Волокнистое изделие с растровым тиснением и способ изготовления такого изделия - RU2484969C2
Код документа: RU2484969C2
Чертежи







Описание
Область техники
Изобретение относится к волокнистому изделию, в особенности к изделию из санитарно-гигиенической бумаги, изделию из нетканого материала или их гибриду, и предпочтительно к гигиеническому и очищающему изделию с признаками ограничительной части пункта 1 формулы изобретения. Изобретение также относится к способу изготовления подобного волокнистого изделия.
Предпосылки создания изобретения и предшествующий уровень
техники
Гигиенические изделия или изделия для вытирания главным образом включают все виды подвергнутой сухому крепированию, санитарно-гигиенической бумаги, подвергнутой влажному крепированию бумаги, бумаги, подвергнутой сквозной сушке горячим воздухом (TAD - Through Air Drying), и целлюлозы или целлюлозной ваты или все виды нетканых материалов или их комбинации, ламинаты или смеси. К типовым свойствам данных гигиенических изделий и изделий для вытирания относятся надежность при поглощении энергии растягивающего напряжения, их драпируемость, хорошая гибкость, подобная текстильным материалам, свойства, которые часто называют объемной мягкостью, большей мягкостью поверхности и большим удельным объемом при ощутимой толщине. Желательны как можно более высокая способность к поглощению жидкостей и в зависимости от применения соответствующая прочность в мокром и сухом состоянии, а также привлекательный визуально воспринимаемый внешний вид наружной поверхности изделия. Данные свойства, среди прочего, обеспечивают возможность использования данных гигиенических изделий и изделий для вытирания, например, в качестве очищающих влажных салфеток, таких как бумажные влажные салфетки или влажные салфетки из нетканого материала, влажные салфетки для протирания ветровых стекол, влажные салфетки промышленного назначения, кухонные бумажные полотенца или тому подобное; в качестве санитарно-гигиенических изделий, например, таких как туалетная бумага, бумажные носовые платки или носовые платки из нетканого материала, полотенца, предназначенные для домашнего использования, полотенца и тому подобное; в качестве косметических влажных салфеток, например, таких как салфетки для лица, и в качестве сервировочных салфеток (serviettes) или салфеток (napkins), при этом указанные изделия приведены просто для указания некоторых из изделий, которые могут быть использованы. Кроме того, гигиенические изделия и изделия для вытирания могут быть сухими, влажными, мокрыми, с печатью или могут быть предварительно обработаны каким-либо образом. Кроме того, гигиенические изделия и изделия для вытирания могут быть сложены, сложены с чередованием или уложены по отдельности, сложены в стопу или свернуты в рулон, соединены или нет, любым пригодным образом.
В соответствии с вышеприведенным описанием изделия могут быть использованы для личного и домашнего использования, а также для коммерческого и промышленного применения. Они выполнены с возможностью поглощения текучих сред, удаления пыли, пригодны для декоративных целей, для обертывания или даже в качестве поддерживающего материала, что является обычным, например, во врачебной практике или в больницах.
Если санитарно-гигиеническая бумага должна быть изготовлена из целлюлозы, технологический процесс включает главным образом формование, которое включает часть процесса, реализуемую с использованием ящика и формующей сетки, и часть процесса, представляющую собой сушку (или сквозную сушку горячим воздухом, или обычную сушку на американском сушильном барабане). Технологический процесс также обычно включает процесс крепирования, имеющий важное значение для санитарно-гигиенической бумаги, и, в завершение, как правило, зону мониторинга и намотки.
Бумага может быть образована посредством размещения волокон ориентированным или случайным образом на одной непрерывно вращающейся сетке или между двумя непрерывно вращающимися сетками бумагоделательной машины при одновременном удалении основного количества разбавляющей воды до тех пор, пока не будет получено содержание сухого вещества, обычно составляющее от 12 до 35%.
Сушка отформованного первичного волокнистого холста/полотна происходит за один или несколько этапов с помощью механических и тепловых средств до тех пор, пока не будет достигнуто содержание сухого вещества, обычно составляющее от приблизительно 93 до 97%. В случае изготовления санитарно-гигиенической бумаги за данной стадией следует процесс крепирования, который оказывает решающее воздействие на свойства готового санитарно-гигиенического бумажного изделия в обычных технологических процессах. Обычный процесс сухого крепирования предусматривает крепирование на сушильном цилиндре с диаметром, обычно составляющим от 4,0 до 6,5 м, так называемом американском сушильном цилиндре, посредством крепирующего шабера при вышеупомянутом конечном содержании сухого вещества в санитарно-гигиенической бумаге-основе. Также может быть использовано влажное крепирование, если к качеству санитарно-гигиенической бумаги предъявляются более низкие требования. Крепированная, окончательно высушенная санитарно-гигиеническая бумага-основа, так называемая бумага-основа, затем может быть пригодной для дальнейшей переработки в бумажное изделие для получения изделия из санитарно-гигиенической бумаги.
Вместо обычного способа изготовления санитарно-гигиенической бумаги, описанного выше, возможно применение модифицированной технологии, при которой улучшение показателя удельного объема достигается посредством сушки особого вида, которая приводит к улучшению показателя объемной мягкости санитарно-гигиенической бумаги. Данный способ, который существует в большом разнообразии подтипов, называется технологией сквозной сушки горячим воздухом (TAD - Through Air Drying). Она отличается тем, что «первичное» волокнистое полотно, которое выходит со стадии формования и изготовления листа, подвергают предварительной сушке до содержания сухого вещества, составляющего приблизительно 80%, до конечной контактной сушки на американском сушильном цилиндре посредством продувания горячего воздуха через волокнистое полотно. Волокнистое полотно опирается на воздухопроницаемую сетку или ленту, или сетку для сквозной сушки горячим воздухом и во время его перемещения направляется на поверхность воздухопроницаемого вращающегося цилиндрического барабана, так называемого цилиндра для сквозной сушки горячим воздухом. Конструкция опорной сетки или ленты обеспечивает возможность получения любой конфигурации спрессованных зон, разделяемых посредством деформирования во влажном состоянии, также называемого формованием, что приводит к увеличенным средним удельным объемам и, следовательно, приводит к увеличению объемной мягкости без критического снижения прочности волокнистого полотна.
Для изготовления многослойных изделий из санитарно-гигиенической бумаги, таких как носовые платки, туалетная бумага, полотенца или хозяйственные бумажные полотенца, часто выполняют промежуточную операцию с так называемым дублированием, при котором санитарно-гигиеническую бумагу-основу с заданным числом слоев обычно «собирают» в общем многослойном исходном рулоне.
Технологические операции, осуществляемые с санитарно-гигиенической бумагой-основой, которая уже была, возможно, намотана в несколько слоев, используются в технологических машинах (перерабатывающих машинах), при этом данные операции включают такие операции, как размотка санитарно-гигиенической бумаги-основы, неоднократное разглаживание санитарно-гигиенической бумаги, нанесение печати, тиснение, выполняемое в некоторой степени в сочетании с нанесением клея на всей площади и/или локальным нанесением клея для обеспечения склеивания отдельных слоев, подлежащих соединению вместе, а также продольная резка, фальцевание, поперечная резка, укладка и размещение вместе множества отдельных изделий из санитарно-гигиенической бумаги и их упаковывание, а также размещение их рядом друг с другом для образования окружающей упаковки большего размера или пачек. Подобные технологические операции могут также включать нанесение веществ, подобных отдушкам, лосьонам, мягчительным средствам или другим химическим добавкам. Отдельные бумажные слоистые полотна также могут быть подвергнуты предварительному тиснению и затем соединены в зазоре между валиками в соответствии со способами тиснения, известными в данной области техники. Любое тиснение может привести к получению тисненых элементов, которые все имеют одинаковую высоту, или к тисненым элементам, имеющим разную высоту. Скрепление слоев, например, с помощью механических или химических средств, представляет собой другой хорошо известный способ, используемый главным образом для носовых платков, салфеток и туалетной бумаги и хозяйственных бумажных полотенец.
Хорошо известным способом увеличения толщины бумажного изделия является тиснение бумажного полотна. Процесс тиснения выполняется в зазоре между тиснильным валиком и опорным валиком. Тиснильный валик может иметь выступы на его окружной периферийной поверхности, что приводит к образованию так называемых тисненых углублений на бумажном полотне, или он может иметь углубления на его окружной периферийной поверхности, что приводит к образованию так называемых тисненых выступов на бумажном полотне.
Опорные валики могут быть более мягкими, чем соответствующий тиснильный валик, и могут состоять из каучука, такого как натуральный каучук, или из пластиковых материалов, бумаги или стали.
Для изготовления многослойных изделий из санитарно-гигиенической бумаги, в особенности туалетной бумаги и хозяйственных бумажных салфеток, были разработаны три основных способа изготовления, предусматривающих тиснение и адгезионное скрепление слоев. Данные способы представляют собой Goffra Incolla/точечное тиснение, тиснение в двух зазорах между валиками с однократным ламинированием (DESL - Double Embossing Single Lamination)/тиснение с входом тисненых элементов одного слоя в тисненые элементы соседнего слоя и тиснение с контактом вершин выступающих элементов соседних слоев (Pin-to-Pin/Foot-to-Foot).
В способе изготовления, упомянутом первым, а именно Goffra Incolla, первое полотно направляют через зазор между тиснильным валиком и опорным валиком. В данном зазоре полотну придается рисунок тиснения. После этого валик для нанесения клея обеспечивает нанесение клея на те участки первого полотна, рядом с которыми имеются выступающие тиснильные элементы на тиснильном валике. Клей перемещается из резервуара с клеем посредством валика для переноса клея на валик для нанесения. Второе полотно перемещают к первому полотну и адгезионно скрепляют с первым полотном в зазоре между так называемым соединительным валиком (marrying roll) и тиснильным валиком. Адгезионное скрепление происходит на тех участках, на которые был нанесен клей.
Второй способ изготовления (DESL/Nested) очень похож на вышеописанный способ Goffra Incolla. Он предусматривает использование дополнительной пары валиков, состоящей из второго тиснильного валика и второго опорного валика. Дополнительная пара валиков служит для тиснения второго полотна перед адгезионным скреплением его с первым полотном посредством использования соединительного валика. Как правило, дополнительная пара валиков расположена рядом с первой парой валиков и соединительным валиком. В особенности при использовании так называемого способа Nested подобное близкое расположение имеет важное значение. Способ Nested может рассматриваться как особый случай общего способа DESL. Для реализации способа Nested тиснильные элементы первого тиснильного валика и тиснильные элементы второго тиснильного валика расположены так, что тисненые элементы первого тисненого слоя и тисненые элементы второго тисненого слоя входят друг в друга аналогично зубчатой системе. Это служит для обеспечения взаимной стабилизации двух слоев. Однако для способа изготовления, называемого DESL, подобная «взаимосвязь» между тиснеными элементами первого, верхнего слоя и второго, нижнего слоя необязательно должна применяться. Тем не менее, в литературе термин DESL часто используется как синоним способа Nested.
Третий способ изготовления “поэлементный режим” (Pin-to-Pin/Foot-to-Foot) аналогичен способу DESL. Тиснение верхнего слоя и нижнего слоя осуществляется соответственно посредством двух пар валиков. Клей наносится на тисненые выступы первого слоя. Однако скрепление слоев обеспечивается не посредством соединительного валика, как в способе DESL, а осуществляется непосредственно посредством выступающих тиснильных элементов второго тиснильного валика. Для осуществления этого требуется точное регулирование ширины зазора между первым тиснильным валиком и втором тиснильным валиком, которая определяется главным образом отдельной толщиной обоих полотен (верхнего слоя и нижнего слоя). Кроме того, тиснильные валики должны быть выполнены с такой конструкцией, чтобы, по меньшей мере, некоторые из выступающих тиснильных элементов обоих валиков были обращены друг к другу. Это является причиной того, что используется терминология Pin-to-Pin («штырь к штырю») или Foot-to-Foot.
Все вышеописанные способы имеют нижеуказанные общие признаки: первый тиснильный валик образован из твердого материала, обычно металла, в особенности стали, но также существуют известные тиснильные валики, изготовленные из твердого каучука/резины или твердых пластиков. Тиснильный валик может представлять собой валик со штырями, имеющий отдельные выступы. В альтернативном варианте тиснильный валик может представлять собой валик с углублениями, выполненный с отдельными тиснильными углублениями. Типовые значения глубины гравированных рисунков тиснения составляют от 0,4 мм до 2,0 мм.
Опорный валик, как правило, имеет каучуковое/резиновое покрытие. Однако также известны структурированные опорные валики, в особенности валики, изготовленные из бумаги, каучука/резины или пластиков, или стали.
Валик для нанесения клея обычно также представляет собой каучуковый/резиновый валик с плоской гладкой окружной периферийной поверхностью, при этом твердость каучукового/резинового покрытия имеет промежуточное значение между твердостью опорного валика и твердостью соединительного валика. Обычно используемые значения твердости каучукового/резинового покрытия находятся в интервале от 70 до 80 единиц по шкале А Шора. При выборе каучукового/резинового материала должна быть обеспечена совместимость с клеем, подлежащим нанесению.
Система для нанесения клея, состоящая из валика для нанесения, валика для переноса клея и ванны с клеем, может быть спроектирована в виде так называемой системы с погружным валиком, в которой валик для переноса клея погружается в ванну с клеем и обеспечивает перемещение клея посредством поверхностного натяжения, и клей «вытесняется» из ванны с клеем. Посредством регулирования зазора между валиком для переноса клея и аппликатором или валиком для нанесения можно регулировать количество клея, подлежащего нанесению. Валики для нанесения могут представлять собой структурированные валики. Кроме того, стали известными валики для переноса клея, имеющие четко определенные ямообразные углубления на их окружной периферийной поверхности. Подобные валики для переноса клея известны как анилоксовые валики. Подобный валик обычно изготовлен из керамического материала, или он представляет собой валик, выполненный из стали или меди и покрытый хромом. Избыточный клей удаляется с поверхности анилоксового валика посредством ракельного ножа. Количество клея определяется объемом и числом углублений. Альтернативные системы нанесения, предназначенные для нанесения клеящих веществ, базируются на распылительном оборудовании (например, технология Weko).
Вторая возможность воздействия на количество переносимого клея - это регулировка разницы окружных скоростей валика для переноса клея и валика для нанесения. Как правило, валик для переноса клея вращается медленнее, чем валик для нанесения. Окружная скорость валика для переноса клея обычно составляет от 5% до 100% от первой окружной скорости валика для нанесения. Ванна с клеем может быть сконструирована в виде простого лотка, системы нанесения с ракельным ножом также могут быть сконструированы в виде систем с камерами.
В обоих способах тиснения Goffra Incolla/точечное тиснение и DESL/Nested (тиснение в двух зазорах между валиками с однократным ламинированием/тиснение с входом тисненых элементов одного слоя в тисненые элементы соседнего слоя) используется дополнительный валик, а именно так называемый соединительный (marrying) валик для ламинирования слоев вместе. Соединительный валик обычно имеет гладкую поверхность из каучука с твердостью 90-95 единиц по шкале А Шора. Пригодным материалом является, например, бутадиенакрилонитрильный каучук (NBR). Однако также стали известными соединительные валики, которые помимо каучукового покрытия снабжены стальным покрытием. Подобное стальное покрытие часто выполнено в виде стальной ленты, намотанной спирально на каучуковое покрытие, как описано в документе WO2004/065113.
В том случае, когда одиночные слои по отдельности или вместе предварительно подвергают тиснению, используют так называемое устройство для предварительного микротиснения. Подобное устройство для предварительного тиснения часто используется в сочетании с технологией Goffra Incolla. Также часто используется нанесение печати на изделие из санитарно-гигиенической бумаги перед операцией или после операции скрепления слоев. Кроме того, известны варианты, включающие нанесение химических веществ, в особенности лосьонов и мягчительных средств.
Другая хорошо известная технология тиснения предусматривает использование стального тиснильного валика и соответствующего опорного стального валика (так называемое соединительное тиснение). Поверхности данных валиков образованы так, что деформация бумаги и механическое скрепление слоев без использования клеев обеспечиваются на одной операции тиснения.
При использовании одного из вышеописанных трех способов тиснения, но также для технологии Pin-to-Pin предпочтительно обеспечить контроль натяжения полотна как перед скреплением слоев, так и после скрепления слоев, поскольку физические свойства полотна и особенно характеристика зависимости деформаций от напряжений (деформативность) могут быть существенно изменены на операции тиснения.
Тиснильные валики, используемые в предшествующем уровне техники, изготавливают главным образом посредством использования так называемой технологии накатки/рифления (молетирования), которая представляет собой гравирование валика посредством формоизменения стали тиснильного валика в холодном состоянии. В соответствии с подобной технологией молетирования обычно должны быть выполнены несколько операций формоизменения в холодном состоянии и несколько операций травления. Данная известная производственная технология накладывает ряд ограничений на форму выступов на поверхности валика.
Угол бокового наклона влияет на стойкость бумажного изделия, изготавливаемого с помощью подобного тиснильного валика, к механическим воздействиям. Если угол бокового наклона мал, изделие имеет уменьшенную локальную стойкость к механическим воздействиям вокруг тисненого элемента, поскольку структура волокна локально разрушается в значительной степени. Следовательно, по соображениям, связанным с достаточной стойкостью бумажного изделия к механическим воздействиям и с ограничением, накладываемым на образование выступов на поверхности валика при использовании технологии молетирования, в данной области техники обычно используется угол бокового наклона, составляющий, по меньшей мере, приблизительно 23º. Угол бокового наклона измеряют относительно вертикальной линии на окружной периферийной поверхности тиснильного валика.
Другой технологией гравирования для изготовления тиснильных валиков для промышленности по производству санитарно-гигиенических бумаг и гигиенических изделий является травление. На первом этапе маску наносят на окружную периферийную поверхность тиснильного валика, после чего выполняют второй этап, на котором поверхность подвергают травлению посредством нанесения кислоты в тех зонах, где не было нанесено никакой маски. В результате получают окружную периферийную поверхность валика, которая частично подвергнута гравированию, при этом переход между гравированными зонами и негравированными зонами обычно имеет угол наклона, составляющий от 0° до 10°. Другими словами, способ травления приводит к образованию ступенчатой структуры поверхности. Операции нанесения маски и травления с одинаковыми или разными геометрическими характеристиками масок могут повторяться несколько раз. Посредством использования технологии повторяющегося травления может быть получена структура поверхности, которая аналогична отдельным ступенькам, которые простираются от исходной окружной периферийной поверхности валика в материал валика.
Дополнительным способом изготовления тиснильных валиков для промышленности по производству санитарно-гигиенических бумаг и гигиенических изделий является фрезерование на станке с ЧПУ типа CNC. Данная технология часто используется для более простых прямоугольных элементов, например, усеченных пирамид. Угол наклона тиснильных элементов и радиальное направление тиснильного валика могут быть легко изменены в широких пределах, если подобный угол является одинаковым для всех тиснильных элементов.
Еще одной технологией, преимущественно используемой для валиков, изготовленных из пластикового материала, подобных каучуковым/резиновым валикам, является применение способа лазерной абляции. Лазерные технологии используются для валиков, изготовленных из пластика, а также для стальных валиков. Другими способами изготовления тиснильных валиков являются способы ручного гравирования или гальваноформование. В принципе комбинация подобных способов может быть использована для изготовления тиснильных валиков. Один предпочтительный технологический процесс базируется на технологии маскирования/травления в сочетании с молетированием. Другой хорошо известной комбинацией технологий гравирования является технология многоэтапного травления с, по меньшей мере, четырьмя, предпочтительно приблизительно восемью отдельными этапами травления и с заключительным заглаживанием получающихся в результате ступенек для получения гладкой формы образуемых тиснильных элементов. Полезными операциями заглаживания являются очистка металлическими щетками, короткое общее травление или струйная обработка твердыми частицами, такими как частицы стекла, песка или корунда.
Тиснение служит не только для придания объема волокнистому изделию, но также для придания улучшенного зрительно воспринимаемого внешнего вида изделию. Зрительно воспринимаемый внешний вид изделия имеет важное значение для товаров широкого потребления, а также служит для придания большей степени узнаваемости изделию. Зрительно воспринимаемый внешний вид может быть улучшен посредством использования комбинации операций тиснения и окрашивания. Другой причиной тиснения является обеспечение большей впитывающей способности или улучшенной воспринимаемой мягкости.
В предшествующем уровне техники использовались разные способы тиснения для достижения заданного визуального эффекта в рисунках тиснения. Одна возможность состоит в образовании особых зон в тисненом изделии, в которых плотности расположения точек, то есть расстояния между отдельными, расположенными на одинаковых расстояниях друг от друга точками отличаются от расстояний в соседних зонах. Одним примером подобного предшествующего уровня техники является документ US 2005/0231813, в котором раскрыты зоны, в которых плотности точек тисненых выступов различаются для создания визуального эффекта.
Другая возможность достижения визуального эффекта заключается в размещении отдельных тиснильных выступов так, чтобы они образовывали линейный рисунок. Пример подобного линейного выравнивания отдельных тиснильных выступов раскрыт в документе US 6,520,330 В1. Рисунок тиснения, показанный в данном документе, образован идентичными тиснильными выступами, которые находятся на разных расстояниях от соседних тиснильных выступов, так что создается зрительно воспринимаемый внешний вид.
Дополнительная возможность состоит в создании зрительно воспринимаемого внешнего вида посредством выбора разных размеров тиснильных выступов. Подобные рисунки показаны в документе ЕР 1 253 242 А2 или ЕР 1 209 289 А1, в которых также используется идея выравнивания одиночных тиснильных выступов.
Документ ЕР 0 738 588 А1 относится к созданию привлекательного визуального эффекта посредством размещения склеенных и несклеенных зон в определенном порядке.
Краткое изложение сущности изобретения
Задача изобретения заключается в разработке волокнистого изделия с привлекательным зрительно воспринимаемым внешним видом и способа его изготовления.
Данная задача решается посредством волокнистого изделия с отличительными признаками пункта 1 формулы изобретения и способа изготовления волокнистого изделия согласно пункту 14 формулы изобретения. Предпочтительные варианты осуществления следуют из зависимых пунктов формулы изобретения.
Волокнистое изделие (10, 20, 20b, 30) в соответствии с изобретением представляет собой в частности изделие из санитарно-гигиенической бумаги, изделие из нетканого материала или их гибрид и предпочтительно гигиеническое и очищающее изделие. Оно имеет, по меньшей мере, первый слой с, по меньшей мере, одним рисунком тиснения, содержащим тисненые углубления, начинающиеся от базовой плоскости слоя, при этом рисунок тиснения отличается следующими признаками:
- рисунок тиснения имеет минимальную зону поверхности с изобразительным мотивом, по меньшей мере, 3 см × 3 см;
- рисунок содержит большое количество тисненых углублений, которые выполнены с такими размерами и/или расположены так, чтобы образовать элемент изобразительного мотива, охватывающий указанную зону поверхности с изобразительным мотивом, при этом,
- по меньшей мере, некоторые из тисненых углублений выполнены с такими размерами и/или расположены таким образом, что минимальные расстояния между парами последовательно расположенных тисненых углублений изменяются.
Термин «нетканый материал» в соответствии с ISO 9092, DIN (немецкий промышленный стандарт) EN 29092 относится к широкому ряду изделий, которые с точки зрения их свойств находятся «между» изделиями из бумаги (DIN 6730, май 1996) и картона (DIN 6730), с одной стороны, и текстильными материалами, с другой стороны. Что касается нетканых материалов, то используется большое число чрезвычайно различающихся производственных процессов, такие как технологии пневматической укладки и обработки струями жидкости (гидроперепутывания), а также способы укладки в мокром состоянии. К изделиям из нетканых материалов относятся маты, нетканые ткани и готовые изделия, изготовленные из них. Нетканые материалы также могут быть названы подобными текстилю, композиционными материалами, которые представляют собой гибкие пористые материалы, которые не производятся посредством классических способов переплетения основы и утка или посредством кеттлевки. Действительно, нетканые материалы изготавливают сплетением/переплетением, когезионным или адгезионным скреплением волокон или посредством комбинации данных способов. Нетканый материал может быть образован из натуральных волокон, таких как целлюлозные или хлопковые волокна, но также может состоять из синтетических волокон, таких как полиэтиленовые (ПЭ), полипропиленовые (ПП), полиуретановые (ПУ), полиэфирные волокна, волокна на основе полиэтилентерефталата, поливинилового спирта, нейлона или регенерированной целлюлозы, или из смесей разных волокон. Волокна, например, могут присутствовать в виде бесконечных волокон или предварительно полученных волокон конечной длины, подобных синтетическим волокнам, или в виде штапельных волокон. Таким образом, нетканые материалы, подобные упомянутым в настоящем описании, могут состоять из смесей синтетических волокон и целлюлозного волокнистого материала, например, натуральных растительных волокон (см. ISO 9092, DIN EN 29092).
Термин «гигиенические изделия» и «очищающие изделия» в используемом в настоящем описании смысле охватывает туалетную бумагу, хозяйственные/домашние полотенца, носовые платки, бумажные салфетки для лица, гигиенические салфетки, изделия для вытирания и очистки, а также столовое белье. Он не охватывает бумажные изделия для отделки стен.
Данное волокнистое изделие изготавливают посредством тиснильного валика, который будет разъяснен ниже более подробно. Ссылка на, по меньшей мере, первый слой указывает на то, что волокнистое изделие может представлять собой однослойное или многослойное изделие. Помимо, по меньшей мере, одного первого слоя могут быть дополнительно предусмотрены один или множество задних слоев (backside plies). Если имеются два или более первых слоев, это означает то, что данные слои подвергнуты тиснению вместе посредством тиснильного валика. Волокнистое изделие по изобретению имеет тисненые углубления, образованные тиснильными выступами тиснильного валика. Тисненые углубления образуют, по меньшей мере, один рисунок с поверхностью с изобразительным мотивом, минимальная площадь которой определяется размерами, составляющими, по меньшей мере, 3 см × 3 см.
В соответствии с предпочтительным вариантом осуществления отдельные тисненые углубления представляют собой точки, которые имеют форму поперечного сечения, которая является по существу круглой или по существу эллиптической, или по существу квадратной и которые расположены регулярно для образования регулярного растра. Это также соответствует рассмотренной ранее конфигурации амплитудно-модулированного растра. Для обеспечения желательного зрительно воспринимаемого внешнего вида предпочтительно высоты и/или размеры регулярно расположенных отдельных точек изменяются. В соответствии с альтернативным вариантом отдельные тисненые углубления расположены случайным образом и имеют одинаковые размеры. Это соответствует рассмотренной выше конфигурации частотно-модулированного растра (также называемого стохастическим или нерегулярным растром).
В соответствии с предпочтительным вариантом осуществления отдельные тисненые углубления представляют собой по существу круглые точки, образующие первые зоны, в которых точки расположены регулярно для образования растра, при этом точки в пределах первых зон не все имеют одинаковую высоту и/или размеры, и вторые зоны, в которых точки расположены случайным образом. Это представляет собой комбинацию амплитудно-модулированного растра в определенных частях зоны поверхности с изобразительным мотивом и частотно-модулированного растра в других частях зоны поверхности с изобразительным мотивом. Подобную комбинацию называют гибридным растром. Комбинации регулярно расположенных растровых точек одного размера и одной ориентации в одной зоне и регулярные расположения других точек других размеров или других ориентаций в другой зоне могут обеспечивать неожиданные визуальные эффекты с определенной схожестью с картинами поп-арта, имитирующими увеличенные комиксы.
Другой возможностью улучшения видимости рисунка или воздействия на его визуально воспринимаемый внешний вид в случае регулярного расположения отдельных тисненых точек является угловое расположение регулярной сетки круглых точек, которые могут изменяться в пределах одного растрированного рисунка с изобразительным мотивом. В случае некруглых точек существует дополнительная возможность изменения ориентации отдельных тисненых углублений, например, посредством изменения главной оси тисненых углублений с эллипсоидной формой поперечного сечения.
Для поддержания подобного визуально воспринимаемого внешнего вида волокнистое изделие предпочтительно дополнительно содержит вторые тисненые углубления, имеющие линейную форму. Подобные линейные тисненые углубления могут служить для улучшения видимости линейных конфигураций в изобразительном мотиве или для задания границ разных зон поверхности друг относительно друга.
В соответствии с предпочтительным вариантом осуществления изобретения волокнистое изделие содержит, по меньшей мере, один дополнительный слой, образующий задний слой, который может быть нетисненым. Подобное изделие легко изготавливать, поскольку нетисненый задний слой может быть непосредственно перенесен на соединительное устройство, в котором он прикрепляется к верхнему слою.
Кроме того, существует возможность того, что так называемый «первый слой» и так называемый «задний слой»» могут меняться местами в зависимости от конкретного процесса переработки, в особенности в зависимости от этапов/операций фальцовки и намотки.
В альтернативном варианте задний слой (задние слои) могут иметь такой же рисунок тиснения, как и первый слой, или он может представлять собой зеркальное отображение первого слоя. В этом случае определение того, какой из слоев представляет собой верхний слой, а какой представляет собой задний слой, является произвольным. В остальных случаях, в которых задний слой не имеет определенного расположения тисненых углублений, образующих рисунок, представляющий собой изобразительный мотив, первый слой представляет собой слой, на котором имеется растрированный изобразительный мотив. Кроме того, изделие также может иметь один или несколько промежуточных слоев, нетисненых или тисненых отдельно от первого слоя или первых слоев и заднего слоя или задних слоев.
В соответствии с дополнительным альтернативным вариантом осуществления задний слой или задние слои подвергнут/подвергнуты тиснению с образованием второго рисунка тиснения, отличного от рисунка тиснения первого слоя или первых слоев, при этом второй рисунок тиснения предпочтительно содержит рисунок микротиснения. Рисунок микротиснения представляет собой относительно регулярный рисунок из плотно расположенных малых тисненых выступов. В настоящем описании плотность тисненых элементов, составляющая более 20 на 1 см2, определена как рисунок микротиснения. Подобный рисунок микротиснения может быть выбран произвольно на основе функциональных критериев для придания волокнистому изделию определенных характеристик с точки зрения общей прочности, объема или гладкости. Требования и эффекты, связанные со зрительным восприятием, не играют какой-либо решающей роли при выборе соответствующего рисунка микротиснения.
В соответствии с предпочтительным вариантом осуществления изобретения, по меньшей мере, некоторые из тисненых углублений первого слоя или первых слоев окрашены. Это служит для улучшения видимости тисненых углублений и может быть использовано только для некоторых из тисненых углублений, например, подобных глазам животного, для достижения определенных эффектов.
Тисненые углубления предпочтительно окрашены печатной краской или цветным клеем, который нанесен посредством специальных валиков для нанесения, взаимодействующих с тиснильным валиком и переносящих заданную печатную краску или краситель по направлению к определенным частям тиснильного валика. Для окрашивания только определенных частей валика следует обеспечить то, чтобы тиснильный валик и устройство для нанесения печатной краски или цветного клея перемещались строго синхронно. При использовании цветного клея клей, используемый для скрепления слоев, а именно первого слоя и заднего слоя, используется для улучшения видимости определенных частей тисненых углублений первого слоя и одновременно служит для скрепления вместе первого слоя и заднего слоя.
Зрительно воспринимаемый внешний вид и видимость заданного элемента изобразительного мотива первого изделия предпочтительно могут поддерживаться посредством выполнения перфорационных отверстий в случае свернутого в рулон изделия или посредством выполнения отдельных листов, которые предпочтительно фальцуют и/или складывают в стопу. Другими словами, рулоны хозяйственных бумажных полотенец, подобных кухонным салфеткам, могут дополнительно иметь перфорационные отверстия, которые предпочтительно совмещены с заданной зоной поверхности с растрированным изобразительным мотивом, чтобы не разрушать визуального эффекта, когда отдельные части хозяйственного/домашнего бумажного изделия (полотенца, салфетки) отделяются от рулона подобного материала. То же самое применимо к туалетной бумаге. Подобный способ раскрыт в документе WO2006/099881. В альтернативном варианте изделие может быть образовано из отдельных листов, которые предпочтительно уложены в стопу и предусмотрены с поверхностью с заданным растрированным изобразительным мотивом на каждом листе.
В соответствии с предпочтительным вариантом осуществления первый слой и задний слой скреплены вместе на кончиках тисненых углублений слоев, обращенных друг к другу.
В другом предпочтительном варианте осуществления изобретения многослойное волокнистое изделие содержит, по меньшей мере, один промежуточный слой, который подвергнут объемному тиснению. Способ объемного тиснения обычных изделий известен из документа WO2002/103112, идея которого включена в настоящее описание путем ссылки. Подвергнутый объемному тиснению, промежуточный слой служит для придания большого объема изделию и может быть использован, если желательно изделие, создающее ощущение большого объема.
В соответствии с предпочтительным вариантом осуществления волокнистое изделие содержит четыре слоя, при этом, по меньшей мере, промежуточный слой, расположенный рядом с первым слоем, подвергнут тиснению вместе с первым слоем.
Другая возможность обеспечения скрепления слоев представляет собой механическое скрепление слоев. Волокнистое изделие предпочтительно содержит, по меньшей мере, два слоя, которые скреплены посредством механического скрепления слоев, предпочтительно путем накатывания, вдоль, по меньшей мере, одного продольного края изделия. Аналогичным образом, тиснение краев может быть выполнено вдоль всех четырех сторон изделия.
В соответствии с дополнительным предпочтительным вариантом осуществления изобретения волокнистое изделие имеет два слоя, при этом рельефные элементы рисунка тиснения первого слоя и рельефные элементы рисунка тиснения заднего слоя расположены так, что они входят друг в друга.
Это снова делает необходимым то, чтобы валики для тиснения верхнего слоя и, по меньшей мере, одного дополнительного слоя приводились в действие с соблюдением точной приводки для обеспечения точно определенного размещения слоев с входом их рельефных элементов друг в друга при их сближении.
В данном контексте также возможно то, что первый слой волокнистого изделия будет иметь рисунок тиснения с тиснеными углублениями, в то время как задний слой имеет тисненые стабилизирующие элементы, которые выступают в подушкообразные элементы первого слоя. Подобная структура имеет преимущество, заключающееся в том, что подушкообразные элементы со сравнительно большими размерами могут быть образованы на первом слое, и их стабильность обеспечивается стабилизирующими элементами заднего слоя. Более подробное описание идеи выполнения стабилизирующих элементов приведено в документе WO2006/136186, идея которого включена в настоящее описание путем ссылки. Тисненые стабилизирующие элементы заднего слоя могут служить для обеспечения опоры для нетисненых зон верхнего слоя, особенно в случае нетисненых зон большего размера для избежания сплющивания.
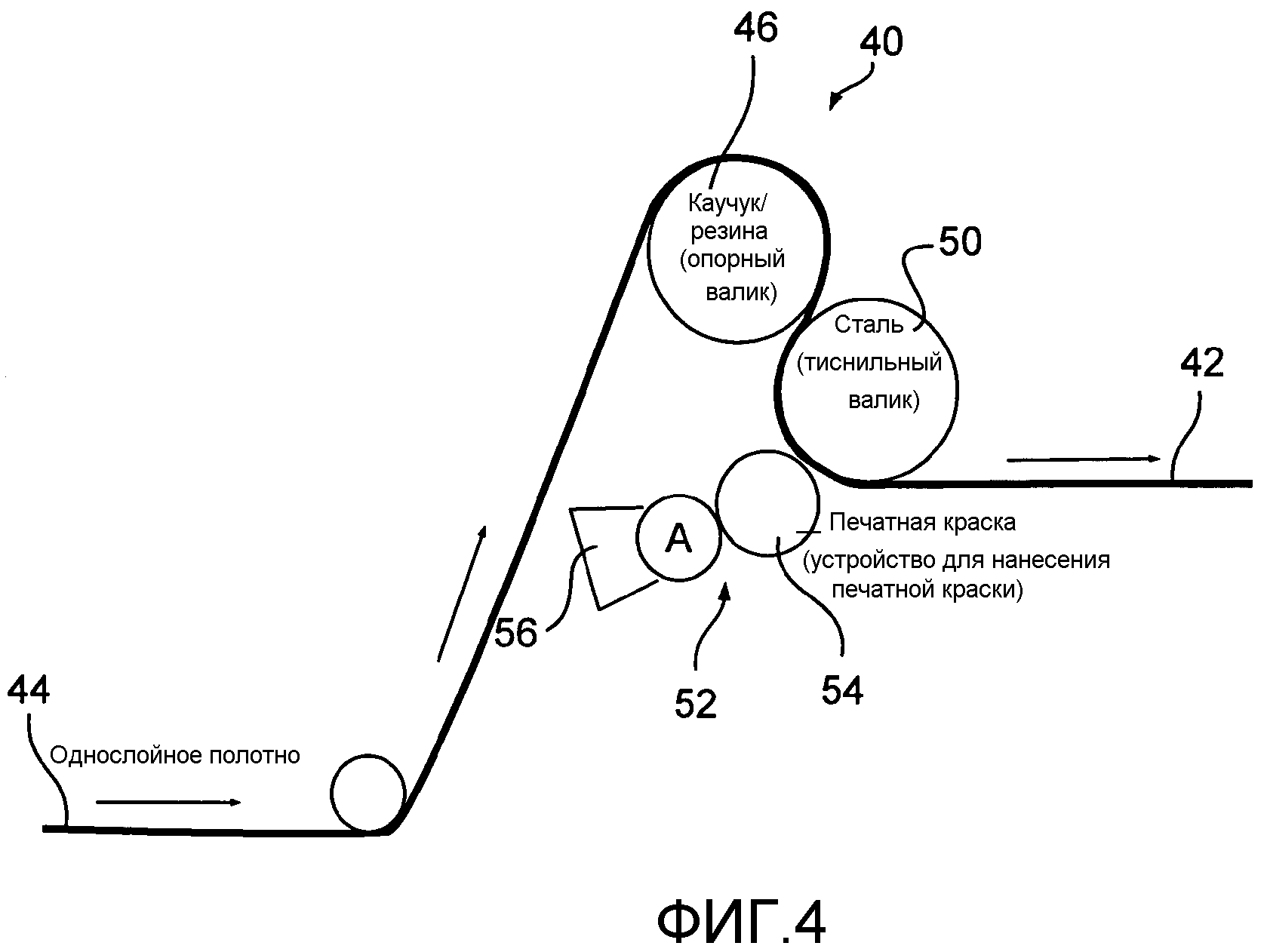
Способ изготовления волокнистого изделия, в особенности изделия из санитарно-гигиенической бумаги, изделия из нетканого материала или их гибрида, и предпочтительно гигиенического и очищающего изделия включает этапы направления однослойного первого слоя или многослойного первого слоя в зазор между тиснильным валиком и опорным валиком, описанными следующим образом:
Тиснильный валик имеет выступы, начинающиеся от его базовой окружной периферийной поверхности, при этом выступы образуют, по меньшей мере, один рисунок с зоной базовой поверхности, по меньшей мере, 3 см × 3 см, при этом в пределах, по меньшей мере, одного из рисунков имеется большое число тиснильных выступов (53), которые выполнены с такими размерами и/или расположены так, что они изображают растрированный элемент изобразительного мотива, охватывающий зону базовой поверхности, и при этом, по меньшей мере, некоторые из тиснильных выступов (53) выполнены с такими размерам и/или расположены так, что последовательные минимальные расстояния между противоположными боковыми поверхностями пар тиснильных выступов, расположенных последовательно, постепенно изменяются.
Способ предпочтительно дополнительно включает дополнительный этап нанесения красящего вещества на полотно, предпочтительно печатной краски или цветного клея на выступающих частях тиснильного валика. Данная мера служит для улучшения визуального эффекта, создаваемого тисненым элементом изобразительного мотива изделия.
В соответствии с предпочтительным вариантом осуществления способ дополнительно включает этап механического скрепления слоев, а именно, по меньшей мере, некоторых из слоев, предпочтительно посредством тиснения краев или накатывания. Другой предпочтительный вариант осуществления способа по изобретению, предназначенный для изготовления многослойного волокнистого изделия, представляет собой скрепление вместе верхнего слоя и дополнительного слоя/дополнительных слоев посредством механического скрепления слоев. Подобное механическое скрепление слоев, которое может быть выполнено, например, посредством технологии тиснения краев и/или посредством накатки, может быть выполнено или без использования печатной краски, или в качестве дополнения к нанесению печатной краски. В случае выполнения механического скрепления слоев получающееся в результате изделие может сохранять высокую степень мягкости, поскольку слои соединены друг с другом только там, где было выполнено механическое скрепление слоев. В случае механического скрепления слоев помимо ламинирования вместе верхнего слоя/верхних слоев и дополнительного слоя/дополнительных слоев посредством клея и дополнительного скрепления дополнительных слоев посредством механического скрепления слоев могут быть произвольно выбраны любая желательная комбинация скрепления слоев и изменение характерных свойств многослойного изделия, на которые влияет адгезионное скрепление.
В соответствии с дополнительным предпочтительным вариантом осуществления способа, для изготовления волокнистого изделия, по меньшей мере, с одним задним слоем предусмотрены дополнительные этапы способа, представляющие собой тиснение, по меньшей мере, одного заднего слоя в зазоре между вторым тиснильным валиком и вторым опорным валиком и соединение первого слоя или первых слоев и, по меньшей мере, одного заднего слоя в зазоре между одним из тиснильных валиков и соединительным валиком.
Помимо этого способ предпочтительно включает этап нанесения клея на тисненые выступы первого слоя или первых слоев перед соединением первого слоя или первых слоев и, по меньшей мере, одного заднего слоя в зазоре между тиснильным валиком и соединительным валиком. Для этого должно быть предусмотрено устройство для нанесения, предназначенное для подачи клея по направлению к тиснильному валику. Данный способ нанесения клея может быть использован в сочетании с обычными производственными технологиями, подобными технологическому процессу типа Goffra Incolla, и с устройством для тиснения, в котором соединение, по меньшей мере, двух слоев осуществляется посредством использования способа Nested. С целью воздействия на механические свойства многослойного волокнистого изделия клей может быть нанесен выборочно на определенные выступы полотна. Другими словами, клей наносят не на все выступы, а только на выступы на выбранных участках полотна так, чтобы общее отношение площади поверхности, на которой был нанесен клей, к общей площади поверхности можно было изменять в пределах широкого диапазона.
Кроме того, предпочтительно, чтобы клей, используемый в данном способе, был цветным для улучшения видимости растрированного изобразительного мотива.
Для ламинирования вместе отдельных полотен материала могут быть использованы разные типы клея. Пригодными клеящими веществами, среди прочего, являются клей на основе крахмала или модифицированного крахмала, подобного, например, метилцеллюлозе или карбоксиметилцеллюлозе, и полимеры с адгезионным действием на основе синтетических смол, каучука, полипропилена, полиизобутилена, полиуретана, полиакрилатов, поливинилацетата или поливинилового спирта. Подобные клеи также могут содержать красящие вещества для улучшения зрительно воспринимаемого внешнего вида готовых изделий. Часто клеи на водной основе используются для ламинирования вместе бумажных слоев.
Другая возможность улучшения видимости или улучшения визуально воспринимаемого внешнего вида изделия состоит в получении многослойного волокнистого изделия, которое имеет, по меньшей мере, один слой с цветом, который отличается от цвета другого слоя или остальных слоев. Выполнение выбранного слоя, имеющего отличный от других базовый цвет, может обеспечить интересные визуальные эффекты в сочетании с первым слоем, на котором представлен элемент изобразительного мотива, охватывающий зону поверхности с изобразительным мотивом.
Способ предпочтительно дополнительно включает этап нанесения разных красящих веществ на определенные тисненые выступы первого слоя или первых слоев, предпочтительно на стороне, которая направлена, по меньшей мере, к одному заднему слою в готовом изделии. Это также служит для создания специфического желательного зрительно воспринимаемого внешнего вида многоцветного волокнистого изделия.
Что касается температуры, при которой выполняется процесс, то существует возможность или использовать температуру внутри помещения, или использовать горячее тиснение. Применение технологии горячего тиснения служит для получения геометрических форм, которые являются сложными и которые, следовательно, трудно реализовать для заданного волокнистого изделия, в особенности для изделий из нетканых материалов или гибридных изделий. Другими словами, подвод тепла может быть предпочтительным для получения очень сложных геометрических форм тиснением в изделии по изобретению, например, в тех случаях, когда тисненые углубления должны быть расположены на сравнительно малом расстоянии друг от друга. Кроме того, горячее тиснение может обеспечить повышение стабильности геометрических характеристик, полученных тиснением. Горячее тиснение также может быть использовано для скрепления слоев многослойного изделия с, по меньшей мере, одним слоем нетканого материала без использования клея.
В соответствии с предпочтительным вариантом осуществления изобретения верхний (или первый) слой/верхние (или первые) слои и, по меньшей мере, один дополнительный слой или задний слой подвергают ламинированию вместе с размещением их с контактом вершин выступающих элементов соседних слоев (Pin-to-Pin). Другими словами, по меньшей мере, один дополнительный слой также подвергают тиснению посредством использования аналогичного или идентичного растрированного тиснильного валика так, чтобы тисненые выступы верхнего слоя и, по меньшей мере, одного дополнительного слоя, которые контактируют друг с другом, можно было ламинировать вместе с контактом их вершин (Pin-to-Pin). Это подразумевает то, что тиснильные валики для верхнего слоя и, по меньшей мере, одного дополнительного слоя приводятся в действие с соблюдением точной приводки для получения точно определенного и воспроизводимого эффекта. Ламинирование первого слоя или первых слоев и заднего слоя (задних слоев) вместе в соответствии с технологией Pin-to-Pin должно выполняться без соединительного валика, и скрепление слоев должно происходить между первым тиснильным валиком и вторым тиснильным валиком.
В соответствии с другим предпочтительным вариантом осуществления способа первый слой или первые слои и, по меньшей мере, один задний слой ламинируют вместе с входом тисненых элементов слоев друг в друга. Это также обуславливает необходимость того, чтобы тиснильные валики для верхнего слоя (слоев) и, по меньшей мере, одного дополнительного слоя приводились в действие с соблюдением точной приводки для получения точного определенного размещения с входом тисненых элементов слоев друг в друга, как только они будут сведены вместе.
Тиснильный валик, предназначенный для изготовления подобных волокнистых изделий, имеет тиснильную поверхность, пригодную для перемещения рядом с опорным валиком, при этом тиснильная поверхность содержит выступы, начинающиеся от базовой окружной периферийной поверхности тиснильного валика. Тиснильный валик отличается следующими признаками:
- тиснильные выступы образуют, по меньшей мере, один рисунок с зоной базовой поверхности, по меньшей мере, 3 см × 3 см, предпочтительно 5 см × 5 см и наиболее предпочтительно, по меньшей мере, 9 см × 11 см;
- в пределах, по меньшей мере, одного из рисунков имеется большое число тиснильных выступов, которые имеют такие размеры и/или расположены так, чтобы образовать растрированный элемент изобразительного мотива, охватывающий указанную зону базовой поверхности; при этом,
- по меньшей мере, некоторые из тиснильных выступов выполнены с такими размерами и/или расположены так, что последовательные минимальные расстояния между противоположными боковыми поверхностями пар тиснильных выступов, расположенных последовательно, изменяются постепенно.
Другими словами, тиснильный валик изготовлен таким образом, что большое число тиснильных выступов взаимодействует вместе для образования рисунка, предпочтительно повторяющегося рисунка, с зоной базовой поверхности, по меньшей мере, 3 см × 3 см, предпочтительно 5 см × 5см и наиболее предпочтительно, по меньшей мере, 9 см × 11 см. Под большим числом тиснильных выступов следует понимать число, равное, по меньшей мере, 100, предпочтительно, по меньшей мере, 300. Подобная зона базовой поверхности не является плоской поверхностью вследствие цилиндрической формы тиснильного валика. Тем не менее, при использовании его для изготовления волокнистых изделий он создает элемент изобразительного мотива на плоском волокнистом изделии, в котором элемент изобразительного мотива имеет размеры, составляющие, по меньшей мере, 3 см × 3 см, предпочтительно 5 см × 5см и наиболее предпочтительно, по меньшей мере, 9 см × 11 см. Термин «элемент изобразительного мотива» предназначен для того, чтобы охарактеризовать цельный, сложный рисунок, который необязательно представляет собой определенный предмет, лицо или пейзаж, но также может представлять собой абстрактный изобразительный мотив. Тем не менее, он определяется как когерентный сам по себе и не образован посредством повторения малых субэлементов. Примерами для подобного элемента изобразительного мотива могут быть человек, животное, определенный предмет или известное здание или пейзаж. Для обеспечения этого тиснильные выступы в пределах каждого рисунка, представляющего собой растрированный элемент изобразительного мотива, выполнены с такими размерами или расположены так или как выполнены с такими размерами, так и расположены так, чтобы они имели сходство с растровым изображением, подобным используемому в технологии печатания. Для этого тиснильные выступы выполнены с такими размерами и/или расположены так, что последовательные минимальные расстояния между противоположными боковыми поверхностями пар тиснильных выступов, расположенных последовательно, изменяются постепенно. Это означает, что всякий раз, когда это уместно, визуально воспринимаемый внешний вид подобных тиснильных выступов имеет сходство с серой шкалой изобразительного мотива, так что постепенно изменяющиеся оттенки серого цвета отображаются или изменением минимальных расстояний между соседними тиснильными выступами, или изменением размеров тиснильных выступов.
В принципе существует несколько основных возможностей получения растровых изображений. Отдельные тиснильные выступы могут быть расположены симметрично, но выполнены с разными размерами. Это соответствует так называемому амплитудно-модулированному растру (АМ-растру) при печати. Вторая возможность заключается в размещении тиснильных выступов случайным образом, что приводит к частотно-модулированному растру (ЧМ-растру). Кроме того, также возможна комбинация обоих базовых принципов, приводящая к получению гибридного растра. Тем не менее, во всех вышеприведенных случаях именно минимальные расстояния между противоположными боковыми поверхностями соседних пар тиснильных выступов изменяются в соответствии с градацией тона или интенсивностью цвета, которые должны быть показаны посредством тиснильных выступов в пределах элемента изобразительного мотива. Это не исключает того, что в зонах элемента изобразительного мотива, отображаемых тиснильными выступами, градация тона или интенсивность цвета могут быть постоянными. В данном случае расположение последовательных тиснильных выступов также соответствует постоянному рисунку с равными расстояниями между тиснильными выступами. Тем не менее, все тиснильные выступы в пределах повторяющегося рисунка, то есть в пределах указанной зоны базовой поверхности, взаимодействуют для отображения заданного элемента изобразительного мотива, охватывающего указанную зону базовой поверхности.
Для получения волокнистого изделия с хорошим зрительно воспринимаемым внешним видом растрированного тиснения тиснильный валик предпочтительно изготовлен из металла, в особенности стали, или из твердых пластиков или твердого каучука/резины. В случае пластиков предпочтителен очень твердый пластик, в альтернативном варианте также возможен материал из смолы.
Тиснильная поверхность предпочтительно образована маскированием-травлением и/или молетированием/накаткой и/или механической обработкой. Процесс маскирования часто выполняют посредством струи воска или посредством лазера, частично удаляющего маску. Подобные технологии обработки обеспечивают возможность получения большого разнообразия рельефов поверхности, при этом технология молетирования используется главным образом в сочетании с технологией травления, которую применяют в тех местах, где металл после операции молетирования был деформирован в наибольшей степени. В альтернативном варианте тиснильная поверхность тиснильного валика по изобретению может быть образована также механической обработкой, в особенности фрезерованием, которое, однако, также может выполняться в дополнение к маскированию-травлению и/или обработке молетированием.
При наличии данных технологий производства существует возможность произвольным образом создавать рельеф тиснильной поверхности тиснильного валика так, чтобы ограничения, накладываемые на произвольную форму тиснильного валика, были связаны не с геометрией самого валика, а с использованием формы, которую волокнистое изделие по изобретению может по существу приобрести в процессе тиснения.
Тиснильные выступы имеют минимальную высоту 0,4 мм и максимальную высоту 2,0 мм. Было установлено, что данный диапазон высот обеспечивает хороший визуальный эффект в волокнистом изделии, подвергнутом тиснению посредством подобного тиснильного валика.
Отдельные тиснильные выступы могут быть расположены на одинаковых расстояниях друг от друга в пределах каждого повторяющегося рисунка, и некоторые из отдельных тиснильных выступов имеют отличные от других размеры и/или формы. Это относится к вышеупомянутому амплитудно-модулированному растру с расположенными симметрично, тиснильными выступами, но с разными размерами тиснильных выступов. Желательный визуальный эффект может быть достигнут как посредством варьирования размера геометрически идентичных выступов, варьирования высот выступов или посредством варьирования форм отдельных тиснильных выступов. Кроме того, существует возможность комбинирования данных мер в пределах одного элемента изобразительного мотива, так что, например, линейный характер определенных частей элементов изобразительного мотива может быть задан тиснильным элементом, имеющим линейную форму.
Предпочтительно, если тиснильный валик дополнительно содержит дополнительные тиснильные выступы, имеющие меньшую высоту над базовой окружной периферийной поверхностью, предпочтительно первую меньшую высоту, составляющую приблизительно 0,9 мм, и вторую меньшую высоту, составляющую приблизительно 1,3 мм, над базовой окружной периферийной поверхностью.
Отдельные тиснильные выступы в пределах каждого рисунка могут иметь одинаковые размеры, но расстояния между соседними отдельными тиснильными выступами могут варьироваться для создания растрированного элемента изобразительного мотива. Это представляет собой второй альтернативный базовый принцип создания растрового изображения. Отсутствует симметричное расположение тиснильных выступов, но имеется так называемый частотно-модулированный растр, подобный разъясненному выше, в котором зоны высокой плотности и низкой плотности образованы посредством варьирования расстояний между соседними отдельными тиснильными выступами.
В соответствии с еще одной альтернативной технологией растрирования тиснильный валик содержит вторые тиснильные выступы, которые представляют собой удлиненные ребра, имеющие протяженность в боковом направлении, которая превышает 4 мм и предпочтительно составляет 10 мм. Подобные удлиненные ребра могут иметь правильную форму в отношении базовой поверхности, верхней поверхности и фиксированного угла бокового наклона, но также могут иметь высоту, которая изменяется, по меньшей мере, на одном участке ребра в продольном направлении ребра, или могут иметь ширину, которая изменяется в продольном направлении ребра, по меньшей мере, на данном участке ребра. Обе вышеуказанные характеристики, а именно возможное изменение высоты ребра и изменение ширины ребра, могут быть реализованы по отдельности или вместе в сочетании и служат для повышения «изменчивости» возможных форм так, чтобы они наилучшим образом соответствовали желательному зрительно воспринимаемому внешнему виду волокнистого изделия, подвергнутого тиснению посредством подобного тиснильного валика. В альтернативном варианте также существует возможность создания «линейного» тисненого углубления посредством размещения отдельных тиснильных выступов так, чтобы они касались друг друга.
Вышеописанные вторые тиснильные выступы, представляющие собой удлиненные ребра, могут быть выполнены с произвольной конфигурацией, в то время как базовые тиснильные выступы предпочтительно представляют собой обычные тиснильные выступы с базовой поверхностью, верхней поверхностью и фиксированным углом бокового наклона. Обычные тиснильные выступы представляют собой усеченные конусы или пирамиды с многоугольными или круглыми, или овальными базовыми зонами, цилиндры с многоугольными или круглыми, или овальными базовыми зонами, элементы с базовой зоной, которая является круглой, эллиптической или представляет собой правильный многоугольник с криволинейными боковыми поверхностями. Более сложные формы представляют собой, например, ступенчатые пирамиды. Подобные обычные тиснильные элементы, как правило, имеют максимальную протяженность в базовой плоскости, составляющую до 4 мм. Однако предпочтительно, чтобы отдельные тиснильные выступы в пределах каждого рисунка имели круглую форму поперечного сечения с диаметром на верхней периферийной поверхности, находящимся в пределах от 0,1 мм до 3,3 мм.
Устройство для изготовления волокнистого изделия, в особенности изделия из санитарно-гигиенической бумаги, изделия из нетканого материала или их гибрида, и предпочтительно гигиенического и очищающего изделия содержит тиснильный валик, подобный описанному выше, и взаимодействующий с ним опорный валик. Опорный валик предпочтительно изготовлен из каучука, подобного каучуку на основе этилена, пропилена и диенового сомономера (EPDM) или бутадиенакрилонитрильному каучуку (NBR), из бумаги или стали.
Опорный валик предпочтительно имеет твердость от 20 единиц по шкале А Шора до 85 единиц по шкале А Шора, предпочтительно от 35 единиц по шкале А Шора до 60 единиц по шкале А Шора и наиболее предпочтительно твердость, составляющую приблизительно 45 единиц по шкале А Шора.
Устройство для изготовления волокнистого изделия по изобретению содержит устройство для предварительного тиснения, предназначенное для, по меньшей мере, одного дополнительного формования заднего слоя. Подобное предварительное тиснение выполняется до того, как дополнительный слой будет направлен в зазор между тиснильным валиком и соединительным валиком.
Устройство может дополнительно содержать устройство, предпочтительно расположенное близко к тиснильному валику и предназначенное для нанесения клея на первый слой. Подобное устройство для нанесения клея расположено так, что обрабатываемый первый слой может быть размещен вокруг тиснильного валика и может находиться в контакте с обычным устройством для нанесения клея на сторону первого слоя, не находящуюся в контакте с тиснильным валиком.
Устройство содержит соединительный валик, перемещающийся рядом с тиснильным валиком для скрепления вместе, по меньшей мере, одного первого слоя или первых слоев и, по меньшей мере, одного дополнительного слоя. Подобный соединительный валик используется в обычном технологическом процессе типа Goffra Incolla или для тиснильной машины, обеспечивающей размещение двух тисненых слоев с входом выступающих элементов данных слоев друг в друга.
Однако необходимость в соединительном валике отсутствует в случае непосредственного скрепления вместе двух тисненых слоев посредством использования вышеописанного скрепления слоев по методу Pin-to-Pin, при котором вершины тисненых рельефов двух слоев обращены друг к другу, по меньшей мере, в некоторых зонах, и при этом слои скрепляют путем ламинирования в подобных вершинах. В таком случае устройство предпочтительно содержит дополнительный тиснильный валик, работающий рядом с тиснильным валиком по изобретению для тиснения, по меньшей мере, одного дополнительного слоя. Данный дополнительный тиснильный валик также может представлять собой тиснильный валик по изобретению. Тем не менее, также существует возможность использования обычного тиснильного валика, который обеспечивает подвод обычных тиснильных элементов к заднему слою так, что в выбранных местах относительно тиснильного валика по изобретению, осуществляющего обработку верхнего слоя, вершины тисненых элементов, созданных обоими тиснильными валиками, будут обращены друг к другу для того, чтобы, по меньшей мере, в некоторых зонах образовать структуру типа Pin-to-Pin и обеспечить скрепление двух слоев.
Предпочтительно, если устройство дополнительно содержит накаточный валик, работающий рядом с металлическим валиком для обеспечения механического скрепления слоев.
Устройство может дополнительно содержать, по меньшей мере, одно устройство для нанесения краски, предназначенное для подачи красящих веществ по направлению к тиснильным выступам тиснильного валика. Особенно предпочтительно наличие двух устройств для нанесения краски, окрашивающих разные части полотна, соответствующие выступам тиснильного валика, так, что могут быть получены по-разному окрашенные зоны.
Способ выполнения/размещения тиснильных выступов в определенном порядке на окружной периферийной поверхности тиснильного валика по изобретению, подлежащего использованию в способе по изобретению, включает следующие этапы способа:
- масштабирование выбранного рисунка или фотографии до размера выбранной зоны базовой поверхности на окружной периферийной поверхности тиснильного валика;
- изменение рисунка или фотографии с получением изображения в градациях серого;
- задание гамма-кривой так, чтобы определить корреляцию между градациями серого и заданными размерами точек и/или плотностями точек; и
- перевод размеров точек или плотностей точек в выполненные с соответствующей формой или соответственно расположенные тиснильные выступы в указанной зоне базовой поверхности тиснильного валика.
В используемом в настоящем описании смысле термин «точка» также охватывает другие формы элементов помимо элементов с круглым поперечным сечением, подобные линиям, эллипсам или разрезам, также известным из технологии растрирования.
Данный способ будет разъяснен посредством определенного примера в подробном описании вариантов осуществления. Существенный момент заключается в нахождении соответствующей корреляции между градациями серого на изображении в градациях серого и распределением или размером отдельных точек, ведущими к специфическому охвату/покрытию, характеризующему градации серого. В отличие от растрированных изображений в технологии печатания, в которых растр может быть полностью инвертированным в зависимости от градаций серого, то есть начиная от отдельных черных точек на белой поверхности и до отдельных белых точек на черной фоновой поверхности, тиснильный валик обеспечивает достижение визуального эффекта только посредством тиснильных выступов. Это означает, что отсутствует эффект инверсии, подобный описанному выше. Следовательно, должно быть обращено внимание на то, чтобы изображение в градациях серого «охватывало» только технически выполнимые тиснильные поверхности тиснильного валика, на которых набольшие значения градаций серого представлены главным образом отдельными точками, которые, тем не менее, имеют большой размер и/или расположены близко друг к другу.
Предпочтительно, если при значении яркости серой шкалы, составляющем 50%, уже достигаются максимальная плотность точек и/или максимальный размер точек. Это отражает то обстоятельство, что отсутствует возможность обеспечения инверсии цвета, такой как в технологии печатания.
В соответствии с предпочтительным вариантом осуществления данного способа выбраны тиснильные выступы, имеющие круглое поперечное сечение. Кроме того, предпочтительно, чтобы размеры точек находились в пределах от площади верхней поверхности, составляющей приблизительно 0,01 мм2 для зон с наименьшим значением яркости серой шкалы, до приблизительно 10 мм2 для зон с наибольшими значениями яркости серой шкалы, и предпочтительно находились в пределах значений площадей верхних поверхностей от приблизительно 0,5 мм2 до приблизительно 5 мм2.
В процессе растрирования могут быть выбраны разные углы от 0° до 90°, которые описывают расположение точек друг относительно друга. Также может быть выбрана форма точек. Простейшей формой является круг, другими часто встречающимися формами являются квадраты, эллипсы, ромбовидные формы, сердечки или кресты. Само собой разумеется, возможны другие формы или комбинации разных форм точек, например, возможно использование круглых точек для малых «уровней серого» и ромбовидных точек для более высоких «уровней серого». Дополнительная возможность заключается в использовании разных форм точек для разной ориентации точек в разных зонах рисунка и соответственно тиснильного валика или изделия, например, в одной зоне эллиптические точки ориентированы так, что их главная ось проходит в направлении под углом 10°, в другой зоне - в направлении под углом 55°. Подобное расположение может обеспечить создание дополнительных интересных оптических/визуальных эффектов.
Наиболее часто используемая технология растрирования представляет собой технологию амплитудно-модулированного растрирования. При данной технологии растровые точки расположены регулярно/с одинаковыми промежутками друг относительно друга. Это означает, что точки расположены в виде регулярной матрицы с определенным расстоянием между серединой каждой точки и серединой любой соседней точки. Данное расстояние известно как так называемая ширина растра, а угол наклона как угол наклона растра.
Вместо использования технологии амплитудно-модулированного растрирования может быть использована технология частотно-модулированного растрирования. Вместо расположения с определенной матрицей точки расположены произвольно, при этом уровни/градации серого определяются плотностью точек.
Кроме того, возможны комбинации технологий амплитудно-модулированного и частотно-модулированного растрирования. Например, в одной зоне рисунка точки могут быть расположены произвольно (частотно-модулированный растр), в то время как в пределах другой зоны точки расположены регулярно (амплитудно-модулированный растр). Другой возможностью комбинирования амплитудно-модулированного и частотно-модулированного растров является размещение точек произвольным образом и варьирование как плотности точек, так и размеров точек в соответствии с уровнем серого на рисунке. Дополнительная возможность комбинирования технологий амплитудно-модулированного и частотно-модулированного растрирования заключается в размещении точек регулярным образом, но пропускании некоторых из точек там, где требуются более низкие «уровни серого». Комбинация технологий амплитудно-модулированного и частотно-модулированного растрирования также известна как гибридный растр.
Вместо использования технологий автоматического растрирования, при которых используются процессоры для обработки растровых изображений, точки могут быть заданы вручную. Это приводит к большей художественной выразительности изображения.
Дополнительной возможностью создания растрированного изображения может быть комбинация автоматического растрирования и ручного растрирования. Данная комбинация может быть полезной для улучшения распознавания зрительных образов/видеоидентификации. Например, изображение человека или животного может быть растрировано автоматически, но для улучшения визуально воспринимаемого внешнего вида глаз или волос подобные части автоматически созданного растрового изображения могут быть переделаны вручную.
Дополнительной возможностью создания улучшенных растрированных изображений является комбинация растрирования точек вместе с некоторыми сплошными элементами, подобными линиям. Например, глаза и волосы растрового изображения животного могут быть визуализированы посредством имеющих вид линий элементов, в то время как остальная часть элемента изобразительного мотива визуализируется посредством отдельных точек.
Если одно изображение, образующее элемент изобразительного мотива, меньше всей поверхности тиснильного валика, рисунок обычно повторяется несколько раз в направлении перемещения материала в машине и/или в поперечном направлении. Вместо использования одного изображения несколько раз также несколько изображений могут покрывать поверхность тиснильного валика так, что создается последовательность из отдельных элементов изобразительного мотива.
Исходные изображения предпочтительно появляются в виде зеркальных изображений на поверхности тиснильного валика, поскольку в процессе тиснения волокнистого полотна тисненое изображение на конечном изделии также представляет собой зеркальное отображение тиснильного валика и, таким образом, также показывает исходное изображение.
Если несколько элементов изобразительного мотива выгравированы на тиснильном валике, предпочтительно, чтобы те зоны, в которых рисунки соединяются друг с другом как в горизонтальном направлении, так и в вертикальном направлении, были переделаны так, чтобы соединительные края отдельных элементов изобразительного мотива были не видны.
Тиснильные выступы предпочтительно выполняют с частотой от 1 до 10 выступов на сантиметр на окружной периферийной поверхности тиснильного валика. Другими словами, тиснильные выступы выполняют в пределах регулярной структуры из растровых ячеек с размерами от 1,0 мм × 1,0 мм до 10 мм × 10 мм на окружной периферийной поверхности тиснильного валика. Предпочтительным является интервал от 1,3 мм × 1,3 мм до 5 мм × 5 мм.
Тиснильные выступы предпочтительно имеют, по меньшей мере, пять разных размеров и/или расстояний между выступами, более предпочтительно, по меньшей мере, десять разных размеров и/или расстояний и наиболее предпочтительно, по меньшей мере, двадцать разных размеров и/или расстояний между ними.
Краткое описание чертежей
В дальнейшем изобретение будет описано только в качестве примера со ссылкой на чертежи, в которых
фиг.1(а)-(с) показывают последовательность, указывающую на то, как создать тиснильную поверхность тиснильного валика;
фиг.2а показывает пример тисненого волокнистого изделия по изобретению;
фиг.2b показывает другой пример тисненого волокнистого изделия по изобретению;
фиг.3а показывает еще один пример тисненого изделия по изобретению;
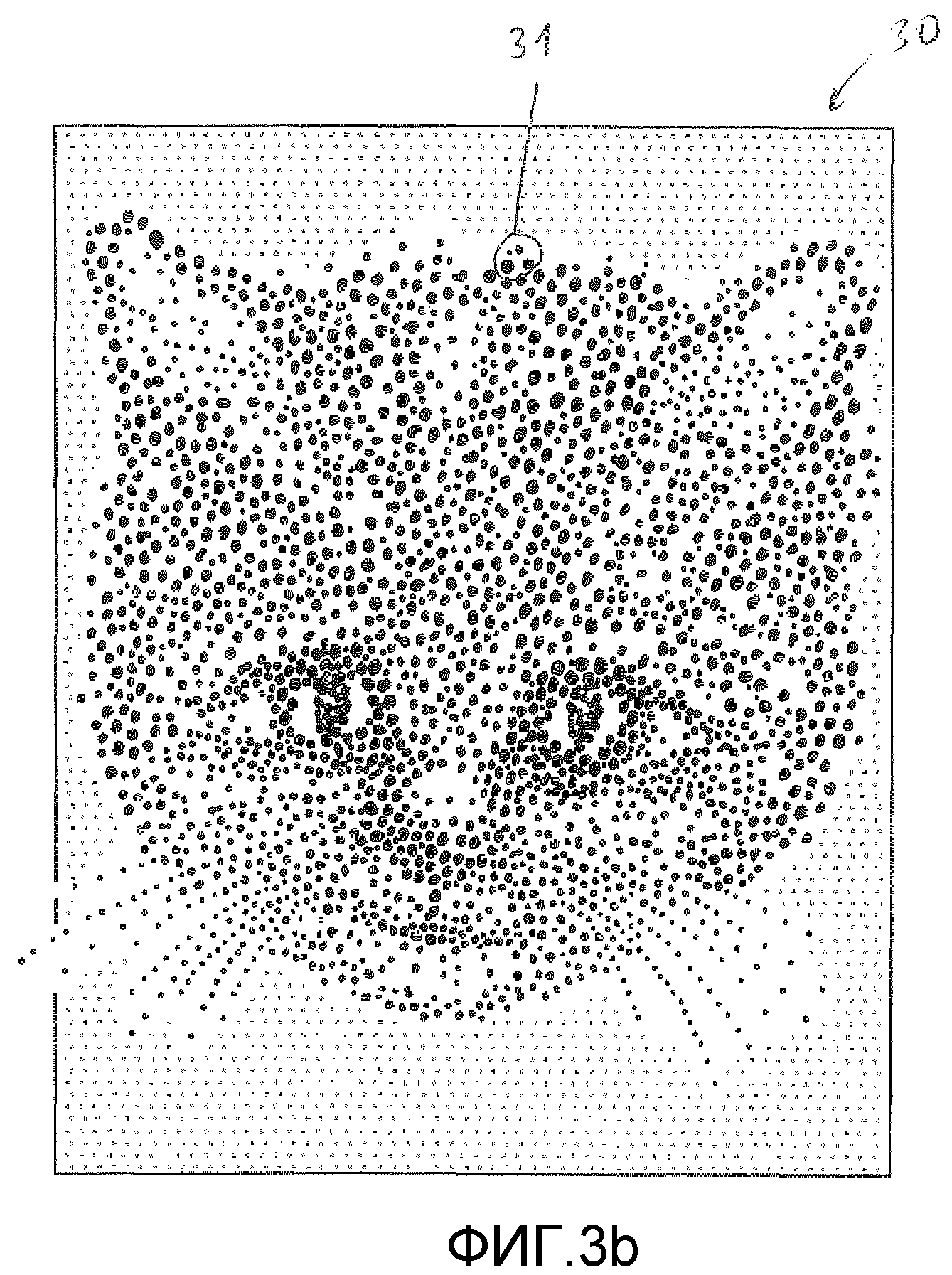
фиг.3b показывает еще один пример тисненого изделия по изобретению;
фиг.3с показывает еще один пример тисненого изделия по изобретению;
фиг.4 схематически показывает устройство для изготовления однослойного волокнистого изделия в соответствии с изобретением;
фиг.5 показывает схематическое изображение устройства для тиснения и механического скрепления слоев многослойного волокнистого изделия в соответствии с изобретением;
фиг.6 показывает альтернативное устройство для тиснения и скрепления слоев многослойного волокнистого изделия по изобретению типа Goffra Incolla; и
фиг.7 показывает другое тиснильное устройство типа CI (типа машины планетарного построения) (см. документ WO2007/064327) для многослойного волокнистого изделия по изобретению.
Варианты осуществления изобретения
В дальнейшем будет разъяснено, как, начиная с соответствующей фотографии или рисунка, может быть выбрана тиснильная поверхность тиснильного валика и, более точно, местоположение и размер тиснильных выступов на тиснильной поверхности тиснильного валика. Работа по репродуцированию может начаться или с фотографии, или с рисунка, который является цветным или который выполнен в градациях серого. Для простоты фиг.1 начинается с фотографии леопарда в градациях серого, подобной показанной на фиг.1(а). Нижеприведенные этапы работы по репродуцированию могут выполняться посредством имеющихся на рынке программ для репродуцирования, таких как Photoshop, Nexus, AVA или другие. После выбора фотографии или рисунка ее/его сканируют и используют в электронном виде на компьютере. Например, изображение может быть использовано в виде файла изображения в теговом формате (tif). Для получения соответствующего элемента изобразительного мотива на тиснильном валике рисунок сначала может быть подогнан по размеру и подвергнут масштабированию для удовлетворения требований, определяемых желательным оптическим/визуальным эффектом, и для заполнения зоны базовой поверхности с размерами, составляющими, по меньшей мере, 3 см × 3 см, подлежащей использованию в качестве повторяющегося рисунка на тиснильной поверхности тиснильного валика. Если фотография или рисунок по-прежнему является цветной/цветным, его/ее преобразуют в изображение в градациях серого, подобное показанному на фиг.1(а), в соответствии с входными данными, полученными посредством фотографией в градациях серого.
На следующем этапе гамма-кривую задают так, чтобы градации серого были ограничены диапазоном, который может быть воспроизведен посредством выбора размеров отдельных точек тиснильных выступов. В отличие от печатного изделия, подобного газете, в котором большое максимальное значение на гамма-кривой возможно и представлено черной областью, требование по созданию тиснильного валика с явно выраженным/отдельным тиснильным выступом обуславливает необходимость ограничения гамма-кривой максимальным значением, составляющим приблизительно 50%. Следовательно, необходимы уменьшенные пределы значений на гамма-кривой между минимальным значением, составляющим приблизительно 5%, и максимальным значением, составляющим приблизительно 50%, и они приводят к получению изображения в градациях серого, подобного показанному на фиг.1(b).
После этого градации серого на изображении 1(b) преобразуются в отдельные растровые точки. Результат такого преобразования показан на фиг.1(с), и в нем используется симметричное расположение отдельных растровых точек, соответствующее амплитудно-модулированному растру, в котором положение отдельных точек является регулярным, но размеры точек отображают значения градаций серого. В альтернативном варианте изображение в градациях серого в соответствии с фиг.1(b) также может быть преобразовано в частотно-модулированный растр, в котором отдельные размеры точек являются одинаковыми, но расстояние между отдельными точками отображает значения градаций серого.
Растровое изображение согласно фиг.1(с) соответствует местоположению и размеру отдельных тиснильных выступов, начиная от базовой или окружной периферийной поверхности тиснильного валика по изобретению. Однако перед преобразованием растрового изображения согласно фиг.1(с) в тиснильную поверхность тиснильного валика могут быть выполнены дополнительные операции способа, подобные ручной «переделке» краев рисунка для того, чтобы скрыть раппорт, или всякий раз, когда это уместно, ручной переделке для увеличения контрастности полученного растрового изображения.
Фиг.2а показывает изделие 10, полученное посредством тиснильного валика, изготовленного способом, подобным описанному со ссылкой на фиг.1(с). Оно не идентично растровому изображению согласно фиг.1(с) в отношении масштабирования рисунка и некоторых других отличий. При сравнении фиг.1(с) и фиг.2а также становится очевидным то, что ручная переработка могла бы быть использована для улучшения видимости усов большой кошки, образующей элемент изобразительного мотива, подобный показанному. В то время как растровое изображение согласно фиг.1(с) представляет собой амплитудно-модулированное изображение, растровое изображение согласно фиг.2а имеет отдельные тиснения, которые не кажутся соответствующими фиксированной ширине растра. Размеры отдельных тисненых углублений (11) изделия (10), а также расположение отдельных тисненых углублений не соответствуют фиксированному заданному расстоянию.
Фиг.2а представляет собой фотокопию образца изделия (одного листа туалетной бумаги), представляющего собой изделие по изобретению. Видимость отдельных тисненых точек (11) является результатом ламинирования многослойного изделия посредством цветного клея перед соединением.
Однако другая альтернативная возможность заключается в использовании технологии цветного тиснения, при использовании которой тисненые точки в тисненом слое или слоях окрашивают печатной краской. Первые тисненые слои и задние слои не соединяются, и не используются никакого клея. Вместо этого механическое скрепление слоев обеспечивается накатыванием или другим типом тиснения краев.
Другим способом улучшения зрительно воспринимаемого внешнего вида волокнистого изделия является объединение по-разному окрашенных базовых слоев и комбинирование их с соответствующим цветом печатной краски.
Во всех вариантах свернутого в рулон изделия предпочтительно перфорировать изделие в полном соответствии с тисненым изобразительным мотивом, а также разрезать изделие в соответствии с тиснением, чтобы не «препятствовать» визуальному воздействию, создаваемому рисунком тиснения.
Фиг.2b показывает другой пример изделия 20 по изобретению, имеющего больший размер и подобного кухонному полотенцу. В подобном случае имеется повторяющийся рисунок из отдельных элементов изобразительного мотива (леопардов), которые расположены так, что раппорт между отдельными элементами изобразительного мотива скрыт. Для обеспечения этого целесообразна вышеописанная ручная переработка для повторения соединительных линий между соседними элементами изобразительного мотива. В других отношениях изготовление волокнистого изделия 20, подобного показанному на фиг.2b, идентично изготовлению волокнистого изделия 10, подобного показанному на фиг.2а, и все вышеприведенные разъяснения и детали могут быть применены аналогичным образом.
Фиг.3а показывает еще один пример изделия 30 из санитарно-гигиенической бумаги, в котором только несколько характеристических частей хорошо известного изобразительного мотива преобразованы в имеющие разные размеры, тисненые точки, отображающие весь элемент изобразительного мотива. Для улучшения видимости растрированного элемента изобразительного мотива особые части его могут быть дополнительно окрашены печатной краской. Кроме того, изобразительный мотив, подобный тому, который показан на фиг.3а, может быть дополнительно предусмотрен с тисненым логотипом так, что также существует возможность добавления определенного текста или товарного знака к элементу изобразительного мотива.
Кроме того, на фиг.3а можно видеть, что некоторые из тисненых точек расположены настолько близко друг к другу, что они выглядят подобно тисненой точке сложной формы, образованной скоплением отдельных тисненых точек.
Фиг.3b показывает другой пример волокнистого изделия по изобретению с другим элементом изобразительного мотива, который образован отдельными точками, имеющими значительно отличающиеся размеры, как можно видеть, например, если посмотреть на участок 31 растрированного элемента изобразительного мотива. Кроме того, из рассмотрения участка 31 также следует, что отсутствует регулярное расположение тисненых точек, так что изобразительный мотив, подобный показанному на фиг.3b, показывает гибридный растр, который является частотно-модулированным и при этом имеет разные размеры отдельных точек.
Другую возможность улучшения видимости элемента изобразительного мотива можно видеть посредством сравнения фиг.2b и 3с. Элемент изобразительного мотива, подобный показанному здесь, относительно похож; однако в изделии 20b определенные части изобразительного мотива подчеркнуты посредством использования тиснильных выступов на тиснильном валике, которые представляют собой удлиненные ребра и которые приводят к получению тисненых линий 32 в растрированном элементе изобразительного мотива. Помимо этого, могут быть использованы разные формы отдельных тиснильных элементов, подобных тому, который показан ссылочной позицией 33 и представляет собой удлиненный тисненый элемент, или исключение отдельных тисненых точек, как показано в зоне 34. Все данные меры, используемые или по отдельности, или в сочетании друг с другом, могут быть применены вручную после использования технологии автоматизированного растрирования и служат для улучшения зрительно воспринимаемого внешнего вида изделия.
Все волокнистые изделия 10, подобные показанным на фиг.2а, 20, подобные показанным на фиг.2b, 30, подобные показанным на фиг.3а, 3b, и 20b, подобные показанным на фиг.3с, дополнительно окрашены для улучшения видимости приведенных в качестве примера вариантов осуществления в данном письменном документе. Однако реальный образец также передает хорошее визуальное изображение элемента изобразительного мотива без использования каких-либо дополнительных красящих веществ, подобных печатной краске или цветному клею, и только на основе формы и расположения тиснильных выступов.
В дальнейшем будут разъяснены несколько альтернативных способов изготовления и устройств для изготовления.
Фиг.4 показывает схематический вид тиснильной машины 40 с одним зазором, предпочтительно используемой для однослойного изделия 42. Нетисненое однослойное полотно 44 подвергается тиснению между тиснильным валиком 50 в соответствии с изобретением и опорным валиком 46, предпочтительно изготовленным из каучука. Для улучшения видимости тисненых углублений, образуемых в зазоре между опорным валиком 46 и тиснильным валиком 50, может быть использовано устройство 52 для нанесения печатной краски, состоящее из резервуара 56 для печатной краски и валика 54 для нанесения печатной краски, который подает красочное вещество, подобное печатной краске или красителю, по направлению к стальному тиснильному валику 50 так, что изделие 42 окрашивается только в тех частях, в которых имеются тисненые точки. Устройство 52 для нанесения печатной краски может охватывать всю ширину полотна или может быть использовано только для нанесения краски на определенные, ограниченные части изделия. Например, существует возможность нанесения краски только на тисненые зоны, образованные тиснильными выступами, имеющими определенную высоту над базовой окружной периферийной поверхностью тиснильного валика 50, так, чтобы можно было легко установить различие между теми тиснеными зонами изделия, которые получили дополнительное окрашивание, и теми зонами, которые не окрашены.
Аналогичным образом, существует возможность использования нескольких устройств для нанесения краски вдоль продольного направления тиснильного валика 50, то есть в направлении, перпендикулярном к чертежу на фиг.4.
После выхода из тиснильного устройства 40 согласно фиг.4 получающееся в результате однослойное изделие 42 может подвергаться дополнительным технологическим операциям, подобным перфорированию в соответствии с элементом изобразительного мотива или тому подобным (не показано здесь).
Способ и устройство 60, подобные приведенным в качестве примера на фиг.5, аналогичны способу и устройству согласно фиг.4. Однако оно используется для многослойного полотна 62, которое подвергается тиснению вместе в зазоре между тиснильным валиком 50 и опорным валиком 46. За исключением, возможно, другого расположения каучукового/резинового опорного валика 46 и стального тиснильного валика 50 друг относительно друга для учета толщины многослойного изделия, тиснение изделия и последующее нанесение краски в устройстве 52 для нанесения краски посредством использования валика 54 для нанесения краски такие же, как разъясненные со ссылкой на фиг.4. Получающееся в результате изделие 64 впоследствии направляется в устройство 66 для механического скрепления слоев, в котором тиснение краев, подобное накатке, выполняется между накаточным валиком 70 и стальным валиком 68. Тем не менее, следует понимать, что нанесение краски представляет собой только возможный признак и что также могут быть использованы другие типы механического скрепления слоев.
Фиг.6 показывает еще один тип тиснильного устройства 80 и соответствующего технологического процесса. Многослойное изделие 82 образуется из одного или нескольких первых слоев 84 и одного или нескольких задних слоев 86. Первый слой или первые слои подвергаются тиснению между стальным тиснильным валиком 50 по изобретению и каучуковым/резиновым опорным валиком 46, в то время как задний слой или задние слои подвергаются предварительному тиснению в зазоре между валиком 90 для микротиснения и каучуковым/резиновым опорным валиком 88. После подвергания микротиснению задний слой или задние слои 86 соединяются с первым слоем или первыми слоями 84 посредством соединительного валика 92, который работает рядом со стальным тиснильным валиком 50. Для обеспечения скрепления слоев имеется устройство 94 для нанесения клея, состоящее из резервуара для соответствующего клея 96 и валика 98 для нанесения клея. Для улучшения видимости изделия клей, наносимый на валике 98 для нанесения, может быть цветным. Ламинирование первого слоя или первых слоев и заднего слоя или задних слоев осуществляется посредством стального тиснильного валика 50.
Для совмещения/синхронизации может быть использована технология, которая описана в документе WO2006/099881 и относится к нанесению в зоне тиснильной станции, по меньшей мере, одной метки на полотно материала, которая совмещена с рисунком тиснения. Данная метка распознается для управления перфорационным устройством с целью согласования линий перфорации с рисунком тиснения, так что линии перфорации образуются на непрерывном изделии через заданные расстояния в продольном направлении. Данная технология совмещения аналогичным образом может быть использована в процессах и устройствах, подобных описанным со ссылкой на фиг.4-7.
Фиг.7 показывает еще одно устройство 100 для изготовления многослойного волокнистого изделия по изобретению и схематически показывает основные части используемых устройства и способа. Получающееся в результате изделие 102 образуется из, по меньшей мере, одного первого слоя 104 и, по меньшей мере, одного заднего слоя 106, которые непрерывно перемещаются через устройство 100. По меньшей мере, один первый слой подвергается тиснению между стальным тиснильным валиком 50 по изобретению и каучуковым/резиновым опорным валиком 46. Тиснильный валик имеет тиснильные выступы 53 на его тиснильной поверхности 51. Имеются дополнительные тиснильные выступы 51, имеющие меньшую высоту над базовой окружной периферийной поверхностью 51, чем тиснильные выступы 53. После этапа тиснения показаны два устройства 108, 110 для нанесения красящих веществ. Это создает многоцветное тиснение. Тисненый и, возможно, окрашенный, по меньшей мере, один первый слой 104 соединяется с, по меньшей мере, одним задним слоем 106 в зазоре между соединительным валиком 92 и стальным тиснильным валиком 50. За соединительным валиком по ходу движения соединенное многослойное изделие может подвергаться дополнительной обработке, подобной образованию перфорационных отверстий или разрезов в соответствии с элементом изобразительного мотива или операциям дополнительного окрашивания (не показанным в настоящем описании).
При использовании тиснильного валика, подобного описанному выше, становится возможным совершенно новый зрительно воспринимаемый внешний вид получающегося в результате изделия. Независимо от того, является ли тисненое волокнистое изделие однослойным или многослойным изделием, тиснение состоит из множества точек, которые вместе образуют рисунок.
Форма тисненых точек предпочтительно является круглой. Однако также возможны эллиптические, квадратные, прямоугольные тисненые точки. Помимо этого и как показано на фиг.3с, могут быть использованы линии. Возможна даже комбинация точек с разными формами и высотами и линий, так что форма тисненых точек также может быть использована для отображения определенных цветов. Например, существует возможность использования малых круглых точек для светлых цветов и квадратных точек для интенсивных цветов.
Реферат
Волокнистое изделие (10, 20, 20b, 30) из санитарно-гигиенической бумаги, из нетканого материала или их гибрид имеет, по меньшей мере, один первый слой (42; 62; 84; 104) с рисунком, содержащим тисненые углубления, начинающиеся от базовой плоскости слоя; при этом рисунок тиснения имеет минимальную зону поверхности с размером изобразительного мотива, но меньшей мере, 3 см × 3 см. Рисунок содержит большое количество тисненых углублений, которые выполнены с размерами и/или с расположением, чтобы образовать элемент изобразительного мотива, охватывающий зону поверхности с изобразительным мотивом, в результате чего образуется амплитудно-модулированный или частотно-модулированный растр или их гибрид. Некоторые из тисненых углублений выполнены с такими размерами и/или расположены таким образом, что минимальные расстояния между парами последовательно расположенных тисненых углублений изменяются. Изобретение также относится к способу изготовления подобного волокнистого изделия. 2 н. и 18 з.п. ф-лы, 10 ил.
Формула
- по меньшей мере, одним первым слоем (42; 62; 84; 104) с, по меньшей мере, одним рисунком тиснения, содержащим тисненые углубления, начинающиеся от базовой плоскости слоя;
- при этом рисунок тиснения отличается следующими признаками:
- рисунок тиснения имеет минимальную зону поверхности с изобразительным мотивом, по меньшей мере, 3 см × 3 см;
- рисунок тиснения содержит большое количество тисненых углублений, которые выполнены с такими размерами и/или расположены так, чтобы образовать когерентный растрированный элемент изобразительного мотива, охватывающий зону поверхности с изобразительным мотивом, в результате чего образуется амплитудно-модулированный растр или частотно-модулированный растр, или их гибрид, при этом
- по меньшей мере, некоторые из тисненых углублений выполнены с такими размерами и/или расположены таким образом, что минимальные расстояния между парами последовательно расположенных тисненых углублений изменяются.
- которые имеют форму поперечного сечения, которая является, по существу, круглой, или, по существу, эллиптической, или, по существу, квадратной; и
- которые расположены регулярно и образуют регулярный растр, но с изменяющимися высотами и/или размерами отдельных точек, или которые расположены случайным образом и имеют одинаковые размеры.
(а) направление однослойного первого слоя или многослойного первого слоя в зазор между тиснильным валиком и опорным валиком, при этом тиснильный валик имеет такие тиснильные выступы (53), что они образуют, по меньшей мере, один рисунок с зоной базовой поверхности, по меньшей мере, 3 см × 3 см, при этом в пределах, по меньшей мере, одного из рисунков имеется большое число тиснильных выступов (53), которые выполнены с такими размерами и/или расположены так, что они представляют когерентный растрированный элемент изобразительного мотива, охватывающий зону указанной базовой поверхности, в результате чего образуется амплитудно-модулированный растр, или частотно-модулированный растр, или их гибрид; и при этом, по меньшей мере, некоторые из тиснильных выступов (53) выполнены с такими размерами и/или расположены так, что последовательные минимальные расстояния между противоположными боковыми поверхностями пар тиснильных выступов, расположенных последовательно, постепенно изменяются.
b) подачу красящего вещества, предпочтительно печатной краски или цветного клея, по направлению к тиснильным выступам тиснильного валика.
(c) соединение первого слоя или первых слоев и указанного, по меньшей мере, одного заднего слоя в зазоре между тиснильным валиком и соединительным валиком; и предпочтительно дополнительно включающий этап
(d) тиснения указанного, по меньшей мере, одного заднего слоя в зазоре между вторым тиснильным валиком и вторым опорным валиком.
(e) нанесения клея на тисненые выступы первого слоя или первых слоев перед выполнением этапа (с) способа, при этом клей предпочтительно окрашивают.
(с1) механическое скрепление, по меньшей мере, некоторых из слоев предпочтительно посредством тиснения краев или накатывания.
(с2) соединения первого слоя или первых слоев и указанного, по меньшей мере, одного заднего слоя между тиснильным валиком и вторым тиснильным валиком предпочтительно в поэлементном режиме.
(b1) нанесения разных красящих веществ для задания границ частей первого слоя или первых слоев предпочтительно на сторону, которая направлена к указанному, по меньшей мере, одному заднему слою в готовом изделии.
Комментарии