Штамп, способ производства штампа и просветляющее покрытие - RU2497980C1
Код документа: RU2497980C1
Чертежи









Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к пресс-форме, способу изготовления пресс-формы и к просветляющей пленке. В данном описании "пресс-форма" включает в себя пресс-формы, которые предназначены для использования в различных способах обработки (штамповка и отливка), и иногда называется матрицей. Пресс-форма также может использоваться для печати (включая наноимпринтинг).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Устройства отображения для использования в телевизорах, сотовых телефонах и т.д., и оптические элементы, например, объективы фотокамер и т.д., обычно применяют методику просветления, чтобы уменьшить отражение от поверхности и увеличить количество пропущенного света. Причина этого заключается в том, что когда свет пропускается через границу раздела между средами с разными показателями преломления, например, когда свет падает на границу раздела между воздухом и стеклом, то количество пропущенного света уменьшается, например, из-за френелевского отражения, соответственно ухудшая видимость.
[0003] Методика просветления, которая привлекает внимание в последние годы, состоит в образовании над поверхностью подложки очень мелкого неровного шаблона, в котором интервал утопленных частей или поднятых частей не превышает длины волны видимого света (λ, от 380 нм до 780 нм). См. патентные документы с 1 по 4. Двумерный размер поднятой части неровного шаблона, которая выполняет функцию просветления, составляет не менее 10 нм и меньше 500 нм.
[0004] В этом способе используются принципы так называемой микрорельефной структуры. Показатель преломления для света, который падает на подложку, постоянно изменяется в направлении глубины утопленных частей или поднятых частей, от показателя преломления среды, на которую падает свет, до показателя преломления подложки, при помощи чего предупреждается отражение диапазона длины волн, который подлежит просветлению.
[0005] Микрорельефная структура выгодна в том, что она допускает выполнение функции просветления со слабой зависимостью угла падения в диапазоне длины волн, а также в том, что она применима к некоторому количеству материалов, и что неровный шаблон можно сформировать непосредственно на подложке. По существу, высокоэффективную просветляющую пленку (или просветляющую поверхность) можно предоставить при низких затратах.
[0006] В качестве способа образования микрорельефной структуры привлекает внимание использование анодированного пористого слоя оксида алюминия, который получается посредством анодирования алюминия (патентные документы с 2 по 4).
[0007] Теперь кратко описывается анодированный пористый слой оксида алюминия, который получается посредством анодирования алюминия. Традиционно способ образования пористой структуры посредством анодирования привлекает внимание как простой способ создания микропор нанометровых размеров (очень мелкие утопленные части) в форме круглой колонны в правильном расположении. Алюминиевая основа погружается в кислотный электролитический раствор серной кислоты, щавелевой кислоты, фосфорной кислоты или т.п., или щелочной электролитический раствор, и используется в качестве анода при подаче напряжения, что вызывает окисление и растворение. Окисление и растворение одновременно продвигаются по поверхности алюминиевой основы, чтобы образовать окисную пленку, которая содержит микропоры на своей поверхности. Микропоры, которые имеют форму круглой колонны, ориентированы вертикально к окисной пленке и проявляют самоорганизующуюся закономерность при некоторых условиях (напряжение, тип электролита, температура и т.д.). Таким образом, этот анодированный пористый слой оксида алюминия предполагается для применения к широкому спектру функциональных материалов.
[0008] Пористый слой оксида алюминия, образованный при определенных условиях, включает в себя ячейки в форме обычно правильного шестиугольника, которые находятся в плотно упакованной двумерной упаковке, если смотреть в направлении, перпендикулярном поверхности пленки. Каждая из ячеек содержит микропору в центре. Расположение микропор является периодическим. Ячейки образуются в результате локального растворения и роста покрытия. Растворение и рост покрытия одновременно продвигаются в нижней части микропор, которая называется барьерным слоем. Как известно, размер ячеек, то есть интервал между соседними микропорами (расстояние между центрами), приблизительно в два раза больше толщины барьерного слоя и приблизительно пропорционален напряжению, которое прикладывается во время анодирования. Также известно, что диаметр микропор зависит от типа, концентрации, температуры и т.д. электролитического раствора, но обычно равен примерно 1/3 размера ячеек (длина наибольшей диагонали ячейки, если смотреть в направлении, вертикальном к поверхности пленки). Такие микропоры в пористом оксиде алюминия могут образовывать расположение, которое обладает сильной закономерностью (периодичностью) при определенных условиях, расположение с закономерностью, ухудшенной до некоторой степени в зависимости от условий, или беспорядочное (непериодическое) расположение.
[0009] Патентный документ 2 раскрывает способ производства просветляющей пленки (просветляющей поверхности) с использованием матрицы, которая содержит пленку анодированного пористого оксида алюминия на поверхности.
[0010] Патентный документ 3 раскрывает методику образования конических углублений с постоянно меняющимися диаметрами пор с помощью повторяющегося анодирования алюминия и процесса увеличения диаметра пор.
[0011] Патентный документ 4 раскрывает методику образования просветляющей пленки с использованием слоя оксида алюминия, в котором очень мелкие утопленные части имеют ступенчатые боковые поверхности.
[0012] Как описано в патентных документах 1, 2 и 4, с помощью создания неровной структуры (макроструктуры), которая больше микрорельефной структуры (микроструктуры), в дополнение к микрорельефной структуре можно снабдить просветляющую пленку (просветляющую поверхность) антибликовой функцией. Двумерный размер поднятой части неровной структуры, которая допускает выполнение антибликовой функции, не менее 1 мкм и меньше 100 мкм. Полные раскрытия патентных документов 1, 2 и 4 включаются в этот документ путем отсылки.
[0013] Использование анодированной пористой алюминиевой пленки может упростить изготовление пресс-формы, которая используется для образования микрорельефной структуры на поверхности (в дальнейшем - "микрорельефная пресс-форма"). В частности, как описано в патентных документах 2 и 4, когда поверхность анодированной алюминиевой пленки, которая образована, используется в качестве пресс-формы без какой-либо модификации, достигается большой эффект снижения стоимости производства. Структура поверхности микрорельефной пресс-формы, которая допускает образование микрорельефной структуры, в этом документе называется "инвертированной микрорельефной структурой".
[0014] В известном способе производства просветляющей пленки с использованием микрорельефной пресс-формы используется светоотверждающаяся смола. Прежде всего, предоставляется подложка, например пленка или т.п., неровная поверхность микрорельефной пресс-формы, которая снабжается антиадгезионной смазкой, и светоотверждающаяся смола. Затем светоотверждающаяся смола наносится на неровную поверхность микрорельефной пресс-формы. После этого подложка, например пленка или т.п., прижимается к неровной поверхности с помещенной между ними светоотверждающейся смолой, используя прижимные валы или т.п., так что воздух удаляется из нанесенной светоотверждающейся смолы. В результате неровная структура на поверхности микрорельефной пресс-формы заполняется светоотверждающейся смолой. Затем светоотверждающаяся смола в неровной структуре облучается ультрафиолетовым излучением, чтобы затвердела светоотверждающаяся смола. После этого микрорельефная пресс-форма отделяется от подложки, при помощи чего отвержденный слой светоотверждающейся смолы, на который перенесена неровная структура микрорельефной пресс-формы, образуется на поверхности подложки. Способ производства просветляющей пленки с использованием светоотверждающейся смолы раскрывается, например, в патентном документе 4.
СПИСОК ИСТОЧНИКОВ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0015] Патентный документ 1: Выложенная японская публикация на национальной фазе PCT №2001-517319.
Патентный документ 2: Выложенная японская публикация на национальной фазе РСТ №2003-531962.
Патентный документ 3: Выложенная японская патентная публикация №2005-156695.
Патентный документ 4: WO 2006/059686.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0016] Авторы настоящего изобретения пытались производить просветляющую пленку, которая обладает микрорельефной структурой, с использованием светоотверждающейся смолы и иногда обнаруживали, что микрорельефная структура не образовывалась в некоторых частях поверхности заготовки. Фиг.14 показывает изображение со сканирующего электронного микроскопа (SEM) части заготовки, в которой не образовалась микрорельефная структура. Как показано на Фиг.14, на поверхности заготовки иногда обнаруживалась в основном круглая область с диаметром примерно в несколько десятков микрометров, в которой не образовывалась микрорельефная структура. Подтверждено, что эта проблема объясняется низкой смачиваемостью светоотверждающейся смолы в поверхности микрорельефной пресс-формы. Отметим, что эта проблема не ограничивается случаем светоотверждающейся смолы, а возникла бы также в случае, где используется отверждаемая смола любого другого типа, например термореактивная смола или т.п.
[0017] Одна из целей настоящего изобретения - предоставить микрорельефную пресс-форму, которая обладает улучшенной смачиваемостью для отверждаемой смолы, способ изготовления микрорельефной пресс-формы и просветляющую пленку, которая производится с использованием этой микрорельефной пресс-формы.
РЕШЕНИЕ ПРОБЛЕМЫ
[0018] Пресс-форма согласно настоящему изобретению включает в себя анодированный пористый слой оксида алюминия на своей поверхности. Анодированный пористый слой оксида алюминия имеет множество первых утопленных частей и множество вторых утопленных частей. Множество вторых утопленных частей имеет двумерный размер не менее 190 нм и не более 50 мкм, если смотреть в направлении, перпендикулярном поверхности пресс-формы. Множество вторых утопленных частей содержит множество мелких утопленных частей на внутренней поверхности. Множество мелких утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм. Множество первых утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм. Множество первых утопленных частей предоставляется между множеством вторых утопленных частей. Среднее значение двумерного размера в множестве вторых утопленных частей больше среднего значения двумерного размера в множестве первых утопленных частей.
[0019] В одном варианте осуществления соотношение площадей множества вторых утопленных частей составляет не менее 0,7%. Поверхностная плотность множества вторых утопленных частей составляет не менее 0,086 подсчетов/мкм2.
[0020] В одном варианте осуществления среднее значение двумерного размера множества вторых утопленных частей не менее чем в 2,73 раза больше среднего значения двумерного размера в множестве первых утопленных частей.
[0021] В одном варианте осуществления угол наклона внутренней поверхности множества вторых утопленных частей относительно поверхности пресс-формы не превышает 90°. В одном варианте осуществления угол наклона внутренней поверхности множества вторых утопленных частей относительно поверхности пресс-формы составляет не менее 44,3°.
[0022] Здесь "соотношение площадей вторых утопленных частей" относится к отношению площади, занятой вторыми утопленными частями, к единичной площади. "Угол наклона внутренней поверхности в множестве вторых утопленных частей относительно поверхности пресс-формы" относится к углу, образованному в отверстии второй утопленной части между внутренней поверхностью второй утопленной части и поверхностью пресс-формы. "Поверхностная плотность вторых утопленных частей" относится к количеству вторых утопленных частей на единицу площади.
[0023] В одном варианте осуществления двумерный размер множества вторых утопленных частей составляет не менее 400 нм и не более 50 мкм, а соотношение площадей множества вторых утопленных частей составляет не менее 0,8%.
[0024] Просветляющая пленка из настоящего изобретения является просветляющей пленкой, полученной с использованием любой из вышеописанных пресс-форм. Просветляющая пленка содержит множество первых поднятых частей и множество вторых поднятых частей на своей поверхности, причем множество первых поднятых частей имеет основу, двумерный размер которой составляет не менее 100 нм и не более 200 нм, множество вторых поднятых частей имеет двумерный размер не менее 400 нм и не более 50 мкм. Угол подъема в множестве вторых поднятых частей относительно поверхности не превышает 90°.
[0025] Способ изготовления пресс-формы из настоящего изобретения является способом изготовления пресс-формы, причем пресс-форма включает в себя анодированный пористый слой оксида алюминия на своей поверхности, где анодированный пористый слой оксида алюминия содержит множество первых утопленных частей и множество вторых утопленных частей, при этом множество вторых утопленных частей имеет двумерный размер не менее 190 нм и не более 50 мкм, множество вторых утопленных частей содержит множество мелких утопленных частей на внутренней поверхности, множество мелких утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм, множество первых утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм, если смотреть в направлении, перпендикулярном поверхности пресс-формы, множество первых утопленных частей предоставляется между множеством вторых утопленных частей, и среднее значение двумерного размера в множестве вторых утопленных частей больше среднего значения двумерного размера в множестве первых утопленных частей, и способ включает в себя этапы: (а) предоставления алюминиевой пленки или алюминиевой основы, чистота которых равна не менее 99,5 массовых процентов; (b) выполнения травления на поверхности алюминиевой пленки или алюминиевой основы, причем поверхность алюминиевой пленки или алюминиевой основы в травильном растворе соприкасается с металлом, стандартный электродный потенциал которого выше, чем у алюминиевой пленки или алюминиевой основы, посредством этого образуя множество утопленных частей, двумерный размер которых составляет не менее 190 нм и не более 50 мкм; и (с) анодирования поверхности алюминиевой пленки или алюминиевой основы после этапа (b), чтобы образовать пористый слой оксида алюминия на внутренней поверхности множества утопленных частей и между множеством утопленных частей, образуя посредством этого множество первых утопленных частей и множество вторых утопленных частей.
[0026] В одном варианте осуществления способ дополнительно включает в себя: (d) приведение пористого слоя оксида алюминия в контакт с травильным раствором после этапа (с), увеличивая посредством этого множество мелких утопленных частей и множество первых утопленных частей; и (e) дополнительное анодирование поверхности алюминиевой пленки или алюминиевой основы после этапа (d), выращивая посредством этого множество мелких утопленных частей и множество первых утопленных частей.
[0027] В одном варианте осуществления способ дополнительно включает в себя: (f) анодирование поверхности алюминиевой пленки или алюминиевой основы между этапом (a) и этапом (b), образуя посредством этого анодированный слой; и (g) растворение анодированного слоя между этапом (b) и этапом (c).
[0028] В одном варианте осуществления двумерный размер в множестве первых утопленных частей составляет не менее 100 нм и не более 200 нм.
ПОЛЕЗНЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0029] В соответствии с настоящим изобретением предоставляется микрорельефная пресс-форма, которая обладает улучшенной смачиваемостью для отверждаемой смолы, способ изготовления микрорельефной пресс-формы и просветляющая пленка, которая получена с использованием этой микрорельефной пресс-формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0030]
Фиг.1 - схематический вид в поперечном сечении микрорельефной пресс-формы 10 в варианте осуществления настоящего изобретения.
Фиг.2 - схема для иллюстрации угла контакта водяной капли 98 на сложной поверхности 90.
Фиг.3 (а) и (b) - схематические представления для иллюстрации угла контакта водяной капли 18 на поверхности микрорельефной пресс-формы 10.
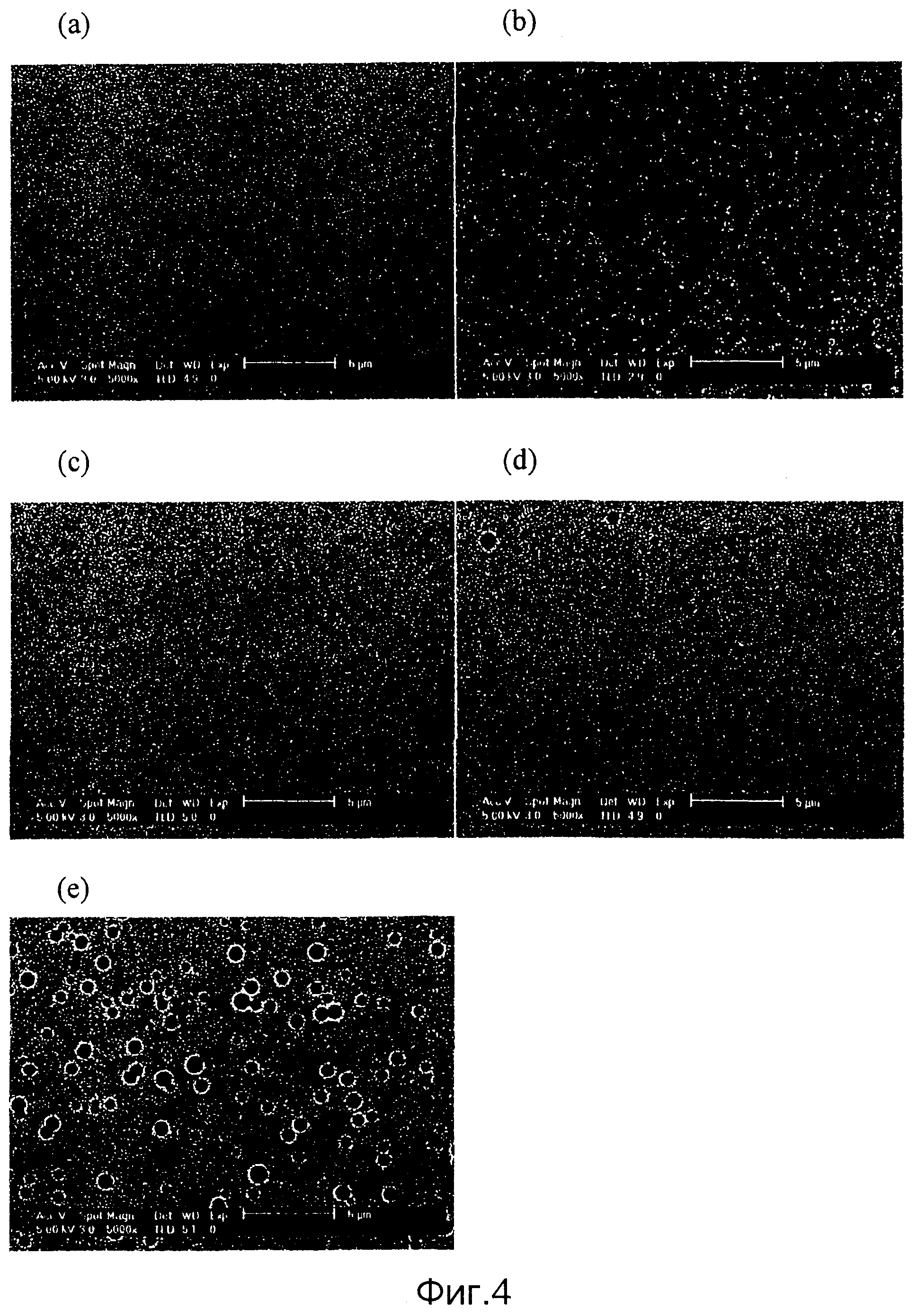
Фиг.4 (a), (b), (c), (d) и (e) - изображения SEM поверхностей псевдо-микрорельефных пресс-форм 20A, 10A, 10B, 10C и 10D соответственно.
Фиг.5 (a), (b), (c), (d) и (e) - гистограммы, которые представляют распределения двумерных размеров вторых утопленных частей псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D и микрорельефной пресс-формы 10 соответственно.
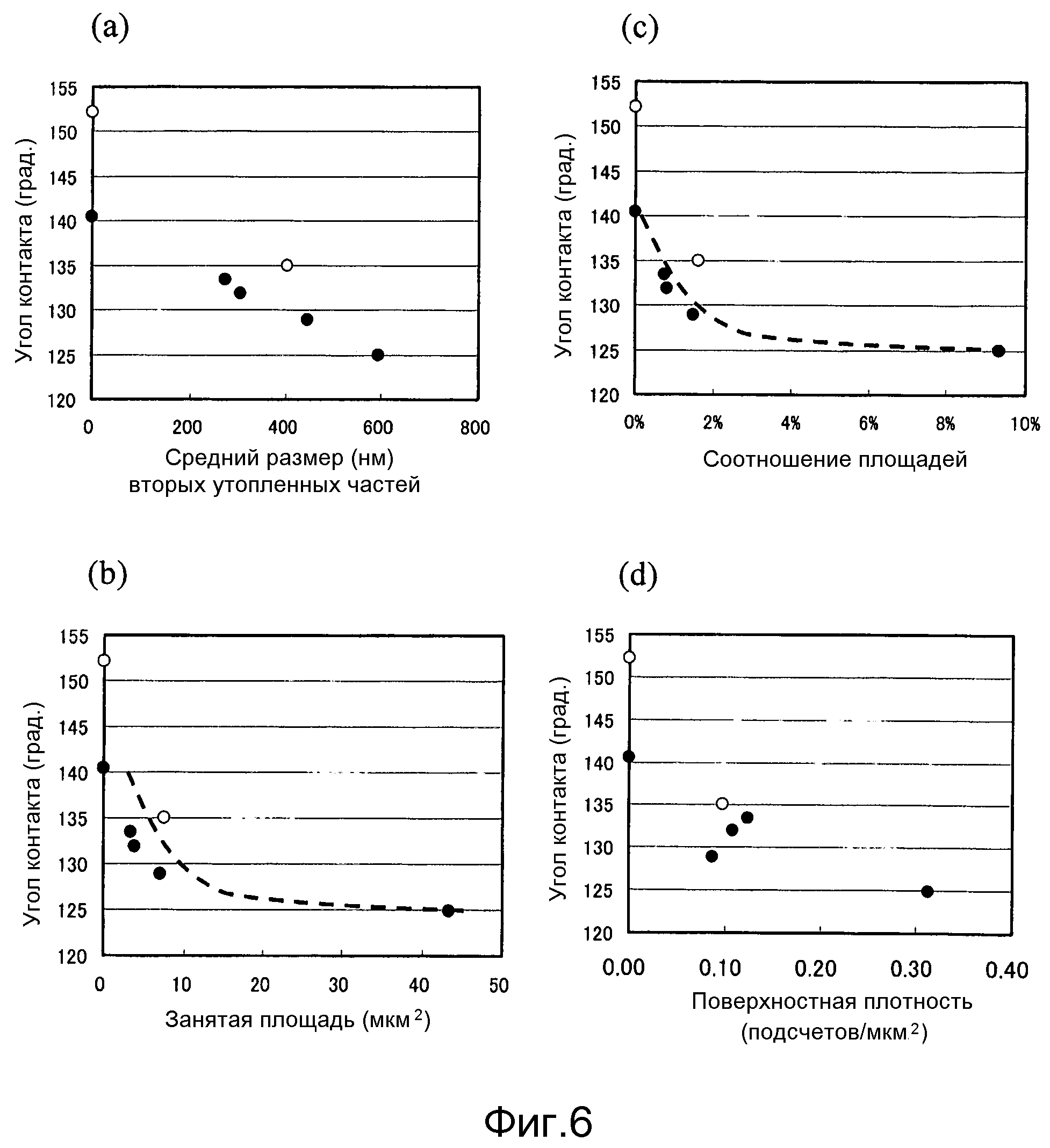
Фиг.6 (a), (b), (c) и (d) - графики, которые показывают значительность угла контакта относительно среднего размера, занятой площади, соотношения площадей и поверхностной плотности вторых утопленных частей в псевдо-микрорельефной пресс-форме (●) и значительность угла контакта относительно среднего размера, занятой площади, соотношения площадей и поверхностной плотности вторых утопленных частей в микрорельефной пресс-форме (○).
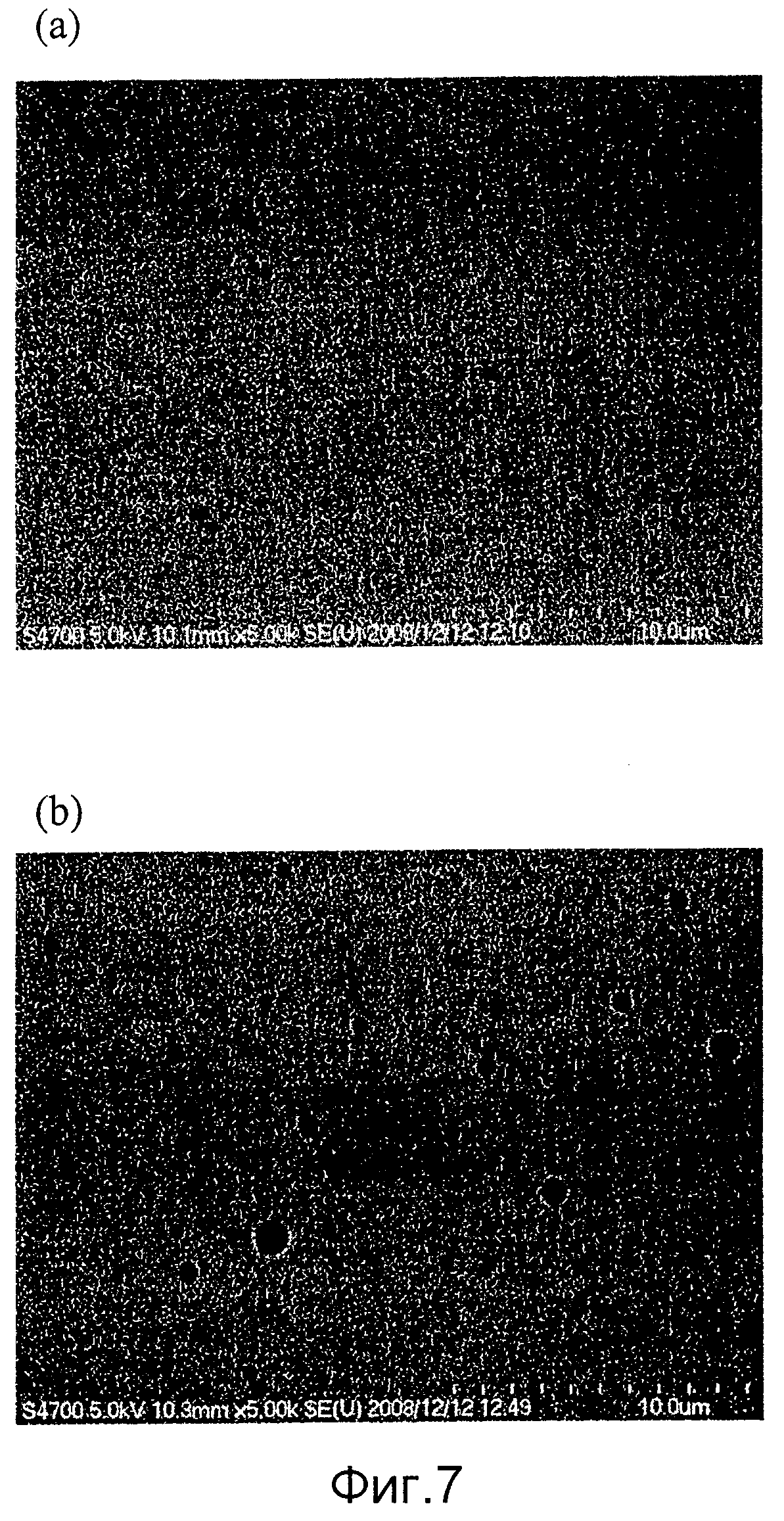
Фиг.7 (a) и (b) показывают изображения SEM поверхностей микрорельефной пресс-формы 20B и микрорельефной пресс-формы 10 соответственно.
Фиг.8 (a)-(d) - схематические виды в поперечном сечении для иллюстрации способа изготовления микрорельефной пресс-формы из настоящего варианта осуществления.
Фиг.9 - схематический вид в поперечном сечении второй утопленной части 14 и ее окружения.
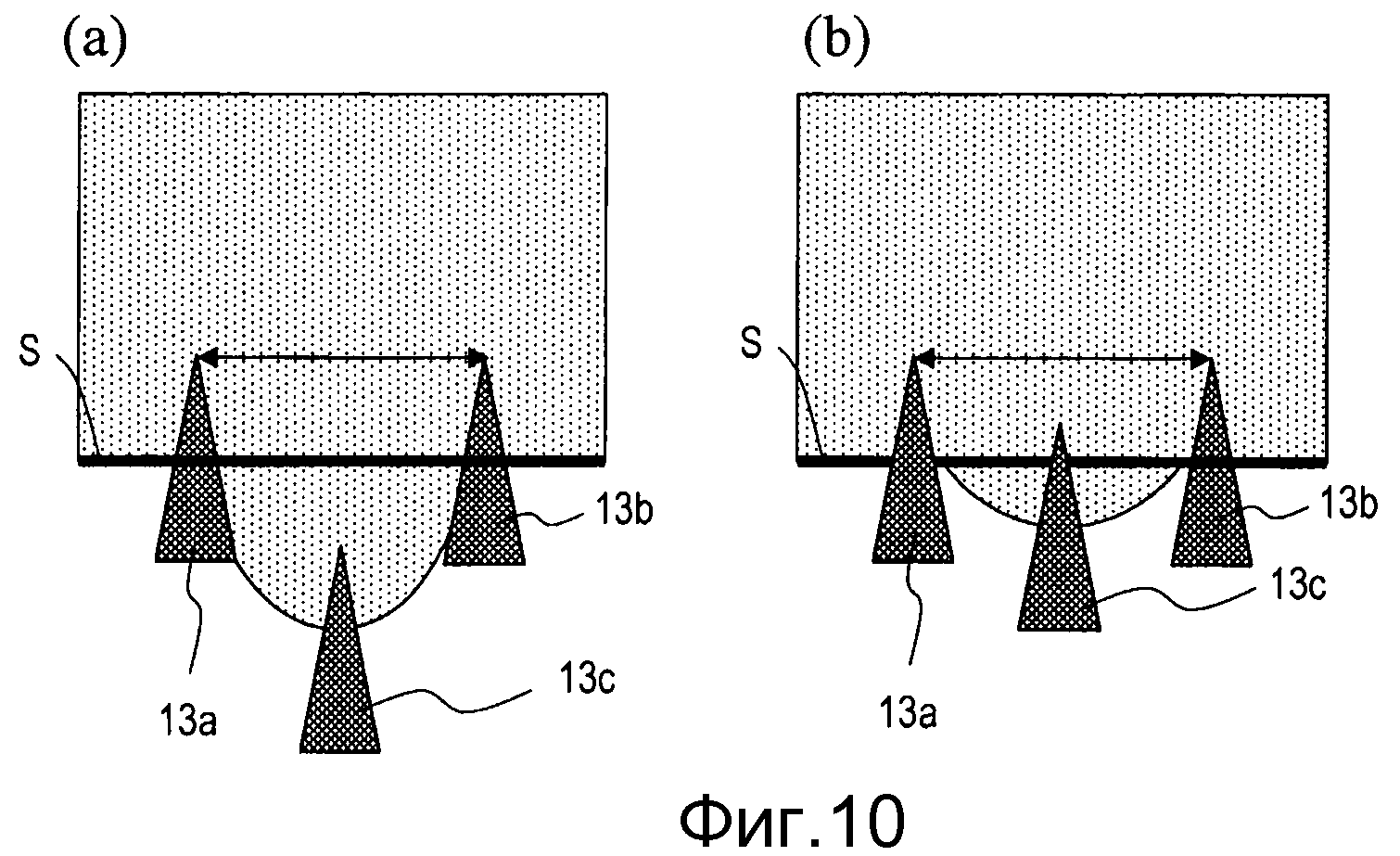
Фиг.10 (a) и (b) - схематические виды в поперечном сечении для случая, где кончик выступа 13C внизу второй утопленной части 14 находится ниже стандартного уровня капли S, и случая, где кончик выступа 13C внизу второй утопленной части 14 находится выше стандартного уровня капли S.
Фиг.11 - схематический вид в поперечном сечении для случая, где кончик выступа 13C внизу второй утопленной части 14 находится точно на стандартном уровне капли S.
Фиг.12 - схематический вид в перспективе выступа 13.
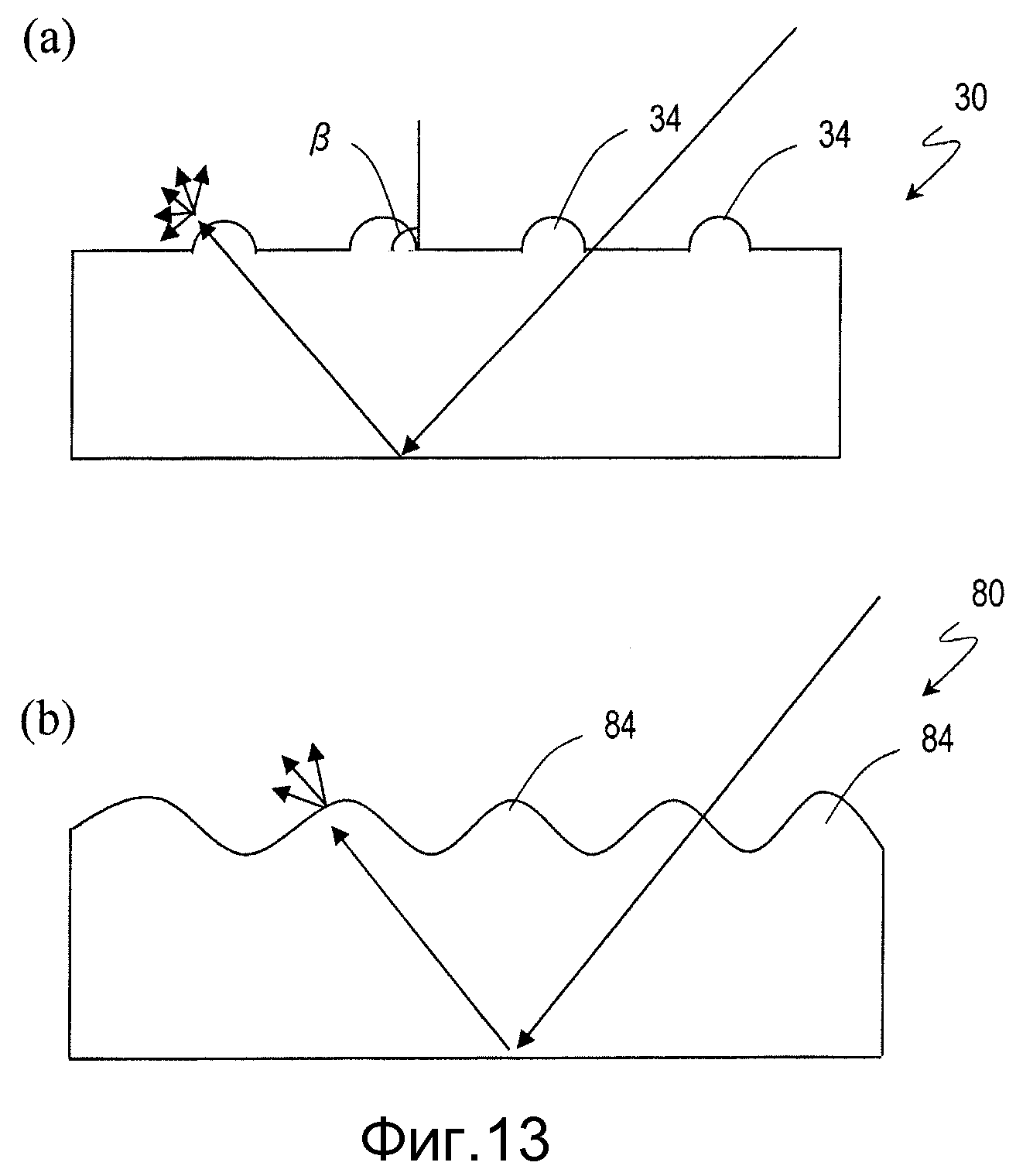
Фиг.13 (a) и (b) - схематические представления для иллюстрации разницы в эффекте рассеяния из-за формы поднятых частей просветляющих пленок.
Фиг.14 - изображение SEM части заготовки, в которой не образовалась микрорельефная структура.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0031] Ниже микрорельефная пресс-форма и способ изготовления микрорельефной пресс-формы в соответствии с вариантом осуществления настоящего изобретения описываются со ссылкой на чертежи.
[0032] Фиг.1 является схематическим видом в поперечном сечении микрорельефной пресс-формы 10 в варианте осуществления настоящего изобретения. Как показано на Фиг.1, микрорельефная пресс-форма 10 включает в себя анодированный пористый слой оксида алюминия на своей поверхности. Анодированный пористый слой оксида алюминия содержит множество первых утопленных частей 12 и множество вторых утопленных частей 14. Множество вторых утопленных частей 14 имеет двумерный размер не менее 190 нм и не более 50 мкм, если смотреть в направлении, перпендикулярном поверхности пресс-формы. Каждая из вторых утопленных частей 14 содержит множество мелких утопленных частей 15 на своей внутренней поверхности. Каждая из мелких утопленных частей 15 имеет двумерный размер не менее 10 нм и не более 200 нм. Множество первых утопленных частей 12 имеет двумерный размер не менее 10 нм и не более 200 нм и предоставляется между множеством вторых утопленных частей 14. Среднее значение двумерного размера в множестве вторых утопленных частей 14 больше среднего значения двумерного размера в множестве первых утопленных частей 12. Следует отметить, что двумерный размер может приблизительно представляться диаметром окружности. Множество мелких утопленных частей 15, образованных на внутренних поверхностях множества вторых утопленных частей 14 и множества первых утопленных частей 12, образует "инвертированную микрорельефную структуру", которая описана ранее.
[0033] Как описано выше, в микрорельефной пресс-форме 10 пористый слой оксида алюминия, который содержит множество микропор, предоставляется на внутренних поверхностях множества вторых утопленных частей 14 и между множеством вторых утопленных частей 14. Часть микропор в пористом слое оксида алюминия, которые предоставляются между множеством вторых утопленных частей 14, называются "первыми утопленными частями 12". Другая часть микропор в пористом слое оксида алюминия, которые предоставляются на внутренних поверхностях множества вторых утопленных частей 14, называются "мелкими утопленными частями 15".
[0034] Если двумерный размер второй утопленной части 14 равен не менее 190 нм, то часть капли может проникнуть во вторую утопленную часть 14, как будет описываться позже. Также, как будет описываться позже, поднятые части, которые получаются путем инвертирования вторых утопленных частей 14, могут выполнять антибликовую функцию. Когда антибликовая структура образуется с помощью вторых утопленных частей 14, двумерный размер вторых утопленных частей 14 предпочтительно не превышает 50 мкм.
[0035] В этом случае соотношение площадей в множестве вторых утопленных частей 14 предпочтительно составляет не менее 0,7%. Угол наклона α внутренних поверхностей множества вторых утопленных частей 14 относительно поверхности 16 предпочтительно не превышает 90°. Следует отметить, что в микрорельефной пресс-форме 10, показанной на Фиг.1, угол наклона α равен 90°.
[0036] Как будет описываться позже с помощью опытных примеров, поскольку микрорельефная пресс-форма 10 в соответствии с настоящим вариантом осуществления содержит вторые утопленные части 14, двумерный размер которых составляет не менее 190 нм и не более 50 мкм, микрорельефная пресс-форма 10 обладает улучшенной смачиваемостью для отверждаемой смолы. Механизм, посредством которого вторые утопленные части 14 улучшают смачиваемость, описывается ниже. Здесь индекс, который указывает смачиваемость, является углом контакта микрорельефной пресс-формы 10 для отверждаемой смолы. Ниже со ссылкой на Фиг.2 и Фиг.3 описывается механизм, посредством которого вторые утопленные части 14, предоставленные в микрорельефной пресс-форме 10, могут уменьшить угол контакта для отверждаемой смолы.
[0037] Фиг.2 - схематический вид в поперечном сечении для иллюстрации угла контакта водяной капли 98 на сложной поверхности 90, которая образуется с помощью частей первого материала (части 92 первого материала) и частей второго материала (части 94 второго материала). Здесь кажущийся угол контакта θc для водяной капли 98 сложной поверхности 90, показанной на Фиг.2, который образуется с помощью частей 92 первого материала и частей 94 второго материала, выражается формулой Касье (1), показанной ниже. В формуле (1) f1 является долей частей первого материала, f2 является долей частей второго материала (f2=1-f1), θ1 - истинный угол контакта поверхности частей первого материала, а θ2 - истинный угол контакта поверхности частей второго материала.
cosθc=f1cosθ1+f2cosθ2 (1)
[0038] Поверхность твердого тела первого материала, которая содержит мелкие утопленные части, в которые водяная капля не может проникнуть полностью, чтобы достичь нижних частей мелких утопленных частей, можно предположить в качестве сложной поверхности 90, которая образуется с помощью частей 92, которые образуются из первого материала, и частей 94, которые образуются из воздуха в качестве второго материала. Здесь θ2 является углом контакта воздуха для воды. Вода является сферической, когда плавает в воздухе, и поэтому угол контакта θ2 воздуха в мелких утопленных частях может предполагаться равным 180°. В этом случае в формуле (1) cosθ2=-1. Значение cosθc является малым по сравнению со случаем, где мелкие утопленные части не предоставляются. Другими словами, если поверхность твердого тела содержит мелкие утопленные части, в которые не может проникнуть водяная капля, то кажущийся угол контакта θc у сложной поверхности 90 увеличивается. Причина того, что поверхность пресс-формы, которая имеет инвертированную микрорельефную структуру, обладает низкой смачиваемостью после процесса смазки пресс-формы, состоит в том, что капля (водяная капля, капля смолы или т.п.) не может проникнуть полностью в мелкую утопленную часть, чтобы достичь дна.
[0039] Фиг.3(a) и 3(b) являются схематическими видами в поперечном сечении для иллюстрации угла контакта для водяной капли 18, упавшей на поверхность микрорельефной пресс-формы 10 в настоящем варианте осуществления. Поверхность микрорельефной пресс-формы 10 содержит первые утопленные части 12, которые составляют инвертированную микрорельефную структуру, и вторые утопленные части 14, которые больше первых утопленных частей 12. Внутренняя поверхность второй утопленной части 14 содержит мелкие утопленные части 15. Водяная капля падает на область, которая включает в себя вторую утопленную часть 14. Фиг.3(а) - схематический вид в поперечном сечении области, которая включает в себя вторую утопленную часть 14. Фиг.3(b) - схематический увеличенный вид в поперечном сечении, показывающий часть Фиг.3(а), которая включает в себя только первые утопленные части 12.
[0040] Как показано на Фиг.3(b), двумерный размер первых утопленных частей 12 является таким, что водяная капля не может полностью проникнуть в первые утопленные части 12, чтобы достичь их дна, так что воздух присутствует в первых утопленных частях 12. Ниже рассматривается поверхностный уровень капли S, например, который показан на Фиг.3(a) и 3(b). Как показано на Фиг.3(b), каждая из множества первых утопленных частей 12 имеет границу раздела между воздухом, захваченным в первой утопленной части 12, и водяной каплей. Поверхностный уровень капли S образуется путем соединения этих границ. Двумерный размер второй утопленной части 14 такой, что водяная капля может проникнуть во вторую утопленную часть 14 до уровня ниже поверхностного уровня капли S. Когда водяная капля 18 падает на поверхность микрорельефной пресс-формы 10, как схематически показано на Фиг.3(а), водяная капля 18 не достигает дна первых утопленных частей 12, так что образуется поверхностный уровень капли S, тогда как во второй утопленной части 14 водяная капля 18 достигает уровня глубже поверхностного уровня капли S. Другими словами, в мелких утопленных частях 15, предоставленных во второй утопленной части 14, граница раздела между воздухом, захваченным в мелких утопленных частях 15, и водяной каплей находится ниже поверхностного уровня капли S. Поэтому кажущийся угол контакта θc на поверхности микрорельефной пресс-формы 10, которая имеет вышеописанную структуру (кажущийся угол контакта в поверхностном уровне капли S), может выражаться формулой (2), показанной ниже. Формула (2) получается путем добавления в качестве третьего члена к правой стороне формулы (1), показанной выше, вклада второй утопленной части 14, в которую проникает водяная капля.
cosθc=f1cosθ1+f2cosθ2+f3cosθ3 (2)
[0041] На поверхностном уровне капли S, как проиллюстрировано на Фиг.3(a) и 3(b), имеется область, занятая второй утопленной частью 14, область, занятая первыми утопленными частями 12, и область первого материала, которая предоставляется между граничащими частями из первых утопленных частей 12 (называемых "выступающими частями 13"). В показанной выше формуле (2) f1 является долей области первого материала, которая предоставляется между граничащими первыми утопленными частями 12 (выступающие части 13) на единицу площади, f2 является долей первых утопленных частей 12 на единицу площади, и f3 является долей вторых утопленных частей 14 на единицу площади (f1+f2+f3=1). Как в вышеприведенной формуле (1), θ1 является истинным углом контакта первого материала, а θ2 является углом контакта воздуха, захваченного в первых утопленных частях 12 (180°). θ3 является углом контакта второй утопленной части 14 на поверхностном уровне капли S. Поскольку водяная капля 18 проникает во вторую утопленную часть 14, чтобы достичь уровня ниже поверхностного уровня капли S, θ3 может предполагаться в качестве угла контакта воды для воды. Таким образом, можно предположить, что θ3=0°. В этом случае cosθ3=1. Поэтому путем образования вторых утопленных частей 14, в которых водяная капля может достичь уровня ниже поверхностного уровня капли S, кажущийся угол контакта θc поверхности микрорельефной пресс-формы 10 можно уменьшить.
[0042] Здесь описывается угол контакта для воды. Однако угол контакта для отверждаемой смолы также можно уменьшить путем образования вторых утопленных частей 14 по тем же причинам.
[0043] В опытных примерах, которые будут описываться позже, оценивалась смачиваемость для воды, а не смачиваемость для отверждаемой смолы. Поверхностное натяжение воды составляет от 72 до 73 мН/м при комнатной температуре, что больше поверхностного натяжения отверждаемой смолы. Поэтому, когда используется вода, небольшое изменение состояния поверхности можно явно измерить в виде изменения угла контакта.
[0044] Поскольку микрорельефная пресс-форма 10 в соответствии с вариантом осуществления настоящего изобретения содержит вторые утопленные части 14, двумерный размер которых, если смотреть в направлении, перпендикулярном поверхности пресс-формы, составляет не менее 190 нм и не более 50 мкм, смачиваемость поверхности пресс-формы для отверждаемой смолы можно повысить. Как видно из формулы (2), когда доля f3 вторых утопленных частей 14 больше, угол контакта θc можно уменьшить. Чтобы получить достаточную смачиваемость для отверждаемой смолы, доля (соотношение площадей) вторых утопленных частей 14 предпочтительно должна быть не менее 0,7%, как будет описываться позже с помощью опытных примеров.
[0045] Авторы настоящего изобретения изготовили пресс-форму, которая имеет анодированный пористый слой оксида алюминия на поверхности, и с целью улучшения смачиваемости исследовали влияния на смачиваемость среднего размера, соотношения площадей и поверхностной плотности (численной плотности) вторых утопленных частей 14. Ниже описываются результаты исследования. В описанных ниже опытах антиадгезионная смазка пресс-формы выполнялась на поверхности изготовленной пресс-формы, и оценивалась смачиваемость поверхности пресс-формы для воды после антиадгезионной смазки пресс-формы. Антиадгезионная смазка пресс-формы осуществлялась путем нанесения фтористой смазки для форм. Причина того, что смачиваемость поверхности пресс-формы оценивалась после антиадгезионной смазки пресс-формы, состоит в том, что на этапе переноса просветляющей пленки поверхность пресс-формы, с которой отверждаемая смола или т.п. вступает в контакт, подвергается антиадгезионной смазке пресс-формы. Показателем, используемым для оценки смачиваемости, был угол контакта. Следует отметить, что опытным путем было подтверждено, что существует корреляция между смачиваемостью поверхности пресс-формы для воды (угол контакта для воды) и неудачей образования вышеописанной микрорельефной структуры в некоторых частях.
[0046] Теперь кратко описывается способ изготовления микрорельефной пресс-формы в соответствии с вариантом осуществления настоящего изобретения. Микрорельефная пресс-форма может быть изготовлена путем повторения этапа анодирования алюминиевой основы и этапа травления для увеличения утопленных частей, образованных путем анодирования, как описано в патентных документах 1, 2 и 4. Способ изготовления микрорельефной пресс-формы 10 в соответствии с вариантом осуществления настоящего изобретения включает в себя, как подробно будет описываться позже, этап травления алюминиевой основы, причем в первом цикле этапа травления алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы, посредством этого образуя множество утопленных частей, двумерный размер которых составляет не менее 190 нм и не более 50 мкм (утопленные части 17, показанные на Фиг.8(b)). То есть множество утопленных частей, двумерный размер которых составляет не менее 190 нм и не более 50 мкм, образуется с помощью электрохимической коррозии в первом цикле этапа травления. Множество вторых утопленных частей 14 реализуется путем выполнения анодирования после образования множества утопленных частей, двумерный размер которых составляет не менее 190 нм и не более 50 мкм, так что множество мелких утопленных частей 15 образуется на внутренних поверхностях вторых утопленных частей 14.
[0047] Второй и последующие циклы этапа травления выполняются при условиях, которые не вызвали бы электрохимическую коррозию, как на традиционном этапе травления. Например, травление выполняется после того, как электрод отсоединяется от алюминиевой основы, либо травление выполняется, когда электрод удерживается отдельно от травильного раствора. Ниже травление, которое выполняется при условиях, которые не вызвали бы электрохимическую коррозию, иногда называется "обычным травлением".
[0048] Как описано выше, инвертированная микрорельефная структура обычно образуется путем повторения анодирования и травления два раза или более. В опыте прежде всего готовились пресс-формы, которые имеют инвертированную микрорельефную структуру, образованную путем выполнения однократного анодирования и однократного травления (в дальнейшем называемую "псевдо-микрорельефной пресс-формой"), и исследовался угол контакта псевдо-микрорельефных пресс-форм. Здесь четыре типа псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D, которые содержат множество вторых утопленных частей 14, изготавливались как описано ниже.
[0049] Сначала алюминиевая основа анодировалась для образования анодированного слоя (пористый слой оксида алюминия). Условия анодирования были такими, что рабочим раствором была щавелевая кислота (0,05 моль/л, температура: 5°С), напряжение составляло 80 В, а длительность была равна 1 минуте.
[0050] Затем травление выполнялось над алюминиевой основой, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы, при помощи чего формировалось множество утопленных частей. Условия травления были такими, что травильным раствором была фосфорная кислота (1 моль/л(литр)), и температура обработки была 30°C по любому из процессов изготовления пресс-форм. Длительности травления для псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D составляли 50 минут, 60 минут, 70 минут и 80 минут, соответственно. Путем изменения длительности травления (длительности погружения) изменялось количество, средний размер и занятая площадь множества образованных утопленных частей. Таким образом, изменялось количество, средний размер и занятая площадь множества утопленных частей, образованных на этапе травления, при помощи чего изменялось количество, средний размер и занятая площадь вторых утопленных частей 14, которые формировались на более позднем этапе.
[0051] Затем этап обычного травления выполнялся при вышеописанных условиях травления в течение 40 минут, 30 минут, 20 минут и 10 минут для соответствующих пресс-форм, при помощи чего полностью удалялся анодированный слой, который образовался с помощью вышеописанного анодирования.
[0052] Затем анодирование выполнялось в течение 40 секунд при таких же условиях анодирования, как описаны выше, при помощи чего формировался пористый слой оксида алюминия на внутренних поверхностях множества утопленных частей 17 (Фиг.8(b)) и между множеством утопленных частей 17. Таким образом, образовалось множество вторых утопленных частей 14, имеющих такую форму, что множество мелких утопленных частей 15 создавалось на внутренних поверхностях. Между тем, множество первых утопленных частей 12 формировалось между множеством вторых утопленных частей 14.
[0053] Затем этап обычного травления выполнялся в течение 45 минут при таких же условиях травления, как описаны выше, при помощи чего увеличивался диаметр пор у микропор в пористом слое оксида алюминия. В частности, увеличивался диаметр пор у множества первых утопленных частей 12 и диаметр пор у множества мелких утопленных частей 15, образованных на внутренних поверхностях вторых утопленных частей 14. Таким образом, получились псевдо-микрорельефные пресс-формы 10A, 10B, 10C и 10D, у которых отличалось количество, средний размер и занятая площадь вторых утопленных частей 14.
[0054] Для сравнения была изготовлена псевдо-микрорельефная пресс-форма 20A, которая не содержала вторые утопленные части, и исследовался угол контакта у псевдо-микрорельефной пресс-формы 20A. Псевдо-микрорельефная пресс-форма 20A была изготовлена, как описано ниже. Сначала анодирование выполнялось в течение 1 минуты при тех же условиях анодирования, которые применялись в процессах изготовления вышеописанных псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D, при помощи чего формировался анодированный слой. После этого обычное травление выполнялось в течение 90 минут при таких же условиях травления, как описаны выше, при помощи чего полностью удалялся анодированный слой. Затем анодирование выполнялось один раз в течение 40 секунд при тех же условиях, и после этого этап обычного травления выполнялся один раз в течение 45 минут при тех же условиях, при помощи чего была изготовлена псевдо-микрорельефная пресс-форма 20A. В процессе изготовления псевдо-микрорельефной пресс-формы 20A первый цикл этапа травления выполнялся, как описано выше, хотя алюминиевая основа не соприкасалась с электродом, который содержался в металле, стандартный электродный потенциал которого выше, чем у алюминиевой основы. Поэтому псевдо-микрорельефная пресс-форма 20A не содержала вторые утопленные части.
[0055] Первые утопленные части псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D имеют в целом цилиндрическую форму. Как будет описываться позже, первые утопленные части микрорельефной пресс-формы имеют в целом коническую форму, потому что они образуются путем повторения анодирования и травления два раза или более. Первые утопленные части 12 псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D имеют в целом цилиндрическую форму, потому что они образуются путем выполнения только однократного анодирования и однократного травления. Также множество мелких утопленных частей 15, образованных на внутренних поверхностях вторых утопленных частей 14 псевдо-микрорельефных пресс-форм с 10A по 10D, имеют в целом цилиндрическую форму по той же причине. Также множество мелких утопленных частей (микропор) в псевдо-микрорельефной пресс-форме 20A имеют в целом цилиндрическую форму по той же причине. Когда они имеют в целом коническую форму, изменение формы или глубины можно увеличить. В псевдо-микрорельефных пресс-формах с 10A по 10D форма первых утопленных частей 12 была в целом цилиндрической, чтобы можно было устранить причину изменения первых утопленных частей 12 при исследовании влияний на угол контакта различий в количестве, среднем размере и занятой площади вторых утопленных частей 14.
[0056] Фиг.4(а) показывает изображение SEM поверхности псевдо-микрорельефной пресс-формы 20A, которая не содержит вторые утопленные части. Фиг.4(b)-4(e) показывают изображения SEM поверхностей псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D, которые содержат вторые утопленные части 14. Поле зрения любого из этих изображений SEM составляет 18,5 мкм × 25 мкм (= 462,5 мкм2).
[0057] Как видно из Фиг.4(а), псевдо-микрорельефная пресс-форма 20A содержит мелкие утопленные части, которые предоставляются в целом равномерно на всей поверхности пресс-формы. Распределение множества мелких утопленных частей не имеет закономерности. Среднее значение расстояния между граничащими мелкими утопленными частями составляло около 190 нм (расстояние между определенной утопленной частью и другой частью из утопленных частей, которая является ближайшей к определенной утопленной части). Среднее значение глубины мелких утопленных частей составляло 200 нм. Среднее значение соотношения сторон у мелких утопленных частей составляло 2,0. Максимальное значение, минимальное значение и среднее значение двумерного размера мелких утопленных частей составляло 110 нм, 90 нм и 100 нм соответственно. Следует отметить, что соотношение сторон у мелких утопленных частей относится к отношению глубины к двумерному размеру (диаметру) мелких утопленных частей.
[0058] Как видно из Фиг.4(b)-4(e), псевдо-микрорельефные пресс-формы 10A, 10B, 10C и 10D содержат относительно крупные утопленные части (вторые утопленные части 14), и такие крупные утопленные части не наблюдаются на Фиг.4(а). Как видно из Фиг.4(b)-4(e), форма вторых утопленных частей 14 (форма, если смотреть в направлении, перпендикулярном к поверхности псевдо-микрорельефной пресс-формы) в целом была круглой. Вторые утопленные части 14 содержали множество мелких утопленных частей 15 на внутренних поверхностях, так что размер мелких утопленных частей 15 в целом равен размеру первых утопленных частей 12, хотя и сложно найти их на Фиг.4(b)-4(e). Вторые утопленные части 14 реализовались путем образования множества мелких утопленных частей 15 на внутренних поверхностях утопленных частей, образованных с помощью электрохимической коррозии в процессах изготовления псевдо-микрорельефных пресс-форм с 10A по 10D. Как видно из Фиг.4(b)-4(e), размер вторых утопленных частей 14, образованных в псевдо-микрорельефных пресс-формах 10A, 10B, 10C и 10D, увеличивается в этом порядке, и количество вторых утопленных частей 14, образованных в псевдо-микрорельефных пресс-формах 10A, 10B, 10C и 10D, увеличивается в основном в этом порядке. В каждой из псевдо-микрорельефных пресс-форм с 10A по 10D среднее значение расстояния между граничащими частями из множества первых утопленных частей 12 составляло 190 нм. Среднее значение глубины первых утопленных частей 12 составляло 200 нм. Среднее значение соотношения сторон у первых утопленных частей 12 составляло 2,0. Максимальное значение, минимальное значение и среднее значение двумерного размера первых утопленных частей 12 составляло 110 нм, 90 нм и 100 нм соответственно.
[0059] Чтобы получить средний размер и занятую площадь (соотношение площадей) у вторых утопленных частей 14 в псевдо-микрорельефных пресс-формах 10A, 10B, 10C и 10D, прежде всего исследовалось распределение двумерных размеров вторых утопленных частей 14 из изображений SEM на Фиг.4(b)-4(e). Среди утопленных частей в области, показанной на Фиг.4, которые имели двумерный размер не менее 190 нм, утопленные части, которые содержали множество мелких утопленных частей 15, применялись в качестве вторых утопленных частей 14. Таблица 1 показывает распределения двумерных размеров вторых утопленных частей 14 в диапазоне от 190 нм до 950 нм. Как показано в таблице 1, в отношении двумерного размера вторых утопленных частей исследовались распределения по девяти диапазонам. В таблице 1 "центральное значение" относится к значению посередине между экстремальными значениями (верхний предел и нижний предел) в каждом из девяти диапазонов. Фиг.5(а)-5(d) показывают гистограммы, которые представляют распределения двумерных размеров вторых утопленных частей (Таблица 1) псевдо-микрорельефных пресс-форм 10A, 10B, 10C, и 10D, соответственно.
[0060]
[0061] Как видно из таблицы 1 и Фиг.5(а)-5(d), в процессах изготовления псевдо-микрорельефных пресс-форм, когда увеличивалась длительность травления в первом цикле этапа травления (цикл травления, где травление выполнялось над алюминиевой основой, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, чей стандартный электродный потенциал выше, чему у алюминиевой основы), результирующая псевдо-микрорельефная пресс-форма содержала большее количество вторых утопленных частей, которые имели большие двумерные размеры. Это считается присущим явлению, которое подробно будет описываться позже, при котором, когда увеличивается длительность травления, величина электрохимической коррозии также увеличивается.
[0062] Средний размер и занятая площадь (соотношение площадей) у вторых утопленных частей вычислялись с использованием распределений, показанных в таблице 1. Результаты показаны в таблице 2. В таблице 2 "Количество вторых утопленных частей" относится к общему количеству вторых утопленных частей 14 в области, показанной на Фиг.4. Средний размер получался, как описано ниже. Для каждого из девяти диапазонов, показанных в таблице 1, вычислялось произведение центрального значения и количества вторых утопленных частей 14 в том диапазоне. Сумма всех произведений для девяти диапазонов делилась на "Количество вторых утопленных частей", которое задано выше, при помощи чего получался средний размер. Занятая площадь вычислялась путем замены площади второй утопленной части в каждом из диапазонов площадью окружности, чей диаметр равен центральному значению в том диапазоне. В частности, для каждого из девяти диапазонов вычислялось произведение площади окружности и количества вторых утопленных частей 14 в том диапазоне. Сумма произведений устанавливалась в качестве занятой площади. Между тем, вычисленная занятая площадь делилась на площадь области, показанной на Фиг.4 (462,5 мкм2), при помощи чего вычислялось соотношение площадей. Также "Количество вторых утопленных частей" делилось на площадь, при помощи чего вычислялась поверхностная плотность.
[0063] Результаты измерения угла контакта соответствующих поверхностей в псевдо-микрорельефных пресс-формах 20A, 10A, 10B, 10C и 10D также показаны в таблице 2. При измерении угла контакта автоматический стационарный угломер угла контакта с названием DropMaster, произведенный Kyowa Interface Science Co., Ltd., использовался для оценки угла контакта для воды у поверхности, покрытой фтористой смазкой для форм. Фтористая смазка для форм обычно наносится на поверхность микрорельефной пресс-формы в случае, где просветляющая пленка изготавливается с использованием светоотверждающейся смолы. Смазкой для форм, используемой в этом документе, была фтористая смазка для форм, угол контакта которой для естественно окисленной алюминиевой пленки составляет 110°.
[0064] Фиг.6(a), 6(b), 6(c) и 6(d) показывают отношения угла контакта к среднему размеру, занятой площади, соотношению площадей и поверхностной плотности вторых утопленных частей 14 псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D соответственно с помощью закрашенных кружков (●). Следует отметить, что на Фиг.6(а)-6(d) отношение для псевдо-микрорельефной пресс-формы 20A также показано с помощью закрашенных кружков (●), хотя каждое из среднего размера, занятой площади, соотношения площадей и поверхностной плотности равно нулю (0), потому что псевдо-микрорельефная пресс-форма 20A не содержит вторые утопленные части.
[0065]
[0066] Как видно из таблицы 2, угол контакта для воды у псевдо-микрорельефной пресс-формы 20A составлял 140,5°, что больше угла контакта на естественно окисленной алюминиевой пленке, 110°. Предполагается, что это происходит из-за того, что вода не достигла дна мелких утопленных частей, образованных на поверхности псевдо-микрорельефной пресс-формы 20A.
[0067] Угол контакта псевдо-микрорельефной пресс-формы 10A, которая содержала вторые утопленные части, средний размер которых составлял 273 нм, был равен 133,4°, что меньше угла контакта псевдо-микрорельефной пресс-формы 20A на 7,1°. Таким образом, в случае утопленных частей, средний размер которых равен 273 нм, вода может достичь дна утопленных частей. Нужно понимать, что утопленные части служат для уменьшения угла контакта для воды у псевдо-микрорельефной пресс-формы 10A.
[0068] Из результатов псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D четко видно, что когда средний размер вторых утопленных частей увеличивается, хотя и увеличивается соотношение площадей вторых утопленных частей, угол контакта уменьшается (таблица 2, Фиг.6(а), Фиг.6(c)). Из этой тенденции понятно, что механизм, который описан ранее с использованием формулы Касье (формулы (2)), является верным. Средние размеры первых утопленных частей и вторых утопленных частей псевдо-микрорельефной пресс-формы 10A составляли 100 нм и 273 нм соответственно. Поэтому в псевдо-микрорельефной пресс-форме 10A средний размер вторых утопленных частей был в 2,73 раза больше среднего размера первых утопленных частей. Таким образом, когда средний размер вторых утопленных частей не менее чем в 2,73 раза превышает средний размер первых утопленных частей, и соотношение площадей вторых утопленных частей составляет по меньшей мере не менее 0,7%, угол контакта можно уменьшить на 7,1° или больше. Следует отметить, что корреляция между количеством (поверхностная плотность (подсчетов/мкм2)) вторых утопленных частей и углом контакта была небольшая.
[0069] Авторы настоящего изобретения изготовили микрорельефную пресс-форму 10 и измерили угол контакта. Результат измерения будет описываться ниже.
[0070] Микрорельефная пресс-форма 10 была изготовлена, как описано ниже.
[0071] Прежде всего алюминиевая основа анодировалась для образования анодированного слоя (пористый слой оксида алюминия). Этап анодирования выполнялся в течение 1 минуты при поданном напряжении в 80 В, используя щавелевую кислоту (концентрация: 0,05 моль/л, температура раствора: 5°C).
[0072] Затем выполнялось травление, при этом электрод, который изготовлен из алюминиевого сплава, содержащего Cu, Fe, Si, Zn или т.п., соприкасается с алюминиевой основой, при помощи чего формировалось множество утопленных частей (утопленные части 17, показанные на Фиг.8(b)). Этап травления выполнялся в течение 80 минут с использованием фосфорной кислоты (концентрация: 1 моль/л, температура раствора: 30°C). После этого обычное травление выполнялось в течение 10 минут, при помощи чего удалялся анодированный слой.
[0073] Затем этап анодирования и этап обычного травления поочередно выполнялись на протяжении 5 циклов (включая 5 циклов этапа анодирования и 4 цикла этапа травления). В результате получилась микрорельефная пресс-форма 10. Анодирование выполнялось в течение 25 секунд при тех же условиях, что описаны выше. Травление выполнялось в течение 25 минут с использованием такого же травильного раствора, как описан выше, причем электрод удерживается отдельно.
[0074] С другой стороны, для сравнения была изготовлена микрорельефная пресс-форма 20B, которая не содержала вторые утопленные части. В первую очередь выполнялось анодирование для образования анодированного слоя, и затем выполнялось обычное травление для удаления анодированного слоя. Затем этап анодирования и этап обычного травления поочередно выполнялись на протяжении 5 циклов (включая 5 циклов этапа анодирования и 4 цикла этапа травления). В результате получилась микрорельефная пресс-форма 20B, которая не содержала вторые утопленные части. В процессе изготовления микрорельефной пресс-формы 20B условия анодирования для первого цикла этапа анодирования и условия травления для первого цикла этапа травления были соответственно такими же, как условия для первого цикла этапа анодирования и условия для первого цикла этапа травления в процессе изготовления псевдо-микрорельефной пресс-формы 20A. Также в процессе изготовления микрорельефной пресс-формы 20B условия анодирования для второго и последующих циклов этапа анодирования и условия травления для второго и последующих циклов этапа травления были соответственно такими же, как условия для второго и последующих циклов этапа анодирования и условия для второго и последующих циклов этапа травления в процессе изготовления микрорельефной пресс-формы 10.
[0075] Фиг.7(а) показывает изображение SEM микрорельефной пресс-формы 20B, которая не содержит вторые утопленные части. Фиг.7(b) показывает изображение SEM поверхности микрорельефной пресс-формы 10, которая содержит вторые утопленные части. Таблица 3 показывает распределение двумерных размеров вторых утопленных частей микрорельефной пресс-формы 10, которое получилась точно так же, как данные в таблице 1. Фиг.5(e) показывает гистограмму, которая представляет распределение двумерных размеров вторых утопленных частей микрорельефной пресс-формы 10 (таблица 3).
[0076]
[0077] Как видно из Фиг.7(а), поверхность микрорельефной пресс-формы 20B содержит мелкие утопленные части (микропоры), которые образуются в целом равномерно по всей поверхности. Распределение мелких утопленных частей не имеет закономерности. Мелкие утопленные части микрорельефной пресс-формы 20B образуются на протяжении множества циклов этапа травления и поэтому больше мелких утопленных частей, образованных на поверхности псевдо-микрорельефной пресс-формы 20A (Фиг.4 (а)).
[0078] С другой стороны, поверхность микрорельефной пресс-формы 10 содержит относительно крупные утопленные части (вторые утопленные части 14), как видно из Фиг.7(b). Двумерный размер вторых утопленных частей 14 составлял не менее 220 нм и не более 900 нм. Средний размер (среднее значение двумерного размера) вторых утопленных частей составлял 403 нм. Двумерные размеры вторых утопленных частей 14 микрорельефной пресс-формы 10 распределились широко по диапазонам от 220 нм до 900 нм. Наибольшее количество вторых утопленных частей обнаружено в диапазоне не менее 250 нм и не более 350 нм (Фиг.5(e), таблица 3). Между множеством вторых утопленных частей 14 предоставлялось множество первых утопленных частей 12. На внутренних поверхностях множества вторых утопленных частей 14 предоставлялось множество мелких утопленных частей 15. В области, показанной на Фиг.7(b), количество включенных вторых утопленных частей составило 45. Занятая площадь вторых утопленных частей, которая вычислялась из таблицы 3, составила 7,47 мкм2. Количество вторых утопленных частей делилось на площадь области, показанной на Фиг.7(b) (462,5 мкм2), при помощи чего поверхностная плотность вычислялась равной 0,097/мкм2. Также занятая площадь вторых утопленных частей делилась на площадь области, показанной на Фиг.7(b), при помощи чего соотношение площадей вычислялось равным 1,6%. Среднее значение расстояния между граничащими частями из множества первых утопленных частей в микрорельефной пресс-форме 10 (Фиг.7(b)) составило 180 нм. Среднее значение глубины у множества первых утопленных частей составляло 380 нм. Среднее значение соотношения сторон у множества первых утопленных частей составляло 2,11. Максимальное значение, минимальное значение и среднее значение двумерного размера первых утопленных частей составляло 190 нм, 170 нм и 180 нм соответственно.
[0079] Углы контакта микрорельефной пресс-формы 20B и микрорельефной пресс-формы 10 измерялись точно так же, как у псевдо-микрорельефных пресс-форм с 10A по 10D и 20A. В частности, измерялись углы контакта для воды у микрорельефной пресс-формы 20B и микрорельефной пресс-формы 10, которые подвергались антиадгезионной смазке пресс-формы. Значительность угла контакта по отношению к среднему размеру, занятой площади, соотношению площадей и поверхностной плотности вторых утопленных частей показана незаштрихованными кружками (○) на Фиг.6(а)-6(d). Следует отметить, что на Фиг.6(а)-6(d) данные для микрорельефной пресс-формы 20B также показаны с помощью незаштрихованных кружков (○), хотя каждое из среднего размера, занятой площади, соотношения площадей и поверхностной плотности равно нулю (0), потому что микрорельефная пресс-форма 20B не содержит вторые утопленные части. Угол контакта микрорельефной пресс-формы 20B, которая не содержала вторые утопленные части, составлял 152,2°. Угол контакта микрорельефной пресс-формы 10, которая содержала вторые утопленные части, составлял 135,0°. В частности, поскольку микрорельефная пресс-форма 10 содержит вторые утопленные части, как описано выше, угол контакта микрорельефной пресс-формы 10 меньше угла контакта микрорельефной пресс-формы 20B на 17,2°.
[0080] Как видно из Фиг.6(b), в псевдо-микрорельефной пресс-форме (●) уменьшался угол контакта, когда увеличивалось соотношение площадей вторых утопленных частей. В соответствии с механизмом, который описан ранее с использованием формулы (2), в принципе угол контакта наименьший, когда соотношение площадей равно 100%.
[0081] Делается вывод о том, что в случае микрорельефной пресс-формы отношение между соотношением площадей вторых утопленных частей и углом контакта имеет тенденцию, аналогичную псевдо-микрорельефной пресс-форме. В частности, делается заключение о том, что даже в микрорельефной пресс-форме угол контакта уменьшается, когда увеличивается соотношение площадей вторых утопленных частей. Следует отметить, что поднятые части, которые получаются путем инвертирования вторых утопленных частей, могут выполнять антибликовую функцию, как будет описываться позже. С точки зрения антибликовой функции предпочтительно, чтобы соотношение площадей вторых утопленных частей было не менее 0,8%.
[0082] Соотношение площадей вторых утопленных частей можно регулировать путем изменения условий травления, как будет описываться позже. В качестве альтернативы соотношение площадей вторых утопленных частей также можно регулировать путем изменения концентрации металла разного типа в электроде или алюминиевой основы, используемых в первом цикле этапа травления (цикл травления, где травление выполняется над алюминиевой основой, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, чей стандартный электродный потенциал которого выше, чем у алюминиевой основы).
[0083] Далее описывается предпочтительный диапазон угла контакта у микрорельефной пресс-формы 10. Если угол контакта большой, то воздух захватывается между отверждаемой смолой и заготовкой, на которую нужно перенести микрорельефную структуру, так что структура неудачно переносится в некоторых частях. Если угол контакта чрезмерно малый, отделяемость пресс-формы ухудшается. Путем изменения поверхностных состояний смазки для форм, применяемой для образования покрытия поверхности, изготовлены шесть образцов пресс-форм, угол контакта которых для воды составил 7°, 60°, 100°, 120°, 140° и 150°. Эти образцы исследовались в отношении того, достаточна ли отделяемость пресс-формы, и в отношении того, была ли часть, где образование микрорельефной структуры потерпело неудачу. Прежде всего шесть образцов микрорельефных пресс-форм были изготовлены в соответствии с таким же способом, как вышеописанный процесс изготовления микрорельефной пресс-формы 20B. Все шесть образцов пресс-форм были изготовлены при одинаковых условиях. Поэтому среди шести образцов пресс-форм распределение двумерных размеров микропор, образованных в поверхности (инвертированная микрорельефная структура), в целом было одинаковым.
[0084] Пять из результирующих шести образцов микрорельефных пресс-форм обрабатывались по поверхности фтористой смазкой для форм. Фтористая смазка для форм была такой же, как описана выше. Оставшийся один образец микрорельефной пресс-формы не обрабатывался фтористой смазкой для форм. После этого поверхность микрорельефной пресс-формы, которая покрыта фтористой смазкой для форм, облучалась светом с длиной волны от 200 нм до 500 нм, используя систему ультрафиолетовых ламп, произведенную Fusion UV Systems Japan KK. Доза УФ-облучения менялась между пятью значениями, 0 Дж/см2, 10 Дж/см2, 120 Дж/см2, 400 Дж/см2 и 800 Дж/см2. Таким образом, были получены шесть образцов микрорельефных пресс-форм с разными поверхностными состояниями.
[0085] Отделяемость пресс-формы оценивалась путем исследования прочности на отрыв у отвержденного слоя УФ-отверждаемой смолы, нанесенной на поверхности шести образцов микрорельефных пресс-форм. Результаты показаны в таблице 4. В таблице 4



[0086]
[0087] Из таблицы 4 понятно, что с точки зрения отделяемости пресс-формы угол контакта предпочтительно составляет не менее 100°. Чтобы предотвратить появление части, в которой образование микрорельефной структуры терпит неудачу, угол контакта предпочтительно составляет не менее 120° и не более 140°. Поэтому угол контакта микрорельефной пресс-формы предпочтительно составляет не менее 120° и не более 140°.
[0088] В случаях микрорельефной пресс-формы с углом контакта в 7° и микрорельефной пресс-формы с углом контакта в 60°, то есть в случаях микрорельефных пресс-форм, которые демонстрируют относительно высокую смачиваемость, из результатов оценки отделяемости пресс-формы выводится, что причиной появления дефектных частей является сильное прилипание между УФ-отверждаемой смолой и микрорельефной пресс-формой. С другой стороны, в случае микрорельефной пресс-формы с углом контакта в 150°, которая демонстрирует относительно низкую смачиваемость, выводится, что причиной появления дефектных частей является вмешательство захваченного воздуха на этапе переноса из-за большой разницы в смачиваемости для УФ-отверждаемой смолы между пресс-формой и заготовкой, на которую нужно перенести микрорельефную структуру.
[0089] Как видно из этого результата, в случае, где угол контакта поверхности микрорельефной пресс-формы управляется путем образования вторых утопленных частей, размер и соотношение площадей вторых утопленных частей регулируются так, что угол контакта составляет не менее 120° и не более 140°, при помощи чего можно получить микрорельефную пресс-форму с улучшенной смачиваемостью для отверждаемой смолы.
[0090] Вышеописанная микрорельефная пресс-форма 10 имеет угол контакта 135° и поэтому является предпочтительной как с точки зрения отделяемости пресс-формы, так и с точки зрения предотвращения появления дефектных частей.
[0091] Далее описывается способ изготовления микрорельефной пресс-формы 10 в соответствии с вариантом осуществления настоящего изобретения. В примере, описанном в этом документе, используется алюминиевая основа. Однако способ изготовления микрорельефной пресс-формы 10 в соответствии с вариантом осуществления настоящего изобретения также применим к алюминиевой пленке, которая образуется на основе (например, стеклянной подложке) с использованием методики напыления тонких пленок.
[0092] Способ изготовления пресс-формы в варианте осуществления настоящего изобретения включает в себя, как показано на Фиг.8(a)-8(c), этап предоставления алюминиевой основы 11 с чистотой не менее 99,5 массовых процентов (Фиг.8(a)), этап травления алюминиевой основы 11, причем поверхность алюминиевой основы 11 в травильном растворе соприкасается с металлом, стандартный электродный потенциал которого выше, чем у алюминиевой основы 11, посредством этого формируя множество утопленных частей 17, двумерный размер которых составляет не менее 190 нм и не более 50 мкм (Фиг.8(b)), и этап анодирования поверхности алюминиевой основы 11 для образования пористого слоя оксида алюминия на внутренних поверхностях множества утопленных частей 17 и между множеством утопленных частей 17, посредством этого формируя множество первых утопленных частей 12 и множество вторых утопленных частей 14 (Фиг.8(c)). В соответствии со способом изготовления пресс-формы в соответствии с вариантом осуществления настоящего изобретения получается микрорельефная пресс-форма 10 (Фиг.1), которая включает в себя анодированный пористый слой оксида алюминия на поверхности и которая содержит множество вторых утопленных частей 14 и множество первых утопленных частей 12. Если смотреть в направлении, перпендикулярном к поверхности, то множество вторых утопленных частей 14 имеет двумерный размер не менее 190 нм и не более 50 мкм. Внутренние поверхности вторых утопленных частей 14 содержат множество мелких утопленных частей 15, двумерный размер которых составляет не менее 10 нм и не более 200 нм. Множество первых утопленных частей 12 имеет двумерный размер не менее 10 нм и не более 200 нм. Множество первых утопленных частей 12 предоставляется между множеством вторых утопленных частей 14. Ниже способ изготовления микрорельефной пресс-формы в соответствии с вариантом осуществления настоящего изобретения описывается со ссылкой на Фиг.8(a)-8(d).
[0093] Сначала, как показано на Фиг.8(а), предоставляется алюминиевая основа 11, в которой содержание алюминия составляет не менее 99,5 массовых процентов.
[0094] Затем, как показано на Фиг.8(b), выполняется травление над алюминиевой основой 11, причем алюминиевая основа 11 в травильном растворе соприкасается с электродом (не показан), который изготовлен из алюминиевого сплава, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы 11, при помощи чего образуются утопленные части 17. Как известно в данной области техники, когда металлы с разными стандартными электродными потенциалами погружаются в электролитический раствор, причем металлы соприкасаются друг с другом, возникает разность потенциалов между одним из металлов, который имеет больший стандартный электродный потенциал (более благородный металл), и другим металлом, который имеет меньший стандартный электродный потенциал (менее благородный металл), так что образуется ячейка, и между ними течет электрический ток. В результате менее благородный металл корродирует (электрохимическая коррозия). Травление выполняется над алюминиевой основой 11, причем алюминиевая основа 11 в травильном растворе соприкасается с электродом, который изготовлен из алюминиевого сплава, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы 11, при помощи чего вызывается электрохимическая коррозия, поэтому сторона алюминиевой основы корродирует. В результате образуются утопленные части 17.
[0095] В первом цикле этапа травления электрод, который нужно свести с алюминиевой основой, может быть изготовлен из алюминиевого сплава, который содержит, например, Cu, Fe, Si, Zn или т.п. Примеры металла разного типа, который имеет стандартный электродный потенциал выше алюминия, включают в себя, например, Zn, Fe, Ni, Sn, Pb, Cu, Hg, Ag, Pt и Au.
[0096] Следует отметить, что перед вышеописанным этапом травления алюминиевая основа 11 может быть частично анодирована (в поверхностной части) при заданных условиях, при помощи чего образуется анодированный слой (например, пористый слой оксида алюминия, который содержит множество микропор). После этого на этапе травления исходно образованный пористый слой оксида алюминия можно растворить по необходимости. Причина этого заключается в том, что существует вероятность, что исходно образованный пористый слой оксида алюминия имеет дефекты из-за начального состояния поверхности алюминиевой основы или благодаря примесям, содержащимся в алюминиевой основе. Толщина пористого слоя оксида алюминия, который образуется вначале и растворяется, предпочтительно составляет не менее 200 нм с точки зрения воспроизводимости и предпочтительно не превышает 2000 нм с точки зрения производительности. Само собой разумеется, что исходно образованный пористый слой оксида алюминия можно удалить частично (например, с поверхности до некоторой глубины), когда это необходимо. Удаление пористого слоя оксида алюминия можно осуществить по известному способу, например, путем погружения слоя в водный раствор фосфорной кислоты или водный раствор фосфата хрома на заданный период времени.
[0097] Исходно образованный анодированный слой также можно частично удалить путем выполнения травления, при этом алюминиевая основа соприкасается с электродом, таким как описан выше. Когда анодированный слой дополнительно удаляется после травления, которое нужно выполнять при соприкосновении алюминиевой основы с электродом, может выполняться, например, обычное травление при удержании электрода отдельно. Часть анодированного слоя, которую нужно удалить путем травления, можно регулировать путем изменения условий травления на этапе травления. Например, толщину части анодированного слоя, которую нужно удалить путем травления, можно регулировать путем изменения длительности травления на этапе обычного травления.
[0098] После этого, как показано на Фиг.8(c), алюминиевая основа 11 частично анодируется таким образом, что пористый слой оксида алюминия, который содержит множество микропор (мелкие утопленные части), образуется на внутренних поверхностях множества утопленных частей 17 и между множеством утопленных частей 17. Таким образом образуются вторые утопленные части 14, которые содержат множество мелких утопленных частей 15 на внутренних поверхностях, и множество первых утопленных частей 12 образуется между множеством вторых утопленных частей 14. Следует отметить, как описано выше, что микропоры в пористом слое оксида алюминия, которые образуются между множеством утопленных частей 17, называются "первыми утопленными частями 12", а другие микропоры в пористом слое оксида алюминия (микропоры пористого слоя оксида алюминия, которые образуются на внутренних поверхностях множества утопленных частей 17) называются "мелкими утопленными частями 15".
[0099] После этого может выполняться этап обычного травления для увеличения диаметров пор у первых утопленных частей 12 и мелких утопленных частей 15, когда это необходимо. В частности, как показано на Фиг.8(d), пористый слой оксида алюминия подвергается воздействию протравливателя оксида алюминия для дополнительного вытравления, при помощи чего увеличиваются диаметры пор у первых утопленных частей 12 и мелких утопленных частей 15. Следует отметить, что травильный раствор, используемый в этом документе, может быть таким же, как травильный раствор, используемый в первом цикле этапа травления. На практике может использоваться одна и та же травильная ванна.
[0100] После этого алюминиевая основа 11 дополнительно частично анодируется так, что выращиваются первые утопленные части 12 и мелкие утопленные части 15, когда это необходимо. Здесь рост первых утопленных частей 12 и мелких утопленных частей 15 начинается с дна ранее образованных первых утопленных частей 12 и мелких утопленных частей 15, и соответственно боковые поверхности у первых утопленных частей 12 и мелких утопленных частей 15 имеют ступенчатые формы. Однако следует отметить, как будет описываться позже, что боковые поверхности первых утопленных частей 12 и мелких утопленных частей 15 могут иметь гладкие поверхности в зависимости от условий для анодирования и/или травления.
[0101] После этого вышеописанный этап анодирования и этап травления дополнительно повторяются, когда это необходимо, при помощи чего получается микрорельефная пресс-форма 10 (Фиг.1).
[0102] Фиг.7(b) показывает изображение SEM поверхности микрорельефной пресс-формы 10. Микрорельефная пресс-форма 10 была изготовлена в соответствии с вышеописанным способом при описанных ниже условиях. Первый цикл этапа анодирования выполнялся в течение 1 минуты при поданном напряжении в 80 В, используя щавелевую кислоту (концентрация: 0,05 моль/л, температура раствора: 5°C). Первый цикл этапа травления выполнялся в течение 80 минут с использованием фосфорной кислоты (концентрация: 1 моль/л, температура раствора: 30°C). Алюминиевый сплав, содержащий Cu, Fe, Si, Zn или т.п., использовался в качестве электрода и сводился с алюминиевой основой. После этого обычное травление выполнялось в течение 10 минут при тех же условиях травления, при помощи чего был полностью удален анодированный слой, образованный в первом цикле анодирования. Второй и последующие циклы этапа анодирования выполнялись в течение 25 секунд при таких же условиях, как в первом цикле. Второй и последующие циклы этапа травления выполнялись в течение 25 минут с использованием такого же травильного раствора, как использовался в первом цикле.
[0103] Если угол наклона α внутренних поверхностей вторых утопленных частей 14 относительно поверхности пресс-формы больше 0°, то можно добиться эффекта уменьшения угла контакта. Угол наклона α вторых утопленных частей 14 предпочтительно не превышает 90°. Причина этого заключается в том, что если угол наклона α больше 90°, такой большой угол наклона не является предпочтительным с точки зрения отделяемости пресс-формы при производстве просветляющей пленки.
[0104] Двумерный размер (средний размер), количество (поверхностную плотность) и занятую площадь (соотношение площадей) вторых утопленных частей 14 можно регулировать путем изменения условий травления. Например, как ранее описывалось со ссылкой на Фиг.4(b)-4(e), таблицу 1 и таблицу 2, двумерный размер (средний размер), количество (поверхностную плотность) и занятую площадь (соотношение площадей) вторых утопленных частей можно регулировать путем изменения длительности травления. Также, как будет описываться позже, на течение электрохимической коррозии влияет длительность травления, а также, например, концентрация металла разного типа в электроде или алюминиевой основе. Поэтому делается вывод, что двумерный размер (средний размер), количество (поверхностную плотность) и занятую площадь (соотношение площадей) вторых утопленных частей можно контролировать путем изменения, например, концентрации металла разного типа в электроде или алюминиевой основе.
[0105] В процессе повторения вышеописанного анодирования и травления можно контролировать боковые поверхности первых утопленных частей 12, чтобы они имели различные формы, изменяющиеся от ступенчатых боковых поверхностей до практически гладких боковых поверхностей, путем управления объемом процесса в соответствующих циклах этапа анодирования и этапа травления или количеством циклов этапа анодирования и этапа травления. Кроме того, путем изменения объема процесса анодирования и объема процесса травления, в соответствующих циклах повторения этапов, боковая поверхность может иметь такую форму, что ее наклон становится умереннее, когда положение сдвигается с нижней точки первой утопленной части 12 к поверхности пресс-формы, или такую форму, что наклон становится круче, когда положение сдвигается с нижней точки первой утопленной части 12 к поверхности пресс-формы. Также первые утопленные части 12, реализованные с использованием микропор в пористом слое оксида алюминия, могут иметь расположение, которое обладает сильной закономерностью (которая обладает периодичностью) при некотором условии, например, что предоставляются периодические начальные точки. В качестве альтернативы, путем изменения условий процесса можно добиться расположения, которое обладает закономерностью, нарушенной до некоторой степени, или беспорядочного расположения (которое не имеет периодичности). Просветляющая пленка, которая имеет микрорельефную структуру с беспорядочным расположением, обладает преимуществами, состоящими в том, что можно предотвратить формирование дифрагированного света, который ухудшил бы видимость, и что можно добиться высокой эффективности просветления, в отличие от просветляющей пленки, которая имеет микрорельефную структуру, обладающую закономерностью. Беспорядочное расположение (у которого нет периодичности) множества первых утопленных частей 12 означает, например, что расстояние между нижней точкой некоторой из множества первых утопленных частей и нижней точкой другой из первых утопленных частей, которая является ближайшей к нижней точке указанной некоторой первой утопленной части, отличается от расстояния между нижней точкой другой некоторой из множества первых утопленных частей и нижней точкой еще одной из первых утопленных частей, которая является ближайшей к нижней точке указанной другой некоторой первой утопленной части. Формой и расположением множества мелких утопленных частей 15, образованных на внутренних поверхностях вторых утопленных частей 14, также можно управлять точно так же, как первыми утопленными частями 12.
[0106] Как описано выше, путем изменения длительности травления в первом цикле этапа травления можно регулировать двумерный размер (средний размер), количество (поверхностную плотность) и занятую площадь (соотношение площадей) вторых утопленных частей 14. Это отношение теперь описывается со ссылкой на показанные выше таблицу 1 и таблицу 2 и Фиг.4(b)-4(e). Как описано выше, Фиг.4(b)-4(e) показывают изображения SEM поверхностей псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D, которые были изготовлены с переменными длительностями травления в первом цикле этапа травления (этап травления алюминиевой основы, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы): 50 минут, 60 минут, 70 минут и 80 минут, соответственно. Таблица 1 показывает распределения двумерных размеров вторых утопленных частей 14 в области, показанной на Фиг.4, у псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D. Таблица 2 показывает средний размер, занятую площадь, соотношение площадей, количество и поверхностную плотность вторых утопленных частей 14 в области, показанной на Фиг.4, у псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D.
[0107] Как видно из таблицы 2, когда длительность травления увеличивалась, средний размер и занятая площадь (соотношение площадей) вторых утопленных частей 14 увеличивались. Это можно, наверное, объяснить следующим образом. Вторые утопленные части 14 реализованы путем формирования мелких утопленных частей 15 на внутренних поверхностях утопленных частей 17, которые образованы путем электрохимической коррозии. Здесь величина электрохимической коррозии зависит от целочисленного значения тока. Когда увеличивается длительность травления, величина электрохимической коррозии также увеличивается. Поскольку занятая площадь множества утопленных частей 17 увеличивается, когда увеличивается величина электрохимической коррозии, можно сделать вывод, что занятая площадь (соотношение площадей) множества утопленных частей 17 увеличивалась, когда увеличивалась длительность травления. Другими словами, делается вывод, что когда увеличивалась длительность травления, занятая площадь (соотношение площадей) вторых утопленных частей 14 также увеличивалась. Поскольку величина электрохимической коррозии увеличивается, когда длительность травления увеличивается, то делается вывод, что когда увеличивалась длительность травления, вторые утопленные части 14 также увеличивались. Таким образом, делается вывод, что когда увеличивалась длительность травления, двумерный размер и средний размер вторых утопленных частей 14 также увеличивались.
[0108] Когда длительность травления увеличивалась, количество (поверхностная плотность) вторых утопленных частей 14 в целом увеличивалось. Это отношение можно объяснить следующим образом. В процессах изготовления псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D перед первым циклом этапа травления (этап травления алюминиевой основы, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы) выполнялся этап анодирования, так что пористый слой оксида алюминия формировался на поверхности алюминиевой основы. Электрохимическая коррозия начинается в момент времени, когда травильный раствор соприкасается с алюминием, находящимся под пористым слоем оксида алюминия. Существует барьерный слой в нижней части микропор пористого слоя оксида алюминия. Когда выполняется этап травления, толщина барьерного слоя уменьшается. После этого весь барьерный слой растворяется, чтобы травильный раствор соприкасался с алюминием, и электрохимическая коррозия двигалась дальше. В результате образуются утопленные части 17. Барьерный слой пористого слоя оксида алюминия имеет переменную толщину. Поэтому время, необходимое для растворения всего барьерного слоя, меняется вместе с местом. Электрохимическая коррозия развивается раньше в микропоре, у которой растворен барьерный слой. Можно сделать вывод, что когда увеличивается длительность травления, увеличивается количество микропор, в которых весь барьерный слой растворен, чтобы электрохимическая коррозия могла развиваться, и соответственно количество утопленных частей 17 увеличивалось. Поскольку вторые утопленные части 14 реализуются путем формирования множества мелких утопленных частей 15 в утопленных частях 17, делается вывод, что когда длительность травления увеличивается, увеличивается количество (поверхностная плотность) вторых утопленных частей 14. Вот почему псевдо-микрорельефная пресс-форма 10D, которая была изготовлена с самой большой длительностью травления, имела наибольшее количество (поверхностную плотность) вторых утопленных частей 14.
[0109] Можно сделать вывод, что когда травление выполняется без исходного образования анодированного слоя при образовании множества утопленных частей 17 на поверхности алюминиевой основы, когда длительность травления увеличивается, увеличивается количество мест, в которых развивается электрохимическая коррозия. В этом случае также делается вывод, что когда длительность травления увеличивается, количество (поверхностная плотность) вторых утопленных частей 14 увеличивается.
[0110] Псевдо-микрорельефные пресс-формы 10A, 10B и 10C в этом порядке содержат уменьшающиеся количества (поверхностные плотности) вторых утопленных частей 14, то есть когда увеличивается длительность травления. Это находится в пределах минимума ошибок. Электрохимическая коррозия развивается раньше в частях, которые более восприимчивы к травлению из-за распределения примесей в алюминиевой основе или разницы кристаллического состояния алюминиевой основы. Можно сделать вывод, что когда травление выполняется после образования пористого слоя оксида алюминия, так что утопленные части 17 образуются, как в процессах изготовления псевдо-микрорельефных пресс-форм 10A, 10B, 10C и 10D, на положения, в которых образуются утопленные части 17 (то есть положения, где развивается электрохимическая коррозия), влияет распределение примеси в алюминиевой основе и кристаллическое состояние алюминиевой основы. В случае псевдо-микрорельефных пресс-форм 10A, 10B и 10C, когда длительность травления увеличивалась, количество (поверхностная плотность) вторых утопленных частей 14 уменьшалось. Это считается присущим распределению примеси и разнице кристаллического состояния алюминиевой основы, используемой при изготовлении микрорельефных пресс-форм с 10A по 10C.
[0111] Далее описывается нижний предел предпочтительного диапазона угла наклона α у вторых утопленных частей 14.
[0112] Например, когда среднее значение двумерного размера вторых утопленных частей равно 403 нм, как в вышеописанной микрорельефной пресс-форме 10, угол наклона внутренних поверхностей вторых утопленных частей предпочтительно составляет не менее 44,3°, как будет описываться ниже.
[0113] Ниже со ссылкой на Фиг.9-12 описывается, как вычислить нижний предел предпочтительного диапазона угла наклона внутренних поверхностей вторых утопленных частей 14. В описании ниже для упрощения предполагается, что в процессе изготовления микрорельефной пресс-формы 10 форма внутренних поверхностей утопленных частей 17 (Фиг.8(b)), образованных в первом цикле этапа травления (этап травления алюминиевой основы, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы), является частью сферической поверхности. То есть предполагается, что вторые утопленные части 14 реализуются путем образования множества мелких утопленных частей 15 на внутренних поверхностях утопленных частей, форма которых является частью сферической поверхности. В исследованиях, проведенных авторами настоящего изобретения, было подтверждено, что инвертированная микрорельефная структура может приблизительно предполагаться в качестве структуры, образованной массивом из множества конических выступов. Поэтому в предоставленном ниже описании предполагается, что в частях, в которых предоставляется множество мелких утопленных частей 15, образованных на внутренних поверхностях вторых утопленных частей 14 и первых утопленных частей 12, предоставляется множество конических выступов.
[0114] Фиг.9 - схематический вид в поперечном сечении области, включающей вторую утопленную часть 14, который эквивалентен Фиг.3(a). Для удобства описания, в поперечном сечении, показанном на Фиг.9, отверстие второй утопленной части 14 представляется отрезком прямой AB, а диаметр отверстия второй утопленной части 14 обозначается с помощью φ. Самой глубокой точкой второй утопленной части 14 является точка C, а средней точкой отрезка прямой AB является точка O. Поскольку в этом документе предполагается, что вторая утопленная часть 14 реализуется путем образования множества мелких утопленных частей 15 на части сферической поверхности, как описано выше, поперечное сечение второй утопленной части 14 можно приблизительно допустить как часть окружности. Угол наклона α можно предположить в качестве угла, который образуется между касательной l в точке A окружности, которая является поперечным сечением второй утопленной части 14, и отрезком прямой AB. Точка O является средней точкой отрезка прямой AB. Отрезок прямой AB и отрезок прямой OC перпендикулярны друг другу. Треугольник ABC является равнобедренным треугольником, в котором угол BAC и угол ABC равны друг другу. При таких конфигурациях и условии, что угол наклона α является углом, образованным между касательной l и отрезком прямой AB, выполняется отношение α=2α', где α' - угол OAC. Ниже угол наклона α (=2α') вычисляется путем определения нижнего предела предпочтительного диапазона α'.
[0115] Нижний предел α' может определяться, как описано ниже. Фиг.10(a) и 10(b) - увеличенные виды в поперечном сечении, схематически показывающие вторую утопленную часть 14 и ее окружение. Как показано на Фиг.10(a) и 10(b), теперь рассматриваются выступы 13a и 13b, которые находятся рядом со второй утопленной частью 14, и выступ 13c, который находится внизу второй утопленной части 14. Случай, где кончик выступа 13c, находящийся внизу второй утопленной части 14, находится ниже поверхностного уровня капли S (Фиг.10(а)), является предпочтительным по сравнению со случаем, где кончик выступа 13c, находящийся внизу второй утопленной части 14, находится выше поверхностного уровня капли S (Фиг.10(b)). Причина этого заключается в том, что в случае, где кончик выступа 13c, находящийся внизу второй утопленной части 14, находится ниже поверхностного уровня капли S (Фиг.10(a)), больше площадь области, где вода присутствует на поверхностном уровне капли S, так что угол контакта можно уменьшить. Другими словами, угол α' предпочтительно больше угла α', который получается, когда вершина выступа 13c, находящегося внизу второй утопленной части 14, соприкасается с поверхностным уровнем капли S (Фиг.11).
[0116] Угол α', который получается, когда выступ, находящийся внизу второй утопленной части 14, соприкасается с поверхностным уровнем капли S (Фиг.11), можно получить как описано ниже.
[0117] Как показано на Фиг.11, поскольку OA=φ/2, выполняется показанная ниже формула (3) для треугольника OAC:
tanα'=h/(φ/2) (3),
где h - расстояние от отверстия второй утопленной части 14 до выступа 13c, находящегося внизу второй утопленной части 14 (то есть длина отрезка прямой OC). На основе формулы (3) α' может выражаться показанной ниже формулой (4), используя h и φ.
α'=arctan(2h/φ) (4)
[0118] В вышеописанной микрорельефной пресс-форме 10 среднее значение двумерного размера вторых утопленных частей 14 равно 403 нм, и, соответственно, можно предположить, что φ=403 нм.
[0119] С другой стороны, h может определяться из угла контакта микрорельефной пресс-формы 20B, которая не содержит вторые утопленные части, используя показанную выше формулу (1) Касье. Ниже со ссылкой на Фиг.12 описывается, как вычислить h. Фиг.12 - схематический вид в перспективе одного из выступов 13, которые составляют инвертированную микрорельефную структуру. Вокруг выступа 13 часть водяной капли присутствует до уровня глубины h. Здесь диаметром основания выступа 13 является d0=190 нм, а высотой выступа 13 является h0=380 нм. Ниже прежде всего получается площадь поперечного сечения выступа 13 на уровне глубины h (окружность C1), и вычисляется радиус окружности C1. Поскольку отношение радиуса окружности C1 к глубине h равно отношению радиуса окружности C0 (основание выступа 13) к h0, то глубину h можно вычислить из полученного радиуса окружности C1.
[0120] Площадь окружности C1 может вычисляться следующим образом. В отношении микрорельефной пресс-формы 20B в формуле Касье (1), поскольку θc=152,2°, θ1=110°, θ2=180° и f1+f2=1, получаются f1=0,1657 и f2=0,8343. f1:f2 означает отношение площади поверхности части выступа 13, проходящей вниз до уровня глубины h (площадь поверхности конуса), к площади окружности C2 без окружности C1, показанной на Фиг.12. Таким образом, f1 и f2 соответственно являются площадью поверхности части выступа 13, проходящей вниз до уровня глубины h, и площадью окружности C2 без окружности C1 при допущении, что сумма площади поверхности части выступа 13, проходящей вниз до уровня глубины h, и площади окружности C2 без окружности C1, равна 1. Здесь площадь основания выступа 13 (окружность C0) равна 28339 нм2, а площадь поверхности всего выступа 13 (площадь поверхности конуса) равна 116843 нм2.
[0121] Отношение площади окружности C1 к площади поверхности части выступа 13, проходящей вниз до уровня глубины h, равно отношению площади окружности C0 (28339 нм2) к площади поверхности всего выступа 13 (116843 нм2). Таким образом, площадь окружности C1 в (28339 нм2)/(116843 нм2) раз больше площади поверхности части выступа 13, проходящей вниз до уровня глубины h. Предполагая, что отношением площади окружности C2 к площади окружности C1 является f2:f1', f1'=f1×((28339 нм2)/(116843 нм2))=0,040. Поскольку площадь окружности C0 равна площади окружности C2, площадь окружности C1 в f1'/(f1'+f2) раз больше площади окружности C0. Поэтому площадь окружности C1 вычисляется как 1302 нм2. Соответственно, радиус окружности C1 равен 19,51 нм. Поскольку отношение радиуса окружности C1 к h равно отношению высоты всего выступа 13, h0, к радиусу основания (окружность C0), d0/2, то h=81,45 нм.
[0122] Из полученного значения h и формулы (4) α'=22,15°. Поскольку α=2α', нижний предел предпочтительного диапазона угла наклона α равен 44,3°. Таким образом, когда φ=403 нм, предпочтительно, чтобы α составлял не менее 44,3°.
[0123] Таким образом, нижний предел предпочтительного диапазона угла наклона может вычисляться из двумерного размера вторых утопленных частей 14.
[0124] В соответствии со способом изготовления микрорельефной пресс-формы из вышеописанного варианта осуществления настоящего изобретения, значительность угла наклона α у вторых утопленных частей можно регулировать, например, путем изменения длительности травления в первом цикле этапа травления (этап травления алюминиевой основы, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы) или путем подходящего изменения концентрации или распределения металла разного типа в электроде и алюминиевой основе.
[0125] Как описано выше, в дополнение к микрорельефной структуре (микроструктуре) предоставляется неровная структура, которая больше микрорельефной структуры (макроструктура), при помощи чего просветляющей пленке можно придать антибликовую функцию (патентные документы 1, 2 и 4). В соответствии с исследованиями, проведенными авторами настоящего изобретения, двумерный размер поднятых частей неровной структуры, которая выполняет антибликовую функцию, предпочтительно составляет не менее 400 нм и не более 50 мкм. С точки зрения антибликового свойства поднятые части неровной структуры, которая выполняет антибликовую функцию, предпочтительно больше длины волны обычного видимого света (около 400 нм). Кроме того, поднятые части неровной структуры предпочтительно меньше размера пикселей дисплея, на котором нужно предоставить просветляющую пленку (обычно больше 50 мкм). Соотношение площадей поднятых частей антибликовой структуры предпочтительно составляет не менее 0,8%. С точки зрения функции просветления двумерный размер поднятых частей микрорельефной структуры предпочтительно составляет не менее 100 нм и не более 200 нм.
[0126] Поднятые части, полученные путем инвертирования вторых утопленных частей 14 микрорельефной пресс-формы 10 в соответствии с настоящим вариантом осуществления, могут выполнять антибликовую функцию. Поэтому в случае, где поднятые части, которые составляют антибликовую структуру, реализуются с помощью вторых утопленных частей 14, двумерный размер вторых утопленных частей 14 предпочтительно составляет не менее 400 нм и не более 50 мкм, а соотношение площадей вторых утопленных частей 14 предпочтительно составляет не менее 0,8%. Двумерный размер первых утопленных частей 12 предпочтительно составляет не менее 100 нм с точки зрения механической прочности поднятых частей, полученных путем переноса первых утопленных частей 12, и предпочтительно не превышает 200 нм с точки зрения функции просветления.
[0127] В соответствии со способом изготовления микрорельефной пресс-формы согласно вышеописанному варианту осуществления настоящего изобретения, микрорельефную пресс-форму 10 можно изготовить такой, что соотношение площадей вторых утопленных частей 14, двумерный размер которых составляет не менее 400 нм и не более 50 мкм, равно не менее 0,8%, например, путем изменения длительности травления в первом цикле этапа травления (этап травления алюминиевой основы, причем алюминиевая основа в травильном растворе соприкасается с электродом, который содержит металл, стандартный электродный потенциал которого выше, чем у алюминиевой основы) или путем подходящего изменения концентрации или распределения металла разного типа в электроде и алюминиевой основе. Как описано выше, в соответствии со способом изготовления микрорельефной пресс-формы согласно варианту осуществления настоящего изобретения вторые утопленные части 14 реализуются путем образования множества мелких утопленных частей 15 на внутренних поверхностях утопленных частей 17, образованных с помощью электрохимической коррозии. Поскольку величина электрохимической коррозии увеличивается, когда увеличивается длительность травления, образованные вторые утопленные части имеют более крупный размер. Поскольку частота электрохимической коррозии увеличивается, когда увеличивается длительность травления, утопленные части 17 образуются в увеличенном количестве частей. Таким образом, когда длительность травления увеличивается, количество вторых утопленных частей 14 увеличивается. Поэтому, когда длительность травления увеличивается, соотношение площадей вторых утопленных частей 14 увеличивается. Части, в которых возникает электрохимическая коррозия, могут меняться в зависимости от концентрации металла разного типа или распределения металла разного типа в электроде и алюминиевой основе. Поэтому двумерным размером и соотношением площадей вторых утопленных частей 14 можно управлять путем регулирования длительности травления либо путем регулирования концентрации или распределения металла разного типа в электроде и алюминиевой основе.
[0128] В микрорельефной пресс-форме 10 в соответствии с вариантом осуществления настоящего изобретения угол наклона внутренних поверхностей вторых утопленных частей 14 равен, например, 90°. В микрорельефной пресс-форме 10, показанной на Фиг.1, угол наклона α вторых утопленных частей 14 равен 90°, то есть вторые утопленные части 14 имеют круто спускающиеся внутренние поверхности. Поднятые части, полученные путем инвертирования вторых утопленных частей 14, которые имеют круто спускающиеся внутренние поверхности, имеют круто поднимающиеся склоны. Если поднятые части, которые имеют круто поднимающиеся склоны (которые имеют крутой угол подъема β), предоставляются в качестве поднятых частей просветляющей пленки, которая выполняет антибликовую функцию, внутреннее отражение можно уменьшить, как будет описываться ниже, по сравнению с традиционным антибликовым слоем, который имеет умеренно поднимающийся склон.
[0129] Фиг.13(а) показывает схематический вид в поперечном сечении просветляющей пленки 30, которая была изготовлена с использованием пресс-формы, которая содержит утопленные части (вторые утопленные части 14), угол наклона α которых равен 90°. Просветляющая пленка 30 содержит множество первых поднятых частей (не показаны), двумерный размер которых составляет не менее 100 нм и не более 200 нм, и множество вторых поднятых частей 34, двумерный размер которых составляет не менее 400 нм и не более 50 мкм, которые реализуются путем переноса геометрии поверхности микрорельефной пресс-формы 10, которая содержит множество первых утопленных частей 12, двумерный размер которых составляет не менее 100 нм и не более 200 нм, и множество вторых утопленных частей 14, двумерный размер которых составляет не менее 400 нм и не более 50 мкм. Угол подъема β вторых поднятых частей 34 равен 90°. Просветляющая пленка 30 может быть произведена, например, путем отверждения светоотверждающейся смолы (например, акриловой смолы), предоставленной между основой (например, полимерной пленкой из TAC, PET или т.п.) и микрорельефной пресс-формой 10. Как схематически показано на Фиг.13(а), вторые поднятые части 34 могут эффективно рассеивать свет, который отражается внутри непоказанного дисплея к стороне зрителя. Фиг.13(b) показывает схематический вид в поперечном сечении просветляющей пленки 80, которая содержит традиционный антибликовый слой. Как схематически показано на Фиг.13(b), поднятые части 84 поверхности традиционного антибликового слоя имеют умеренно поднимающиеся склоны, так что функция рассеивания внутреннего отражения небольшая.
[0130] Угол подъема β вторых поднятых частей 34 предпочтительно составляет не менее 2°. Причина этого заключается в том, что если угол подъема β меньше 2°, то поверхность просветляющей пленки 30 почти плоская, поэтому антибликовое свойство является плохим. Из этого видно, что в случае, где поднятые части, которые составляют антибликовую структуру, реализуются с помощью вторых утопленных частей 14, угол наклона α вторых утопленных частей 14 предпочтительно составляет не менее 2° и не более 90°.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0131] Пресс-форма согласно настоящему изобретению может широко использоваться при формировании поверхности, которая имеет микрорельефную структуру, например, при формировании просветляющей пленки.
СПИСОК ССЫЛОК
[0132]
10 - пресс-форма
11 - основа
12 - первая утопленная часть
14 - вторая утопленная часть
15 - мелкая утопленная часть
17 - утопленная часть
Реферат
Изобретение относится к области гальванотехники и может быть использовано в способах штамповки, отливки и для печати. Пресс-форма содержит на поверхности анодированный пористый слой оксида алюминия, который имеет множество первых утопленных частей и множество вторых утопленных частей, при этом множество вторых утопленных частей имеет двумерный размер не менее 190 нм и не более 50 мкм, если смотреть в направлении, перпендикулярном к поверхности пресс-формы, и содержит множество мелких утопленных частей на внутренней поверхности, которое имеет двумерный размер не менее 10 нм и не более 200 нм, а множество первых утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм и расположено между множеством вторых утопленных частей, при этом среднее значение двумерного размера множества вторых утопленных частей больше среднего значения двумерного размера множества первых утопленных частей. Пресс-форму изготавливают травлением и анодированием алюминиевой пленки или основы, чистота которых составляет не менее 99,5 мас.%. Использование пресс-формы позволяет получить просветляющую пленку, содержащую множество первых поднятых частей и множество вторых поднятых частей на поверхности, причем множество первых поднятых частей имеет основу, двумерный размер которой составляет не менее 100 нм и не более 200 нм, а множество вторых поднятых частей имеет двумерный размер не менее 400 нм и не более 50 мкм, и угол подъема в множестве вторых поднятых частей относительно поверхности не превышает 90°. Пресс-форма обладает улучшенной смачиваемостью для отверждаемой смолы. 3 н. и 6 з.п. ф-лы, 14 ил., 4 табл.
Формула
множество вторых утопленных частей имеет двумерный размер не менее 190 нм и не более 50 мкм, если смотреть в направлении, перпендикулярном к поверхности пресс-формы, причем множество вторых утопленных частей содержит множество мелких утопленных частей на внутренней поверхности, которое имеет двумерный размер не менее 10 нм и не более 200 нм, а
множество первых утопленных частей имеет двумерный размер не менее 10 нм и не более 200 нм, причем множество первых утопленных частей расположено между множеством вторых утопленных частей, и среднее значение двумерного размера множества вторых утопленных частей больше среднего значения двумерного размера множества первых утопленных частей.
двумерный размер множества вторых утопленных частей составляет не менее 400 нм и не более 50 мкм, и
соотношение площадей множества вторых утопленных частей составляет не менее 0,8%.
угол подъема в множестве вторых поднятых частей относительно поверхности не превышает 90°,
при этом поверхность пленки получена с использованием пресс-формы по п.5.
(a) предоставляют алюминиевую пленку или алюминиевую основу, чистота которых равна не менее 99,5 мас.%,
(b) выполняют травление на поверхности алюминиевой пленки или алюминиевой основы, причем поверхность алюминиевой пленки или алюминиевой основы в травильном растворе соприкасается с металлом, стандартный электродный потенциал которого выше, чем у алюминиевой пленки или алюминиевой основы, образуя посредством этого множество утопленных частей, двумерный размер которых составляет не менее 190 нм и не более 50 мкм, и
(c) анодируют поверхность алюминиевой пленки или алюминиевой основы, после этапа (b), чтобы образовать пористый слой оксида алюминия на внутренней поверхности множества утопленных частей и между множеством утопленных частей, образуя посредством этого множество первых утопленных частей и множество вторых утопленных частей.
(d) приводят пористый слой оксида алюминия в контакт с травильным раствором после этапа (с), увеличивая посредством этого множество мелких утопленных частей и множество первых утопленных частей; и
(e) дополнительно анодируют поверхность алюминиевой пленки или алюминиевой основы после этапа (d), образуя посредством этого множество мелких утопленных частей и множество первых утопленных частей.
(f) анодируют поверхность алюминиевой пленки или алюминиевой основы между этапом (а) и этапом (b), образуя посредством этого анодированный слой; и
(g) растворяют анодированный слой между этапом (b) и этапом (с).
Комментарии