Бумага с высокой степенью защиты от подделки и способ ее изготовления - RU2409473C2
Код документа: RU2409473C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к бумаге с высокой степенью защиты от подделки и к способу изготовления бумаги с высокой степенью защиты от подделки.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Технология машинного считывания элементов защиты требует применения дорогостоящих химикатов, пигментов и множества ДНК. При возможности машинного считывания и невидимости невооруженным глазом элементы защиты требуют своего дискретного размещения таким образом, чтобы имелась у считывателя возможность приема или отказа в приеме безапелляционно защищенных документов или банкнот. Точная доставка этих дорогостоящих химикатов/элементов защиты требуется для идентификации местоположения и окончательного контролирования общей суммы издержек.
Стоимость денежных знаков включает в себя стоимость бумаги в сумме со стоимостью типографской краски (60%) и других скрытых расходов (40%). Необходима бумага для изготовления денежных знаков, и в различных странах в обращении ходят стопроцентные полимерные денежные знаки, также называемые «пластиковые» денежные знаки. Эти «пластиковые» денежные знаки имеют присущие им недостатки. Например, они не могут иметь водяной знак для защиты от подделки. Они не складываются полностью как бумага, необходимы специальные типографские краски для прилипания их к полимерной подложке, и не могут вставляться/погружаться защитные нити таким образом, что единственным способом защиты этих видов «пластиковых» денежных знаков является только поверхностная защита от подделки (аналогичная печатанию, бескрасочному тиснению). Во многих странах был подмечен компромисс, который многие Резервные Банки готовы принимать в качестве линии ориентирования на феноменальную прочность, которую эта «пластиковая» валюта может придавать. Банкноты с низкой номинальной стоимостью, имеющие уменьшенную долговечность, содействовали целевым назначениям для этих «пластиковых» валютных банковских билетов.
В патентном фонде имеется несколько патентных документов, касающихся приданию бумаге элементов защиты от подделки, но изобретение адресовано потребности придания нескольких типов элементов защиты от подделки при точном расположении и при минимальных издержках, а также потребности придания прочности сочетанию бумаги с пленкой.
Одним из таких патентных документов является патент США №4552617, в котором тонкие полосы, растворимые в воде, впечатываются с элементами защиты от подделки, и эти отдельно впечатываемые полосы затем ацетилируются или подвергаются тепловой обработке перед размещением на бумажной ленте. Тонкие полосы растворяются во время рабочей операции обезвоживания и сушки, и знаки микропечати остаются в бумаге. Проблемы возникают при точном расположении отдельных полос на бумажной ленте. Кроме того, при использовании весьма тонких полос отсутствует возможность доставки элементов защиты от подделки увеличенного размера.
В соответствии с этим целью настоящего изобретения является создание усовершенствованного способа изготовления бумаги с высокой степенью защиты от подделки и с элементами защиты от подделки при их точных местоположениях.
В связи с первым аспектом изобретения предусматривается создание способа обеспечения одного или большего количества элементов защиты при их точных местоположениях в бумаге с защитой от подделки, используемой для банкнот, в качестве бумаги для паспортов, бумаги для изготовления виз, для документов с защитой от подделки и т.д., посредством использования полимерной(ых) пленки(ок) в качестве носителя элемента(ов) защиты.
Посредством использования этого изобретения элемент(ы) защиты является(ются) погруженным(и)/полученным(м) тиснением/впечатанным(и) на полимерной пленке, и эта предварительно отформованная полимерная пленка, содержащая элемент(ы) защиты от подделки, вставляется в бумагу с защитой от подделки во время осуществления процесса ее изготовления.
При реализации предпочтительных вариантов воплощения изобретения элементы защиты от подделки печатаются на непрерывном полотне полимерной пленки, которая вставляется в бумагу в процессе ее изготовления. При этом способе элемент(ы) защиты может(гут) быть погруженными/получающим(и) тиснение/впечатанным(и) в непрерывное полотно полимерной пленки таким образом, чтобы достигать точного местоположения элементов защиты от подделки, когда соединяются друг с другом полотна бумаги и полимерной пленки. Этот способ позволяет элементам защиты от подделки иметь широкий диапазон разнообразности и погружения в бумагу, завершенную изготовлением. Кроме того, множество многоцветных элементов защиты от подделки может включаться надежным способом.
При этом способе изобретение адресовано потребности доставки различных типов элементов защиты от подделки при точном их размещении и минимальных затратах материальных средств. В описании и формуле изобретения здесь далее использованы термины при следующем их обозначении.
Водорастворимая пленка (WSF). По определению это будет означать водорастворимую(ые) пленку(ки) всех типов. Водорастворимая пленка может изготавливаться по способу непосредственного литья на конвейер, с помощью съемной обшивки, посредством литья с помощью Т-образной экструзионной головки, посредством выдувания пленки на экструзионных установках или с помощью экструзии с применением Т-образной экструзионной головки. Состав водорастворимой пленки должен определять величину температуры воды, в которой водорастворимая пленка должна легко растворяться. Этот диапазон изменения величины температуры воды находится в пределах от 5 до 100 градусов Цельсия. С целью реализации этого изобретения поясняется, что водорастворимая пленка охватывает все ее типы, при которых она изготавливается по любому из вышеуказанных способов, включая непосредственное покрытие водорастворимой пленки формирующими полимерами.
С целью реализации этого изобретения поясняется, что термин CWSF означает пленку, растворимую в холодной воде, в которой она становится клейкой, разрушается и полностью растворяется при температуре, изменяющейся в пределах от 5 до 40 градусов Цельсия, предпочтительно, в пределах от 10 до 40 градусов Цельсия и более предпочтительно в пределах от 20 до 40 градусов Цельсия. Время превращения пленки CWSF в клейкую, разрушения пленки и ее растворения должно находиться в пределах от 1 до 3 минут при контакте с водой/с водяной пульпой. Однако это должно зависеть от состава пленки CWSF.
Аналогично с целью реализации этого изобретения поясняется, что термин HWSF означает пленку, растворимую в горячей воде, в которой она становится клейкой, разрушается и полностью растворяется при температуре, изменяющейся в пределах от 40 до 100 градусов Цельсия, предпочтительно, в пределах от 45 до 90 градусов Цельсия и более предпочтительно в пределах от 50 до 85 градусов Цельсия. Время превращения пленки HWSF в клейкую, разрушения пленки и ее растворения должно находиться в пределах от 5 секунд до 5 минут при контакте с водой/с водяной пульпой. Однако это должно зависеть от состава пленки HWSF.
Аналогично с целью реализации этого изобретения поясняется, что термин NSHF означает нерастворимую гидрофильную пленку, которая должна становиться клейкой и может разрушаться/растрескиваться, растворяется в определенных местах, но она не должна растворяться при контакте с водой/водяной пульпой. Время получения клейкости и разрушения должно находиться в диапазоне от 7 секунд до 10 минут, и это время зависит от состава нерастворимой гидрофильной пленки и величины температуры воды.
Упомянутые в этом изобретении водорастворимые пленки изготавливаются из материалов, которые выбираются из полимеров, формирующих пленку, и из тех, которые аналогичны иономерам сополимера поливинилового спирта, гомополимеру поливинилового спирта, неиономерному полимеру поливинилового спирта, полиметакрилату, поливиниловому спирту, полиакриламиду, полиметакриламиду, полиакриловой кислоте, полиметакриловой кислоте, полиуретану, полиэтиленгликолю, поливинилпирролидону, белковым связующим, таким как желатин, модифицированные желатины, такие как фталоил желатина, полисахаридам, таким как крахмал, гуммиарабик, пуллулан и декстрин, и водорастворимым производным целлюлозы или их сочетанию. Используемые производные целлюлозы являются метилцеллюлозой, гидрооксипропилцеллюлозой, гидрооксипропилэтилцеллюлозой, гидрооксиэтилоцеллюлозой, метилкарбоксицеллюлозой. Однако этими материалами не ограничиваются.
Добавление и включение некоторых добавок, подобных хлориду аммония и другим таким щелочным химикатам, должны превращать пленку в нерастворимую и гидрофильную.
Пленка NSNHF. Она является нерастворимой пленкой гидрофильного типа. Этот тип пленки доступен на рынке сбыта, и пленка может выбираться в виде той, которая изготовлена из РР (полипропилена), РЕ (полиэтилена), LDPE (полиэтилена пониженной плотности), HDPE (полиэтилена повышенной плотности), LLDPE (линейного полиэтилена низкой плотности), HIPS (ударопрочного полистирола), HMHDPE (высокомолекулярного полиэтилена повышенной плотности), она может являться пленкой ВОРР (двуосно-ориентированной полипропиленовой пленкой). Однако этими пленками не ограничиваются. Эту нерастворимую негидрофильную пленку можно изготавливать из биодеградирующих материалов, таких как PLA (полимолочная кислота), РИА (полигидроксиалкановая кислота) или термопластические крахмальные материалы, или биодеградирующих полиэфиров, таких как экофлекс.
Пленка NSNHF обязательно сочетается со слоем полимерной пленки CWSF на одной или обеих сторонах в зависимости от ее конечного использования.
Сочетания пленок. Пленки, используемые для увеличения прочности бумаги, могут быть растворимыми в холодной или горячей воде, либо нерастворимой гидрофильной пленкой, либо нерастворимой негидрофильной пленкой, либо сочетанием этих пленок, как здесь упоминается ниже:
1. Сочетание пленок CWSF+HWSF. Оно является совокупностью растворимых пленок в холодной и горячей воде, при которых пленка, растворимая в холодной/горячей воде, отливается/покрывается/ламинируется на пленке, растворимой в горячей/холодной воде.
2. Сочетание пленок CWSF+HWSF+CWSF. Оно является комбинацией водорастворимых пленок, при которой пленка, растворимая в горячей воде, должна находиться между пленками, растворимыми в холодной воде.
3. Сочетание пленок CWSF+NSHF. Оно является совокупностью растворимой в холодной воде и нерастворимой гидрофильной пленок, при которой пленка NSHF/CWSF будет отливаться/покрываться/ламинироваться на пленке CWSF/NSHF.
4. Сочетание пленок CWSF+NSHF+CWSF. Оно является комбинацией растворимой в холодной воде/нерастворимой гидрофильной/растворимой в горячей воде пленок, при которой пленка NSHF находится между двумя пленками, растворимыми в холодной воде.
5. Сочетание CWSF+NSNHF. Оно является комбинацией растворимой в холодной воде и нерастворимой негидрофильной пленок, когда пленка NSNHF/CWSF является отлитой/покрытой/ламинированной на пленке CWSF/NSNHF.
6. Сочетание пленок CWSF+NSNHF+CWSF. Оно является комбинацией растворимой в холодной воде/нерастворимой гидрофильной/растворимой в холодной воде пленок, при которой пленка NSNHF находится между двумя пленками, растворимыми в холодной воде.
7. Связка полос с продольным направлением. Полосы полимерных пленок вставляются/отливаются/покрывают другую полимерную пленку. Эта комбинация может образовываться зоной покрытия, либо зоной дискретного печатания, либо зоной экструзионного нанесения полос, либо образованием пленки на другой полимерной пленке, которая затем вставляется в бумагу во время осуществления процесса изготовления бумаги.
8. Связка сплетенных лент. Полосы полимерных пленок или нити из PVA (поливинилацетата) взаимно переплетаются по текстильному способу образования основы и утка. Имеются полимерная пленка или комбинация пленок, как описано выше, и она разрезается на микрополосы, обладающие шириной, изменяющейся в диапазоне от 3 до 15 мм, предпочтительно в диапазоне от 4 до 10 мм и более предпочтительно в диапазоне от 5 до 7 мм. Однако этот диапазон не является ограничивающим. Размер нитей из поливинилацетата изменяется в диапазоне от 50 до 1000 денье, предпочтительно в диапазоне от 150 до 700 денье и более предпочтительно в диапазоне от 300 до 500 денье. Однако этот размер не является ограничивающим. Эти ленты или нити сплетены в режиме офлайн, образуя основу и уток, как это видно на текстильном ткацком станке, и непрерывная связка изготавливается в виде полотна. Эти ленты можно ввести в полотно бумажной пульпы при сочетании продольного (MD) и поперечного (CD) направлений.
9. Пленки с перфорациями. Любая из вышеупомянутых пленок или комбинаций пленок может перфорироваться в произвольных местах, в дискретных местах или повсюду. Эти перфорации могут выполняться различными средствами и такими как те, которые подобны нагретыми иглам, могут выполняться механически/с помощью игл, покрытых роликами, эти средства подобны станкам для пневматической/механической перфорации и др. Однако эти средства не являются ограничивающими.
Бумажная пульпа. Бумажная пульпа, используемая для изготовления этой высокопрочной бумаги, выбирается из смеси волокон твердой и мягкой древесины, волокон хлопчатника, таких как хлопковые очесы и хлопчатобумажные обрезки, полотно, лен, джут, пенька, волокна японских деревьев козо, митзумата, гампи, волокна травы, такие как те, которые изготовлены из травы эспарто, из бамбука, гигантской крапивы, из рисовой соломы и хлыстов из ротанга, а также из древесной пульпы. Однако они не являются ограничивающими.
Элементы защиты от подделки. Элементы защиты от подделки, погруженные в водорастворимую пленку, могут включать в себя хотя и без ограничений печатный микротекст, логотипы, металлизированные/деметаллизированные частицы/волокна, штрихкоды, водяные знаки, наночастицы, которые могут иметь возможность машинного считывания их, быть химическими маркерами микротэгами, ДНК (синтетической или природной), быть источниками ультрафиолетового излучения, реле с внутренним эффектом, компьютером, устройством для машинного считывания, устройствами радиометок для идентификации и др.
Полимерная пленка может быть водорастворимой в холодной или горячей воде, либо нерастворимой в воде гидрофильной пленкой, либо водорастворимой негидрофильной пленкой, либо совокупностью двух пленок, растворимых в холодной воде и одной между ними, растворимой в горячей воде, либо пленок, растворимых в холодной + в горячей воде, либо пленки, растворимой в холодной воде + нерастворимой гидрофильной пленки, либо растворимой в холодной воде пленки + нерастворимой гидрофильной пленки + растворимой в холодной воде пленки, либо растворимой в холодной воде + нерастворимой негидрофильной пленок, либо растворимой в холодной воде + нерастворимой негидрофильной + растворимой в холодной воде пленок или разрезанных лент одной или многих из этих комбинаций, сплетенных или переплетенных в режиме офлайн, либо полос полимерных пленок, вставленных в другую/отлитых на другой/покрывающих другую полимерную пленку, включенных в бумагу во время осуществления процесса ее изготовления.
Термин "полимерная пленка" должен быть составлен соответственно для включения всех этих комбинаций для достижения цели изобретения.
Предпочтительно перфорации используются для полимерных пленок типов HWSF, или NSHF, или NSNHF, либо их комбинаций, но это условие не является ограничивающим, когда речь идет о всех типах пленок и их сочетаний, которых здесь касаются. Полимерная пленка может быть плоской или перфорированной полностью, частично или произвольно.
Одним из вариантов воплощения изобретения предусмотрено упрочнение бумаги с защитой от подделки посредством включения водорастворимой пленки, либо растворимой гидрофильной пленки, либо нерастворимой негидрофильной пленки, либо совокупности этих пленок во время осуществления процесса изготовления бумаги.
При другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью растворимой в холодной воде пленки, при этом элемент(ы) защиты от подделки погружаются/впечатываются/находятся на пленке, растворимой в холодной воде. Пленка, растворимая в холодной воде, должна повышать свою растворимость в волокнах пульпы, и в результате на желательное место доставляются элементы защиты от подделки.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью растворимой в горячей воде пленки, избирательно перфорируемой, при этом элементы защиты от подделки погружаются/ впечатываются находятся на пленке, растворимой в горячей воде. Пленка, растворимая в горячей воде и несущая на себе элемент(ы) защиты от подделки, должна оставаться неповрежденной в связи с наличием различной температуры пульпы и водяной эмульсии и доставлять элементы защиты от подделки на желаемые места, благодаря чему решается проблема наличия слов микротекста или логотипов, плавающих внутри связки бумажной пульпы, которая может иметься в наличии, когда используется только пленка CWSF или полосы пленки CWSF. Это должно также придавать прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью нерастворимой гидрофильной пленки, избирательно перфорируемой, при этом элементы защиты от подделки погружаются/впечатываются/находятся на нерастворимой гидрофильной пленке. Пленка не должна растворяться в пульповых волокнах, но она должна становиться клейкой в связи с ее гидрофильной природой и должна прилипать к частично сформированному пласту пульпы. В результате этого пленка остается неповрежденной и доставляет элемент(ы) защиты от подделки на желательные места. Это должно также придавать дополнительную прочность получаемому конечному продукту. Эта пленка особенно может быть использована в том случае, когда температура водной пульпы незначительно повышена по своей величине. Это должно также придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью нерастворимой негидрофильной пленки, при этом элементы защиты от подделки погружаются/впечатываются/находятся на пленке NSNHF. Нерастворимая негидрофильная пленка не должна растворяться в пульповых волокнах, а также не должна становиться клейкой, но она должна всасываться внутрь, поскольку она является перфорированной, в результате чего доставляется(ются) элемент(ы) защиты от подделки на желательные места, и увеличивается прочность бумаги.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, растворимых в холодной и в горячей воде, при этом селективно по выбору пленка HWSF перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на пленке, растворимой в горячей воде. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как пленка, растворимая в горячей воде, содержащая элемент(ы) защиты от подделки, должна оставаться неповрежденной, в результате чего доставляется(ются) на желательные места элемент(ы) защиты от подделки. Это должно также придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, растворимых в холодной воде, пленки, растворимой в горячей воде, и пленки растворимой в холодной воде, при этом селективно по выбору пленка HWSF перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на пленке, растворимой в горячей воде. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как пленка, растворимая в горячей воде, содержащая элемент(ы) защиты от подделки, должна оставаться неповрежденной в связи с различной температурой пульпы и водной суспензии для размещения на желательных местах элемента(ов) защиты от подделки и для придания дополнительной прочности получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, из которых одна растворима в холодной воде, а другая является нерастворимой и гидрофильной, при этом пленка NSHF селективно по выбору перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на нерастворимой гидрофильной пленке. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как нерастворимая гидрофильная пленка не должна растворяться в пульповых волокнах, но она должна становиться клейкой в связи со своей гидрофильной природой и должна прилипать к частично сформированному пласту пульпы. В результате этого пленка должна оставаться неповрежденной и доставлять на желательные места элемент(ы) защиты от подделки. Это также должно придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, растворимых в холодной воде, а между ними находится нерастворимая гидрофильная пленка, при этом нерастворимая гидрофильная пленка NSHF селективно по выбору перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на нерастворимой гидрофильной пленке. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как нерастворимая гидрофильная пленка, состоящая из элементов защиты от подделки, не должна растворяться в пульповых волокнах, но она должна становиться клейкой в связи со своей гидрофильной природой и должна прилипать к частично сформированному пласту пульпы. В результате этого пленка должна оставаться неповрежденной и доставлять на желаемые места элемент(ы) защиты от подделки. Это также должно придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, одна из которых является растворимой в холодной воде, а другая представляет собой нерастворимую негидрофильную пленку, при этом нерастворимая негидрофильная пленка NSNHF селективно по выбору перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на нерастворимой негидрофильной пленке. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как нерастворимая негидрофильная пленка не должна растворяться в пульповых волокнах. В результате этого пленка должна оставаться неповрежденной и доставлять на желательные места элемент(ы) защиты от подделки. Это также должно придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности пленок, две из которых являются растворимыми в холодной воде, а третья между ними представляет собой нерастворимую негидрофильную пленку, при этом нерастворимая негидрофильная пленка NSNHF селективно по выбору перфорируется, и элементы защиты от подделки погружаются/впечатываются/находятся на нерастворимой негидрофильной пленке. Пленка, растворимая в холодной воде, должна повышать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как нерастворимая негидрофильная пленка, состоящая из элементов защиты от подделки, не должна растворяться в пульповых волокнах. В результате этого пленка должна оставаться неповрежденной и доставлять на желательные места элемент(ы) защиты от подделки. Это также должно придавать дополнительную прочность получаемому конечному продукту.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью совокупности полимерных пленок, включающих в себя полосы пленок, при этом полосы устанавливаются на/отливаются на/покрывают другую пленку для доставки элементов защиты от подделки, которые погружаются/впечатываются/находятся на полосах пленки.
Например, полосы пленки HWSF, состоящие из элементов защиты от подделки, устанавливаются на/отливаются на/покрывают пленку, растворимую в холодной воде. Пленка, растворимая в холодной воде, должна увеличивать растворимость в пульповых волокнах, увеличивая прочность бумаги, тогда как пленка, растворимая в горячей воде, с элементом(ами) защиты от подделки, должна оставаться неповрежденной в связи с наличием различной температуры пульпы и водной суспензии, благодаря чему решается проблема наличия слов микротекста или логотипов, плавающих внутри матрицы бумажной пульпы, которая может иметься в наличии, когда используются только пленка CWSF или полосы пленки CWSF.
При дополнительном другом варианте воплощения изобретения элемент(ы) защиты от подделки доставляется(ются) с помощью связки пленок, при которой элементы защиты от подделки погружаются/впечатываются/находятся на полосах полимерных пленок или на нитях из поливинилацетата (PVA), которые переплетены по текстильному способу, когда имеются основа и уток. Например, полосы могут являться комбинацией пленок, растворимых в холодной и горячей воде, или только пленок, растворимых в горячей воде, или нерастворимых гидрофильных пленок, или только пленок, растворимых в холодной воде, для доставки элементов защиты от подделки, которые погружаются в/печатаются на/находятся на пленке, растворимой в горячей воде. Используемые пленки HWSF или NSHF перфорированы избирательно и селективно. Полосы, растворимые в холодной воде, должны увеличивать растворимость в пульповых волокнах, увеличивая прочность бумаги, в то время как полосы, растворимые в горячей воде, содержащие элементы защиты от подделки, должны оставаться неповрежденными и в результате этого доставлять элементы защиты от подделки на желательное место. Это также должно придавать дополнительную прочность получаемому конечному продукту.
Согласно второму аспекту настоящим изобретением предусмотрено наличие бумаги с защитой от подделки, изготовленной по способу в соответствии с первым аспектом изобретения.
Теперь варианты воплощения изобретения будут описываться более подробно посредством приведения примера со ссылкой на сопроводительные чертежи, на которых:
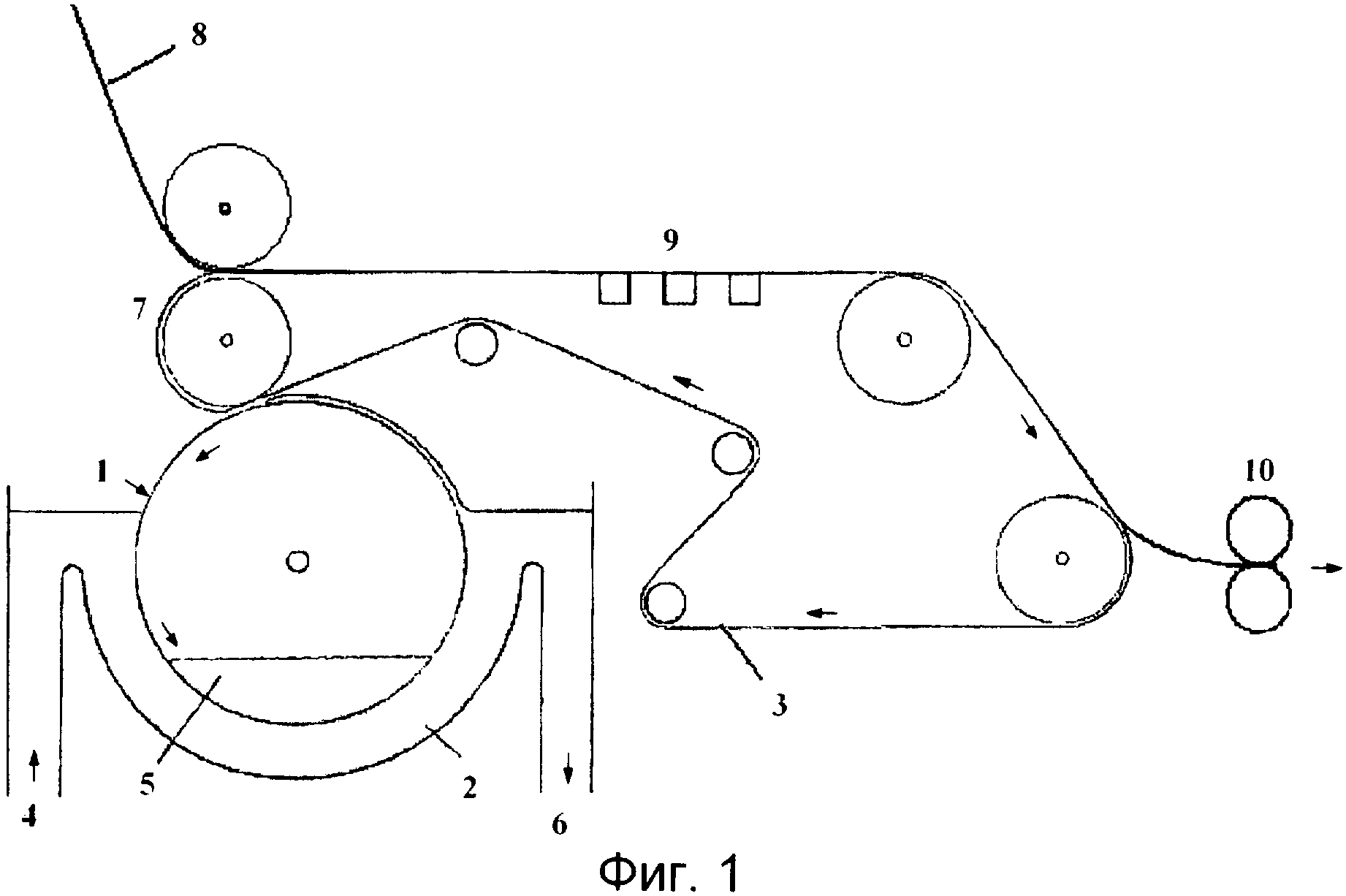
на фиг.1 иллюстрируется первый способ изготовления высокопрочной бумаги в соответствии с изобретением; и
на фиг.2 иллюстрируется второй способ изготовления высокопрочной бумаги в соответствии с изобретением.
Ссылаясь на фиг.1, можно видеть, что на нем иллюстрирован способ включения полимерной пленки с элементами защиты от подделки, погружаемой/тесненной/впечатанной в бумагу во время осуществления процесса ее изготовления по способу цилиндрического формования, и этот способ включает в себя рабочие операции:
1) заполнения емкости (2) водной пульповой суспензией, подаваемой через вход (4), при этом содержание пульпы изменяется в пределах от 5 до 7%;
2) формирования бумажного субстрата на наружной стороне вращающегося цилиндра (1), покрытого металлической сеткой. По мере того, как вращается цилиндр, вода извлекается из внутренней полости цилиндра, и слой волокон формируется с наружной стороны. Он уплотняется отжимным валиком (7), который еще больше выдавливает воду наружу. Отжимной валик также отслаивает влажную бумагу, очищая цилиндр, и передает ее на непрерывно движущуюся ленту (3);
3) наслаивания предварительно отформованной полимерной пленки (8), в которую погружен(ы)/теснен(ы)/впечатан(ы) элемент(ы) защиты от подделки, на пласт из пульповых волокон на отжимном валике, как показано на чертеже;
4) пропускания структуры через боксы (9) вакуумирования для удаления избыточной воды из пульпового пласта. Содержание волокон в пульпе возрастает до 30-40%;
5) пропускания структуры через прессующий валик (10) для удаления избыточной воды;
6) пересылки структуры к сушилкам для дальнейшего испарения влаги из бумажного полотна.
Аналогично полимерная пленка, содержащая элементы защиты от подделки, также может вставляться во время работы длинносеточной бумагоделательной машины при изготовлении бумаги.
Во время выполнения рабочей операции 3, если пленка CWSF с элементами защиты от подделки погружается/теснится/печатается, тогда пленка должна начать растворяться, как только она придет в положение контакта с пульповым пластом, и она должна проникать в бумагу, когда она будет проходить через боксы вакуумирования, а элементы защиты от подделки должны оставаться неповрежденными в пульповом пласте.
Если в наличии имеется пленка HWSF, или пленка NSHF, или пленка NSNHF, или любая другая их комбинация, имеющая, по крайней мере, один слой или одну полосу пленок HWSF/NSHF/NSNHF, то пленка не должна растворяться и должна оставаться на поверхности пульпового пласта в связи с наличием небольшой емкости бокса для вакуумного всасывания. Следовательно, если в наличии имеется пленка HWSF, или пленка NSHF, или пленка NSNHF, или любая другая комбинация пленок, состоящая из пленок HWSF, NSHF, NSNHF, тогда они должны включаться в пульповый пласт, может потребоваться процесс формования сдвоенных пар в зависимости от потребностей и предельного качества требуемой бумаги.
Как показано на фиг.2, первый слой влажной бумаги образуется в виде суспензии водной пульпы, приходящей из бокса (12) для подхода массы и падающей на непрерывно движущуюся ленту (11) с помощью первого формующего устройства (13). Температура водной суспензии пульпы в боксе для подхода массы изменяется в пределах от 15 до 40°С, более предпочтительно, она колеблется в пределах от 25 до 30°С. Концентрация пульповых волокон в водной суспензии пульпы в боксе для подхода массы изменяется в пределах от 5 до 7%. Первый слой влажной бумаги, образованный первым формирующим устройством, по весу и по толщине составляет 80% от окончательно полученной бумаги. Полимерная пленка или любая их комбинация при погружении/тиснении/печатании с элементами защиты от подделки при сматывании с раскаточной машины (15) включается в первый слой полотна влажной бумаги с помощью направляющего валика (16), как показано на чертеже. Второй слой влажной бумаги образуется на стороне полимерной пленки первого слоя влажной бумаги с помощью второго формирующего устройства (14). Цилиндр (14), покрытый проволочной сеткой, вращается в емкости (17), содержащей водную суспензию пульпы. По мере того, как вращается цилиндр, вода удаляется из внутренней полости цилиндра, в то время как слой пульповых волокон образуется на наружной стороне. Он уплотняется отжимным валиком (18), который выдавливает дополнительно воду и удаляет ее. Отжимной валик также отслаивает влажную бумагу при чистке цилиндра и передает ее на непрерывно движущуюся ленту, которая подает ее на участок прессования. Второй слой влажной бумаги, образованный вторым формирующим устройством, по весу и толщине составляет 20% от изготовленной бумаги.
Еще больше удаляется воды на участке (19) прессования, и двухслойная бумага дополнительно пересылается к сушилкам для дополнительного испарения влаги из бумажного полотна.
Полимерная пленка или комбинация полимерных пленок, содержащие элементы защиты от подделки, могут быть любого типа, ранее описанного, в которых элементы защиты от подделки включаются во время осуществления процесса изготовления бумаги на точных местах при использовании полимерной пленки в качестве носителя для точного позиционирования элементов защиты от подделки на изготовленной бумаге.
Следующие эксперименты были проведены в лаборатории для доказательства того, что полимерная пленка, когда она включается в бумагу, должна увеличивать прочность бумаги.
Следующие эксперименты проводились в лаборатории для доказательства реализации изобретения.
Изготовление бумаги
1. Мы получали некоторое количество обезвоженной исходной пульпы от бумажной фабрики и резали пульповый вяжущий материал на мелкие части, а затем пропитывали эти части теплой водой в большом баке всю ночь.
2. Мы наполняли наполовину смеситель теплой водой, затем добавляли небольшое количество пульповых пропитанных частей. Мы перемешивали части до тех пор, пока не стали различаться кусочки целлюлозы. Это превратилось в пульповую водную суспензию.
3. Мы переливали перемешанную смесь в большой бак, а затем наполняли бак теплой водой, тщательно перемешивая его содержимое до тех пор, пока ингредиенты не были равномерно рассеяны.
4. Мы задвигали решето/сито в бак и позволяли некоторому количеству пульпы осесть на решето, все еще удерживая решето под водой, затем плавно перемещали его назад, чтобы затем получить равномерный слой волокон на решете.
5. Мы поднимали сито из суспензии, удерживая его в плоскости, и обеспечивали возможность стекания каплями над баком до тех пор, пока большая часть воды не была удалена.
6. Мы сушили влажную бумагу с помощью фена для волос, а затем оставляли ее сушиться в течение небольшого количества часов для удаления избыточной воды.
7. Когда бумага высыхала, мы плавно снимали ее с решета для формования бумаги вручную. Мы определяли удельную массу бумаги, которая равнялась 110 г/м2.
8. Мы испытывали эту бумагу на прочность при растяжении по стандарту D 882 на универсальной испытательной машине (UTM).
Изготовление бумаги с включением в нее пленки CWSF
1. Мы погружали решето в бак, содержащий водную суспензию пульпы, которая образовалась так же, как при вышеописанном способе, и позволяли пульпе оседать на решете, все еще удерживая решето под водой, затем плавно перемещали его назад, чтобы затем получить равномерный слой волокон на решете.
2. Мы поднимали решето из суспензии, удерживая его в плоскости, и обеспечивали возможность стекания каплям над баком до тех пор, пока большая часть воды не была удалена, а решето разместили на полу.
3. Мы получали на влажной бумаге верхний слой пленки CWSF толщиной 30 микрон. Как только пленка CWSF вошла в контакт с влажной бумагой, она начала растворяться и полностью растворилась через некоторое время.
4. Мы сушили влажную бумагу и пленку CWSF с помощью фена для волос, а затем оставляли их сушиться в течение небольшого количества часов для удаления избыточной воды.
5. Когда бумага и пленка CWSF стали сухими, мы плавно сняли их отслоением от решета для образования высокопрочной бумаги. Толщина этой структуры соответствовала удельной массе, равной 110 г/м2.
6. Мы испытывали эту бумагу с пленкой CWSF на прочность при растяжении по стандарту D 882 на универсальной испытательной машине (UTM).
Изготовление бумаги, включающей в себя слой HWSF
1. Мы погружали решето в бак, содержащий водную суспензию пульпы, которая образовалась так же, как при вышеописанном способе, и позволяли пульпе оседать на решете, все еще удерживая решето под водой, затем плавно перемещали его назад, чтобы затем получить равномерный слой волокон на решете.
2. Мы поднимали решето из суспензии, удерживая его в плоскости, и обеспечивали возможность стекания каплям над баком до тех пор, пока большая часть воды не была удалена, а решето разместили на полу.
3. Мы получали на влажной бумаге верхний слой пленки HWSF толщиной 20 микронов. Как только пленка HWSF вошла в контакт с влажной бумагой, она стала клейкой, но не растворилась.
4. Мы отформовывали другой слой влажной пульпы на другом решете и давали воде возможность стекании каплями, как это пояснено выше, и мы плавно размещали это решето на верхней стороне пленки HWSF у влажной бумаги, которая была изготовлена рабочей операцией 3.
5. Мы просушивали два слоя бумаги с промежуточным слоем пленки HWSF с помощью фена для волос и оставляли их сушиться всю ночь для удаления избыточной воды.
6. Когда два слоя бумаги с промежуточным слоем пленки HWSF высохли, мы плавно сняли их с решета отслаиванием для образования высокопрочной бумаги.
7. Мы испытывали эти слои бумаги с промежуточным слоем пленки HWSF на прочность при растяжении по стандарту D 882 на универсальной испытательной машине (UTM).
Аналогично в бумагу включалась водорастворимая пленка (WSF) (толщиной 20 микрон) при комбинации со связью С-Н.
Соблюдалась предосторожность для того, чтобы поддерживалась постоянной величина толщины бумаги со включением в нее полимерной пленки.
В таблице показана в сравнении прочность бумаг со включением в них пленок CWSF, HWSF, также пленки WSF с комбинацией связи С-Н.
Также выполнялись следующие эксперименты:
1. Мы отливали пленку HWSF и область, покрытую составом пленки CWSF с элементами защиты от подделки, подобными тем, которые являются секретными красителями, видимыми при ультрафиолетовом излучении, которые погружались в замес с отдельной емкостью, образуя полосы, покрытые и не покрытые линиями пленки CWSF.
2. Мы вставляли эту связку, образованную при рабочей операции 1, в пульповую смесь в процессе изготовления бумаги, как это было описано ранее в случае выполненных экспериментов.
3. Мы инспектировали лист бумаги и установили, что элементы защиты от подделки, упомянутые при описании рабочей операции 1, располагались на одном и том же месте и что прочность увеличивалась, что являлось преимуществом этого способа.
Было доказано, что теперь мы можем погружать много видимых и невидимых элементов защиты от подделки и гарантировать, что одни и те же элементы распространяются на заданном месте на полотне бумаги и, следовательно, на листе бумаги, завершенном изготовлением, например, на банкноте.
Эксперимент с элементом защиты от подделки, запечатанным в область отлитой пленки с использованием сочетания способов с применением пленок CWSF и HWSF
4. Мы отливали пленку HWSF и область, покрытую составом пленки CWSF с элементами защиты от подделки, подобными тем, которые являются секретными красителями, видимыми при ультрафиолетовом излучении, которые погружались в замес с отдельной емкостью, образуя полосы, покрытые и не покрытые линиями пленки CWSF.
5. Мы печатали знаки, используя гравировальный цилиндр и типографские краски, для защиты от подделки на верхних участках пленки CWSF, которые могли быть по выбору идентифицированы при использовании лампы с ультрафиолетовым излучением для облегчения печатной регистрации.
6. Мы вставляли эту связку, образованную при рабочей операции 1, в пульповую смесь, как упомянуто ранее.
7. Мы инспектировали лист бумаги и установили, что элементы для защиты от подделки, которые упомянуты при описании рабочих операций 4 и 5, располагались на одном и том же заданном месте, и что прочность увеличивалась, что являлось преимуществом этого способа.
Эксперимент с элементом защиты от подделки, запечатанным в область отлитой пленки с использованием сочетания способов с применением пленок CWSF и HWSF
8. Мы отливали пленку CWSF и покрывали с задержкой по времени связующим покрытием, подобным тому, которое является пленкой на основе воды, образующей акриловое покрытие, и образовывали покрытую область, используя состав пленки HWSF с элементами защиты от подделки, подобными тем, которые являются секретными красителями, видимыми при ультрафиолетовом излучении, которые погружались в замес с отдельной емкостью, образуя полосы, покрытые и не покрытые линиями пленки HWSF.
9. Мы печатали знаки, используя установку другого гравировального цилиндра и типографские краски для защиты от подделки на верхних участках пленки HWSF, которые могли быть по выбору идентифицированы при использовании лампы с ультрафиолетовым излучением для облегчения печатной регистрации. Можно было видеть, что использование множества установок дает возможность погружать множество элементов для защиты от подделки в бумагу в задаваемых местах.
10. Мы вставляли эту связку образованную при рабочей операции 1, в пульповую смесь, как это упоминалось выше.
11. Мы инспектировали лист бумаги и установили, что элементы для защиты от подделки, которые упомянуты при описании рабочих операций 8 и 9, регистрировались на одном и том же заданном месте, и что печатные знаки были видимыми и неповрежденными, как и при их печатании. Это было значительным дополнением к прочности бумаги при использовании этого способа.
Аналогично посредством варьирования комбинаций пленок, растворимых в холодной и горячей воде, или посредством «литья с печатанием», либо посредством области покрытия, могут создаваться желаемые области для идентификации элементов защиты от подделки. Соответственно, эти области могут быть идентифицированы как оригинальное художественное оформление для поиска элементов защиты от подделки на конкретном листе бумаги даже после разрезания их на малые части, подобные бумаге банкноты.
Это решает определенные проблемы, подобные точной вставке малых трудно поддающихся контролю нитей в исходное полотно пульпового пласта или подобные «плавающих» знаков, приводящему к затрудненным отбраковываниям и соответственно к затрудненному процессу изготовления бумаги.
Как было отмечено ранее, настоящее изобретение обеспечивает наличие способа изготовления бумаги с защитой от подделки, при котором один или большее количество элементов защиты точно позиционируется в бумаге, и бумага по выбору упрочняется посредством использования полимерной пленки в качестве носителя элемента(ов) защиты от подделки во время выполнения процесса изготовления бумаги. Полимерная пленка может быть водорастворимой с избирательной растворимостью при температурах выше или ниже температуры воды, содержащейся в бумажной основе, к которой она прикладывается в процессе производства. Этим путем мы можем контролировать способ, согласно которому включается водорастворимая пленка, и следовательно, контролировать местоположение элемента(ов) защиты от подделки в конечном изготовленном продукте. Например, водорастворимая пленка может растворяться или оставаться неповрежденной, и мы можем использовать комбинации пленок, которые могут растворяться или оставаться неповрежденными, или комбинации любых этих пленок с наличием или без наличия других пленок, таких как нерастворимые гидрофильные пленки.
Согласно другому аспекту изобретения мы предусматриваем наличие способа изготовления бумаги с защитой от подделки, включающего в себя обеспечение наличия пленки носителя, содержащего один или большее количество элементов защиты от подделки в предопределенных местах, образование бумажного полотна, прикладывание пленки носителя к полотну для позиционирования элемента(ов) защиты от подделки на желательных местах на полотне, при этом пленочный носитель включает в себя водорастворимые пленки, нерастворимые гидрофильные пленки и нерастворимые негидрофильные пленки.
Водорастворимая пленка может увеличивать водорастворимость и поглощаться в полотне, оставляя элемент(ы) защиты от подделки на желаемых местах на полотне. Альтернативно водорастворимая пленка может оставаться неповрежденной для позиционирования элемента(ов) защиты от подделки на желаемых местах на полотне.
Пленка носителя может содержать две или большее количество пленок, имеющих различные растворимости, при этом различные растворимости пленок могут использоваться для позиционирования элемента(ов) защиты от подделки на желательных местах во время осуществления процесса изготовления бумаги и избирательно использоваться для увеличения прочности бумаги. Например, пленка носителя может содержать комбинацию любых двух или большего количества пленок, растворимых в холодной воде, растворимых в горячей воде, нерастворимых гидрофильных пленок и нерастворимых негидрофильных пленок. Элемент(ы) может(гут) быть включен(ными) в одну или в большее количество пленок, образующих пленочный носитель.
Реферат
Изобретение относится к бумаге с высокой степенью защиты от подделки и способу ее изготовления. Бумага имеет один или большее количество элементов защиты от подделки, включенных на точные места на или внутри бумаги. Полимерное изделие выполнено в виде полимерной пленки, полосы полимерной пленки, включенных на/отлитых на/покрывающих полимерную пленку. Полимерные полосы/нити переплетены или скомбинированы между собой в связку текстильным способом. Способ включает рабочую операцию размещения полимерного изделия, содержащего элемент(ы) защиты от подделки, на бумажном пульповом полотне во время осуществления процесса изготовления бумаги. Способ включает интегрирование одной или большего количества следующих рабочих операций в процессе изготовления бумаги: а) наложения таким образом, чтобы прилипло одно или большее количество указанных полимерных изделий к слою влажного полотна бумажной пульпы после того, как указанный слой образован во время процесса изготовления указанной бумаги; b) наложения таким образом, чтобы прилипал, по крайней мере, один слой, изготовленный из одного или большего количества указанных полимерных изделий к предварительно отформованному слою влажного полотна бумажной пульпы после того, как указанный слой влажного полотна бумажной пульпы сформирован в процессе изготовления указанной бумаги. Предложенная группа изобретений обеспечивает создание бумаги, имеющей высокую степень защиты от подделки. 4 н. и 16 з.п. ф-лы, 2 ил., 1 табл.
Формула
а. наложения таким образом, чтобы прилипло одно или большее количество указанных полимерных изделий, несущих один или большее количество элементов защиты от подделки, к слою влажного полотна бумажной пульпы после того, как указанный слой образован во время процесса изготовления указанной бумаги, и обеспечения температуры и времени, достаточных для обеспечения растворения указанного одного или большего количества полимерных изделий в слое указанного влажного полотна бумажной пульпы, при этом каждое из указанных полимерных изделий изготовлено из материала, который растворяется в воде при температуре, изменяющейся в пределах от 5 до 95°С;
b. наложения таким образом, чтобы прилипал, по крайней мере, один слой, изготовленный из одного или большего количества указанных полимерных изделий, несущих один или большее количество элементов защиты от подделки, к предварительно отформованному слою влажного полотна бумажной пульпы после того, как указанный слой влажного полотна бумажной пульпы сформирован в процессе изготовления указанной бумаги, при этом указанное полимерное изделие изготовлено из одного или большего количества полимеров, которые не растворяются в воде при температуре ниже 50°С при дополнительном добавлении на непокрытой стороне слоя полимерного изделия второго слоя влажного полотна бумажной пульпы, дополнительно сопровождаемого дальнейшими дополнениями на непокрытой стороне второго слоя мокрого полотна бумажной пульпы одного или большего количества слоев полимерного изделия, чередуя это со слоем влажного полотна бумажной пульпы.
а. указанное полимерное изделие, несущее один или большее количество элементов защиты от подделки перфорируют или не перфорируют;
b. указанное полимерное изделие наносят посредством размещения указанного изделия сверху на влажное полотно бумажной пульпы;
с. указанная полимерная пленка содержит одну или большее количество пленок (CWSF), растворимых в холодной воде, эта пленка является растворимой в воде при температуре, изменяющейся в пределах от 5 до 50°С, и растворяется в ней; растворимую в горячей воде пленку (HWSF), которая является растворимой в воде при температуре, изменяющейся в пределах от 5 до 95°С, нерастворимую гидрофильную пленку (NSHF) и нерастворимую не гидрофильную пленку (NSNHF) или их комбинацию в любой последовательности, включая непрестанно повторяющуюся последовательность, и
d. указанная полимерная пленка имеет толщину, изменяющуюся в пределах от 5 до 150 мкм, предпочтительно в пределах от 10 до 70 мкм и более предпочтительно в пределах от 15 до 35 мкм,
е. указанный элемент защиты от подделки содержит один или большее количество следующих элементов: (i) печатный микротекст, (ii) логотип, (iii) металлизированная/деметаллизированная частица/волокно, (iv) штрихкод, (v) водяной знак, (vi) наночастица, (vii) химический маркер микротэг, (viii) ДНК (синтетическая или природная), (ix) элемент защиты от подделки, который может считываться по одному или большему количеству специальных способов, специальным приспособлением или специальной машиной, содержащей ультрафиолетовые лучи, компьютером, устройством для считывания с помощью устройства радиометок для идентификации; и т.п.,
f. указанный элемент защиты от подделки погружают/теснят/печатают/ приклеивают или иным способом прикрепляют на или внутри полимерного изделия.
а. водорастворимая пленка выполнена из одного или большего количества материалов, выбранных из группы, содержащей иономеры сополимера поливинилового спирта, гомополимер поливинилового спирта, неиономерный полимер поливинилового спирта, полиметакрилат, поливиниловый спирт, полиакриламид, полиметакриламид, полиакриловую кислоту, полиметакриловую кислоту, полиуретан, и пищевые материалы, образующие пленку и подобные полиэтиленгликолю, поливинилпирролидону, белковым связующим, таким как желатин, модифицированные желатины, такие как фталоил желатина, полисахариды, такие как крахмал, гуммиарабик, пуллулан и декстрин, и водорастворимые производные целлюлозы или их сочетание, при этом указанные производные целлюлозы содержат метилцеллюлозу, гидрооксипропилцеллюлозу, гидрооксипропилэтилцеллюлозу, гидрооксиэтилоцеллюлозу метилкарбоксицеллюлозу;
b. нерастворимая гидрофильная пленка (NSHF) изготовлена из биодеструктирующих материалов, таких как PLA (полимолочной кислоты), из РНА (полигидроксиалкановой кислоты), из термопластических крахмальных материалов или биодеградирующих полиэфиров, таких как экофлекс;
с. нерастворимая не гидрофильная пленка (NSNHF) изготовлена из одного или более материалов, выбранных из группы, включающей РР (полипропилена), из РЕ (полиэтилена), из LDPE (полиэтилена пониженной плотности), из HDPE (полиэтилена повышенной плотности), из LLDPE (линейного полиэтилена низкой плотности), из HIPS (ударопрочного полистирола), из HMHDPE (высокомолекулярного полиэтилена повышенной плотности), из ВОРР (двуосноориентированного полипропилена) и т.п.;
d. полимерная нить изготовлена из одного или большего количества полимеров, включая поливиниловый спирт.
а. указанная комбинация полимерных изделий, накладываемых на полотно влажной бумажной пульпы, является сочетанием пленки, растворимой в холодной воде, вставленной между /залитой между/ покрытой полосами пленки, растворимой в горячей воде или полосами нерастворимой гидрофильной пленки или наоборот, либо
b. указанное полимерное изделие имеет форму связки, в которой одна или большее количество полимерных полос или полимерных нитей переплетены между собой текстильным способом при наличии основы и утка.
а. ширина/размер полос полимерной пленки изменяется в пределах от 3 до 15 мм, предпочтительно от 4 до 10 мм и предпочтительно от 5 до 7 мм;
b. размер поливинилацетатной нити находится в пределах от 50 до 1000 денье, предпочтительно от 150 до 700 денье и более предпочтительно в пределах от 300 до 500 денье.
а. наполнения емкости входящей водной суспензии пульпы;
b. образования бумажного субстрата на наружной стороне вращающегося цилиндра, покрытого проволочной сеткой;
с. наслаивания предварительно отформованной полимерной пленки, в которую погружен(ы)/ теснен(ы)/ впечатан(ы) элемент(ы) защиты от подделки, на пласте из пульповых волокон на отжимном валике;
d. пропускания структуры через боксы вакуумирования для удаления избыточной воды из пульпового пласта;
е. пропускания структуры через прессующий валик для удаления избыточной воды с последующей пересылкой структуры к сушилкам для дальнейшего испарения влаги из бумажного полотна.
а. образования первого слоя полотна влажной бумаги с помощью первого формирующего устройства на непрерывно перемещающейся ленте;
b. включения предварительно отформованного одного или большего количества полимерных изделий, из которых, по крайней мере, одно несет на себе один или большее количество элементов защиты от подделки, наложением на пласт волокон пульпы с помощью направляющего валика;
с. образования второго слоя влажной бумаги с помощью второго формирующего устройства на непокрытой стороне полимерного изделия, наложенного на первый слой;
d. пропускания структуры через участок прессования для удаления избыточной воды с последующим пропусканием к сушилкам для дальнейшего испарения влаги из бумажного полотна.
а. заполнения основной емкости бумажной пульпой;
b. вращения проволочной сетки вокруг стола длинносеточной бумагоделательной машины и боксов всасывания, внизу проволочной сетки с помощью небольшого вакуума воду удаляют из пульпы;
с. наслоения предварительно отформованного одного или большего количества полимерных изделий на пласт волокон пульпы в районе отжимного вала участка прессования, где избыточную воду удаляют, с последующим направлением бумажного полотна к сушилкам для дальнейшего испарения влаги из бумажного полотна.
Комментарии