Способ и устройство для горячего тиснения - RU2608913C2
Код документа: RU2608913C2
Чертежи




Описание
Изобретение касается способа и устройства для горячего тиснения.
В ЕР 0089494 А2 описывается способ тиснения гибкого рулонного материала с помощью пленки горячего тиснения в виде лент. Для повышения рабочей скорости полотно материала и пленку горячего тиснения вместе пропускают на большом отрезке пути вдоль нагреваемой поверхности опорного элемента и посредством нескольких прижимных валков, расположенных на расстоянии друг от друга вдоль этой нагреваемой поверхности, прижимают к нагреваемой поверхности опорного элемента. Благодаря этому обеспечивается увеличение рабочей скорости по меньшей мере в пять раз. Устройство для осуществления этого способа характеризуется тем, что сепаратор роликоподшипника выполнен таким образом, что ролики, постепенно продвигаясь изнутри наружу, могут прилегать к тиснильным валкам. Привод тиснильных валков согласно этому решению осуществляется через муфту с изменяемым моментом вращения, например, порошковую электромагнитную муфту или с помощью электронного устройства регулирования крутящего момента, в частности посредством электрической волны.
В основу данного изобретения положена задача: предложить улучшенный способ горячего тиснения и соответствующее устройство.
Эта задача решается способом горячего тиснения по меньшей мере одной части по меньшей мере одной лентообразной пленки для горячего тиснения на лентообразную подложку, при котором подложку, на которую тиснением должна быть нанесена пленка для горячего тиснения из этой по меньшей мере одной пленки для горячего тиснения, совмещают с этой по меньшей мере одной пленкой, подложку и прилегающую к ней пленку для горячего тиснения пропускают вдоль периметра первого нагреваемого тиснильного валка, причем при первом тиснении подложка и прилегающая к ней пленка для горячего тиснения посредством расположенных на периметре первого тиснильного валка прижимных роликов прижимаются друг к другу и к нагреваемой поверхности этого первого тиснильного валка, и при этом на подложку тиснением наносится первый тисненый слой, однократно тисненую подложку отводят от первого тиснильного валка и по направлению движения подложки после первого тиснильного валка снова совмещают с той же или следующей пленкой для горячего тиснения из по меньшей мере одной пленки для горячего тиснения, однократно тисненая подложка и прилегающая к ней пленка для горячего тиснения пропускаются вдоль периметра второго нагреваемого тиснильного валка, причем при втором тиснении подложка и прилегающая к ней пленка для горячего тиснения посредством по меньшей мере одного расположенного на втором тиснильном валке второго прижимного ролика прижимаются друг к другу и к нагреваемой поверхности второго тиснильного валка, и на подложку тиснением наносится второй тисненый слой, и дважды тисненая подложка отводится от второго тиснильного валка. Эта задача решается, далее, устройством для горячего тиснения, содержащим зону заправки подложки, посредством которой может втягиваться лентообразная подложка, предназначенная для нанесения на нее тиснения; по меньшей мере одно направляющее устройство для ленты, с помощью которого по меньшей мере одна лентообразная пленка для тиснения совмещается с заправленной подложкой; первый тиснильный участок с первым нагреваемым тиснильным валком и по меньшей мере одним первым прижимным роликом, который расположен на периметре первого тиснильного валка и направляет подложку и прилегающую к ней пленку для тиснения вдоль периметра первого тиснильного валка, за счет чего по меньшей мере часть прилегающей к подложке пленки для тиснения наносится тиснением на подложку в виде первого тисненого слоя; второй тиснильный участок, который расположен по ходу движения подложки после первого тиснильного участка и содержит по меньшей мере один второй нагреваемый тиснильный валок и по меньшей мере один второй прижимной ролик, который расположен на наружной поверхности второго тиснильного валка и посредством которого однократно тисненая подложка и прилегающая к ней пленка для тиснения из по меньшей мере одной пленки для тиснения проводится вдоль периметра второго тиснильного валка, и таким образом по меньшей мере часть прилегающей к подложке пленки для тиснения посредством тиснения наносится на эту подложку в виде второго тисненого слоя; и устройство для вывода подложки, с помощью которого двукратно тисненая подложка удаляется из устройства.
Эти способ и устройство пригодны для горячего тиснения элементов защиты на подложку в виде полотна, в частности на бумажное полотно для изготовления банкнот, в ходе высокоскоростного процесса, например, со скоростью в диапазоне от 1 м/мин до 500 м/мин, в частности от 80 м/мин до 200 м/мин.
В основу данного изобретения положена рулонная концепция, т.е. способ изготовления с рулона в рулон: подложка в виде полотна сматывается с питающего рулона, за один проход пропускается через устройство, чтобы она в первом тиснении, которое осуществляется на первом тиснильном участке, и во втором тиснении, которое осуществляется на втором тиснильном участке, была снабжена тиснеными слоями посредством по меньшей мере одной пленки для тиснения, а затем намотана на накопительный рулон. При этом подложка в таком устройстве помимо тиснений может быть снабжена еще и аппликациями, соответственно, подвергнута дополнительным видам отделки, таким как нанесение печатных слоев, выполнение сквозных отверстий, облучение, увлажнение.
Упомянутая по меньшей мере одна пленка для тиснения может содержать две различные пленки для тиснения, причем при первом тиснении на подложку по меньшей мере частично наносится первая из этих двух различных пленок для тиснения, вследствие чего на подложке образуется первый тисненый слой, а при втором тиснении на подложку по меньшей мере частично наносится вторая пленка для тиснения из двух различных пленок для тиснения, вследствие чего на подложке образуется второй тисненый слой.
В качестве альтернативы, возможно, что эта по меньшей мере одна пленка для тиснения содержит лишь одну единственную пленку для тиснения, причем при первом тиснении эта пленка для тиснения по меньшей мере частично наносится на подложку, вследствие чего на ней образуется первый тисненый слой, а при втором тиснении на подложку по меньшей мере частично наносится оставшаяся после первого тиснения часть пленки для тиснения, за счет чего на подложке образуется второй тисненый слой.
По меньшей мере одна из указанной по меньшей мере одной пленки для тиснения может быть выполнена как переводная пленка, которая содержит несущую пленку и отделяемый с нее предпочтительно под действием тепла и переводимый на подложку переносной слой. В этом случае после тиснения на подложке остается лишь переносной слой в виде тисненого слоя, тогда как несущий слой отделяется от этого переносного слоя. Если для первого и/или второго тиснения в качестве пленки для тиснения используется переводная пленка, то при соответствующем тиснении на подложку тиснением наносится лишь часть этой пленки для тиснения, а именно переносной слой.
По меньшей мере одна из указанной по меньшей мере одной пленки для тиснения может быть выполнена в виде пленки для ламинирования с рабочим слоем, которая содержит несущую пленку и рабочий слой, например декоративный слой, а также, в частности, термоактивируемый клеевой слой, которые все вместе в форме тисненого слоя помещают на подложку. По меньшей мере одна из указанной по меньшей мере одной пленки для тиснения может быть выполнена в виде пленки для ламинирования без рабочего слоя, которая в форме тисненого слоя помещается на подложку. Если для первого и/или второго тиснения используется пленка для тиснения, выполненная в виде пленки для ламинирования, то при соответствующем тиснении на подложку посредством тиснения наносится вся пленка для тиснения.
В качестве несущей пленки может служить полимерная пленка, например, из полиэфира, полиэтилентерефталата (РЕТ), полиэтиленнафталата (PEN), полиэтилена (РЕ), полипропилена (РР) или поликарбоната (РС), предпочтительно толщиной от 6 мкм до 125 мкм.
Предпочтительно такая пленка для тиснения на своей обращенной к подложке стороне содержит термоактивируемый клеевой слой, посредством которого эта по меньшей мере одна часть пленки для тиснения, а именно тисненый слой, или вся пленка для тиснения закрепляется на подложке. Кроме того, этот тисненый слой или пленка для тиснения на своей обращенной от подложки стороне могут иметь слой для приема оттиска, который повышает способность тисненого слоя или пленки для тиснения к запечатыванию, т.е. улучшает сцепление типографской краски с тисненым слоем или пленкой для тиснения.
Может быть также, что переносной слой пленки для тиснения, выполненной как переводная пленка, в процессе тиснения полностью переносится тиснением на подложку в форме полосы, проходящей предпочтительно по всей единице использования, как это имеет место в случае пленочной полосы на банкнотах достоинством 5-, 10- и 20 евро первой серии евро-банкнот. Возможно также, что переносной слой пленки для тиснения, выполненной как переводная пленка, в процессе тиснения переносится на подложку частично, в форме локально ограниченных элементов, например, с круглым, овальным или квадратным очертанием, как это имеет место в случае пленочных включений на банкнотах достоинством 50-, 100-, 200- и 500 евро первой серии евро-банкнот.
Пленка для тиснения может также представлять собой переводную пленку с этикетками горячего тиснения, как это описано, например, в WO 2010/072339 A2. Такая переводная пленка содержит основную пленку, которая имеет первый несущий слой и одно- или многослойный декоративный пласт, который может быть отделен от основного слоя. На обращенную от этого декоративного пласта поверхность первой несущей пленки посредством первого клеевого слоя может быть нанесена вторая несущая пленка таким образом, что первый клеевой слой будет располагаться между первой несущей пленкой и второй несущей пленкой. Этот первый клеевой слой активирован в первой области, которая по меньшей мере частично покрывает по меньшей мере частичную область основной пленки, а в граничащей с этой областью второй области не активирован, не предусмотрен или дезактивирован. Первая несущая пленка по меньшей мере частично рассечена вдоль граничной линии, определяющей указанную по меньшей мере одну первую частичную область и отделяющей эту по меньшей мере одну первую частичную область от второй частичной области. Вторая часть основной пленки, содержащая вторую частичную область, оттягивается от этой второй несущей пленки, тогда как по меньшей в одной первой частичной области основная пленка за счет активированного первого клеевого слоя сцепляется со второй несущей пленкой, и первая часть основной пленки, содержащая эту по меньшей мере одну первую частичную область, остается на второй несущей пленке. Декоративный пласт первой части основной пленки, оставшейся на второй несущей пленке, образует тем самым переводные этикетки или лейблы со своей несущей пленкой, т.е. первой несущей пленкой, которая закреплена на вспомогательной несущей пленке, т.е. на второй несущей пленке, и оттуда в процессе тиснения передается на подложку, соответственно, отделяется. При круглом очертании такие переводные этикетки обозначаются как «пилюли» («таблетки»). С помощью такой переводной пленки можно создать элемент защиты, который обычным «переводным» способом можно нанести на защищаемый документ, например банкноту или идентификационный документ, и который из-за неконтролируемого отрыва декоративного пласта в краевой области переведенного многослойного тела не будет «обтрепываться» (ID-идентификация). Такие «пилюли» могут, в частности, служить для закрытия сквозных окошек в подложке.
На внешней стороне такая пленка может иметь слой для приема оттиска, который улучшает свойства пленки в отношении возможности запечатывания, т.е. улучшает сцепление с типографскими красками.
В качестве подложки может служить материал в форме полотна, который выдерживает, в частности, механические нагрузки, возникающие при тиснении способом «с рулона на рулон». На практике рассматриваются в первую очередь волокнистые подложки или подложки из полимерных пленок. В качестве подложек для банкнот пригодны, в частности, однослойные или многослойные волокнистые подложки, такие как бумажные или хлопчатобумажные подложки, ламинаты или экструдаты из комбинации природного волокнистого материала (например, бумага, хлопок) и пластмассы, например, композитный материал из нескольких слоев бумаги, соответственно волокон и пластмассы, а также однослойные или многослойные пластмассовые подложки. Известной бумажно-пластмассовой комбинацией является бумага для банкнот Durasafe® фирмы Landquart AG, Швейцария. Хлопково-пластмассовые комбинации для банкнот предлагаются, например, немецкой фирмой Giesecke & Devrient GmbH. Известной пластмассовой подложкой является подложка для банкнот Guardian® фирмы Securency International Pty Ltd., Австралия, и Innovia Films, Соединенное Королевство.
Полотно подложки разделено на множество однотипных сегментов, называемых также единицами использования, которые располагаются на полотне подложки столбцами вдоль направления перемещения подложки и строками поперек направления перемещения подложки. Единица использования может быть образована, например, в виде банкноты, листа деловой бумаги или страницы удостоверения личности. Разделение полотна подложки на единицы использования является обычным процессом в типографской технике и предназначено для оптимального использования имеющегося в распоряжении полотна для получения множества однотипных печатных изделий.
В зависимости от его ширины, например, от одного до двух метров, полотно подложки имеет определенное количество столбцов единиц использования, например, от трех до восьми столбцов. Каждый столбец единиц использования при этом может быть увязан с определенным количеством тиснильных ручьев, т.е. на каждую единицу использования может наноситься определенное количество тисненых слоев.
У обычных тиснильных машин минимальное расстояние между двумя тиснильными ручьями по конструктивным соображением лежит в диапазоне примерно 100 мм. Причиной этого являются размеры механизмов для протягивания пленки для тиснения поперек направления движения подложки, т.е. ширина ленточных направляющих, роликов и других конструктивных элементов, которые при тиснении направляют пленку для тиснения и, в частности, оказывают тянущее усилие на пленку для тиснения, чтобы удерживать ее туго натянутой и/или чтобы посредством этого тянущего усилия можно было в малой степени регулировать продольное положение этой пленки для тиснения. Эти тянущие механизмы для пленки имеют определенную, обусловленную механикой, двигателем и т.д. минимальную ширину, которая ограничивает минимальное расстояние между двумя тиснильными ручьями и не позволяет наносить на подложку соседние тисненые слои с существенно меньшим расстоянием между ними. Даже при расположении соседних тянущих механизмов для пленки со смещением в направлении движения подложки оказывается невозможным существенно уменьшить минимальное расстояние между двумя тиснильными ручьями.
Если на обычных тиснильных машинах, базирующихся на листовой или рулонной концепции и имеющих лишь единственный тиснильный участок, потребуется нанести на подложку, т.е. на лист или на полотно, несколько тиснений, количество которых превышает максимально возможное число тиснильных ручьев за один проход, как это было описано выше, то эту подложку после первой тиснильной проводки нужно будет снова пропустить через ту же самую машину на вторую тиснильную проводку. Из-за этих двух проводок итоговая скорость процесса, т.е. интенсивность выхода конечного продукта, т.е. снабженной тиснением подложки, снижается по меньшей мере на 50%.
Недостатком таких нескольких проводок, помимо сильно сниженной скорости процесса и необходимых работ по возможной переоснастке одной единственной машины, является необходимое промежуточное хранение подложки, которая при изготовлении банкнот, как правило, представляет собой бумагу или иную из вышеназванных природных волокнистых подложек. Бумага или другая природная волокнистая подложка «живет», т.е. меняется в зависимости от окружающих условий, таких как влажность воздуха и температура. При промежуточном хранении между двумя проводками бумага оказывается в не подвергаемом дополнительному контролю состоянии, которое отличается от того, в каком она находилась перед первым тиснением. Из-за этого второе тиснение может протекать не при тех же условиях, что первое. Может потребоваться также и требующая времени настройка машины с учетом других свойств бумаги. Кроме того, бумага помимо других свойств будет иметь еще и другие размеры, так как в зависимости от окружающих условий бумага немного деформируется, в частности нелинейно в разных пространственных направлениях. Это означает также, что точность положения или точность приводки между первым и вторым тиснениями или, соответственно, между вторым тиснением и бумагой снижаются.
В отличие от обычных тиснильных машин, которые базируются на листовой или рулонной концепции и имеют лишь один тиснильный участок, при реализации заявленного изобретения приведенные выше недостатки не возникают.
За счет бесперебойного многократного тиснения на двух расположенных друг за другом тиснильных участках, т.е. «поточного производства», заявленное изобретение обеспечивает существенное повышение скорости процесса по сравнению с обычными тиснильными машинами с двойной проводкой, т.е. существенное повышение интенсивности выхода конечного продукта, т.е. готовой подложки с тиснением.
За счет быстрого, в секундном диапазоне, следования друг за другом обеих операций тиснения второе тиснение проходит практически в тех же условиях, что и первое тиснение, соответственно, имеются очень точные сведения о текущих свойствах бумаги, поскольку окружающие условия между первым и вторым тиснениями колеблются лишь незначительно. На основании этих сведений о свойствах бумаги перед первым тиснением и в связи с лишь незначительным изменением бумаги со времени первого тиснения, например, вследствие влажности, второе тиснение можно точно согласовать с этими известными условиями. Таким образом, благодаря данному изобретению отпадает необходимость в требующем времени согласовании условий тиснения с сильно меняющимися и в значительной мере неизвестными свойствами бумаги. Одновременно повышается точность между первым и вторым тиснениями.
Согласно изобретению полотно подложки и прилегающая к нему пленка для тиснения на большом отрезке проводятся вдоль нагреваемой поверхности тиснильного валка, и полотно подложки и пленка для тиснения вместе прижимаются к этой нагреваемой поверхности тиснильного валка с помощью нескольких прижимных роликов, расположенных вдоль этой нагреваемой поверхности на расстоянии друг от друга. Тем самым предусмотрено несколько следующих друг за другом зон контакта (nips), через которые проходит полотно подложки с пленкой для тиснения, причем в каждой из этих зон контакта с помощью прижимного ролика происходит прижатие пленки для тиснения к подлежащему декорированию полотну подложки. Преимущество такого выполнения тиснильного участка, описанное, например, в ЕР 0089494 А2 или в WO 2005/120832 A1, заключается в том, что полотно подложки с пленкой для тиснения на пути между отдельными зонами контакта постоянно остаются нагретыми, и тем самым в промежутке между различными прижимными роликами охлаждение не происходит. Таким путем может быть достигнута значительная рабочая скорость, более 150 м/мин. Поскольку между отдельными прижимными роликами не происходит охлаждение полотна подложки и пленки для тиснения, то нет и опасности, что возникнут искажения в узоре. Таким образом, при такой конструкции не только достигается высокая производительность, но и обеспечивается высокое качество тиснения.
Предпочтительные варианты осуществления изобретения охарактеризованы в зависимых пунктах формулы изобретения.
Особенно благоприятно, если при первом и/или втором тиснениях подложка и прилегающая к ней пленка для тиснения прижимаются друг к другу и к нагреваемой поверхности первого тиснильного валка с помощью по меньшей мере двух прижимных роликов, расположенных вокруг прижимного валка на расстоянии друг от друга. За счет этого возможно значительное повышение производительности, так как увеличивается область поверхности, на которой давление и тепло прикладываются к пленке для тиснения, проводимой по периметру тиснильного валка и прилегающей к подложке. Благодаря этому увеличению области поверхности удлиняется и время, в течение которого давление и тепло воздействуют на пленку для тиснения, а также можно, в частности, клеевой слой или при необходимости слой отделения пленки для тиснения активировать достаточно для того, чтобы обеспечить, в частности, особенно хорошее сцепление пленки для тиснения с подложкой и/или особенно хорошее отделение переносного слоя пленки для тиснения, выполненной как переводная пленка.
Среди этих аспектов имеется одно предпочтительное усовершенствование устройства согласно изобретению, когда первый тиснильный участок содержит по меньшей мере два первых прижимных ролика, которые расположены вокруг первого тиснильного валка на расстоянии друг от друга и посредством которых подложка и прилегающая к ней пленка для тиснения из по меньшей мере одной пленки для тиснения могут пропускаться по периметру первого тиснильного валка, и тем самым по меньшей мере часть прилегающей к подложке пленки для тиснения наносится тиснением на подложку в виде первого тисненого слоя, и/или когда второй тиснильный участок содержит по меньшей мере два вторых прижимных валка, которые расположены вокруг второго тиснильного валка на расстоянии друг от друга и посредством которых однократно тисненая подложка и прилегающая к ней пленка для тиснения из по меньшей мере одной пленки для тиснения могут пропускаться по периметру второго тиснильного валка, и тем самым по меньшей мере часть прилегающей к подложке пленки для тиснения может наноситься тиснением на подложку в виде второго тисненого слоя.
Согласно одной предпочтительной модификации данного изобретения подложку перед первым тиснильным участком и/или между первым и вторым тиснениями, и/или после второго тиснения снабжают по меньшей мере одним печатным слоем. При этом печатный слой может располагаться между подложкой и первым тисненым слоем и/или между первым и вторым тиснеными слоями, и/или на втором тисненом слое. Предпочтительно, чтобы устройство для горячего тиснения с этой целью содержало печатающий механизм для нанесения по меньшей мере одного печатного слоя на подложку, который располагается в направлении перемещения подложки перед первым тиснильным участком и/или между первым и вторым тиснильными участками, и/или после второго тиснильного участка по ходу подложки. Печатающие механизмы для нанесения краски или функциональных слоев методами офсетной, трафаретной, глубокой или струйной печати могут располагаться внутри устройства для горячего тиснения в любом положении и предпочтительно независимо от тиснильных участков, т.е. между возможно предусмотренными участками размотки и намотки, чтобы подложку и/или нанесенный на нее тисненый слой между процессами тиснения снабдить печатью.
Согласно одной предпочтительной модификации данного изобретения по меньшей мере один печатный слой помещается в области, которая подлежит тиснению и/или в имеющей тиснение области однократно и/или двукратно снабженной тиснением подложки. С помощью предусмотренных согласно изобретению нескольких тиснильных участков возможно не только, чтобы первому тисненому слою предшествовало нанесение печати на подложку, т.е. печатный слой наносился на подложку перед первым тиснением, но и чтобы этот первый тисненый слой запечатывался, т.е. печатный слой наносился на первый тисненый слой после первого тиснения, а затем печатный слой, нанесенный на первый тисненый слой, в свою очередь, подвергался тиснению, т.е. чтобы этот печатный слой заделывался тисненым слоем. Точно так же возможно, чтобы этот второй тисненый слой, в свою очередь, покрывался печатью. За счет этого возможны любые сэндвичные структуры из печатных слоев и тисненых слоев, например слоистая структура «печатный слой/тисненый слой/печатный слой/тисненый слой/печатный слой», причем их точное по приводке взаимодействие предпочтительно создает новые оптические и/или функциональные эффекты.
В качестве печатного слоя может наноситься орнамент, соответственно печатный элемент защиты, видимый или невидимый (флуоресцирующий под действием инфракрасного или ультрафиолетового излечения), например полоска Iriodin® для создания эффекта перламутрового блеска в зависимости от угла зрения. В качестве печатного слоя могут также наноситься функциональные слои, т.е. грунтовочные слои, клеевые слои, слои для улучшения схватывания, слои для запечатывания, грязеотталкивающие слои, пропиточные слои, слои защитного лака, слои реплицируемого лака, слои пигментов с эффектами и т.д.
Согласно одной предпочтительной модификации данного изобретения подложку между первым и вторым тиснильными участками поворачивают на участке поворота. Предпочтительно, чтобы для этой цели устройство горячего тиснения содержало участок поворота для поворачивания подложки между первым и вторым тиснильными участками. Такой участок поворота может быть выполнен как разворотное устройство веерного типа. В случае активированного поворотного участка, несмотря на вращение тиснильных валков в одном направлении, первое и второе тиснения могут осуществляться на противоположных сторонах подложки. Первое тиснение происходит на первой стороне подложки, а второе тиснение - на второй стороне, противолежащей первой стороне. Если участок поворота дезактивирован, то второе тиснение выполняется на той же стороне подложки, что и первое тиснение.
Возможно также, что первый и второй тисненые слои наносятся на подложку с противоположных сторон, и участок поворота при этом не используется. В этом случае первый и второй тиснильные валки имеют противоположные направления вращения.
Согласно одному предпочтительному усовершенствованию данного изобретения в подложке перед первым тиснением и/или между первым и вторым тиснениями, и/или после второго тиснения выполняют по меньшей мере одно сквозное отверстие. Предпочтительно, чтобы для этой цели устройство горячего тиснения содержало блок для выполнения этого по меньшей мере одного сквозного отверстия в подложке, расположенный по направлению движения подложки перед первым тиснильным участком и/или между первым и вторым тиснильными участками, и/или после второго тиснильного участка по ходу движения подложки. Оказалось благоприятным, если этот блок для выполнения по меньшей мере одного сквозного отверстия образован перфорационным модулем, в частности вращающимся высекальным цилиндром, лазерным режущим модулем или гидрорежущим модулем. При этом, например, в случае использования высекального цилиндра расстояния между отдельными выполняемыми в подложке сквозными отверстиями задаются и непрерывно повторяются в соответствии с боковой поверхностью цилиндра. Положение высекального цилиндра, а также скорость его вращения могут при этом регулироваться. Но также можно использовать и не вращающийся высекальный цилиндр. Также можно эти сквозные отверстия наносить на подложку уже во время ее изготовления, в частности во время изготовления бумаги за счет соответствующего выполнения сита для целлюлозо-бумажной массы. Такие сквозные отверстия чаще всего имеют характерные разлохмаченные края, в зависимости от свойств материала подложки. Такие сквозные отверстия могут быть полностью или частично дополнительно обрублены с помощью перфорационного модуля.
Согласно одному предпочтительному усовершенствованию данного изобретения перед первым тиснением и/или между первым и вторым тиснениями на подложке или в ней печатается приводочная метка и/или выполняется управляющее окно, и позиционирование первого тисненого слоя и/или второго тисненого слоя вдоль направления движения подложки, т.е. в продольной приводке, регулируется по этой приводочной метке или, соответственно, по этому управляющему окну. Приводочной меткой может быть также уже имеющийся на подложке водяной знак, который был создан во время изготовления подложки. Такой приводочной меткой может быть также комбинация из напечатанной приводочной метки, и/или водяного знака, и/или управляющего окна. Выполнение описанного выше сквозного отверстия тоже может регулироваться с использованием этой приводочной метки или, соответственно, управляющего окна. Предпочтительно, чтобы для этой цели устройство горячего тиснения и/или перфорационный модуль содержали по меньшей мере один датчик для обнаружения расположенного на подложке или в ней признака, действующего как приводочная метка. Такой датчик может быть выполнен как система камер или считывающее устройство для приводочных меток для оптического распознавания приводочной метки, и сигналы датчика подаются на устройство регулирования.
Приводочная метка является нанесенной на подложку маркировкой, которая на последующих этапах способа или, соответственно, отделки подложки, таких как нанесение печати, нанесение тиснения или выполнение сквозных отверстий, служит для регулирования положения на подложке соответствующего этому этапу способа или, соответственно, обработки отделанного участка, такого как печатный слой, тисненый слой или сквозное отверстие. Приводочная метка может быть выполнена в виде напечатанного приводочного креста. Управляющее отверстие представляет собой выполненное в подложке сквозное отверстие, которое служит приводочной меткой. Управляющее отверстие может быть выполнено как приводочная перфорация. С помощью таких приводочных меток или управляющих отверстий можно соблюдать заданную точность положения на подложке отделанных участков, таких как печатный слой, тисненый слой или сквозное отверстие, по отношению к внешней кромке полотна или, соответственно единицы использования. В этом случае говорят о поддержании приводки расположенных на подложке отделанных участков. Понятие приводки включает в себя также точность положения отделанного участка на лицевой и оборотной сторонах полотна подложки. В случае двухсторонней печати говорят о двухсторонней приводке. При многоцветной печати приводка, в частности приводка цвета, также обозначает положение цветоотделенных фотоформ относительно друг друга. По направлению хода машины, соответственно направлению движения подложки, говорят об окружной или осевой приводке, а в поперечном направлении - о поперечной или боковой приводке.
Боковая приводка, приводка в поперечном направлении, отделанных участков на подложке, например, нанесенных на нее печатных или тисненых слоев и выполненных в ней отверстий, как правило, всегда задается и присутствует. Для этого положение отделанного участка, как, например, тиснильного ручья, регулируется относительно бумаги и устанавливается таким образом, что этот тиснильный ручей проходит точно на заданном расстоянии от края единицы использования. Таким образом, этот тиснильный ручей всегда проходит по подложке в одном и том же поперечном положении. Это может быть гарантировано регулировкой краев полотна в устройстве горячего тиснения, которая посредством упорных брусков обеспечивает вхождение подложки на следующий участок с точной ориентацией.
Для осевой проводки, т.е. точного взаимного положения между различными отделанными участками на подложке в продольном направлении, имеются разные возможности. Возможно, что отделанный участок, как, например, тиснильный ручей, либо не приводится в продольном направлении, т.е. проходит, располагаясь на подложке без учета возможно уже имеющихся меток осевой приводки, либо располагается на подложке в приводке к осевым приводочным меткам.
Возможно, что первое тиснение происходит без приводки в продольном направлении, тогда как второе тиснение осуществляется с приводкой. При этом в качестве приводочной метки может использоваться высеченное вне используемой поверхности управляющее отверстие, которое выполняется предпочтительно одновременно с высекаемым внутри используемой поверхности сквозным отверстием. Такой приводочной меткой может быть, однако, и имеющийся в бумажной подложке водяной знак или нанесенная на подложку печатью маркировка, например, с помощью струйной печати.
Возможно также, что уже перед первым тиснением на подложку и/или в подложку помещается приводочная метка, например, в том же печатном слое, с которым на подложку наносится печатный защитный знак, и первое тиснение, а также второе тиснение осуществляются с точной приводкой по этой приводочной метке.
Если реальное положение подлежащего нанесению на подложку тисненого слоя или иного вида отделки, как, например, печатного слоя или сквозного отверстия, имеет отклонение относительно заданного положения, то должна быть проведена корректировка этого положения относительно подложки. Предпочтительно, чтобы для этой цели устройство горячего тиснения имело позиционирующий блок для выравнивания и/или корректировки положения подложки и/или по меньшей мере одной пленки для тиснения.
Например, позиционирующий блок смещает пленку для тиснения на заданный отрезок относительно полотна подложки. Точно так же возможно, чтобы этот позиционирующий блок с помощью различных тяговых усилий и получающегося в результате этого продольного растяжения пленки для тиснения регулировал положение пленки для тиснения вдоль направления движения подложки.
Согласно одной предпочтительной модификации данного изобретения позиционирование второго тисненого слоя вдоль направления движения подложки, т.е. продольная приводка регулируется по знаку дизайна и/или приводочной метке, которые присутствуют в первом тисненом слое.
При этом для второго тиснения в качестве ориентира используют не приводочную метку, нанесенную непосредственно на подложку или в нее, предпочтительно напечатанную или высеченную, а предпочтительно оптически детектируемый знак дизайна и/или приводочную метку, которые были нанесены на подложку с первым тисненым слоем. Этот знак дизайна и/или эта приводочная метка в первом тисненом слое служат в качестве приводочной метки для второго тиснения. Таким путем может быть улучшена точность взаимного расположения между первым и вторым тиснеными слоями. Возможно, что один тисненый слой лишь играет роль приводочного слоя, который содержит приводочные метки, но не имеет никакого дизайна. Этот тисненый слой наносится как тиснильный ручей, проходящий вдоль края подложки или между используемыми областями подложки, и предоставляет приводочные метки для всех тиснильных ручьев, наносимых параллельно во втором тиснении.
Возможно также, что управление позиционированием наносимого во втором тиснении тисненого слоя происходит по координатам, которые получаются при комбинации приводочной метки, нанесенной непосредственно на подложку или в нее, и приводочной метки, которая помещается на подложку с первым тисненым слоем. При этом может быть также, что координаты приводочных меток на подложке и на первом тисненом слое детектируются, эти детектированные координаты интерполируются, и по этой интерполированной величине осуществляется регулировка второго тиснения.
Согласно одной предпочтительной модификации данного изобретения первый тисненый слой образует на подложке по меньшей мере один первый тиснильный ручей, тогда как второй тисненый слой образует на подложке по меньшей мере один второй тиснильный ручей, который располагается относительно упомянутого по меньшей мере одного первого тиснильного ручья со смещением поперек направления движения подложки. За счет пространственного расстояния между первым и вторым тиснильными участками в направлении движения подложки оказывается возможным снятие ограничений в отношении минимального расстояния между соседними тиснильными ручьями, имеющихся в обычных тиснильных машинах. В одном единственном прогоне подложки соседние тиснильные ручьи могут наноситься на подложку как угодно близко друг от друга, а за счет быстрого следования друг за другом операций тиснения - с высокой точностью взаимного положения на подложке.
Первый тисненый слой наносится на подложку на первом тиснильном участке, второй тисненый слой наносится на подложку на втором тиснильном участке, причем можно установить любое смещение второго тисненого слоя по отношению к первому тисненому слою поперек направления движения подложки.
Можно, например, при первом тиснении нанести на одну сторону подложки определенное количество тиснильных ручьев, а при втором тиснении снова нанести на ту же сторону подложки такое же количество тиснильных ручьев, однако со смещением относительно первых ручьев в пределах минимального расстояния. Таким путем можно либо нанести на одну единицу использования как на одну банкноту больше ручьев, чем обычно, либо каждую единицу использования с меньшими размерами как более мелкую банкноту снабдить одним ручьем, что не представляется возможным из-за имеющихся у обычных тиснильных машин ограничений с учетом минимального расстояния. На полотне подложки за один прогон можно получить, таким образом, вдвое больше ручьев, чем прежде, и эти ручьи лежат плотнее друг к другу, чем это допускается собственными конструктивными ограничениями в обычных тиснильных машинах с одним единственным тиснильным участком. Эти вторые ручьи в продольном направлении подложки могут непосредственно примыкать к первым ручьям и/или по меньшей мере частично перекрываться с ними. В частности, благодаря этому может быть достигнуто плотное расположение соседних элементов защиты и/или перекрывающееся расположение нескольких элементов защиты, соответственно пленочных элементов на подложке, если переносной слой пленки для тиснения, выполненной как переводная пленка, в процессе тиснения наносится на подложку частично, в форме локально ограниченного пленочного элемента, например, с круглым, овальным или квадратным очертанием.
Согласно одному предпочтительному усовершенствованию данного изобретения первый и/или второй тиснильные слои, и/или дополнительный слой, который был помещен на подложку не тиснением, а иным способом, в частности напечатан, содержат отверждаемые облучением компоненты, которые после выполнения тиснения или, соответственно, их нанесения на подложку, отверждаются посредством мощного облучения. Предпочтительно, чтобы устройство горячего тиснения для этой цели имело излучающий блок для облучения подложки. Что касается излучения, то предпочтительным является ультрафиолетовое излучение или корпускулярное излучение, например электронное излучение. При этом возможно, что первое и/или второе тиснение происходит с получением первых тисненых слоев, содержащих отверждаемые ультрафиолетовыми лучами лаки, которые, однако, пока не отверждены полностью. При этом возможно, далее, что при печатании используют печать красками, которые содержат отверждаемые ультрафиолетовыми лучами лаки, которые, однако, пока не отверждены полностью. Лишь после выполнения тиснения происходит доотверждение, т.е. окончательное отверждение (англ. postcuring). Тем самым, например, можно предусмотреть на подложке перекрывающиеся области печать/пленка или пленка/пленка, и эти перекрывающиеся слоистые структуры отверждать после их нанесения на подложку.
Таким путем можно достичь улучшения химических и/или физических, и/или механических связей между слоями находящейся на подложке слоистой структуры после ее нанесения на подложку. Можно предусмотреть также и реагирующие друг с другом компоненты слоев. Кроме того, возможно, что в неотвержденном/незафиксированном состоянии эти слои реагируют друг с другом с переходом в другое состояние, которое затем фиксируется путем облучения. Способ такого рода может осуществляться только в ходе быстрого поточного процесса, при котором промежуточное хранение, неизбежное в обычных тиснильных машинах, имеющих лишь один единственный тиснильный участок, стало бы препятствием.
Возможно также, что при этом предназначенная для нанесения пленка для тиснения с целью защиты от повреждений покрывается облицовочными материалами, например, покрывными слоями, которые перед процессом тиснения удаляются. При этом такие пленки для тиснения могут содержать, например, жидкие, воскоподобные, порошкообразные компоненты или в форме чешуек (англ. flake) или включать отдельные мелкие элементы, как чипы (интегральные схемы), которые капсулируются между тиснеными и печатными слоями. Предпочтительным примером этому служит дисплей, например, жидкокристаллический или жидкокристаллический с диспергированным полимером (PDLC-display), предпочтительно из жидкого или воскоподобного жидкокристаллического материала (LC = Liquid Crystal; PDLC = Polymer Dispersed Liquid Crystal), или жидкий, воскоподобный или порошкообразный электронно-бумажный дисплей (e-ink display).
Согласно одному предпочтительному усовершенствованию данного изобретения после первого тиснения на первый тисненый слой помещается по меньшей мере один функциональный элемент, который посредством второго тиснения инкапсулируется между первым и вторым тиснеными слоями. Возможно также, чтобы отдельные элементы после первого тиснения помещались на подложку и затем в ходе второго тиснения инкапсулировались между двумя тиснеными слоями. Предпочтительно, чтобы устройство горячего тиснения для помещения отдельных элементов на подложку содержало укладочное устройство.
При этом предпочтительно, если первый тисненый слой образован на первой стороне подложки, покрывая проходящее через подложку сквозное отверстие, по меньшей мере один функциональный элемент второй стороны, противоположной первой стороне, располагается в этом сквозном отверстии, и второй тисненый слой образован на второй стороне подложки, покрывая это сквозное отверстие. Путем расположения функционального элемента, такого как чип интегральной схемы, в сквозном отверстии или в подобной выемке в подложке - т.е. этот элемент лежит в углублении - удается избежать или уменьшить «нагромождение» по толщине.
Согласно одному предпочтительному варианту осуществления данного изобретения двукратно снабженное тиснением полотно подложки в направлении движения подложки после первого тиснильного участка и/или второго тиснильного участка увлажняется. Предпочтительно, чтобы для этой цели устройство горячего тиснения содержало участок увлажнения. Такого рода повторное увлажнение после первого процесса тиснения является благоприятным, в частности, при горячем тиснении бумажной подложки, поскольку бумаге за счет этого может быть возвращена влага, которую она потеряла при тиснении под действием давления и нагрева. Такая определенная остаточная влажность бумажной подложки необходима для обеспечения определенной эластичности подложки.
Ниже заявленное изобретение поясняется на нескольких примерах выполнения с привлечением прилагаемых чертежей, на которых показано:
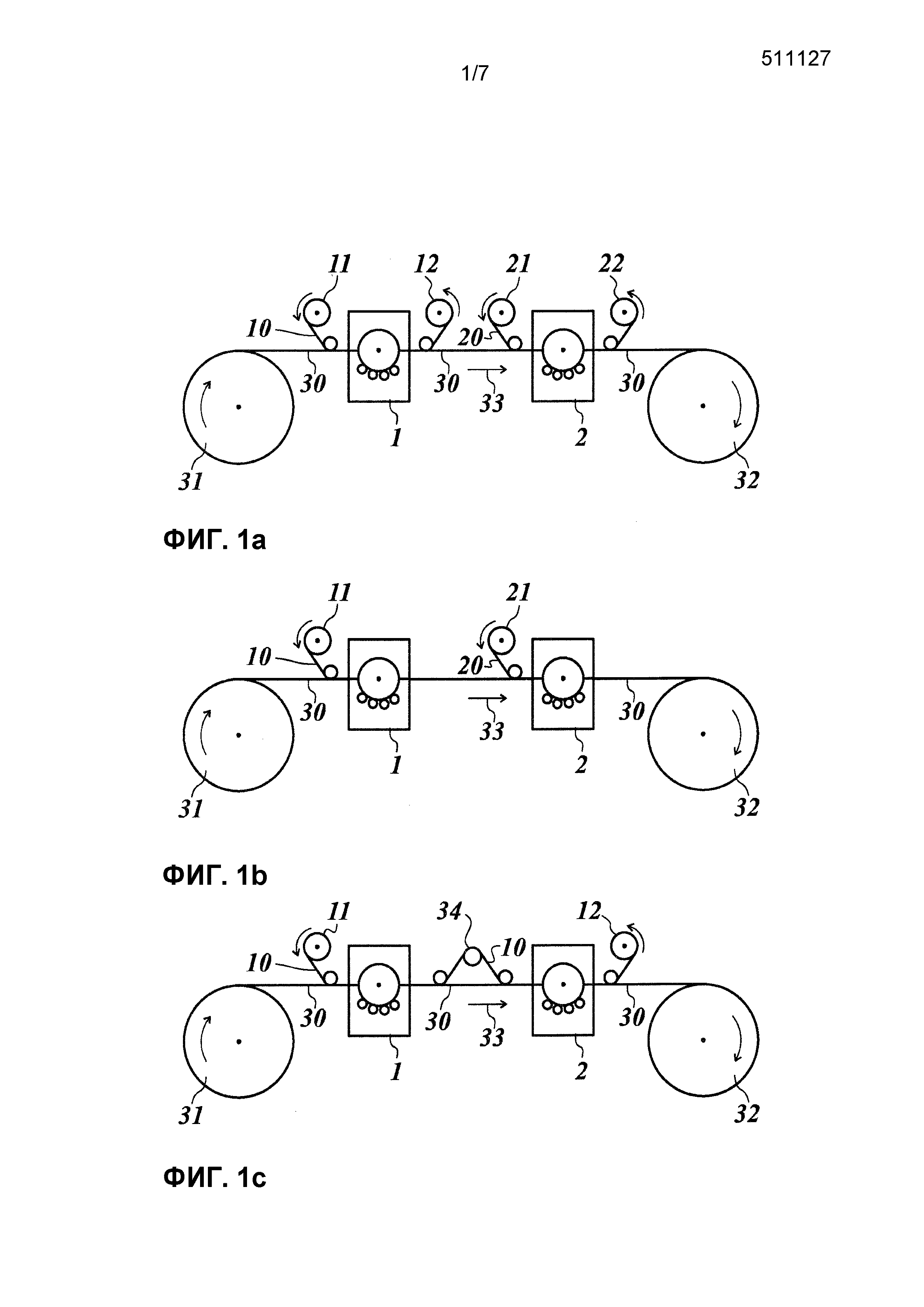
Фиг. 1а-1с - три различных варианта осуществления устройства горячего тиснения в схематичном представлении,
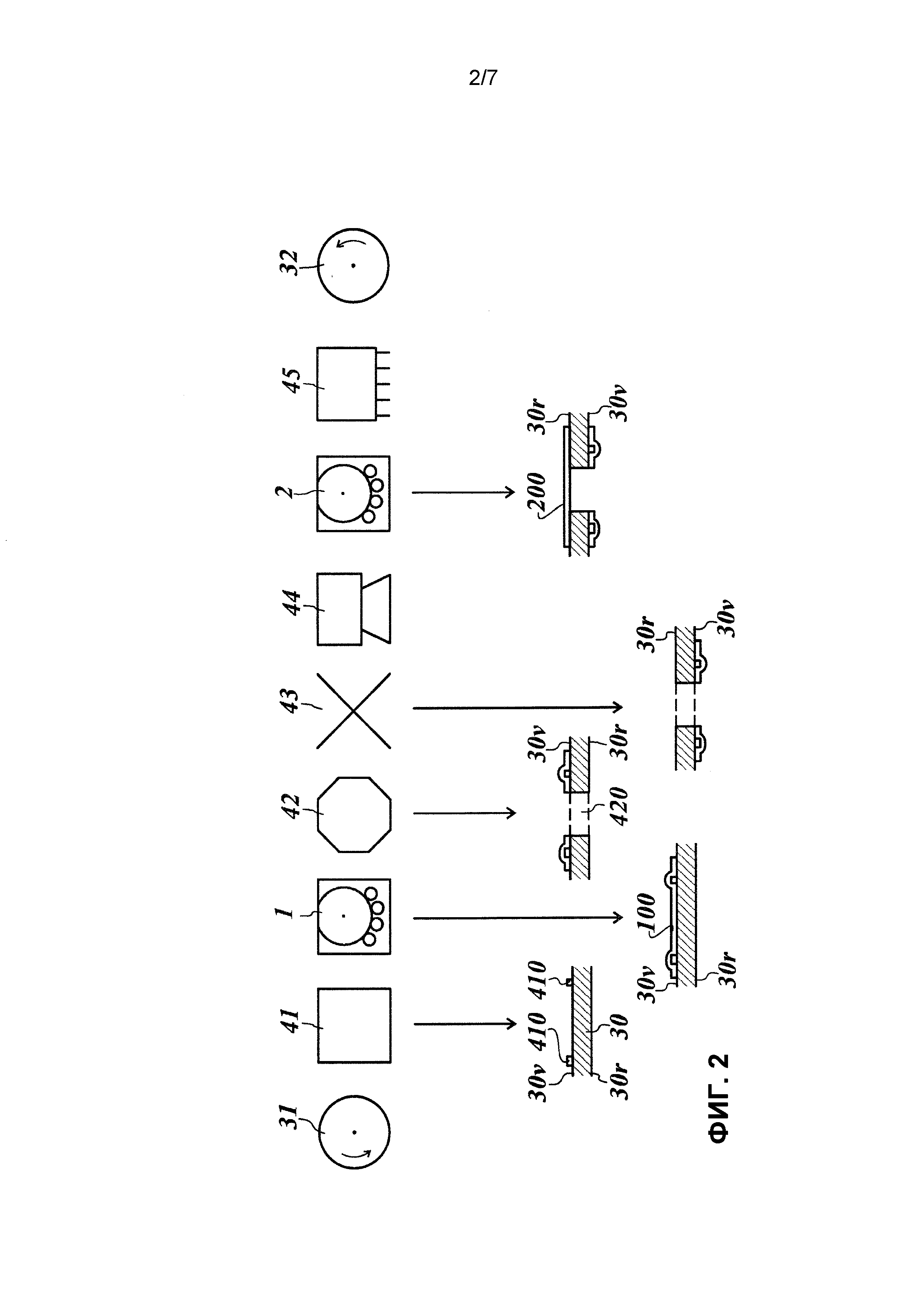
Фиг. 2 - схематичное изображение устройства горячего тиснения, в котором полотно подложки проходит через последовательность различных участков,
Фиг. 3 - схематичное представление тиснильного валка с прижимными роликами, в разрезе,
Фиг. 4а-4b - схематичный вид сверху полотна подложки, которое проходит через первый и второй тиснильные участки,
Фиг. 5 - схематичный вид сверху полотна подложки, которое проходит через первый и второй тиснильные участки,
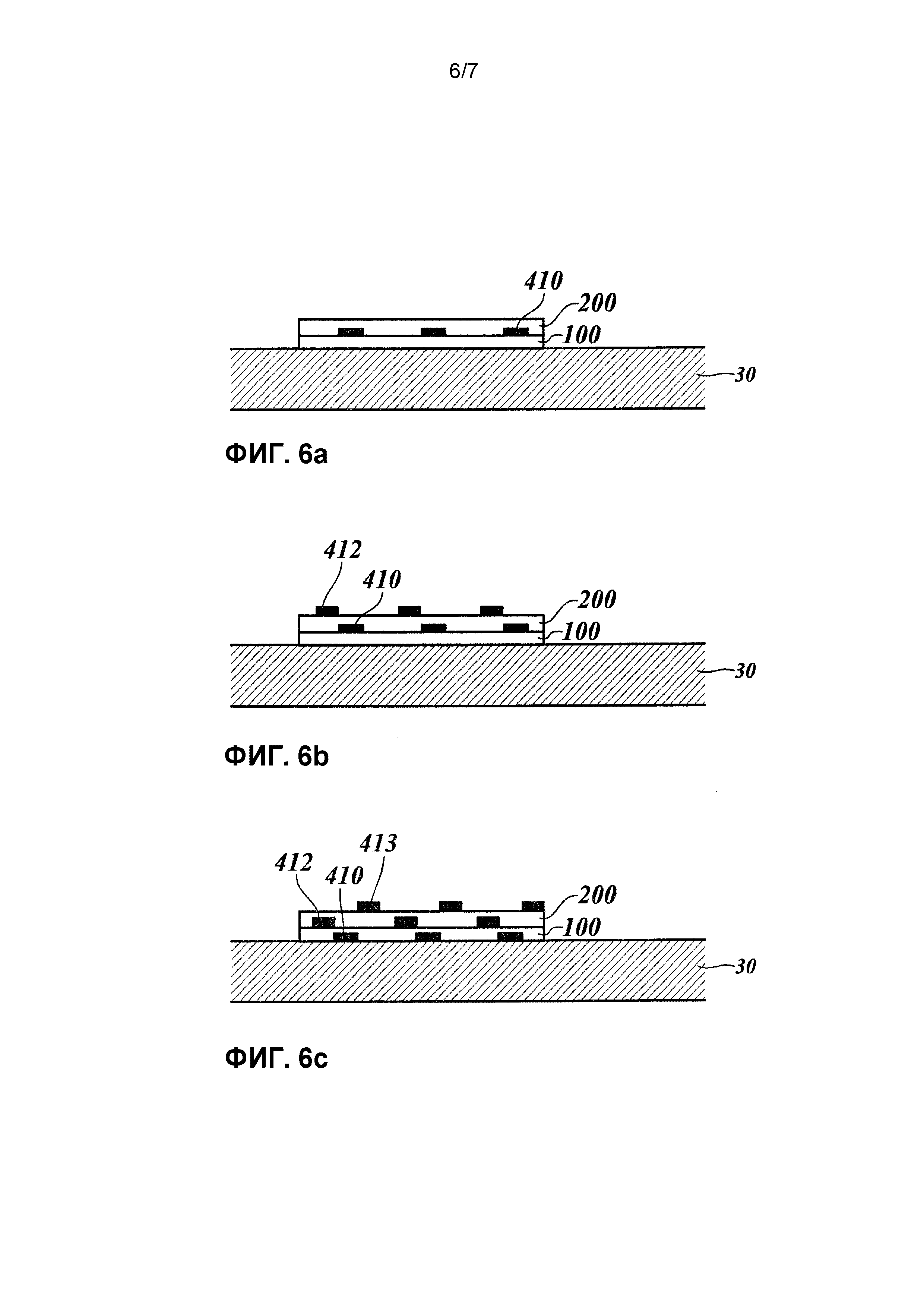
Фиг. 6а-6с - схематично в разрезе полотно подложки, снабженное тиснением и печатью, после прохождения первого и второго тиснильных участков, и
Фиг. 7а-7b - схематично в разрезе снабженное тиснением и печатью полотно подложки с отдельным элементом, после прохождения первого и второго тиснильных участков.
На фиг. 1а показано устройство для горячего тиснения, в котором первый и второй тиснильные участки эксплуатируются каждый со своей переводной пленкой, которые отличаются друг от друга. Устройство для горячего тиснения содержит питающий рулон 31, с которого разматывается полотно 30 подложки, первый тиснильный участок 1 и второй тиснильный участок 2, через которые подложка 30 проходит в этой последовательности, и накопительный рулон 32, на который наматывается полотно 30 подложки, которое дважды подверглось тиснению. Перед тем, как полотно 30 подложки войдет в первый тиснильный участок 1, оно совмещается первой пленкой 10 для тиснения, выполненной в виде переводной пленки и разматываемой с первого рулона 11 размотки. На схематическом чертеже показан лишь один первый рулон 11 размотки, на практике же, как правило, параллельно устанавливается несколько первых рулонов размотки, количество которых соответствует числу первых пленок для тиснения, которые должны быть нанесены на полотно 30 подложки.
Полотно 30 подложки с прилегающей к нему пленкой 10 для тиснения проводятся вокруг нагреваемого тиснильного валка первого тиснильного участка 1 и посредством прижимных роликов с регулируемым давлением прижимаются друг к друг и к нагреваемой поверхности тиснильного валка. Тиснильный валок и прижимные валки на фиг. 1а-1с показаны лишь схематично. Более подробное описание тиснильного валка и прижимных роликов будет приведено при рассмотрении фиг. 3.
За счет давления и тепла, которые на первом тиснильном участке 1 воздействуют на полотно 30 подложки с прилегающей к ней переводной пленкой 10, клеевой слой, находящийся на обращенной к подложке 30 стороне переводной пленки 10, и слой отделения переводной пленки 10 активируются. Благодаря этому клеевой слой переносного пласта переводной пленки 10 соединяется с полотном 30 подложки, и несущая пленка переводной пленки 10 может быть отделена от переводного пласта после того, как полотно 30 подложки пройдет первый тиснильный участок 1. Это отделение происходит за счет того, что несущая пленка посредством направляющего ролика отводится от полотна 30 подложки и направляется к первому рулону 12 намотки, на который она наматывается. Для простоты на схематичном чертеже показан лишь один рулон 12 намотки, однако на практике, как правило, устанавливают параллельно несколько первых рулонов намотки, соответственно числу первых пленок для тиснения, которые должны быть нанесены на полотно 30 подложки. На полотне 30 подложки в качестве первого тисненого слоя остается переносной пласт переводной пленки 10 для тиснения.
Полотно 30 подложки, указанным образом однократно снабженное тиснением, перед его вводом во второй тиснильный участок 2 совмещается с выполненной в виде переводной пленки второй пленкой 20 для тиснения, которая разматывается со второго рулона 21 размотки. Вышеприведенные разъяснения в отношении первого процесса тиснения в первом тиснильном участке 1 соответственно справедливы и для второго процесса тиснения во втором тиснильном участке 2. Полотно 30 подложки, дважды снабженное тиснением, после выхода из второго тиснильного участка 2 в заключение наматывается на накопительный рулон 32.
На фиг. 1b показано устройство для горячего тиснения, в котором первый и второй тиснильные участки эксплуатируются каждый со своей ламинирующей пленкой, которые отличаются друг от друга. Это устройство для горячего тиснения содержит питающий рулон 31, с которого разматывается полотно 30 подложки, первый тиснильный участок 1 и второй тиснильный участок 2, через которые подложка 30 проходит в указанной последовательности, и накопительный рулон 32, на который наматывается полотно 30 подложки, дважды снабженное тиснением. Перед тем, как полотно 30 подложки войдет в первый тиснильный участок 1, его совмещают с выполненной в виде ламинирующей пленки первой пленкой 10 для тиснения, которую разматывают с первого рулона 11 размотки. Для простоты на схематичном чертеже показан лишь один первый рулон 11 размотки, на практике же, как правило, параллельно устанавливают несколько рулонов размотки, соответственно числу первых пленок для тиснения, которые должны быть нанесены на полотно 30 подложки.
Полотно 30 подложки с прилегающей к нему ламинирующей пленкой 10 проводятся вокруг нагреваемого тиснильного валка первого тиснильного участка 1 и посредством прижимных роликов с регулируемым давлением прижимаются друг к другу и к нагреваемой поверхности тиснильного валка. За счет давления и тепла, которые воздействуют в первом тиснильном участке на полотно 30 подложки и прилегающую к нему ламинирующую пленку 10, активируется клеевой слой, который находится на обращенной к подложке 30 стороне ламинирующей пленки 10. Благодаря этому клеевой слой соединяет ламинирующий слой 10 с полотном 30 подложки. На полотне 30 подложки в качестве первого тисненого слоя остается ламинирующая пленка 10.
После первого тиснильного участка 1 могут проводиться дополнительные рабочие операции и, соответственно, проходиться дополнительные обрабатывающие участки, например, в перфорационном модуле может осуществляться высекание сквозного отверстия в полотне 30 подложки и в зафиксированной на нем ламинирующей пленке 10. Затем полотно 30 подложки может проходить через участок поворота и поворачиваться там таким образом, что второй процесс тиснения во втором тиснильном участке 2 выполняется на другой стороне полотна 30 подложки, чем первый процесс тиснения, и в частности сквозное отверстие перекрывается и/или снова закрывается.
Однократно снабженное тиснением указанным образом полотно 30 подложки перед тем, как войти во второй тиснильный участок 2, совмещается с выполненной в виде ламинирующей пленки пленкой 20 для тиснения, которая разматывается со второго рулона 21 размотки. Изложенные выше разъяснения в отношении первого процесса тиснения в первом тиснильном участке 1 соответственно справедливы и для второго процесса тиснения во втором тиснильном участке 2. Если второй процесс тиснения осуществляется на противоположной первой ламинирующей пленке 10 стороне полотна 30 подложки, то, в частности, для закрытия сквозного отверстия в полотне 30 подложки и в ламинирующей пленке 10 может быть предпочтительным, чтобы ламинирующая пленка 20, если смотреть перпендикулярно полотну 30 подложки, располагалась в значительной мере конгруэнтно с ламинирующей пленкой 10 и, соответственно, покрывала в значительной мере те же области поверхности полотна 30 подложки. В заключение полотно 30 подложки, которое после выхода из второго тиснильного участка 2 дважды снабжено тиснением, наматывается на накопительный рулон 32.
На фиг. 1с показано устройство для горячего тиснения, в котором первый и второй тиснильные участки эксплуатируются с одной и той же переводной пленкой. Это устройство для горячего тиснения содержит питающий рулон 31, с которого разматывается полотно 30 подложки, первый тиснильный участок 1 и второй тиснильный участок 2, через которые полотно 30 подложки проходит в такой последовательности, и накопительный рулон 32, на который наматывается полотно 30 подложки, снабженное двойным тиснением. Перед тем, как полотно 30 подложки войдет в первый тиснильный участок 1, оно совмещается с выполненной в виде переводной пленки первой пленкой 10 для тиснения, которая разматывается с первого рулона 11 размотки. На схематичном чертеже для простоты представлен лишь один рулон 11 размотки, на практике же, как правило, параллельно размещают несколько первых рулонов размотки, соответственно числу первых пленок для тиснения, подлежащих нанесению на полотно 30 подложки.
Полотно 30 подложки с прилегающей к ней переводной пленкой 10 проводятся вокруг нагреваемого тиснильного валка первого тиснильного участка 1 и посредством прижимных роликов с регулируемым давлением прижимаются друг к другу и к нагреваемой поверхности тиснильного валка. При этом поверхность тиснильного валка выполнена таким образом, например, с возвышениями и углублениями, что к тиснильному валку прилегают лишь отдельные области переводной пленки 10. За счет давления и тепла, которые воздействуют в первом тиснильном участке 1 на прилегающие к тиснильному валку отдельные области полотна 30 подложки с уложенной на него переводной пленкой 10, в отдельных зонах активируются клеевой слой, находящийся на обращенной к подложке 30 стороне переводной пленки 10, а также слой отделения переводной пленки 10. Таким образом, активированные зоны клеевого слоя на отдельных участках соединяют переносной пласт переводной пленки 10 с полотном 30 подложки, и переводная пленка 10 может быть отделена от склеенных с подложкой 30 отдельных областей переносного слоя после того, как полотно 30 подложки прошло через первый тиснильный участок 1. Это отделение происходит за счет того, что переводная пленка 10 с еще не перенесенными областями переносного пласта с помощью направляющего ролика отводится от полотна 30 подложки и подводится к отклоняющему ролику 34, который находится на регулируемом расстоянии от плоскости полотна 30 подложки. Оттуда переводная пленка 10 опять возвращается в плоскость полотна 30 подложки, так что она снова прилегает к однократно снабженному тиснением полотну 30 подложки, когда оно входит во второй тиснильный участок 2.
За счет этого регулируемого расстояния между отклоняющим роликом 34 и полотном 30 подложки обеспечивается определенный сдвиг переводной пленки 10 относительно продольного направления полотна 30 подложки. Таким путем может регулироваться положение этих еще не перенесенных областей переносного пласта переводной пленки 10 относительно полотна 30 подложки. Затем в процессе тиснения во втором тиснильном участке 2 по меньшей мере отдельные области еще не перенесенных участков переносного пласта переводной пленки 10 переносятся на заданные места полотна 30 подложки. Полотно 30 подложки, имеющее после выхода из второго тиснильного участка 2 двукратное тиснение, в заключение наматывается на накопительный рулон 32. Между первым тиснильным участком 1 и вторым тиснильным участком 2 может быть предусмотрен участок поворота, так что тиснение во втором тиснильном участке 2 производится на противоположной первому тиснению стороне полотна 30 подложки, и результатом является подложка, снабженная тиснением с двух сторон с использованием одной единственной переводной пленки.
Можно также не предпринимать отделение переводной пленки 10 после первого тиснильного участка 1, а осуществить его только после второго тиснильного участка 2. Это может быть предпочтительным, в частности, когда в первом тиснильном участке 1 перенесение переносного пласта переводной пленки 10 происходит по всей поверхности, т.е. клеевой слой переводной пленки 10 по всей поверхности активируется под действием давления и тепла. Затем во втором тиснильном участке 2 вся поверхность переводной пленки 10 еще раз подвергается воздействию давления и тепла, за счет чего происходит повторная активация клеевого слоя переводной пленки по всей поверхности или на отдельных участках и может быть улучшено сцепление переносного пласта переводной пленки 10 с подложкой 30. Это является преимуществом в том случае, если выбирается очень высокая рабочая скорость тиснения. Благодаря двукратной активации клеевого слоя переводной пленки 10, несмотря на очень высокую рабочую скорость, может быть обеспечено достаточное сцепление переносного пласта переводной пленки 10 на подложку 30, причем в случае использования лишь одного тиснильного участка при той же рабочей скорости сцепление было бы недостаточным.
На фиг. 2 в качестве примера схематично показана последовательность различных участков в устройстве для горячего тиснения, через которые в этой последовательности слева направо проходит полотно 30 подложки, а под этим изображением показано в сечении полотно 30 подложки с различно отделанными участками. Сначала полотно 30 подложки разматывается с питающего рулона 31. Затем это полотно 30 подложки проходит через печатающее устройство 41, в котором на подложку 30 наносится печатный слой 410, например, узор из гильошей (водяных знаков) методом глубокой печати со стальных гравюр.
После этого полотно подложки проходит через первый тиснильный участок 1, в котором на первую сторону 30v подложки наносится первый тисненый слой 100. После этого высекальное устройство 42 в однократно снабженной тиснением подложке выполняет сквозное отверстие 420, которое проходит насквозь как полотно подложки, так и первый тисненый слой 100.
На следующем этапе полотно подложки переворачивается в участке 43 поворота. Затем оптический датчик 44 детектирует точное положение сквозного отверстия 420 и передает эти координаты положения на устройство регулирования, посредством которого осуществляется управление последующим тиснением во втором тиснильном участке 2. Второй тисненый слой 200 наносится на противоположную первой стороне 30v вторую сторону 30r подложки точно поверх сквозного отверстия 420, так что это сквозное отверстие 420 закрывается вторым тисненым слоем 200. На следующем этапе полотно подложки повторно увлажняется на участке 45 увлажнения. В заключение двукратно снабженное тиснением полотно 30 подложки наматывается на накопительный рулон 32.
Устройство для горячего тиснения может также содержать позиционирующий блок, предпочтительно в форме переставляемого отклоняющего ролика, который служит для выравнивания и корректировки положения второй пленки для тиснения относительно полотна подложки. Например, этот позиционирующий блок расположен между датчиком 44 и вторым тиснильным участком 2.
Кроме того, устройство для горячего тиснения дополнительно содержит излучающий блок, предпочтительно ультрафиолетовую лампу или источник электронов, который служит для облучения подложки, чтобы обеспечить отверждение расположенного на подложке отверждаемого материала, например лакового слоя. Этот излучающий блок в направлении движения подложки 30 позиционирован, например, после печатающего устройства 41 или после первого тиснильного участка 1, где он посредством облучения отверждает отверждаемый печатный слой 410 или нанесенный поверх него отверждаемый тисненый слой 100.
Это устройство для горячего тиснения может также содержать укладочное устройство, которое служит для размещения на подложке по меньшей мере одного функционального элемента. Например, укладочное устройство расположено перед тиснильным участком 1, 2, чтобы поместить на подложке жидкокристаллический компонент или интегральную микросхему, которые затем во втором тиснильном участке 2 будут методом тиснения покрыты пленочным слоем 100, 200.
На фиг. 3 схематично показан в разрезе тиснильный валок 5 первого тиснильного участка с восемью прилегающими к этому тиснильному валку 5 прижимными роликами 51. Гибкое полотно 30 подложки здесь сматывается с питающего рулона 31, посредством направляющего ролика 36 совмещается со сматываемой с рулона 11 размоткипереводной пленкой 10, которая состоит из несущей пленки и переносного пласта, и пропускается через зазор между тиснильным валком 5 и прижимными роликами 51. Прижимные ролики 51 прижимаются к переводной пленке 10, полотну 30 подложки и тиснильному валку 5, так что создается давление, необходимое для перенесения переносного пласта переводной пленки 10 на полотно 30 подложки. При этом прижимные ролики 51, в частности попарно, регулируются таким образом, что к тиснильному валку 5 прижимается определенное число прижимных роликов, например два, четыре, шесть или восемь, и благодаря этому, в зависимости от типа выполняемой отделки и от скорости отделки, можно оптимально регулировать давление при тиснении. Прижимные ролики 51 при этом располагаются таким образом, что примерно треть тиснильного валка 5 обвивается полотном 30 подложки и переводной пленкой 10, и образуется так называемый сепаратор роликоподшипника, который охватывает нижнюю часть тиснильного валка 5. Тем самым и полотно 30 подложки с прилегающей пленкой для тиснения направляется вокруг нижней части тиснильного валка 5. Такое направление полотна имеет преимущество по сравнению с направлением вокруг верхней части тиснильного валка 5, так как за счет этого избыточное тепло, высвобождающееся в процессе тиснения, может более эффективно отводиться путем конвекции.
После выхода с тиснильного валка 5 полотно 30 подложки, частично или полностью снабженное переносным пластом, с помощью отделительной кромки 35 отделяется от переводной пленки 10 и от не перенесенных областей переносного ласта, если такие имеются. Переводная пленка 10 наматывается на рулон 12 намотки. Полотно 30 подложки, однократно снабженное тиснением, подается в направлении второго тиснильного участка 2, который работает аналогично первому тиснильному участку.
Усилие, с которым прижимные ролики 51 прижимаются к тиснильному валку, вызывает сцепление переносного пласта или ламинирующей пленки к полотну подложки. Это прижимное усилие можно регулировать с помощью тарельчатых пружин, сервоцилиндра или за счет установки прижимных роликов 51 в подпружиненных опорах, контролируемых гидравлически или пневматически. При этом это прижимное усилие может регулироваться индивидуально для каждой пары прижимных роликов, в частности с возрастанием или убыванием в направлении вращения тиснильного валка по отношению к прижимному усилию соответствующей соседней пары прижимных роликов.
Другие детали конструкции и функционирования тиснильного валка с прижимными роликами можно узнать из патентных документов DE 3210551 A1, EP 0089494 A2 и WO 2005/120832 A1, на которые здесь делается ссылка.
На фиг. 4а показан схематичный вид сверху полотна 30 подложки, которое слева направо проходит через печатающее устройство 41, первый тиснильный участок 1 и второй тиснильный участок 2. В печатающем устройстве 41 на заданном расстоянии от края полотна 30 подложки, предпочтительно за пределами единицы использования, печатью наносятся приводочные метки 411, например по одной приводочной метке 411 на каждую строку единиц использования. Возможно также, что на единицы использования полотна 30 подложки одновременно с приводочными метками 411 наносится печатный защитный знак. Однако, если при этом речь идет об устройстве для однокрасочной печати, т.е. приводочная метка печатается той же краской, что и печатный защитный знак, в зависимости от вида этого печатного защитного знака, это могло бы привести к тому, что такая приводочная метка не обеспечивала бы достаточного контраста для детектирования ее с помощью датчика. Чтобы избежать такой проблемы, приводочные метки 411 можно печатать отдельной краской, которая предпочтительно сильно контрастирует с подложкой, что обеспечит лучшее оптическое детектирование с помощью датчика.
Печатание приводочной метки может осуществляться, например, также с помощью головки для струйной печати после устройства размотки подложки, т.е. перед печатающим устройством 41 по ходу подложки. Таким образом, можно напечатать сильноконтрастную черную приводочную метку. Затем она может использоваться, альтернативно метке в виде водяного знака, для продольной приводки (процесс «Инсеттер») в тиснильном участке 1 и тиснильном участке 2. На втором тиснильном участке можно также, альтернативно напечатанной приводочной метке или метке в виде водяного знака, детектировать вырубную метку, которая наносится с помощью штампа для высечки, чтобы регулировать продольную приводку для тиснильного участка 2.
Датчик 44 определяет координаты положения напечатанной приводочной метки 411 и передает их на устройство регулирования, посредством которого последующее тиснение первого тисненого слоя 100 в первом тиснильном участке 1 регулируется с точной приводкой по приводочным меткам 411. Следующее тиснение второго тисненого слоя 200 во втором тиснильном участке 2 регулируется с точной приводкой по приводочным меткам 411 тоже на основе координат положения напечатанной приводочной метки 411. Можно также вместо напечатанной приводочной метки использовать управляющие отверстия, которые выполнены в подложке, например, высекальным цилиндром.
На фиг. 4 схематично представлен вид сверху полотна 30 подложки, которое слева направо проходит через первый тиснильный участок 1 и второй тиснильный участок 2. В первом тиснильном участке 1 на полотно 30 подложки наносится первый тисненый слой 100 в виде сплошной полосы пленки, причем на этой полосе пленки с установленными промежутками располагается изобразительный признак 102, например определенный геометрический узор. Датчик 44 определяет координаты положения этих изобразительных признаков 102 и передает их в устройство регулирования, посредством которого последующее тиснение второго тисненого слоя 200 во втором тиснильном участке 2 регулируется с точной приводкой по этим изобразительным признакам 102 первого тисненого слоя 100.
На фиг. 5 схематично показан вид сверху полотна 30 подложки, которое слева направо проходит через первый тиснильный участок 1 и второй тиснильный участок 2. Ширина 300 полотна 30 подложки, составляющая, например, 1000 мм, поделена на несколько столбцов 304 единиц использования. Каждый столбец 304 единиц использования при этом может быть увязан с определенным количеством тиснильных ручьев, т.е. на каждую единицу использования может наноситься определенное количество тисненых слоев. В первом тиснильном участке 1 на каждый столбец 304 единиц использования вдоль первого тиснильного ручья 101 наносится первый тисненый слой. При этом расстояние 301 между двумя соседними первыми тиснильными ручьями 101 из конструктивных соображений ограничено, например, примерно до 100 мм. Во втором тиснильном участке 2 на каждый столбец 304 вдоль второго тиснильного ручья 201 наносится второй тисненый слой. При этом расстояние 302 между двумя соседними вторыми тиснильными ручьями 201, соответственно первым тиснильным ручьям 101, тоже из конструктивных соображений ограничено, например, примерно до 100 мм.
Во втором тиснильном участке 2 вторые тиснильные ручьи 201 могут создаваться на сколь угодно малом расстоянии относительно первых тиснильных ручьев 101, поскольку смещение между первыми и вторыми тиснильными ручьями 101, 201 не подлежит какому-либо конструктивному ограничению. Вследствие прохождения полотна 30 подложки через два подключенных друг за другом тиснильных участка 1, 2 каждый столбец единиц использования и тем самым каждая единица использования за один проход могут быть снабжены различными тиснеными слоями, расстояние между которыми может быть сколь угодно малым. В отличие от обычных устройств для тиснения с одним тиснильным участком предлагаемое устройство обеспечивает значительное повышение производительности.
На фиг. 6а схематично показано в разрезе полотно 30 подложки, двукратно снабженное тиснением и однократно снабженное печатью, что было осуществлено в устройстве для горячего тиснения следующим образом: после разматывания с питающего рулона полотно 30 подложки в первом тиснильном участке 1 снабжается первым тисненым слоем 100, например, в виде пленочного патча (пятна), отделенного от переводной пленки. Затем на полотно 30 подложки, на его однократно снабженную тиснением сторону, наносится печатный слой 410. Это может быть реализовано в процессе печати методами офсетной, трафаретной, глубокой или струйной печати. Печатный слой 410 может представлять собой информацию, например указание стоимости, портрет или иное изображение, или трудно воспроизводимый узор, например гильоши, или растровое изображение с высоким разрешением. Возможно нанесение печатного слоя 410 исключительно на тисненый слой 100. В качестве альтернативы печатный слой 410 может проходить по тисненому слою 100 и по поверхности полотна 30 подложки, не снабженной тиснением. На следующем этапе на полотно 30 подложки во втором тиснильном участке наносится второй тисненый слой 200, который точно перекрывает первый тисненый слой 100, т.е. в форме пленочного патча, отделенного от переводной пленки. Тем самым, за счет инкапсулирования между тиснеными слоями 100, 200 печатный слой 410 оказывается защищенным от химических и физических воздействий.
На фиг. 6b схематично показано в разрезе полотно 30 подложки, двукратно снабженное тиснением и двукратно снабженное печатью. Этапы обработки полотна 30 подложки соответствуют показанным на фиг. 6а с той разницей, что на завершающем этапе печатью снабжается второй тисненый слой 200, а именно в дополнительном печатающем устройстве, расположенном по ходу подложки после второго тиснильного участка 2, на него наносится второй печатный слой 412, в отношении которого справедливы все пояснения, приведенные при описании фиг. 6а. Благодаря точной синхронизации по приводкам первого и второго печатных слоев 410, 412 могут быть обеспечены оптические и функциональные эффекты.
На фиг. 6с схематично показано в разрезе полотно 30 подложки, двукратно снабженное тиснением и трехкратно - печатным слоем, что было осуществлено в устройстве для горячего тиснения следующим образом: после разматывания с питающего рулона полотно 30 подложки в первом печатающем устройстве снабжается первым печатным слоем 410. Затем первый печатный слой 410 в первом тиснильном участке покрывается первым тисненым слоем 100. После этого первый тисненый слой 100 покрывается вторым печатным слоем 412. На следующем этапе второй печатный слой во втором тиснильном участке снабжается вторым тисненым слоем 200, который точно перекрывает первый тисненый слой 100. Три печатных слоя 410, 412, 413 могут быть нанесены одним и тем же печатным материалом, например одной краской, или могут быть выполнены из различных печатных материалов. Например, первый печатный слой 410 может быть выполнен темной жидкой краской, которой на бумажной подложке напечатана информация в виде слова или цифры. Второй и третий печатные слои 412, 413 могут быть выполнены различно окрашенными лаками, которые обладают дополнительными эффектами, например флюоресценцией. Путем точной синхронизации по приводкам этих трех печатных слоев 410, 412, 413 могут быть обеспечены оптические и функциональные эффекты.
Возможно также, что соседние слои из показанных на фиг. 6а-6с слоев, например, показанные на фиг. 6b первый печатный слой 410 и второй тисненый слой 200 содержали еще не полностью затвердевшие материалы каждый, которые реагируют друг с другом после того, как эти соседние слои будут снабжены тиснением или печатью. Только после их отделки происходит окончательное отверждение на участке отверждения данного устройства, например в блоке ультрафиолетового облучения. Вплоть до своего окончательного отверждения содержащееся в первом печатном слое 410 первое вещество взаимодействует с содержащимся во втором тисненом слое 200 вторым веществом до состояния реакции, которое фиксируется путем облучения.
Показанные на фиг. 6а-6с слоистые структуры могут также по меньшей мере частично закрывать или перекрывать сквозное отверстие в полотне 30 подложки.
На фиг. 7а схематично показано в разрезе двукратно снабженное тиснением полотно 30 подложки, полученное в устройстве для горячего прессования следующим образом: после разматывания с питающего рулона полотно 30 подложки в первом тиснильном участке снабжают первым тисненым слоем 100. Затем на укладочном участке данного устройства по центру первого тисненого слоя 100 устанавливается, например, чип электронной микросхемы или жидкокристаллический дисплей, фиксируется предпочтительно с помощью предварительно нанесенного на первый тисненый слой 100 клеевого слоя, и в заключение этот функциональный элемент 460 на следующем этапе во втором тиснильном участке запечатывается вторым тисненым слоем 200, который точно перекрывает первый тисненый слой 100. Путем такого инкапсулирования между тиснеными слоями 100, 200 функциональный элемент 460 становится защищенным от химических и физических воздействий.
На фиг. 7b схематично показано в разрезе двукратно снабженное тиснением полотно 30 подложки, полученное в устройстве для горячего тиснения следующим образом: после разматывания полотна 30 подложки с питающего рулона в этом полотне 30 подложки в перфорационном модуле выполняют сквозное отверстие 420. Затем в первом тиснильном участке это сквозное отверстие 420 закрывают первым тисненым слоем 100, который наносят на оборотную сторону 30r подложки 30. Полотно 30 подложки проходит затем через участок 43 поворота, в котором оно переворачивается. Затем на укладочном участке устройства функциональный элемент 460, например чип электронной микросхемы или жидкокристаллический дисплей, помещается, в частности, по центру в это сквозное отверстие 420 и может быть, в частности, зафиксирован, при необходимости посредством клеевого слоя 414, на первом тисненом слое 100. В случае необходимости на следующем этапе в печатающем устройстве остающееся пространство сквозного отверстия 420 может быть заполнено наполнительным материалом 415, например прозрачным пластмассовым лаком. В заключение во втором тиснильном участке это сквозное отверстие 420 закрывается вторым тисненым слоем 200, который наносится на лицевую сторону 30v подложки 30. Благодаря такому инкапсулированию между тиснеными слоями 100, 200 функциональный элемент 460 защищен от химических и физических воздействий. Кроме того, за счет позиционирования функционального элемента 460 в сквозном отверстии 420 предотвращается или уменьшается нежелательное утолщение готовой подложки в зоне функционального элемента 460.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 первый тиснильный участок
2 второй тиснильный участок
5 тиснильный валок
10 первая пленка для тиснения
11 первый рулон размотки
12 первый рулон намотки
20 вторая пленка для тиснения
21 второй рулон размотки
22 второй рулон намотки
30 подложка, полотно подложки
30v лицевая сторона
30r оборотная сторона
31 питающий рулон
32 накопительный рулон
33 направление движения полотна подложки
34 отклоняющий ролик
35 отделительная кромка
36 направляющий ролик
41 печатающее устройство
42 высекальное устройство
43 устройство поворота
44 датчик
45 участок увлажнения
51 прижимной ролик
100 первый тисненый слой
101 первый тиснильный ручей
102 изобразительный признак
200 второй тисненый слой
201 второй тиснильный ручей
300 ширина полотна подложки
301 расстояние между соседними первыми тиснильными ручьями
302 расстояние между соседними вторыми тиснильными ручьями
303 расстояние между первыми и вторыми тиснильными ручьями
304 столбец единиц использования
410 печатный слой (первый)
411 приводочная метка
412 второй печатный слой
413 третий печатный слой
414 клеевой слой
415 наполнительный материал
420 сквозное отверстие
460 функциональный элемент
Реферат
Изобретение касается способа горячего тиснения для нанесения на лентообразную подложку по меньшей мере части по меньшей мере одной лентообразной пленки для тиснения, а также соответствующего устройства для горячего тиснения. Подложку, которая должна быть подвергнута тиснению, совмещают с пленкой для тиснения из указанной по меньшей мере одной пленки для тиснения. Подложку и прилегающую к ней пленку для тиснения проводят вдоль периметра первого нагреваемого тиснильного валка, при этом в ходе первого тиснения на подложку наносится первый тисненый слой. Однократно тисненая подложка отводится от первого тиснильного валка и после этого первого тиснильного валка в направлении движения подложки снова совмещается с той же или с другой пленкой для тиснения из указанной по меньшей мере одной пленки для тиснения. Однократно тисненую подложку с прилегающей к ней пленкой для тиснения проводят вдоль периметра второго нагреваемого тиснильного валка, при этом в ходе второго тиснения на подложку наносится второй тисненый слой. В заключение двукратно тисненая подложка отводится со второго тиснильного валка. 2 н. и 20 з.п. ф-лы, 7 ил.
Комментарии