иапример растворы поливинилового простого эфира или сложного эфира полиакриловой кислоты в бензине или ароматических веществах . По испареиии растворителя остающуюся пленку из контактного клея 8, толщиной нриблизительно 20-10- см кашируют аитиадгезиоиным материалом, нанример силикоиизироваиной бумагой 9.
Согласно иредложениому способу изготовление зеркальной иленки не требует непрерывного рабочего процесса, а отдельные этапы могут быть осуществлены автономно, например с разными скоростями. Путем установки нескольких машин для производственных этапов , допускающих только низкие рабочие темпы , можно сбалансировать разницу в темпах разных рабочих этапов.
В качестве основного (верхнего) слоя может быть испОи ьзоваиа предварительио изготовленная ирозрачная синтетическая пленка толщиной 40-10- см. При этом зеркальная пленка создается в зависимости от этой синтетической пленки. Па эту пленку наносят стеклянные шарики, затем па открытые тыльиые стороны прилинших к верхнему слою стеклянных шариков кашируется синтетическая иленка, на которую уже нанесен слой (лея соответствующей толщины и которую можно формовать в дистанционный слой. При этом степень формования дистанционного слоя в больщой степени зависит от толщины слоя клея и давлення валка кащироваиия.
Для достижения оитимальной отражающей способности шарики целесообразно сортировать по днаметру на разные классы. Внутри каждого класса диаметр шариков может колебаться в определенных границах, например между 40-10 и 60-Ю- в одном классе, 50-10- и 70-10- в другом и т.д. Для изготовления зеркальной плеики используются щарики одиого класса, а толщину используемой в качестве дистанцпониого слоя синтетической плепки определяют по среднему значению диаметров этого класса.
В простом случае зеркальная пленка .может состоять из дистанционного слоя, шарообразных тел и зеркального слоя.
Предмет изобретен и я
1. Способ получения зеркальной нленки с использованием носителя и стеклянных шариков , о т л и ч а ю Ц и и с я тем, что, с целью
упрощения процесса изготовления, на носитель , выполненный в виде синтетической пленки , наносят слой клея с последующей укладкой на нее стеклянных шариков, затем пленку с шариками формуют при нагревании и под давлением, затем наносят на поверхность
пленки с шариками защитный слой, а на другую поверхность - путем напыления в вакууме алюминиевый зеркальный слой.
2. Способ по п. 1, отличающийся тем, что термопластическое формование синтетической еленки осуществляется лри 100-200°С.

Реферат
Формула
Комментарии