Крыльчатка вентилятора - RU2718096C2
Код документа: RU2718096C2
Чертежи















Описание
Настоящее изобретение касается крыльчатки вентилятора согласно ограничительной части пункта 1.
Под крыльчатками вентилятора в общем случае можно подразумевать радиальные крыльчатки, крыльчатки диагональных вентиляторов, осевые крыльчатки, а также, однако, и входные или выходные спрямляющие колеса (направляющие аппараты, статоры) вентиляторов.
Крыльчатки вентиляторов изготавливают из различных материалов. Например, их можно изготавливать из армированных волокном пластмасс в виде одной детали. Такой способ изготовления крыльчаток вентилятора целесообразен в диапазоне до некоторого определенного наружного диаметра. При увеличении конструктивных размеров, однако, из-за высоких [показателей] группы механизмов для больших машин для литья под давлением необходимые вложения в оборудование для литья под давлением, а также цены на детали возрастают настолько, что их применение уже оказывается нерентабельно. Кроме того, как правило, цилиндры машин для литья под давлением не в состоянии разогревать до достаточно высокой температуры более 15 килограммов расплавленной пластмассы, армированной волокном.
Известно также, что по этой причине такие крыльчатки для вентиляторов изготавливают из нескольких частей. Так, например, известен способ (германский патент DE 41 39 293 А), при реализации которого коробчатые или U-образные сегменты соединяют друг с другом с материальным или геометрическим замыканием, а на верхней и нижней стороне этих собранных вместе элементов приклеиванием или сваркой закрепляют кольцо ступицы, а также замыкающее кольцо. Из-за большого количества отдельных деталей изготовление таких крыльчаток для вентиляторов трудоемко, требует длительного времени и, соответственно, дорого, поскольку сначала необходимо соединить сложить друг с другом сегменты, а на последующих этапах установить замыкающее кольцо, а также кольцо ступицы.
Также известны крыльчатки, лопасти которых могут отделяться от ступицы, которая обеспечивает посадку крыльчатки на приводном валу (соединены с ней разъемным соединением) (германский патент DE 10 2009 008 508 А1). Кроме того, известны крыльчатки (международная заявка WO 20012/131617 А1), лопасти которых изготовлены в форме полых сегментов. Их собирают друг с другом, после чего вместе их удерживают диск и колпак, которые закрепляют на верхней и на нижней стороне соединенных сегментов лопастей. Изготовление и монтаж таких крыльчаток вентиляторов возможны только при больших затратах. Так, сначала необходимо собрать вместе и разместить надлежащим образом сегменты лопастей. И только после этого на обеих сторонах собранных вместе сегментов лопастей помещают и закрепляют на них диск и колпак.
Далее, известны крыльчатки вентиляторов (патент США US 2003/0235502 А), составленные из сегментов в форме блоков. Внутренние и наружные части в форме блоков, формирующие цилиндрические наружные и внутренние кольца, прилегают друг к другу своими поверхностями, проходящими в осевом направлении. Такие крыльчатки обладают большой массой и пригодны к применению лишь в особых случаях.
В основе изобретения лежит задача сконструировать обычную для класса крыльчатку вентилятора таким образом, чтобы ее можно было изготавливать недорогим и простым образом. При этом крыльчатка должна обладать малой массой и быть в состоянии выдерживать высокие нагрузки, в частности, высокую скорость вращения.
Согласно изобретению эту задачу в случае обычной для данного класса крыльчатки вентилятора решают с помощью признаков, описанных в пункте 1 формулы изобретения.
У крыльчатки вентилятора согласно изобретению площадь участков соединения увеличивается благодаря выступающему элементу геометрического замыкания и соответствующему ему углублению, благодаря чему крыльчатка вентилятора, собранная из сегментов, приобретает высокую устойчивость и прочность. Конструкция, увеличивающая площадь соединения (смыкания), отличается от обычной конструкции тем, что форма, полученная на разрезе участков соединения, отличается, например, от картины отрезка прямой, соединяющего обе стенки кольца кратчайшим путем и, например, перпендикулярного стенкам. Если сегменты соединяют друг с другом клеящим веществом, то благодаря конструкции, увеличивающей площадь соединения, увеличивается площадь склейки, что приводит к увеличению прочности крыльчатки вентилятора. Это точно так же справедливо, если соседствующие сегменты соединяют друг с другом на участках соединения сплошной сваркой. Кроме того, благодаря этой конструкции, увеличивающей площадь поверхностей соединения, между соседствующими сегментами формируется дополнительное соединение с геометрическим замыканием, что препятствует сдвигу сегментов друг относительно друга перпендикулярно направлению окружности. Кроме того, такая конструкция позволяет упростить соединение сегментов в процессе изготовления, поскольку направляющие элементы формируют дополнительные возможности позиционирования соседствующих сегментов друг относительно друга. Элементы геометрического замыкания и углубления образуют соединение типа "гребень-паз", что обеспечивает надежное сцепление сегментов. В процессе изготовления соседствующие сегменты сцепляют друг с другом в осевом или, соответственно, радиальном направлении или же способом, соединяющим осевое и радиальное направления, таким образом, чтобы выступающий элемент геометрического замыкания в каждом случае попадал в углубление данного конкретного среза примыкающего участка кольца соседнего сегмента. При изготовлении согласно изобретению площадь соединения значительно увеличивается без увеличения толщины стенки участков кольца. Вследствие конструкции согласно изобретению производственный процесс для изготовления крыльчаток вентиляторов согласно изобретению можно сделать очень экономичным, быстрым и точным.
В крыльчатке вентилятора согласно изобретению применяются изготовленные в виде одной детали сегменты, имеющие кольцевые участки, а также лопасти или участки лопастей вентилятора. Кольцевые участки проходят по существу перпендикулярно лопастям или участкам лопастей вентилятора и имеют некоторый компонент протяженности в направлении окружности крыльчатки вентилятора. Кромки кольцевых участков, расположенные перпендикулярно направлению окружности крыльчатки вентилятора, образуют, когда крыльчатка собрана, участки соединения. Прилегающие друг к другу сегменты соединяются друг с другом на участках соединения таким образом, что, несмотря на малую толщину стенок кольцевых участков, возможно достаточно прочное соединение сегментов друг с другом. В собранном состоянии кольцевые участки сегментов вместе образуют одно или несколько колец. Кольца, в частности, могут представлять собой кольца ступицы или замыкающие кольца, которые соединяют лопасти друг с другом в направлении окружности на их боковых концах, или же промежуточные кольца, которые соединены с лопастями на промежуточных участках, располагающихся между концами лопастей. Кольцо ступицы выгодным образом служит для того, чтобы соединять крыльчатку вентилятора с приводным двигателем. В случае статоров замыкающее кольцо выгодным образом служит для того, чтобы закреплять статор на другом устройстве.
Предпочтительно, чтобы элемент геометрического замыкания сужался в направлении свободного конца. Благодаря этому существенно упрощается соединение соседствующих сегментов.
В предпочтительной форме исполнения углубление расположено в области между верхней и нижней сторонами кольцевого участка. Предпочтительно возможно предусмотреть углубление и, соответственно, также и элемент геометрического замыкания приблизительно в половину толщины кольцевого участка.
В другой предпочтительной форме исполнения углубление открыто в сторону верхней или в сторону нижней части кольцевого участка. Такая конструкция позволяет выполнять соединение при изготовлении крыльчатки вентилятора просто и без осложнений. Поскольку углубление открыто в направлении одной из сторон краевого участка, соседствующие сегменты при изготовлении можно очень просто составлять друг с другом в осевом направлении.
В таком случае предпочтительно, чтобы элемент геометрического замыкания, а также оснащенная углублением кромка кольцевых участков были выполнены ступенчатой формы. С точки зрения производственного процесса изготавливать такие элементы очень просто.
Выгодно, если углубление обладает глубиной, составляющей от 0,7 до 2,5 кратного значения толщины стенки кольцевого участка.
В предпочтительной форме исполнения элемент геометрического замыкания по меньшей мере одной своей боковой поверхностью прилегает к боковой стенке углубления. Предпочтительно, если элемент геометрического замыкания примыкает к боковым стенкам углубления обеими боковыми поверхностями. В этом случае соседствующие сегменты гарантированно жестко соединены друг с другом.
В принципе, однако, возможно также, чтобы между боковыми поверхностями и/или торцевой стороной элемента геометрического замыкания и/или дном углубления имелось свободное пространство.
Расположение элемента геометрического замыкания на некотором расстоянии от боковых стенок и/или от дна углубления означает наличие свободного пространства, в которое можно ввести, например, вязко-текучее клеящее вещество. Это клеящее вещество можно вводить в углубление до соединения сегментов.
Предпочтительно, чтобы переход по меньшей мере одной боковой поверхности элемента геометрического замыкания в кромку кольцевого участка был закругленным, предпочтительно с радиусом, составляющим от 0,05 до 0,3 от толщины стенки кольцевого участка. Целесообразно, чтобы переход осуществлялся по законам бионики, то есть без постоянного радиуса. Бионический вариант исполнения обладает тем преимуществом, что с точки зрения передачи усилия от элемента геометрического замыкания на кольцевой участок данного конкретного сегмента переход можно конструктивно исполнить таким образом, чтобы надежно избежать формирования трещин. Таким способом можно оптимально настроить переход на нагрузки, возникающие при эксплуатации крыльчатки вентилятора.
В предпочтительной форме исполнения области кольцевого участка, располагающиеся между боковыми стенками углубления и верхней, а также нижней стороной кольцевого участка, имеют примерно одинаковую толщину.
Возможно, однако, также и такое конструктивное исполнение кольцевого участка, что эти области между боковыми стенками углубления, а также верхней и нижней стороной кольцевого участка имеют различную толщину. В этом случае область, которая при эксплуатации крыльчатки вентилятора не вносит или вносит незначительный вклад в передачу усилия, можно изготовить с меньшей толщиной, чем противоположный участок.
Чтобы добиться надежного соединения соседствующих сегментов без ухудшения прочности собранной из сегментов крыльчатки вентилятора, предпочтительно, чтобы одна боковая поверхность элемента геометрического замыкания была больше, чем противолежащая ей другая боковая поверхность.
Чтобы при сборке крыльчатки из сегментов дополнительно увеличить область, передающую усилие, предпочтительно, чтобы толщина стенок кольцевого участка в области углубления была больше, чем толщина стенок в области вне пределов углубления.
Сегменты имеют по меньшей мере приблизительно одинаковое конструктивное исполнение. Предпочтительно, чтобы все сегменты обладали одинаковой формой, так чтобы для их изготовления требовалась только одна единственная форма для литья под давлением, что удерживает расходы на изготовление на низком уровне.
Предпочтительно, чтобы кольцевые участки соседствующих сегментов, относящиеся к замыкающему кольцу, кольцу ступицы и промежуточному кольцу, были изготовлены так, чтобы их кромки, располагающиеся перпендикулярно к направлению окружности, при наложении по существу перекрывали бы друг друга и в каждом случае попарно образовывали бы участки соединения, которыми соседствующие сегменты на некоторой плоскости прилегают друг к другу. Благодаря этому обеспечивается простое и тем не менее надежное соединение прилегающих друг к другу сегментов.
Эти участки соединения могут располагаться в плоскости, образованной осью крыльчатки вентилятора и радиальным лучом. В зависимости от варианта применения и профиля требований участки соединения соседствующих сегментов могут также иметь такое конструктивное исполнение, чтобы с данной конкретной плоскостью, заданной осью крыльчатки вентилятора и радиальным лучом, они образовывали некоторый угол. При этом значение угла может располагаться между 0° и примерно 80°.
Соседствующие сегменты можно соединять друг с другом посредством склейки и/или сварки на участках соединения.
Особо предпочтительный вариант исполнения крыльчатки вентилятора состоит в том, чтобы кромки лопастей со стороны набегающего и со стороны сбегающего потока (передняя и задняя кромки) находились на некотором расстоянии от участков соединения крыльчатки. В этом случае плоскостями соединения служат исключительно кромки кольцевых участков, проходящие перпендикулярно направлению окружности крыльчатки вентилятора.
Возможно также, однако, чтобы дополнительные участки соединения между соседствующими сегментами проходили по лопастям. В этом случае лопасти целиком образуются только при сборке сегментов вместе. В таком случае стыковые швы участков лопастей также образуют участки соединения, которые предусмотрены дополнительно к кромкам кольцевых участков. Таким образом можно улучшить прочное соединение между сегментами.
Предпочтительно, чтобы сегменты представляли собой изделия, изготовленные методом литья под давлением, которые можно изготавливать просто и недорого.
В качестве материала для сегментов предпочтительно применять термопласты.
Для повышения прочности сегментов и, следовательно, крыльчатки вентилятора предпочтительно, чтобы в состав термопластов входили армирующие элементы, предпочтительно армирующие волокна.
Предпочтительно, чтобы длина армирующих волокон составляла примерно от 10 мкм до более чем 15 мм, предпочтительно - приблизительно от 200 мкм до 10 мм. Такие армирующие волокна просто вводить в пластмассу, и они обеспечивают высокую прочность.
В качестве клеящих веществ для соединения сегментов друг с другом можно рассматривать, например, однокомпонентные или двухкомпонентные клеящие вещества или системы с растворителями.
Еще одна предпочтительная возможность соединения состоит в том, чтобы соединять сегменты друг с другом лазерной сваркой, индуктивной сваркой или сваркой горячим газом.
В частности, при большом диаметре крыльчатки предпочтительный вариант конструктивного исполнения состоит в том, чтобы по меньшей мере по одному кольцу оборачивать крыльчатку по меньшей мере одной армирующей (укрепляющей) лентой. Она дополнительно удерживает сегменты вместе, так что крыльчатку можно применять и при более высокой скорости вращения или прочих высоких нагрузках.
Армирующая лента может состоять из термопласта или дуропласта и, предпочтительно, включать в себя армирующие элементы, предпочтительно -армирующие волокна.
В качестве армирующих волокон предпочтительна рассматривать волокна из стекла, углеродные, арамидные волокна, волокна из термопласта или натуральные волокна.
Армирующая лента легко закрепляется на боковой поверхности одного или нескольких колец крыльчатки вентилятора, в частности, посредством сварки или склеивания.
Еще один предпочтительный вариант конструктивного исполнения состоит в том, чтобы закреплять армирующую ленту на боковой поверхности одного или нескольких колец крыльчатки вентилятора путем обмотки с применением отверждаемого дуропласта.
Особо оптимальная конструкция получается тогда, когда армирующую ленту наматывают на крыльчатку с предварительным натяжением. Полученная таким образом крыльчатка вентилятора отличается высокой прочностью. Такую крыльчатку вентилятора можно применять при высоких предельных скоростях вращения.
В предпочтительном варианте исполнения предварительное натяжение армирующей ленты находится в пределах приблизительно от 10 Н до приблизительно 10 кН, предпочтительно приблизительно от 10 до 100 Н на мм2 площади сечения ленты.
Надежное закрепление армирующей ленты на крыльчатке вентилятора обеспечивается тогда, когда крыльчатка оснащена проходящим по окружности пазом для размещения армирующей ленты на кольцах, которые необходимо оснастить армирующей лентой. В этом пазу армирующую ленту можно разместить так, чтобы она не могла соскользнуть с крыльчатки вентилятора.
Армирующую ленту можно также выгодно применять тогда, когда крыльчатка вентилятора изготовлена в виде одной детали, то есть не собрана из сегментов.
Крыльчатка вентилятора согласно изобретению может представлять собой крыльчатку радиального, осевого или диагонального вентилятора или же входное или выходное спрямляющее колесо (статор).
Предмет настоящей заявки явствует не только из предметов отдельных пунктов формулы изобретения, но и из всех данных и признаков, раскрытых в чертежах и описании. Для них, также и в том случае, если они не являются предметом формулы изобретения, испрашивается защита как для существенных для изобретения, постольку, поскольку они обладают новизной в сравнении с нынешним уровнем техники по отдельности или в комбинации.
Прочие признаки изобретения следуют из остальных пунктов формулы, описания и из рисунков.
Приведено более подробное объяснение изобретения на основании нескольких форм исполнения, показанных на иллюстрациях. Представлены:
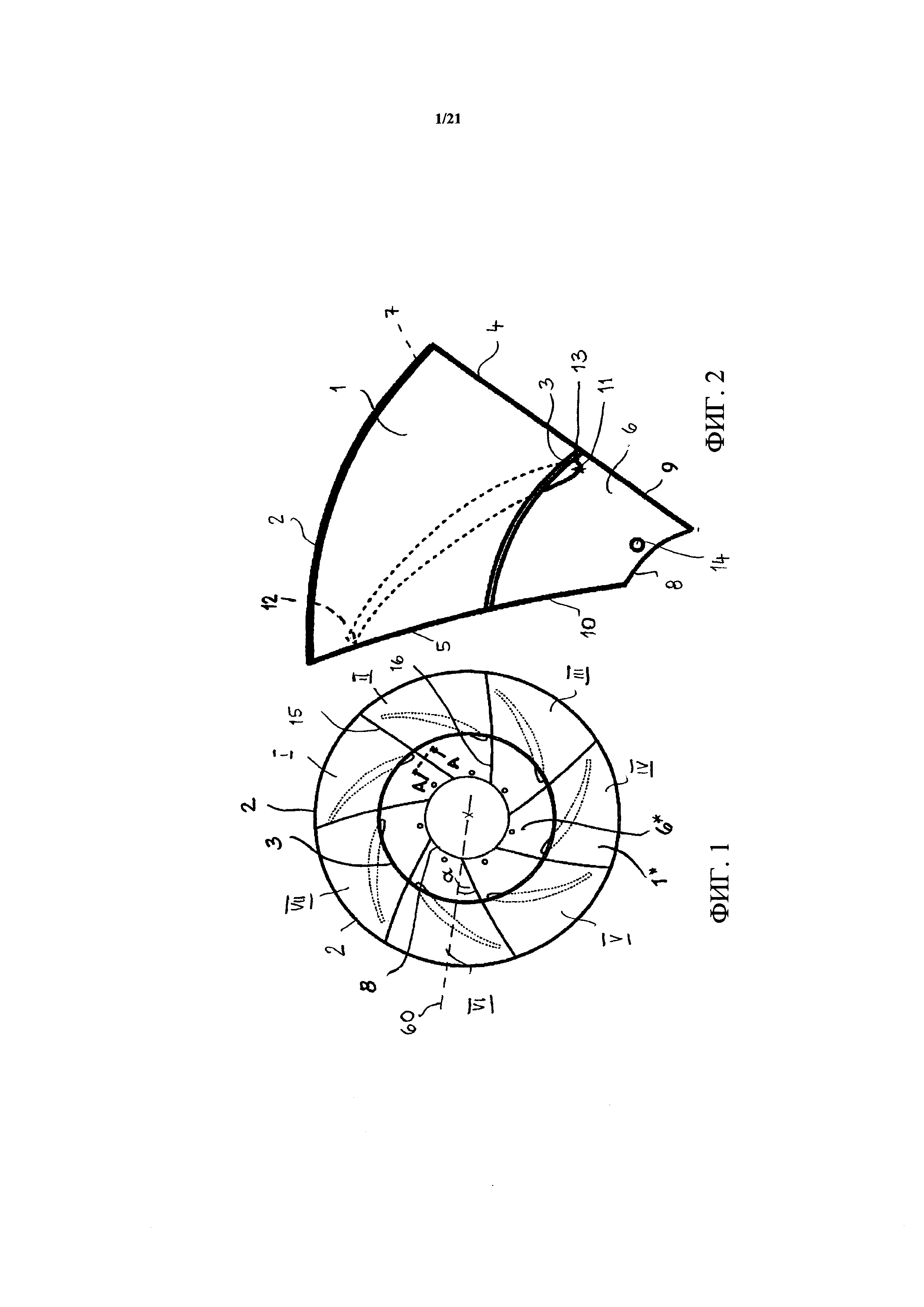
Фиг. 1 Крыльчатка вентилятора согласно изобретению, выполненная из нескольких сегментов, в осевой проекции.
Фиг. 2 Сегмент для изготовления крыльчатки вентилятора согласно фиг 1, в увеличенном виде.
Фиг. 3 Вторая форма исполнения крыльчатки вентилятора согласно изобретению, выполненной из нескольких сегментов, в осевой проекции.
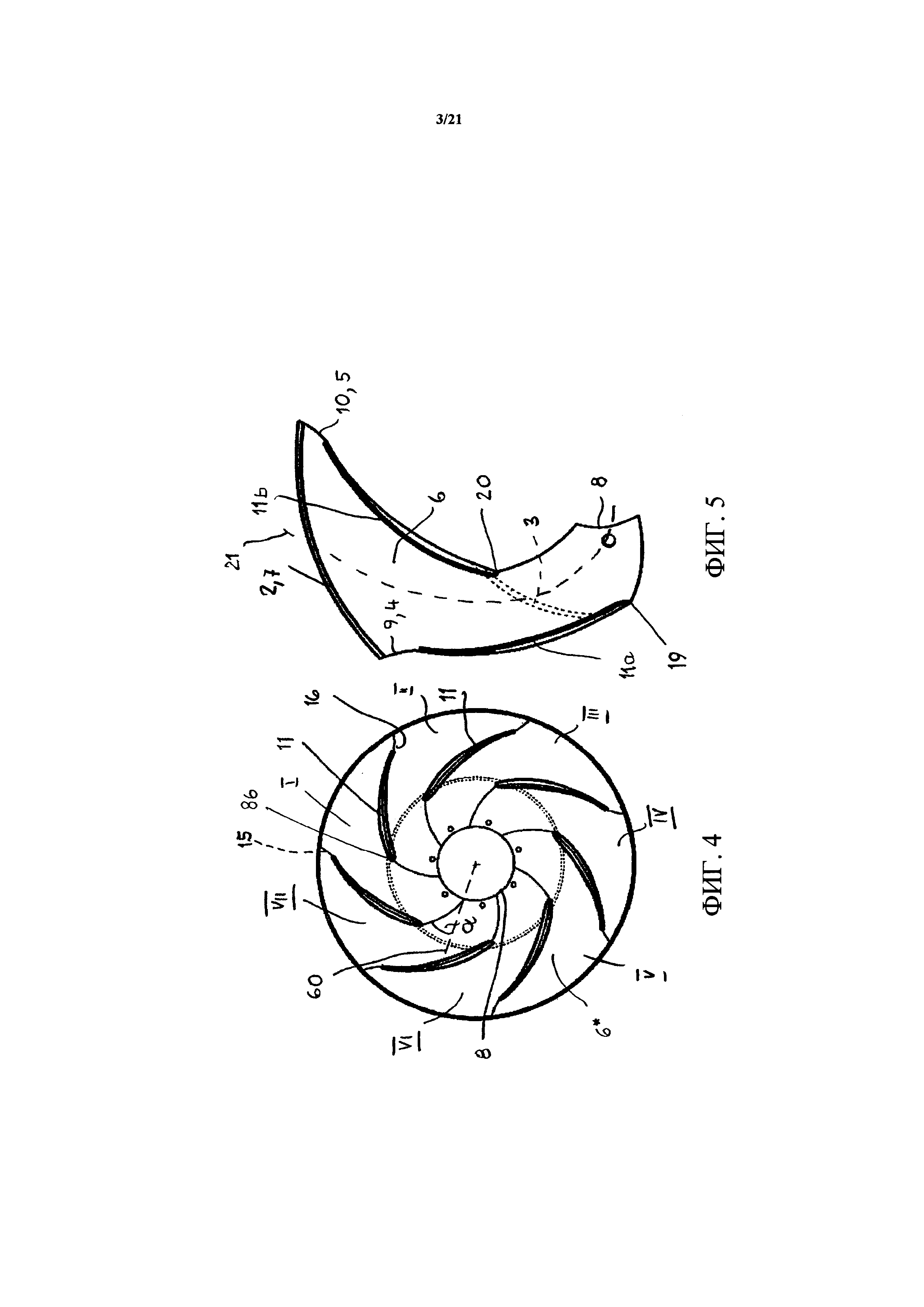
Фиг. 4 Фрагмент еще одной формы исполнения крыльчатки вентилятора согласно изобретению, выполненной из нескольких сегментов.
Фиг. 5 Сегмент для изготовления крыльчатки вентилятора согласно фиг. 4, в увеличенном виде.
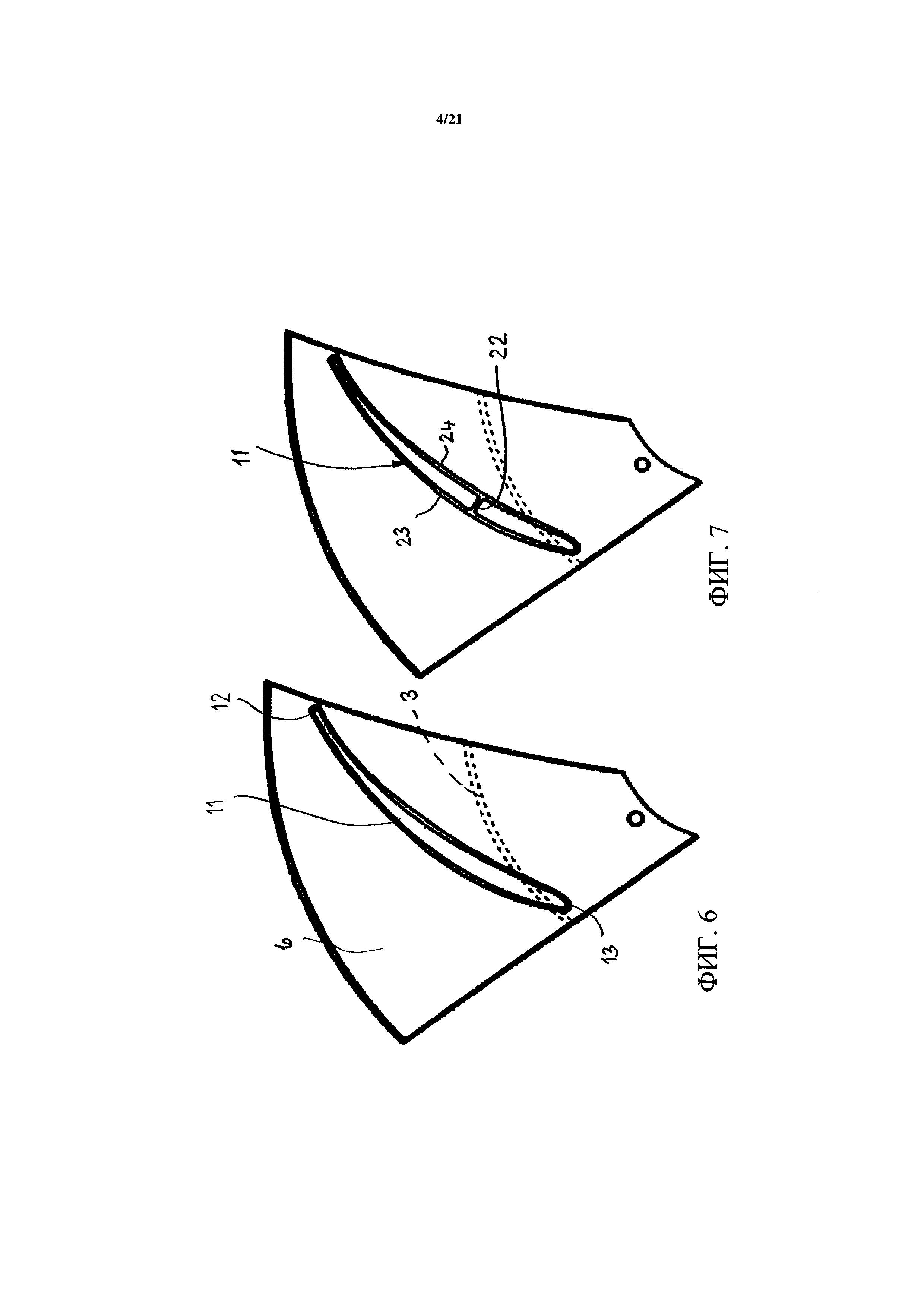
Фиг. 6 и
Фиг. 7 В каждом случае - другие формы исполнения сегментов для изготовления крыльчатки вентилятора согласно изобретению.
Фиг. 8-10
Фиг. 11 В каждом случае различные варианты исполнения сечения через участки соединения крыльчаток вентилятора согласно изобретению, конструктивное исполнение которых обеспечивает увеличение площади поверхностей соединения, в увеличенном виде.
Фиг. 12 Перспективное изображение (аксонометрическая проекция) еще одной формы исполнения сегмента для изготовления крыльчатки вентилятора согласно изобретению,
Фиг. 13 В разрезе по оси - половина крыльчатки согласно изобретению еще в одной форме исполнения.
Фиг. 14 Конструктивное исполнение согласно изобретению разрезов через участки соединения двух соседствующих сегментов в увеличенном изображении.
Фиг. 15 Схематическое изображение стыковки сегментов с получением крыльчатки вентилятора согласно изобретению.
Фиг. 16 Перспективное изображение (аксонометрическая проекция) еще одной формы исполнения крыльчатки вентилятора согласно изобретению, которая выполнена из 7 сегментов, соответствующих фиг. 17, и представляет собой крыльчатку осевого вентилятора с проходящим по окружности замыкающим кольцом, а также с промежуточным кольцом.
Фиг. 17 Сегмент крыльчатки вентилятора согласно фиг. 16, в аксонометрической проекции.
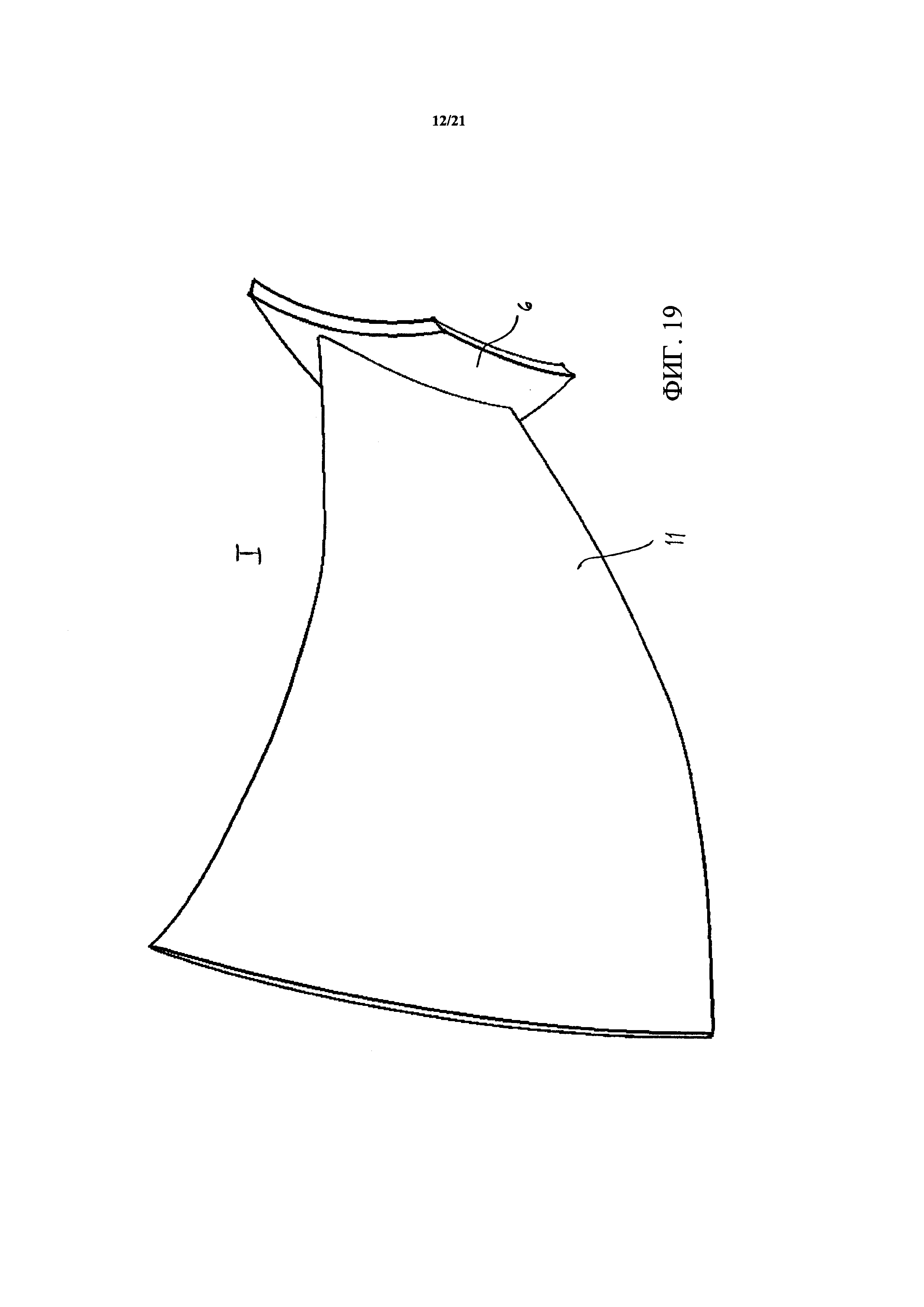
Фиг. 18 Перспективное изображение (аксонометрическая проекция) еще одной формы исполнения крыльчатки вентилятора согласно изобретению, которая собрана из 7 сегментов, соответствующих фиг. 19, и представляет собой крыльчатку осевого вентилятора без проходящего по окружности замыкающего кольца.
Фиг. 19 Сегмент крыльчатки вентилятора согласно фиг. 18, в аксонометрической проекции.
Фиг. 20 Перспективное изображение (аксонометрическая проекция) еще одной формы исполнения крыльчатки вентилятора согласно изобретению, которая собрана из 11 сегментов, соответствующих фиг. 21, и представляет собой выходное спрямляющее колесо.
Фиг. 21 Сегмент крыльчатки вентилятора согласно фиг. 20, в аксонометрической проекции.
Фиг. 22 Боковая проекция кромки сегмента одной из форм исполнения крыльчатки вентилятора согласно изобретению, подробности конструктивного исполнения кромки сегмента.
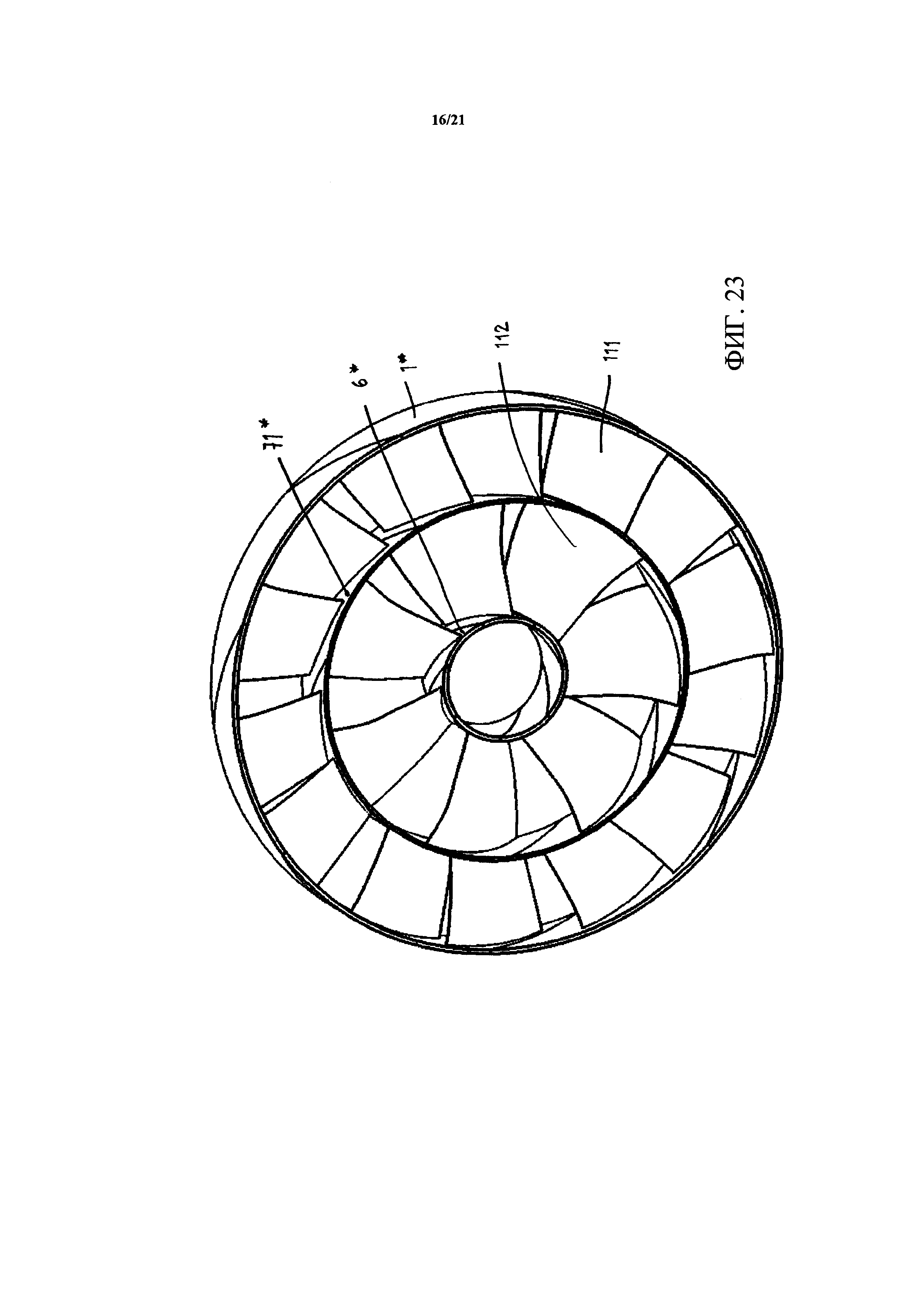
Фиг. 23 В аксонометрической проекции - еще одна форма исполнения крыльчатки вентилятора согласно изобретению, которая собрана из 7 сегментов согласно фиг. 24 и представляет собой крыльчатку осевого вентилятора с проходящим по окружности замыкающим кольцом, а также промежуточным кольцом и у которой лопасти между кольцом ступицы и промежуточным кольцом отличаются по форме и количеству от лопастей между замыкающим кольцом и промежуточным кольцом.
Фиг. 24 Сегмент крыльчатки вентилятора согласно фиг. 23, в аксонометрической проекции.
Фиг. 25 Вариант исполнения разреза через участок соединения крыльчаток вентилятора согласно изобретению, не характеризующийся конструкцией, увеличивающей площадь поверхностей соединения, в увеличенном изображении.
Фиг. 26 Увеличенное изображение еще одной формы исполнения участка соединения крыльчатки вентилятора, конструктивно выполненного в варианте, увеличивающем площадь поверхностей соединения,
Фиг. 27а Вариант исполнения разреза через участок соединения крыльчаток вентилятора согласно изобретению, характеризующийся конструкцией, увеличивающей площадь поверхностей соединения в форме асимметричного соединения "паз - гребень", в увеличенном изображении.
Фиг. 27b Вариант исполнения разреза через участок соединения крыльчаток вентилятора согласно изобретению, характеризующийся конструкцией, увеличивающей площадь поверхностей соединения в форме асимметричного соединения "паз - гребень" с локальным увеличением толщины стенки, в увеличенном изображении.
Ниже приведено описание крыльчаток вентилятора, состоящих из пластмассы и имеющих, в частности, большие конструктивные размеры, а также пригодных для высоких скоростей вращения. В настоящем тексте под крыльчатками вентилятора подразумевают как неподвижные, так и вращающиеся элементы вентиляторов, обладающие функцией направления текучей среды, которые по существу состоят из 2-40 лопастей, соединенных друг с другом в направлении окружности двумя или несколькими кольцами. Крыльчатки вентилятора могут представлять собой, например, радиальные крыльчатки, крыльчатки диагональных вентиляторов, осевые крыльчатки, равно как и входные или выходные спрямляющие колеса (статоры). Крыльчатки вентилятора собирают из одинаковых по сравнению друг с другом или по меньшей мере сходных друг с другом сегментов. Благодаря этому не требуются дорогие формы для литья под давлением. Изготовление крыльчаток вентиляторов - недорогой процесс.
Несмотря на сборку крыльчаток вентиляторов из отдельных сегментов, их форма стабильна и при высоких скоростях вращения. Сегменты, как еще будет изложено ниже с опорой на нижеследующие примеры исполнения, можно соединять друг с другом настолько прочно, что сборная крыльчатка вентилятора выдерживает высокие нагрузки, например, нагрузки от скорости вращения.
Предпочтительно, чтобы количество сегментов, из которых состоит крыльчатка вентилятора согласно изобретению, соответствовало количеству лопастей крыльчатки вентилятора. У крыльчаток вентилятора с большим числом лопастей, в частности, один сегмент может содержать также две и более лопастей, благодаря чему уменьшается количество сегментов. Для всех сегментов крыльчатки вентилятора требуется только одна форма для литья под давлением, в частности, если сегменты одинаковы в сравнении друг с другом. Если сегменты схожи друг с другом, тогда также, как правило, достаточно одной единственной формы для литья под давлением. В этом случае различные конструктивные признаки схожих друг с другом сегментов можно получить либо путем применения сменных формовочных вставок в форме для литья под давлением, или путем последующей обработки некоторых сегментов, изготовленных методом литья под давлением, или же собранной крыльчатки вентилятора. При конструировании сегментов и, в частности, лопастей, возможна значительная гибкость, так как конструкция формы для литья под давлением для сегмента по сравнению с формой для литья под давлением для целой крыльчатки подчинена значительно меньшим ограничениям. Так, например, в форме для литья под давлением для изготовления крыльчатки вентилятора в виде цельной отливки, чтобы иметь возможность отделить межлопастные каналы от формы, часто требуется применять сложный механизм сдвига, а в случае формы для литья под давлением для изготовления сегмента в предпочтительных формах исполнения эта необходимость отсутствует. Благодаря этому в целях уменьшения веса можно простым способом изготавливать также полые лопасти.
Отдельные сегменты соединяют друг с другом надлежащими способами соединения для формирования данной конкретной крыльчатки вентилятора. В качестве способов соединения можно в числе прочего предпочтительно рассматривать склейку, лазерную сварку, сварку трением, индукционную сварку, сварку горячим газом или ультразвуковую сварку. С учетом рабочих напряжений, которых следует ожидать при эксплуатации крыльчатки вентилятора, участки соединения сегментов, прилегающих друг к другу, можно выбирать относительно свободно. Соединение между сегментами можно создавать с применением исключительно описанных способов соединения. Полезно, однако, чтобы между соседствующими сегментами дополнительно имелось соединение с геометрическим замыканием, которое может служить как для повышения прочности, так и для придания направления в процессе изготовления.
Крыльчатка вентилятора согласно фиг. 1 представляет собой радиальную крыльчатку и собрана из сегментов от I до VII. На фиг. 2 показан один из этих сегментов. Поскольку на фиг. 2 сегмент представлен только в виде сверху (в осевой проекции), информация о пространственном исполнении (форме) сегмента приведены на фиг. 12, из которой, хотя она и демонстрирует другое конструктивное исполнение сегмента, явствуют принципиальные аспекты трехмерной конструкции сегмента. В случае формы исполнения согласно фиг. 1 все сегменты I-VII конструктивно исполнены одинаково, так что их можно изготавливать в одной и той же форме для литья под давлением.
У сегмента имеется участок замыкающего кольца 1, характеризующийся искривленной наружной кромкой 2, а также проходящей параллельно ей искривленной внутренней кромкой 3. Оба конца кромок 2, 3 соединены друг с другом кромками 4, 5. В осевой проекции кромка 4 примыкает к наружной кромке 2 приблизительно под прямым углом. Противоположная кромка 5, при взгляде в осевой проекции, примыкает к наружной кромке 2 под острым углом. Кроме того, к внутренней кромке 3 участка замыкающего кольца 1 кромка 5 примыкает под тупым углом, а кромка 4 под острым. Участок замыкающего кольца, как показано на фиг. 12, искривлен по ширине в радиальном направлении таким образом, что внутренняя по радиальному направлению кромка 3 находится от участка кольца ступицы 6 на большем расстоянии, чем наружная по радиальному направлению кромка 2. У участка кольца ступицы 6 также имеется наружная по радиальному направлению кромка 7 и внутренняя по радиальному направлению кромка 8. Обе кромки 7, 8 в каждом случае выполнены искривленными, а на концах соединены друг с другом кромками 9, 10. Участок кольца ступицы 6 в радиальном направлении выступает внутрь относительно участка замыкающего кольца 1. При взгляде в осевой проекции наружная кромка 7 участка кольца ступицы 6 налагается на наружную кромку 2 участка замыкающего кольца 1. В других формах исполнения крыльчаток вентилятора согласно изобретению, в частности, в случае крыльчаток диагональных или осевых вентиляторов, наружная кромка 7 участка кольца ступицы 6 при взгляде в осевой проекции может также располагаться со сдвигом и/или под углом к наружной кромке 2 участка замыкающего кольца 1. Кромки 9, 10 при взгляде на сегмент сверху в осевой проекции на некоторой части своей длины совпадают с кромками 4, 5 участка замыкающего кольца 1 (накладываются на них). Это свойство дает возможность реализовывать процесс соединения особо простым образом. В других формах исполнения согласно изобретению подобная конструкция кромок 9, 10 с перекрыванием невозможна, например, если форма лопастей сильно серповидна или обладает сильным закруглением.
Между участком замыкающего кольца 1 и участком кольца ступицы 6 простирается лопасть 11, которая в примере исполнения искривлена по длине, а в сечении обладает профилем, идентичным профилю крыла (несущей поверхности). Лопасть 11 соединена концом со стороны замыкающего кольца 91 с участком замыкающего кольца 1, а концом со стороны участка кольца ступицы 96 - с кольцом ступицы 6. Конец 12 лопасти 11 со стороны сбегающего потока завершается заострением, в то время как конец 13 со стороны набегающего потока, при взгляде в осевой проекции, закруглен дугообразно (фиг. 2).
Конец 12 лопасти 11 со стороны сбегающего потока простирается до близости кромки 5 участка замыкающего кольца 1. Конец 13 лопасти 11 со стороны набегающего потока, при взгляде сверху в осевой проекции, выдается вперед относительно участка замыкающего кольца 1 и завершается на небольшом расстоянии от кромки 9 области участка кольца ступицы 6, выступающей над участком замыкающего кольца 1.
В отличие от представленного примера исполнения, лопасть 11 может также обладать другой конструкцией в сечении и/или характеризоваться другой протяженностью. Конструктивное исполнение лопасти 11 может не только быть искривленным по длине, но также дополнительно обладать закруглением по длине.
Вблизи от внутренней кромки 8 участка кольца ступицы 6 имеется по меньше мере одно сквозное отверстие 14. Предпочтительно, чтобы оно располагалось приблизительно на половине ширины выступающего участка кольца ступицы 6; оно служит для проведения крепежных винтов, посредством которых крыльчатку вентилятора в смонтированном положении можно закрепить на ступице приводного двигателя.
Участок кольца ступицы 6 может иметь плоское конструктивное исполнение. Точно так же, однако, возможно, как видно, например, из фиг. 12, чтобы участок кольца ступицы 6 на наружном конце отклонялся под углом или был отогнут.В других формах исполнения согласно изобретению, в частности, в случае крыльчаток диагональных вентиляторов, участок кольца ступицы 6 может также на всей своей протяженности или ее части иметь коническую форму или быть искривленным.
В собранном(соединенном) состоянии, когда сформирована крыльчатка (фигура 1), кромки 4, 5 конкретных участков замыкающего кольца, а также кромки 9 и 10 данных конкретных участков кольца ступицы соседствующих в каждом случае сегментов непосредственно прилегают друг к другу. Применительно к целой крыльчатке пары непосредственно прилегающих друг к другу кромок 4 и 5 формируют участки соединения 15 (на замыкающей стороне), а пары непосредственно прилегающих друг к другу кромок 9 и 10 - участки соединения 16 (на стороне ступицы). Для обеспечения беззазорного прилегания друг к другу кромок 4 и 5, а также 9 и 10 с формированием участков соединения 15 или, соответственно, 16 необходимо, чтобы траектории искривлений кромок 4 и 5, а также кромок 9 и 10 в каждом случае соседствующих сегментов были по существу идентичны. Участки соединения 15 и 16 проходят поперек направления окружности. В изображенном примере исполнения крыльчатки радиального вентилятора участки соединения 15 и 16, кроме того, проходят поперек направления оси крыльчатки вентилятора. Поскольку лопасть 11 заканчивается на некотором расстоянии от этих участков соединения 15, 16, на лопасти 11 благодаря изготовлению из сегментов не возникают дополнительные гребни, кромки и т.п. Участки замыкающего кольца 1 сегментов I-VII в состоянии собранной крыльчатки вентилятора образуют целое замыкающее кольцо 1*, соответственно участки кольца ступицы I-VII вместе формируют кольцо ступицы 6*.
Крыльчатка вентилятора, которая изображена в аксонометрической проекции на фиг. 16, представляет собой осевую крыльчатку с замыкающим кольцом 1*, кольцом ступицы 6*, а также промежуточным кольцом 71* и также собрана из сегментов I-VII. Способ конструирования из сегментов в важнейших пунктах, в основном отличающих изобретение, такой же, как и у крыльчатки радиального вентилятора согласно фиг. 1.
Фиг. 17 демонстрирует один из сегментов радиальной крыльчатки вентилятора, изображенной на фиг. 16, у которой все сегменты I-VII конструктивно исполнены одинаково, так что их можно изготавливать в одной и той же литьевой форме.
У изображенного на фиг. 17 сегмента I имеется участок замыкающего кольца 1, обладающий искривленной кромкой 2, расположенной ниже по главному направлению потока осевого вентилятора, а также проходящей параллельно ему, смещенной в осевом направлении выше по потоку кромкой 3. Оба конца кромок 2, 3 соединены друг с другом кромками 4, 5. У участка кольца ступицы 6 также имеется расположенная ниже по потоку кромка 7 и расположенная выше по потоку кромка 8. Обе кромки 7, 8 в каждом случае выполнены искривленными, а на концах соединены друг с другом кромками 9, 10. Участок кольца ступицы 6 в радиальном направлении располагается целиком внутри участка замыкающего кольца 1. В представленной форме исполнения протяженность кольца ступицы 6* и замыкающего кольца 1* в осевом направлении одинакова, однако, в зависимости от геометрических характеристик лопасти, в других формах исполнения крыльчаток осевых вентиляторов значения этой протяженности могут и отличаться.
Между замыкающим кольцом 1* и кольцом ступицы 6*, если смотреть в радиальном направлении, согласно фигуре 16 имеется еще промежуточное кольцо 71*. Такое промежуточное кольцо способствует дополнительному повышению прочности собранной крыльчатки вентилятора. В предпочтительном варианте исполнения промежуточное кольцо также позволяет добиться выгод в смысле производительности по воздуху, коэффициента полезного действия и акустических показателей вентилятора. Одно или несколько промежуточных колец 71* могут присутствовать у всех видов крыльчаток вентиляторов, как то: у радиальных вентиляторов, диагональных вентиляторов или у входных или выходных спрямляющих колес. Благодаря способу изготовления из сегментов создание промежуточных колец возможно с меньшими затратами, чем при изготовлении в виде целой отливки, в том, что касается конструкции оборудования.
У изображенного на фигуре 17 сегмента I, соответственно, имеется участок промежуточного кольца 71, обладающий искривленной кромкой 72, расположенной ниже по главному направлению потока осевого вентилятора, а также проходящей параллельно ей, смещенной в осевом направлении выше по потоку кромкой 73. Оба конца кромок 72, 73 соединены друг с другом кромками 74, 75.
Кромки 74, 75 участков промежуточного кольца 71 данных конкретных сегментов образуют в собранной вместе крыльчатке вентилятора участки соединения 85 (фиг. 16), которые простираются поперек направления окружности крыльчатки вентилятора и которыми прилегают друг к другу соседствующие сегменты I-VII. Поскольку лопасть 11 заканчивается на некотором расстоянии от этих участков соединения 85, на лопасти 11 вследствие наличия промежуточного кольца 71* не возникают дополнительные гребни, кромки и т.п. Участки промежуточного кольца 71 сегментов I-VII, когда крыльчатка собрана воедино, образуют целое промежуточное кольцо 71*.
Между участком замыкающего кольца 1 и участком кольца ступицы 6 простирается лопасть 11, которая в примере исполнения с фигуры 16 с сегментами соответственно фигуре 17 искривлена по длине и имеет закругление, а в сечении обладает профилем, идентичным профилю крыла (несущей поверхности). Расположенный со стороны сбегающего потока конец 12 лопасти 11 завершается, как и в предыдущей форме исполнения, заострением, в то время как конец 13 со стороны набегающего потока, при виде в разрезе через лопасть 11, закруглен дугообразно, как это изображено в примере исполнения, соответствующем фиг. 2.
Конец 12 лопасти 11, расположенный ниже по потоку, в форме исполнения с сегментами согласно фиг. 17 простирается до области, близкой к кромке 2 участка замыкающего кольца 1. Своим концом 13, расположенным выше по потоку, лопасть 11 простирается до области, близкой к кромке 3 участка замыкающего кольца 1.
В отличие от представленного примера исполнения, лопасть 11 может также обладать другой конструкцией в сечении и/или характеризоваться другой протяженностью.
У сегмента крыльчатки вентилятора согласно фиг. 17 участок кольца ступицы 6 не имеет какого-либо устройства, которое служит для закрепления крыльчатки вентилятора на моторе. Сформированную из таких сегментов крыльчатку вентилятора согласно фиг. 16 можно закреплять на моторе напрессовкой, надвижкой, склейкой, сваркой и т.п.
Само собой разумеется, что в других формах исполнения сегментов крыльчатки осевого вентилятора можно предусмотреть отверстия и т.п. , которые служат для закрепления впоследствии крыльчатки вентилятора на моторе.
Участок кольца ступицы 6, участок замыкающего кольца 1, а также участок промежуточного кольца 71 могут, особенно в случае крыльчатки осевого вентилятора, иметь цилиндрическую форму. Равным же образом, однако, подобно тому, как изображено в примере исполнения согласно фиг. 20 в отношении замыкающего кольца 1*, возможно, чтобы участок кольца ступицы 6, и/или участок замыкающего кольца 1, и/или участок промежуточного кольца 71 имели сложные трехмерные очертания, которые, в частности, можно оптимально отрегулировать соответственно условиям потока.
На фигуре 23 изображена крыльчатка осевого вентилятора согласно изобретению, которая изготовлена из сегментов согласно фигуре 24. В этой форме исполнения с кольцом ступицы 6*, замыкающим кольцом 1* и промежуточным кольцом 71* между замыкающим кольцом 1* и промежуточным кольцом 71* проходят лопасти 111, которые по форме, и/или положению, и/или количеству отличаются от лопастей 112, которые располагаются между промежуточным кольцом 71* и кольцом ступицы 6*. Благодаря этому в формах исполнения с промежуточным кольцом можно оптимально отрегулировать количество и геометрические характеристики лопастей в соответствии с конкретными условиями потока. Соответственно, в формах исполнения с несколькими промежуточными кольцами 71* возможно еще больше вариантов в формировании системы лопастей.
У изображенного на фиг. 24 сегмента крыльчатки осевого вентилятора согласно фиг. 23 имеются участок замыкающего кольца 1, участок промежуточного кольца 71 и участок кольца ступицы 6, из которых формируются замыкающее кольцо 1*, промежуточное кольцо 71* и кольцо ступицы 6*. У этого сегмента имеются две лопасти 111, которые соединяют участок замыкающего кольца 1 с участком промежуточного кольца 71, и одна лопасть 112, соединяющая участок промежуточного кольца 71 с участком кольца ступицы 6.
Форма исполнения крыльчатки осевого вентилятора, которая в аксонометрической проекции изображена на фиг. 18, представляет собой крыльчатку осевого вентилятора без замыкающего кольца и без промежуточного кольца и также составлена из идентичных друг другу сегментов I-VII, из которых на фиг. 19 изображен сегмент I. Конструкция, состоящая из сегментов, сходна с конструкцией уже описанной формы исполнения согласно фиг. 16. У этой крыльчатки осевого вентилятора, однако, отсутствует замыкающее кольцо, что часто свойственно осевым вентиляторам в целях экономии веса и снижения сопротивления потоку. Поэтому в качестве участков соединения остаются только участки соединения 16 на кольце ступицы 6*, которые в этой форме исполнения должны брать на себя более высокую нагрузку. У сегмента I имеется участок кольца ступицы 6 и лопасть 11.
Форма исполнения согласно фиг. 20 с сегментами согласно фиг. 21 представляет собой неподвижную при эксплуатации крыльчатку вентилятора (статор). Статоры могут представлять собой входные или выходные спрямляющие колеса в вентиляторе. В отношении конструкции, состоящей из сегментов, никаких существенных отличий, однако, нет. Во многих вариантах применения статоры также представляют собой сильно нагруженные детали, на которых вентилятор закреплен мотором и которые, в частности, испытывают нагрузку, обусловленную качанием и вибрацией вентилятора во время работы. Статор согласно фиг. 20 сконструирован из 11 идентичных сегментов I-XI согласно фиг. 21 способом согласно изобретению. Кромки 4, 5, 9, 10 участка замыкающего кольца и участка кольца ступицы 1, 6, которые простираются в основном в осевом направлении, характеризуются сложными очертаниями, имеющими внутренние кромки и углы. Со стороны сбегающего потока кольцо ступицы 6* дополнительно снабжено фланцем 61*, который образован участками фланца 61 сегментов I-XI и на котором позднее можно закрепить мотор вентилятора. Сверленые отверстия в сегментах еще не предусматриваются, так как в примере исполнения статор образован 11 сегментами, что означало бы слишком большое число отверстий. В случае этого примера исполнения отверстия можно просверлить во фланце 61* после соединения.
Также, в частности, при большом количестве лопастей 11 возможно, чтобы на одном сегменте имелось более одной лопасти, например, 2-4, в силу чего количество сегментов уменьшается. В этом случае, однако, форма для литья под давлением, предназначенная для изготовления сегмента, оказывается сложнее. Кроме того, число лопастей 11 (постольку, поскольку желательно иметь исключительно идентичные сегменты) должно делиться на число лопастей, приходящееся на один сегмент.
В некоторых обстоятельствах, в зависимости от ожидаемых при эксплуатации нагрузок, выгодно, чтобы в дополнение к замыкающему кольцу и кольцу ступицы 1*, 6* в направлении окружности имелись и дополнительные промежуточные кольца 71*. Одно или несколько таких дополнительных колец могут находиться в области между замыкающим кольцом 1* и кольцом ступицы 6*. Их конструктивное исполнение с кромками в случае сегментов и участками соединения в случае собранной крыльчатки эквивалентно конструктивному исполнению замыкающего кольца и кольца ступицы 1*, 6* в соответствии с описанными примерами исполнения. Промежуточные кольца 71* могут придавать дополнительную стабильность, а также, однако, и положительно влиять на поток (коэффициент полезного действия, шум). Принцип изготовления из сегментов позволяет создавать такие дополнительные промежуточные кольца 71* со сравнительно низкими затратами.
Для изготовления предпочтительной формы исполнения крыльчатки вентилятора согласно изобретению сегменты I-VII сначала располагают в форме звезды (фиг. 15), а затем сдвигают ближе друг к другу в радиальном направлении, пока сегменты I-VII не будут прилегать друг к другу своими кромками 4 и 5, 9 и 10, 74 и 75. На образовавшихся участках соединения 15, 16, 85 сегменты I-VII жестко соединяют друг с другом описанным образом, например, склеивают или сваривают. При этом во время процесса склейки или сварки на сегменты I-VII или, соответственно, на участки соединения 15, 16, 85 выгодным образом воздействуют высоким давлением, так что прилегающие друг к другу сегменты I-VII жестко соединяются друг с другом. Подобным образом изготавливают также и крыльчатки, имеющие более чем семь сегментов. Сегменты можно изготавливать в простых формах для литья под давлением, так что расходы на производство можно удерживать на низком уровне. В качестве материала для сегментов I-VII можно использовать известные материалы, обычные для изготовления крыльчаток вентиляторов методом литья под давлением. Примеры - это армированные короткими или длинными волокнами термопласты, как то: полиамид (PA6, PA66, PA66/6, PAPA, PPA, PA 4.6, PA 12) или сложный полиэфир (PBT, PET), полипропилен (РР), PPS, PES, PESU, PEEK, ABS, PC, ASA. Предпочтительно применять в качестве материалов для сегментов полиамид, полипропилен или сложный полиэфир.
В качестве армирующих волокон для этих материалов можно использовать, например, стекло, углерод, арамид, термопласт (PET, РА) или натуральные волокна, как, например, лен, коноплю, сизаль, джут или кокос.
В тех формах исполнения, в которых соседствующие сегменты соединяют лазерной сваркой, необходима высокая прозрачность используемой пластмассы для используемого лазера. Чтобы достичь этого, в качестве полимера применяют пластмассу с высокой степенью прозрачности для длины волны света лазера. Этого можно добиться с помощью специальных красящих пигментов в пластмассе. Кроме того, предпочтительно применять специальные армирующие волокна (в частности, стекловолокно), которые не преломляют свет на переходе от полимера к армирующему волокну или преломляют его в очень незначительной мере. Это становится возможным благодаря применению специального покрытия - агента сцепления на поверхности стекловолокна.
Превосходные значения прочности для сегментов и таким образом для крыльчатки вентилятора получают, если армирующие волокна изготовленных литьем под давлением сегментов I-VII характеризуются длиной приблизительно от 50 мкм до величины, превышающей 15 мм. Предпочтительный диапазон находится приблизительно между 200 мкм и 10 мм.
Если сегменты I-VII на участках соединения 15, 16, 85 склеивают друг с другом, то для этого можно применять однокомпонентные или двухкомпонентные клеящие вещества, как то: полиуретан, акрил, метакрилаты или силиконы. Для склейки можно также применять системы с растворителями.
Если сегменты I-VII на участках соединения 15, 16, 85 сваривают друг с другом лазерной сваркой, то для этого предпочтительно применять диодный лазер, углекислотный лазер или лазер на неодим-алюмо-иттриевом гранате.
Соединение сегментов I-VII на участках соединения 15, 16, 85 также можно осуществлять сваркой трением, вибрационной сваркой или ультразвуковой сваркой.
Соединение сегментов I-VII на участках соединения 15, 16, 85 также можно осуществлять индукционной сваркой или сваркой горячим газом. В качестве горячего газа можно использовать, например, воздух, азот или СО2.
В обоих случаях пластмасса в области участков соединения 15, 16, 85 размягчается. Благодаря этому под давлением, с которым сегменты I-VII прижимают друг к другу на участках соединения 15, 16, 85, образуется соединение соседствующих сегментов с материальным замыканием, которое после охлаждения участков соединения обеспечивает надежное соединение сегментов.
Поскольку лопасть 11 и участки кольца 1, 6, 71 изготовлены в качестве одной детали (вместе друг с другом) и образуют сегмент, возможно изготовление крыльчатки вентилятора простым, быстрым и недорогим образом.
Крыльчатка вентилятора согласно фиг. 3 изготовлена сходно с крыльчаткой согласно фиг. 1 и состоит из сегментов I-VII. Лопасти 11 крыльчатки вентилятора опять же расположены так, что участки соединения 15, 16 проходят на некотором расстоянии от лопастей 11. Благодаря этому предотвращается формирование гребней, кромок и т.п. на лопастях 11, так что можно обойтись без трудоемкой последующей обработки. В то время как в формах исполнения согласно фиг. 1 и 2 сегменты I-VII с точки зрения нагрузок, воздействующих в направлении окружности, соединены друг с другом только материальным замыканием или клеевым соединением, в случае примеров исполнения соответственно фиг. 3 сегменты I-VII с точки зрения таких нагрузок дополнительно соединены друг с другом геометрическим замыканием. Это геометрическое замыкание предусмотрено в области кромок 4, 5 участков замыкающего кольца 1 или, соответственно, кромок 9, 10 участков кольца ступицы 6 сегментов I-VII. Области участков кольца ступицы 6, выступающие в радиальном направлении внутрь относительно участков замыкающего кольца, выполнены так же, как и в форме исполнения согласно фиг. 1. Геометрическое замыкание между соседствующими сегментами I-VII таково, что эти сегменты не могут отделиться друг от друга в направлении окружности. Отделение сегментов друг от друга в состоянии без склейки или, соответственно, без сварки возможно только в том случае, если соседствующие сегменты сдвигают друг относительно друга в осевом направлении крыльчатки вентилятора.
На кромке 5 участка замыкающего кольца 1, а также в расположенной под ней (при взгляде в осевом направлении) области кромки 10 участка кольца ступицы 6 в каждом случае предусмотрен проем 17, очертания которого имеют приблизительно грибовидную форму. Противоположная кромка участка замыкающего кольца, а также расположенная под ним (при взгляде в осевом направлении) область кромки 9 участка кольца ступицы 6 снабжены направленным вперед грибовидным выступом 18, который входит в зацепление с проемом 17 соседствующего сегмента. Проемы 17 и выступы 18 выполнены комплементарными друг другу, так что они прилегают друг к другу краями. Благодаря грибовидной форме проемы 17, равно как и выступы 18, при взгляде в направлении окружности в каждом случае оснащены поднутрением.
Соединения с геометрическим замыканием могут иметь и другие очертания, отличающиеся от грибовидных. Необходимо лишь такое их исполнение, чтобы соседствующие сегменты I-VII нельзя было отделить друг от друга в направлении окружности крыльчатки вентилятора.
Проемы 17 и выступы 18 в каждом случае предусмотрены на участках замыкающего кольца 1 и участках кольца ступицы 6. Их можно также предусмотреть только на участках замыкающего кольца или только на участках кольца ступицы, в зависимости от того, где на данной конкретной крыльчатке вентилятора следует ожидать высоких нагрузок. По длине одной кромки 4, 9 или, соответственно, 5, 10 можно также предусмотреть несколько проемов 17 и комплементарных им выступов 18. Лопасти 11 расположены на сегментах I-VII так, что они находятся на некотором расстоянии от проемов 17 и от выступов 18.
В смысле изобретения выступ 18 представляет собой выступающий элемент геометрического замыкания, а проем 17 - по меньшей мере приблизительно комплементарное углубление на кромке 4, 9, 74 или, соответственно, 5, 10, 75.
В этой форме исполнения выполненные в виде одной детали сегменты I-VII также изготовлены одинаковыми, так что для сегментов требуется только одна единственная форма для литья под давлением. Элементы геометрического замыкания 17, 18 дают дополнительную возможность позиционирования (направления) при сборке сегментов I-VII, а кроме того обеспечивают дополнительную стабильность формы при нагрузках на крыльчатку вентилятора в направлении окружности. Благодаря элементам геометрического замыкания 17, 18 сегменты I-VII соединяют друг с другом в крыльчатку вентилятора не звездообразно, а в осевом направлении.
Соседствующие сегменты I-VII на участках соединения 15, 16 соединяются не только с геометрическим замыканием, но также и посредством клеевого соединения, сварного соединения и т.п. , как изложено применительно к вышеупомянутой форме исполнения. Предпочтительно, чтобы во время процесса склейки или сварки прилегающие друг к другу сегменты I-VII были прочно прижаты друг к другу, так чтобы соединение на участках соединения 15, 16 было оптимальным. В области соединения с геометрическим замыканием 17, 18 соседствующие сегменты также можно прочно соединять друг с другом клеевым или сварным соединением.
Соединения с геометрическим замыканием в направлении окружности можно в других формах исполнения согласно изобретению таким же образом, как и в описанной форме исполнения согласно фиг. 3, реализовать также и в случае крыльчаток осевых вентиляторов, диагональных вентиляторов или статоров. В случае участков промежуточного кольца 71 также можно реализовать такое геометрическое замыкание. В этих случаях также имеются ограничения, касающиеся процесса соединения, то есть в направлении окружности сегменты невозможно придвинуть друг к другу.
Крыльчатка вентилятора согласно фиг. 4 в случае, описанном в этом примере, также имеет изготовленные в виде одной детали сегменты I-VII. Они опять же выполнены одинаковыми, так что их можно изготавливать с помощью только одной формы для литья под давлением. Подобно форме исполнения согласно фиг. 1 сегменты I-VII конструктивно исполнены так, что их можно расположить в виде звезды, а затем сдвинуть вместе, подобно тому, как это изображено на фиг. 15.
Сегменты I-VII конструктивно высполнены так, что в дополнение к участкам соединения 15, 16 на замыкающем кольце 1* и кольце ступицы 6* образуются дополнительные участки соединения 86 (фиг. 4) в области лопастей 11. Это обладает тем преимуществом, что при соединении соседствующих сегментов площадь поверхности для склейки или, соответственно, сварки увеличена в сравнении с предшествующими формами исполнения. При этом конструкция сегментов I-VII такова, что целая лопасть 11 образуется только при соединении соседствующих сегментов.
Фиг. 5 демонстрирует фрагмент одного из этих сегментов со стороны участка кольца ступицы 6. У него искривленная наружная кромка 7, а также искривленная внутренняя кромка 8. Соединяющая концы кромок 7, 8 кромка 10 имеет искривленную траекторию (при взгляде в осевом направлении). Противоположная кромка 9, соединяющая другие конца обеих кромок 7, 8, также (при взгляде в осевом направлении) выполнена искривленной по длине, причем контур кривизны в основном идентичен таковому кромки 10, так что соседствующие идентичные сегменты можно без зазоров соединить друг с другом. В непосредственной связи с двумя кромками 9, 10 проходит в каждом случае участок лопасти 11а, 11b. Участки лопасти 11а, 11b простираются между участком кольца ступицы 6 и участком замыкающего кольца 1 (на фиг. 5 полностью закрытым участком кольца ступицы 6).
Если соседствующие сегменты I-VII приставляют друг к другу кромками 4, 5, 9, 10, то участкии лопастей 11а, 11b прилегают друг к другу кромками 19, 20 и таким образом формируют лопасть 11, которая в этом случае изготовлена полой. Прилегающие друг к другу в собранном состоянии крыльчатки кромки 19 и 20 соседствующих сегментов формируют дополнительный участок соединения 86. В остальном лопасть 11 выполнена так же, как и в формах исполнения согласно фиг. 1 или фиг. 3. Кроме того, лопасть 11 расположена относительно замыкающего кольца 1* и кольца ступицы 6* крыльчатки вентилятора так же, как и в этих примерах исполнения.
Если соседствующие сегменты I-VII соединены друг с другом клеевым соединением, то клеящее вещество предусмотрено не только на участках соединения 15, 16 колец, но и на участке соединения 86 лопастей 11. Благодаря этому получается очень большая площадь склейки, которая обеспечивает прочное и выдерживающее также высокие нагрузки соединение между соседствующими сегментами I-VII. Если соседствующие сегменты I-VII соединены друг с другом сварным соединением, то в этой форме исполнения площадь сварки увеличивается на величину участка соединения 86 лопастей 11, что увеличивает способность переносить нагрузки.
Так как лопасти 11 выполнены полыми, вес крыльчатки вентилятора относительно мал. Кроме того, полые лопасти 11 обладают тем преимуществом, что они позволяют простым в отношении техники потоков способом формировать каналы для направленных вторичных потоков.
По завершении процесса соединения области участков соединения 86 лопастей 11 могут иметь кромки, гребни и т.п. , которые, однако, можно просто удалить обычным образом. Сегменты I-VII выполнены одинаковыми по сравнению друг к другом и при взгляде сверху в осевой проекции имеют срединную линию 21, траектория кривизны которой идентична траектории кривизны кромок 9, 10 при взгляде сверху в осевой проекции. При этом ширина сегмента, измеренная в направлении окружности, уменьшается от внешней кромки 2, 7 к внутренней кромке 8 таким образом, что в области наружной кромки 2, 7 ширина сегмента в направлении окружности максимальна, а в области внутренней кромки 8 минимальна.
Благодаря описанной конструкции сегменты I-VII, как это схематично представлено на фиг. 15, можно сдвигать друг с другом в виде звезды и прижимать друг к другу в направлении окружности, так что сегменты I-VII жестко прилегают друг к другу на участках соединения 15, 16, 86. Траектории, по которым сегменты сводят друг к другу в процессе соединения с сохранением вращательной симметрии, необходимо тщательно выбирать в зависимости от очертаний участков соединения 15, 16, 86, чтобы избежать нежелательных столкновений. В частности, в некоторых формах исполнения необходимы криволинейные траектории.
Поскольку фиг. 5 демонстрирует фрагмент сегмента, от участка замыкающего кольца 1 видна только внутренняя кромка 3. Другие кромки 2, 4, 5 участка замыкающего кольца 1, при взгляде на сегмент сверху в осевой проекции, по своей длине совпадают с кромками 7, 9, 10 участка кольца ступицы 6.
Фиг. 6 демонстрирует (при взгляде сверху в осевой проекции на участок кольца ступицы) сегмент, который имеет конструкцию, сходную с сегментом согласно фиг. 2. Расположение лопасти 11 предусмотрено на сегменте таким образом, что оба ее конца со стороны сбегающего и набегающего потоков 12, 13 находятся на некотором расстоянии от кромок 4, 5, 9, 10. Как и в примере исполнения согласно фиг. 2, лопасть 11 незначительно выступает вперед в радиальном направлении над внутренней кромкой 3 участка замыкающего кольца 1.
В отличие от формы исполнения согласно фиг. 2, лопасть 11 изготовлена полой. Лопасть 11 не непрерывно является полой. Полая часть заканчивается в области участка замыкающего кольца 1, так что этот последний не пронизан полостью.
Полость в лопасти 11 в форме для литья под давлением создают с помощью подвижного стержня. Благодаря этому подвижному стержню лопасть 11 открыта в области участка кольца ступицы 6. Чтобы избежать шумообразования при эксплуатации крыльчатки вентилятора, а также отложений грязи внутри лопасти 11, предпочтительно закрывать лопасть 11 после литья под давлением или после процесса соединения всей крыльчатки вентилятора крышкой или чем-либо подобным или заполнять каким-либо материалом, например, вспененным материалом. Крышку можно наклеить, приварить или иным подходящим способом закрепить на участке кольца ступицы 6. Предпочтительно, чтобы этот закрывающий элемент имел такую конструкцию, чтобы его наружная сторона располагалась заподлицо с наружной стороной участка кольца ступицы 1. Чтобы добиться этого, необходимо, чтобы на изделии, изготовленном методом литья под давлением, в области полости на участке кольца ступицы 6 было предусмотрено углубление, в которое можно заподлицо с поверхностью поместить закрывающий элемент.
На фиг. 7 показан сегмент, имеющий в принципе ту же конструкцию, что и сегмент согласно фиг. 6. Разница состоит в том, что в пределах полой лопасти 11 предусмотрен по меньшей мере один элемент жесткости 22. Элемент жесткости конструктивно исполнен в виде перемычки, проходящей между противоположными друг другу боковыми стенками 23, 24 лопасти 11. Предпочтительно, чтобы элемент жесткости 22 простирался по всей высоте лопасти 11 в осевом направлении. Элемент жесткости 22 обеспечивает дополнительную прочность лопасти 11.
Для создания элемента жесткости в форме перемычки 22 в форме для литья под давлением предусмотрены два подвижных стержня, находящиеся на небольшом расстоянии друг от друга, так что при впрыскивании пластмассы между подвижными стержнями образуется перемычка 22.
В случае примеров исполнения согласно фиг. 1, 3 и 4 участки соединения 15, 16 расположены между сегментами I-VII не на одном радиальном луче, если смотреть в осевом направлении крыльчатки вентилятора. В случае радиального луча 60 (фиг. 1, 3 и 4), проходящего через точку пересечения каждой конкретной разделительной линии 15, 16 и имеющей форму окружности внутренней кромки 8 крыльчатки вентилятора, участки соединения 15, 16 расположены под углом α к этому радиальному лучу 60. В зависимости от прохождения разделительных линий 15, 16 угол α увеличивается в направлении от внутренней кромки 8 к наружной кромке 2.
Сегменты I-VII могут также иметь такую конструкцию, что участки соединения 15, 16 расположены на радиальном луче 60, так что угол α составляет 0°.
В зависимости от конструктивного исполнения сегментов I-VII величина угла а может составлять приблизительно до 80°. Этот диапазон углов не зависит от того, каким образом соединены друг с другом сегменты I-VII.
Фиг. 25 демонстрирует разрез через участки соединения 15, 16, 85 в форме исполнения, не увеличивающей площадь соединения. На ней в качестве примера и в увеличенном изображении представлен проходящий через участок соединения 15, 16, 85 с прилегающими друг к другу кромками сегментов 4, 9, 74 и 5, 10, 75 разрез А-А (см. фиг. 1, 3, 16, 18, 20). Траектория участка соединения 15, 16, 85 представляет собой по существу прямую линию, по кратчайшему пути соединяющую внутреннюю сторону 30 кольцевых участков 1, 6, 71 с наружной стороной 31. Участок соединения 15, 16, 85 или, соответственно, кромки 4, 9, 74 и 5, 10, 75 сегментов I и II проходят приблизительно перпендикулярно к внутренней стороне 30 и к наружной стороне 31. Эта форма конструктивного исполнения - простейшая форма конструктивного исполнения для сечения участка соединения. Конструкция соответствующей формы для литья под давлением проста и недорога. Выполненный таким образом участок соединения также дает возможность присоединения сегментов I и II друг к другу в направлении, перпендикулярном участкам кольца 1, 6, 71, как это необходимо, например, для формы исполнения согласно фигуре 3. Однако в этой форме исполнения участок соединения 15, 16, 85 обладает скорее небольшой площадью для склейки или сварки, и никакое дополнительное геометрическое замыкание между сегментами в осевом или радиальном направлении не формируется. Кроме того, не получаются никакие дополнительные возможности позиционирования в процессе присоединения.
На основании фиг. 8-11, 14 и 26 в качестве примеров приведены описания различных возможных форм сечения через участки соединения 15, 16, 85, позволяющих существенно увеличить площадь соединения без того, чтобы увеличивать толщину стенок колец 1*, 6*, 71*, и позволяющих создать по меньшей мере частичное геометрическое замыкание между соседствующими сегментами I-VII с точки зрения сдвига в осевом и/или радиальном направлении (конструкции (формы), увеличивающие площадь поверхностей соединения). На этих фигурах в каждом случае в качестве примера и в увеличенном изображении представлен проходящий через участок соединения 15, 16, 85 с прилегающими друг к другу кромками сегментов 4, 9, 74 и 5, 10, 75 разрез А-А (см. фиг. 1, 3, 16, 18, 20). В этих примерах предусмотрены увеличивающие площадь поверхностей соединения варианты исполнения, которые не только приводят к увеличению площади поверхности для склейки или сварки, но дополнительно еще и обеспечивают повышение устойчивости собранных сегментов к деформации. Кроме того, благодаря этому особому конструктивному исполнению участков соединения 15, 16, 85 при соединении сегментов I-VII с образованием крыльчатки вентилятора также получается возможность придания направления (позиционирования), облегчающая сборку крыльчатки вентилятора из сегментов. Вследствие этого процесс изготовления крыльчаток вентилятора согласно изобретению можно сделать значительно более экономичным, быстрым и точным.
В приведенной в качестве примера форме исполнения согласно фиг. 8 у кромки 4, 9, 74 сегмента I имеется выступающий вперед гребень 25, который по меньшей мере частично простирается по длине кромки 4, 9, 74 (перпендикулярно плоскости чертежа). У кромки 4, 9, 74 возможно также наличие нескольких гребней 25, распределенных по ее длине. Гребень 25 сужается в направлении своего свободного конца, а толщина его составляет примерно половину толщины участка кольца 1, 6, 71.
Противоположная кромка 5, 10, 75 сегмента II снабжена по меньшей мере одним соответствующим пазом 26, в зацепление с которым входит гребень 25 в каждом случае соседствующего сегмента. Паз 26 выполнен комплементарно в каждом случае соответствующему гребню 25 и также занимает примерно половину толщины участка кольца 1, 6, 71. В собранном положении гребень 25 по всей площади прилегает к боковым стенками и дну паза 26. Образованный обеими кромками 4, 9, 74 и 5, 10, 75 соседствующих в каждом случае сегментов участок соединения 15, 16, 85 характеризуется конструкцией из очень тонких поверхностей. Между кромками 4, 9, 74 и кромками 5, 10, 75 в участок соединения 15, 16, 85 введено клеящее средство.
В контексте изобретения гребень 25 представляет собой выступающий вперед элемент геометрического замыкания, а паз 26 - по меньшей мере приблизительно комплементарное углубление на кромке 4, 9, 74 или, соответственно, 5, 10, 75.
Гребень 25 и паз 26 выполнены так, что участки кольца 1, 6, 71 сегментов I, II стыкуются друг с другом, так что на наружной и внутренней стороне собранных вместе колец 1*, 6*, 71* не образуется зазор.
Из соображений полноты изложения следует упомянуть, что замена признаков "паз" и "гребень" друг на друга применительно к кромкам 4, 9, 74 и 5, 10, 75 точно так же остается в контексте изобретения, что по смыслу справедливо и для форм исполнения согласно фиг. 9-11, 14 и 26.
В случае формы исполнения согласно фиг. 9 гребень 25 конструктивно выполнен так, что он находится на небольшом расстоянии от боковых стенок и от дна паза 26. Благодаря этому на участке соединения 15, 16, 85 образуется свободное пространство 27, в которое можно ввести вязко-текучее клеящее средство 28. Соответственно, в этом примере исполнения участок соединения 15, 16, 85 благодаря полностью или частично заполненному клеящим средством 28 свободному пространству 27 обладает скорее большим объемом. Это клеящее вещество можно вводить в паз 26 до соединения обоих сегментов I, II. Размер свободного пространства 27, которое имеется по завершении соединения сегментов I и II друг с другом, конструктивно обеспечивается упором 98, то есть сегменты I и II двигают в направлении друг навстречу другу до тех пор, пока как минимум в области упора 98 не будет установлен непосредственный контакт между кромками сегментов 4, 9, 74 и 5, 10, 75. В качестве альтернативы возможно также вводить клеящее средством после соединения обоих сегментов I и II в свободное пространство 27 перпендикулярно плоскости чертежа.
В случае описанных форм исполнения согласно фиг. 8 и 9 предпочтительно наносить клеящее средство также и на область упора 98, так чтобы прилегающие друг к другу сегменты I, II были прочно соединены друг с другом соответствующим клеящим средством на большой площади.
Фиг. 10 демонстрирует соединение типа "паз-гребень", в котором прилегающие друг к другу кромками 4, 9, 74 и 5, 10, 75 сегменты I, II соединяют друг к с другом линейными сварными швами в области внутренней стороны 30 или, соответственно, наружной стороны 31 участков кольца 1, 6, 71. Сварной шов обозначен валиками шва 29. Сварное соединение предусмотрено вне пределов паза 26, так что сегменты I, II прилегают друг к другу своими расположенными вне пределов паза 26 торцевыми сторонами в области упора 98. Дополнительно гребень 25 может быть вклеен в паз 26, как это было описано применительно к фиг. 8 или 9.
В случае примера исполнения согласно фиг. 11 кромки 4, 9, 74 и 5, 10, 75 сегментов I, II выполнены ступенчатыми. В разрезе каждая кромка 4, 9, 74 и 5, 10, 75 сегмента состоит из выступающего вперед элемента геометрического замыкания 25* и комплементарного выступающему вперед элементу геометрического замыкания 25* соседствующего сегмента углубления 26*. Ступени обеих кромок 4, 9, 74 и 5, 10, 75 выполнены комплементарными друг другу, так что сегменты I, II на участке соединения 15, 16, 85 прилегают друг к другу по всей площади.
Участок соединения 15, 16, 85 в разрезе имеет примыкающие перпендикулярно ко внутренней стороне 30, а также к наружной стороне 31 участков кольца 1, 6, 71 торцевые области 32, 33, которые соединены друг с другом участком стенки 34. Предпочтительно, чтобы он проходил под небольшим уклоном относительно внутренней стороны 30, а также наружной стороны 31 сегментов I, II. Расположенный под уклоном участок стенки 34 облегчает присоединение друг к другу соседствующих сегментов I, II. Предпочтительно, чтобы переходы между торцевыми областями 32, 33 и участком стенки 34 были закруглены, во избежание образования трещин.
На торцевые области 32, 33 и на участок стенки 34 наносят клеящее средство, так что оба сегмента I, II на участках соединения 15, 16, 85 надежно склеивают друг с другом по всей площади. Предпочтительно, чтобы ступенчатая конструкция участков соединения 15, 16, 85 была предусмотрена по всей их длине.
Кроме того, ступенчатая конструкция участков соединения 15, 16, 85 дает возможность осуществлять процесс соединения при изготовлении крыльчатки вентилятора простым образом и без сложностей.
В случае примера исполнения согласно фиг. 26 эффект увеличения площади поверхностей соединения получают благодаря тому, что участок соединения 15, 16, 85, если смотреть в поперечном сечении, образует со внутренней стороной 30 или, соответственно, со внешней стороной 31 участков кольца 1, 6, 71 острые углы β или, соответственно, β* которые значительно меньше 90°, предпочтительно - между 70° и 30°. Если участок соединения 15, 16, 85, в поперечном сечении проходит по прямой, то по модулю углы β и β* примерно равны. Участок соединения 15, 16, 85 может, однако, проходить, если смотреть в поперечном сечении, также и по искривленной траектории, в силу чего величины углов β и β* могут также существенно отличаться друг от друга.
Варианты сечения, в частности, соответствующие фиг. 8, 11, 25 и 26, прекрасно годятся для форм исполнения, в которых сегменты I, II соединяют друг с другом сваркой по всей площади. На основании фиг. 14 дано подробное пояснение предпочтительного конструктивного исполнения соединения типа "паз-гребень", подобного фиг. 8, которое, в частности, хорошо годится для сварных соединений с помощью лазерной сварки, сварки трением, вибрационной сварки, сварки горячим газом или индукционной сварки.
Толщина стенок участков кольца 1, 6, 71 составляет величину D, которая может находиться в пределах приблизительно от 3 до 12 мм. Предпочтительный диапазон находится приблизительно между 4 мм и 8 мм. Особо предпочтительная толщина стенок D составляет приблизительно 6 мм. Глубина t паза 26 находится в пределах приблизительно (0,7-2,5)⋅D. Предпочтительно, чтобы глубина паза примерно вдвое превышала толщину стенок D.
Гребень 25 в сечении сужается в направлении своего свободного конца 35. Благодаря этому гребень 25 в процессе присоединения обладает самоцентрирующим действием. Кроме того, это сужение сечения полезно для прочности. Вблизи от свободного конца 35 толщина гребня 25 имеет величину d2, в то время как вблизи упора 98 толщина максимальна и равна d1. Своими боковыми стенками гребень 25 по всей площади прилегает к боковым стенкам паза 26. Торцевая сторона 35 гребня 25 находится на небольшом расстоянии от дна 36 паза 26. Это гарантирует, что оба сегмента I, II можно соединить друг с другом таким образом, чтобы боковые поверхности 39 и 40 гребня 25 прилегали к пазу по всей площади и что на внутренней стороне 30, а также на наружной стороне 31 колец 1*, 6*, 71* не образуются зазоры.
Благодаря сужению сечения гребня 25 сечение окружающих паз 26 областей 37, 38 участков кольца 1, 6, 71 непрерывно увеличивается, если смотреть, начиная от свободного конца паза в области упора 98. В области, где толщина составляет в сечении величину d2, гребень 25 подвергается лишь небольшой нагрузке, в то время как окружающая область 37, 38 паза сегмента II нагружена сильно. Область 37, 38 в состоянии выдержать эту нагрузку благодаря своей соответствующей толщине.
Напротив, в области сечения d1 гребень 25 нагружен очень сильно, так что окружающую область 37, 38 паза сегмента II можно соответствующим образом изготовить менее прочной.
Предпочтительно, чтобы угол заострения между двумя боковыми поверхностями 39, 40 гребня 25 находился приблизительно в диапазоне между 0,5° и 8°.
Переход между боковыми сторонами 39, 40 гребня 25 и упором 98 выполнен на сегменте I закругленным с радиусом R1. Выгодно, чтобы этот радиус R1 составлял приблизительно (0,05-0,3)⋅D. Для комплементарного радиуса R1 на сегменте II можно выбрать то же самое или незначительно большее значение, чтобы гарантированно избежать столкновения сегментов I и II в области R1 в процессе присоединения. Благодаря этому в области R1 образуется очень малый зазор (не изображенный на фиг. 14).
Выгодно, однако, конструировать этот переход между боковыми сторонами 39, 40 и упором 98 по принципам бионики, то есть не предусматривать никакого постоянного радиуса этого перехода. Предпочтительно, чтобы профиль кривизны перехода был выполнен так, чтобы радиус кривизны на упоре 98 был мал, а в направлении боковых поверхностей 39, 40 непрерывно увеличивался. Бионический вариант исполнения перехода обладает тем преимуществом, что с точки зрения передачи усилия от гребня 25 на участок кольца 1, 6, 71 сегмента I его можно конструктивно выполнить таким образом, чтобы избежать формирования трещин.
Переход от боковых стенок паза 26 к нижней стороне 36 паза 26 закруглен с радиусом R2. Выгодно, чтобы он составлял (0,05-0,3)⋅D. Для обеспечения оптимальной передачи усилия особо предпочтительно конструктивно выполнить закругление на переходном участке по принципам бионики, то есть не предусматривать какой-либо постоянный радиус. Благодаря этому этот закругленный переход можно таким образом оптимально настроить на нагрузки, возникающие при эксплуатации крыльчатки вентилятора, что формирования трещин в любом случае удается избежать. Предпочтительно, чтобы профиль кривизны перехода был выполнен так, чтобы радиус кривизны на дне 36 паза был мал, а в направлении боковых поверхностей 39, 40 поэтапно увеличивался.
В полностью собранном состоянии, то есть когда сегменты I и II стыкуются друг с другом на упоре 98, предпочтительно, чтобы в области боковых поверхностей 39, 40 уже имелось предварительное напряжение, обусловленное сжатием сегментов I и II друг с другом в процессе присоединения. Благодаря этому гарантируется, что боковые стороны 39, 40 гребня 25 и соответствующие боковые поверхности паза 26 после соединения прилегают друг к другу без зазора.
Если сегменты I, II соединяют друг с другом на участке соединения 15, 16, 85 посредством лазерной сварки, то в предпочтительной форме исполнения на кромки 4, 9, 74 и/или 5, 10, 75 перед процессом сборки наносят жидкость, поглощающую лазерное излучение. После сборки сегментов в процессе сварки лазерное излучение, которое проникает через специально применяемый прозрачный для используемого лазерного излучения материал участков кольца 1, 6, 71 преобразуется в этой области в тепло, благодаря чему находящийся по соседству материал плавится и образует соединение с материальным замыканием. Поскольку поглощающая жидкость поглощает только часть лазерного излучения или, соответственно сама становится прозрачной для лазера вследствие процесса сварки, сварку можно проводить с помощью одного единственного источника лазерного излучения в области обеих боковых поверхностей 39 и 40 гребня 25 одновременно.
Если с помощью одного единственного источника лазерного излучения одновременно проводят сварку в области обеих боковых поверхностей 39 и 40 гребня 25, может быть полезно, если на обеих боковых поверхностях 39 и 40 в каждом случае нанесены жидкости, поглощающие лазерное излучение в различной степени. В этом случае на ближнюю к источнику лазерного излучения боковую поверхность 39 наносят жидкость, поглощающую лазерное излучение в меньшей степени, в то время как на более удаленную от источника лазерного излучения боковую поверхность 40 наносят жидкость, поглощающую больше света лазера. Таким способом можно настроить равномерный в отношении боковых поверхностей 39, 40 процесс сварки.
Если проводят такой сварочный процесс, то в качестве материала для сегментов I-VII предпочтительно применять специальную пластмассу, в основном прозрачную для используемого при сварке лазера. В предпочтителдьной форме исполнения сегменты I-VII, в частности, в области своих кромок 4, 9, 74 и 5, 10, 75, а также их непосредственного окружения не подвергают обработке резанием после процесса литья под давлением, поскольку иначе поверхности будут в слишком сильной степени обладать свойствами поглощения, отражения и/или рассеивания света лазера. На подлежащие сварке места, по существу на кромки 4, 9, 74 и/или 5, 10, 75, перед процессом сварки наносят изложенным образом специальную жидкость, поглощающую свет лазера. Она обеспечивает преобразование энергии света лазера в тепло точно в желательном месте, так что в этой области происходит локальное расплавление пластмассы. Эта лазерная техника дает возможность осуществлять сварку не только на наружной поверхности кольца 1*, 6*, 71* в области внутренней стороны 30 и наружной стороны 31, но также и во внутренних областях участков соединения 15, 16, 85 материала крыльчатки вентилятора.
В предпочтительной форме исполнения у сегментов I-VII в области внутренней стороны 31 и/или наружной стороны 30 в непосредственном окружении участков соединения 15, 16, 85 особо гладкая поверхность. Этого можно добиться, например, полировкой соответствующих участков формы для литья под давлением. Благодаря этому способность этих поверхностей поглощать, отражать и/или рассеивать свет лазера уменьшается еще сильнее, что в процессе лазерной сварки положительно влияет на ввод света лазера в участки соединения 15, 16, 85.
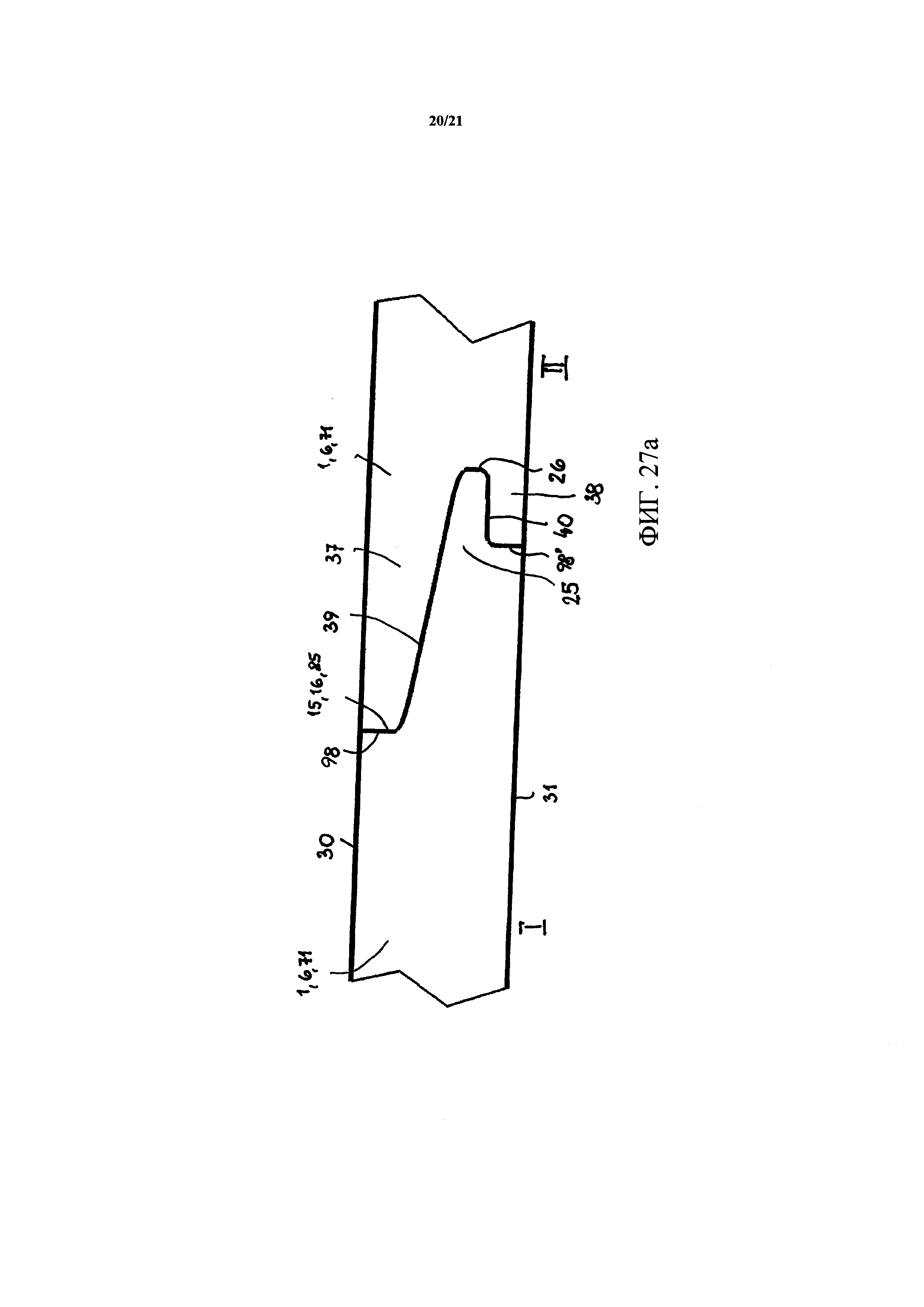
С отсфлкой на фиг. 27а приведено пояснение предпочтительного варианта исполнения соединения "паз-гребень" между соседствующими сегментами I, II, выполненного сходно с примером исполнения согласно фиг. 14. Форма исполнения согласно фиг. 27а хорошо годится, в частности, для лазерных сварных соединений между двумя сегментами I, II. У сегмента I в качестве элемента геометрического замыкания имеется гребень 25, боковая сторона 39 которого, обращенная к верхней стороне 30 участка кольца 1, 6, 71 прочно сварена с боковой стенкой паза 26 в участке кольца 1, 6, 71 сегмента II. Эта конструкция имеет преимущества тогда, когда сварка на боковой стороне 40 гребня 25, расположенной на удалении от источника лазерного излучения, невозможна или возможна лишь с затруднениями, например, ввиду недостаточной прозрачности используемой пластмассы для света лазера. Следствием этого является тот факт, что лазерной сваркой на боковой стороне 40 невозможно сформировать несущее сварное соединение вообще или же возможно лишь получить слабое несущее соединение. Поэтому большая часть передачи усилия или даже вся передача усилия осуществляется через боковую поверхность 39.
По этой причине площадь боковой поверхности 39 сделана большей, чем противоположной боковой поверхности 40. В результате этого гребень 25, в отличие от примеров исполнения согласно фиг. 8-10 и 14, имеет не симметричное, а асимметричное сечение. Из-за этого передача усилия между обоими сегментами I и II получается асимметричной. Из-за асимметрии гребня 25 в сечении расположенные по обе стороны от гребня 25 области 37, 38 участка кольца 1, 6, 71 сегмента II выполнены асимметричными, если смотреть в разрезе согласно фиг. 27а. Передача большей части усилия или всего усилия осуществляется через область 37, относящуюся к большей боковой поверхности 39. По этой причине толщина этой области 37 существенно больше, чем противолежащей области 38, которая к тому же значительно короче, чем область 37, если измерять перпендикулярно направлению толщины сегментов.
Гребень 25 во взаимодействии с пазом 26 выполняет функцию самоцентрирования сегментов I и II при сборке с получением крыльчатки вентилятора. Ввиду наличия угла заострения между двумя боковыми поверхностями 39, 40 при сборке в области боковой поверхности 3 достигается необходимое для лазерной сварки давление прижима. В остальном для этой формы исполнения справедливо также изложенное применительно к примеру исполнения согласно фиг. 14.
Боковая поверхность 39 примыкает к упору 98 под тупым углом, в то время как боковая поверхность 40 примыкает к упору 98' сегмента I или, соответственно, его участка кромки 1, 6, 71 приблизительно под прямым углом. Ввиду асимметричной формы сечения гребня 25 оба упора 98, 98', если смотреть перпендикулярно направлению толщины сегментов I, II, располагаются со сдвигом друг относительно друга, как видно из фиг. 27а. При сборке сегменты I и II двигают в направлении друг друга до тех пор, пока они не вступят в контакт друг с другом в области упоров 98, 98'. В области упоров 98, 98' можно предусмотреть клеящее средство, так что собранные вместе сегменты I, II прочно соединяются друг с другом не только благодаря лазерной сварке, но также и клеевым соединением. Оба упора 98, 98' в каждом случае примыкают к верхней стороне 30 или, соответственно, к нижней стороне 31 сегмента I под прямым углом. Паз 26 как углубление в сегменте II выполнен приблизительно комплементарно гребню 25, так что составленные вместе сегменты I, II можно надежно и прочно соединить друг с другом. Кроме того, благодаря этому обеспечивается безупречная передача усилия.
Упоры 98, 98' сегмента I с соответствующими контрупорами сегмента II образуют участок соединения 15, 16, 85.
Фиг. 27b демонстрирует конструкцию соединения типа "паз-гребень", сходную с таковой согласно фиг. 27а. Это соединение также особо удобно, в частности, для соединения с помощью лазерной сварки. Чтобы увеличить площадь боковой стороны 39 гребня 25, в основном передающей усилие, а также в основном передающей усилие области 37, в области участка соединения 15, 16, 85 толщина стенки больше, чем в области вне пределов этого участка соединения. В этих целях очертания нижней стороны 31 участка кольца 1, 6, 71 сегмента I характеризуются прохождением с отклонением, в то время как контур верхней стороны 30 ровный.
Таким же образом, нижняя сторона 31 участка кольца 1, 6, 71 сегмента II на участке соединения выполнена так, что проходит с отклонением, благодаря чему толщина стенки на участке соединения увеличивается. В области за пределами участка соединения сегменты I, II имеют толщину стенки D. В пределах участка соединения толщина стенки Dmax сегментов I, II больше, чем толщина стенки D в области за пределами участка соединения. Предпочтительно, чтобы толщина стенки Dmax превышала толщину стенки D в 1,05-1,2 раза.
Область 38 сегмента II, которая служит только для центрирования и для передачи давления прижима во время процесса соединения, выступает вперед относительно остального контура нижней стороны 31.
Описанная конструкция соединения типа "паз-гребень" позволяет повысить давление прижима на боковую сторону 39 гребня 25 в процессе соединения благодаря тому, что на участке соединения 15, 16, 85 на верхнюю сторону 30 воздействует давление или усилие с одной стороны. При этом сегменты I, II фиксируют в зажимах на удалении от участка соединения 15, 16, 85.
В остальном эта форма исполнения по конструкции идентична примеру исполнения согласно фиг. 27а. Соответственно, для формы исполнения согласно фиг. 27b справедливо изложенное применительно к примерам исполнения согласно фиг. 14 и 27а.
Фиг. 12 демонстрирует перспективное изображение (аксонометрическую проекцию) еще одной формы исполнения сегмента для изготовления крыльчатки вентилятора. Из фиг. 12 явствует принципиальная конструкция описанных выше сегментов. Изготовленный в виде одной детали сегмент имеет лопасть 11, которая простирается между участком замыкающего кольца 1 и участком кольца ступицы 6 У участка замыкающего кольца искривленная наружная кромка 2, а также искривленная внутренняя кромка 3 (при виде сверху). В этом примере исполнения наружная кромка снабжена отклонением (отогнутым участком) 41, которое простирается по длине окружности участка замыкающего кольца 1.
Участок замыкающего кольца 1 на некотором расстоянии от отклонения 41 искривлен таким образом, что внутренняя кромка 3 находится в осевом направлении на большем расстоянии от участка кольца ступицы 6, чем наружная кромка 2. У участка замыкающего кольца 1 имеются две кромки 4, 5.
У участка кольца ступицы 6 искривленная наружная кромка 7 и искривленная внутренняя кромка 8. На обоих своих концах кромки 7, 8 соединены друг с другом кромками 9, 10. В области наружной кромки 7 участок кольца ступицы 6 незначительно отклоняется в направлении, противоположном участку замыкающего кольца. В остальном участок кольца ступицы 6 изготовлен плоским.
Кромки 4, 9 снабжены гребнями 25, как это уже описано с опорой на фиг. 8-10 и 14. Соответственно, кромки 5, 10 снабжены пазами 26. Гребни 25 прерываются вырезами 42, пазы 26 также прерываются комплементарными вырезам 42 участками 43. Комплементарные друг другу пазы и участки 42, 43 изготовлены так, что сборка (составление вместе) облегчается. В собранном состоянии благодаря вырезам 42 и участкам 43 достигается дополнительное геометрическое замыкание в продольном направлении участка соединения 15, 16. Кроме того, при этом вырезы и участки 42, 43 благодаря своей скошенной форме с сужением способствуют правильному позиционированию соседствующих сегментов друг относительно друга при сборке (центрирующее действие).
При взгляде на сегмент сверху его контуры (за исключением конструктивного исполнения кромок 4, 9, 74 и 5, 10, 75) такие же, как и у сегмента согласно фиг. 2. Поэтому применительно к расположению кромок участка замыкающего кольца 1 и участка кольца ступицы 6 можно сослаться на изложенное применительно к этой фигуре.
На фиг. 22 представлен фрагмент кромки сегмента 4, 9, 74 в боковой проекции и в увеличенном изображении. В этом примере исполнения на кромке 4, 9, 74 предусмотрены гребни 25, причем в сечении их конструктивное исполнение может быть сходным с тем, которое описано применительно к фигурам 8-10 и 14. Вдоль кромок 4, 9, 74 между гребнями 25 приблизительно на одинаковом расстоянии имеются разрывы 44. Паз соседнего сегмента (не показан) в этом случае может быть исполнен сплошным, то есть без разрывов. Техническое преимущество, которое достигается посредством этих разрывов, состоит в том, что гибкость гребней 25 с точки зрения незначительных сдвигов поперек участков кольца 1, 6, 71 больше, что выгодно при процессе сборки для компенсации допусков в направлении поперек участков кольца 1, 6, 71. Целесообразно, чтобы расстояние а между двумя разрывами 44 в продольном направлении лежало между величинами, равными 0,5 глубины паза t и в 5 раз превышающими t. В основании выреза между соседствующими гребнями 25 целесообразно предусмотреть закругление между двумя соседними гребнями 25, которое может представлять собой полное закругление или же, однако, быть исполнено по принципам бионики, то есть с непостоянным радиусом.
Наконец на фиг. 13 показана половина крыльчатки радиального вентилятора в осевом разрезе. Она армирована (укреплена) тремя лентами 54-56, проходящими по ее окружности. Целесообразно наносить ленты на крыльчатку вентилятора с предварительным натяжением. Предварительное натяжение может находиться в пределах от 10 Н до приблизительно 10 кН, предпочтительно составляя приблизительно от 10 до 100 Н/мм2 площади сечения ленты.
В примере исполнения на крыльчатке вентилятора имеются три ленты 54 - 56. В зависимости от величины крыльчатки вентилятора может быть предусмотрена только одна лента, две или более трех лент. Количество лент может составлять от 1 до 10. Для лент 54 - 56 предпочтительно применяются термопласты, как то: полиамид (РА6, РА66, РА66/6, PAPA, РРА, РА 4.6, РА 12), сложный полиэфир (РВТ, PET), полипропилен (РР), PPS, PES, PESU, PEEK, ABS, PC, ASA и т.п. Предпочтительно применять в качестве материала для лент полиамид, полипропилен или сложный полиэфир.
Кроме того, для лент 54-56 можно также применять дуропласты, например, эпоксидную смолу, смолу на основе мочевины или фенольную смолу. Предпочтительно применять в качестве дуропласта систему эпоксидных или фенольных смол.
Предпочтительно, если ленты 54-56 армированы волокнами, вне зависимости от того, состоят ли они из термопласта или из дуропласта. В качестве армирующих волокон можно использовать стекло, углерод, арамид, термопласт (PET, РА) или натуральные волокна, как, например, лен, коноплю, сизаль, джут или кокос.
Волокна предпочтительно представляют собой бесконечные волокна, которые просты в изготовлении и недороги. Их можно без каких-либо сложностей вводить в массу пластмассового материала лент 54-56.
Ленты 54-56 простираются по окружности крыльчатки вентилятора и надлежащим образом закреплены на ней. Так, например, ленты 54-56 могут быть соединены с крыльчаткой вентилятора с помощью сварки. Для процесса сварки можно применять диодные лазеры, а также, однако, и другие лазерные системы. Если сегменты изготовлены из в основном прозрачного для лазера материала, то в предпочтительной форме исполнения перед лазерной сваркой на область подлежащих сварке лент 54-56 наносят поглощающую лазерное излучение жидкость. Для сварки можно также применять ультразвук. Также возможно создать прочное соединение между лентами и крыльчаткой вентилятора с помощью трения в направлении окружности.
В качестве еще одной возможности для соединения лент 54-56 с крыльчаткой вентилятора можно использовать также склейку. В качестве клеящих средств можно использовать однокомпонентные или двухкомпонентные клеящие вещества, как то: полиуретан, акрил, метакрилаты или силиконы, или же системы на основе растворителей.
Соединение между лентами 54-56 и крыльчаткой вентилятора можно также осуществить, оборачивая ее затвердевающим дуропластом, который затвердевает после намотки. Благодаря этому достигается надежное и прочное соединение между данной конкретной лентой 54-56 и крыльчаткой вентилятора.
В представленном примере исполнения замыкающее кольцо 1* снабжено вдоль своей наружной кромки 2 проходящим по окружности пазом 57, в который вложена лента 55. Таким образом, паз 57 присутствует на наружном диаметре замыкающего кольца 1*.
На внутреннем диаметре замыкающего кольца 1* также имеется проходящий по окружности паз 58, в котором размещается лента 54.
Кольцо ступицы 6* по своему наружному диаметру снабжено проходящим по окружности пазом 59 для ленты 56.
Все пазы 57-59 открыты в направлении окружности крыльчатки вентилятора. Это позволяет легко вкладывать ленты 54-56 в пазы 57-59. Пазы 57-59 можно предусмотреть при литье под давлением сегментов I-VII. В этом случае у каждого из этих сегментов на участке замыкающего кольца 1 или, соответственно, участке кольца ступицы 6 имеются соответствующие участки кольцевого паза, которые при соединении сегментов I-VII формируют проходящие по окружности крыльчатки вентилятора кольцевые пазы.
Боковые стенки пазов проводят ленты 54-56 в осевом направлении, так что они не могут соскользнуть с крыльчатки вентилятора.
Возможна многократная навивка лент 54-56 по боковой поверхности крыльчатки. При этом предпочтительно навивать ленты 54-56 вокруг окружности крыльчатки вентилятора столько раз, чтобы пазы 57-59 были целиком заполнены лентой.
В принципе, однако, достаточно, чтобы данная конкретная лента 54-56 была обернута вокруг окружности крыльчатки вентилятора всего один раз, причем оба конца ленты накладываются друг на друга. Предпочтительно, чтобы длина перекрытия по меньшей мере в 10 раз превышала ширину ленты и максимально составляла 20% окружности. При таком конструктивном исполнении предпочтительно, если ширина ленты 54-56 соответствует ширине паза.
Ленты 54-56 прочно удерживают сегменты I-VII вместе, так что в том числе и при высоких нагрузках, например, при высоких скоростях вращения и больших диаметрах крыльчатки вентилятора, отсутствует опасность того, что сегменты отделятся друг от друга.
Если крыльчатки вентилятора снабжены описанными лентами 54-56, армированными бесконечными волокнами, то крыльчатки можно эксплуатировать при высоких предельных скоростях вращения.
Ленты также могут быть предусмотрены у крыльчаток вентиляторов, которые не изготовлены из сегментов, а выполнены в виде одной детали. В случае таких крыльчаток вентиляторов намотанные на крыльчатку ленты 54-56 тоже приносят пользу, в частности, с точки зрения повышения предельной скорости вращения крыльчатки вентилятора.
Предпочтительно, чтобы доля волокон в лентах 54-56 составляла от 10 до 65 процентов по объему, предпочтительно - от 25 до 60 процентов по массе.
Крыльчатки осевых вентиляторов, диагональные крыльчатки или статоры также можно полезным образом укреплять лентами 54-56 описанным способом по замыкающему кольцу 1*, и/или кольцу ступицы 6*, и/или промежуточным кольцам 76*.
У крыльчаток вентиляторов, изготовленных из сегментов, можно полностью исключить появление линий стыка (соединяющих швов, линий "холодного спая"), которые обязательно появляются при литье под давлением крыльчаток целиком. Литье под давлением отдельных сегментов, в частности, сегментов, имеющих только одну лопасть 11, можно спроектировать без соединяющих швов. Таким образом, этого слабого места, с трудом поддающегося контролю, у собранных из сегментов крыльчаток вентиляторов можно избежать. Прочности участков соединения 15, 16, 85, получаемых посредством клеевых или сварных соединений, можно добиться посредством описанных элементов изобретения.
Сегменты в каждом случае сконструированы так, что в процессе монтажа их можно свести воедино одинаковым или, соответственно, сходным движением. На левом изображении фиг. 15 сегменты I-VII представлены в исходном состоянии. Обозначающие движение стрелки для каждого сегмента демонстрируют, что они осуществляют одно и то же движение, сводящее их вместе. Благодаря этому процесс монтажа существенно упрощается и облегчается. Такой способ сборки воедино возможен, однако, только в случае таких сегментов, на кромках 4, 9, 74; 5, 10, 75 которых не имеется никаких выступающих вперед элементов геометрического замыкания, которые обеспечивают геометрическое замыкание в направлении окружности, как это в качестве примера изображено на фиг. 3. В этом случае сегменты из-за выступа 18 и проема 17 необходимо собирать вместе в осевом направлении. В этом случае общим направлением движения сегментов может быть движение в осевом направлении.
После процесса соединения крыльчатку вентилятора можно дополнительно обрабатывать резанием. Это важно, например, тогда, когда в определенных областях крыльчатки вентилятора требуется высокая точность по радиальному биению. Это целесообразно, например, для пазов 57-59 (фиг. 13) для лент 54-56. Кроме того, последующая обработка необходима, например, с точки зрения центрирующего диаметра, а также наружного диаметра замыкающего кольца 1* или, соответственно, кольца ступицы 6*. Также можно сначала не предусматривать пазы 57-59 в сегментах I-VII, а формировать их при обработке резанием после соединения сегментов.
Реферат
Крыльчатка вентилятора имеет расположенные с распределением по окружности лопасти (11), которые в направлении окружности соединены друг с другом по меньшей мере одним кольцом. Крыльчатка вентилятора состоит по меньшей мере из трех цельных сегментов (I-VII). Они в каждом случае имеют по меньшей мере один участок (1) по меньшей мере одного кольца, а также или одну лопасть (11), или по меньшей мере часть лопастей. Сегменты (I-VII) соединены вместе с образованием крыльчатки вентилятора. Участки кольца (1) прилегают друг к другу расположенными поперек направления окружности крыльчатки вентилятора и формирующими участки соединения (15, 16) кромками (4, 5). По меньшей мере одна кромка (4) участка кольца (1) каждого сегмента (I-VII) снабжена по меньшей мере одним выступающим элементом геометрического замыкания (18), и по меньшей мере одна кромка (4, 5) участка кольца (1) каждого сегмента (I-VII) - по меньшей мере одним по крайней мере приблизительно комплементарным элементу геометрического замыкания (18) углублением (17). 16 з.п. ф-лы, 28 ил.
Комментарии