Способ маркировки и способ обработки массивных и многослойных сплошных плит посредством rfid, а также соответствующее устройство - RU2532146C2
Код документа: RU2532146C2
Чертежи





Описание
Изобретение относится к способу маркировки заготовок из массивных плит, в частности древесных массивных и многослойных сплошных плит, согласно ограничительной части пункта 1.
Изобретение также относится к кромкооблицовочной станции для приклеивания кромок к обрабатываемому изделию, в частности заготовке в форме плиты для изготовления предметов мебели.
Кроме того, изобретение относится к приспособлению для обработки заготовок из массивных плит, в частности массивных древесных плит с маркировкой согласно ограничительной части пункта 9.
К тому же изобретение относится к использованию RFID-меток для маркировки массивных плит в многоступенчатом процессе обработки, согласно ограничительной части пункта 14.
В производственных процессах с несколькими этапами обработки заготовки во время индивидуального изготовления обрабатываются за несколько шагов и между различными технологическими операциями часто подвергаются промежуточному складированию, прежде всего, для сокращения подготовительного времени для станций дальнейшей переработки. Для этого заготовки с похожей структурой, размерами, материалом или другими свойствами из различных рабочих групп, заказов, проектов и подобного помещаются на промежуточное складирование или накапливаются для последующей их обработки, независимо от заказа. Известно, что для дальнейшего распределения по отдельным заказам заготовки маркируются для идентификации, например, с помощью соответствующих маркировочных средств.
Из уровня техники общеизвестно применение маркировочных средств, таких как этикетки, штриховые коды, прямое печатание, нанесение кодов струйным принтером и тому подобное, для различного применения.
Маркировочные средства и способ маркировки, соответствующий уровню техники, тем не менее имеют тот недостаток, что отдельные заготовки могут быть повторно распознаны только с большими усилиями, часто это требует ручного труда, и, как следствие, при их поступлении на последующие стадии работы могут происходить ошибки. В частности, у плитового материала маркировка с помощью соответствующих маркировочных средств часто создает помехи на последующих стадиях обработки и должна, например, удаляться при нанесении лакокрасочного покрытия или тому подобного перед соответствующей стадией обработки. Именно при механических воздействиях маркировка часто повреждается, так что распознавание или идентификация заготовок становятся невозможными или довольно сложными.
Также и при монтаже идентификация заготовок вряд ли еще возможна. Именно при наличии похожих заготовок без достаточной маркировки часто происходит путаница, так что монтируются не те заготовки или заготовки монтируются в неправильном расположении. Именно при высоком объеме работ, сложных заказах и внешне похожих заготовках, которые в течение одной обработки претерпевают изменения поверхности, например вследствие нанесения покрытия, облицовки фанерой, нанесении лакокрасочного покрытия и тому подобного, вряд ли возможна реализация безошибочного манипулирования.
Ситуация аналогична при отгрузке, при контроле или окончательном монтаже, когда без достаточной маркировки могут происходить недостаточные и ошибочные поставки. Централизованное отслеживание этого процесса если и возможно вообще, то только с высокими затратами.
В области деревообрабатывающей промышленности со всемерно похожими технологическими операциями отдельные RFID-метки располагаются в полостях изготавливаемых промышленным способом древесных заготовок. Для массивных или сплошных заготовок, не имеющих соответствующей полости для нанесения RFID-метки, этот способ не подходит.
Соответствующие случаи применения RFID известны, например, из DE 10 2007 042 647 A1 или же DE 10 2005 041 221 A1.
Поэтому задачей настоящего изобретения является создание способа и устройства для маркировки и для обработки сплошного материала, в частности заготовки из массивной плиты, при котором маркировка наносится на заготовку снаружи и не оказывает негативного влияния на последующие операции механической обработки.
Эта и другие задачи решаются с помощью способа с признаками п.1, устройства с признаками п.7 и применения с признаками п.10.
Техническая идея изобретения предусматривает, что способ маркировки заготовок из массивных плит, в частности из массивных древесных плит, включает в себя операции выполнения выемки в заготовке из массивной плиты, нанесения на выемку RFID-метки, так что RFID-метка располагается в выемке, без значительного выступа, и нанесения покрытия в области RFID-метки, так что RFID-метка по меньшей мере частично защищается от окружающей среды.
Заготовками из массивной плиты в контексте изобретения называют имеющие форму плиты массивные заготовки из дерева, стекла, полимерных композитных и/или других материалов. Под деревом в контексте изобретения понимают, в частности, сплошную древесину, балансовую древесину, композиционные древесные или другие материалы. В понятие заготовки из массивной плиты включают также заготовки из сплошных плит из многослойного материала, или так называемые многослойные сплошные плиты.
RFID (англ. радиочастотная идентификация) предназначается для маркировки и, соответственно, идентификации с помощью электромагнитных волн. Система RFID включает в себя обычно один или несколько транспондеров, которые наносятся на маркируемый предмет, т.е., в настоящем случае, на заготовку из массивной плиты, а также считывающее устройство для считывания кода транспондера. Одна из частей транспондера называется также меткой. RFID-метка в одном из вариантов осуществления помещается на пленочную основу, на которой также находится соединенная с транспондером антенна. Размеры пленочной основы могут при этом превосходить размеры выемки, при этом, однако, толщина пленочной основы незначительна, так что пленочная основа не оказывает негативного влияния на манипулирование заготовкой.
RFID-метка позволяет выполнять индивидуальную маркировку различных заготовок из массивных плит. При этом желаемая информация касательно заготовки из массивной плиты, ее обработки и/или ее назначения после обработки может записываться или сохраняться на RFID-метке уже перед нанесением RFID-метки на заготовку из массивной плиты.
Благодаря нанесению RFID-метки в выемку метка совсем или по меньшей мере значительно не мешает технологическому процессу обработки заготовки из массивной плиты, в частности из массивной древесной плиты.
При нанесении покрытия RFID-метка защищается от окружающей среды. При этом покрытие предпочтительно выполняется в виде так называемой облицовочной кромки. Это покрытие выполнено так, что оно не влияет на функциональность RFID-метки или влияет незначительно.
В одном из вариантов осуществления настоящего изобретения предусмотрено, что выемка выполняется в боковой поверхности заготовки из массивной плиты. При этом боковой стороной в контексте изобретения называется узкая сторона имеющей форму плиты заготовки или тому подобного. При выполнении выемки в боковой поверхности возможно компактное складирование заготовок штабелем друг на друге, без повреждения RFID-меток при складировании. Кроме того, даже в состоянии складирования возможно несложное считывание информации с RFID-метки. В одном из вариантов осуществления складирование происходит в одном из компонентов логистики. Компонентом логистики в контексте изобретения называются устройства для складирования и/или транспортировки заготовок, например контейнеры, паллеты, вагоны или тому подобное. В одном из вариантов осуществления компонент логистики также снабжается маркировкой, например на компонент логистики также наносится RFID-метка. В одном из вариантов осуществления компонент логистики снабжен узлом записи-считывания.
В другом варианте осуществления настоящего изобретения предусмотрено, что выемка выполняется посредством выдавливания. При этом под понятием выдавливания в контексте изобретения подразумевается также пробивка отверстий. Выдавливание может осуществляться пассивно или активно, т.е., в зависимости от компоновки, для выполнения выемки происходит перемещение заготовки и/или инструмента. Выбор этого способа осуществляется предпочтительно в зависимости от конструктивного исполнения, необходимого углубления и/или материала.
Еще в одном варианте осуществления настоящего изобретения предусмотрено, что выемка в заготовке из массивной плиты выполняется в заданном месте, и информация об этом положении сохраняется на наносимой RFID-метке. По заданному положению выемки имеется базовая точка для последующей обработки заготовки из массивной плиты, которая может быть считана на последующих стадиях обработки и предоставлена в распоряжение подобным несложным способом.
Как описано выше, один из вариантов осуществления настоящего изобретения предусматривает, что введенная RFID-метка прикрывается покрытием для защиты от окружающей среды. Таким образом, защищенная RFID-метка по принципу сэндвича располагается между заготовкой из массивной плиты и покрытием. Покрытие может представлять собой любое покрытие, которое не влияет или только незначительно влияет на функциональность RFID-метки. В одном из предпочтительных вариантов осуществления покрытие представляет собой облицовочную кромку или тому подобное, которая наносится или наклеивается на ту кромку, на которую наносится RFID-метка. Эта кромка может быть выполнена из соответствующего материала, например полимерного материала или дерева. Толщина облицовочной кромки при этом выбирается так, чтобы она не влияла или только незначительно влияла на функциональность RFID-метки. Например, облицовочная кромка в гибком исполнении имеет толщину до 3 мм, предпочтительно до 2 мм, а еще более предпочтительно не более 1,5 мм. Могут быть предусмотрены и другие толщины. Кроме того, предусмотрены кромки в виде планок, которые являются гибкими только до некоторой степени. Они не разматываются с рулонного раздатчика, а подаются по отдельности или из накопителя планок.
Кроме того, техническая идея изобретения предусматривает, что способ обработки заготовок из массивных плит, в частности из массивных древесных плит, с применением RFID-метки, в частности RFID-метки, расположенной в выемке заготовки из массивной плиты, включает в себя операции считывания сохраненной на RFID-метке информации по обработке, обработки заготовки из массивной плиты с учетом считанной информации по обработке и сохранения информации, в том числе информации об обрабатывающем процессе, на RFID-метке. Обработкой в контексте изобретения называют любой вид переработки, механической обработки, транспортировки между отдельными обрабатывающими станциями или тому подобного, при котором, например, изменяются форма, свойства поверхности, место складирования или другие свойства заготовки. При этом в любой момент производства можно получать информацию о стадии обработки или производства путем считывания RFID-метки, согласно этой информации выполнять обработку, и измененную информацию о заготовке снова сохранять на этой метке.
Кроме того, техническая идея изобретения предусматривает, что способ многоступенчатой обработки в производственном процессе заготовок из массивных плит, в частности из массивных древесных плит в деревообрабатывающем производственном процессе, содержит следующие этапы: подготовка заготовки из массивной плиты и многоступенчатая обработка заготовки из массивной плиты, предусматривающая то, что перед обработкой в заготовке из массивной плиты выполняется выемка, и RFID-метка вставляется в выемку так, что RFID-метка располагается в выемке без значительного выступления. В частности, при деревообработке обычно применяются исходные материалы в виде больших плит, которые разделяются на множество заготовок. Благодаря предлагаемому изобретением способу заготовки маркируются после разрезания, так что они затем, например, могут быть помещены на промежуточное складирование в заданном передаточном пункте. Как только количество заготовок с определенными свойствами в передаточном пункте станет достаточным, предпочтительно отдается распоряжение о транспортировке на следующий этап обработки. Такой контроль передаточной станции осуществляется, например, посредством системы управления технологическим процессом.
В одном из вариантов осуществления настоящего изобретения предусмотрено, что перед введением в выемку RFID-метка программируется программой инициализации. На RFID-метке, например, сохраняется информация о задании обработки и/или назначении заготовки. Таким образом, RFID-метка служит также и для того, чтобы передавать определенные задания обрабатывающим станциям.
В одном из вариантов осуществления изобретения предусмотрено, что по меньшей мере на одном этапе обработки, а предпочтительно на всех этапах обработки, осуществляется двухсторонняя связь с RFID-меткой. При этом двухсторонней связью называется считывание информации, которое предпочтительно происходит предпочтительно перед обработкой. При записи на RFID-метке предпочтительно сохраняется информация об обработке, выполненной на соответствующих этапах обработки.
В одном из предпочтительных вариантов осуществления настоящего изобретения предусмотрено, что на одном из этапов обработки, предпочтительно на этапе обработки, следующем непосредственно за введением RFID-метки, выполняется обработка, с помощью которой RFID-метка, по меньшей мере частично, а предпочтительно полностью закрывается от окружающей среды, так что RFID-метка, по меньшей мере частично, защищается от внешних воздействий без значительного негативного влияния на связь. При этом в одном из вариантов осуществления предусмотрено, что RFID-метка закрывается таким образом, что даже после окончательной обработки и отгрузки заготовки на ней может оставаться RFID-метка.
Техническая идея изобретения также предусматривает, что предусмотрено устройство для маркировки заготовок из массивной плиты, в частности из массивной древесной плиты, включающее в себя узел для нанесения по меньшей мере одной RFID-метки на массивную древесную плиту, средства для выполнения выемки в заготовке из массивной плиты и для нанесения RFID-метки на выемку, так что RFID-метка располагается в выемке без значительного выступа.
Это устройство предпочтительно включает в станцию выдавливания, служащую для выполнения выемок снаружи в заготовке из массивной плиты перед нанесением RFID-метки, так что RFID-метка вводится в выемку без выступа. При этом станцией выдавливания в контексте этого изобретения называется станция для выполнения механическим способом выемки, в частности углубления и/или отверстия. При этом станция выдавливания, в зависимости от материала заготовки и/или требований к ее поверхности, может быть активной или пассивной.
Кроме того, в одном из вариантов осуществления настоящего изобретения предусмотрено, что имеется раздаточное устройство для введения RFID-метки в выемку без выступа. Устройство введения в одном из вариантов осуществления включает в себя раздаточное устройство, которое предпочтительно выполнено в виде раздатчика меток. Посредством раздаточного устройства RFID-метки, которые выполнены на пленочной основе, могут наноситься на заготовку таким образом, что по меньшей мере RFID-метка располагается в выемке. В одном из вариантов осуществления раздаточное устройство включает в себя средства, с помощью которых возможно предварительное программирование RFID-метки, так что при нанесении RFID-метки возможно нанесение на заготовку индивидуальной маркировки.
Техническая идея изобретения также предусматривает, что у кромкооблицовочной станции для приклеивания кромок к заготовке, в частности к заготовке в форме плиты, при изготовлении предметов мебели, включающей устройство подачи кромок, служащее для подачи кромок к заготовке, и устройство соединения кромок, служащее для соединения подведенных кромок с заготовкой, предусмотрено предлагаемое изобретением устройство. С помощью кромкооблицовочной станции защитные кромки, в частности из полимерного материала или тому подобного, наносятся на обрабатываемые кромки заготовок, чтобы таким образом придать кромкам привлекательный вид и защитить их. Согласно одному из предпочтительных вариантов осуществления, на кромкооблицовочной станции RFID-метка может наноситься в выемку под защитной кромкой.
В одном из вариантов осуществления настоящего изобретения предусмотрено, что устройство включает в себя станцию механической обработки, в частности станцию для фрезерования кромок. Для формирования выемок на заготовке устройство снабжено системой выдавливания или тому подобным. Перед этой системой имеется станция фрезерования кромок, которая обрабатывает соответствующие кромки заготовки. Кромки плиты предпочтительно обрабатываются фрезой в непрерывном процессе. При этом в материале плиты устраняются также мельчайшие дефекты, которые негативно влияют на внешний вид покрытия заготовки, как, например, полимерного покрытия, фанеры и подобного. Этот процесс является предпочтительным, так как путем распила заготовок из плит с помощью абразивной пилы дефекты такого рода никогда не могут быть исключены полностью. Эти дефекты устраняются путем снятия соответствующего слоя материала.
В другом варианте осуществления настоящего изобретения предусмотрено, что станция механической обработки включает в себя станцию предварительной обработки или, соответственно, соединительную станцию. С помощью станции предварительной обработки кромки заготовки, на которые нанесены RFID-метки и которые должны быть снабжены облицовочной кромкой, могут быть подготовлены к последующему нанесению облицовочных кромок или, соответственно, снабжены соединительной средой, например клеем, клейковиной или тому подобным.
Еще один вариант осуществления настоящего изобретения предусматривает устройство для удаления меток, служащее для удаления подведенной вместе с заготовкой RFID-метки перед прохождением через станцию механической обработки. Заготовки, которые должны быть снабжены RFID-меткой, предпочтительно подаются с помощью транспортера. Заготовки могут перед прохождением через станцию механической обработки уже быть снабжены RFID-меткой. С помощью этого устройства с RFID-метки считывается соответствующая информация по механической обработке. Если RFID-метка расположена на обрабатываемой кромке, то при механической обработке кромки, точнее, фрезеровании кромки, она могла бы быть испорчена. Вследствие этого предусмотрено, что RFID-метка удаляется перед прохождением через станцию механической обработки посредством устройства для удаления меток. В одном из вариантов осуществления предусмотрено, что удаленная RFID-метка затем снова наносится на заготовку.
Кроме того, изобретение включает в себя техническую идею о том, что для устройства для обработки заготовок из массивной плиты, в частности из массивной древесной плиты, содержащего устройство подготовки для подготовки заготовки из массивной плиты и несколько обрабатывающих устройств, служащих для многоступенчатой обработки заготовки из массивной плиты, предусмотрены средства для осуществления предлагаемого изобретением способа.
Предпочтительно это устройство включает в себя по меньшей мере одно предлагаемое изобретением устройство, так что подведенная плита большего размера разделяется на заготовки, и эти заготовки перед обработкой могут снабжаться индивидуальной маркировкой.
В одном из предпочтительных вариантов осуществления настоящего изобретения предусмотрена предлагаемая изобретением кромкооблицовочная станция. Предпочтительно эта кромкооблицовочная станция предназначена по меньшей мере для частично автоматизированного нанесения облицовочных кромок на заготовки.
Задача изобретения решается также с помощью применения RFID-метки для маркировки массивных плит в многоступенчатом обрабатывающем процессе, в частности массивных плит, выбранных из категории массивных плит из дерева, балансовой древесины, многослойных древесных материалов, полимерных материалов, в частности, для внутренней отделки или для предметов мебели. Предпочтительно RFID-метка располагается на боковой поверхности массивной плиты, в частности в выемке на боковой поверхности массивной плиты.
Кроме того, техническая идея настоящего изобретения предусматривает, что у заготовки из массивной плиты, в частности заготовки из массивной древесной плиты, предусмотрено, что после подготовки снаружи в заготовке из массивной плиты выполняется выемка, так что RFID-метка может вводиться в выемку без выступа наружу, и RFID-метка вводится в выемку без выступа. Заготовка получается, например, путем разделения одной большой плиты. Заготовка из массивной плиты после маркировки может подвергаться непосредственной дальнейшей механической обработке, складированию или отправке в другое место.
Другие меры совершенствования изобретения указаны в зависимых пунктах или следуют из последующего описания по меньшей мере одного примера осуществления изобретения, который схематически изображен на чертежах. Все вытекающие из пунктов, описания или чертежа признаки и/или преимущества, в том числе конструктивные детали, схемы пространственного расположения и/или операции способа, являются сутью изобретения как по отдельности, так и в различных комбинациях.
Краткое описание чертежей
Фиг. 1 схематично показывает в перспективном виде заготовку из массивной плиты с RFID-меткой.
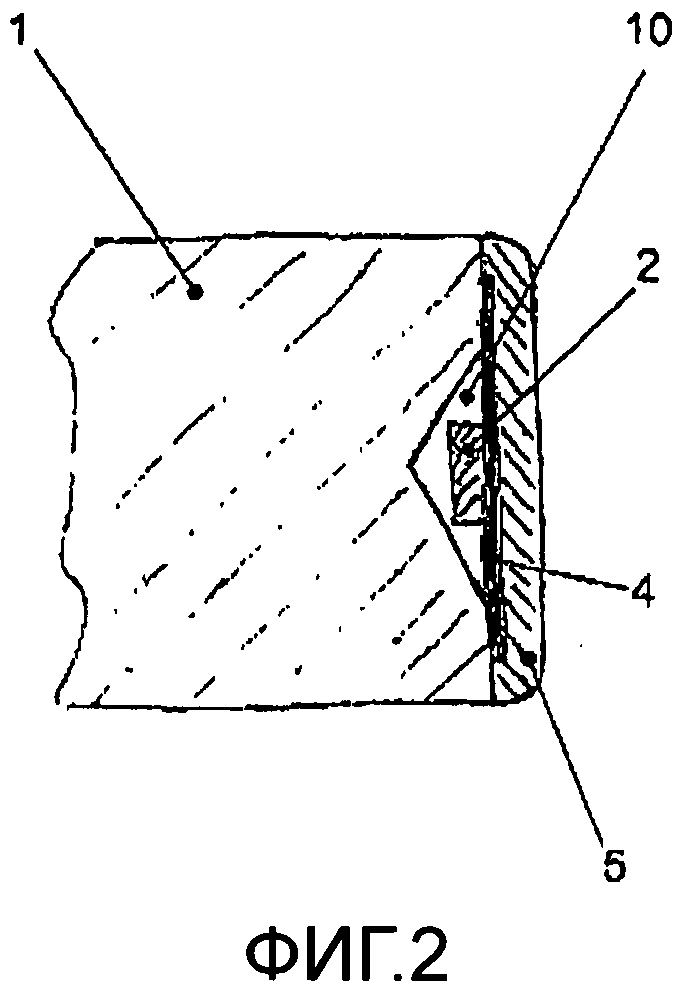
Фиг. 2 схематично показывает на виде сбоку в сечении заготовку, изображенную на фиг. 1.
Фиг. 3 схематично показывает на виде сверху фрагмент предлагаемого изобретением устройства, которое впоследствии предназначается для станции раскроя.
Фиг. 4 схематично показывает на виде сверху кромкооблицовочную станцию устройства.
Фиг. 5 схематично показывает на виде сверху передаточное устройство этого устройства.
Фиг. 6 схематично показывает на одном из видов соответствующую кромкооблицовочную станцию.
Подробное описание
На фиг. 1 схематично показана в перспективном виде заготовка 1 из массивной плиты с RFID-меткой 2. Заготовка 1 из массивной плиты в настоящем случае выполнена из древесины. На виде сверху заготовка 1 из массивной плиты имеет прямоугольную форму. Соответственно, эта заготовка из массивной плиты имеет две основные поверхности 1a, а именно переднюю сторону и заднюю сторону, из которых видна только передняя сторона. Кроме того, заготовка из массивной плиты имеет четыре боковые поверхности 1b, из которых здесь изображены две боковые поверхности. На одной из боковых поверхностей 1b в не видимой здесь выемке расположена RFID-метка. RFID-метка 2 снабжена антенной 3 для коммуникации, например передачи информации. Для удобного манипулирования RFID-метка 2 находится на материале основы, который на фиг. 1 изображен в виде пленочной основы 4. В изображенном примере осуществления антенна 3 также расположена на пленочной основе 4. RFID-метка 2 расположена в не видимой здесь выемке так, что она не выступает или незначительно выступает из выемки, как точнее показано на фиг. 2.
На фиг. 2 схематично на виде сбоку в сечении показана заготовка 1 из массивной плиты, изображенная на фиг. 1. Эта заготовка 1 из массивной плиты, которая выполнена в виде квадратной плиты и здесь изображена только фрагментарно, в области своей боковой поверхности 1b имеет выемку 10. В этой выемке 10 RFID-метка 2 расположена практически так, что эта метка не выступает или незначительно выступает из выемки 10. RFID-метка 2 находится на пленочной основе 4 и расположена так, что пленочная основа 4 практически полностью смыкается с соответствующей боковой поверхностью 1b. Таким образом, RFID-метка 2 охвачена выемкой 10 и пленочной основой 4. Толщина материала пленочной основы 4 настолько мала, что пленочная основа 4, нанесенная за пределами выемки 10, не оказывает негативного влияния на обработку заготовки 1.
На боковой поверхности 1b, на которой находится выемка 10, нанесен слой 5, который охватывает RFID-метку, вместе с пленочной основой 4, с заготовкой 1 из массивной плиты, по принципу сэндвича, так что RFID-метка 2 между заготовкой 1 из массивной плиты и слоем 5 закрыта от окружающей среды. Это покрытие выполнено так, что оно не оказывает влияния на связь от RFID-метки 2 и с ней или это влияние незначительно. Слой 5 может представлять собой любой слой, такой как, например, слой лакокрасочного покрытия, другая деталь, кромка, планка, клейкий слой, слой краски или тому подобное. Этот слой внешне закрывает RFID-метку 2, а также защищает RFID-метку 2 от разрушения.
На фиг. 3 схематично показан на виде сверху фрагмент устройства 100, которое впоследствии предназначается для станции раскроя 20. Изображенное устройство 100 включает в себя устройство 6 манипулирования и приспособление 110 для маркировки заготовок из массивной плиты с устройством 7 для выполнения выемок и раздаточную станцию B.
В станции 20 раскроя необработанные массивные плиты раскраиваются на соответствующие заготовки 1 из массивной плиты. В частности, при деревообработке необработанные плиты доставляются, например, в виде больших плит, которые разрезаются на станции 20 раскроя на заготовки 1. В изображенном примере осуществления после станции 20 раскроя предусмотрено устройство 21 складирования, в котором складируются заготовки 1 из массивной плиты. При этом устройство 21 складирования может включать в себя транспортер, который подает заготовки 1 из массивной плиты, как обозначено стрелкой F, например, к устройству 6 манипулирования.
Устройство 6 манипулирования может представлять собой робот или тому подобное. Это устройство служит для того, чтобы принимать заготовки 1 из массивной плиты от устройства 21 складирования и, в частности, передавать их дальше. Для этого устройство 6 манипулирования снабжено соответствующим грейферным устройством 6a, которое в рассматриваемом случае выполнено в виде пневматического устройства. Удерживание обрабатываемой заготовки 1 массивной плиты происходит благодаря всасыванию при помощи вакуума, и манипулирование осуществляется при перемещении соответствующего манипулятора 6b или тому подобного. Устройство 6 манипулирования изображено в том положении, в котором оно захватывает заготовку 1 из массивной плиты. Схематично, с помощью штриховых линий, изображено второе положение, в котором устройство 6 манипулирования повернуто вокруг выходящей перпендикулярно из плоскости листа оси, так что заготовка 1 из массивной плиты примыкает к устройству 7 для выполнения выемок. При этом заготовка 1 из массивной плиты примыкает к устройству 7 для выполнения выемок именно так, что в боковой поверхности 1b может быть выполнена выемка 10 (см. фиг.2).
Устройство 7 для выполнения выемок на фиг. 3 выполнено в виде устройства выдавливания или пробивания и снабжено инструментом 7a для выполнения выемок 10 в боковой поверхности 1b. С помощью инструмента 7a устройство 7 для выполнения выемок выполняет выемку 10 снаружи в боковой поверхности 1b заготовки 1 из массивной плиты. После выполнения выемки 10 заготовка 1 из массивной плиты передается далее, как показано заштрихованным прямоугольником. Передача осуществляется, как показано на фиг. 3, к раздаточной станции 8. В раздаточной станции 8 RFID-метка 2 наносится на боковую поверхность 1b, точнее, в выемку 10 боковой поверхности 1b, как показано стрелкой E. После нанесения RFID-метки на заготовку 1 из массивной плиты заготовка 1 из массивной плиты передается в передаточную станцию 9. Там заготовка 1 из массивной плиты подвергается промежуточному складированию и затем передается на следующие обрабатывающие станции, как изображено на фиг. 4. Устройство 100 включает также, например, кромкооблицовочную станцию 30.
На фиг. 4 схематично показана на виде сверху кромкооблицовочная станция 30 устройства 100. На кромкооблицовочной станции 30 на боковые поверхности 1b наносятся слои 5, а точнее, кромки или планки 31. Эти кромки подаются к боковым поверхностям 1b, например, с помощью устройства подачи 32 и затем с помощью клея или с помощью других средств крепления соединяются с боковыми поверхностями 1b. При этом нанесенная на заготовку 1 из массивной плиты RFID-метка 2 покрывается слоями 5, так что RFID-метка 2, по принципу сэндвича, находится между заготовкой 1 из массивной плиты и слоем 5. Процессы в кромкооблицовочной станции 30 могут происходить непрерывно, при этом непрерывно подаются слои 5 и заготовки 1 из массивной плиты непрерывно подаются по транспортеру 33, как изображено стрелкой F.
На фиг. 5 схематично показан вид сверху передаточной станции 9 устройства. К кромкооблицовочной станции и от нее заготовки 1 из массивной плиты попадают через передаточную станцию 9. Передача заготовок 1 из массивной плиты осуществляется с помощью устройства 6 манипулирования, при этом передача, в зависимости от требований, может выполняться любым способом. Передача посредством устройства 6 манипулирования осуществляется аналогично описанному на фиг. 3 способу. С помощью выполненного в виде робота устройства 6 манипулирования возможно соответственное манипулирование заготовкой 1 из массивной плиты. Альтернативно и/или дополнительно заготовки 1 из массивной плиты могут располагаться для транспортировки на компонентах логистики.
Предпочтительно все станции или обрабатывающие устройства выполнены с возможностью связи с RFID-меткой 2. При этом связь осуществляется двусторонне. При этом предпочтительная последовательность каждого этапа обработки или манипулирования следующая: считывание RFID-информации с RFID-метки 2 перед операцией обработки или манипулирования, выполнение операции обработки или манипулирования и запись информации RFID после операции обработки или манипулирования на RFID-метку 2. Таким образом, обеспечивается постоянная возможность считывания и актуализации релевантной информация по обработке и/или манипулированию заготовкой 1 из массивной плиты. После полной механической обработки заготовки 1 из массивной плиты, и даже после одного этапа механической обработки, имеется в распоряжении информация, необходимая, например, для монтажных работ или работ по техническому обслуживанию.
На фиг. 6 схематично показан на одном из видов фрагмент предлагаемого изобретением кромкооблицовочного устройства или кромкооблицовочной станции 30. Кромкооблицовочная стация 30 включает в себя транспортер 33, с помощью которого заготовки в виде заготовок 1 из массивной плиты подаются к кромкооблицовочной станции 30. Транспортер 33 выполнен в виде ленточного транспортера или подобного устройства для непрерывной передачи заготовок. Заготовки плоско лежат на транспортере 33. При этом подаваемые заготовки 1 из массивной плиты снабжены RFID-меткой 2 для идентификации. Сохраненные на RFID-метке 2 данные считываются через устройство 40 связи, которое снабжено интерфейсом для двусторонней связи. На фиг. 6 показано, как так называемый считыватель 40a, обозначенный также как устройство считывания, считывает нанесенные на заготовках 1 RFID-метки 2 при непрерывном процессе поступления заготовок 1. Считанные данные накапливаются посредством не изображенного здесь промежуточного накопителя и при необходимости передаются или пересылаются центральному процессору (также не изображен). Перед последующей механической обработкой RFID-метка 2 может быть удалена с заготовки 1 посредством не изображенного здесь устройства для удаления меток. В течение последующего этапа обработки заготовка 1 проходит через станцию 45 механической обработки, которая, в частности, включает в себя станцию 46 для фрезерования кромок с соответствующей фрезой 46a для фрезерования кромок. С помощью фрезы 46a для фрезерования кромок соответствующие кромки заготовки 1 обрабатываются со снятием материала. Если устройство для удаления меток не является обязательной встроенной составной частью станции 7, то считанная метка удаляется с помощью фрезы 46a для фрезерования кромок. Если, в отличие от изображенного на фиг. 6, отдельное устройство для удаления меток не предусмотрено, считанная RFID-метка удаляется с помощью фрезы 46a для фрезерования кромок. Обрабатывающая станция 45 включает в себя также устройство 7 для выполнения выемок, которое снабжено выполненным в виде системы выдавливания инструментом 7a для формирования выемки для приема RFID-метки 2 в обрабатываемой кромке заготовки 1. Станция выдавливания или система выдавливания применяется соответственно используемому материалу заготовки 1. Когда выемка в заготовке 1 сформирована, заготовка 1 передается к аппликатору 47, в частности, в непрерывном процессе. Часть аппликатора может представлять собой встроенный считыватель (не изображен), который уже перед раздачей RFID-метки 2 передает на нее релевантные данные. Аппликатор 47 вводит RFID-метку 2 в выемку. При этом в одном из вариантов осуществления предусмотрено, что ранее удаленная RFID-метка 2 наносится повторно. В других вариантах осуществления RFID-метка 2 заменяется. После ввода RFID-метки в выемку заготовка 1 передается далее к станции предварительной обработки или, соответственно, соединительной станции 50. В станции предварительной обработки или, соответственно, соединительной станции 50 заготовка 1, в частности соответствующая кромка заготовки 1, подготавливается к нанесению облицовочной кромки. После прохождения через станцию предварительной обработки 50 заготовка 1 транспортируется далее. При этом с помощью прижимных роликов 60 клеевая кромка 61 прижимается к кромке заготовки и таким образом соединяется с кромкой заготовки. Клеевая кромка 61 может быть выполнена в виде непрерывно подаваемой клеевой кромки 61. Эта непрерывная клеевая кромка 61 непрерывно подается с помощью соответствующего раздатчика 62 клеевой кромки. После снабжения кромки заготовки соответствующей клеевой кромкой 61 клеевая кромка отрезается. Нанесение клеевой кромки 61 осуществляется, как, предпочтительно, и все операции, непрерывно, то есть во время передачи заготовки 1. После нанесения клеевой кромки 61 на заготовку 1 с помощью еще одного считывателя 40a, который в настоящем случае выполнен с возможностью двусторонней связи, на RFID-метке 2 плиты заготовки записывается другая информация, так что заготовка 1 в достаточной степени идентифицируется для дальнейшего технологического процесса.
Резюмируя, можно утверждать следующее.
При помощи изобретения повышается производительность при повышении качества и прозрачности внутри технологических процессов. Даже при индивидуальном и мелкосерийном производстве с его помощью повышается степень автоматизации. Это происходит, в частности, в соответствующих областях производства благодаря формированию цепочки отдельных процессов механической обработки и благодаря прозрачному в целом структурированию технологических и рабочих процессов и их оптимизации. Благодаря изобретению при типовом индивидуальном производстве, при котором неразрывная цепочка, например, посредством жестко установленных ленточных транспортеров, систем роботов и подобного, невозможна, достигается возможной высокая степень автоматизации. Благодаря изобретению может осуществляться гибкое соединение отдельных производственных участков, при этом наряду с транспортировкой становится также возможным гибкое (промежуточное) складирование полуфабрикатов. Чтобы столь же надежно, как и с оптимальными затратами, передавать детали на следующую технологическую операцию, необходима коммуникация заготовок и обрабатывающих устройств. В соответствии с изобретением в производственном процессе каждой заготовке и, предпочтительно, также каждой станции и/или обрабатывающему устройству присваивается долговременный код, который формируется для этой заготовки соответственно с возможностью однозначной идентификации, и в случае заготовки она одновременно маркируется в соответствии с каждым реализованным технологическим состоянием. Нанесение соответствующих маркировочных средств, таких как RFID-метки 2, осуществляется предпочтительно без дополнительных затрат ручного труда внутри технологической цепочки в стратегически выгодных местах заготовки, в частности на ее боковых сторонах 1b. Кроме того, коммуникация возможна также, когда другие операции механической обработки выполняются в условиях, в иных случаях негативно влияющих на маркировку, таких как нанесение лакокрасочного покрытия, участок сушки, соединение под давлением и подобного.
Для окончательного контроля, модульного монтажа, внешней логистики и/или внешней сборки соответствующая информация также передается и сохраняется на заготовках. Это делает возможным постоянный контроль комплектности и выдачу релевантных данных системам управления производством или тому подобным. Так, при конечном монтаже наряду с комплектностью также, например, с помощью адаптируемой системы САПР, монтажник соответственно получает возможность расположить заготовки, модули заготовок или группы заготовок путем их идентификации, в соответствующем предусмотренном месте, например возле встроенных шкафов, выдвижных ящиков, стеллажей и подобного.
Маркируются и соответственно также идентифицируются заготовки в форме плиты, в частности из дерева, балансовой древесины, многослойных древесных материалов и/или полимерных материалов, которые совместно также называются плитовым материалом или заготовками из массивной плиты. Изобретение позволяет во время каждой производственной или обрабатывающей операции осуществлять передачу релевантной информации, например о соответствующем технологическом состоянии. При этом изобретение предусматривает, что после считывания данных, осуществленного системой считывания, и дальнейшей последующей механической обработки заготовки в систему считывания включено также устройство записи для отправки информации после последующей механической обработки заготовки к RFID-метке 2 и сохранения ее там. Происходит двусторонняя связь. Поэтому станции или устройства 6 обработки и/или манипулирования одновременно являются также станциями связи. В каждой станции механической обработки или обрабатывающей станции процесс связи происходит практически идентично: сначала происходит считывание сохраненной информации, затем осуществляется механическая обработка, а потом происходит запись новой информации. Именно в деревообработке при этом учитывается, что исходная геометрия заготовок 1 из массивной плиты чаще всего представляет собой большую плиту или же необработанную массивную плиту, из которой затем изготавливается множество заготовок 1 из массивной плиты. После этого процесса изготовления отдельные заготовки 1 из массивной плиты располагаются определенным образом и в определенном месте. Внутри предлагаемой изобретением общей системы с помощью устройства 6 манипулирования, которое также может быть выполнено в виде манипулятора, робота и подобного, заготовка 1 из массивной плиты передается к устройству 7 для выполнения выемок, или выдавливания, или пробивания. В этом устройстве 7 механическим способом на боковой поверхности 1b или в другом удобном месте выполняется небольшое углубление, которое служит для последующего приема RFID-метки 2. При этом устройство 7 выдавливания может быть выполнено активным или пассивным, в зависимости от материала заготовки и требованиям к поверхности.
После этого подготовительного мероприятия заготовка 1 массивной плиты подается на раздаточную станцию 8. Здесь с помощью раздатчика меток наносится RFID-метка 2 на пленочной основе 4 с необходимой антенной 3 таким образом, что RFID-метка 2, которая также называется транспондером, точно попадает в углубление или, соответственно, выемку 10. Толщины материала антенны 3 или, соответственно, пленочной основы 4 выбраны так, что они не мешают последующему технологическому процессу. Кроме того, RFID-метка перед процессом раздачи внутри раздаточной станции 8 подвергается индивидуальному кодированию, при котором заготовке 1 на продолжительное время присваивается неизменяемая последовательность в виде идентификационного кода заготовки (ИКЗ). Кроме того, одной из составных частей кодирования является описание каждой выполненной технологической операции, благодаря чему посредством кода технологической операции (КТО) может присваиваться другая последовательность. После описанной ранее маркировки заготовки эта заготовка укладывается в заданную передаточную станцию 9. Эта станция может быть выполнена в виде контейнера, паллеты, тележки или тому подобного, называемого компонентом логистики (КЛ). Благодаря расположению RFID-метки 2 на боковой поверхности 1b на компоненте логистики может укладываться в штабель друг на друга большое количество заготовок из массивной плиты, не нанося повреждений RFID-метке 2. Компонент логистики может быть также снабжен RFID-меткой 2, которая делает этот компонент логистики распознаваемым в любое время. После накопления или промежуточного складирования достаточно большого количества различных заказов, материалов и/или заготовок с похожими размерами вышестоящая система управления производством (СУП) может дать команду последующей транспортировке заготовок. Затем в описанной здесь системе происходит включение станции механической обработки, которая покрывает боковые поверхности 1b различными материалами. Эти материалы могут представлять собой равным образом массивные планки, а также пленки из материала, металла, бумаги или др. Этот процесс осуществляется предпочтительно также автоматически и относится преимущественно к кромкооблицовочной станции 30 (КАС). Так, например, посредством роботизированных транспортным систем компоненты логистики с предыдущего места нахождения передаются на кромкооблицовочную станцию 30. Там посредством другого манипулирования соответствующая заготовка забирается, подается на другую коммуникационную станцию, и происходит считывание соответствующей информации. Благодаря этому обеспечивается снабжение заготовки правильной клеевой кромкой. Как и в этом случае, часто клеевая кромка за рабочий ход наносится только на одну сторону заготовки. Это означает, что каждая заготовка может или должна пройти через рабочую станцию несколько раз. В этом случае с каждым прохождением в RFID-метке 2 записывается новое кодирование выполненных рабочих ходов. Нанесение клеевых кромок происходит в непрерывном процессе. И после этой фазы механической обработки заготовка снова помещается на промежуточное складирование и, впоследствии, предоставляется в распоряжение для дальнейшей обработки. В этой последовательности по одинаковой схеме может происходить бесконечное множество технологических операций до тех пор, пока заготовки не будут подготовлены к конечному монтажу. И здесь опять проявляются преимущества кодирования составных частей с RFID-поддержкой: каждая заготовка регистрируется внутри одного логического элемента или одной станции, и таким образом можно проверить, правильная ли это составная часть и находится ли она в предусмотренном состоянии.
По окончании монтажа предоставляются возможности в каждом месте, внутри и вне производственного участка узнать, являются ли состоящие из множества заготовок модули комплектными и правильно ли они обработаны. Это относится также к отгрузке и монтажу на стройплощадках на месте. На местах монтажа в этом случае появляется возможность посредством мобильного считывающего устройства, которое соединено с ноутбуком, работающим с САПР, не только идентифицировать все составные части, но и посредством указаний по монтажу, компоновочных чертежей в перспективе и др. осуществлять поддержку монтажа и визуализировать элементы, например места монтажа. Описанной выше системой, в частности, заменяется тяжелый ручной труд. Кроме того, производственные заказы обрабатываются с еще более хаотической перестановкой. Благодаря этому требуется еще меньше времени на переоснащение, препятствующее производственному потоку. Благодаря роботизированным транспортным системам возможна автоматизация и оптимизация внутренних производственных процессов в отношении пути, времени и продолжительности применения. Даже от еще принятого в настоящее время нанесения этикеток на составные части на основных боковых поверхностях 1a можно отказаться. После обработки поверхности заготовки, в отличие от заготовок, маркированных традиционным способом, у которых средства маркировки для механической обработки должны удаляться, заготовки сохраняют возможность идентификации. С помощью изобретения для заготовок возможна идентификация в любое время, передача индивидуального состояния в производственном процессе, отслеживание в технологическом процессе, и возможна автоматическая регистрация соответствующего времени обработки. С его помощью осуществляется комплексная регистрация производственных данных, которые, в свою очередь, предоставляют еще более точное основание для расчета. Так как более 95% всех составных частей содержат по меньшей мере одну автоматически наносимую клеевую кромку, после раскроя происходит стратегически выгодное размещение RFID-метки 2. Наносимая на нее клеевая кромка защищает RFID-метку 2 от механических или химических повреждений. Предлагаемая изобретением система снижает затраты труда и расходы, облегчает труд работников, снижает норму дефектных изделий, делает возможным еще более гибкое производство, уменьшает время производственных процессов и увеличивает надежность во время процессов монтажа. Кроме того, экономятся расходы на удаление нанесенных этикеток. Дополнительно к этому при оптимальном внедрении системы можно отказаться от сопроводительных производственных документов. Тогда для этого, однако, необходимо отображать все технологические операции внутри систем управления производством, планирования процессов и САПР/АСУП.
Список ссылочных позиций
1 Заготовка из массивной плиты
1a Основная поверхность
1b Боковая поверхность
2 RFID-метка
3 Антенна
4 Несущая основа
5 Слой
6 Устройство манипулирования
6a Грейферное устройство
6b Манипулятор
7 Устройство для выполнения выемок (станция выдавливания/пробивания)
7a Инструмент
8 Раздаточная станция
9 Передаточная станция
10 Выемка
20 Станция раскроя
21 Устройство складирования
30 Кромкооблицовочная станция
31 Планки
32 Устройство подачи
33 Транспортер
40 Устройство коммуникации
40a Считыватель
45 Станция механической обработки
46 Станция фрезерования кромок
46a Фреза для фрезерования кромок
47 Аппликатор
50 Станция предварительной обработки, а также соединительная станция
60 Прижимные ролики
61 Клеевая кромка
62 Раздатчик клеевой кромки
100 Устройство
110 Устройство
Реферат
Изобретение относится к способу обработки заготовок из массивных плит, в частности из древесных массивных плит, с применением RFID-метки, в частности RFID-метки, расположенной в выемке заготовки из массивной плиты. Предлагаемый изобретением способ содержит следующие этапы: выполняют выемку на боковой поверхности заготовки из массивной плиты, причем выемку выполняют посредством выдавливания. Размещают RFID-метку в выемке без существенного выступа. Снабжают боковую поверхность облицовочными кромками. Осуществляют считывание информации по обработке, сохраненной на RFID-метке. Осуществляют обработку заготовки из массивной плиты с учетом считанной информации по обработке. Сохраняют информацию, в том числе информацию об обрабатывающем процессе, на RFID-метке. Предложенная маркировка не оказывает негативного влияния на операции механической обработки. 3 н. и 7 з.п. ф-лы, 6 ил.
Формула
выполняют выемку (10) на боковой поверхности (1b) заготовки (1) из массивной плиты, причем выемку (10) выполняют посредством выдавливания; и размещают RFID-метку (2) в выемке без существенного выступа; снабжают боковую поверхность (1b) облицовочными кромками;
считывают информацию по обработке, сохраненную на RFID-метке (2);
обрабатывают заготовку (1) из массивной плиты с учетом считанной информации по обработке и
сохраняют информацию, в том числе информацию об обрабатывающем процессе, на RFID-метке (2).
узел (20, 21) подготовки, служащий для подготовки заготовки (1) из массивной плиты, и несколько узлов обработки для многоэтапной обработки заготовки (1) из массивной плиты, отличающееся тем, что предусмотрены средства для осуществления способа по любому из пп.1-6, при этом предусмотрена кромкооблицовочная станция (30) для приклеивания кромок к заготовке (1), в частности к заготовке в форме плиты, для изготовления предметов мебели, причем станция содержит устройство подачи кромок, служащее для подачи облицовочных кромок (31) к заготовке (1), и устройство соединения кромок, служащее для соединения направляемых облицовочных кромок (31), причем на кромкооблицовочной станции (30) на боковую поверхность (1b) заготовки (1) из массивной плиты наносится RFID-метка (2);
причем предусмотрена станция (45) обработки, а именно станция (46) фрезерования кромок, и
при этом предусмотрен по меньшей мере один узел (7) ввода для размещения RFID-метки (2) в выемке (10) заготовки (1) из массивной плиты без выступа.
Комментарии