Маркировочное изделие (варианты) и способ его изготовления (варианты) - RU2253573C2
Код документа: RU2253573C2
Чертежи



Описание
Полимерные покрытия широко используются для изготовления маркировочных изделий, обладающих световозвращающими свойствами. Изделие обладает световозвращающими свойствами, если оно способно отражать существенную долю падающего на него света в направлении источника освещения. Световозвращающие свойства изделия обеспечивают улучшение его видимости при слабой или ограниченной освещенности и в ситуациях, когда его приходится рассматривать с большого расстояния.
Полимерные покрытия используются также для изготовления маркировочных изделий, обладающих повышенной долговечностью. Повышенная долговечность маркировочных изделий может быть важна в ситуациях, когда маркировочное изделие может подвергаться воздействию едких паров, ультрафиолетового излучения, высокой температуры или влажности и т.п. В некоторых случаях важным аспектом долговечности изделия является стойкость к истиранию и к чистящим средствам или растворителям, входящим в состав моющих растворов. Если не нужно добиваться высокой долговечности изделий (например, ярлыков для оборотной тары), можно использовать более дешевые покрытия с коротким сроком службы.
Полимерные покрытия используются также для изготовления маркировочных изделий, на которые нанесена буквенно-цифровая информация, штрих-код или рисунок. Зачастую маркировочные изделия несут информацию, повторяющуюся или монотонно увеличивающуюся на большом количестве таких изделий, например наклеивающиеся ярлыки для автомобильных номерных знаков могут содержать одинаковую информацию о штате или графстве, повторяющуюся в большом количестве удостоверяющих ярлыков.
Уже много лет удостоверяющие ярлыки для транспортных средств используются для подтверждения факта уплаты соответствующих налогов и/или прохождения требуемых процедур проверки и регистрации. Общепринято, что небольшие наклеивающиеся удостоверяющие ярлыки, в просторечии называемые "наклейками" (как правило, размером примерно 2,5 на 3,8 см (1 на 1,5 дюйма) или около этого) помещают на определенном месте номерного знака автомобиля в качестве свидетельства об уплате ежегодного налога и регистрационного сбора. Аналогичными примерами могут служить наклейки, используемые в качестве свидетельства об удовлетворительных результатах проверки автомобиля на безопасность или в качестве свидетельства об удовлетворительных результатах проверки состава выхлопных газов автомобиля или для информации о его страховании.
Такие изделия как удостоверяющие ярлыки в настоящее время изготавливают путем печатания информации на поверхности световозвращающего материала такими методами как, например, высокая, офсетная или растровая печать и т.п., которые, как правило, не удобны для печатания малых тиражей. Эти методы обычно обеспечивают удовлетворительное качество печати, удобочитаемость и адгезию, однако оборудование для реализации этих процессов может оказаться относительно дорогостоящим. Кроме того, при использовании высокой или офсетной печати приходится заранее изготавливать печатную матрицу или резинотканевую офсетную пластину, а при использовании растровой печати нужно изготавливать растр. Изготовление матрицы, офсетной пластины или растра может оказаться дорогим и продолжительным процессом. Кроме того, во многих случаях используются растворенные красители, что создает проблему экологически безопасного удаления растворителя. В известных процессах может потребоваться использование сушильных печей и дополнительные затраты времени на сушку. Кроме того, известные методы печатания информации на ярлыках имеют ограничения по возможности (или отсутствию таковой) простого изменения информации, печатаемой на отдельных экземплярах ярлыков.
Когда лазерные принтеры, использующие метод электрофотографии, подешевели, они стали применяться для оперативного (по заказу) печатания малыми тиражами. Например, было бы желательно, чтобы удостоверяющие ярлыки или иные маркировочные изделия, в которых используются полимерные покрытия, могли оперативно печататься малыми тиражами.
Однако, к сожалению, обычные сочетания составов полимерных покрытий и красящих веществ, например, таких, которые используются при высокой или растровой печати, как правило, недостаточно совместимы, чтобы обеспечить необходимую адгезию, прозрачность и долговечность в условиях повышенной температуры или воздействия абразивных или химических веществ (например, бензина). Иными словами, красящие вещества, например, тонеры, не всегда достаточно хорошо прилипают к основному материалу, и образованное этими веществами изображение легко удаляется. Это является существенной проблемой для удостоверяющих ярлыков, которые часто могут соприкасаться с такими активными химическими веществами как бензин.
Существует множество методов улучшения адгезии красящих веществ к листовым материалам покрытий. Например, для улучшения адгезии красящего вещества, наносимого на световозвращающий материал изделия, в качестве самого верхнего слоя материала используются такие вещества, как поливинилхлорид, поперечно-связанный полиуретан и композиции, состоящие из полиэтилентерефталата и сополимеров винилидинакрилонитрила. В качестве самого верхнего слоя также используется не содержащий галогенов акрилуретан, загрунтованный для улучшения адгезии красящего вещества, разбавленным раствором акрилатного полимера или клеящего вещества или отвержденный коронным разрядом. Для защиты нижележащих слоев применяется также нанесение на напечатанное изображение прозрачного покрытия из алифатических или ароматических полиуретанов или акрилатных полимеров, или экструдированной термопластичной покровной пленки из алифатических полиуретанов, сополимеров этилена или пропилена или гомополимеров этилена или пропилена. Однако многие из этих вариантов не обеспечивают необходимой долговечности, требующейся в ряде применений, в частности, для удостоверяющих ярлыков, которые часто могут соприкасаться с такими активными химическими веществами как бензин.
Настоящее изобретение относится к маркировочным изделиям и способам их изготовления, при которых поверхность маркировочных изделий обладает улучшенной адгезией по отношению к красящим веществам. Такие маркировочные изделия включают в себя подложку, имеющую поверхность из не содержащего целлюлозы органического полимера, отвержденного излучением покрытия, нанесенного на поверхность из не содержащего целлюлозы органического полимера, и нанесенного на него красящего вещества (которое создает изображение в виде знаков, цифр и т.п.).
Настоящее изобретение представляет маркировочное изделие, включающее в себя подложку, состоящую из не содержащего целлюлозы органического полимера; отвержденного излучением покрытия (предпочтительно, отвержденного потоком электронов или ультрафиолетовым излучением, и более предпочтительно, ультрафиолетовым излучением), нанесенного на указанную поверхность из не содержащего целлюлозы органического полимера; и нанесенного на указанное отвержденное излучением покрытие красящего вещества, при том, что красящее вещество не удаляется существенным образом в результате пяти циклов (предпочтительно, в результате 10 циклов, и наиболее предпочтительно, в результате 25 циклов) протирания красящего вещества бензином. Предпочтительно, подложка является световозвращающим материалом, который, предпочтительно, является частью удостоверяющего ярлыка.
Красящее вещество предпочтительно состоит из красителя и связующего вещества, которое представляет собой полимер, выбранный из группы, в которую входят полиэфиры, поливинил, полиолефины, ацетил-поливинил, алкил- или арил-замещенный акрилат или метакрилат, сополимеры этилена или пропилена с акриловой кислотой, метакриловой кислотой или с винилацетатом, и их смеси. Предпочтительно, отверждаемое излучением покрытие изготавливается из допускающих отверждение ультрафиолетовым излучением композиций, в состав которых входит акрилат, предпочтительно алифатический акрилуретан.
В предпочтительных воплощениях настоящего изобретения красящее вещество не удаляется существенным образом в результате 1000 циклов механического истирания, или в результате прижатия чувствительной к давлению клейкой ленты к отвержденному излучением покрытию под давлением большого пальца и удаления этой ленты. В предпочтительных воплощениях настоящего изобретения отвержденное излучением покрытие также не удаляется существенным образом в результате прижатия чувствительной к давлению клейкой ленты к отвержденному излучением покрытию под давлением большого пальца и удаления этой ленты.
В предпочтительных воплощениях настоящего изобретения отвержденное излучением покрытие, которое может быть равномерным или образующим некий рисунок, также не удаляется существенным образом в результате пяти циклов протирки отвержденного излучением покрытия бензином или в результате 1000 циклов механического истирания отвержденного излучением покрытия.
В некоторых из предпочтительных воплощений настоящего изобретения маркировочное изделие не имеет защитного покрытия поверх красящего вещества.
Настоящее изобретение также представляет собой маркировочное изделие, включающее: световозвращающий листовой материал с поверхностью из органического полимера; отвержденное излучением покрытие, состоящее из алифатического акрилуретана, нанесенного на поверхность из органического полимера; и красящее вещество, нанесенное на отвержденное излучением покрытие, при том, что красящее вещество не удаляется существенным образом с маркировочного изделия в результате пяти циклов протирания красящего вещества бензином.
В другом воплощении настоящего изобретения маркировочное изделие состоит из световозвращающего листового материала с поверхностью из органического полимера; отвержденного излучением покрытия, состоящего из алифатического акрилуретана, нанесенного на поверхность из органического полимера; и красящего вещества, нанесенного на отвержденное излучением покрытие.
Настоящее изобретение также представляет способ изготовления маркировочного изделия, который заключается в подготовке подложки, имеющей поверхность из не содержащего целлюлозы органического полимера (предпочтительно, световозвращающего листового материала); нанесения на нее отвержденного излучением покрытия (предпочтительно, выбранного из допускающих обработку ультрафиолетовым излучением композиций); и нанесения на отвержденное излучением покрытие красящего вещества с помощью технологии, выбранной из группы, в которую входят: электростатическая печать, направленное нанесение ионов, магнитографическая печать, струйная (чернилами) печать, высокая печать, офсетная (например, офсетно-прессовая) печать и глубокая печать. Предпочтительно, чтобы при этом способе красящее вещество не удалялось существенным образом в результате пяти циклов протирания красящего вещества бензином. Кроме того, предпочтительно, чтобы маркировочное изделие не имело защитного покрытия, наносимого поверх красящего вещества.
В другом воплощении настоящего изобретения представлен способ изготовления маркировочного изделия, заключающийся в подготовке подложки, имеющей поверхность из не содержащего целлюлозы органического полимера (предпочтительно, чтобы эта поверхность формировалась отвержденным излучением покрытием и, более предпочтительно, чтобы подложка была световозвращающим листовым материалом); и нанесения красящего вещества на поверхность из не содержащего целлюлозы органического полимера методом, выбранным из группы, в которую входят электрофотографическая печать и глубокая печать, при том что красящее вещество не удаляется существенным образом в результате пяти циклов протирания красящего вещества бензином. Предпочтительно, чтобы маркировочное изделие не имело защитного покрытия, наносимого поверх красящего вещества.
Еще в одном воплощении настоящего изобретения представлен способ изготовления маркировочного изделия, заключающийся в подготовке подложки, имеющей поверхность из не содержащего целлюлозы органического полимера (предпочтительно, чтобы эта поверхность формировалась отвержденным излучением покрытием и, более предпочтительно, чтобы подложка была световозвращающим листовым слоем); и нанесения красящего вещества на поверхность из не содержащего целлюлозы органического полимера методом, выбранным из группы, в которую входят высокая печать и офсетная печать, при том что красящее вещество не удаляется существенным образом в результате пяти циклов протирания красящего вещества бензином и, кроме того, маркировочное изделие не имеет защитного покрытия, наносимого поверх красящего вещества.
Еще в одном воплощении настоящего изобретения представлен способ изготовления наклеивающегося удостоверяющего ярлыка, заключающийся в создании наклеивающегося ярлыка, имеющего поверхность из не содержащего целлюлозы органического полимера; и растровой печати красящим веществом на поверхности из не содержащего целлюлозы органического полимера, при том что красящее вещество не удаляется существенным образом в результате пяти циклов протирания красящего вещества бензином и, кроме того, удостоверяющий ярлык не имеет внешнего защитного покрытия.
Представлен также способ изготовления маркировочного изделия, заключающийся в подготовке подложки, имеющей поверхность из не содержащего целлюлозы органического полимера с нанесенным на нее отвержденным излучением покрытием; и растровой печати красящим веществом на поверхности отвержденного излучением покрытия, при том что красящее вещество не удаляется существенным образом в результате пяти циклов протирания красящего вещества бензином и, кроме того, маркировочное изделие не имеет внешнего защитного покрытия.
Еще один способ изготовления маркировочного изделия заключается в подготовке подложки, имеющей поверхность из не содержащего целлюлозы органического полимера с нанесенным на нее отвержденным излучением покрытием; и нанесения красящего вещества на поверхность отвержденного излучением покрытия методом печати посредством термического переноса, при том что красящее вещество не удаляется существенным образом в результате пяти циклов протирания красящего вещества бензином.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение разъясняется с помощью чертежей, в числе которых:
фиг.1 - вид в плане на лицевую поверхность удостоверяющего ярлыка согласно настоящему изобретению;
фиг.2 - поперечное сечение ярлыка в соответствии с фиг. 1, расположенного на временном носителе;
фиг.3 - схематическое поперечное сечение световозвращающего листового материала, имеющего подслой для печатания слой согласно настоящему изобретению;
фиг.4 - поперечное сечение маркировочного изделия согласно настоящему изобретению;
фиг.5 - вид лицевой поверхности маркировочного изделия согласно настоящему изобретению;
фиг.6 - вид лицевой поверхности удостоверяющего ярлыка согласно настоящему изобретению.
В последующем описании в качестве примера используется удостоверяющий ярлык. Однако настоящее изобретение охватывает и другие маркировочные изделия, такие как этикетки для использования внутри или вне помещений, ярлыки для идентификации продукции, инвентарные ярлыки и контрольные марки, наклейки на окна и наклейки, свидетельствующие о прохождении проверки автомобилей и другого оборудования, разрешения на парковку, наклейки с указанием срока действия, знаки ограничения скорости, указатели с названием улиц, номерные знаки, равно как и иные дорожные указатели и знаки разметки дорог, и способы их изготовления.
Пример удостоверяющего ярлыка 10 согласно настоящему изобретению показан на фиг.1 и 2. Удостоверяющий ярлык 10 содержит листовой материал 12, имеющий первую основную поверхность 14 и вторую основную поверхность 16. В показанной реализации на вторую поверхность 16 нанесен клейкий слой 17. Листовой материал 12 имеет скрытые защитные отверстия 18а, 18b, которые задают места надрыва или разрыва листа, тем самым обеспечивая "хрупкость" ярлыков. В ряде случаев перед употреблением ярлык 10 может находиться на отделяющейся защитной подложке (например, временном носителе) 20. Подложка 20, к которой ярлык 10 прикреплен с возможностью отделения, может применяться для облегчения изготовления ярлыка и пользования им. Если угодно, может быть использована подложка (не показана), прикрепляемая с возможностью отделения к первой основной поверхности 14 - одна или в сочетании с подложкой на второй основной поверхности 16.
Первая основная поверхность 14 приспособлена для размещения считываемой информации (т.е. маркировки) путем нанесения красящего вещества (например, тонера или чернил). В большинстве случаев информация в форме буквенно-цифровых знаков или иных символов, например штрих-кода, эмблем и т.п., желаемого цвета должна читаться невооруженным глазом. Если нужно, информация может допускать считывание иными средствами, например, содержать автоматически считываемые инфракрасные изображения. Те, кто знаком с этой областью, легко укажут множество подходящих способов создания желаемых изображений на основной поверхности 14. Для улучшения видимости и/или читаемости удостоверяющего ярлыка предпочтительно, чтобы вся поверхность 14 или хотя бы ее часть была световозвращающей.
Как правило, поверхность 14 представляет собой поверхность из не содержащего целлюлозы органического полимера, на которую может быть непосредственно нанесено (не показанное) красящее вещество.
Предпочтительно, органическая полимерная поверхность содержит отвержденное излучением вещество, хотя возможно использование и других веществ, обеспечивающих создание поверхности с улучшенной адгезией. Альтернативно, прежде чем наносить красящее вещество на листовой материал 12, на указанную поверхность из не содержащего целлюлозы органического полимера может быть нанесено покрытие, образующее специальный подслой для печатания (не показан) с улучшенными адгезионными свойствами поверхности. Такой подслой для печатания может иметь различную толщину - от примерно 0,0001 до примерно 0,0015 дюйма (от примерно 2,5 микрон до примерно 38 микрон). В качестве только подслоя для печатания он может работать при минимальной толщине, но, по мере увеличения его толщины, может увеличиваться стойкость полимерной поверхности и находящихся под ней материалов (например, световозвращающего слоя) к воздействию погодных условий. Существенно, что такое покрытие, предпочтительно являющееся отвержденным излучением покрытием, создает весьма восприимчивую к красящим веществам поверхность, так что появляется возможность подбирать сочетания красящих веществ для получения желательных свойств. Вещества, пригодные для изготовления подслоя для печатания описаны ниже.
Вторая основная поверхность 16 приспособлена для прикрепления ярлыка 10 к подложке (не показана). В некоторых случаях, как показано на фиг. 2, поверхность 16 может быть покрыта клеящим слоем 17. Выбор клеящего вещества может зависеть, в частности, от характеристик других частей ярлыка 10, характеристик подложки, к которой ярлык 10 должен приклеиваться, от способа и условий, в которых ярлык должен применяться, и от воздействий, которым будут подвергаться ярлык и подложка при эксплуатации. В число примеров клеящих веществ, пригодных для различных вариантов реализации настоящего изобретения могут служить клеящие вещества, чувствительные к давлению, клеящие вещества, расплавляющиеся при нагревании, и активируемые клеящие вещества (например, вещества, активируемые излучением или химическими инициаторами). Знакомый с этой областью легко подберет клеящее вещество, подходящее для конкретного воплощения настоящего изобретения.
В других воплощениях настоящего изобретения ярлык 10 прикрепляется к подложке с помощью клеящего вещества, заранее нанесенного на поверхность подложки. В подобных случаях поверхность 16 может изначально быть пригодной для использования с известным клеящим веществом или может быть специально подготовлена с помощью подходящего воздействия плазмой или коронным разрядом или загрунтована специальным покрытием, улучшающим ее совместимость с заранее известным клеящим веществом. Знакомый с этой областью легко подберет подходящие клеящие вещества и способы обработки. Для "хрупких" маркировочных изделий, таких как удостоверяющие ярлыки, предпочтительно использовать клеящие вещества, создающие при отклеивании от подложки усилия, превышающие сцепление между остальными слоями изделия. В этом случае при попытке отклеить изделие от подложки оно оказывается "хрупким" (например, разрывается или искажается). Как правило, в качестве такого клеящего вещества используется чувствительный к давлению клей, например, известный чувствительный к давлению клей на основе изооктилакрилата и акриловой кислоты.
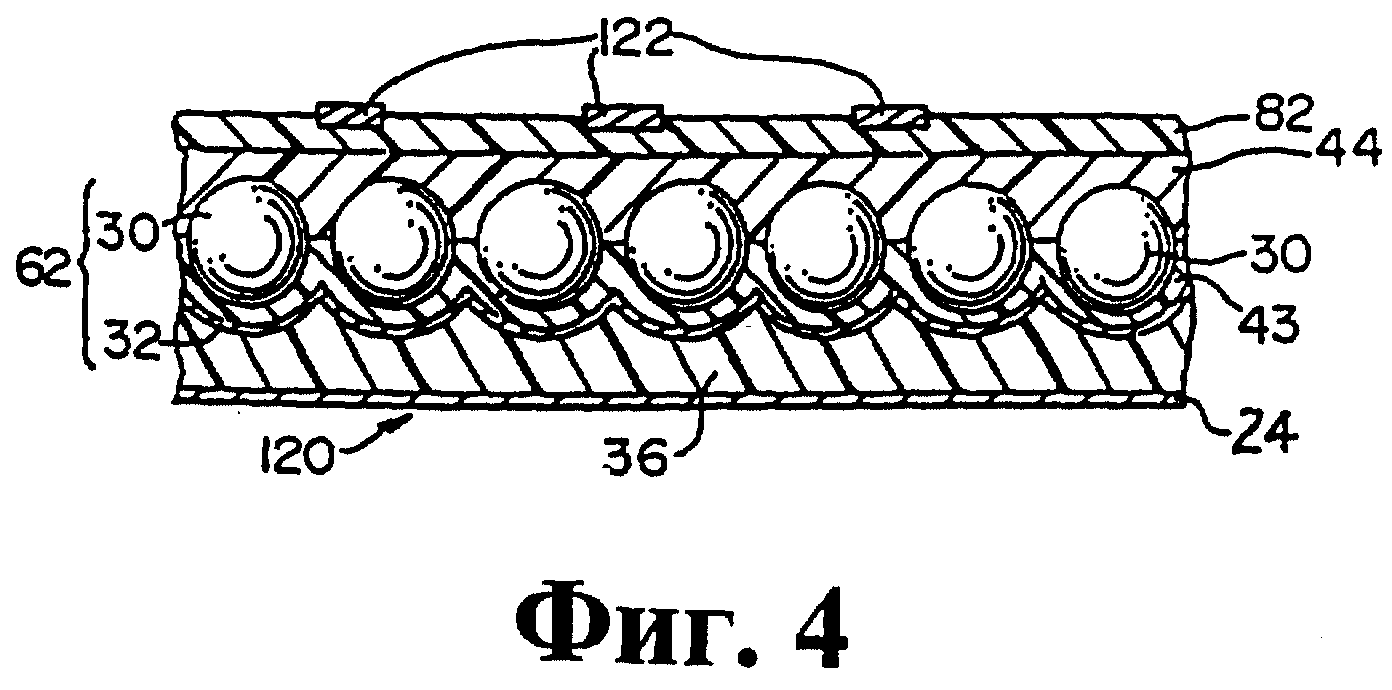
На фиг. 3 представлено предпочтительное исполнение световозвращающего полимерного листового материала 80 согласно настоящему изобретению. Листовой материал 80 состоит из основного слоя, который включает в себя отдельные световозвращающие элементы 62 и подслой для печатания 82, и удаляемого защитного покрытия 24, используемого в качестве самого нижнего слоя. Световозвращающий элемент 62 состоит из чувствительного к давлению клеящего вещества 36, монослоя микросфер 30, уложенных на отражающую подложку 32, дистанционирующего покрытия 43 и скрепляющего слоя 44.
Листовой материал 80 с подслоем для печатания 82 предназначен для непосредственного нанесения красящих веществ, состоящих из красителя и связующего вещества (например, красителя/связующего вещества на основе смолы). Кроме того, подслой для печатания 82 участвует в создании других функциональных свойств полимерного слоя согласно настоящему изобретению. В световозвращающем материале 80 подслой 82 может служить защитным и/или просветляющим покрытием. Слой 82 может также дополнять соотношения оптических свойств, необходимых для обеспечения световозвращающих свойств.
Основной слой листового материала 80 включает в себя световозвращающие элементы 62 и защитное покрытие 24. Однако в некоторых случаях основной слой может содержать только элементы 62, например, если листовой материал 80 приклеен к подложке. В других вариантах исполнения, в том числе в описанных ниже вариантах, покрытие, аналогичное покрытию 24, может быть дополнительной частью основного слоя.
Одна из реализаций маркировочного изделия с нанесенной маркировкой схематически показана в виде поперечного сечения на Фиг. 4 и целиком на фиг.5. Маркировочное изделие 120 содержит маркировку 122 и основной слой, включающий в себя световозвращающий полимерный материал 62, как описано выше. Маркировка 122 может быть образована красителем/связующим на основе смолы, а подслой для печатания 82 может быть сформирован, например, из композиции на основе отверждаемой излучением смолы. Подслой для печатания может быть нанесен равномерно или в виде рисунка. При желании он может также содержать краситель.
Общий вид другой реализации маркировочного изделия показан на фиг.6. Изделие 130, в данном случае удостоверяющий ярлык, включает в себя маркировку 132 и полимерный световозвращающий материал, аналогичный листовому материалу 80, показанному на фиг.3. Маркировка 132 может быть образована красителем/связующим на основе смолы.
Если необходимо, изделия в соответствии с настоящим изобретением могут иметь защитное покрытие для улучшения долговечности. Подобные защитные покрытия следует помещать поверх нанесенного красящего вещества. В предпочтительном исполнении защитный слой не является необходимым, поскольку в соответствии с настоящим изобретением красящее вещество, образующее маркировку, и композиция, образующая поверхность с улучшенной адгезией, подбираются так, чтобы обеспечивать требуемую долговечность без необходимости "захоронить" маркировку внутри маркировочного изделия. Если нужно, покровный слой может быть клейким.
Световозвращающий полимерный листовой материал в предпочтительных реализациях изделий согласно настоящему изобретению может быть, например, "стеклярусным" - в виде листового материала, содержащего слой инкапсулированных линз (смотри, например, патенты США №№ 3.190.178, 4.025.159, 4.896.943, 5.064.272 и 5.066.098), или в виде листового материала, содержащего слой уложенных линз (смотри, например, патент США № 2.407.680), или в виде листового материала, содержащего слой кубических отражающих элементов (смотри, например, патенты США №№ 3.684.348, 4.801.193, 4.895.428 и 4.938.563).
Например, в одном из воплощений настоящего изобретения основной слой может включать в себя самый верхний скрепляющий слой; защитный слой, состоящий, например, из поливинилбутираля; расположенный под скрепляющим слоем монослой из микросфер, имеющий верхнюю и нижнюю поверхности, причем его нижняя поверхность заделана в защитный слой, а верхняя поверхность заделана в скрепляющий слой; отражающий слой, подложенный под монослой микросфер, и самый нижний слой из чувствительного к давлению клеящего вещества. Скрепляющий слой может состоять, например, из поливинилбутираля или синтетической полиэфирной смолы, связанной поперечными связями со смолой из бутилат-меламина. Толщина скрепляющего слоя обычно лежит между 20 микронами и 120 микронами. Микросферы обычно изготавливаются из стекла с коэффициентом преломления между 2,1 и 2,3, и имеют диаметр от примерно 30 микрон до примерно 200 микрон, предпочтительно со средним диаметром около 60 микрон. Как правило, микросферы на 50% погружены в скрепляющий слой. Защитный слой обычно имеет такую толщину, что он отстоит от внешней поверхности микросфер на расстояние порядка четверти среднего диаметра микросфер. В качестве отражающего материала может использоваться слой металлических чешуек или нанесенный испарением в вакууме или химическим путем слой металла, например, алюминия или серебра.
Один из способов формирования подслоя для печатания как составной части полимерного листового материала включает в себя операции: а) подготовки полимерного слоя, предпочтительно основного слоя со световозвращающими элементами; b) нанесения пригодной для отверждения излучением композиции на указанный полимерный слой; и с) отверждения указанной композиции излучением, чтобы создать полимерный материал, имеющий подслой для печатания. Предпочтительные композиции для создания подслоя для печатания могут наноситься с помощью множества известных технологий, в том числе, например, окунанием, напылением, нанесением потоком, нанесением завесой, нанесением валиком, намазкой с помощью планки, намазкой с помощью ножа, намазкой с помощью свернутой проволоки и глубокой печатью. Знакомые с этой областью легко могут выбрать для конкретного применения один из этих или иных подходящих способов нанесения. После нанесения на полимерный материал композиция обычно предпочтительно подвергается воздействию излучения, чтобы создать полимерный материал с верхней экспонированной поверхностью, представляющей собой подслой для печатания.
Композиции в соответствии с настоящим изобретением обладают тем преимуществом, что позволяют конструировать полимерный листовой материал, состоящий из единственного слоя, который не только обеспечивает функциональные характеристики, для реализации которых ранее требовалось несколько слоев, таких как внешнее покрытие, просветляющий слой и т.п., но к тому же, пригоден для непосредственного печатания с помощью красителя/связующего на основе смол. Таким образом, способ изготовления согласно настоящему изобретению позволяет существенно упростить конструкцию листового материала.
Удостоверяющие ярлыки являются лишь одним из примеров маркировочных изделий, охватываемых настоящим изобретением. Материал поверхности с улучшенной адгезией, который предпочтительно является отвержденным излучением материалом, и более предпочтительно, явно выраженным подслоем для печатания, отвержденным определенным видом излучения, и красящее вещество подбираются таким образом, чтобы маркировочное изделие обладало одним или более полезным свойством из числа приведенных ниже: (1) стойкостью к истиранию; (2) хорошей адгезией между различными слоями изделия или между маркировкой и подслоем для печатания; (3) стойкостью к растворителям, в частности, стойкостью к бензину; (4) пригодностью для печатания; и (5) стойкостью к воздействию окружающей среды. Термин "стойкость к воздействию окружающей среды" относится к таким характеристикам изделия, как стабильность яркости возвращаемого света, стойкость к загрязнениям и/или стойкость к пожелтению при нормальных условиях эксплуатации вне помещений, где солнечный свет, температура или другие параметры окружающей среды могут сказываться на свойствах материалов. Предпочтительно, чтобы эти свойства могли быть обеспечены без необходимости нанесения защитных материалов поверх красящего вещества (т.е. без использования защитного слоя).
Описанные ниже в разделе "Примеры" методы испытаний могут быть использованы для определения, обладают ли изделия согласно настоящему изобретению одним или несколькими из вышеперечисленных свойств. Как правило, поверхности с улучшенной адгезией (предпочтительно, подслой для печатания и, более предпочтительно, отвержденное излучением покрытие) и красящие вещества могут быть испытаны раздельно.
Как правило, при одинаковых условиях испытаний после проведения одной или нескольких описанных ниже испытательных процедур удалялось меньше красящего вещества, по сравнению с количеством красящего вещества, удалявшегося с такого же, но не имевшего подслоя для печатания, изделия.
Красящее вещество предпочтительно не удалялось существенным образом после проведения одной или нескольких описанных в разделе "Примеры" испытательных процедур. Это означает, что в результате проведения требуемых испытаний удалялось не более чем примерно 50% (предпочтительно, не более примерно 25% и еще предпочтительнее, не более примерно 10%) красящего вещества. Количество удаленного красящего вещества может оцениваться качественно. Альтернативно, его можно оценить количественно, измерив денситометром плотность изображения до и после каждого испытания.
Воздействие испытательных процедур на поверхность с улучшенной адгезией может оцениваться как качественно, так и количественно. Например, для отдельно испытанного подслоя для печатания количество удаленного с него материала может быть определено качественно или количественно. Предпочтительно, подслой для печатания не должен существенным образом удаляться в результате проведения одной или нескольких испытательных процедур, описанных в разделе "Примеры". Здесь это означает, что в результате проведения требуемых испытаний удаляется не более чем 50%, предпочтительно, не более чем 25%, и более предпочтительно, не более чем 10% материала подслоя для печатания. Если подслой для печатания окрашен, количество удаленного с него материала можно определить, измерив денситометром плотность его окраски до и после каждого испытания. Другим способом определения степени воздействия испытательных процедур на поверхность с улучшенной адгезией является измерение с помощью соответствующего прибора [gloss meter] величины потери глянца после проведения необходимых испытаний.
Например, предпочтительно, чтобы красящее вещество (или только сам подслой для печатания) не удалялось существенным образом в результате 5 циклов, предпочтительно 10 циклов и еще более предпочтительно 25 циклов протирания красящего вещества (или только подслоя для печатания) бензином. Предпочтительно, чтобы красящее вещество (или только сам подслой для печатания) не удалялось существенным образом в результате 1000 циклов механического протирания красящего вещества (или только подслоя для печатания). Предпочтительно, чтобы красящее вещество (или только сам подслой для печатания) не удалялось существенным образом в результате прижатия усилием большого пальца к красящему веществу (или только к подслою для печатания) ленты, покрытой чувствительным к давлению клеящим веществом, и последующего ее удаления.
Поверхность с улучшенной адгезией
Поверхность 14 (фиг.1) может быть поверхностью из не содержащего целлюлозы органического полимера, непосредственно на которую наносится красящее вещество, или она может быть покрыта другим полимерным материалом (т.е. подслоем для печатания), улучшающим адгезию к красящим веществам. Предпочтительно, этот материал является материалом, пригодным для обработки излучением. Неожиданно выяснилось, что отвержденные излучением материалы восприимчивы ко множеству красящих веществ, наносимых с помощью весьма разнообразных способов печатания. Обычно такой материал представляет собой олигомер или полимер. Он может быть приготовлен из исходного вещества, которое должно накладываться в достаточно текучем состоянии, чтобы позволить образовать покрытие, а затем отвердевать, образуя пленку. В другом варианте оно может применяться в форме заранее приготовленной пленки. Отвердевание может достигаться химическим путем (т.е. полимеризацией или образованием поперечных связей) и/или сушкой (т.е. удалением растворителя) или простым охлаждением. Исходное вещество покрытия может быть органической композицией, растворенной в воде или другом растворителе или на 100% сухой (т.е. практически не содержащей растворителя). Т.е. органическая полимерная поверхность изделия согласно настоящему изобретению может быть сформирована из на 100% твердой композиции или покрыта ее раствором (например, в кетоне, в тетрагидрофуране или в воде) с последующей сушкой и/или отверждением. Исходное вещество покрытия предпочтительно представляет собой на 100% сухую композицию, практически не содержащую растворителя (т.е. не более 1% по массе). Это означает, что в исходном веществе присутствует не более чем примерно 1% (по массе) не участвующего в реакции разбавителя (определение см. ниже). В соответствии с этим исходное вещество образует покрытие либо вследствие простого высыхания, либо его компоненты полимеризуются или образуют поперечные связи благодаря любому из множества механизмов отверждения (например, окислительного отверждения кислородом воздуха, термического отверждения, отверждения под воздействием влаги или излучения с высокой энергией, конденсационной полимеризации, полимеризации под действием примеси или сочетания этих механизмов).
Предпочтительное исходное вещество покрытия, способное необратимо превращаться в твердый олигомерный/полимерный материал иногда называют "реактопластическим веществом". Здесь термин "реактопластическое вещество" будет использоваться для обозначения реакционноспособной системы, необратимо отверждающейся при нагреве, под воздействием энергичного излучения, такого как электронный пучок, ультрафиолетовый или видимый свет и т.п., или с течением времени при добавлении химического катализатора, влаги и т.п. Термин "реакционноспособный" указывает на то, что компоненты исходного вещества вступают в реакции полимеризации или образования поперечных связей (или в обе одновременно) друг с другом (или сами с собой) с помощью любого из указанных выше механизмов.
Компоненты, выбранные для включения в состав исходного вещества покрытия, могут предназначаться для улучшения долговечности и стойкости изделия, например, световозвращающего слоя удостоверяющего ярлыка к воздействию окружающей среды. В зависимости от конструкции листового материала с лежащей ниже покрытия поверхностью могут предпочтительно взаимодействовать различные компоненты исходного вещества (например, если в конструкцию включено отвержденное излучением покрытие нижележащего органического полимерного материала). Термином "взаимодействие" обозначается широкий спектр механизмов взаимодействия, таких как нарушение гладкости поверхности, растворение или взаимное проникновение. Возможно также ковалентное взаимодействие (например, полимеризация или образование поперечных связей) между исходным веществом покрытия и лежащей под ним поверхностью.
Исходные вещества покрытия могут содержать реакционноспособные и не реакционноспособные компоненты. Не реакционноспособные исходные вещества обычно содержат полимеры или олигомеры, растворенные или диспергированные в не реакционноспособной летучей жидкости, хотя также могут использоваться 100% сухие композиции. Такие композиции могут состоять, например, из осаждающегося из растворителя реактопласта, или из вещества, расплавляющегося при нагревании, или осаждающегося из воды латекса. Несмотря на то, что не реакционноспособные исходные вещества покрытия могут использоваться, они все-таки не являются предпочтительными.
Пригодными для формирования поверхностей с улучшенной адгезией предпочтительно являются исходные вещества покрытия, содержащие реакционноспособные компоненты, т.е. вещества способные полимеризоваться или образовывать поперечные связи с помощью разнообразных механизмов (например, окислительного отверждения, конденсации, отверждения под действием влаги, радиационного или термического отверждения свободно-радикальных систем и т.д., или с помощью сочетания таких механизмов). В список примеров входят, не ограничивая его, такие аминовые (т.е. аминопластовые) смолы как алкилированные уреат-формальдегидные смолы, меламин-формальдегидные смолы и алкилированные бензогуанамин-формальдегидные смолы; такие акрилатные (т.е. акрилатные и метакрилатные) смолы как винилакрилаты, акрилированные эпоксидные смолы, акрилированные уретаны, акрилированные акрилаты, акрилированные полиэфиры, акрилированные масла и акрилированные силиконы; такие алкидные смолы как уретаналкидные смолы, полиэфирные смолы, реакционноспособные уретановые смолы; такие фенолформальдегидные (т.е. фенольные) смолы как смолы типа резол и новолак (фирменные обозначения), феноллатексные смолы; такие эпоксидные смолы как бисфенольная эпоксидная смола; изоцианаты; изоцианураты; реакционноспособные виниловые смолы и им подобные. В этом тексте термины "смола" или "система на основе смолы" соответствуют полидисперсным системам, содержащим мономеры, олигомеры, полимеры или иx сочетания.
Такие реакционноспособные компоненты исходного вещества покрытия могут отверждаться под действием различных механизмов (например, путем конденсации или под действием примеси) с использованием, например, тепловой или лучистой энергии и т.п. Особо предпочтительны формы лучистой энергии, обеспечивающие высокую скорость реакции (например, требующие приложения в течение менее пяти минут и, более предпочтительно, менее пяти секунд). Наиболее желательно использовать электронные лучи в силу их способности проникать в толщу интенсивно окрашенных покрытий, быстрого и эффективного использования затраченной энергии и удобства управления. Другими полезными видами излучения являются ультрафиолетовый свет, ядерные излучения, инфракрасное и микроволновое излучение. В зависимости от конкретного механизма отверждения, исходное вещество покрытия может также содержать катализатор, инициатор или отвердитель, помогающий инициировать и/или ускорить процесс полимеризации, и/или образования поперечных связей.
В число реакционноспособных компонентов исходного вещества покрытия, допускающих отверждение под воздействием тепловой энергии и/или с течением времени при добавлении катализатора входят, например, такие фенольные смолы как резол и новолак; такие эпоксидные смолы как бисфенол-А-смолы; и такие аминовые смолы как алкилированные уреатформальдегидные смолы, меламин-формальдегидные смолы и алкилированные бензогуанамин-формальдегидные смолы. В зависимости от состава системы на основе смолы, исходные вещества покрытия, содержащие компоненты, которые сами по себе являются реакционноспособными, могут также содержать свободно-радикальные термические инициаторы, кислотные катализаторы и т.п. В число примеров свободно-радикальных термических инициаторов входят такие пероксиды как бензоилпероксид и азо-соединения. Обычно такие компоненты исходного вещества требуют для отверждения температуру, превышающую комнатную (т.е. от примерно 25°С до примерно 30°С), хотя известны системы, способные отверждаться при комнатной температуре.
Более предпочтительными являются исходные вещества, способные отверждаться под действием излучения. В этом тексте термины "отверждение под действием излучения" и "способность отверждаться под действием излучения" указывают на механизмы отверждения, включающие в себя полимеризацию и/или образование поперечных связей в системе на основе смолы под воздействием видимого света, ультрафиолетового излучения, электронного луча или их сочетания, возможно, в присутствии подходящего катализатора или инициатора. В основном существуют два типа механизма отверждения, происходящего под действием излучения – свободно-радикальное отверждение и катионное отверждение. Они обычно проходят в одну стадию и используют только один из механизмов отверждения. Для объединения полезных свойств обеих систем можно использовать смеси веществ, отверждающихся по свободно-радикальному и катионному механизмам. Как показано ниже, возможны также дуально и гибридно отверждающиеся системы.
В катионных системах катионные фотоинициаторы, подвергнутые воздействию ультрафиолетового излучения, реагируют, разлагаясь и превращаясь в кислотные катализаторы. Такие кислотные катализаторы поддерживают реакций образования поперечных связей с помощью ионного механизма. При катионном отверждении наиболее широко используются эпоксидные смолы, в частности циклоалифатические эпоксидные смолы, хотя возможно применение и ароматических эпоксидов и олигомеров на основе винил-эфира. Кроме того, при катионном отверждении вместе с эпоксидами в качестве передающих цепочки агентов и средств повышения эластичности могут применяться полиолы. С использованием катионных фотоинициаторов могут отверждаться также эпоксисилоксаны, как показано Eckberg и др. в "UV Cure of Epoxysiloxanes" в Radiation Curing in Polymer Science and Technology: Volume IV. Practical Aspects and Application под ред. Fouassier and Rabek, Elsevier Applied Science, NY, Chapter 2, 19-49 (1993). Катионные фотоинициаторы включают в себя соли ониевых катионов, таких как соли арилсульфония, равно как и органометаллические соли.
Примеры катионных фотоинициаторов раскрыты в патенте США № 4.751.138 (Tumey и др.) и № 4.985.340 (Halazzotti), а также в Европейских патентных заявках 306.161 и 306.162. Подходящим для эпоксисилоксанов фотоинициатором является фотоактивная соль иодония, поставляющаяся под торговой маркой UV9310C фирмой GE Silicones, Waterford, NY.
В свободно-радикальных системах излучение обеспечивает очень быстрое и контролируемое образование высокоактивных веществ, которые инициируют полимеризацию ненасыщенных веществ. В число примеров веществ, способных отверждаться свободными радикалами, входят, не ограничивая его, акрилатные смолы, производные аминопластов, имеющие боковые альфа- и бета-ненасыщенные карбонильные группы, производные изоцианурата, имеющие по меньшей мере одну ненасыщенную боковую акрилатную группу, производные изоцианурата, имеющие по меньшей мере одну ненасыщенную боковую акрилатную группу, ненасыщенные полиэфиры (например, продукты конденсации органических диацидов и гликолей), полиентиол-силиконовые системы и другие этилен-ненасыщенные композиции, а также их смеси и сочетания. Подобные системы, пригодные для отверждения излучением, подробно рассмотрены Allen и др. в "UV and Electron Beam Curable Pre-Polymers and Diluent Monomers: Classification, Preparation and Properties" в Radiation Curing in Polymer Science and Technology: Volume I. Fundamentals and Methods под ред. Fouassier and Rabek, Elsevier Applied Science, NY, Chapter 5, 225-262 (1993); Federation Series on Coatings Technology, Radiation Cured Coatings, Federation of Societies for Coating Technology, Philadelphia, PA, стр. 7-13; и Radiation Cured Primer I: Inks. Coatings and Adhesives. RadTech International North America, Northbrook, IL, стр. 45-53 (1990).
Системы, допускающие отверждение по свободно-радикальному механизму, могут отверждаться с помощью излучения, хотя они могут отверждаться и с помощью тепловой энергии, если в системе есть источники свободных радикалов (например, пероксиды или азо-соединения). Поэтому фраза "способная отверждаться под действием излучения" и, особенно, фраза "способная отверждаться по свободно-радикальному механизму" охватывает системы, которые могут также отверждаться под действием тепловой энергии с участием свободно-радикального механизма отверждения. Напротив, фраза "отвержденная под воздействием излучения" относится только к тем системам, которые были отверждены под воздействием лучистой (а не тепловой) энергии.
Перечень акрилатных смол, пригодных для использования в соответствии с настоящим изобретением, включает, не ограничиваясь ими, акрилированные уретаны (т.е. уретанакрилаты), акрилированные эпоксиды (т.е. эпоксиакрилаты), акрилированные сложные полиэфиры (т.е. полиэстеракрилаты), акрилированные акрилы, акрилированные силиконы, акрилированные простые полиэфиры (т.е. полиэтеракрилаты), винилакрилаты и акрилированные масла. Здесь термины "акрилат" и "(функционал)акрилат" равным образом охватывают как акрилаты, так и метакрилаты, будь то мономеры, олигомеры или полимеры.
Акрилированные уретаны являются диакрилэфирами простых или сложных полиэфиров, имеющих группу NCO с гидроксильным окончанием. Они являются наиболее предпочтительными. Они могут быть алифатическими или ароматическими, но алифатические акрилированные уретаны более предпочтительны, поскольку они менее подвержены воздействию погодных факторов. Примерами коммерчески доступных акрилированных уретанов являются продукты, известные под торговыми марками PHOTOMER (например, PHOTOMER 6010) фирмы Henkel Corp., Hoboken, NJ; EBECRIL 220 (гексафункциональный ароматический акрилуретан с молекулярным весом 1000), EBECRIL 284 (разбавленный 1,6-гександиолдиакрилатом алифатический диакрилуретан с молекулярным весом 1000), EBECRIL 4827 (ароматический диакрилуретан с молекулярным весом 1600), EBECRIL 4830 (разбавленный тетраэтиленгликольдиакрилатом алифатический диакрилуретан с молекулярным весом 1200), EBECRIL 6602 (трифункциональный ароматический акрилуретан с молекулярным весом 1300, разбавленный триметилпропанэтокситриакрилатом) и EBECRIL 8420 (алифатический диакрилуретан с молекулярным весом 1000) фирмы UCB Radcure Inc., Smirna, GA; SARTOMER (например, SARTOMER 9635, 9645, 963-B80, 966-A80) фирмы Sartomer Co., West Chester, PA; UVITHANE (например, UVITHANE 782) фирмы Morton International, Chicago, IL.
Акрилированные эпоксиды являются сложными диакрилэфирами бисфенол А эпоксидной смолы. Примерами коммерчески доступных акрилированных эпоксидов являются продукты, известные под торговыми марками EBECRIL 600 (бисфенол А эпоксидиакрилат с молекулярным весом 525), EBECRIL 629 (эпоксиноволакакрилат с молекулярным весом 550) и EBECRIL 860 (акрилат эпоксидированного соевого масла с молекулярным весом 1200) фирмы UCB Radcure Inc., Smirna, GA; и PHOTOMER 3016 (бисфенол А эпоксидиакрилат), PHOTOMER 3038 (смесь эпоксиакрилата с трипропиленгликольдиакрилатом) PHOTOMER 3071 (модифицированный бисфенол А акрилат) и т.д. фирмы Henkei Corp., Hoboken, NJ.
Акрилированные сложные полиэфиры являются продуктами взаимодействия акриловой кислоты с со сложными двухосновными эфирами с кислотными, алифатическими и диоловыми основаниями. Примерами коммерчески доступных акрилированных сложных полиэфиров являются продукты, известные под торговыми марками PHOTOMER 5007 (гексафункциональный акрилат с молекулярным весом 2000), PHOTOMER 5018 (тетрафункциональный акрилат с молекулярным весом 1000) и другие акрилированные сложные полиэфиры серии PHOTOMER 5000 фирмы Henkel Corp., Hoboken, NJ.; а также EBECRIL 80 (тетрафункциональный модифицированный полиэфиракрилат с молекулярным весом 1000), EBECRIL 450 (модифицированный полиэфиргексаакрилат жирной кислоты) и EBECRIL 830 (гексафункциональный полиэфиракрилат с молекулярным весом 1200) фирмы UCB Radcure Inc., Smirna, GA.
Акрилированные акрилаты суть акриловые олигомеры или полимеры, имеющие реакционноспособные боковые или концевые группы акриловой кислоты, способные образовывать свободные радикалы, участвующие в последующих реакциях. В число примеров коммерчески доступных акрилированных акрилатов входят продукты, известные под торговыми марками EBECRIL 745, 754, 767, 1701 и 1755 фирмы UCB Radcure Inc., Smirna, GA.
Акрилированные силиконы, такие как силиконы, вулканизирующиеся при комнатной температуре, суть силиконовые олигомеры или полимеры, имеющие реакционноспособные боковые или концевые группы акриловой кислоты, способные образовывать свободные радикалы, участвующие в последующих реакциях. Эти и им подобные акрилаты рассмотрены Allen и др. в "UV and Electron Beam Curable Pre-Polymers and Diluent Monomers: Classification, Preparation and Properties" в Radiation Curing in Polymer Science and Technology: Volume I., Fundamentals and Methods под ред. Fouassier and Rabek, Elsevier Applied Science, NY, Chapter 5, 225-262 (1993); Federation Series on Coatings Technology, Radiation Cured Coatings, Federation of Societies for Coating Technology, Philadelphia, PA, стр. 7-13 (1986) и в Radiation Cured Primer I: Inks, Coatings and Adhesives, RadTech International North America, Northbrook, IL, стр. 45-53 (1990).
Производные изоциануратов, имеющие по меньшей мере одну боковую акрилатную группу, и производные изоцианатов, имеющие по меньшей мере одну боковую акрилатную группу, подробно описаны в патенте США № 4.652.274 (Boetcher и др.). В число примеров изоциануратных смол, содержащих акрилатные группы, входит триакрилат три(гидроксиэтил)изоцианурата.
Аминопластовые смолы, способные отверждаться под воздействием излучения, имеют в олигомере или в каждой молекуле по меньшей мере одну боковую альфа-бета акрилатную группу. Такими ненасыщенными карбонильные группы могут быть акрилатного, метакрилатного или акриламидного типа. В число примеров смол, содержащих акриламидную группу, входят N-(гидроксиметил)-акриламид, N,N'-оксидиметиленбисакриламид, орто- и пара-акриламидометилированный фенол, акриламидометилированный феноловый новолак, гликолурилакриламид, акриламидометилированный фенол и их комбинации. Подобные материалы подробно описаны в патентах США № 4.903.440 (Larson и др.), № 5.055.113 (Larson и др.) и № 5.236.472 (Kirk и др.).
В число других подходящих ненасыщенных по этилену смол входят мономерные, олигомерные и полимерные компаунды, как правило, содержащие эфирные группы, амидные группы и акрилатные группы. Такие ненасыщенные по этилену компаунды предпочтительно имеют молекулярный вес не более чем примерно 4000. Предпочтительно они являются сложными эфирами, полученными в результате реакций в компаундах, содержащих алифатические моногидроокси-группы или алифатические полигидроокси-группы и такие ненасыщенные карбокислоты, как акриловая кислота, метакриловая кислота, итаконовая кислота, малеиновая кислота и им подобные. В этом тексте репрезентативные примеры акрилатных смол встречаются повсеместно. В число других ненасыщенных по этилену смол входят моноаллил-, полиаллил-, полиметаллил- эфиры и амиды карбоксилатных кислот, такие как диаллилфталат, диаллиладипат и N,N-диаллиладипатамин, а также стирен, дивинилбензен и винилтолуен. Сюда входят также трис(2-акрилоилоксиэтил)изоцианурат, 1,3,5-три(2-метилакрилоксиэтил)-с-триазин, акриламид, метилакриламид, N-метилакриламид, N,N-диметилакриламид, N-винилпирролидон, N-винилкапролактам и N-винилпиперидон.
В содержащих смолы дуально отверждающихся системах полимеризация или образование поперечных связей протекают в две раздельных стадии, в которых участвуют либо одни и те же, либо различные механизмы. В содержащих смолы гибридно отверждающихся системах оба механизма полимеризации или образования поперечных связей действуют одновременно под воздействием ультрафиолетового или электронного излучения. Химические механизмы отверждения, которые могут действовать в этом случае, включают, не ограничиваясь, радикальную полимеризацию двойных акриловых связей, радикальную полимеризацию ненасыщенных полиэфиров стирена или иных мономеров, воздушную сушку аллиловых функциональных групп, катионное отверждение виниловых эфиров или эпоксидов, конденсацию изоцианатов и термическое отверждение в присутствии кислотных катализаторов. Возможно также отверждение под действием сочетания ультрафиолетового излучения и электронного луча. Комбинированные механизмы отверждения могут быть обеспечены, например, смешиванием веществ, имеющих функциональные группы двух типов в одной структуре, или смешиванием различных веществ с функциональными группами одного типа. Подобные системы анализирует Peeter в "Overview of Dual-Cure and Hybrid-Cure Systems in Radiation Curing", в Radiation Curing in Polymer Science and Technology: Volume III, Polymer Mechanisms под ред. Fouassier and Rabek, Elsevier Applied Science, NY, Chapter 6, 177-217 (1993).
Из числа материалов, способных отверждаться под воздействием излучения, предпочтительнее материалы, отверждающиеся по свободно-радикальному механизму. В число примеров таких материалов входят, не ограничивая его, моно- или мульти-функциональные акрилаты (т.е. акрилаты и метакрилаты), акрилированные эпоксиды, акрилированные сложные полиэфиры, акрилированные ароматические или алифатические уретаны, акрилированные акрилаты, акрилированные силиконы и т.д., и их смеси или компаунды. Они могут быть мономерами или олигомерами (т.е. полимерами с небольшим молекулярным весом, как правило, содержащими от 2 до 100 мономерных единиц, чаще всего от 2 до 20 мономерных единиц) с различным молекулярным весом (например, со средним молекулярным весом от 100 до 2000). В число предпочтительных исходных веществ покрытий входят акрилированные эпоксиды, акрилированные сложные полиэфиры акрилированные ароматические или алифатические уретаны и акрилированные акрилаты. Акрилированные ароматические или алифатические уретаны входят в число более предпочтительных исходных веществ, а акрилированные алифатические уретаны входят в число наиболее предпочтительных исходных веществ.
Системы, отверждающиеся по свободно-радикальному механизму, часто содержат олигомеры и/или полимеры (часто называемые пленкообразователями), которые создают несущий каркас образующегося отвержденного материала, и реакционноспособные мономеры (их часто называют реагирующими разбавителями), предназначенные для регулирования вязкости отверждаемого компаунда. Хотя обычно пленкообразователи являются олигомерными или полимерными веществами, некоторые мономерные вещества также способны образовывать пленки. Как правило, такие системы требуют использования ультрафиолетового или электронного излучения. Системы, отверждающиеся ультрафиолетовым излучением, обычно содержат фотоинициатор. Для уменьшения вязкости системы может применяться вода или органические растворители (т.е. разбавители, не участвующие в реакции), хотя из-за этого обычно требуется термическая обработка для удаления растворителя. Поэтому предпочтительные исходные вещества покрытия не содержат воды или органических растворителей. Иными словами, они предпочтительно являются на 100% твердыми составами.
В состав предпочтительных исходных веществ покрытий согласно настоящему изобретению входят пленкообразующее вещество и участвующий в реакциях разбавитель. Такой участвующий в реакциях разбавитель включает в себя по меньшей мере одно моно- или мульти-функциональное мономерное вещество. Здесь термин "моно-функциональное" означает, что вещество содержит единственную двойную связь углерод-углерод, а "мульти-функциональное" - что оно содержит более чем одну двойную связь углерод-углерод или иную химически активную группу, способную участвовать в образовании поперечных связей посредством конденсации. В число смол с двойными связями углерод-углерод и другими химически активными группами входят, например, метакрилоксипропилтриметоксисилан, изоцианатэтилметакрилат и изобутоксиметилакриламид. Подходящими участвующими в реакциях разбавителями являются те же вещества, которые обычно используются для регулирования вязкости систем, способных отверждаться под воздействием излучения. Они предпочтительно являются акрилатами, хотя возможно использование таких, не принадлежащих к акрилатам веществ, как N-винилпирролидинон, лимонен и лимоненоксид, если эти мономеры не насыщены по этилену, чем обеспечивается их реакционноспособность. В состав пленкообразующего материала входит по меньшей мере одно вещество, способное отверждаться под воздействием излучения, такое как моно- или мульти-функциональный компаунд, обычно используемый в системах, отверждаемых излучением, хотя возможно также применение термопластических полимеров. Такие термопластические полимеры могут быть "само-реагирующими" (т.е. способными образовывать внутренние поперечные связи) и могут вступать или не вступать в реакцию с реакционноспособным разбавителем.
Предпочтительно, исходное вещество содержит по меньшей мере один монофункциональный мономерный компонент и по меньшей мере один мультифункциональный олигомерный компонент. Более предпочтительно, чтобы такие исходные вещества содержали по меньшей мере один монофункциональный мономерный акрилат с молекулярным весом, не превышающим примерно 1000 (более предпочтительно примерно 100... 1000), и по меньшей мере один мультифункциональный олигомерный акрилированный уретан с молекулярным весом не менее примерно 500, предпочтительно от примерно 500 до примерно 7000 и еще более предпочтительно от примерно 1000 до примерно 2000.
Монофункциональные мономеры обычно имеют свойство снижать вязкость компаунда и обеспечивать его более быстрое проникновение в нижележащий слой. Мультифункциональные мономеры и олигомеры (например, диакрилаты и триакрилаты) обычно обеспечивают образование большего числа поперечных связей и более прочное соединение между слоями и внутри каждого слоя. К тому же, в зависимости от своей структуры, мультифункциональные мономеры и олигомеры могут придавать гибкость или жесткость. Акрилированные олигомеры, предпочтительно олигомеры акрилированного уретана, придают покрытию такие желательные свойства как ударная вязкость, твердость и гибкость.
В число примеров подходящих монофункциональных мономеров входят, не ограничивая его, этилакрилат, метилметакрилат, изооктилакрилат, оксиэтилированный фенолакрилат, изоборнилакрилат, 2-этилгексилакрилат, 2-феноксиэтилакрилат, 2-(этоксиэтокси)этилакрилат, капролактонакрилат, тетрагидроксифурфурилакрилат (ТГФ-акрилат), этиленгликольметакрилат и метокситрипропиленгликольмоноакрилат. В число примеров подходящих мультифункциональных мономеров входят, не ограничивая его, триэтиленгликольдиакрилат, пентаэритритолтриакрилат, глицеролтриметилакрилат, глицеролтриакрилат, глицерилпропоксилаттриакрилат, триметилпропантриметакрилат, триметилпропантриакрилат, тетраметиленгликольдиакрилат, 1,6-гександиолдиакрилат, 1,4-бутандиолдиакрилат, трипропиленгликольдиакрилат, этиленгликольдиметакрилат, этиленгликольдиакрилат, полиэтиленгликольдиакрилат, пентаэритриолтетраакрилат, пентаэритритолтетраметакрилат и 1,6-гександиакрилат. В число других моно- и мультифункциональных мономеров входят винилацетат, N-винилформамид, N-винилкапролактам, этоксиэтоксиэтилакрилат и т.д. Эти мономеры коммерчески доступны под торговыми марками EBECRIL фирмы UCB Radcure Inc., Smirna, GA, PHOTOMER фирмы Henkel Corp., Hoboken, NJ, SARTOMER фирмы Sartomer Co., West Chester, PA. Лимоненоксид поставляет Aldrich Chemical Co., Milwaukee, Wl. N-винилпирролидинон поставляет Kodak, Rochester, NY.
В число примеров подходящих акрилированных олигомеров входят, не ограничивая его, акрилированные эпоксиды, акрилированные сложные полиэфиры, акрилированные ароматические или алифатические уретаны, акрилированные силиконы, акрилированные простые эфиры, винилакрилаты, акрилированные масла и акрилированные акрилаты. Из них предпочтительны акрилированные ароматические или алифатические уретаны, причем акрилированные алифатические уретаны наиболее предпочтительны, поскольку они обладают большей гибкостью и более стойки к погодным факторам. В число примеров некоторых акрилированных алифатических уретанов (т.е. алифатических уретанакрилатов) входят составы, коммерчески доступные под торговыми марками PHOTOMER 6010 (молекулярный вес 1500) фирмы Henkel Corp., Hoboken, NJ, EBECRIL 8401 (молекулярный вес 1000) и EBECRIL 8402 (молекулярный вес 1000, уретандиакрилат) фирмы UCB Radcure Inc., Smirna, GA; а также поставляемые фирмой Sartomer Co., West Chester, PA, S-9635, S-9645 и S-9655, содержащие 25% изоборнилакрилата (по массе), S-966-B80, содержащий 20% (по массе) гексанендиолдиакрилата и S-966-A80, содержащий 20% (по массе) трипропиленгликольтриакрилата.
Для увеличения растворимости реакционноспособных смол (например, акрилированных олигомеров) и/или термопластических полимеров с большим молекулярным весом в исходное вещество покрытия могут входить различные растворители, отличные от рассмотренных выше разбавляющих мономеров. Такие растворители называют не реагирующими разбавителями или не реагирующими мономерами, поскольку они не участвуют существенным образом в полимеризации или в образовании поперечных связей со смолами исходного вещества, например, в условиях отверждения в соответствии со способами согласно настоящему изобретению. Более того, такие растворители, как правило, удаляются путем нагревания, хотя их полное удаление и не всегда необходимо. В число подходящих для этого растворителей входят различные кетоновые растворители, тетрагидрофуран, ксилен и им подобные. Однако предпочтительной альтернативой является на 100% твердый состав исходного вещества в соответствии с данным выше определением.
Если желательно, в состав исходного вещества могут быть включены красители (т.е. пигменты или краски). В число примеров приемлемых красителей входят диоксид титана, голубой фталоцианин, черный углерод, белый основной карбонат свинца, оксид цинка, сульфид цинка, оксид сурьмы, оксид циркония, сульфохромат свинца, ванадат висмута, молибдат висмута, равно как и другие пигменты, в частности, непрозрачные пигменты, описанные в патенте США № 5.706.562 (Coderre) и органические пигменты, описанные в патенте США № 5.706.133 (Orensteen). Краситель может быть добавлен в количестве, обеспечивающем желаемую окраску, и может быть введен в исходное вещество множеством различных способов.
Предпочтительно в состав исходного вещества входит реагирующий разбавитель в количестве от примерно 5% до примерно 25% от суммарной массы исходного вещества. Количество пленкообразующего вещества и дополнительного красителя в исходном веществе зависит от желаемой непрозрачности, гибкости, вязкости и т.п. Предпочтительно, пленкообразующее вещество составляет от примерно 25% до примерно 95% (по массе), а краситель составляет не более чем примерно 50% (по массе) от полной массы исходного вещества.
В исходные вещества согласно настоящему изобретению, отверждаемые под воздействием ультрафиолетового излучения, как правило, входит фотоинициатор. В число иллюстративных примеров инициаторов фотополимеризации (т.е. фотоинициаторов) входят, не ограничиваясь нижеперечисленным, органические пероксиды, азо-соединения, хиноны, бензофеноны, нитрозо-соединения, акрил-галоидные соединения, гидрозоны, меркапто-соединения, пирилиевые соединения, триакриламидазолы, бисимидазолы, хлоралкилтриазины, бензоинэфиры, безилкетали, тиоксантоны и производные ацетофенона. В число конкретных примеров входят бензил, метил-о-бензоат, бензоин, бензоинэтилэфир, третичный амин бензофенона, такие ацетофеноны как 2,2-диэтоксиацетофенон, бензилметилкеталь, 1-гидроксициклогексилфенилкетон, 2-гидрокси-2-метилпропан-1-он, 1-(4-изопропилфенил)-2-гидрокси-2-метилпропан-1-он, 2-бензил-2-N,N-диметиламино-1-(4-морфолинфенил)-1-бутаном, 2,4, 6-триметилбензоилдифенилфосфиноксид, 2-метил-1-4(метилтио), фенил-2-морфолин-1-пропанон, бис(2,6-диметоксибензоил)(2,4,4-триметилпентил)фосфиноксид и т.д. В число таких фотоинициаторов входят коммерчески доступные под торговыми марками DAROCUR и IRGACURE фирмы Ciba-Geigy Corp., Ardsley, NY. Как правило, фотоинициатор добавляется в количествах, необходимых для достижения желаемой скорости реакции. Предпочтительно он используется в количествах от примерно 0,01% (по массе) до примерно 5%, и более предпочтительно, от примерно 0,1% до примерно 1% от полной массы исходного вещества.
Другими компонентами, которые могут включаться в состав исходного вещества, являются фильтры, гасители пены, усилители адгезии, "разглаживатели" (например, такое средство для увеличения текучести, как полидиметилсилоксан), увлажнители, средства, увеличивающие скользкость, стабилизаторы, в том числе вещества, добавляемые для повышения стойкости к воздействию окружающей среды (например, вещества, повышающие стойкость к температуре, видимому или ультрафиолетовому излучению), пластификаторы, вещества, улучшающие адгезию и т.д. Такие компоненты могут участвовать или не участвовать в реакциях, однако обычно они не участвуют в реакциях. Примерами участвующих в реакциях пластификаторов могут служить коммерчески доступные под торговыми марками SARBOX SB-600 и SB-510E35T фирмы Sartomer Co. Как правило, такие добавки вводятся в количествах, необходимых для получения желаемых характеристик. Предпочтительно они вводятся в количествах от примерно 0,01% (по массе) до примерно 5%, и более предпочтительно, от примерно 0,1% до примерно 1% от полной массы исходного вещества.
В соответствии с настоящим изобретением может применяться любой способ нанесения исходного вещества покрытия. Выбор способа нанесения зависит от вязкости исходного вещества, желаемой толщины покрытия, скорости нанесения покрытия и т.д. Приемлемые способы нанесения были рассмотрены выше. Как правило, используется толщина исходного слоя от примерно 10 микрон до примерно 250 микрон.
После нанесения исходного вещества на нижележащий слой, оно предпочтительно подвергается воздействию источника энергии для инициирования отверждения. Примерами приемлемых и предпочтительных источников энергии являются тепловая энергия и энергия излучения. Количество необходимой энергии зависит от многих факторов, включая химизм смолы, объем нанесенного исходного вещества, количество и характер добавок, особенно добавленного пигмента. Для тепловой энергии характерны температуры от примерно 30°С до примерно 100°С. Время экспозиции может изменяться от примерно 5 минут до более чем 24 часов, причем большие продолжительности соответствуют более низким температурам.
В число источников лучистой энергии, пригодных для использования в соответствии с настоящим изобретением, входят электронные лучи, ультрафиолетовое излучение, видимый свет и их сочетания. Электронный луч, известный также под названием "ионизирующее излучение" может использоваться при уровнях энергии от примерно 0,1 Мрад до примерно 10 Мрад, предпочтительно от примерно 3 Мрад до примерно 8 Мрад, и еще более предпочтительно, от примерно 5 Мрад до примерно 6 Мрад при ускоряющих напряжениях от примерно 75 кВ до примерно 5 MB, предпочтительно при ускоряющих напряжениях от примерно 100 кВ до примерно 300 кВ. Под ультрафиолетовым излучением понимается излучение (не несущее частиц) с длиной волны в диапазоне от примерно 200 нанометров до примерно 400 нанометров. Предпочтительно, чтобы используемое ультрафиолетовое излучение имело плотность 118...236 вт/см2. Под видимым светом понимается излучение (не несущее частиц) с длиной волны в диапазоне от примерно 400 нанометров до примерно 800 нанометров. При использовании лучистой энергии частицы некоторых пигментов и/или иных добавок могут поглощать эту энергию, препятствуя полимеризации смол, входящих в состав исходного вещества. Если это явление наблюдается, можно использовать более высокие дозы облучения и/или увеличить количество фотоинициатора до уровня, обеспечивающего компенсацию указанного поглощения излучения. Аналогично может потребоваться увеличение ускоряющего напряжения электронного луча для увеличения проницающей способности ионизирующего излучения.
Красящие вещества
Подходящими красящими веществами являются те же вещества, которые используются в различных процессах печатания для окраски участков поверхности, например, цветом, отличающимся от ее цвета (цвета подложки) с тем, чтобы напечатанная информация могла стать различимой тем или иным способом. Обычно такие красящие вещества создают различимое невооруженным глазом изображение, состоящее из подобранных буквенно-цифровых знаков или иных символов, например, штрих-кодов, эмблем и т.п. желаемого цвета. Однако, если желательно, информация может быть читаемой иными средствами (например, воспринимаемые прибором инфракрасные изображения). Примерами таких красящих веществ являются вещества, обычно используемые в неконтактных принтерах (например, тонеры для лазерных принтеров), равно как и при контактной печати (например, в содержащей чернила резиновой ленте в принтерах с термическим переносом массы). Как правило, для каждого процесса печати для образования печатного изображения требуется особое красящее вещество. Некоторые красящие вещества были специально разработаны, чтобы избежать необходимости распыления крахмала для устранения отмарывания при листовой печати или для предотвращения загрязнения воздуха испаряющимся растворителем чернил при рулонной печати. Существуют красители, которые имитируют металлический блеск, создают намагниченные изображения, читаемые только с помощью электронного оборудования, изображения, устойчивые к действию алкоголя и стирания для этикеток алкогольных напитков, устойчивые к щелочам для упаковки мыла, флюоресцентные, с повышенной яркостью для увеличения привлекательности изображения. Существуют чернила, созданные специально для растровой печати, для высокой печати, для глубокой печати и флексографической печати. Многие из этих красителей требуют отверждения излучением (например, чернила, закрепляемые ультрафиолетовым или ионизирующим излучением), которые были созданы для устранения проблем загрязнения окружающей среды, связанных с распыляемыми или растворенными материалами. Красящие материалы, отверждаемые ультрафиолетовым излучением, обычно содержат жидкие преполимеры (олигомеры и/или мономеры) и инициаторы, которые под воздействием интенсивного ультрафиолетового излучения образуют свободные радикалы, мгновенно полимеризующие растворитель в сухую плотную термопластичную смолу. Так же действуют красящие материалы, отверждаемые ионизирующим излучением, но они не содержат инициаторов.
Красящие вещества обычно разрабатываются для определенных процессов печати, в которых они будут использоваться для создания изображений. В общем, подходящими для использования согласно настоящему изобретению являются красящие вещества, содержащие краситель (например, пигмент или краска), носитель на основе смолы (т.е. связующее), в котором растворен или диспергирован краситель, и другие возможные добавки для интенсификации высыхания и/или для придания необходимых рабочих характеристик. Некоторые компоненты красящих веществ, используемых в различных процессах печати, могут принадлежать одному семейству веществ, но их отдельные свойства могут потребовать модификации в соответствии с особенностями используемой технологии печати. Например, смолы из семейства сложных полиэфиров могут использоваться в качестве связующего для растровой печати, в электрофотографии, при термическом переносе и т.д., но для каждого процесса их молекулярный вес, степень образования поперечных связей и конкретные мономеры могут выбираться различными.
Для обеспечения хорошей адгезии к поверхностям с улучшенной адгезией маркировочных изделий сбгласно настоящему изобретению, в частности, к материалам, отвержденным под действием излучения, связующее красящего вещества предпочтительно содержит реакционноспособные компоненты, т.е. вещества, способные образовывать поперечные связи и/или полимеризоваться путем широкого круга механизмов (например, окислительного отверждения, конденсации, отверждения под воздействием влаги, излучением или термическим отверждением свободно-радикальных систем и т.д.). Более предпочтительно, чтобы связующее красящего вещества содержало полимер, выбранный из группы, в которую входят сложный полиэфир, винил, полиолефин, поливинилацеталь, алкил- или арил замещенный акрилат или метакрилат, сополимер этилена или пропилена с акриловой кислотой, метакриловой кислотой или винилацетатом или сочетание этих веществ. В качестве примера в таблице 2 раздела "Примеры" представлено большое разнообразие типов красящих веществ, нанесенных с помощью различных типов принтеров.
Красители и добавки для разных типов красящих веществ и печатающих устройств могут быть различными, как это хорошо известно знакомым с этой областью. Многие из приемлемых красителей и добавок были названы выше при обсуждении химизма поверхности с улучшенной адгезией.
Печатающие устройства
Описанные здесь красящие вещества могут быть использованы многими типами печатающих устройств, как контактными, так и неконтактными, предпочтительно цифровыми печатающими устройствами, для создания изображений на поверхностях с улучшенной адгезией, в частности на специальных подслоях для печатания, и особенно на описанных здесь отвержденных излучением покрытиях. Это могут быть электростатические, электрофотографические устройства использующие осаждение ионов, магнитографические, струйные (чернильные) устройства, устройства с переносом массы и устройства растровой, глубокой, высокой и офсетной печати. Во многих из них используются процессы цифровой печати (например, электростатические, электрофотографические, магнитографические и струйные устройства и устройства с переносом массы или использующие осаждение ионов), в которых информация об изображениях находится в цифровой форме. Такие процессы используются главным образом для малых тиражей и для срочного печатания по заказам различающейся или персонализированной информации, например, адресов, кодов и т.п.
Ниже дается краткое описание некоторых процессов печатания, пригодных для использования в рамках способов согласно настоящему изобретению. Более полную информацию можно получить в стандартных руководствах по печатанию. Примерами таких руководств являются Principles of Non Impact Printing. J.L.Johnson, Palatine Press (1986); Understanding Digital Color. Phil Green, Graphic Arts Technical Foundation (1995), стр. 293-310; и Pocket Pal, A Graphic Production Handbook, изданный M.Bruno, International Paper Co., 16th edition (1995), стр. 126-150.
Электростатическая печать состоит из этапа создания изображения путем нанесения электрического заряда непосредственно на подготовленную к печати поверхность и этапа окрашивания с помощью жидкого тонера. Затем следует этап закрепления тонера с помощью нагрева и давления. Существует большой выбор принтеров, использующих этот способ печатания, с шириной вплоть до 52 дюймов (до 132 см). Они применяются для печатания архитектурных рисунков, афиш и т.п. Устройства электрофотографической печати (включая лазерную печать и ксерографию) аналогичны высокоскоростным копировальным системам. В электрофотографическую систему входят, например, электростатический фотопроводник, заряжаемый коронным разрядом под воздействием лазера, модулированного сигналом, выработанным цифровой системой обработки изображений на основе программного продукта PostScript, и устройство переноса окрашенного изображения с фотопроводника на подложку. Такие системы используются для печатания переменной информации одним цветом или (в специализированных системах) несколькими не смешивающимися цветами со скоростью до 300 футов (почти 100 м) в минуту. На рынке цветной печати распространены также более медленные системы для четырехцветной печати переменной и оперативной информации.
Печатание способом электростатического осаждения ионов, часто называемое созданием изображения электронным лучом (ЕВI), состоит из четырех простых этапов: (1) заряженное изображение создается пучком заряженных частиц (электронов), направляемых из картриджа на нагретую поверхность вращающегося барабана из очень твердого анодированного алюминия, (2) однокомпонентный магнитный тонер притягивается к поверхности по мере вращения барабана, (3) окрашенное изображение переносится на подложку и фиксируется на ней давлением, (4) избыток тонера стирается с барабана. Теперь он готов к созданию нового изображения. Новые системы с использованием новейших красителей способны создавать качественные изображения с плавными переходами четырех цветов. Магнитография аналогична способу EBI с тем отличием, что в ней используется магнитный барабан, на поверхности которого под управлением компьютера создается намагниченное переменное изображение, и однокомпонентный магнитный тонер. Ее основным преимуществом является удобство создания изображений с помощью цифровых данных.
Струйная печать используется главным образом для печати переменной информации, такой как коды и адреса для подготовленных на компьютере писем, бланков ставок на тотализаторе и в иных случаях, требующих прямого указания персонального почтового адреса. Существует множество типов струйных принтеров: с непрерывным истечением, брызгающие по команде, пузырьково-струйные, одноструйные и многоструйные. Изображение создается цифровыми методами с помощью водорастворимых чернил. Струйные принтеры образуют капельки чернил либо выдавливанием струи через сопло давлением, либо выбрасывая отдельные капли по командам, зависящим от создаваемого изображения. Принтеры, выбрасывающие каплю по команде, делают это либо тепловым (испарением чернил), либо пьезоэлектрическим (изменением фазы) путем.
Устройства с термическим переносом массы используют подготовленные компьютером в цифровой форме тексты и изображения для управления термической печатающей головкой, создающей на лентах с красителями [doner - sic] расплавленные чернильные точки, которые затем переносятся на подложку. Используемые в настоящее время системы имеют встроенные компьютеры и изготавливают содержащие до 25% переменной информации полностью готовые этикетки и иные печатные изделия, в четырех цветах, ламинированные и отрезанные вращающимся или плоским резаком.
Растровая печать является единственным в своем роде процессом, пригодным для печатания малых тиражей практически на любой поверхности. Им можно печатать графические и тоновые изображения.
Иногда растровая печать выполняется вручную с помощью очень простого оборудования, состоящего из стола, рамки с растром и резинового валика.
Однако в большинстве коммерческих применений растровая печать выполняется механизированными устройствами. В процессе печатания покрытый чернилами растр с рисунком, соответствующим желаемому изображению, тесно прижимается к подложке, и резиновый валик сквозь открытые участки ткани растра продавливает чернила на подложку. Затем подложка с нанесенным изображением высушивается для удаления растворителя из чернил, и этим завершается процесс.
Устройство глубокой печати состоит из печатного цилиндра, прижимного цилиндра и системы подачи чернил. Чернила (красящее вещество) подаются на печатный цилиндр обдуваемым воздухом роликом или распылителем, причем избыток чернил удаляется лезвием ракеля и возвращается в красочный аппарат. Прижимной цилиндр покрыт резиновой композицией, прижимающей к чернилам поверхность, на которой должен быть сделан отпечаток. Глубокая печать используется при изготовлении упаковочных материалов, покрытий для полов, не допускающих сдавливания обоев, пластиковых ламинатов и т.п.
В семейство устройств для высокой печати входят три основных конструкции: машины плоской печати, вертикальные рулонные плоскопечатные машины и ротационные печатные машины. Многие коммерческие работы выполняются на машинах с листовой подачей, но большинство многотиражных изданий (журналы, книги, газеты) печатаются на машинах с рулонной подачей. Более подробную информацию об этих типах печатающих устройств можно найти в цитировавшемся выше руководстве Pocket Pal. A Graphic Production Handbook. Машины офсетной печати имеют три печатных цилиндра и столько же чернильных и увлажняющих систем. По мере вращения печатного цилиндра он входит в соприкосновение сначала с увлажняющим, а затем с красящим роликом. Увлажняющий ролик смачивает печатный цилиндр, так что на его поверхности образуются не печатающие участки, отталкивающие краску. Затем чернильное изображение переносится на резиновое полотнище, и когда бумага проходит между полотнищем и прижимным цилиндром, на ней остается отпечаток. Рулонные офсетные машины способны печатать со скоростью до 3000 футов (почти 1000 м) в минуту и используются для печатания газет, журналов, бланков, компьютерных писем, каталогов торговли по почте, подарочных упаковок и т.п. Более подробную информацию об этих типах печатающих устройств можно найти в цитировавшемся выше руководстве Pocket Pal, A Graphic Production Handbook.
ПРИМЕРЫ
Цели и выгоды настоящего изобретения подробно иллюстрируются приведенными ниже примерами, но упомянутые в них конкретные вещества, их количества, равно как и иные условия и детали ни в коей мере не должны рассматриваться как ограничивающие настоящее изобретение.
Подготовка материалов
Подготовка подслоя для печатания из акрилат-метакрилатного сополимера.
Акрилат-метакрилатный сополимер (3М SCOTCHLITE 880 Clear Coat фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) был нанесен на поверхность световозвращающего покрытия (SCOTCHLITE RRS 3750 фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) с помощью приспособления K-Coater (фирма Testing Machines, Inc., Amitville, NY) и проволочной рейки КК bar #2. Затем покрытие было на 10 минут помещено в печь с температурой 270°F (около 130°С), чтобы толщина отверждаемого покрытия составила примерно 1 мил (0,025 мм). Это покрытие внесено в таблицу 1, как покрытие 2.
Подготовка подслоя для печатания из этиленвинилацетатного сополимера.
Экструдированные пленки (1 мил) из смол, в том числе Binel 3101 (содержащий акрилат этиленвинилацетатный сополимер фирмы DuPont Company, Wilmington, DE, покрытие 3, таблица 1); Chevron 1305 (этиленвинилацетатный сополимер фирмы Chevron Co., San Francisco, CA, покрытие 5, таблица 1); Elvax 260 (этиленметакрилатный сополимер фирмы DuPont Company, Wilmington, DE, покрытие 4, таблица 1) были нагреты и под давлением нанесены на поверхность световозвращающего покрытия (SCOTCHLITE RRS 3750 фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) при температуре 325°F (около 165°С) при условиях, описанных в патенте США № 4.664.966 (Bailey и др.). Эти покрытия также могут наноситься из раствора.
Подготовка подслоя для печатания из сульфополиэстеруретана с силиловыми концевыми группами.
Сульфополиэстеруретан с силиловыми концевыми группами, описанный в патенте США № 5.756.633 был нанесен с помощью приспособления K-Coater (фирма Testing Machines, Inc., Amitville, NY) и проволочной рейки КК bar #2 на поверхность световозвращающего покрытия (SCOTCHLITE RRS 3750 фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN). Затем покрытие было высушено на воздухе, чтобы толщина отверждаемого покрытия составила примерно 1 мил (0,025 мм). Это покрытие внесено в таблицу 1, как покрытие 6.
Подготовка подслоя для печатания UV Clear Coat.
Подслой для печатания (3М SCOTCHLITE 9200 серии Clear coat (покрытие 8, таблица 1) и 9700 Toner (покрытие 7, таблица 1), (оба эти вещества поставляются фирмой Minnesota Mining and Manufacturing Co., St. Paul, MN) были нанесены на поверхность световозвращающего покрытия (SCOTCHLITE RRS 3750 фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) с помощью приспособления K-Coater (фирма Testing Machines, Inc., Amitville, NY) и проволочной рейки КК bar #4. Покрытые полотнища были отверждены перемещением под ртутными лампами среднего давления со скоростью 27 футов (около 8 м) в минуту до получения дозы излучения 0,324 Дж/см2. Толщина сухого покрытия каждого из образцов составила 0,9 мил (0,023 мм). Применив другие проволочные рейки, можно было по желанию получать и более тонкие и более толстые покрытия.
Контрольное покрытие в таблице 1 представляет собой термически отвержденное покрытие на основе сложных эфиров, являющееся самым верхним слоем в 3М SCOTCHLITE Validation Security Sheeting 5330, коммерчески поставляемом фирмой Minnesota Mining and Manufacturing Co., St. Paul, MN.
Покрытие 1 в таблице 1 представляет собой термически отвержденное прозрачное покрытие фирмы Akzo Nobel Inks, Inc., Arnhem, The Netherlands, коммерчески доступное под торговой маркой WERNEKE ARCXX0013. Этот материал был нанесен на поверхность световозвращающего покрытия (SCOTCHLITE RRS 3750 фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) с помощью флексографического пресса и высушен в печи до получения сухого покрытия толщиной 0,3 мил (0,0008 мм).
Испытательные процедуры:
Проверка адгезии.
Листы световозвращающего материала с покрытием и напечатанным изображением наклеивались на плоскую алюминиевую панель с конверсионным покрытием фирмы The Q-Panel Co., 26200 First St, Cleveland, ОН (материал для дождевых водостоков) с помощью собственного клеящего слоя световозвращающего материала. Панель имела размер 11×2,75 дюйма (30х7 см). Кусок ленты марки 3М 610 (чувствительная к давлению клейкая лента фирмы Minnesota Mining and Manufacturing Co., St. Paul, MN) прижимался к изображению (или только к подслою для печатания) усилием большого пальца.
После отклеивания ленты качественно оценивалось количество удаленного материала. Оценка 10 баллов означает, что материал практически не удаляется, тогда как оценка 0 баллов означает, что была удалена существенная часть испытуемого материала (подслоя для печатания или красящего вещества). Хотя количественные измерения плотности изображения не проводились, принималось, например, что оценка 7 баллов (в зависимости от толщины испытуемого покрытия) в общем соответствует 70% сохранившегося материала.
Испытание на стойкость к истиранию.
Стойкость к истиранию во влажном состоянии проверялась по модифицированной методике Федерального Стандарта Методов Испытаний (ASTM) 141a, Method 6142, Gardner Laboratory Bulletin WG 2000) с использованием приборов Gardner Model M-105 и Gardner Straight Line Washability and Abrasion Tester № 1364.
Образцы для испытаний готовились путем наклейки двух испытуемых образцов световозвращающего материала с покрытием и напечатанным изображением на плоскую алюминиевую панель с конверсионным покрытием фирмы The Q-Panel Co., 26200 First St, Cleveland, ОН (материал для дождевых водостоков). Панель имела размер 11х2,75 дюйма. После наложения образцов на панель, они плотно прикатывались к ней с помощью небольшого резинового валика для обоев (диаметром приблизительно 1,5 дюйма).
После выдержки щетки из китайской свиной щетины в теплой воде (приблизительно 100-120°F (45-50°С)) в течение 30 минут, с нее удалялся избыток воды. Затем щетка в течение 5 минут обрабатывалась 0,5%-ным раствором детергента ("Dreft"). Щетка из китайской свиной щетины помещалась в щеткодержатель испытательного прибора. Испытуемая панель устанавливалась в испытательный прибор. Испытательный прибор был слегка доработан, чтобы в него можно было установить панель размером 11×2,75 дюйма. Испытательный цикл состоял из 1000 циклов движения щетки. В ходе испытаний на панель с частотой примерно 12 раз в минуту капали 0,5%-ным раствором детергента ("Dreft") через титровальную колонку (как раз в таком количестве, чтобы панель оставалась влажной). Затем испытательная панель отполаскивалась и высушивалась.
Количество удаленного материала оценивалось качественно. Оценка 10 баллов означает, что материал практически не удаляется, тогда как оценка О баллов означает, что была удалена существенная часть испытуемого материала (подслоя для печатания или красящего вещества). Хотя количественные измерения плотности изображения не проводились, принималось, например, что оценка стойкости к истиранию 7 баллов в общем соответствует 70% сохранившегося материала.
Испытания на стойкость к погодным воздействиям.
Стойкость к воздействию погодных условий оценивалась по методике ASTM G53. Испытуемые образцы (листы световозвращающего материала с покрытием и напечатанным изображением) готовились и испытывались согласно процедуре ASTM G53 (1996) (с помощью ультрафиолетовых флуоресцентных ламп типа "В") в цикле экспозиции (4 часа пребывания под ультрафиолетовым излучением при температуре черной поверхности 60°С), за которым следовал цикл конденсации (4 часа при температуре черной поверхности 50°С).
Оценка образцов выполнялась путем сравнения подвергнутого испытаниям образца с таким же образцом, не подвергавшимся испытаниям, а выполнявшим роль контрольного. Образцы оценивались, например, по изменению таких свойств поверхности как блеск (например, блеск подслоя для печатания), адгезия (например, адгезия красящего вещества), выцветание (например, выцветание красящего вещества) по сравнению с соответствующим контрольным образцом. Использовалась шкала 0...10 баллов, где 10 баллов означают практическое отсутствие изменений, а 0 баллов означают, что произошли существенные изменения (например, исчезло красящее вещество или образец отклеился).
Испытания на стойкость к растворителям.
Испытания на стойкость к растворителям и моющим средствам проводились по описанной ниже методике. Образцы готовились путем наклейки двух листов световозвращающего материала с покрытием и напечатанным изображением на плоскую алюминиевую панель с конверсионным покрытием фирмы The Q-Panel Co., 26200 First St, Cleveland, ОН (материал для дождевых водостоков). Панель имела размер 11×2,75 дюйма. После наложения образцов на панель, они плотно прикатывались к ней с помощью небольшого резинового валика для обоев (диаметром приблизительно 1,5 дюйма). В качестве испытательных растворителей применялись: метиловый спирт, минеральные спирты, керосин, лигроин VM&P и бензин (стандартный, без свинца). (Примечание: растворители, способные повреждать окраску или лакировку автомобилей не должны были применяться в качестве испытательных.) В качестве испытательных моющих средств применялись: моющее средство "409", жидкость для мытья окон, нашатырный спирт, жидкости для удаления смолы и следов насекомых (с дистиллятами нефти или минеральными спиртами).
Укрепленный на конце стержня хлопковый тампон ("Q-кончик") смачивался соответствующим растворителем или испытательным моющим средством. Испытатель держал тампон под углом 45 градусов по отношению к испытуемому изделию и с прикладываемым рукой усилием около 40 г совершал 10 циклов возвратно-поступательного движения (одним цикл состоит из перемещения поперек образца и возвращения обратно) влажного тампона по изображению на его поверхности. На втором образце испытатель выполнял 25 таких же циклов.
Количество удаленного материала оценивалось качественно. Оценка 10 баллов означает, что материал практически не удаляется, тогда как оценка 0 баллов означает, что была удалена существенная часть испытуемого материала (подслоя для печатания или красящего вещества). Хотя количественные измерения плотности изображения не проводились, принималось, например, что оценка стойкости к растворителям 7 баллов, в общем, соответствует 70% сохранившегося материала.
Хотя это специально не показано, каждый из образцов был оценен 10 баллами после испытания средством "409", жидкостью для мытья окон, нашатырным спиртом, жидкостью для удаления смолы и следов насекомых, метиловым спиртом и минеральными спиртами. Результаты испытаний керосином и лигроином VM&P в целом похожи на приведенные в таблице 1 результаты испытаний бензином, но более благоприятны.
Представленные в таблице покрытия 1, 2 и 3 разрабатывались как защитные покрытия, которые должны быть стойкими к растворителям и моющим веществам, чтобы нанесенные изображения допускали чистку. Поэтому покрытия 1, 2 и 3 (все они суть термопластические покрытия), хотя и хорошо подходят для печатания, не являются предпочтительными из-за недостаточно высокой стойкости к бензину.
Испытания на пригодность для печатания.
Пригодность для печатания образцов световозвращающих материалов с различными описанными выше подслоями для печатания проверялась с помощью перечисленных ниже принтеров. Небольшие листки световозвращающего материала с покрытием наклеивались (используя клеевой слой световозвращающего материала) на лист бумаги, который пропускался через принтер в соответствии с прилагающейся к нему инструкцией. В принтер засылалось изображение (страница повторяющихся текстов, подготовленная с помощью текстового редактора Microsoft Word™).
По окончании печатания образцы подвергались перечисленным выше испытаниям.
С целью проверки пригодности для печатания образцов, перечисленных в таблице 1, использовался принтер HP LaserJet III фирмы Hewlett Packard Company, Palo Alto, CA с картриджем для тонера 92295А (стирен-акриловая смола).
Данные, представленные в таблице 2, получены при использовании принтеров:
- HP Laser Jet III фирмы Hewlett Packard Company, Palo Alto, CA с картриджем для тонера 92295А;
- HP Laser Jet III фирмы Hewlett Packard Company, Palo Alto, CA со сменным картриджем для тонера 92295А, поставляемым фирмой Laser Sharp, Inc., Hastings, MN, как "Картридж для тонера MICR";
- Лазерный принтер Minolta Pageworks 8L фирмы Minolta Corporation, Peripheral Products Division (PPD), Mahwah, NY, с соответствующим картриджем для тонера;
- Струйный принтер HP Model 2000 фирмы Hewlett Packard Company, Palo Alto, CA, с соответствующим картриджем для чернил;
- Струйный принтер с твердыми чернилами Model Phaser III фирмы Tektronix Inc., Wilsonville, OR, с чернильным стержнем "part # 016-1123-00";
- Принтер с термическим переносом массы Model 171 фирмы Zebra Technologies Corp., Vernon Hills, IL с лентой AD501 фирмы Advent Corp., Romeo, Ml.
- Испытания с применением высокой печати проводились с помощью испытательного комплекта Quickpeek фирмы Thwing-Albert Instrument Co., Philadelphia, PN;
- Испытания с применением растровой печати проводились с помощью стандартного комплекта оборудования для растровой печати с использованием чернил серии 9700 марки 3М Scotchlite™ в соответствии с инструкцией, прилагаемой к комплекту.


Цитируемые здесь полные раскрытия патентов, патентных документов и публикаций включены для справок во всей их полноте так, как если бы каждое из них было включено отдельно. Различные модификации и изменения настоящего изобретения, очевидные для знакомых с этой областью, не являются отклонениями от духа и объема настоящего изобретения. Следует понимать, что настоящее изобретение не может считаться ограниченным приведенными здесь иллюстрирующими примерами воплощения, что такие примеры воплощения приведены здесь исключительно в целях иллюстрации и что объем настоящего изобретения может быть ограничен только нижеследующей формулой изобретения.
Реферат
Предложенные варианты маркировочного изделия и способы его изготовления относятся к полимерной промышленности. Маркировочное изделие по основному варианту выполнения состоит из подложки, имеющей не содержащую целлюлозы органическую полимерную поверхность, отвержденного излучением покрытия, расположенного на указанной не содержащей целлюлозы органической полимерной поверхности, и красящего вещества, нанесенного на указанное отвержденное излучением покрытие. Подложка содержит световозвращающий слой. Указанное красящее вещество не удаляется существенным образом с маркировочного изделия в результате пяти циклов протирания указанного красящего вещества бензином. Способ изготовления маркировочных изделий по основному варианту осуществления заключается в подготовке подложки и нанесении красящего вещества на отвержденное излучением покрытие. Подложка содержит световозвращающий слой и для нанесения указанного красящего вещества используется технология, выбранная из группы, в которую входят метод термического переноса массы, электростатическая печать, печать ионным лучом, магнитографическая печать, струйная печать, высокая печать, офсетная печать и глубокая печать. Данные способы изготовления маркировочных изделий позволяют сохранять на длительный срок стойкость изображения на маркировочном изделии данной конструкции. 6 н. и 22 з.п. ф-лы, 6 ил., 2 табл.

Комментарии