Способ для изготовления форм и электродная конструкция для использования в данном способе - RU2480540C1
Код документа: RU2480540C1
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу изготовления формы и к электродной конструкции для использования в этом способе, а в частности к способу изготовления формы посредством анодирования. В настоящем описании термин «форма» включает в себя формы, предназначенные для использования в различных способах обработки (штамповки и литья), и иногда называется штампом, пресс-формой, литейной формой или матрицей. Форму также можно использовать для печатания (включая нанопечать).
УРОВЕНЬ ТЕХНИКИ
[0002] В устройствах отображения (дисплеях), используемых в телевизорах, мобильных телефонах и т.д., и в оптических элементах, таких как объективы фото- и видеокамер и т.д., обычно применяется технология просветления для уменьшения отражения поверхности и повышения количества проходящего через них света. Это обусловлено тем, что при пропускании света через границу раздела между средами с различными показателями преломления, например, когда свет падает на границу раздела между воздухом и стеклом, количество прошедшего света понижается, например, из-за френелевского отражения, таким образом ухудшая видимость.
[0003] Технология просветления, которой в последние годы было уделено значительное внимание, заключается в формировании на поверхности подложки очень тонкого неравномерного рельефного рисунка, в котором интервал между углублениями или выступами составляет не больше длины волны видимого света (λ=380 нм-780 нм). См. патентные документы 1-4. Двумерный размер выступа неравномерного рельефного рисунка, который выполняет функцию просветления, составляет не менее 10 нм и менее 500 нм.
[0004] В этом способе использованы принципы так называемой «структуры глаза мотылька» (от англ. «motheye structure»). Показатель преломления для света, падающего на подложку, непрерывно изменяется вдоль направления вглубь углублений или выступов от показателя преломления среды, на которую падает свет, до показателя преломления подложки, и тем самым предотвращается отражение того диапазона длин волн, который подлежит просветлению (антиотражению).
[0005] Структура глаза мотылька выгодна тем, что она способна выполнять функцию просветления при малой зависимости от угла падения в широком диапазоне длин волн, а также тем, что она применима к целому ряду материалов и что неравномерный рельефный рисунок может быть сформирован непосредственно в подложке. По сути, высокоэффективная просветляющая пленка (или просветляющая поверхность) может быть обеспечена при низкой стоимости.
[0006] В качестве способа формирования структуры глаза мотылька внимание привлекло использование анодированного пористого слоя оксида алюминия, получаемого посредством анодирования (или «анодного окисления») алюминия (патентные документы 2-4).
[0007] Далее будет кратко описан анодированный пористый слой оксида алюминия, который получают посредством анодирования алюминия. Традиционно способ формирования пористой структуры посредством анодирования привлекал внимание в качестве простого способа создания пор нанометрового масштаба (очень маленьких углублений) в форме круглого столбика при регулярном расположении (упорядочении). Алюминиевую основу погружают в кислотный электролитический раствор серной кислоты, щавелевой кислоты, фосфорной кислоты или т.п., или же в щелочной электролитический раствор, и используют ее в качестве анода при приложении электрического напряжения, что вызывает окисление и растворение. Эти окисление и растворение одновременно происходят на поверхности алюминиевой основы, образуя оксидную пленку, которая обладает микропорами на своей поверхности. Эти микропоры, которые по форме представляют собой круглый столбик, ориентированы вертикально относительно оксидной пленки и демонстрируют самоорганизующуюся регулярность при определенных условиях (напряжение, тип электролита, температура и т.д.). Таким образом, ожидается, что такой анодированный пористый слой оксида алюминия можно наносить на самые разнообразные функциональные материалы.
[0008] Изготовленный при определенных условиях пористый слой оксида алюминия включает в себя ячейки в форме в общем правильного шестиугольника, которые расположены в плотно упакованном двумерном упорядочении, если смотреть в направлении, перпендикулярном поверхности пленки. Каждая из ячеек имеет в своем центре микропору. Расположение микропор является периодическим. Ячейки образуются в результате локального растворения и роста покрытия. Растворение и рост покрытия происходят одновременно на дне микропор, которое называют барьерным слоем. Как известно, размер ячеек, т.е. интервал между соседними микропорами (расстояние между их центрами), приблизительно равен удвоенной толщине барьерного слоя и приблизительно пропорционален электрическому напряжению, прикладываемому в ходе анодирования. Также известно, что диаметр микропор зависит от типа, концентрации, температуры и т.д. электролитического раствора, но обычно составляет примерно 1/3 от размера ячеек (длины наибольшей диагонали ячейки, если смотреть в вертикальном направлении относительно поверхности пленки). Такие микропоры пористого оксида алюминия могут образовывать упорядочение, обладающее при специальных условиях высокой регулярностью (периодичностью), упорядочение с регулярностью, в некоторой степени нарушенной в зависимости от условий, или нерегулярное (непериодическое) упорядочение.
[0009] В патентном документе 2 раскрыт способ получения просветляющей пленки (просветляющей поверхности) с использованием штампа, который имеет анодированную пористую пленку оксида алюминия на своей поверхности.
[0010] В патентном документе 3 раскрыта технология формирования сужающихся углублений с непрерывно изменяющимися диаметрами пор путем повторного анодирования алюминия и процесса повышения диаметра пор.
[0011] В патентном документе 4 настоящий заявитель раскрывает технологию формирования просветляющей пленки с использованием слоя оксида алюминия, в котором очень маленькие углубления обладают ступенчатыми боковыми поверхностями.
[0012] Как было описано в патентных документах 1, 2 и 4, за счет обеспечения в дополнение к структуре глаза мотылька неравномерной структуры (макроструктуры), которая является более крупной, чем структура глаза мотылька (микроструктура), просветляющей пленке (просветляющей поверхности) может быть придана антибликовая функция. Двумерный размер выступа неравномерной структуры, которая способна выполнять антибликовую функцию, составляет не менее 1 мкм и менее 100 мкм. Полные раскрытия патентных документов 1, 2 и 4 включены в настоящее описание по ссылке.
[0013] Применение такой анодированной пористой пленки оксида алюминия может облегчить изготовление формы, которую используют для формирования на какой-либо поверхности структуры глаза мотылька (здесь и далее - "форма «глаз мотылька»"). В частности, как было описано в патентных документах 2 и 4, когда поверхность анодированной пленки оксида алюминия в том виде, как она сформирована, используют в качестве формы без каких-либо модификаций, достигается большой эффект снижения производственных затрат (себестоимости). Структура поверхности формы «глаз мотылька», которая способна формировать структуру глаза мотылька, называется здесь «перевернутой структурой глаза мотылька».
СПИСОК ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0014] Патентный документ 1: выложенная публикация переведенной на национальную фазу в Японии РСТ-заявки № 2001-517319
Патентный документ 2: выложенная публикация переведенной на национальную фазу в Японии РСТ-заявки № 2003-531962
Патентный документ 3: выложенная публикация переведенной на национальную фазу в Японии РСТ-заявки № 2005-156695
Патентный документ 4: WO 2006/059686
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0015] Авторы настоящего изобретения проводили исследования и иногда сталкивались с той проблемой, что в результате анодирования пленки алюминия, которая была сформирована на подложке с большой поверхностью с использованием технологии тонкопленочного осаждения, алюминиевая пленка была частично утрачена. Как будет описано ниже, было обнаружено, что эта проблема объясняется, например, структурой электрода.
[0016] Настоящее изобретение было создано для решения вышеуказанных проблем. Основные задачи настоящего изобретения включают в себя обеспечение способа эффективного анодирования алюминиевой пленки, образованной на подложке с большой поверхностью, и обеспечение электродной конструкции для использования в этом способе.
РЕШЕНИЕ ПРОБЛЕМЫ
[0017] Способ изготовления формы по настоящему изобретению представляет собой способ изготовления формы, которая обладает перевернутой структурой глаза мотылька на своей поверхности, причем перевернутая структура глаза мотылька имеет множество углублений, двумерный размер которых, видимый в направлении нормали к упомянутой поверхности, составляет не менее 10 нм и менее 500 нм, причем данный способ включает в себя этапы: (a) анодируют поверхность алюминиевой пленки или алюминиевой основы посредством электрода, который находится в контакте с этой поверхностью, тем самым формируя пористый слой оксида алюминия, который имеет множество очень маленьких углублений; (b) после этапа (a) дают пористому слою оксида алюминия вступить в контакт с травителем, тем самым увеличивая в размере множество очень маленьких углублений пористого слоя оксида алюминия; и (c) после этапа (b) далее анодируют упомянутую поверхность посредством электрода для роста множества очень маленьких углублений, при этом алюминиевая пленка или алюминиевая основа выполнена из алюминия с чистотой 99,99 мас.% или более, а электрод включает в себя первую часть электрода, которая выполнена из алюминия с чистотой 99,50 мас.% или менее, и вторую часть электрода, которая выполнена из алюминия с более высокой чистотой, чем алюминий первой части электрода, и которая помещена между упомянутой поверхностью и первой частью электрода, и при этом этап (a) и этап (c) осуществляют со второй частью электрода, находящейся в контакте с упомянутой поверхностью в электролитическом растворе.
[0018] В одном варианте воплощения поверхность второй части электрода, которая находится в контакте с упомянутой поверхностью, обладает средней по десяти точкам шероховатостью Rz 4,0 мкм или менее.
[0019] В одном варианте воплощения первая часть электрода имеет возвышающуюся часть, которая находится в контакте со второй частью электрода, и этап (a) и этап (c) осуществляют с возвышающейся частью, защищенной защитным элементом, так что предотвращается попадание электролитического раствора в промежуток между возвышающейся частью и второй частью электрода.
[0020] Электродная конструкция по настоящему изобретению представляет собой электродную конструкцию для использования в любом из вышеописанных способов изготовления формы, включающую в себя: электрод, в котором первая часть электрода имеет возвышающуюся часть, которая находится в контакте со второй частью электрода; защитный элемент, расположенный окружающим периметр возвышающейся части, причем защитный элемент выполнен с возможностью предотвращения попадания электролитического раствора в промежуток между возвышающейся частью и второй частью электрода; и механизм для прижатия второй части электрода к поверхности алюминиевой пленки или алюминиевой основы.
БЛАГОПРИЯТНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0021] Настоящее изобретение обеспечивает способ эффективного анодирования алюминиевой пленки, сформированной поверх подложки с большой поверхностью, и электродную конструкцию для использования в этом способе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] [ФИГ. 1] Диаграммы для иллюстрации способа изготовления формы «глаз мотылька»: (a) представляет собой схематический чертеж, который иллюстрирует этап анодирования, (b) представляет собой схематический чертеж, который иллюстрирует этап травления.
[ФИГ. 2] (a) представляет собой схематический разрез формы «глаз мотылька» 90A, (b) показывает РЭМ-изображение в разрезе формы «глаз мотылька» 90A.
[ФИГ. 3] Схематический чертеж, который иллюстрирует местоположение на алюминиевой пленке, на которое следует поместить электрод.
[ФИГ. 4] Схематический чертеж, который иллюстрирует участки, на которых алюминиевая пленка была утрачена.
[ФИГ. 5] РЭМ-изображения образца в разрезе: (a) показывает РЭМ-изображение в разрезе области формирования поверхности формы, (b) показывает РЭМ-изображение в разрезе краевой области.
[ФИГ. 6] (a) представляет собой диаграмму, схематически показывающую строение в разрезе электродной конструкции 30A для использования в способе изготовления формы «глаз мотылька» согласно одному варианту воплощения настоящего изобретения, (b) представляет собой схематическое изображение в перспективе, показывающее соотношение между электродной конструкцией 30A и образцом (алюминиевой пленкой 10a).
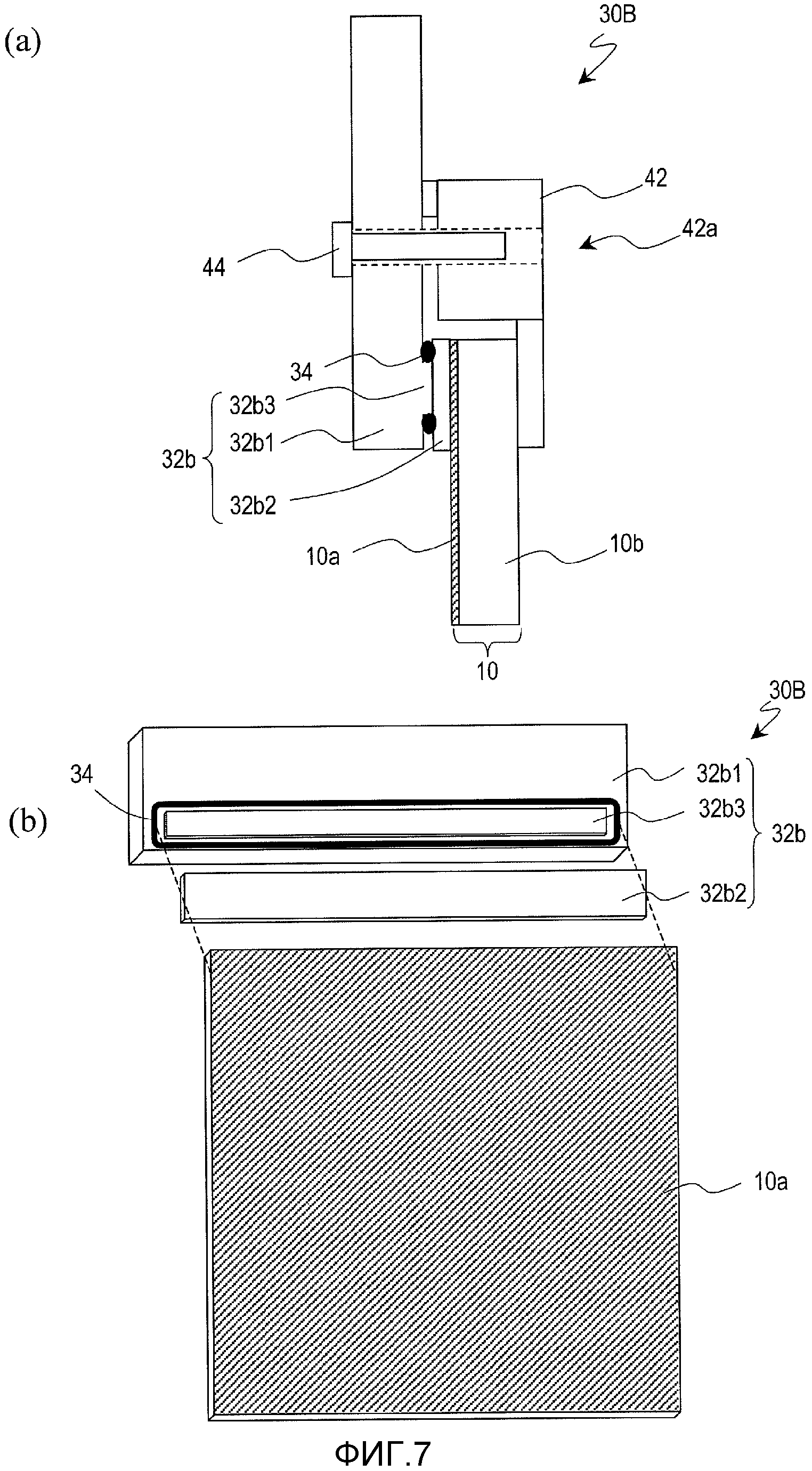
[ФИГ. 7] (a) представляет собой диаграмму, схематически показывающую строение в разрезе электродной конструкции 30B для использования в способе изготовления формы «глаз мотылька» согласно другому варианту воплощения настоящего изобретения, (b) представляет собой схематическое изображение в перспективе, показывающее соотношение между электродной конструкцией 30B и образцом (алюминиевой пленкой 10a).
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
[0023] Здесь и далее способ изготовления формы «глаз мотылька» и электродная конструкция для использования в способе согласно варианту воплощения настоящего изобретения описаны со ссылкой на чертежи. Следует отметить, что настоящее изобретение не ограничено теми вариантами воплощения, которые будут описаны ниже.
[0024] Для начала со ссылкой на ФИГ. 1(a) и 1(b) будет описан способ изготовления формы «глаз мотылька», включающий в себя процесс чередующегося повторения этапа анодирования и этапа травления. В описанном здесь примере используют алюминиевую пленку, которая была сформирована поверх основы (например, стеклянной подложки) с использованием технологии тонкопленочного осаждения. Этот вариант воплощения настоящего изобретения также применим к объемному (массивному) алюминиевому материалу.
[0025] ФИГ. 1(a) представляет собой схематический чертеж, иллюстрирующий этап анодирования в способе изготовления формы «глаз мотылька». ФИГ. 1(b) представляет собой схематический чертеж, иллюстрирующий этап травления.
[0026] Сначала, в качестве основы взяли образец 10, который был сформирован осаждением алюминиевой пленки 10a толщиной 1,0 мкм методом ионного распыления поверх квадратной стеклянной подложки 10b, каждая сторона которой составляла 5 см. Следует отметить, что здесь была использована алюминиевая мишень с чистотой 99,999 мас.% (или «5N») или выше, и поэтому полученная алюминиевая пленка 10a обладала чистотой 5N или выше.
[0027] Затем, как показано на ФИГ. 1(a), осуществляли анодирование, при этом образец 10 удерживался стоящим в электролитическом растворе 26 в контейнере 24 с использованием пластмассового зажима таким образом, что диагональное направление образца 10 совпадало с вертикальным направлением. Электрод 22a, который находился в контакте с алюминиевой пленкой 10a, был соединен с положительным электродом внешнего источника 22D электропитания постоянного тока посредством провода. Отрицательный электрод, используемый на этапе анодирования, представлял собой покрытую платиной танталовую пластину 20, которая обладала приблизительно тем же размером, что и образец 10. Электрод 22c, который находился в контакте с танталовой пластиной 20, был соединен с отрицательным электродом внешнего источника 22D электропитания постоянного тока посредством другого провода. Использованный здесь электролитический раствор 26 представлял собой водный раствор щавелевой кислоты с концентрацией 0,6 мас.% при 5°C. Анодирование осуществляли при приложенном напряжении 80 В в течение 25 секунд.
[0028] Затем, как показано на ФИГ. 1(b), образец 10 погружали на 25 минут в травитель 27 (здесь - водный раствор фосфорной кислоты с концентрацией 1 моль/л (литр)) при 30°C в контейнере 25, в результате чего полученный путем анодирования пористый слой оксида алюминия был протравлен. Такое травление увеличило в размере очень маленькие углубления пористого слоя оксида алюминия. Вышеописанные этапы анодирования и травления поочередно осуществляли в течение 5 циклов (включая 5 циклов этапа анодирования и 4 цикла этапа травления).
[0029] ФИГ. 2(a) показывает схематический вид в разрезе полученной формы «глаз мотылька» 90A. ФИГ. 2(b) показывает РЭМ-изображение в разрезе формы «глаз мотылька» 90A.
[0030] Как видно из ФИГ. 2(a) и 2(b), в форме «глаз мотылька» 90A поверх стеклянной подложки 10b имеется пористый слой 12a оксида алюминия, который имеет множество очень маленьких углублений 12p. Следует отметить, что алюминиевая пленка 10a анодирована неполностью, так что между пористым слоем 12a оксида алюминия и стеклянной подложкой 10b есть оставшийся слой 10a' алюминия (остаточный слой 10a' алюминия).
[0031] Для формирования просветляющей пленки, которая обладает превосходной характеристикой просветления, является предпочтительным, чтобы двумерный размер очень маленьких углублений 12p формы, если смотреть в направлении нормали к поверхности формы, составлял не менее 10 нм и менее 500 нм, а также является предпочтительным, чтобы расстояние между смежными друг с другом углублениями составляло не менее 30 нм и менее 600 нм (патентные документы 1, 2 и 4). Что же касается размеров тех очень маленьких углублений 12p пористого слоя 12a оксида алюминия, которые образованы в нем, то диаметр отверстия составляет от 100 нм до 200 нм, глубина составляет от 900 нм до 1 мкм, а расстояние между соседними углублениями 12p составляет от 150 нм до 250 нм.
[0032] Однако авторы настоящего изобретения иногда сталкивались с той проблемой, что при использовании этого способа изготовления при анодировании алюминиевой пленки, которая была сформирована поверх подложки с большой поверхностью с использованием технологии тонкопленочного осаждения, как будет описано ниже, алюминиевая пленка была частично утрачена.
[0033] Здесь и далее, причина этой проблемы разъясняется исходя из результатов эксперимента, проведенного авторами настоящего изобретения.
[0034] В качестве основы брали образец 10, который был сформирован осаждением алюминиевой пленки 10a толщиной 1 мкм поверх стеклянной подложки 10b размерами 1000 мм × 1600 мм методом ионного распыления с использованием алюминиевой мишени чистотой 99,999 мас.% (или «5N») или более.
[0035] Местоположение на алюминиевой пленке 10a, на которое следует помещать электрод, описано со ссылкой на ФИГ. 3. Если толщина алюминиевой пленки была настолько мала, что удельное поверхностное сопротивление было высоко, и если площадь контакта электрода была мала, то алюминиевая пленка иногда могла «выгорать» в ходе процесса анодирования. Ввиду этого для получения достаточной площади контакта электрод находится в контакте с краевой областью 10a1, которая включает в себя одну сторону алюминиевой пленки 10a, как показано на ФИГ. 3. Площадь той области, которая должна находиться в контакте с электродом (краевой области 10a1), определена, как будет описано ниже, исходя из результатов предварительного эксперимента, при котором было осуществлено анодирование тонкой алюминиевой пленки 10a.
[0036] В качестве предварительного эксперимента осуществляли анодирование алюминиевой пленки 10a, сформированной поверх подложки, которая имела площадь 360 мм × 465 мм. Когда ширина краевой области 10a1 составляла 15 мм, анодировалась вся поверхность алюминиевой пленки 10a. В этом случае отношение площади краевой области 10a1 к площади подложки составляло примерно 0,032. Авторы настоящего изобретения из результатов предварительного эксперимента оценили, что при анодировании алюминиевой пленки 10a 1000 мм × 1600 мм площадь краевой области 10a1 должна быть равна площади подложки, умноженной на 0,032, т.е. 51200 мм2 (ширина краевой области 10a1 должна составлять 51,2 мм). В этом эксперименте, с учетом некоторого запаса, ширина краевой области 10a1 составляла 60 мм. То есть, анодирование осуществляли при площади краевой области 10a1 в 60000 мм2.
[0037] Используемый материал электрода представлял собой алюминий согласно Японскому промышленному стандарту JIS 1050 (чистота алюминия: 99,50 мас.% или выше). Материал по JIS 1050 обладает такой твердостью, что его легко обрабатывать. Материал по JIS 1050 также обладает прочностью, пригодной для использования в качестве электрода. Также материал по JIS 1050 выгоден тем, что является недорогим.
[0038] Для того чтобы анодировать всю поверхность алюминиевой пленки 10a, полностью всю алюминиевую пленку 10a, включая область, которая должна была находиться в контакте с электродом (краевая область 10a1), погружали в электролитический раствор при приготовлении к анодированию.
[0039] В результате анодирования алюминиевая пленка 10a вблизи электрода была частично утрачена, как будет описано ниже.
[0040] На ФИГ. 4 схематически показана часть анодированного образца 10 вблизи границы между краевой областью 10a1 и оставшейся областью 10a2, отличной от краевой области 10a1 (областью 10a2 формирования поверхности формы). Как показано на ФИГ. 4, в области, которая должна находиться в контакте с электродом (краевой области 10a1), в алюминиевой пленке 10a были обнаружены некоторые утерянные участки. Геометрическая форма утраченных участков алюминиевой пленки 10a имела рисунок из множества дуг окружности. В области 10a2 формирования поверхности формы был сформирован пористый слой оксида алюминия.
[0041] На ФИГ. 5(a) показано РЭМ-изображение в разрезе части области 10a2 формирования поверхности формы. На ФИГ. 5(b) показано РЭМ-изображение в разрезе части краевой области 10a1. На ФИГ. 5(a) показан поперечный разрез части области 10a2 формирования поверхности формы вблизи краевой области 10a1. В этой части поверх стеклянной подложки 10b присутствует пористый слой 12a оксида алюминия, который обладает толщиной примерно 200 нм. Следует отметить, что алюминиевая пленка 10a не была полностью анодирована, так что сохранился остаточный слой 10a' алюминия с толщиной примерно 100 нм (остаточный слой 10a' алюминия) между пористым слоем 12a оксида алюминия и стеклянной подложкой 10b. На ФИГ. 5(b) показан поперечный разрез части краевой области 10a1, с которой алюминиевая пленка 10a была утрачена. В этой части присутствует только стеклянная подложка 10b.
[0042] Причина, по которой алюминиевая пленка 10a была частично утрачена, будет описана ниже.
[0043] Геометрическая форма утраченных участков алюминиевой пленки 10a имела рисунок из множества дуг окружности, как показано на ФИГ. 4. Вышеописанный электрод был подвергнут обработке резанием, и геометрическая форма утраченных участков оказалась очень похожей на рубцы (царапины), вызванные обработкой резанием поверхности электрода. Таким образом, из этого следует, что алюминиевая пленка 10a была утрачена из-за физического повреждения, нанесенного рубцами, вызванными обработкой резанием поверхности электрода.
[0044] Поверхность электрода представляла собой обработанную резанием поверхность и поэтому обладала большей поверхностной шероховатостью и большей неровностью, чем поверхность алюминиевой пленки 10a. Поэтому краевая область 10a1 включала в себя участки, на которых алюминиевая пленка 10a находилась в контакте с электродом, и участки, на которых алюминиевая пленка 10a не находилась в контакте с электродом. В результате, можно сделать вывод, что через те участки, на которых алюминиевая пленка 10a находилась в контакте с электродом, локально тек больший электрический ток, выделяя тепло, и это тепло расплавляло алюминиевую пленку 10a.
[0045] Здесь имеет место и другое возможное предположение. Электролитический раствор попадал в участки краевой области 10a1, которые не находились в контакте с электродом, и анодирование алюминиевой пленки 10a происходило внутри и вокруг тех участков, в которые попадал электролитический раствор. В результате, больший электрический ток тек через те участки, которые находились в контакте с электродом, вследствие чего утрата алюминиевой пленки 10a повысилась.
[0046] Если анодированные участки увеличиваются в краевой области 10a1, то становится сложным сделать потенциал алюминиевой пленки 10a однородным. В этом случае можно сделать вывод, что имеет место другая проблема того, что становится сложно равномерно анодировать полностью всю алюминиевую пленку 10a.
[0047] Также, алюминиевая пленка 10a была частично утрачена в части области 10a2 формирования поверхности формы вблизи краевой области 10a1. В области 10a2 формирования поверхности формы толщина остаточного слоя 10a' алюминия оценена составляющей примерно от 700 нм до 800 нм. Однако, как описано выше, в части области 10a2 формирования поверхности формы вблизи краевой области 10a1 толщина остаточного слоя 10a' алюминия составляла примерно 100 нм (ФИГ. 5(a)). Можно сделать вывод, что в части области 10a2 формирования поверхности формы вблизи краевой области 10a1 алюминиевая пленка 10a частично расплавлялась из-за вышеописанного выделения тепла.
[0048] Согласно способу изготовления, который будет описан ниже, предотвращается утрата алюминиевой пленки 10a при анодировании алюминиевой пленки 10a с большой поверхностью.
[0049] Электродная конструкция 30A, которая предназначена для использования при изготовлении формы «глаз мотылька» по одному варианту воплощения настоящего изобретения, описана со ссылкой на ФИГ. 6(a) и 6(b). На ФИГ. 6(a) схематически показано строение в разрезе электродной конструкции 30A. ФИГ. 6(b) представляет собой схематическое изображение в перспективе, которое иллюстрирует соотношение между электродной конструкцией 30A и образцом (алюминиевой пленкой 10a).
[0050] Электродная конструкция 30A включает в себя, как показано на ФИГ. 6(a), электрод 32a и механизм прижатия электрода 32a к поверхности алюминиевой пленки 10a образца 10. Электрод 32a включает в себя первую часть 32a1 электрода и вторую часть 32a2 электрода. Вторая часть 32a2 электрода обеспечена на стороне первой части 32a1 электрода таким образом, чтобы вторая часть 32a2 электрода входила в контакт с алюминиевой пленкой 10a. Конкретнее, вторая часть 32a2 электрода помещена между поверхностью алюминиевой пленки 10a и первой частью 32a1 электрода. Первая часть 32a1 электрода может быть выполнена из алюминия с чистотой 99,50 мас.% или менее. Вторая часть 32a2 электрода может быть выполнена из алюминия с чистотой более 99,50 мас.%. Электродную конструкцию 30A располагают на верхнем краю образца 10 таким образом, чтобы вторая часть 32a2 электрода находилась в контакте с поверхностью алюминиевой пленки 10a, как показано на ФИГ. 6(b). Обрабатываемое изделие (образец 10) включает в себя стеклянную подложку 10b и алюминиевую пленку 10a, которая образована из алюминия с чистотой 99,99 мас.% или более поверх стеклянной подложки 10b.
[0051] Механизм прижатия второй части 32a2 электрода 32a к алюминиевой пленке 10a включает в себя зажим 42, который входит в контакт с подложкой 10b образца 10, винт 44 с внешней резьбой, который следует ввинчивать в резьбовое отверстие (отверстие с внутренней резьбой) 42a зажима 42, и упругий элемент 48. Винт 44 с внешней резьбой пропускают сквозь отверстие в первой части 32a1 электрода 32a и завинчивают в резьбовое отверстие 42a. Как показано на ФИГ. 6(a), упругий элемент 48 предусмотрен на части зажима 42, которая должна приходить в контакт с подложкой 10b. Когда винт 44 с внешней резьбой притягивает зажим 42 к электроду 32a, к подложке 10b прикладывается сила с точкой опоры, приходящейся на резьбовое отверстие 42a. Упругий элемент 48 ослабляет силу, приложенную от зажима 42 к подложке 10b.
[0052] Вторая часть 32a2 электрода может быть выполнена из мягкого алюминия с высокой чистотой (99,50 мас.% или выше), вследствие чего может быть повышена герметичность между электродом 32a и алюминиевой пленкой 10a. Поскольку повышается герметичность между электродом 32a и алюминиевой пленкой 10a, участки вышеописанной краевой области 10a1, на которых электрод 32a и алюминиевая пленка 10a не входят в контакт друг с другом, уменьшаются. Поэтому предотвращается локальное протекание большого электрического тока через алюминиевую пленку 10a. Например, даже когда анодирование осуществляется по всей погруженной в электролитический раствор алюминиевой пленке 10a, включая ту область, которая должна находиться в контакте с электродом, как в вышеописанном эксперименте (в котором в контакт с алюминиевой пленкой 10a приводили электрод, выполненный из материала по JIS 1050), локальное протекание большого электрического тока предотвращается. Таким образом, можно предотвратить утрату алюминиевой пленки 10a, которая могла бы произойти из-за тепла, выделившегося при локальном протекании большого электрического тока.
[0053] Так как те участки, на которых электрод 32a и алюминиевая пленка 10a не находятся в контакте друг с другом, уменьшаются, попадание электролитического раствора в промежуток между электродом 32a и алюминиевой пленкой 10a предотвращается. Поэтому предотвращается продвижение анодирования алюминиевой пленки 10a внутри и вокруг тех участков, на которых электрод 32a и алюминиевая пленка 10a не находятся в контакте друг с другом. В результате, на тех участках, на которых алюминиевая пленка 10a и электрод находятся в контакте друг с другом, предотвращается возникновение локального тока, вследствие чего утрату алюминиевой пленки можно предотвратить.
[0054] Поскольку для второй части 32a2 электрода используется высокочистый алюминий, вторая часть 32a2 электрода может быть сформирована прокаткой. Процесс прокатки может привести к меньшей шероховатости поверхности, чем процесс обработки резанием. Например, можно предотвратить физическое повреждение алюминиевой пленки 10a из-за неровной поверхности электрода, которое возникало бы при получении электрода путем обработки резанием. Поэтому можно предотвратить потерю алюминиевой пленки из-за такого физического повреждения.
[0055] Часть электрода 32a, которая находится в контакте с алюминиевой пленкой 10a, т.е., поверхность второй части 32a2 электрода, имеет сниженную поверхностную шероховатость, так что герметичность между электродом 32a и алюминиевой пленкой 10a выгодным образом может быть еще больше повышена. С точки зрения герметичности, средняя по десяти точкам шероховатость Rz поверхности второй части 32a2 электрода, которая находится в контакте с поверхностью алюминиевой пленки 10a, предпочтительно составляет 4,0 мкм или менее. Более предпочтительно, она составляет 2,0 мкм или менее.
[0056] Поскольку электродная конструкция 30A имеет вторую часть 32a2 электрода, при осуществлении анодирования с использованием электродной конструкции 30A утрату алюминиевой пленки 10a можно предотвратить, как описано выше.
[0057] Если при приготовлении к анодированию полностью всю алюминиевую пленку 10a, включая область, которая должна находиться в контакте с электродом (краевую область 10a1), погружают в электролитический раствор, как в вышеописанном эксперименте, то может произойти утрата алюминиевой пленки. При осуществлении анодирования с использованием электродной конструкции 30A по этому варианту воплощения настоящего изобретения утрата алюминиевой пленки 10a маловероятна, даже если полностью вся алюминиевая пленка 10a, включая область, которая должна находиться в контакте с электродом (краевая область 10a1), погружена в электролитический раствор. Поэтому, как будет описано ниже, например, можно эффективно анодировать полностью всю поверхность алюминиевой пленки 10a с большой поверхностью.
[0058] Когда электрод 32a и алюминиевую пленку 10a приводят в контакт друг с другом вне электролитического раствора, часть алюминиевой пленки 10a вне электролитического раствора не может быть анодирована. Поэтому для того чтобы анодировать алюминиевую пленку 10a с большой поверхностью, является предпочтительным, чтобы при приготовлении к анодированию полностью вся алюминиевая пленка 10a, включая область, которая должна находиться в контакте с электродом (краевая область 10a1), была погружена в электролитический раствор.
[0059] Плотность электрического тока на поверхности электролитического раствора высока, вследствие чего анодирование продвигается быстрее в той части алюминиевой пленки, которая находится в контакте с поверхностью раствора, чем в другой части. Поэтому та часть алюминиевой пленки, которая находится в контакте с поверхностью раствора, может быть изолирована. Когда алюминиевая пленка и электрод приведены в контакт друг с другом в электролитическом растворе, такая изоляция на поверхности раствора возникать не будет. Однако когда полностью вся алюминиевая пленка 10a погружена в электролитический раствор, алюминиевая пленка 10a может быть частично утрачена, как описано ранее исходя из показанных выше экспериментальных результатов.
[0060] При использовании электродной конструкции 30A по варианту воплощения настоящего изобретения утрата алюминиевой пленки 10a предотвращается, как описано выше. Поэтому анодирование можно эффективно осуществлять по всей погруженной в электролитический раствор алюминиевой пленке 10a с большой поверхностью.
[0061] Поскольку вторая часть 32a2 электрода выполнена из высокочистого алюминия, электродная конструкция 30A обладает следующим преимуществом. Электрод, выполненный из алюминия низкой чистоты, такой как JIS 1050, включает в себя участок, на котором обнаружена сегрегация примесей. При осуществлении анодирования выполненным из алюминия низкой чистоты электродом, находящимся в контакте с алюминиевой пленкой, как в вышеописанном эксперименте, существует вероятность того, что через участок сегрегации примесей будет локально течь интенсивный ток, вызывая утрату алюминиевой пленки 10a, как описано выше. Поскольку чистота второй части 32a2 электрода высока, электродная конструкция 30A обладает тем преимуществом, что количество примесей мало, вследствие чего можно предотвратить возникновение локального тока из-за сегрегации примесей.
[0062] Поскольку алюминиевый материал второй части 32a2 электрода имеет высокую чистоту по алюминию и поэтому является мягким, поверхность второй части 32a2 электрода, которая находится в контакте с первой частью 32a1 электрода, может деформироваться в соответствии с геометрической формой поверхности первой части 32a1 электрода, которая находится в контакте со второй частью 32a2 электрода. Таким образом, в электродной конструкции 30A высока герметичность между второй частью 32a2 электрода и первой частью 32a1 электрода. Если бы герметичность между первой частью 32a1 электрода и второй частью 32a2 электрода была плохой, электролитический раствор попадал бы в промежуток между этими частями, вследствие чего вторая часть 32a2 электрода могла подвергаться анодированию. Поскольку в электродной конструкции 30A герметичность между первой частью 32a1 электрода и второй частью 32a2 электрода высока, можно предотвратить попадание электролитического раствора в промежуток между первой частью 32a1 электрода и второй частью 32a2 электрода.
[0063] Следует отметить, что герметичность между электродом 32a и алюминиевой пленкой 10a также может быть повышена, даже когда электрод 32a выполнен только из алюминия высокой чистоты (например, алюминия с чистотой 99,99 мас.% или выше). Однако алюминиевый материал из высокочистого алюминия сложно обрабатывать резанием и сложно преобразовывать в электрод. Кроме того, прочность высокочистого алюминиевого материала является низкой. Поскольку первая часть 32a1 электрода электродной конструкции 30A по настоящему варианту воплощения выполнена из алюминия низкой чистоты, который можно легко подвергать обработке резанием, первая часть 32a1 электрода преимущественно обладает высокой прочностью и может легко быть подвергнута обработке резанием. Электрод 32a может быть выполнен из небольшого количества высокочистого алюминия по сравнению со случаем, когда весь электрод выполняют из высокочистого алюминия, и поэтому себестоимость электрода 32a может быть выгодно снижена, хотя высокочистый алюминий является дорогим.
[0064] Если бы электрод был выполнен из материала, отличного от алюминия, то на этапе анодирования электролитическая реакция протекала бы таким образом, что алюминиевая пленка 10a частично растворялась. Однако поскольку в качестве материала для электрода 32a преимущественно используют алюминий, алюминиевая пленка 10a не будет претерпевать растворения из-за такой электролитической реакции.
[0065] Также, электродная конструкция 30A имеет другое преимущество, которое будет описано ниже, состоящее в том, что не будут получаться дефекты, даже если этап травления осуществляется электродом 32a, находящимся в контакте с алюминиевой пленкой 10a.
[0066] Когда этап анодирования и этап травления повторяют, травление предпочтительно осуществляют без отсоединения электрода, который находился в контакте с алюминиевой пленкой 10a во время этапа анодирования. В вышеописанном эксперименте (в котором в контакт с алюминиевой пленкой 10a приводили электрод, выполненный из материала по JIS 1050), после этапа анодирования осуществляли травление электродом, поддерживаемым в контакте с алюминиевой пленкой 10a, что привело к образованию дефекта в анодированной пористой пленке оксида алюминия в области 10a2 формирования поверхности формы, такого как дырка, которая была больше, чем углубление перевернутой структуры глаза мотылька (с двумерным размером не менее 10 нм и менее 500 нм). Это может быть объяснено получением эффекта гальванического элемента через травитель, который возникал, поскольку алюминиевая пленка 10a подвергалась воздействию травителя в то время, как алюминиевая пленка 10a находилась в контакте с материалом по JIS 1050, в котором содержалось большое количество примесей. Также, в краевой области 10a1, по мере того как число циклов анодирования и травления повышалось, утрата алюминиевой пленки 10a была обнаружена в повышенном числе мест. Можно сделать вывод, что травитель попадал в те части краевой области 10a1, в которых алюминиевая пленка 10a не находилась в контакте с электродом, вследствие чего образовывался локальный гальванический элемент через травитель вблизи содержащихся в электроде примесей, приводя к утрате алюминиевой пленки 10a.
[0067] В электродной конструкции 30A вторая часть 32a2 электрода, которую следует приводить в контакт с алюминиевой пленкой 10a, обладает более высокой чистотой и поэтому содержит меньшее количество примесей. Поэтому является маловероятным, чтобы электродная конструкция 30A претерпевала вышеописанный эффект гальванического элемента через травитель, даже когда травление осуществляют без отсоединения электрода 32a. Поэтому является маловероятным, чтобы электродная конструкция 30A имела вышеописанный дефект, даже когда этап анодирования и этап травления осуществляют многократно (см. заявку на патент Японии № 2009-034148). Полное раскрытие этой заявки на патент Японии № 2009-034148 включено в настоящее описание по ссылке.
[0068] В электродной конструкции 30A предотвращено попадание травителя на те участки, на которых алюминиевая пленка 10a и электрод 32a не находятся в контакте друг с другом, поскольку герметичность между электродом 32a и алюминиевой пленкой 10a высока. При условии, что попадание травителя предотвращено, формирование вышеописанного локального гальванического элемента предотвращается даже после повторения анодирования и травления. Таким образом, в электродной конструкции 30A можно предотвратить утрату алюминиевой пленки 10a.
[0069] Первую часть 32a1 электрода выполняют из алюминия низкой чистоты (99,50 мас.% или ниже), тогда как вторую часть 32a2 электрода выполняют из алюминия высокой чистоты (более 99,50 мас.%). Поэтому при осуществлении травления используемым на этапе анодирования электродом 32a, поддерживаемым в контакте с алюминиевой пленкой 10a, травитель может попадать в промежуток между первой частью 32a1 электрода и второй частью 32a2 электрода и вызывать коррозию второй части 32a2 электрода. Как описано выше, в электродной конструкции 30A герметичность между первой частью 32a1 электрода и второй частью 32a2 электрода высока, вследствие чего можно предотвратить попадание травителя в промежуток между первой частью 32a1 электрода и второй частью 32a2 электрода. Поэтому на этапе травления можно предотвратить коррозию второй части 32a2 электрода.
[0070] Предположим, в целях разъяснения, что травитель попадает в промежуток между первой частью 32a1 электрода и второй частью 32a2 электрода и вызывает коррозию второй части 32a2 электрода. Но даже в таком случае электрод 32a можно отремонтировать всего лишь путем замены второй части 32a2 электрода. Таким образом, стоимость является благоприятно низкой по сравнению со случаем замены всего электрода 32a.
[0071] Примеры материала для первой части 32a1 электрода включают в себя материалы из сплавов Al-Mg (например, по JIS 5052) и материалы из сплавов Al-Mg-Si (например, по JIS 6063). Примеры материала для второй части 32a2 электрода включают в себя алюминий с чистотой 99,85 мас.% или выше (например, по JIS 1085) и алюминий с чистотой 99,99 мас.% или выше (или «4N»).
[0072] Подложка 10b образца 10 предпочтительно представляет собой изолятор, который обладает кислотостойкостью. Примеры материала для подложки 10b включают в себя стекло, керамические материалы, такие как спеченный алюмит, и полимерные материалы, такие как поликарбонат, полиформальдегид (полиацеталь), ПТФЭ (политетрафторэтилен (например, Тефлон (зарегистрированный знак)), ПЭЭК (полиэтиленэфиркетон), и т.д. Алюминиевая пленка 10a может быть сформирована из алюминия 4N или 5N способом осаждения из паровой фазы, таким как распыление, электронно-лучевое осаждение, ионное осаждение и т.п. Алюминиевую пленку 10a можно альтернативно сформировать способом нанесения покрытия, таким как погружение в расплав, или т.п.
[0073] Зажим 42 может быть выполнен, например, из полиформальдегида. Винт 44 с внешней резьбой может быть выполнен, например, из ПЭЭК. Упругий элемент 48 предпочтительно выполнен из материала, который обладает кислотостойкостью, например из силиконового фтороуглеродного каучука, каучука ПТФЭ (например, Тефлона (зарегистрированный знак)), или т.п.
[0074] На ФИГ. 7(a) схематически показано строение в разрезе электродной конструкции 30B для использования в способе изготовления формы «глаз мотылька» согласно другому варианту воплощения настоящего изобретения. ФИГ. 7(b) представляет собой схематическое изображение в перспективе, иллюстрирующее соотношение между электродной конструкцией 30B и образцом (алюминиевой пленкой 10a).
[0075] Электродная конструкция 30B включает в себя электрод 32b и механизм прижатия электрода 32b к поверхности алюминиевой пленки 10a образца 10. Электрод 32b включает в себя первую часть 32b1 электрода и вторую часть 32b2 электрода. Первая часть 32b1 электрода имеет возвышающуюся часть 32b3, которая должна находиться в контакте со второй частью 32b2 электрода. Первая часть 32b1 электрода расположена таким образом, чтобы возвышающаяся часть 32b3 входила в контакт с поверхностью второй части 32b2 электрода, как показано на ФИГ. 7(b). Материалы первой части 32b1 электрода и второй части 32b2 электрода могут быть такими же, что и вышеописанные материалы соответственно первой части 32a1 электрода и второй части 32a2 электрода электродной конструкции 30A.
[0076] Электродная конструкция 30B дополнительно включает в себя защитный элемент 34, который расположен окружающим периметр возвышающейся части 32b3 и который выполнен с возможностью предотвращения попадания электролитического раствора в промежуток между возвышающейся частью 32b3 и второй частью 32b2 электрода. Защитный элемент 34 выполнен из эластичного материала, который способен на упругую деформацию (например, резина). Защитный элемент 34 может представлять собой, например, кольцевое уплотнение. Защитный элемент 34 обладает такой твердостью, чтобы он мог деформироваться, когда первая часть 32b1 электрода относительно прижимается ко второй части 32b2 электрода. После того как защитный элемент 34 помещен вокруг периметра возвышающейся части 32b3, образец 10 и электрод 32b соединяют друг с другом зажимом 42, в результате чего защитный элемент 34 деформируется. При использовании этого механизма промежуток между первой частью 32b1 электрода и второй частью 32b2 электрода может быть подходящим образом герметично уплотнен.
[0077] Поскольку электродная конструкция 30B включает в себя вторую часть 32b2 электрода, которая выполнена из высокочистого алюминия (99,50 мас.% или выше), утрату алюминиевой пленки 10a на этапе анодирования можно предотвратить, как и в электродной конструкции 30A (ФИГ. 6). Кроме того, поскольку электродная конструкция 30B включает в себя защитный элемент 34, можно предотвратить попадание электролитического раствора в промежуток между первой частью 32a1 электрода и второй частью 32a2 электрода.
[0078] В электродной конструкции 30B алюминий, используемый в качестве материала для второй части 32b2 электрода, которая должна находиться в контакте с алюминиевой пленкой 10a, обладает высокой чистотой по алюминию и поэтому содержит небольшое количество примесей, как и в электродной конструкции 30A. Кроме того, высока герметичность между второй частью 32b2 электрода и алюминиевой пленкой 10a. Поэтому предотвращается образование локального гальванического элемента на этапе травления. Таким образом, даже при осуществлении этапа травления без отсоединения электрода 32b образование дефектов из-за вышеописанного локального гальванического элемента можно выгодно предотвратить. Следует отметить, что поскольку электродная конструкция 30B включает в себя защитный элемент 34, можно выгодно предотвратить попадание травителя в промежуток между первой частью 32b1 электрода и второй частью 32b2 электрода по сравнению со электродной конструкцией 30A.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0079] Настоящее изобретение широко применимо в способе изготовления формы «глаз мотылька». Форма, которую изготавливают на основе способа изготовления по настоящему изобретению, широко применима для формирования поверхности, на которой требуется неровность нанометрового масштаба, например, такого как формирование просветляющей пленки.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0080] 10 - образец;
10a - алюминиевая пленка;
10a' - остаточный слой алюминия;
10b - подложка (стеклянная подложка);
12a - пористый слой оксида алюминия;
12p - углубление;
24 - контейнер;
26 - электролитический раствор;
27 - травитель;
30A, 30B - электродная конструкция;
32a, 32b - электрод;
32a1, 32b1 - первая часть электрода;
32a2, 32b2 - вторая часть электрода;
32b3 - возвышающаяся часть;
34 - защитный элемент;
42 - зажим;
42a - резьбовое отверстие (отверстие с внутренней резьбой);
44 - винт с внешней резьбой;
48 - упругий элемент;
90A - форма «глаз мотылька».
Реферат
Группа изобретений относится к области гальванотехники. Способ изготовления формы «мотыльковый глаз» включает: (a) анодирование поверхности алюминиевой пленки или алюминиевой основы посредством электрода, находящегося в контакте с этой поверхностью, с формированием пористого слоя, имеющего множество маленьких углублений; (b) приведение этого слоя в контакт с травителем с увеличением размеров углублений и (c) анодирование посредством электрода для роста углублений, при этом алюминиевая пленка или алюминиевая основа выполнена из алюминия с чистотой 99,99 мас.% или более, а электрод включает в себя первую часть электрода из алюминия с чистотой 99,50 мас.% или менее, и вторую часть из алюминия с более высокой чистотой, чем алюминий первой части электрода, и которая помещена между упомянутой поверхностью и первой частью электрода, при этом этапы (a) и (c) осуществляют со второй частью электрода, контактирующей с упомянутой поверхностью. Электродная конструкция содержит упомянутый электрод с возвышающейся частью, контактирующей со второй частью электрода, защитный элемент, расположенный окружающим периметр возвышающейся части с возможностью предотвращения попадания раствора между частями электрода, и механизм для прижатия второй части к упомянутой поверхности. Технический результат: обеспечение эффективного анодирования на подложке с большой поверхностью. 2 н. и 4 з.п. ф-лы, 7 ил.
Формула
(a) анодируют поверхность алюминиевой пленки или алюминиевой основы посредством электрода, который находится в контакте с упомянутой поверхностью, тем самым формируя пористый слой оксида алюминия, который имеет множество очень маленьких углублений;
(b) после этапа (a) обеспечивают пористому слою оксида алюминия вступление в контакт с травителем, тем самым увеличивая в размере-множестве очень маленьких углублений пористого слоя оксида алюминия;
и
(c) после этапа (b) далее анодируют упомянутую поверхность посредством электрода для роста множества очень маленьких углублений,
при этом алюминиевая пленка или алюминиевая основа выполнена из алюминия с чистотой 99,99 мас.% или более,
электрод включает в себя первую часть электрода, которая выполнена из алюминия с чистотой 99,50 мас.% или менее, и вторую часть электрода, которая выполнена из алюминия с более высокой чистотой, чем алюминий первой части электрода, и которая помещена между упомянутой поверхностью и первой частью электрода, и этап (a) и этап (c) осуществляют со второй частью электрода, находящейся в контакте с упомянутой поверхностью в электролитическом растворе.
(a) анодируют поверхность алюминиевой пленки или алюминиевой основы посредством электрода, который находится в контакте с упомянутой поверхностью, тем самым формируя пористый слой оксида алюминия, который имеет множество очень маленьких углублений;
(b) после этапа (a) обеспечивают пористому слою оксида алюминия вступление в контакт с травителем, тем самым увеличивая в размере множество очень маленьких углублений пористого слоя оксида алюминия;
и
(c) после этапа (b) далее анодируют упомянутую поверхность посредством электрода для роста множества очень маленьких углублений,
при этом алюминиевая пленка или алюминиевая основа выполнена из алюминия с чистотой 99,99 мас.% или более,
электрод включает в себя первую часть электрода, которая выполнена из алюминия с чистотой 99,50 мас.% или менее, и вторую часть электрода, которая выполнена из алюминия с более высокой чистотой, чем алюминий первой части электрода, и которая помещена между упомянутой поверхностью и первой частью электрода, и
этап (a) и этап (c) осуществляют со второй частью электрода, находящейся в контакте с упомянутой поверхностью в электролитическом растворе, причем электродная конструкция содержит:
электрод, в котором первая часть электрода имеет возвышающуюся часть, находящуюся в контакте со второй частью электрода;
защитный элемент, расположенный окружающим периметр возвышающейся части, причем защитный элемент выполнен с возможностью предотвращения попадания электролитического раствора в промежуток между возвышающейся частью и второй частью электрода, и механизм для прижатия второй части электрода к поверхности алюминиевой пленки или алюминиевой основы.
Комментарии