Формуемый декоративный слоистый материал - RU2296056C2
Код документа: RU2296056C2
Чертежи


Описание
Настоящее изобретение имеет отношение к созданию декоративных слоистых материалов. Более конкретно, настоящее изобретение имеет отношение к использованию растяжимой (растягиваемой), пропитанной полимером крафт-бумаги и декоративной бумаги в производстве сложно формуемого декоративного слоистого материала, который может быть избирательно отформован в трех измерениях.
Декоративные слоистые материалы получили широкое распространение благодаря своей способности заменять природные материалы, которая в течение последних лет существенно улучшена. Например, декоративные слоистые материалы позволяют заменять природные материалы при конструировании покрытий прилавков, мебели, декоративных деталей магазинов, рекламных щитов, облицовки колонн, лицевых панелей электроприборов, нажимных и предохранительных пластинок для дверей, потолочных панелей, корпусной мебели, стенных панелей, декоративной отделки и контрастных элементов для оборудования ресторанов и системы питания.
Промышленность слоистых материалов постоянно стремится улучшить функциональные возможности декоративных слоистых материалов. Достижения в производстве декоративных слоистых материалов сделали эти материалы равноценными тем материалам, для замены которых они предназначены, или лучшими, чем эти материалы.
Декоративные слоистые материалы, как правило, содержат несколько слоев пропитанных синтетическим полимером бумажных листов, образующих под действием теплоты и давления единую структуру. В обычной практике листовая сборка декоративного слоистого материала, снизу вверх, содержит слой сердечника, выполненный из одного или нескольких пропитанных фенолоальдегидным полимером листов, поверх которых лежит декоративный лист, пропитанный меламино-фенолоформальдегидным полимером. Этот декоративный лист может быть дополнительно покрыт верхним слоем, пропитанным меламино-фенолоформальдегидным полимером.
Основа также может быть связана с декоративным слоистым материалом для придания ей жесткости. В качестве основы может быть использован предварительно отвержденный слоистый материал из пластика, такой как, например, слоистый материал из упрочненного стекловолокном термореактивного полиэфирного полимера, древесный материал, такой как твердый картон, древесные отходы или древесностружечная плита (ДСП), фанера и т.п., плита на минеральной основе, такая как асбестоцементная облицовочная плита, листовая порода, штукатурная плита и т.п., или их комбинации.
Декоративные слоистые материалы обычно производят путем установки пропитанного полимером сердечника и декоративного листа между стальными пластинами и приложения к комплекту слоистого материала теплоты и давления на время, достаточное для объединения (уплотнения) слоистого материала и отверждения полимеров. Давление и теплота принуждают полимер пропитывать бумажные листы, отверждаться и объединять листы в единую массу слоистого материала, которую именуют декоративным слоистым материалом высокого давления. В заключение, отформованный декоративный слоистый материал связывают с упрочняющей основой, такой как фанера, твердый картон, асбестовый картон, ДСП и т.п.
Однако полимеры и бумаги, которые используют в производстве известных декоративных слоистых материалов, ограничивают возможность изменения формы отвержденного декоративного слоистого материала (а именно, за счет последующих процессов формовки). Нельзя сказать, что известные декоративные слоистые материалы являются совсем негнущимися и совершенно не подходящими для любого применения, в котором требуется формование декоративного слоистого материала вокруг не плоской поверхности. Однако имеющиеся в настоящее время декоративные слоистые материалы имеют ограниченную способность "обертывания" вокруг основы, которая имеет существенные вариации поверхности.
В связи с тем, что специалистам в данной области не удалось создать декоративный слоистый материал, который хорошо подходит для проведения операций формования, были разработаны различные технологии, позволяющие компенсировать неспособность обычного декоративного слоистого материала к формованию относительно не плоских поверхностей и поверхностей неправильной формы. Однако указанные технологии позволяют добиться только весьма ограниченного успеха, причем производители декоративного слоистого материала имеют крайне ограниченные возможности последующего формования декоративного слоистого материала. Более точно, производители в настоящее время только имеют возможность последующего формования относительно единственной оси, лежащей в единственной плоскости (то есть последующего формования в двух измерениях), например, при формовании кромок рабочей поверхности или унитарных структур фартука за мойкой и рабочей поверхности, когда декоративный слоистый материал подвергают последующему формованию относительно единственной оси. Таким образом, известные в настоящее время технологии последующего формования позволяют обертывать декоративный слоистый материал вокруг кромки прилавка, но не позволяют обертывать декоративный слоистый материал вокруг угла прилавка.
Известные в настоящее время технологии имеют ограниченные возможности формовки декоративных слоистых материалов в трехмерном пространстве. По мнению автора настоящего изобретения, декоративный слоистый материал высокого давления в настоящее время может быть отформован только относительно или вокруг трехмерных поверхностей, которые имеют основные радиусы кривизны >0.5 дюйма (1,25 см). В связи с указанным, множество структур, которые хорошо подходят для покрытия поверхности при помощи декоративного слоистого материала, не могут быть использованы, что не позволяет использовать преимущества в сроке службы, стоимости и красивом внешнем виде, которые предлагают декоративные слоистые материалы. Например, сложные профили шестипанельных дверей, облицовка шкафов, эргономические рабочие столы, заканчивающие украшения (флероны) и т.п., не могут быть покрыты декоративными слоистыми материалами, так как в настоящее время отсутствуют декоративные слоистые материалы, которые могут быть сложно отформованы относительно профилей на трехмерной основе, требующихся для таких конструкций.
Этот недостаток имеющихся в настоящее время декоративных слоистых материалов ограничивает их использование только случаем относительно плоских поверхностей или поверхностей с простой кривизной. Однако специалисты легко поймут, что число поверхностей, которые могли бы быть покрыты декоративными слоистыми материалами, если бы не их неправильная или не плоская форма, могло бы существенно возрасти, если бы имелись сложно формуемые декоративные слоистые материалы. Однако такие декоративные слоистые материалы в настоящее время неизвестны.
Существует ряд декоративных материалов для покрытия поверхностей, которые могут быть использованы при изготовлении эргономических рабочих столов, дверей шкафов, и т.п. К таким материалам относятся винилы, порошковые покрытия, бумаги с малой основной массой и деревянный шпон (однослойная фанера). Все эти материалы имеют поверхностные свойства, которые, как правило, ниже поверхностных свойств декоративных слоистых материалов высокого давления. Это касается таких характеристик, как стойкость к местному обесцвечиванию, ударная вязкость, теплостойкость и стойкость к образованию царапин и к истиранию. Таким образом, декоративные слоистые материалы высокого давления, которые являются также и хорошо формуемыми, могли бы обеспечить существенное улучшение текущего состояния дел в области декоративного покрытия поверхностей.
Поэтому существует необходимость в создании декоративного слоистого материала с такими характеристиками, которые позволяют усовершенствовать процессы сложного формования, однако без ухудшения поверхностных характеристик декоративного слоистого материала высокого давления. В соответствии с настоящим изобретением как раз и предлагается такой декоративный слоистый материал.
В связи с изложенным, задачей настоящего изобретения является создание сложно формуемого декоративного слоистого материала. Такой слоистый материал содержит пропитанный полимером декоративный слой, образованный из двусторонне растяжимой (растягиваемой) декоративной бумаги, и пропитанный полимером слой сердечника, образованный из двусторонне растяжимой крафт-бумаги.
Задачей настоящего изобретения является также создание пакета слоистого материала, который содержит пропитанный полимером декоративный слой, образованный из двусторонне растяжимой декоративной бумаги, и пропитанный полимером слой сердечника, образованный из двусторонне растяжимой крафт-бумаги.
Дополнительной задачей настоящего изобретения является создание способа изготовления сложно формуемого декоративного слоистого материала. Указанный способ включает в себя следующие операции: предварительная обработка декоративной бумаги, которая в результате становится двусторонне растяжимой, пропитка предварительно обработанной декоративной бумаги полимером, предварительная обработка крафт-бумаги, которая в результате становится двусторонне растяжимой, пропитка предварительно обработанной крафт-бумаги полимером, послойная укладка декоративной бумаги и крафт-бумаги и объединение (уплотнение) уложенных слоями декоративной бумаги и крафт-бумаги под действием теплоты и давления для образования листа декоративного слоистого материала.
Еще одной задачей настоящего изобретения является создание панели из сложно формуемого декоративного слоистого материала. Панель содержит пропитанный полимером декоративный слой, образованный из двусторонне растяжимой декоративной бумаги, и сложно формуемую основу.
Еще одной задачей настоящего изобретения является создание панели из декоративного слоистого материала, которая содержит сложно формуемый декоративный слоистый материал, имеющий пропитанный полимером декоративный слой, образованный из двусторонне растяжимой декоративной бумаги, и пропитанный полимером слой сердечника, образованный из двусторонне растяжимой крафт-бумаги. Панель также содержит основу, с которой связан декоративный слоистый материал.
Указанные ранее и другие задачи и преимущества изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, на которых показаны некоторые варианты настоящего изобретения.
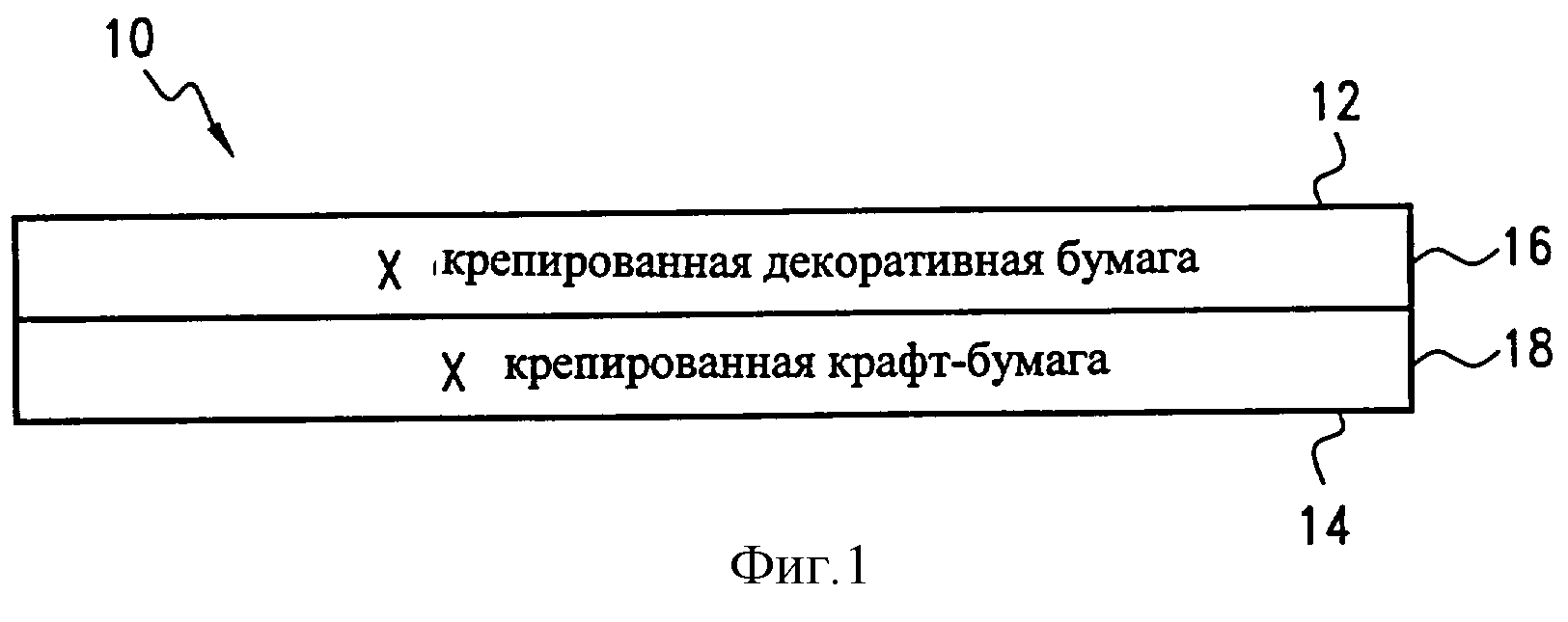
На фиг.1 показано схематическое изображение декоративного слоистого материала в соответствии с первым вариантом осуществления настоящего изобретения.
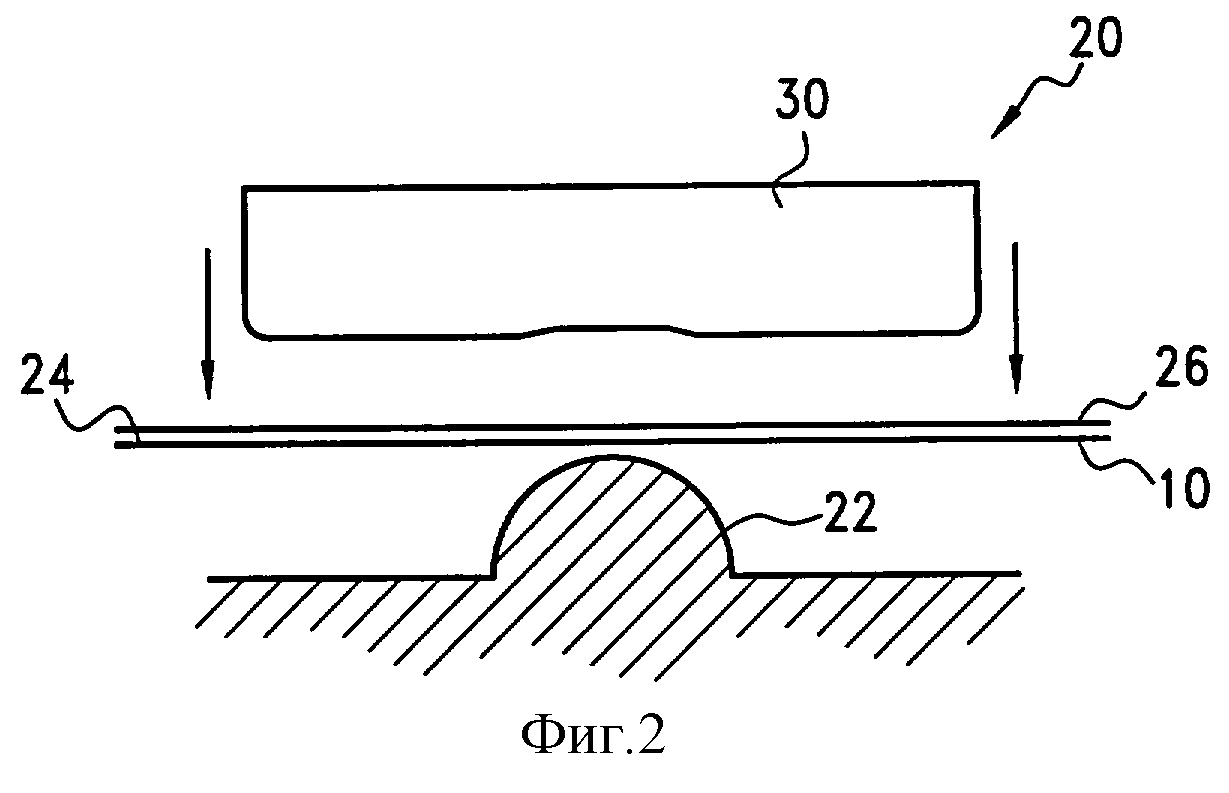
На фиг.2 показано схематическое изображение процесса сложного формования для полусферы в соответствии с настоящим изобретением.
На фиг.3 показано схематическое изображение процесса сложного формования для формы "арахиса" в соответствии с настоящим изобретением.
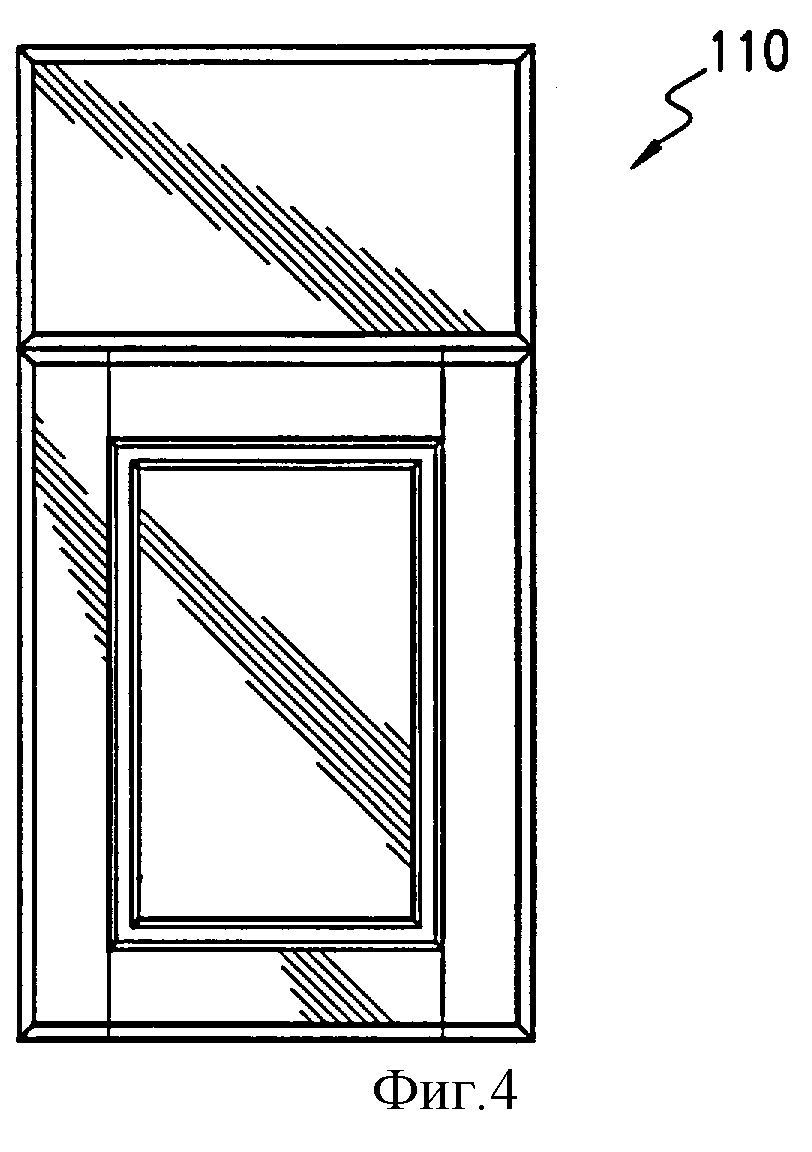
На фиг.4 показан вид в перспективе дверной панели, образованной в соответствии с настоящим изобретением.
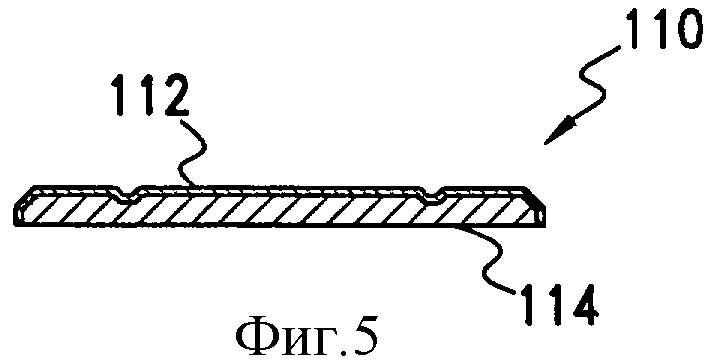
На фиг.5 показано поперечное сечение дверной панели фиг.4.
На фиг.6 показан вид сверху столешницы, отформованной в соответствии с настоящим изобретением.
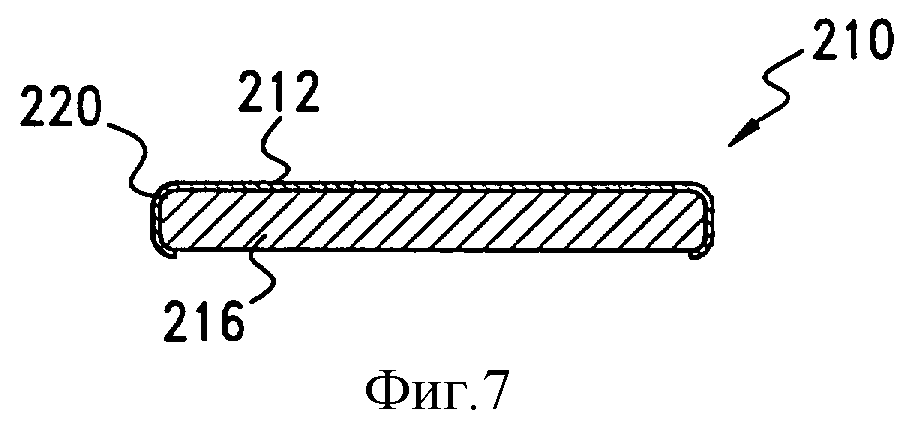
На фиг.7 показано поперечное сечение столешницы фиг.6.
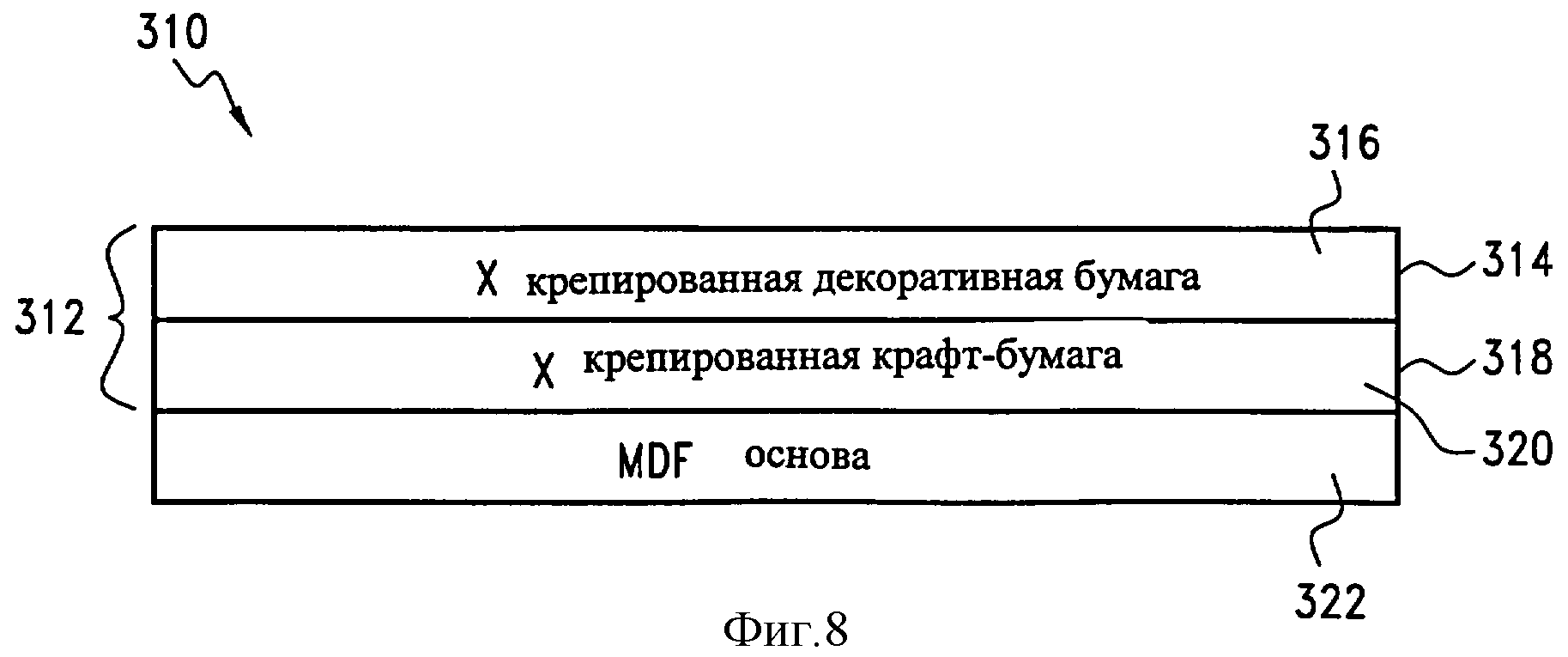
На фиг.8 показано схематическое изображение сложно формуемого декоративного слоистого материала низкого давления, полученного в соответствии с настоящим изобретением.
Настоящее изобретение имеет отношение к созданию декоративного слоистого материала, который может быть сложно отформован по трем измерениям, а именно, в виде поверхности с двумя конечными основными радиусами кривизны, за счет расширения декоративного слоистого материала или за счет сжатия декоративного слоистого материала. Термины "сложно отформован", "сложно формуемый" и их вариации, использованные в тексте описания настоящего изобретения, служат для описания формования декоративного слоистого материала в трехмерном пространстве, не ограниченном единственной осью, то есть для формования относительно множества осей и с различными изгибами и радиусами.
Сложно формуемый декоративный слоистый материал содержит пропитанный полимером декоративный слой, образованный из двусторонне растяжимой декоративной бумаги, которая может быть растянута по меньшей мере ориентировочно в диапазоне от 20% до 50%, и пропитанный полимером слой сердечника, образованный из двусторонне растяжимой крафт-бумаги, которая может быть растянута по меньшей мере ориентировочно в диапазоне от 20% до 50%. Несмотря на то, что выше указаны конкретные диапазоны, уже известны виды бумаг, которые имеют растяжение до 100% и которые могут быть использованы в соответствии с настоящим изобретением. Растяжимая (позволяющая произвести растяжение) природа декоративной бумаги и крафт-бумаги позволяет произвести расширение и сжатие декоративного слоистого материала, когда слоистый материал подвергают сложному формованию описанным далее образом.
Слоистый материал получают при помощи способа, который включает в себя следующие операции: предварительная обработка декоративной бумаги, которая в результате становится двусторонне растяжимой, пропитка предварительно обработанной декоративной бумаги полимером, предварительная обработка крафт-бумаги, которая в результате становится двусторонне растяжимой, пропитка предварительно обработанной крафт-бумаги полимером, послойная укладка декоративной бумаги и крафт-бумаги и объединение уложенных слоями декоративной бумаги и крафт-бумаги под действием теплоты и давления для образования листа декоративного слоистого материала.
На фиг.1 показан декоративный слоистый материал в соответствии с настоящим изобретением. Декоративный слоистый материал 10 включает в себя декоративный слой 12 и слой сердечника 14. В то время как в соответствии с предпочтительным вариантом осуществления настоящего изобретения раскрыта специфическая картина послойной укладки, картина послойной укладки может быть и иной, что не выходит за рамки настоящего изобретения.
Декоративный слой 12 представляет собой фигурный лист декоративной бумаги 16, расположенный непосредственно над слоем сердечника 14. Именно декоративный слой 12 определяет в основном эстетический внешний вид готового декоративного слоистого материала 10. Декоративные слои могут быть выбраны из самых разнообразных листов. Например, декоративный слой может иметь сплошную однородную окраску (например, белую) или иметь эстетически приятный рисунок.
Как уже было упомянуто здесь ранее, декоративный слой 12 придает слоистому материалу 10 приятный внешний вид. Там где декоративный слой 12 образует внешнюю поверхность слоистого материала 10, этот декоративный слой 12 будет также обеспечивать определенные характеристики поверхности готового декоративного слоистого материала 10. Например, состав декоративного слоя 12 помогает обеспечить стойкость декоративного слоистого материала к химическим реагентам, теплостойкость, светостойкость, ударную стойкость и стойкость к истиранию.
В соответствии с настоящим изобретением декоративный слой 12 состоит из единственного листа декоративной бумаги 16. Такие листы декоративной бумаги обычно изготавливают из стопы бумаги высокого качества, обладающей массой весом 50-125 листов, а именно из наполненной красителем бумаги из альфа целлюлозы, пропитанной водным раствором спирта или водным раствором меламино-фенолоформальдегидного полимера. Однако перед проведением пропитки полимером декоративную бумагу 16 крепируют с двух сторон как в направлении x, так и в направлении y. В соответствии с предпочтительным вариантом осуществления настоящего изобретения бумагу 16 крепируют с использованием системы x крепирования фирмы Cindus, Inc. Более точно, в этой системе x крепирования на листе бумаги формируются перекрещивающиеся наборы рифлении (морщин, складок) крепирования, расположенные в направлении полотна бумаги. Листы такого типа, которые являются однородно растяжимыми, могут быть изготовлены в соответствии с различными патентами США, в том числе U.S. Pat. №2008181 Kemp, U.S. Pat. №2008182 Kemp, U.S. Pat. №2071347 Kemp, U.S. Pat. №2399256 Rowe, U.S. Pat. №2567967 Rowe. U.S. Pat. №2610935 Rowe, и U.S. Pat. №3476644 Krehnbrink. Эти листы дополнительно обеспечивают сжатие или усадку в результате рифленой природы крепирования.
Процесс крепирования детально описан в указанных патентах. Вкратце, этот процесс включает в себя следующие операции: макание листа бумаги в воду, нанесение на лист канифоли, так чтобы он мог прилипать к барабану, и, наконец, отслаивание листа от барабана при помощи лезвия, что приводит к образованию морщин на бумаге, во многом аналогично краске, которую соскребают с поверхности.
Крепированную декоративную бумагу 16 затем пропитывают водным раствором спирта или водным раствором меламино-фенолоформальдегидного полимера. Было обнаружено, что x крепированная декоративная бумага, которую используют в соответствии с предпочтительным вариантом осуществления настоящего изобретения, поглощает полимер медленнее, чем используемые в промышленности стандартные бумаги. Бумаги, подходящие для x крепирования, выбирают так, чтобы снизить насыщаемость бумаги. По существу, в соответствии с настоящим изобретением используют лист декоративной бумаги с содержанием полимера ориентировочно только от 30% до 35% (в то время как обычные декоративные листы в большинстве случаев имеют содержание полимера около 50% или больше). Однако при этом получают результирующие характеристики поверхности, аналогичные характеристикам слоистого материала высокого давления, который включает в себя стандартные бумаги с содержанием полимера 50%. Проводимое в соответствии с этим вариантом осуществления настоящего изобретения x крепирование декоративной бумаги создает растяжение ориентировочно от 20% до 35%.
Пропитанная полимером декоративная бумага 16 затем подвергается сушке, частичному отверждению и окончательной резке на листы. Наполненная красителем бумага из альфа целлюлозы листа декоративной бумаги может иметь сплошную однородную окраску, декоративный дизайн или полученное при помощи фотогравирования воспроизведение природных материалов, таких как дерево, мрамор, кожа и т.п. Эстетические характеристики бумаги из целлюлозы будут выражены в виде декоративного дизайна слоистого материала после окончательного изготовления декоративного слоистого материала.
Слой сердечника 14 преимущественно образован из единственного пропитанного фенолоальдегидным полимером листа крафт-бумаги 18, несмотря на то, что могут быть использованы и другие материалы, что не выходит за рамки настоящего изобретения. Слой сердечника 14 является очень тонким для сведения к минимуму толщины результирующего слоистого материала 10, однако он образует стабильный конструктивный элемент и улучшает характеристику сложной формуемости результирующего декоративного слоистого материала 10. При этом условии слой сердечника 14 образован из единственного пропитанного фенолоальдегидным полимером листа крафт-бумаги 18. В соответствии с предпочтительным вариантом осуществления настоящего изобретения перед проведением x крепирования крафт-бумага имеет основную массу 123.7 г/м2, однако специалисты легко поймут, что эта основная масса может варьировать, что не выходит за рамки настоящего изобретения.
Несмотря на то, что единственный лист крафт-бумаги был использован выше в соответствии с предпочтительным вариантом осуществления настоящего изобретения, было обнаружено, что может быть использовано множество листов крафт-бумаги, что не выходит за рамки настоящего изобретения. Например, 2 листа крафт-бумаги дают очень хорошие результаты, в то время как 3 и 4 листа слоев сердечника позволяют обеспечить сложное формование, но без деталей, создаваемых более тонкими слоями сердечника. В соответствии с ранее испытанными вариантами настоящего изобретения сложно формуемый слоистый материал, который содержит единственный лист сердечника и единственный декоративный лист, имеет толщину около 0.483 мм, причем сложно формуемый слоистый материал, который содержит два листа сердечника и единственный декоративный лист, имеет толщину около 0.737 мм, при этом сложно формуемый слоистый материал, который содержит три листа сердечника и единственный декоративный лист, имеет толщину около 1.054 мм, а сложно формуемый слоистый материал, который содержит четыре листа сердечника и единственный декоративный лист, имеет толщину около 1.422 мм.
Как и описанная выше декоративная бумага 16, крафт-бумага 18 слоя сердечника 14 крепирована для создания "складок" как по направлению x, так и по направлению y. Бумагу 18 крепируют с использованием системы x крепирования фирмы Cindus, Inc. Полученная x крепированная крафт-бумага способна к растяжению от 20% до 50%.
После этого x крепированную крафт-бумагу 18 полностью пропитывают фенолоальдегидным полимером и частично отверждают (b-стадия). Было обнаружено, что x крепированная крафт-бумага 18, которую используют в соответствии с предпочтительным вариантом осуществления настоящего изобретения, поглощает полимер быстрее, чем не крепированная крафт-бумага. В соответствии с настоящим изобретением используют крафт-бумагу с содержанием полимера ориентировочно от 44% до 50%, однако желательно использовать более низкое содержание полимера для снижения "потеков" или избытка полимера, вытекающего из слоистого материала в ходе операции прессования. Собственно говоря, в соответствии с настоящим изобретением был получен слоистый материал с содержанием полимера 37%, причем можно ожидать, что это содержание может быть еще более снижено при модификации технологии обработки. Имея это в виду, можно полагать, что крафт-бумага с содержанием полимера ориентировочно от 20% до 50% может быть использована в соответствии с настоящим изобретением.
В то время как x крепированные крафт-бумага и декоративная бумага использованы в соответствии с предпочтительным вариантом осуществления настоящего изобретения, в соответствии с настоящим изобретением могут быть использованы и другие крепированные бумаги, которые имеют двустороннее растяжение. Например, можно полагать, что в соответствии с настоящим изобретением может быть использована итальянская "формуемая бумага". "Формуемая бумага" представляет собой мелко крепированную бумагу с характеристиками растяжения, которые требуются в соответствии с настоящим изобретением. Такую бумагу производит, например, фирма Cartiere Cariolaro SpA & Cruppo X di X Cruppo. Информация относительно этой бумаги может быть найдена на сайте www.cariolaro.com/cariolaro/Eng//MouldPaper. htm.
Декоративный слоистый материал 10 образован во многом аналогично обычным декоративным слоистым материалам. Прежде всего слои укладывают в пакет слоистого материала, который устанавливают между стальными пластинами. После этого пакет слоистого материала подвергают воздействию температур в диапазоне от 110°С до 155°С и давлению ориентировочно от 5.52 МПа до 11.03 МПа в течение времени, достаточного для объединения слоистого материала и отверждения полимеров (как правило, ориентировочно от 25 мин до 1 ч). Использованные теплота и давление главным образом соответствуют циклу последующего формования или даже циклу "сырого" последующего формования.
Давление и теплота принуждают полимер течь и пропитывать бумажные листы, отверждаться и объединять листы в единую массу слоистого материала, которую именуют декоративным слоистым материалом высокого давления. Обычно одновременно формуют несколько слоистых материалов. Множество слоистых материалов формуют за счет введения множества объединенных листов в пакет (пачку). Отдельные листы вводят между объединенными листами для разделения различных слоистых материалов, находящихся вместе в одной пачке. После объединения (уплотнения) отдельные листы позволяют разделить индивидуальные слоистые материалы.
После формования декоративный слоистый материал 10 может быть использован для образования различных структур при помощи процесса сложного формования, предназначенного для обеспечения сложного формования в трехмерном пространстве. Сложное формование декоративного слоистого материала 10 облегчается способностью слоистого материала как к расширению, так и к сжатию, без образования трещин или коробления, в ходе нагревания, формования и последующего охлаждения.
Например, и как это показано на фиг.2 и 3, декоративный слоистый материал 10 может быть сложно отформован в форму полусферы (что показывает возможности расширения декоративного слоистого материала в соответствии с настоящим изобретением) или "арахиса" (что показывает возможности как расширения, так и сжатия декоративного слоистого материала в соответствии с настоящим изобретением).
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, на фиг.2 показан процесс сложного формования декоративного слоистого материала 10 в форму полусферы, который осуществляют за счет использования пневматического пресса 20. Приготовленный слоистый материал 10 устанавливают поверх поверхности формования в виде полусферы 22, с декоративной поверхностью 24 слоистого материала 10, обращенной в другую сторону от поверхности формования 22. Силиконовую мембрану 26 устанавливают с противоположной стороны слоистого материала 10, а поверх мембраны 26 устанавливают источник теплоты 30.
После надлежащей установки компонентов производят нагревание слоистого материала 10 до температуры ориентировочно от 85°С до 160°С, а преимущественно ориентировочно до 115°С, и прикладывают давление в направлении поверхности формования 22. Было обнаружено, что нагревание до более высоких температур может вызывать образование вздутий или обесцвечивание слоистого материала. Несмотря на то, что в соответствии с предпочтительным вариантом осуществления настоящего изобретения используют температуру 115°С, сложное формование в соответствии с настоящим изобретением может быть выполнено при температурах поверхности от 85°С до 160°С, и специалисты легко поймут, что температура поверхности, которую используют для осуществления настоящего изобретения, может варьировать для выполнения специфических требований.
При принудительной подаче вниз слоистого материала 10 вокруг поверхности формования 22 x крепированный лист слоистого материала 10 растягивается для обеспечения соответствия поверхности формования 22. Затем оставляют отформованный слоистый материал для остывания, при этом отвержденный полимер сохраняет форму поверхности формования, после чего давление снимают.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения использована установка для формования фирмы ItalPresse USA, Inc. Пресс обычно работает при приложении давления от 0.4 до 0.5 МПа к силиконовой мембране, которая принудительно формует слоистый материал. Однако специалисты легко поймут, что в соответствии с настоящим изобретением может быть использовано множество устройств и технологий формования, что не выходит за рамки настоящего изобретения. Например, может быть использовано термоформование с мембраной, вакуумное термоформование (в том числе формование с содействием пуансона), последующее формование, гидроформинг, литьевое формование с вставкой, формование складок и прессование (в том числе формование с согласованными пресс-формами).
Аналогично может быть также проведено формование слоистого материала, при котором требуется сжатие и растяжение (или только сжатие) слоистого материала. Например, на фиг.3 показана поверхность формования 32 в виде "арахиса". Как и в описанном ранее процессе, приготовленный слоистый материал 10 устанавливают поверх поверхности формования в виде "арахиса" 32, с декоративной поверхностью 24 слоистого материала 10, обращенной в другую сторону от поверхности формования 32. Силиконовую мембрану 34 устанавливают с противоположной стороны слоистого материала 10, а поверх мембраны 34 устанавливают источник теплоты 36. Слоистый материал 10 затем нагревают до температуры около 115°С и прикладывают давление в направлении поверхности формования 32. При принудительной подаче вниз слоистого материала 10 вокруг поверхности формования 32 x крепированный лист слоистого материала 10 растягивается вокруг выпуклых участков 38 поверхности формования 32 и сжимается вокруг вогнутых участков 40 поверхности формования 32. Затем оставляют отформованный слоистый материал для остывания, при этом отвержденный полимер сохраняет форму поверхности формования, после чего давление снимают.
Были описаны простые варианты формования с получением полусферы или "арахиса", однако специалисты легко поймут, что фактически нет ограничений для форм, в которые декоративный слоистый материал может быть сложно отформован в соответствии с настоящим изобретением. Например, сложно формуемый слоистый материал в соответствии с настоящим изобретением может быть использован для производства мебели для офисов, в том числе с самым последним эргономическим дизайном, когда требуются сложные радиусы; мебели с простыми и сложными радиусами; отформованных лицевых сторон дверей, лицевых сторон выдвижных ящиков, галтелей и панелей для кухонного оборудования; архитектурных дверей и деталей фасадов зданий; рабочих поверхностей с непрерывно отформованными кромками, в том числе кухонных стоек, торговых рабочих поверхностей, столов и т.п.; формованных изделий для упаковки; перегородок с непрерывно отформованными кромками; формованных ванн и водосборных бассейнов; отформованных стенных панелей; потолочных панелей; отформованных композиционных изделий для автомобилей, которые содержат сложно формуемый слоистый материал, образующий декоративную поверхность, и пластиковую основу; отформованных исходных компонентов мебели, в том числе сидений и подлокотников; отформованных коробок для хранения товаров; отформованных декоративных деталей магазинов; подносов для кафетериев; столовой посуды; декоративных аппликаций и предметов искусства.
Например, на фиг.4 и 5 показана дверь шкафа 110 в соответствии с настоящим изобретением. Дверь шкафа 110 содержит сложно формуемый декоративный слоистый материал 112, закрепленный на основе 114 из фибрового картона средней плотности (MDF). Поверхность двери шкафа 110 имеет множество явных вогнутых и выпуклых поверхностей, идущих в различных направлениях и образованных в трехмерном пространстве.
Изготовление двери шкафа 110 производят во многом аналогично ранее описанному со ссылкой на фиг.2 и 3. Более точно, сначала получают сложно формуемый декоративный слоистый материал 112 за счет приложения теплоты и давления, необходимых для отверждения и объединения пропитанных полимером слоев, что позволяет изготовить декоративный слоистый материал 112. После изготовления сложно формуемого декоративного слоистого материала 112 его подвергают процессу сложного формования, в котором декоративный слоистый материал 112 формуют в соответствии с формой основы 114, с которой он должен быть связан. Перед проведением формовки на основу 114 наносят клей для клеевого соединения слоистого материала 112 с основой 114 после завершения процесса сложного формования. Однако клей может быть нанесен также и на заднюю поверхность слоистого материала, вместо нанесения на основу или в дополнение к нему.
Для того чтобы обеспечить полное покрытие открытой поверхности двери шкафа 110 декоративным слоистым материалом 112, выбирают размер декоративного слоистого материала 112 немного больше размера основы 114, с которой он будет связан в результате формовки. Поэтому выступающие за края основы 114 кромки декоративного слоистого материала 112 подрезают, после чего дверь шкафа готова к использованию.
При использовании для покрытия поверхностей кухонных шкафов сложно формуемый слоистый материал в соответствии с настоящим изобретением может заменять плакированные винилом двери шкафов, при этом срок службы существенно увеличивается. Аналогичным образом деревянные двери могут быть заменены сложно формуемым слоистым материалом.
Дополнительный пример использования технологии в соответствии с настоящим изобретением приведен на фиг.6 и 7, где показана столешница 210, имеющая поверхность 214 из сложно формуемого декоративного слоистого материала. Столешница 210 содержит сложно формуемый декоративный слоистый материал 212, закрепленный на основе 216 из фибрового картона средней плотности (MDF). Использование технологии в соответствии с настоящим изобретением позволяет полностью покрыть столешницу 210 единственным листом сложно формуемого декоративного слоистого материала 212. Основа 216 столешницы 210 подготовлена таким образом, что она имеет закругленные углы 218 и изогнутые или скошенные кромки 220. Углы 218 и кромки 220 образуют поверхность, на которой растягивают и сжимают сложно формуемый декоративный слоистый материал 212. Специалисты легко поймут, что технология в соответствии с настоящим изобретением может быть применена для столешниц с различной формой поверхности.
Изготовление столешницы 210 производят во многом аналогично тому, как это уже было описано ранее со ссылкой на фиг.2, 3, 4 и 5. Более точно, сначала получают сложно формуемый декоративный слоистый материал 212 за счет приложения теплоты и давления, необходимых для отверждения и объединения пропитанных полимером слоев, что позволяет изготовить декоративный слоистый материал 212. После изготовления сложно формуемого декоративного слоистого материала 212 его подвергают процессу сложного формования, в котором декоративный слоистый материал 212 формуют в соответствии с формой основы 216, с которой он должен быть связан. Процесс формовки заставляет слоистый материал 212 сгибаться, растягиваться и сжиматься вокруг углов 218 и кромок 220 основы 216. Перед проведением формовки на основу 216 или слоистый материал 212 наносят клей для клеевого соединения слоистого материала 212 с основой 216 после завершения процесса сложного формования.
Для того чтобы обеспечить полное покрытие открытой поверхности столешницы 210 декоративным слоистым материалом 212, выбирают размер декоративного слоистого материала 212 немного больше размера основы 216, с которой он будет связан в результате формовки. Поэтому выступающие за края основы 216 кромки декоративного слоистого материала 212 отрезают или обертывают вокруг и вводят под столешницу (см. фиг.6 и 7). В том случае, когда кромки декоративного слоистого материала 212 выступают за края основы 216, они могут быть обрезаны, после чего столешница готова к использованию.
В соответствии с альтернативным вариантом осуществления настоящего изобретения, и в таких ситуациях, когда требуется очень высокая долговечность сложно формуемого слоистого материала, слоистый материал может быть отформован с дополнительным верхним листом и/или с дополнительными x крепированными листами крафт-бумаги в слое сердечника. Что касается дополнительного верхнего листа, то указанный лист преимущественно представляет собой лист бумаги, пропитанный меламино-фенолоформальдегидным полимером, который проходит аналогичную описанной обработку для улучшения его характеристик растяжения. После приложения давления и теплоты для формования готового декоративного слоистого материала, полимер в дополнительном верхнем слое бумаги образует барьер, предотвращающий повреждение лежащего ниже декоративного листа. Дополнительный верхний слой бумаги задает характеристики поверхности готового декоративного слоистого материала. Например, состав дополнительного верхнего слоя может повысить стойкость декоративного слоистого материала к химическим реагентам, теплостойкость светостойкость, ударную вязкость и стойкость к истиранию.
В тех случаях, когда принимают решение о введении дополнительного верхнего слоя или дополнительных листов слоя сердечника в слоистый материал, нашли, что приготовленный слоистый материал все еще остается в высокой степени пригодным для обсуждавшегося здесь выше сложного формования. Однако также нашли, что такой слоистый материал не может быть изогнут под такими малыми радиусами, как в случае ранее описанного слоистого материала с двумя листами.
Несмотря на то, что в соответствии с предпочтительными вариантами осуществления настоящего изобретения были использованы конкретные типы бумаги, могут быть использованы и другие типы бумаги, что не выходит за рамки настоящего изобретения. Аналогично, несмотря на то, что выше приведены конкретные рабочие параметры и технологии изготовления, специалисты легко поймут, что и здесь возможны вариации, которые не выходят за рамки настоящего изобретения.
Со ссылкой на фиг.8 описан альтернативный вариант настоящего изобретения. В соответствии с этим вариантом предлагается панель 310 из сложно формуемого слоистого материала, которая главным образом содержит пропитанный полимером слой (слои) 312 и основу из MDF 322.
Более конкретно, в соответствии с предпочтительным вариантом осуществления настоящего изобретения, панель 310 из сложно формуемого слоистого материала содержит пропитанный полимером декоративный слой 314, образованный из двусторонне растяжимой декоративной бумаги 316, пропитанный полимером слой сердечника 318, образованный из двусторонне растяжимой крафт-бумаги 320, и основу 322 из имеющего высокую гибкость фибрового картона средней плотности (MDF). Что касается декоративной бумаги и крафт-бумаги в соответствии с предпочтительным вариантом осуществления настоящего изобретения, то возможно использование единственного листа декоративной бумаги, что не выходит за рамки настоящего изобретения.
Что касается декоративной бумаги 316 декоративного слоя 314, то лист декоративной бумаги 316 обычно изготавливают из стопы бумаги высокого качества, обладающей массой весом 50-125 листов, а именно, из наполненной красителем бумаги из альфа целлюлозы, пропитанной водным раствором спирта или водным раствором меламино-фенолоформальдегидного полимера. Однако перед проведением пропитки полимером декоративную бумагу 316 обрабатывают таким образом, что она становится двусторонне растяжимой как в направлении х, так и в направлении y. В соответствии с предпочтительным вариантом осуществления настоящего изобретения обработку бумаги производят за счет x крепирования, хотя могут быть использованы и другие подходящие технологии обработки, что не выходит за рамки настоящего изобретения.
Растяжимую декоративную бумагу 316 затем пропитывают водным раствором спирта или водным раствором меламино-фенолоформальдегидного полимера. Пропитанная полимером декоративная бумага 316 затем подвергается сушке, частичному отверждению и окончательной резке на листы. Наполненная красителем бумага из альфа-целлюлозы листа декоративной бумаги может иметь сплошную однородную окраску, декоративный дизайн или полученное при помощи фотогравирования воспроизведение природных материалов, таких как дерево, мрамор, кожа и т.п. Эстетические характеристики бумаги из целлюлозы будут выражены в виде декоративного дизайна слоистого материала после окончательного изготовления декоративного слоистого материала.
Слой сердечника 318 преимущественно образован из единственного пропитанного фенолоальдегидным полимером листа крафт-бумаги 320. Слой сердечника 318 является очень тонким для сведения к минимуму толщины результирующего слоистого материала 310, однако он образует стабильный конструктивный элемент и улучшает характеристику сложной формуемости результирующего декоративного слоистого материала 310. В соответствии с предпочтительным вариантом осуществления настоящего изобретения перед проведением x крепирования крафт-бумага 320 имеет основную массу 123.7 г/м2, однако специалисты легко поймут, что эта основная масса может варьировать, что не выходит за рамки настоящего изобретения.
Как и в случае описанного ранее листа декоративной бумаги 316, крафт-бумага 320 слоя сердечника 318 подвергается обработке для придания мягкости и растяжимости как в x, так и в у направлениях. После этого растяжимую крафт-бумагу 320 полностью пропитывают и сушат для удаления растворителя. Затем фенолоальдегидный полимер преобразуют в термореактивное состояние в ходе прессования или сжатия при проведении операции формовки.
Фибровый картон основы 322, который используют в соответствии с данным вариантом, имеет толщину около 0.3175 см. В соответствии с предпочтительным вариантом осуществления настоящего изобретения фибровый картон основы 322 представляет собой фибровый картон средней плотности (MDF). MDF специально изготавливают таким образом, чтобы было возможно производить его формование с использованием формовочного пресса с согласованными пресс-формами. Несмотря на то, что в соответствии с предпочтительным вариантом осуществления настоящего изобретения используют определенный MDF, могут быть использованы и другие аналогично формуемые виды MDF, что не выходит за рамки настоящего изобретения.
Панель 310 декоративного слоистого материала низкого давления в соответствии с данным вариантом создают за счет комплектования пакета (пачки) из основы 322 из фибрового картона, декоративной бумаги 316 и крафт-бумаги 320, и его установки между стальными пластинами. После этого пакет слоистого материала подвергают воздействию температур в диапазоне от 115°С до 160°С и давления ориентировочно от 1.03 МПа до 2.93 МПа, в течение времени, достаточного для объединения слоистого материала и отверждения полимеров.
Давление и теплота принуждают полимер течь и пропитывать бумажные листы, отверждаться и объединять листы в единую массу слоистого материала, которую именуют декоративным слоистым материалом низкого давления. Дополнительно полимер затекает также в основу и создает линию связи. Декоративный слоистый материал низкого давления в соответствии с настоящим изобретением может производиться непрерывно, за счет использования системы обработки конвейерного типа или партиями с использованием обычных систем обработки.
После окончательного изготовления, как уже было упомянуто здесь ранее при описании первого варианта, панель декоративного слоистого материала 310 может быть использована для получения различных конструкций за счет применения процесса сложного формования в трех измерениях. Процесс сложного формования позволяет также производить панели декоративного слоистого материала с использованием как растяжения, так и сжатия, ранее полученного слоистого материала. Может быть использован описанный здесь ранее процесс формования или процесс формования с использованием пресса высокого давления с согласованными пресс-формами.
Несмотря на то, что в соответствии с предпочтительным вариантом осуществления настоящего изобретения комбинируют MDF с крафт-бумагой и декоративной бумагой, ранее приложения теплоты и давления, можно предусмотреть использование MDF в качестве обычной основы, которая соединена при помощи клея с декоративным слоистым материалом, который был предварительно объединен (отформован) за счет приложения теплоты и давления. При таком использовании MDF соединяют при помощи клея с декоративным слоистым материалом высокого давления либо с декоративным слоистым материалом низкого давления, после чего всю сборку подают в формовочный пресс с согласованными пресс-формами для проведения сложного формования в соответствии с настоящим изобретением.
В соответствии с дополнительным вариантом осуществления настоящего изобретения принципы настоящего изобретения могут быть применены к получению декоративной бумаги с текстурой древесины или декоративной бумаги с абстрактным рисунком, подходящей для описанного выше процесса сложного формования. В соответствии с этим дополнительным вариантом используют типографскую бумагу с насыщаемостью (число Кобба (Cobb value) 30 секунд ориентировочно равно 20.0), которая годится для x крепирования. Эту бумагу сначала x крепируют для получения изотропной способности к растяжению (изотропной растяжимости) >20.0%. Затем бумагу каландрируют для получения гладкой, пригодный для печати поверхности. Наконец, после этого используют ротационную глубокую печать для нанесения желательного рисунка. Готовая бумага имеет как требуемую точность воспроизведения рисунка, так и способность к растяжению, необходимую для последующего изготовления сложно формуемого слоистого материала.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в них специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
Реферат
Сложно формуемый декоративный слоистый материал содержит пропитанный полимером декоративный слой, образованный из двусторонне растяжимой декоративной бумаги, и пропитанный полимером слой сердечника, образованный из двусторонне растяжимой крафт-бумаги. Слоистый материал используют для производства различных изделий, требующих формовки относительно поверхности сложной формы, в частности пакета из слоистого материала. Панель из слоистого материала имеет кроме декоративного слоя формуемую основу. Способ изготовления формуемого декоративного слоистого материала включает в себя операции: обработку декоративной бумаги, ее пропитку, обработку и пропитку крафт-бумаги, послойную укладку и объединение слоев декоративной и крафт-бумаги под давлением с предварительной пропиткой их фенолоформальдегидным полимером. Технический результат заключается в улучшении поверхностных свойств декоративного слоистого материала. 5 н. и 32 з.п. ф-лы, 8 ил.
Комментарии