Лазерная обрабатывающая головка с ленточным приводом для перемещения оптики - RU2661686C1
Код документа: RU2661686C1
Чертежи


Описание
Изобретение относится к лазерной обрабатывающей головке, в которой формирующая луч оптика, в частности фокусирующая оптика, коллиматорная оптика или масштабирующая оптика, поддерживается с возможностью перемещения или регулировки.
При обработке обрабатываемой детали (заготовки) посредством лазерной обрабатывающей головки, особенно при лазерной резке или сварке, как правило, предусмотрена лазерная обрабатывающая головка с корпусом, в котором размещены фокусирующая оптика, коллиматорная оптика или масштабирующая оптика. Лазерный луч, проходящий через лазерную обрабатывающую головку к режущей насадке, фокусируется фокусирующей оптикой таким образом, что заготовка может обрабатываться. При этом оптика для формирования лазерного луча удерживается в лазерной обрабатывающей головке таким образом, что оптика регулируется относительно корпуса лазерной обрабатывающей головки. При этом оптика может регулироваться, с одной стороны, в плоскости, перпендикулярной к лазерному лучу, а с другой стороны, в продольном направлении лазерного луча.
Из DE 295 07 189 U1 известна соединительная головка для обработки заготовки с помощью лазерного луча, в которой фокусирующая оптика для лазерного луча может удерживаться с возможностью регулировки во вставном блоке, который может вводиться в корпус соединительной головки. При этом для регулировки оптики в направлении ее продольной оси предусмотрен ручной привод, который действует как шпиндельный привод.
Из DE 196 22 413 известен тросиковый привод в качестве регулирующего привода для позиционирования оптики в лазерной обрабатывающей головке. При этом недостатком является то, что при диаметре тросика всего лишь около 1 мм и радиусе изгиба около 20 мм внутри тросика возникает истирание за счет трения между отдельными проволоками. Таким образом, внутренняя часть обрабатывающей головки и, в частности, оптики в ней загрязняется.
Чтобы обойти проблему загрязнения оптики в известных лазерных обрабатывающих головках, которая обусловлена истиранием и/или смазкой, когда регулировка оптики осуществляется по принципу шпинделя или посредством тросикового привода, уже известно устройство регулировки для оптики, которое содержит линейный двигатель с бесконтактным приводом.
Регулировочное или приводное устройство с подобным линейным двигателем с бесконтактным приводом (прямым приводом) известно из немецкой полезной модели DE 20 2009 012 924 U1.
Недостатком здесь является то, что оптика нежелательным образом перемещается и, следовательно, положение фокуса может сдвигаться, если извне на прямой привод воздействуют большие ускорения, так как тогда могут возникать силы инерции, которые могут быть больше, чем магнитная удерживающая сила. Если этого эффекта следует избегать, то может быть установлен тормоз или прямой привод с большими размерами. Этот подход противоречит малым конструктивным размерам и по возможности низким затратам.
Из DE 43 17 384 A1 известна лазерная обрабатывающая головка, в которой формирующая луч оптика может перемещаться с помощью шнекового привода в продольном направлении лазерного луча. Однако этот тип привода, как известно, является инерционным и сравнительно неточным из-за непроизвольного люфта шнекового привода.
US 5 546 238 относится к оптике с переменным фокусным расстоянием (зум-объективу) с высокоскоростным линейным приводом и раскрывает применение для перемещения оптики ленточного привода с вращающейся лентой, направляемой через два ролика. Отдельные группы линз оптической системы могут через пьезоэлектрические выводы избирательно соединяться с вращающейся лентой для перемещения. Здесь лента направляется приводными роликами с фрикционным замыканием.
DE 196 28 857 А1 относится к соединительной головке для обработки заготовки с помощью лазерного луча, в которой формирующая луч оптика размещена в кассете, которая может вставляться в опорный узел в лазерной обрабатывающей головке. Для перемещения опорного узла в направлении оптической оси предусмотрен редукторный двигатель с электрическим приводом, вал двигателя проходит параллельно оптической оси. На валу двигателя размещено ведущее колесо для зубчатого ремня, который проходит вокруг другого приводного колеса, которое жестко закреплено на шпинделе, чтобы вращать его, когда двигатель вращается. Для перемещения опорного узла шпиндель взаимодействует с ходовой гайкой, которая жестко закреплена на стороне опорного узла.
Таким образом, в основе изобретение лежит задача создать лазерную обрабатывающую головку с оптикой, удерживаемой в ней с возможностью регулирования, в которой можно в значительной степени избежать загрязнения оптики, и оптика может надежнее удерживаться в установленном положении, даже если большие силы инерции возникают вследствие больших ускорений.
Эта задача решается лазерной обрабатывающей головкой согласно п.1 формулы изобретения.
В соответствии с изобретением лазерная обрабатывающая головка для удерживания и перемещения формирующей луч оптики, такой как фокусирующая оптика для фокусировки лазерного луча на заготовку, коллиматорной оптики, которая установлена с возможностью перемещения в продольном направлении лазерного луча на вставном блоке, или оптики с переменным фокусным расстоянием (масштабирующей оптики) имеет ленточный привод, с помощью которого формирующая луч оптика может перемещаться с высокой точностью, и формирующая луч оптика может надежно удерживаться в заданном положении также в том случае, когда вследствие быстрых перемещений и изменений в скорости лазерной обрабатывающей головки возникают большие силы инерции. Предусмотренный в соответствии с изобретением ленточный привод имеет преимущество, заключающееся в том, что при перемещении оптики в ленточном приводе не возникает никакого трения скольжения, которое могло бы привести к износу, а исключительно трение качения, поэтому загрязнений, как это возникает согласно предшествующему уровню техники, можно избежать.
Для того чтобы обеспечить возможности автоматической регулировки даже во время лазерной обработки, предусмотрено, что ленточный привод содержит установленный с возможностью вращения в узле крепления ленточный барабан, который может приводиться в действие двигателем, в частности бесщеточным двигателем постоянного тока или шаговым двигателем.
Для того чтобы обеспечить надежное управление оптикой при перемещении относительно вставного блока, предпочтительным образом предусмотрено, что оптика поддерживается в каретке, установленной с возможностью перемещения в продольном направлении лазерного луча на узле крепления, которая имеет два разнесенных друг от друга в направлении перемещения конца, первая лента своим одним концом закреплена на одном конце каретки и своим другим концом намотана вокруг ленточного барабана и закреплена на нем, а вторая лента своим одним концом закреплена на другом конце каретки и своим вторым концом намотана вокруг ленточного барабана и закреплена на нем.
Предпочтительно первая и вторая ленты, если смотреть в осевом направлении барабана, намотаны рядом друг с другом вокруг ленточного барабана, причем первая лента размещена между двумя вторыми лентами. При этом рациональным образом сумма ширин двух вторых лент равна или больше, чем ширина первой ленты, причем обе вторые ленты имеют одинаковую ширину.
За счет особого размещения лент на ленточном барабане вращательное движение ленточного барабана может посредством лент преобразовываться в точное линейное перемещение приводимой ленточным приводом каретки, так как силы, передаваемые на ленточный барабан от лент, взаимно компенсируются.
Для того чтобы поддерживать нагруженность лент при перемещении каретки для регулировки оптики по возможности минимальной, предусмотрено, что отношение толщины ленты к радиусу ленточного барабана составляет меньше чем 0,05, предпочтительно меньше чем 0,03, в частности меньше чем 0,01.
Для того чтобы обеспечить надежную работу и длительный срок службы ленточного привода, предпочтительно предусмотрено, что первая и вторая ленты имеют одинаковую толщину, которая находится в диапазоне от 0,1 мм до 0,01 мм, предпочтительно от 0,08 мм до 0,02 мм, в частности от 0,06 мм до 0,04 мм.
Предпочтительно первая и вторая ленты выполнены из стали, в частности из пружинной стали или тому подобного. Первая и вторая ленты могут быть выполнены в виде первого и второго участков цельной ленты.
Кроме того, рациональным образом, узел крепления для установки перемещаемой в продольном направлении лазерного луча оптики удерживается на вставном блоке, который может вставляться в лазерную обрабатывающую головку. За счет этого обеспечивается возможность быстрой и простой замены оптики, если это становится необходимым из-за изменения фокусного расстояния или повреждения оптики.
Изобретение проиллюстрировано в нижеследующем описании на примере со ссылкой на чертежи, на которых показано следующее:
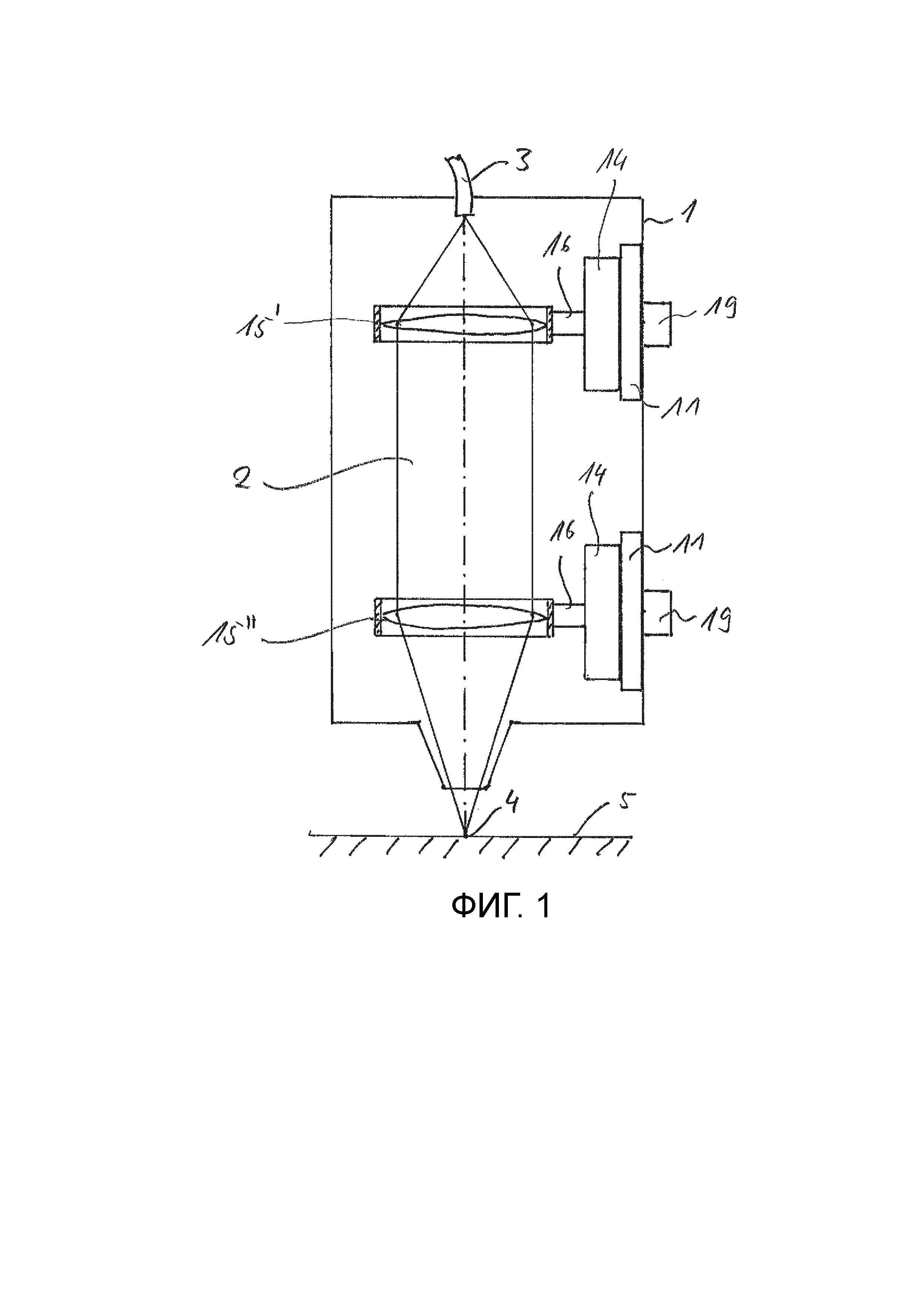
Фиг. 1 - упрощенная блок-схема соответствующей изобретению лазерной обрабатывающей головки,
Фиг. 2 - упрощенный схематичный вид сбоку вставного блока для регулируемого узла крепления оптики в соответствующей изобретению лазерной обрабатывающей головке, и
Фиг. 3 - упрощенный схематичный вид сверху регулировочного механизма для оптики,
Фиг. 4а - вид в перспективе цельной ленты для ленточного привода регулировочного механизма, и
Фиг. 4b - вид в перспективе ленты согласно фиг. 4а в намотанном монтажном состоянии.
В различных чертежах соответствующие компоненты снабжены теми же ссылочными позициями.
Как показано на фиг.1, соответствующая изобретению лазерная обрабатывающая головка имеет корпус 1, посредством которого направляется лазерный луч 2. Для формирования выходящего из оптического волокна 3 лазерного луча 2 предусмотрены, например, первая оптика (оптическая система) 15', которая выполнена в виде коллиматорной оптики, и вторая оптика (оптическая система) 15ʺ, которая в качестве фокусирующей оптики фокусирует лазерный луч 2 в области 4 взаимодействия между лазерным лучом 2 и заготовкой 5. Для регулируемого крепления оптических систем 15ʹ, 15ʺ, каждая из них посредством держателя 16 закреплена на каретке 14 ленточного привода, которая направляется с приводом от двигателя 19 и с возможностью перемещения на узле 11 крепления. Узел 11 крепления, как показано на фиг. 1, закреплен непосредственно на корпусе 1 лазерной обрабатывающей головки. Но также возможно предусмотреть узел 11 крепления - как показано на фиг. 2 - на вставном блоке 10, который может вставляться в лазерную обрабатывающую головку.
Вместо коллиматорной и фокусирующей оптики, показанных на фиг. 1, для формирования луча может также использоваться масштабирующая оптика (зум-объектив), с помощью которой может изменяться не только положение фокуса, но и фокусное расстояние.
Как показано на фиг.2, вставной блок 10, который может быть вставлен в лазерную обрабатывающую головку, содержит узел 11 крепления, который выполнен как закрепляемая на корпусе 1 лазерной обрабатывающей головки крепежная пластина. На узле 11 крепления предусмотрены направляющие 12 для каретки 14, на которой закрепляется оптика 15. Оптика 15 может, как уже упоминалось, быть коллиматорной оптикой для расширения и коллимации, то есть для формирования расширенного параллельного лазерного луча, или фокусирующей оптикой, которая фокусирует лазерный луч 2 для резки, сварки, пайки, сварки с нанесением порошковых покрытий или тому подобного на заготовку 5. Оптика 15, как показано схематично на фиг.1 и 2, закреплена посредством держателя 16 на каретке 14, которая может быть выполнена, например, как удерживающая манжета или тому подобное. Каретка 14 имеет первую и вторую направляющие 17, 18 каретки, направляемые по соответствующим направляющим 12 на узле 11 крепления, выполненные таким образом, что приводимый с помощью двигателя 19 ленточный барабан 20, который неподвижно размещен на узле 11 крепления, без помех может выступать через каретку 14, так что ленточный барабан 20 и каретка 14 взаимно не являются препятствием друг другу. На одной из направляющих, в показанном примере выполнения на первой направляющей 17, размещены первый и второй держатели 21, 22 ленты, на которых первая и вторая ленты 23, 24 закреплены своими одними концами, в то время как их соответствующие другие концы намотаны вокруг ленточного барабана 20 и закреплены на нем. Более конкретно, первая лента 23 закреплена своим одним концом, на фиг. 1 верхним концом, посредством держателя 21 ленты на одном конце каретки 14, в то время как она своим нижним концом намотана по часовой стрелке вокруг ленточного барабана 20 и прикреплена к нему. Вторая лента, которая выполнена как две вторые ленты 24, соединена своим нижним на чертеже концом посредством держателя 22 ленты с другим концом каретки 14, в то время как ее верхний конец, то есть верхние концы обеих вторых лент 24, намотаны против часовой стрелки вокруг барабана 20 и прикреплены к нему. Первая и вторые ленты 23, 24 расположены рядом друг с другом таким образом, что обе вторые ленты 24 лежат по обе стороны от первой ленты 23. При этом первая и вторые ленты 23, 24 образуют вместе ленточный шлейф, который направлен вокруг барабана 20.
Как показано на фиг. 4a, вместо первой ленты и вторых лент могут применяться первый участок 23ʹ ленты и два вторых участка 24ʹ ленты цельной ленты 33. Первая и вторые участки 23ʹ, 24ʹ ленты встречаются в середине ленты 33 и образуют вилкообразный участок 34, которым лента 33 прикреплена к барабану 20, как показано на фиг. 4b.
Ленты 23, 24, 33 для ленточного привода, то есть гибкая связь, которая передает приводное усилие барабана 20 к каретке 14, имеют отношение ширины к толщине больше чем 50, предпочтительно больше чем 80. Ленты выполнены из стали, предпочтительно из пружинной стали, и имеют толщину в диапазоне от 0,1 мм до 0,01 мм, предпочтительно от 0,08 мм до 0,02 мм, в частности 0,05 мм.
Толщина ленты и диаметр барабана в каждом случае могут выбираться таким образом, что отношение толщины ленты к радиусу ленточного барабана составляет меньше чем 0,05, предпочтительно меньше чем 0,03, в частности меньше чем 0,01. Например, если принять диаметр барабана равным 12 мм, соответствующим радиусу барабана 6 мм, то при толщине ленты 0,05 мм получается отношение толщины ленты к радиусу изгиба, равное 0,0083.
Теперь, если барабан с помощью двигателя 19, который может представлять собой, например, бесщеточный двигатель постоянного тока или шаговый двигатель, вращается согласно фиг. 2 в направлении по часовой стрелке, то первая лента 23 или первый участок 23ʹ ленты наматывается, в то время как вторая лента, то есть вторые ленты 24 или вторые участки 24ʹ, разматываются, так что каретка 14 перемещается, в соответствии с чертежом, вниз. И наоборот, каретка 14 перемещается вверх, когда ленточный барабан 20 вращается в направлении против часовой стрелки.
При этом положение оптики 15 измеряется с помощью не показанной здесь линейной шкалы. Соответствующий сигнал положения пересылается на регулятор двигателя, который обеспечивает то, что оптика 15 позиционируется в желательном положении.
При этом двигатель 19 должен быть рассчитан таким образом, что его крутящий момент больше, чем перемещаемая масса, умноженная на радиус ленточного барабана 20. Такой двигатель 19 тогда может удерживать оптику 15 в желательном положении и тогда, когда воздействующие извне силы вызываются ускорениями, которые составляют до шестикратного ускорения силы тяжести. В зависимости от направления ускорения, дополнительно еще действует сила тяжести массы, перемещаемой ленточным приводом.
Благодаря использованию ленточного привода оптику 15 можно, таким образом, перемещать туда и обратно в направлении ее оптической оси А относительно узла 11 крепления вставного блока 10 между направляющими 12, чтобы устанавливать ее положение в лазерной обрабатывающей головке желательным образом. В случае коллиматорной линзы, оптика 15 перемещается таким образом, что выходной торец оптического волокна, который выдает лазерный свет, совпадает с фокусом предметной стороны коллиматорной оптики, чтобы выходную плоскость отображать в бесконечность, чтобы, таким образом, получать расширенный параллельный лазерный луч. В случае фокусирующей линзы, оптика 15 перемещается таким образом, что лазерный фокус имеет желательное положение на поверхности заготовки. Если, в частности, в случае фокусирующей оптики происходят перемещения фокуса из-за нагрева линзы, то оптика 15 может точно позиционироваться с помощью приводимого в действие двигателем 19 ленточного привода, по существу не требуя прерывания рабочего процесса.
Существенным преимуществом соответствующего изобретению ленточного привода является то, что отношение толщины гибкой связи, то есть толщины ленты к радиусу изгиба, может быть уменьшено и тем самым улучшено. За счет этого можно также уменьшить нагрузку находящихся под напряжением растяжения лент из-за наматывания и сматывания. Так как внутри лент не возникает никакой механизм износа, подобный случаю с тросиком, также отсутствует риск загрязнения линз в лазерной обрабатывающей головке. Кроме того, является существенным, что между лентами и ленточным барабаном не возникает трения скольжения, а возникает только трение качения, практически свободное от истирания.
Реферат
Изобретение относится к лазерной обрабатывающей головке для обработки заготовки (5) с помощью лазерного луча (2). Головка содержит узел (11) крепления, формирующую луч оптику (15ʹ, 15ʺ), которая установлена с возможностью перемещения в продольном направлении лазерного луча (2) в узле (11) крепления. Для того чтобы в значительной степени предотвращать загрязнение оптики (15ʹ, 15ʺ) и надежным образом удерживать оптику (15ʹ, 15ʺ) в ее установленном положении, даже если большие силы инерции возникают в результате больших ускорений, предусмотрен ленточный привод для перемещения оптики (15ʹ, 15ʺ). 11 з.п. ф-лы, 5 ил.
Комментарии