Способ повторного формования древесноволокнистой плиты средней плотности и изделие, полученное этим способом, такое как обшивка дверей - RU2242356C2
Код документа: RU2242356C2
Чертежи

Описание
Настоящее изобретение относится к изделию, полученному повторным формованием из древесно-волокнистой плиты средней плотности (ДВСП), такому, как обшивка двери, и способу повторного формования плиты ДВСП для изготовления такого изделия.
Имеется ряд известных технологий изготовления составных пустотелых дверей с декоративными деталями, такими как имитации филенок дверей и имитация раскраски под дерево. Некоторые из этих технологий включают формование плит ДВСП для создания обшивок дверей. Такие обшивки дверей впоследствии окончательно обрабатываются с использованием грунтовок, пигментов и тому подобного для создания обработанной обшивки двери. Обработанные обшивки дверей затем прикрепляются к противоположным сторонам опорной рамы для образования пустотелой двери.
Несмотря на то, что по таким традиционным технологиям могут быть созданы фактически реальные имитации филеночных деревянных дверей, они обычно включают использование покупной обшивки двери, которая является относительно дорогой, потому что она производится путем использования сложного дорогостоящего процесса формования. Masonite Corporation, например, производит отформованные обшивки дверей путем прессования относительно толстого волокнистого мата в обшивку двери, имеющую требуемые филенки. Отформованная обшивка двери создается путем профилирования, глубина которого близка или совпадает с обычной глубиной реальной филенчатой двери. Формы, которые обеспечивают такое профилирование, однако, являются сложными и очень дорогими. Для таких процессов формования также требуется чрезмерное количество времени и энергии. В результате традиционные имитации филенчатых деревянных дверей являются довольно дорогими. Обычно они являются слишком дорогими для использования в проектах дешевых домов и при изготовлении их в домостроительной промышленности. Поскольку большинство зданий имеют множество дверей, расходы, связанные с установкой традиционных имитаций филенчатых дверей в конкретных зданиях, умножаются на количество дверей в здании. В результате эстетические преимущества, создаваемые имитациями филенчатых деревянных дверей, редко используются владельцами или нанимателями дешевых зданий, офисов, трейлеров, промышленных зданий и тому подобного.
Следовательно, в этой области техники нужен способ изготовления обшивки двери с декоративными деталями, такими как имитации деревянных филенок, и текстура, имитирующая раскраску под дерево, с использованием относительно простых, быстрых и недорогих технологий и оборудования для формования.
Также нужен способ формования плоских плит ДВСП после окончательной обработки без разрушения покрытия(ий) обработанного изделия или растрескивания плиты ДВСП и/или волокон, которые в ней содержатся. Определенные удобства и эффективность изготовления могут быть реализованы, если плоские плиты ДВСП могут быть окончательно обработаны перед формованием. Это, например, дает возможность наносить отделочные покрытия с использованием валика для нанесения покрытий и других технологий нанесения, которые наилучшим образом подходят для использования на плоских поверхностях. Кроме того, это позволит штабелировать обработанные плоские плиты ДВСП на складе и производить формование таких плоских плит после получения заказов без необходимости выполнения впоследствии процесса окончательной обработки.
В известном уровне техники делались попытки изменять форму плоской плиты ДВСП, но эти попытки до сих пор не создали промышленно пригодного изделия. В результате часто была получена в промышленности поверхность из-за разрыва волокон плиты и, таким образом, созданная поверхность не подходила для окончательной обработки. Попытки изменения формы “обработанной” плиты ДВСП не известны.
Первой задачей настоящего изобретения является решение проблем, связанных с традиционными технологиями формования путем создания, помимо всего прочего, способа повторного формования предварительно обработанной древесно-волокнистой плиты средней плотности (ДВСП), имеющей, по меньшей мере, одну предварительно обработанную поверхность, на которую нанесено, по меньшей мере, одно покрытие.
Другой задачей настоящего изобретения является создание способа изготовления обшивки двери с декоративными деталями, такими как имитации деревянных филенок, и текстура, имитирующая раскраску под дерево, с использованием относительно простых быстрых и недорогих технологий и оборудования для формования.
Еще одной задачей настоящего изобретения является создание способа формования плоских плит ДВСП после окончательной обработки без разрушения покрытия(й) на окончательно обработанном изделии или разрушения плиты ДВСП и/или волокон, содержащихся в ней.
Еще одной задачей настоящего изобретения является создание изделия из древесно-волокнистой плиты средней плотности (ДВСП), содержащего предварительно обработанную древесно-волокнистую плиту средней плотности (ДВСП), имеющую, по меньшей мере, одну предварительно обработанную поверхность, на которую нанесено, по меньшей мере, одно покрытие, причем предварительно обработанная поверхность(и) и покрытие(я) получены путем прессования в форме для создания рельефной детали после нанесения покрытия(ий).
Для достижения этих и других задач настоящим изобретением предусмотрен способ повторного формования плоской предварительно обработанной древесно-волокнистой плиты средней плотности (ДВСП), имеющей, по меньшей мере, одну предварительно обработанную поверхность, на которую нанесено, по меньшей мере, одно покрытие. Способ содержит стадии, на которых: плоскую предварительно обработанную древесно-волокнистую плиту средней плотности помещают в форму для горячего прессования; закрывают форму для горячего прессования, в то время как предварительно обработанная древесно-волокнистая плита средней плотности помещена в нее; прессуют и нагревают предварительно обработанную древесно-волокнистую плиту средней плотности, используя указанную форму для горячего прессования для осуществления повторного формования предварительно обработанной поверхности(ей) без растрескивания, образования пузырьков или удаления покрытия(ий); открывают форму для горячего прессования; и удаляют предварительно обработанную древесно-волокнистую плиту средней плотности из формы для горячего прессования.
Настоящим изобретением также предусмотрено изделие из древесно-волокнистой плиты средней плотности (ДВСП), содержащее предварительно обработанную древесно-волокнистую плиту средней плотности (ДВСП), имеющую, по меньшей мере, одну предварительно обработанную поверхность, на которую нанесено, по меньшей мере, одно покрытие. Предварительно обработанная поверхность(и) и покрытие(я) на плите подвергаются прессованию в форме для создания на ней повторно отформованной детали после нанесения покрытия(ий).
Также настоящим изобретением предусмотрен способ изготовления предварительно обработанной древесно-волокнистой плиты средней плотности (ДВСП), которая может быть повторно отформована после окончательной обработки, причем способ содержит стадии, на которых: наносят, по меньшей мере, один слой пигмента на, по меньшей мере, одну основную поверхность плоской необработанной древесно-волокнистой плиты средней плотности и наносят, по меньшей мере, один верхний слой полимера поверх слоя(ев) пигмента. Верхний слой(и) полимера содержит(ат) высвобождающее вещество, которое предотвращает приклеивание верхнего слоя(ев) полимера к форме для горячего прессования при последующем прессовании в форме. Слой(и) пигмента и верхний(е) слой(и) полимера наносят с использованием таких материалов и их толщин, которые могут выдержать прессование в форме при температурах и давлениях, достаточных для повторного формования слоя(ев) пигмента и слоя(ев) полимера без растрескивания, образования пузырьков и приклеивания к форме для прессования.
Вышеуказанные и другие задачи и преимущества будут более очевидны при последующем описании, которое рассматривается совместно с прилагаемыми чертежами.
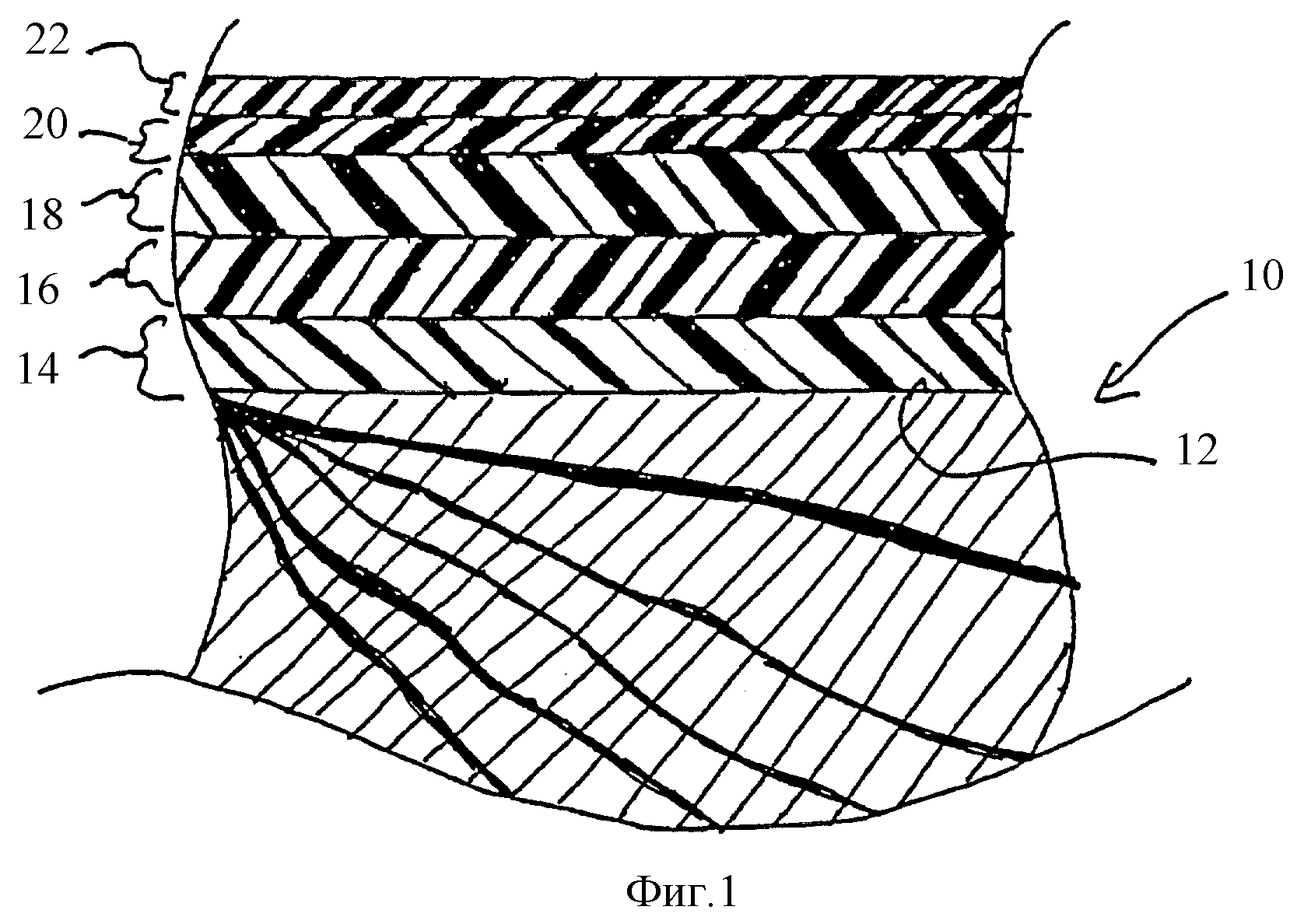
Фиг.1 изображает вид в частичном поперечном разрезе предварительно обработанной плиты ДВСП в соответствии с предпочтительным воплощением настоящего изобретения перед повторным формованием;
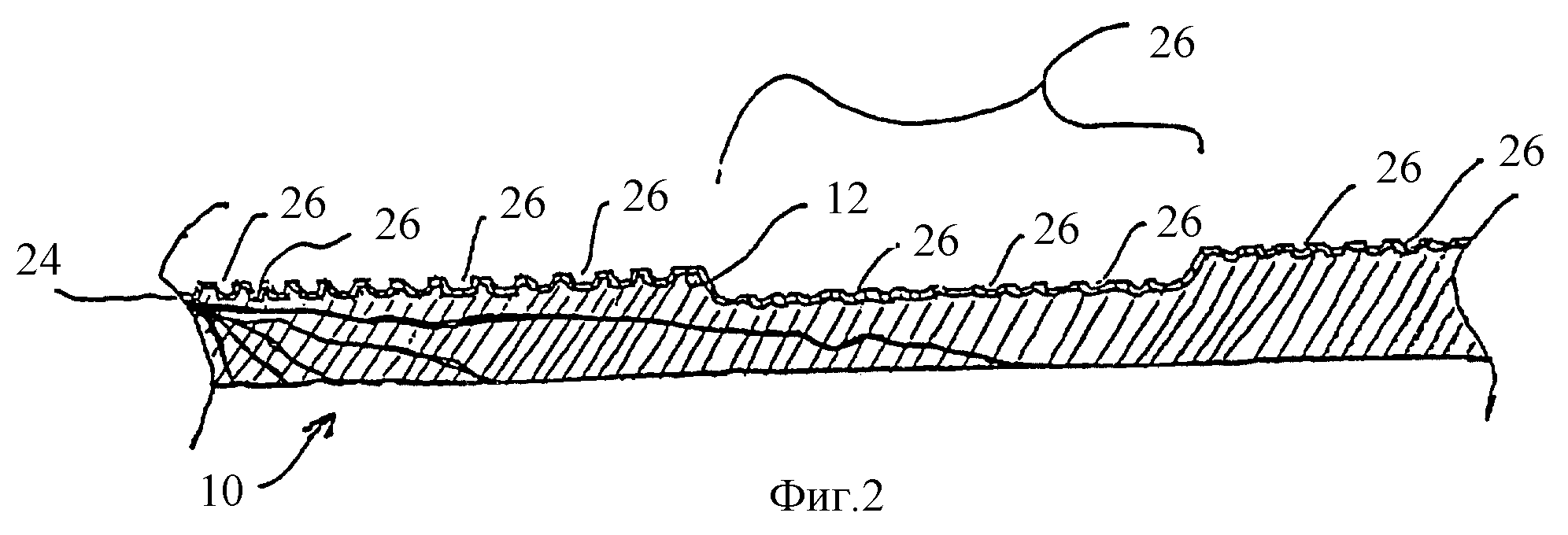
фиг.2 - вид в частичном поперечном разрезе предварительно обработанной плиты ДВСП в соответствии с предпочтительным воплощением настоящего изобретения после повторного формования;
фиг.3 - вид в перспективе в разобранном виде пустотелой двери, которая изготовлена в соответствии с предпочтительным воплощением настоящего изобретения.
В соответствии с настоящим изобретением осуществляют способ повторного формования предварительно обработанной древесно-волокнистой плиты средней плотности (ДВСП), имеющей, по меньшей мере, одну предварительно обработанную поверхность, на которую, в свою очередь, нанесено, по меньшей мере, одно покрытие.
Способ содержит стадии, на которых: помещают плоскую заготовку предварительно обработанной древесно-волокнистой плиты средней плотности в форму для горячего прессования; закрывают форму для горячего прессования в то время как заготовка предварительно обработанной древесно-волокнистой плиты средней плотности помещена в нее; прессуют и нагревают заготовку предварительно обработанной древесно-волокнистой плиты средней плотности, используя указанную форму для горячего прессования для изменения в трех направлениях формы предварительно обработанной поверхности(ей) без растрескивания, образования пузырьков или удаления покрытия(ий); открывают форму для горячего прессования; и удаляют предварительно обработанную древесно-волокнистую плиту средней плотности из формы для горячего прессования.
Форма для горячего прессования предпочтительно имеет, по меньшей мере, одну рельефную поверхность, и стадия прессования и нагрева производится так, чтобы рельефная поверхность производила повторное формование, по меньшей мере, предварительно обработанной поверхности предварительно обработанной плиты ДВСП. Для предотвращения растрескивания, образования пузырьков или удаления покрытия(ий), рельефной поверхности придают такую форму, и стадию прессования и нагрева выполняют так, чтобы повторное формование предварительно обработанной поверхности(ей) производилось только на относительно небольшое расстояние внутрь плиты ДВСП, предпочтительно не более, чем на 1,14 мм. Такое неглубокое повторное формование плиты ДВСП также предотвращает разрыв волокон, содержащихся в плите ДВСП, который может в противном случае произойти, если используются технологии и рельефные поверхности для более глубокого повторного формования. Кроме того, поскольку покрытие предпочтительно полимеризуется при нагревании относительно твердой поверхности, повторно отформованная заготовка после удаления из формы имеет поверхность, стойкую к повреждению.
Поскольку плита ДВСП имеет тенденцию высушиваться при последующем нагреве и прессовании, предпочтительный способ повторного формования предварительно обработанной плиты ДВСП дополнительно содержит стадию повторного увлажнения предварительно обработанной плиты ДВСП после стадии прессования и нагрева. Такое повторное увлажнение может быть произведено путем нанесения воды, пара или тому подобного на повторно отформованную плиту ДВСП после процесса прессования в форме. Такое повторное увлажнение предпочтительно предотвращает постепенное расширение повторно отформованной плиты ДВСП, которое произойдет в противном случае, поскольку плита ДВСП имеет тенденцию возврата к ее начальному влагосодержанию, приблизительно 8%.
Также нанесение воды либо распылением, либо другим способом служит для охлаждения повторно отформованной плиты ДВСП после стадии нагрева и прессования. Это, в свою очередь, облегчает ускоренное штабелирование повторно отформованных плит ДВСП для последующего хранения и/или распределения.
Предпочтительно предварительно обработанная поверхность предварительно обработанной плиты ДВСП создается с использованием способа предварительной обработки, которая, в свою очередь, выполняется на необработанной плоской плите ДВСП (или основании). Способ предварительной обработки содержит, например, стадии, на которых наносят, по меньшей мере, один слой пигмента на, по меньшей мере, одну основную поверхность необработанной плиты ДВСП, и после этого наносят, по меньшей мере, один верхний слой полимера поверх слоя(ев) пигмента. Верхний слой(и) полимера имеет(ют) высвобождающее вещество (например, в форме высвобождающих свойств, которыми обладает сам верхний слой), которое предотвращает его приклеивание к форме для горячего прессования при последующем прессовании и нагреве.
Если слой(и) пигмента не может покрыть отметины или изменения цвета в необработанной плите ДВСП, способ предварительной обработки может быть модифицирован так, чтобы включать нанесение, по меньшей мере, одного грунтовочного слоя, который служит грунтовкой, перед нанесением слоя(ев) пигмента. Грунтовочный слой наносится на основную поверхность(и) необработанной плиты ДВСП. Слой (и) пигмента затем наносят поверх грунтовочного слоя(ев).
Грунтовочный слой, слой(и) пигмента и верхний слой(и) полимера наносят с использованием таких материалов и их толщин, которые могут выдержать прессование в форме при температурах и давлениях, которые достаточны для повторного формования грунтовочного слоя, слоя(ев) пигмента и верхнего слоя(ев) полимера без растрескивания, образования пузырьков и приклеивания к форме для прессования, и для полимеризации верхнего слоя(ев).
Предпочтительно, различные слои, которые наносятся при последующем процессе предварительной обработки по настоящему изобретению, наносятся посредством валика для нанесения покрытий. Использование валика для нанесения покрытий является предпочтительным в связи с точностью нанесения покрытия(ий) желаемой толщины. Желаемая толщина в большинстве применений является действительно очень тонкой, поскольку тонкие покрытия имеют тенденцию приходить в такое состояние, в котором они становятся стойкими к размазыванию, быстрее, чем более толстые покрытия. Более того, множество слоев является предпочтительным для того, чтобы гарантировать полное покрытие поверхности, которое не может быть достигнуто путем использования одного покрытия.
Отметим, что имеется возможность предварительной обработки плиты ДВСП перед формованием, что облегчает точное использование валика для нанесения покрытий. Нанесение покрытий валиком может быть неэффективным или нецелесообразным после того, как плита была отформована, потому что выемки в отформованной плите затрудняют возможность создания равномерного покрытия валиком для нанесения покрытий. Посредством нанесения покрытия(ий) перед формованием в то время, как плита ДВСП является плоской, настоящее изобретение обеспечивает равномерный контакт между валиком и плоской поверхностью, на которую наносят покрытия, на плите ДВСП. Равномерное нанесение покрытия(ий) желаемой толщины поэтому становится возможным. В то время как использование валика для нанесения покрытий является предпочтительным в связи с его преимуществами, необходимо отметить, что могут быть использованы альтернативные технологии нанесения, включая распыление, завесу и тому подобное, но не ограничиваясь этим.
Необработанная древесно-волокнистая плита средней плотности предпочтительно имеет толщину приблизительно 3,175 мм, и грунтовочный слой наносится на необработанную древесно-волокнистую плиту средней плотности с толщиной приблизительно 0,0254 мм. Предпочтительно наносят два слоя пигмента, каждый из которых имеет толщину приблизительно 0,0254 мм, и наносят два верхних слоя полимера, каждый из которых имеет толщину приблизительно 0,0127 мм.
Альтернативно, может быть исключен грунтовочный слой, и могут быть нанесены три слоя пигмента, каждый из которых имеет толщину приблизительно 0,0076 мм (при общей толщине всех трех слоев пигмента приблизительно 0,0228 мм), покрытые слоем полимера, имеющим толщину от 0,0038 до 0,005 мм. Общая толщина трех слоев пигмента и верхнего слоя полимера поэтому останется очень близкой к величине от 0,0254 до 0,03 мм. Грунтовочный слой, при наличии его, может состоять из любого имеющегося в наличии материала грунтовки, который может выдержать дополнительную обработку, предусмотренную настоящим изобретением.
Пример слоя акрилового латексного пигмента, который имеется в наличии, выпускается фирмой Akzo Nobel Coatings, Inc. Клинтон, Миссисипи, как изделие номер 610-W029-182. Пример слоя пигмента преимущественно характеризуется как белый герметик перед формованием, содержащий, помимо других ингредиентов, двуокись титана, тальк, гидратированный силикат алюминия, смолу меламин формальдегид и #2 бутоксиэтанол (бутиловый простой эфир этиленгликоля). Альтернативно, слой(и) пигмента может быть нанесен так, чтобы раскраска под дерево и/или узор под дерево имитировались различными цветами или их интенсивностью. Цвета, отличные от белого, или раскраски под дерево также могут быть использованы с узорами под дерево или без них.
Пример акрилового латексного верхнего слоя(ев) полимера, который имеется в наличии, выпускается фирмой Akzo Nobel Coatings, Inc. Клинтон, Миссисипи, как изделие номер 610-W029-180. Пример верхнего слоя полимера включает, помимо других ингредиентов, тальк, гидратированный силикат алюминия, двуокись титана, #2 бутоксиэтанол (бутиловый простой эфир этиленгликоля), смолу меламин формальдегид и N,N-диметилэтаноламин. Альтернативно, верхний слой полимера может выпускаться с использованием не вспененных вариантов материалов, описанных в патенте США №5616419, выданном на имя Hsu и др., описание которого приведено здесь в качестве ссылки.
Несмотря на то, что предпочтительной технологией нанесения верхнего слоя полимера является нанесение при помощи валика, необходимо отметить, что изобретение не ограничено такими технологиями нанесения. Напротив, верхний слой(и) полимера может быть нанесен, например, в форме гофрированной бумаги, на которую нанесены полимеризуемая смола и высвобождающее вещество. Когда смола полимеризуется, она создает преграду для пара, которая предотвращает проникновение влаги через верхний слой. Кроме того, слой(и) является(ются) достаточно твердым после отверждения для того, чтобы выдержать штабелирование, отгрузку и обработку без того, чтобы получить недопустимые повреждения.
После предварительной обработки плиты ДВСП ее можно удобно штабелировать вместе с другими подобными плитами. Если требуется отформованное изделие, плоская предварительно обработанная плита ДВСП может быть помещена в форму для горячего прессования и обработана, как указано выше, для того, чтобы произвести повторное формование предварительно обработанной плиты ДВСП. Форма для прессования предпочтительно нагревается до температуры достаточно высокой, чтобы произошло размягчение смолы в покрытии(ях) и/или плите, для того, чтобы волокна в плите и смола(ы) в покрытии(ях) и плите имели тенденцию в первую очередь к пластической деформации, а не к разрушению, в продолжение повторного формования предварительно обработанной поверхности, но достаточно низкой, чтобы предотвратить обесцвечивание покрытия(ий) и приклеивание покрытия(ий) к форме для горячего прессования.
Когда предварительно обработанная плита ДВСП производится с использованием вышеописанного способа и покрытий, предпочтительная температура пресс-формы составляет приблизительно 204,44°С и предпочтительное давление составляет приблизительно 7,584 МПа. Было установлено, что эти параметры температуры и давления обеспечивают наилучшие общие показатели эксплуатации при использовании установленных покрытий, с минимальной вероятностью повреждения покрытия(ий) и/или плиты ДВСП. Другие параметры температуры и давления могут быть более подходящими для других покрытий и/или других плит или толщин. Температура не должна быть слишком низкой, иначе плита и/или покрытия могут растрескаться. Также она не должна быть слишком высокой, иначе плита может приклеиться к форме или отделка может обесцветиться.
Описанный выше процесс особенно хорошо подходит для использования в дешевых в изготовлении обшивках дверей повторного формования из плоских предварительно обработанных плит ДВСП. С учетом этого форма для горячего прессования снабжена, по меньшей мере, одной рельефной поверхностью, и стадию прессования и нагрева выполняют так, чтобы рельефная поверхность произвела повторное формование предварительно обработанной поверхности(ей) с, по меньшей мере, одной декоративной деталью. По меньшей мере, одна из форм пресса имеет масляный обогрев до желаемой повышенной температуры.
Расположение рельефной поверхности(ей) предпочтительно предусматривается таким образом, чтобы декоративные детали включали имитации филенок дверей, которые повторно отформованы на глубину не более 1,14 мм, и/или текстуру, имитирующую раскраску под дерево, не более чем на глубину 1,14 мм. Предпочтительно, чтобы текстура, имитирующая раскраску под дерево, имела меньшую глубину, чем имитации филенок дверей. Несмотря на то, что могут быть предусмотрены другие декоративные детали, сочетание имитаций филенок дверей и раскраски под дерево является очень популярным и поэтому составляет предпочтительное применение настоящего изобретения.
Путем имитации деревянных филенок и раскраски с использованием относительно неглубокого рельефа процесс по настоящему изобретению предотвращает повреждение предварительно обработанной плиты ДВСП и покрытия(ий) на ней. При этом не происходит ни помутнения, обесцвечивания, растрескивания, образования пузырьков или неумышленного удаления покрытия(ий), ни какого-либо растрескивания или разрушения волокон самой плиты ДВСП. Предыдущие попытки формовать плиты ДВСП так, чтобы включить имитации филенок на большую глубину, в противоположность этому, не могут быть эффективно выполнены при предварительно обработанных обшивках дверей из ДВСП, не создавая, по меньшей мере, одного из упомянутых выше дефектов.
Способ предпочтительно выполняется с плитой ДВСП, имеющей начальное влагосодержание приблизительно от 6 до 7%. Поскольку вторично отформованная обшивка двери в конце концов будет использоваться как часть двери в дверной раме подходящего размера, важно свести к минимуму линейное расширение плиты ДВСП в течение больших периодов времени. Если влагосодержание плиты ДВСП не будет возвращено к его первоначальному уровню перед прикреплением обшивки двери к дверной раме, постепенное увеличение влагосодержания, которое естественно происходит с течением времени, поскольку обшивка двери поглощает влагу, приведет к линейному расширению двери и затем ее вспучиванию. Затем станет трудно закрывать и /или открывать дверь. Процесс в соответствии с настоящим изобретением поэтому предпочтительно включает повторное увлажнение повторно отформованной плиты ДВСП до такого влагосодержания, которое по существу равно первоначальному количеству влаги в плите ДВСП, предпочтительно от 6 до 7%.
В наличии имеются необработанные плиты ДВСП с желаемым влагосодержанием от 6 до 7% и минимальным линейным расширением фирмы Fibia Mold, производителя плит ДВСП в Чили, и Dominance, производителя плит ДВСП в Австралии. Необработанные плиты ДВСП предпочтительно поставляются толщиной приблизительно 3,175 мм ± 0,127 мм. Такие плиты могут быть изготовлены путем прессования мата из сухой мульчи в прессе для смолы. Для достижения желаемой толщины плиты ДВСП мат из сухой мульчи первоначально поставляется с толщиной приблизительно 25,4 мм и затем прессуется в прессе для смолы до толщины приблизительно 3,175 мм ± 0,127 мм.
Достаточно прочное дерево для использования при изготовлении имеющихся в наличии плит ДВСП представляет собой Южноамериканская радиальная сосна. Плиты ДВСП, изготовленные из этого особого вида сосны, имеют удивительно хорошие качества окрашивания. Они воспринимают, поддерживают/сохраняют и проявляют окрашивание лучше, чем другие плиты ДВСП. В общем, было установлено, что плиты ДВСП, имеющие меньшие волокна, являются предпочтительными по сравнению с теми, которые имеют большие волокна, поскольку плиты с меньшими волокнами являются более совместимыми с красками под дерево.
Когда производят повторное формование предварительно обработанных обшивок дверей, форма для горячего прессования остается нагретой до температуры, достаточно высокой для того, чтобы произошло размягчение смолы в покрытии(ях), так чтобы волокна и смола в плите и смола в покрытии(ях) имели тенденцию в первую очередь к пластической деформации, а не к разрушению в продолжение повторного формования предварительно обработанной поверхности(ей), и достаточно низкой, чтобы предотвратить приклеивание покрытия(ий) к форме для горячего прессования. С учетом этого форма для горячего прессования нагревается до приблизительно 204,44°С и давление прессования в форме для предварительно обработанной обшивки двери составляет приблизительно 7,584 МПа.
Наилучшие результаты могут быть получены, когда температура и давление воздействуют только в течение пяти секунд. Таким образом, если пребывание обшивки двери в прессе занимает только пять секунд и удаление занимает только пять секунд, весь процесс повторного формования обшивки двери может быть завершен приблизительно за 15 секунд.
Поскольку скорость процесса частично характеризуется относительно небольшой достигаемой глубиной, эффективная производительность может быть достигнута быстро с использованием одного пресса. Одна пресс-форма предпочтительно имеет противоположные наружную и внутреннюю стороны в соответствии с предпочтительным конструктивным исполнением. Поскольку настоящее изобретение может быть применено с использованием одной пресс-формы, нет необходимости в дорогих сложных прессах со многими пресс-формами.
Предпочтительно, процесс предварительной обработки, в котором создаются плоские предварительно обработанные обшивки дверей, включает стадии, на которых: наносят грунтовочный слой толщиной 0,0254 мм на необработанную древесно-волокнистую плиту средней плотности; наносят два слоя пигмента поверх грунтовочного слоя, каждый из которых имеет толщину приблизительно 0,0254 мм; и наносят два верхних слоя полимера поверх слоев пигмента, причем каждый верхний слой имеет толщину приблизительно 0,0127 мм. Предпочтительно, грунтовочный слой сушится в сушильной печи после нанесения и перед нанесением слоя(ев) пигмента. Верхний слой полимеризуется после нанесения предпочтительно в работающей на газе конвекционной печи. Плита и ее покрытия затем охлаждаются.
На фиг.1 представлено частичное поперечное сечение образца древесно-волокнистой плиты средней плотности (ДВСП) 10, которая может быть использована как исходный материал в процессе повторного формования, описанном выше. Плита ДВСП 10 предпочтительно представляет собой плоскую предварительно обработанную обшивку двери, имеющую толщину 3,175 мм. Плита ДВСП 10 является предварительно обработанной, поскольку на одну ее поверхность 12 нанесен грунтовочный слой 14, который служит грунтовкой, два слоя пигмента 16, 18 и два защитных верхних слоя 20, 22.
Каждый слой 14-22 предпочтительно наносится с использованием таких материалов и их толщин, которые описаны выше в связи с примером способа предварительной обработки. Понятно, однако, что настоящее изобретение не ограничено использованием плит ДВСП, на которые нанесены все три типа слоев (т.е. грунтовочный, пигмент и верхний), причем гораздо меньшее число устройств имеет такую же толщину, число слоев и/или определенные составы, описанные здесь. Другие виды предварительно обработанных ДВСП, которые выдерживают операцию прессования, описанную выше, без повреждений, или, по меньшей мере, с допустимым количеством повреждений, могут быть использованы при определенном применении.
Как указано выше, например, грунтовочный слой может быть исключен, и могут быть нанесены три слоя пигмента, каждый из которых имеет толщину приблизительно 0,076 мм (при общей толщине всех трех слоев пигмента приблизительно 0,228 мм), после которых наносится верхний слой полимера, имеющий толщину между 0,0038 и 0,05 мм. В результате плита ДВСП, таким образом, будет предварительно обработана так, что на одну ее поверхность будет нанесено три слоя пигмента 16 или 18 и один из защитных верхних слоев 20 или 22.
На фиг.2 изображен образец предварительно обработанной древесно-волокнистой плиты средней плотности (ДВСП) 10 после предварительной обработки и последующей обработки с использованием вышеописанного процесса повторного формования. Плита ДВСП 10 имеет одну предварительно обработанную поверхность 12, на которую нанесено, по меньшей мере, одно покрытие 24 (например, состоящее из слоев 14-22, показанных на фиг.1, или сочетания трех слоев пигмента и одного верхнего слоя, описанного выше). В результате процесса повторного формования предварительно обработанная поверхность 12 и покрытие(я) 24 повторно формуются путем прессования в форме для создания рельефных деталей 26, которые представляют собой имитацию филенок дверей (только одна из которых показана на фиг.2) и менее глубоких рельефных деталей 28, представляющих собой текстуру раскраски под дерево (некоторые из них не имеют номеров ссылок для того, чтобы не перегружать ссылками чертеж). Ряд менее глубоких рельефных деталей 28 виден внутри более глубоких рельефных деталей 26. Предпочтительно, глубина рельефных деталей 26, которые представляют собой имитацию филенок дверей, не превышает 1,143 мм.
Повторно отформованная плита ДВСП 10 предпочтительно является повторно увлажненной, например, способом, описанным выше, для того чтобы повторно отформованная плита ДВСП 10 имела влагосодержание, равное или очень близкое к первоначальному влагосодержанию в плите ДВСП перед нагревом и прессованием, предпочтительно приблизительно от 6 до 7%.
Как показано на фиг.3, две дверные обшивки ДВСП 10 могут быть прикреплены к противоположным сторонам 29 опорной рамы 30 для образования пустотелой двери 32, используя известные технологии. Хотя филенки 26 пустотелой двери 32 не являются такими глубокими, как филенки в традиционных деревянных дверях, они создают общий внешний вид филенчатой деревянной двери без дороговизны, недостатков и веса, связанных с традиционными деревянными дверями. Более важно, что этот желательный общий внешний вид создается с использованием технологии повторного формования, которая является более простой, менее дорогой и более быстрой, чем обычные технологии для имитации таких филенок (например, с использованием более глубоких филенок), и он создается также с использованием оборудования, которое является менее сложным и, следовательно, менее дорогим для применения и ремонта, чем требуемое для таких обычных технологий. Доставляющий эстетическое удовольствие внешний вид филенчатых деревянных дверей, следовательно, становится более экономично достижимым для владельцев и нанимателей дешевых домов и домостроительной промышленности.
Хотя термин "предварительно обработанная" используется для описания плиты ДВСП, которая не требует никаких дополнительных покрытий после процесса повторного формования, должно быть понятно, что изобретение не ограничено такими плитами. Наоборот, термин "предварительно обработанная плита ДВСП" также включает в себя плиты ДВСП, которые являются полуобработанными и приспособлены для нанесения дополнительных покрытий. Примерами таких полуобработанных плит ДВСП являются плиты, на которые нанесено основное покрытие, отпечатанный узор раскраски под дерево, нанесенный на основное покрытие, и прозрачный или полупрозрачный защитный слой. Защитный слой, нанесенный поверх отпечатанного узора раскраски под дерево, является полимеризуемым, и после полимеризации является достаточно пористым для того, чтобы конечный пользователь мог закрашивать или окрашивать его на монтажной площадке. Это устройство выгодно облегчает заказ цвета плиты конечным пользователем после того, как плита была повторно отформована с использованием способа по изобретению. Независимо от свойства окрашивать или закрашивать такие плиты, они входят в класс плит ДВСП, которые упоминаются здесь как "предварительно обработанные". Примеры таких технологий "предварительной обработки" и плит ДВСП, произведенных посредством этого, описаны в патенте США №5597620, выданном на имя Мартино, описание которого включено в качестве ссылки.
Так как плиты ДВСП могут быть окончательно обработаны (или полуобработаны) перед формованием, настоящее изобретение облегчает определенные удобства и эффективность изготовления, включая использование технологий покрытия, которые лучше всего подходят для использования на плоских поверхностях, таких как нанесение покрытия валиком, описанное выше. Оно также облегчает штабелирование предварительно обработанных плоских плит ДВСП на складе и быстрое прессование таких плоских плит (например, в пределах приблизительно 15 секунд) после получения заказов, без необходимости выполнять впоследствии способ, включающий отверждение и/или сушку.
Несмотря на то, что изобретение было описано как имеющее предпочтительное конструктивное выполнение, понятно, что изобретение не ограничено показанными и описанными деталями. Наоборот, изобретение имеет возможность дальнейших модификаций, использований и/или применений, следующих общим принципам изобретения, и поэтому включает такие отклонения от настоящего описания, которые находятся в пределах известного или обычного применения в области техники, для которой предназначено изобретение, и оно может быть применено к основным деталям, описанным выше, которые находятся в объеме прилагаемых пунктов формулы изобретения.
Реферат
Изобретение относится к деревообрабатывающей промышленности. Для производства повторно отформованного древесно-волокнистого изделия средней плотности (ДВСП) помещают предварительно обработанную плиту ДВСП в форму для горячего прессования; закрывают форму; прессуют и нагревают плиту для того, чтобы произвести повторное формование предварительно обработанной поверхности(ей) без растрескивания, образования пузырьков или удаления покрытия(ий). Способ особенно предпочтителен для использования в производстве недорогих повторно отформованных обшивок дверей из плоских предварительно обработанных плит ДВСП и позволяет улучшить качество плит. 3 н. и 43 з.п. ф-лы, 3 ил.
Комментарии