Способ и оборудование для пластикации и подачи макромолекулярных материалов, основанные на удлиненном течении - RU2446943C2
Код документа: RU2446943C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Настоящее изобретение относится к способам и оборудованию для пластикации и подачи макромолекулярных материалов. В частности, изобретение относится к способу и оборудованию для пластикации и подачи макромолекулярных материалов, которые основаны на удлиненном течении.
ПРЕДПОСЫЛКИ
Обработка макромолекулярных материалов представляет собой достаточно энергоемкий процесс. Обычно используется винтонарезное машинное оборудование, такое как червячный экструдер и винтонарезной литьевой станок. В ходе обработки пластичных материалов при помощи экструзии, инжекции и каландрования, необходимым является прохождение материалов через процессы подачи, плавки и пластикации, и эти процессы являются наиболее энергоемкими при обработке пластичных материалов. В винтонарезном машинном оборудовании пластикация и подача материалов главным образом зависит от эффекта увлечения при вращении червяка, где подача твердого материала зависит от трения, подача расплава зависит от вязкости, градиент скорости материалов направлен вертикально в направлении потока и деформации, а поток и деформация преимущественно подвержены касательному напряжению. Поэтому следует учитывать, что широко используемое в настоящее время винтонарезное машинное оборудование представляет собой винтонарезное оборудование для пластикации и подачи макромолекулярных материалов, основанное на реологии сдвига, и неизбежным в данном случае является то, что способность к пластикации и подаче сильно зависит от внутреннего трения материалов и трения между материалами и поверхностью гильзы. Обе эти трудности также зависят от физических свойств материала и условий его обработки при производстве. Для преодоления описанных выше трудностей обычно предлагается снабжение твердого подающего элемента гильзы бороздками для усиления трения между гильзой и материалами, увеличение соотношения длина/диаметр червяка и оптимизация конструкции червяка винтонарезного машинного оборудования. Однако эти решения могут приводить к возрастанию термомеханической истории, увеличению энергопотребления, размеров оборудования и т.д.
Технология динамической обработки сокращает термомеханическую историю материалов и уменьшает их гидравлическое сопротивление при обработке, понижая, таким образом, энергопотребление процессов пластикации и подачи, а также улучшая способность к пластикации. Однако оборудование для динамической обработки макромолекулярных материалов, по существу, представляет собой винтонарезной станок, в котором пластикация и подача материалов основаны на реологии сдвига. Поэтому данная технология не решает проблему, связанную с тем, что способность к пластикации и подаче сильно зависит от трения между материалами и внутренней поверхностью гильзы, а также от внутреннего трения материалов. В связи с этим, понижение энергопотребления процессов пластикации и подачи и улучшение способности к пластикации и подаче существенно ограничены.
КРАТКОЕ ОПИСАНИЕ
С учетом недостатков предыдущих разработок, целью настоящего изобретения является разработка метода пластикации и подачи макромолекулярных материалов, основанного на удлиненном течении, который преодолевает упомянутые выше трудности, связанные с длительной термомеханической историей и высоким энергопотреблением при обработке материалов.
Также целью изобретения является разработка оборудования для пластикации и подачи макромолекулярных материалов, которое основано на удлиненном течении.
В способе пластикации и подачи макромолекулярных материалов, основанном на удлиненном течении и составляющем предмет настоящего изобретения, формируется набор щелей, имеющих специфическую геометрическую форму. Объем щелей периодически увеличивается и уменьшается. При увеличении объема материалы затекают в щель. При уменьшении объема происходит сжатие, пластикация и нагнетание материалов. Таким образом, в течение всего процесса пластикации и подачи материалы преимущественно находятся под нормальным напряжением.
Оборудование для реализации способа, описанного выше, имеет следующую конструкцию:
- лопастное устройство пластикации и подачи, включающее в себя полый цилиндрический статор;
- колонный ротор, установленный несимметрично относительно центра во внутренней полости статора;
- группа прямоугольных отверстий, сформированных вдоль окружности ротора;
- несколько лопастей, которые равномерно расположены в отверстиях и могут свободно перемещаться в радиальном направлении.
Для контроля над направлением течения материалов на обоих юнцах статора концентрически установлены перегородки. В лопастном устройстве пластикации и подачи эксцентриситет ротора относительно статора является регулируемым и имеет величину больше нуля, но меньше, чем разность радиусов внутренней полости статора и ротора. Внутренняя поверхность статора, внешняя поверхность ротора и две перегородки смыкаются, образуя щели, которые имеют специфическую геометрическую форму. При вращении ротора пара лопастей, находящихся на диаметре ротора, совершает радиальные возвратно-поступательные движения внутри прямоугольного отверстия на окружности ротора, поскольку верхняя внешняя поверхность лопастей ограничена внутренней поверхностью статора. Соответственно, периодически увеличивается и уменьшается объем замкнутых пространств щелей. При увеличении объема материалы постепенно затекают в пространство. При уменьшении объема материалы в щели вальцуются, уплотняются и нагнетаются преимущественно под нормальным напряжением. Пластикация и плавление материалов осуществляется путем внешнего нагрева статора. В конце материалы вытесняются. Таким образом, весь процесс пластикации и подачи осуществляется с очень короткой термомеханической историей. В ходе процесса объем щелей изменяется одновременно с размером поперечного сечения, через которое проходит материал. Соответственно, градиент скорости материала параллелен направлению течения и деформации, что преимущественно соответствует нормальному напряжению. Поэтому данный процесс пластикации и подачи основан на удлиненном течении. Несколько лопастных устройств пластикации и подачи можно соединить последовательно, образуя лопастной пластицирующий и подающий экструдер. Лопастное оборудование для пластикации и инжекции с различными типами экструдера и литьевой машины может состоять из лопастного устройства пластикации и подачи и различных винтонарезных экструзионных или плунжерных инжекционных устройств.
Способ и оборудование для пластикации и подачи макромолекулярных материалов, основанные на удлиненном течении, преодолевают недостаток, характерный для традиционных устройств пластикации и подачи, где способность к пластикации и подаче сильно зависит от трения между материалами и внутренней поверхностью гильзы, а также от внутреннего трения материалов. По сравнению с традиционной технологией и оборудованием для пластикации и подачи, настоящее изобретение обладает следующими преимуществами:
1. Существенно сокращается термомеханическая история и понижается энергопотребление процессов пластикации и подачи;
2. Процесс пластикации и подачи осуществляется путем изменения объема специфической формы, которое имеет нагнетательный характер и обладает высокой эффективностью;
3. Процесс пластикации и подачи имеет очень короткую термомеханическую историю, а оборудование имеет намного более компактную конструкцию;
4. Способность к пластикации и подаче не зависит от физических свойств материала, улучшена устойчивость пластикации и подачи, а оборудование применимо к большему набору материалов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фиг.1 - схематический конструктивный вид лопастного устройства пластикации и подачи, в котором материалы затекают в устройство через загрузочное вводное отверстие перегородки.
Фиг.2 - сечение лопастного устройства пластикации и подачи по фиг.1 вдоль линии А-А.
Фиг.3 - схематический конструктивный вид лопастного устройства пластикации и подачи, в котором материалы затекают в устройство через загрузочное вводное отверстие статора.
Фиг.4 - сечение лопастного устройства пластикации и подачи по фиг.3 вдоль линии В-В.
Фиг.5 - схематический конструктивный вид лопастного пластицирующего экструдера.
Фиг.6 - сечение лопастного экструдера по фиг.5 вдоль линии С-С.
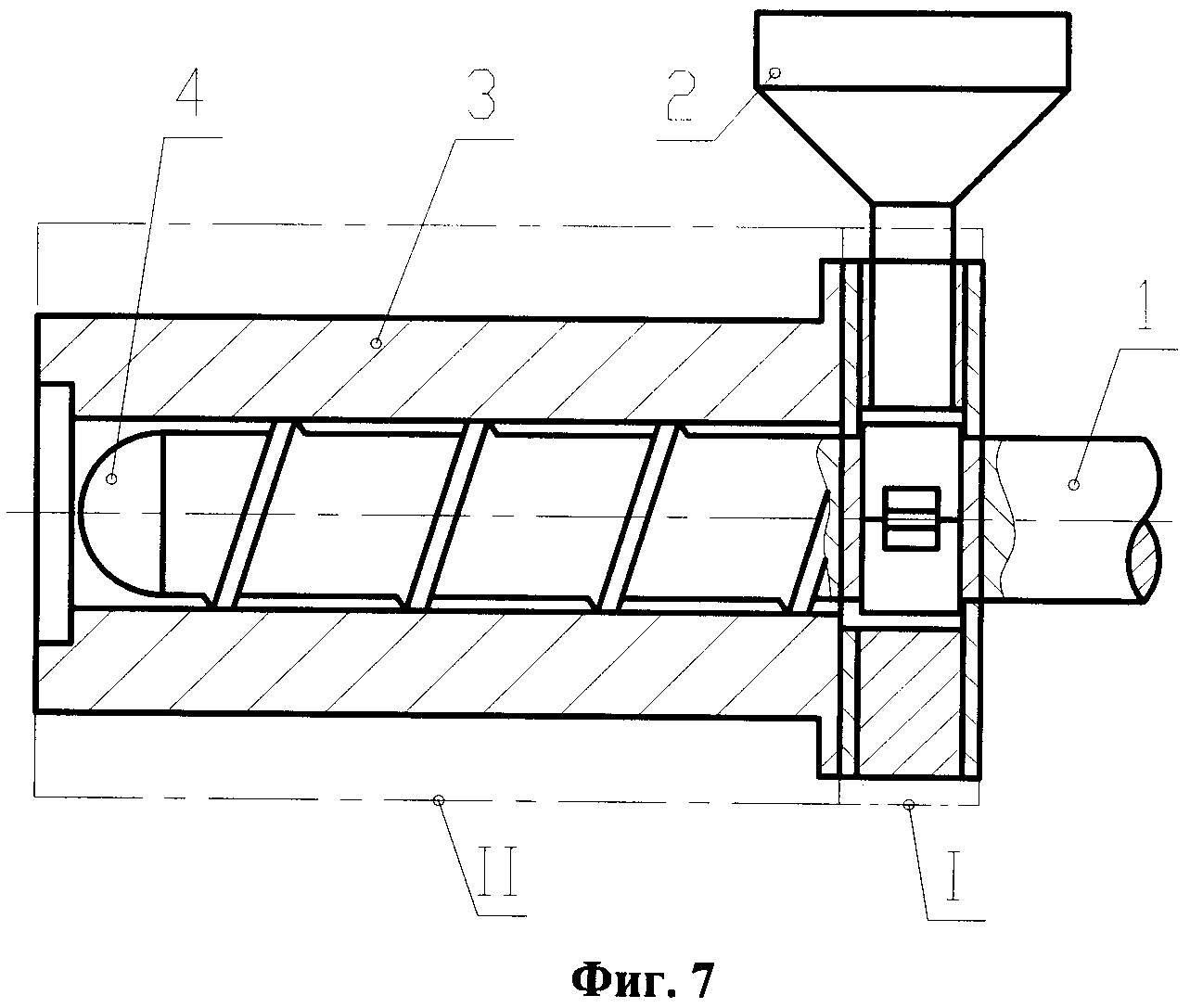
Фиг.7 - схематический конструктивный вид экструдера, объединяющего лопастное устройство пластикации и подачи и червяк.
Фиг.8 - схематический конструктивный вид лопастной пластицирующей литьевой машины.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Многие аспекты изобретения становятся более понятными при рассмотрении следующих вариантов осуществления изобретения с отсылкой к сопроводительным графическим материалам.
Вариант 1
Лопастное устройство пластикации и подачи (фиг.1 и 2) преимущественно включает в себя:
- полый статор 1, имеющий цилиндрическую внутреннюю полость;
- колонный ротор 2, установленный несимметрично относительно центра во внутренней полости статора 1;
- группу прямоугольных отверстий, расположенных вдоль окружности ротора 2;
- несколько лопастей 3, равномерно расположенных в прямоугольном отверстии и способных свободно перемещаться вдоль радиального направления;
- перегородки 4, 5, установленные на обоих концах статора 1.
Эксцентриситет ротора 2, установленного несимметрично относительно центра в полом статоре 1, является регулируемым и имеет величину больше нуля, но меньше, чем разность радиусов внутренней полости статора и ротора. Пара лопастей 3 установлена внутри прямоугольного отверстия. Внутренние нижние части лопастей касаются друг друга, а их верхние внешние части касаются внутренней поверхности статора. При вращении ротора 2 в направлении против часовой стрелки, пара лопастей 3 на диаметре ротора 2 совершает радиальные возвратно-поступательные движения внутри прямоугольного отверстия, поскольку верхняя внешняя поверхность лопастей ограничена внутренней поверхностью статора 1. Внешняя поверхность ротора 2, лопастей 3 и перегородок 4, 5 периодически увеличивается и уменьшается. Объем увеличивается, когда лопасть 3 постепенно выдвигается из зоны С ротора 2, и уменьшается, когда лопасть 3 постепенно входит в зону D ротора 2. При увеличении объема макромолекулярные материалы затекают через загрузочное вводное отверстие А перегородки 4. При уменьшении объема происходит вальцевание, сжатие, нагнетание и пластикация материалов преимущественно под нормальным напряжением. Одновременно происходит плавка материалов при помощи внешнего нагревания статора и их вытеснение через выводное отверстие В перегородки 5.
В другом случае (фиг.3 и 4), при увеличении объема материалы затекают через загрузочное вводное отверстие АА статора 1. При уменьшении объема происходит вальцевание, уплотнение, нагнетание и пластикация материалов преимущественно под действием растягивающего (сжимающего) напряжения. Одновременно происходит плавка материалов при помощи внешнего нагревания статора и их вытеснение через выводное отверстие В перегородки 5.
Вариант 2
Лопастной пластицирующий экструдер (фиг.5 и 6) преимущественно включает в себя устройства пластикации и подачи I, II, III, а также приводной вал 1, бункер для материала 2, транзитную муфту 3 и делитель потока 4. Лопастные устройства пластикации и подачи I, II, III соединены последовательно: перегородка 5 устройства I и перегородка 4 устройства II концентрически соединены друг с другом, перегородка 5 устройства II и перегородка 4 устройства III также концентрически соединены друг с другом. Приводной вал 3 коаксиально соединен с перегородкой 5 устройства III. Эксцентрическое направление статора 1 устройства I относительно ротора 2 противоположно эксцентрическому направлению статора 1 устройства II относительно ротора 2, а эксцентрическое направление статора 1 устройства III относительно ротора 2 противоположно эксцентрическому направлению статора 1 устройства II относительно ротора 2. Роторы 2 лопастных устройств пластикации и подачи коаксиально соединены друг с другом. Приводной вал 1 коаксиально соединен с ротором 2 устройства I. Делитель потока 4 расположен в цилиндрической внутренней полости транзитной муфты 3 и коаксиально соединен с ротором 2 устройства III. Бункер 2 установлен на статоре 1 устройства I. Выводное отверстие В на перегородке 5 устройства I связано с загрузочным вводным отверстием 4 на перегородке 5 устройства II, выводное отверстие В на перегородке 5 устройства II связано с загрузочным вводным отверстием А на перегородке 4 устройства III. При вращении роторов 2 лопастных устройств пластикации и подачи I, II, III при помощи приводного вала 1, материалы из бункера 2 затекают в устройство I и, после пластикации, последовательно подаются в устройства II, III, где подвергаются дальнейшей пластикации и униформизации. После экструзии, охлаждения и формовки готовая продукция собирается в пресс-форме, присоединенной к транзитной муфте 3.
Вариант 3
Винтонарезной пластицирующий экструдер (фиг.7) преимущественно включает в себя лопастное устройство пластикации и подачи I, винтонарезное экструзионное устройство II, приводной вал 1 и бункер 2. Экструзионное устройство II состоит из гильзы 3 и червяка 4. Устройство пластикации и подачи I последовательно соединено с экструзионным устройством. Гильза 3 экструзионного устройства коаксиально соединена с перегородкой 5 устройства пластикации и подачи, червяк 4 экструзионного устройства II коаксиально соединен с ротором 2 устройства пластикации и подачи II, приводной вал 1 коаксиально соединен с ротором 2 устройства пластикации и подачи II. Бункер 2 установлен на статоре 1 устройства пластикации и подачи I. При вращении ротора 2 устройства пластикации и подачи I и червяка 4 экструзионного устройства II при помощи приводного вала 1, материалы из бункера 2 затекают в устройство пластикации и подачи I и, после пластикации, подаются в экструзионное устройство II для дальнейшей пластикации и униформизации. После экструзии, охлаждения и формовки готовая продукция собирается в пресс-форме, присоединенной к барабану 3.
Вариант 4
Лопастное оборудование для пластикации и инжекции (фиг.8) преимущественно включает в себя лопастной пластицирующий экструдер I, плунжерное инжекционное устройство II и ловушку 1. Инжекционное устройство II состоит из гидравлического инжекционного цилиндра 2, инжекционного поршня 3, инжекционной гильзы 4 и сопла 5. Вводной конец ловушки 1 присоединен к выводному концу транзитной муфты 3 пластицирующего экструдера I, выводной конец ловушки 1 присоединен к вводному концу инжекционной гильзы 4 устройства II. Расплав, полученный после пластикации в лопастном пластицирующем экструдере I, попадает в инжекционную гильзу 4 устройства II, инжекционный поршень 3 устройства II под давлением расплава перемещается назад. Когда занятый расплавом объем инжекционной гильзы 4 устройства II достигает величины, отмеренной для впрыска, пластицирующий экструдер I прекращает пластикацию, и процесс пластикации литьевой машины завершается. После завершения процессов заполнения пресс-формы и приложения давления литьевой машиной лопастной пластицирующий экструдер I возобновляет пластикацию одновременно со стадией охлаждения продукции, а литьевая машина начинает новый цикл прессования.
Следует подчеркнуть, что вышеописанные варианты осуществления настоящего изобретения и, в частности, любые предпочтительные варианты осуществления изобретения являются только лишь возможными примерами осуществления изобретения, сформулированными только лишь для ясного понимания принципов изобретения. В описанные выше варианты осуществления изобретения возможно внесение множества изменений и усовершенствований без отступления от духа и принципов изобретения. Все подобные усовершенствования и изменения подразумеваются включенными в объем данного раскрытия и настоящего изобретения и защищаются следующей формулой изобретения.
Реферат
Группа изобретений относится к способу и оборудованию для пластикации и подачи макромолекулярных материалов, основанным на удлиненном течении. В способе используется набор щелей, объем которых может периодически увеличиваться и уменьшаться. При увеличении объема материалы затекают в щели. При уменьшении объема происходит сжатие, пластикация и нагнетание. Таким образом, процесс пластикации и подачи преимущественно происходит под нормальным напряжением. Оборудование включает в себя одно или несколько лопастных устройств пластификации и подачи. Каждое лопастное устройство включает полый цилиндрический статор, колонный ротор, установленный несимметрично относительно центра во внутренней полости статора, группу прямоугольных отверстий, образованных вдоль окружности ротора, несколько лопастей, равномерно расположенных в отверстиях, а также перегородки, установленные на обоих концах статора соответственно. Настоящее изобретение обладает краткой термомеханической историей, низким энергопотреблением, широкой применимостью и небольшими размерами. 2 н. и 7 з.п. ф-лы, 8 ил.
Комментарии