Способ и установка для изготовления бумаги с водяными знаками - RU2694288C2
Код документа: RU2694288C2
Чертежи
Описание
Настоящее изобретение относится к способу и установке для изготовления бумаги с водяными знаками.
Известны элементы в бумаге с водяными знаками, которые связаны с голографическими полосами и полосами, нанесенными методом трафаретной печати, которые имеют определенную толщину.
Такие полосы, при их нанесении на бумагу, создают локальные участки большей толщины на каждом листе, так что стопки бумаги не являются идеально ровными, а наоборот довольно волнистыми.
Задачей настоящего изобретения является обеспечение способа и установки для изготовления бумаги с водяными знаками, способствующих решению вышеуказанной проблемы.
С этой целью, важной задачей настоящего изобретения является предложение способа и установки для изготовления бумаги с водяными знаками, которые выполнены с возможностью нанесения голографических полос и полос, нанесенных методом трафаретной печати, без увеличения в результате толщины стопок.
Данная цель и эти и прочие задачи, которые станут понятны из нижеприведенного описания, достигаются при помощи способа и установки для изготовления бумаги с водяными знаками в соответствии с настоящим изобретением.
Дополнительные признаки и преимущества изобретения станут понятны из описания нескольких предпочтительных, но не исключительных воплощений способа и установки для изготовления бумаги с водяными знаками в соответствии с настоящим изобретением, которые проиллюстрированы в виде не ограничивающих примеров на прилагаемых чертежах, на которых:
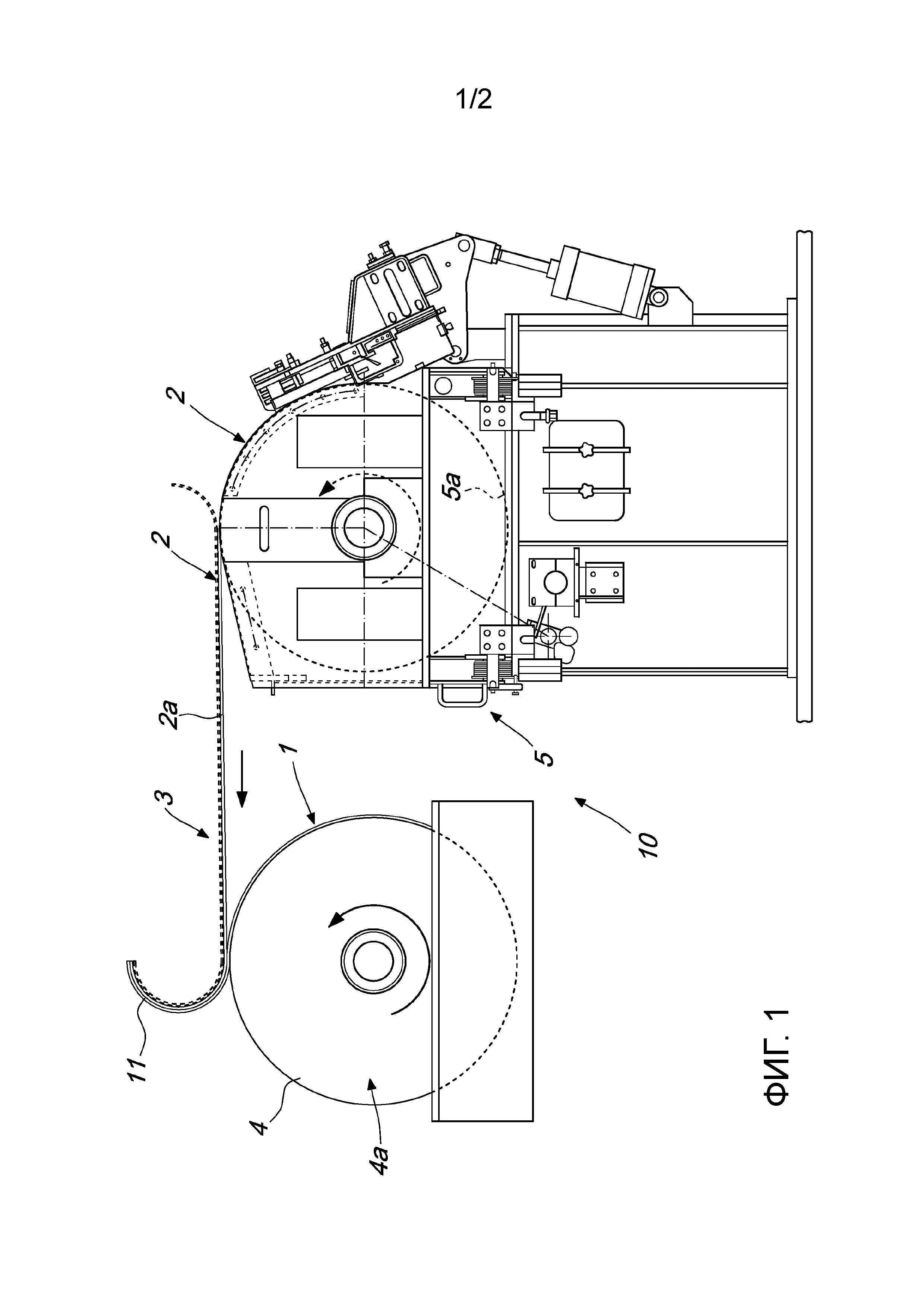
Фигура 1 изображает вертикальную боковую проекцию установки в соответствии с изобретением;
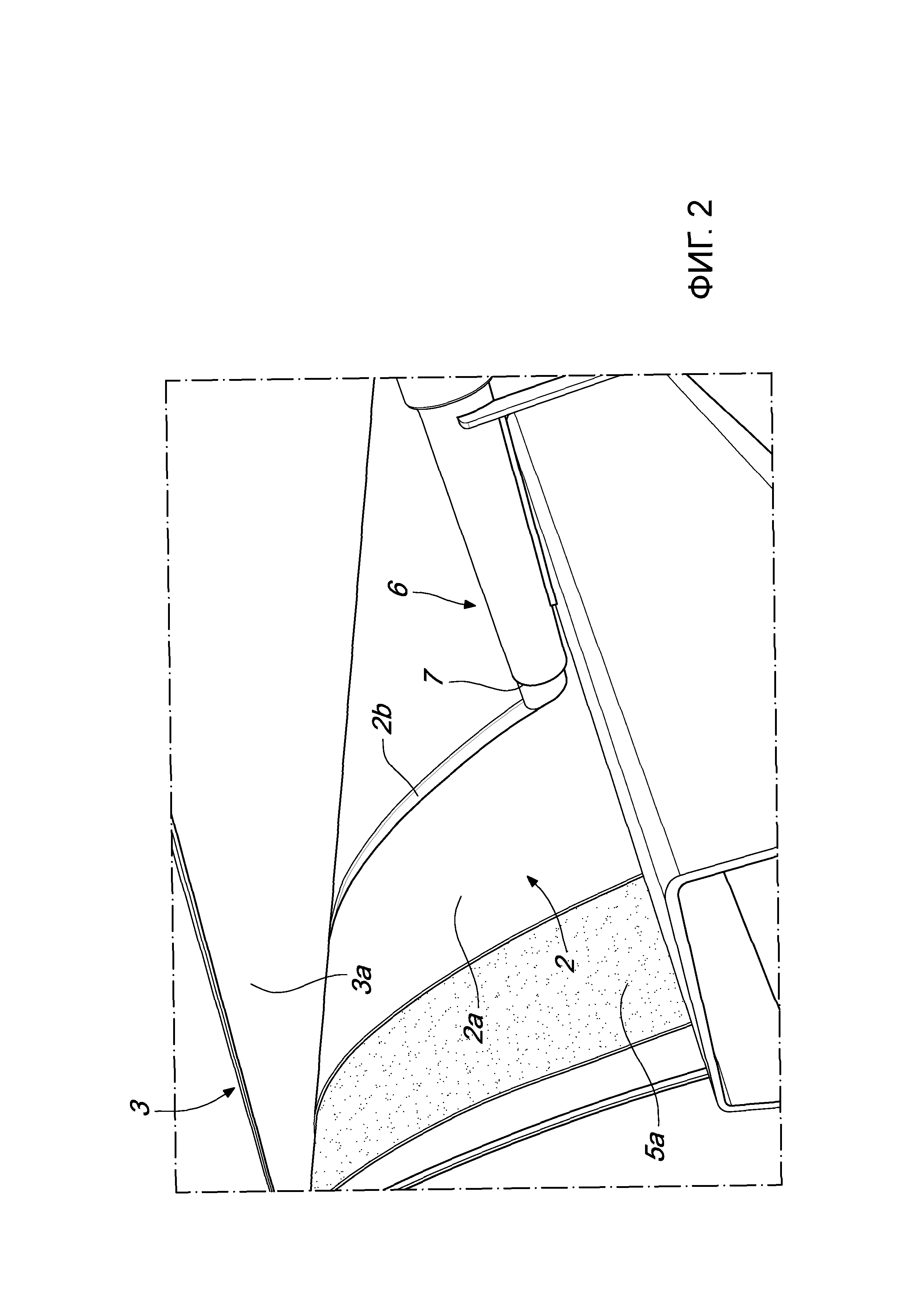
Фигура 2 изображает вид в перспективе всасывающих приспособлений.
В показанных воплощениях, отдельные признаки, показанные в отношении отдельных примеров, могут в действительности быть взаимозаменяемыми с другими, отличающимися признаками, присутствующими в других воплощениях.
Настоящее изобретение относится к способу изготовления бумаги с водяными знаками, содержащему:
- этап формирования первой волокнистой панели 1, содержащей, по меньшей мере, один водяной знак;
- этап формирования второй, тонкой волокнистой панели 2;
- этап удаления, путем всасывания, по меньшей мере, одного участка второй, тонкой волокнистой панели 2, для создания локального уменьшения толщины первой поверхности 2а второй, тонкой волокнистой панели 2, так, чтобы обеспечить, по меньшей мере, одно вмещающее гнездо 2b, предназначенное для вмещения защитного элемента;
- этап соединения первой волокнистой панели 1 и поверхности второй, тонкой волокнистой панели 2, которая располагается напротив первой поверхности 2а.
Предпочтительно, способ в соответствии с настоящим изобретением содержит, между этапом формирования второй, тонкой волокнистой панели 2 и этапом соединения первой волокнистой панели 1 и поверхности второй, тонкой волокнистой панели 2, которая располагается напротив первой поверхности, этап временного соединения первой поверхности 2а второй, тонкой волокнистой панели 2 с соединительной поверхностью 3а элемента 3 в форме ленты.
Удобным образом, элемент 3 в форме ленты содержит микропористую основу (лист), который соединен, на противоположной стороне относительно соединительной поверхности 3а, с всасывающим элементом, предназначенным для обеспечения временного приклеивания первой поверхности 2а второй, тонкой волокнистой панели 2, к соединительной поверхности 3а элемента в форме ленты.
Удобным образом, этап формирования первой волокнистой панели 1 осуществляется путем формирования сетки 4.
Со ссылкой на тип установки 1, схематично представленный на Фигуре 1, формовочная сетка 4 выполнена на боковой поверхности формовочного барабана 4а, который имеет нижний формовочный участок, расположенный внутри формовочного бака, содержащего бумажную массу, и верхний формовочный участок для формирования первой волокнистой панели 1.
Более подробно, этап формирования второй волокнистой панели 2 осуществляется при помощи так называемого формера 5.
Такой формер 5 может иметь закрытый элемент 5а, образующий поверхности для отложения бумажной массы.
Вдоль его протяженности, и, в частности, дальше по ходу перемещения относительно направления продвижения от участка, где откладывается бумажная масса, расположены всасывающие приспособления 6, выполненные с возможностью осуществления этапа удаления, путем всасывания, по меньшей мере, одного участка второй, тонкой волокнистой панели 2 так, чтобы создавать локальное уменьшение толщины.
Оказалось особо преимущественным, если первая волокнистая панели 1 имеет тот же состав, что и вторая, тонкая волокнистая панель 2.
По этой причине рекомендуется использовать один тип бумажной массы для подачи как на формовочную сетку 4, так и на формер 5.
Предпочтительно, этап всасывания обеспечивается с помощью всасывающий приспособлений 6, содержащих всасывающую головку 7.
Удобным образом, способ содержит этап соединения, по меньшей мере, одного защитного элемента 2а с вмещающим гнездом 2b. Этот этап может, при желании, также быть осуществлен после изготовления рулона бумаги.
Предпочтительно, защитный элемент имеет высоту, которая по существу соответствует величине высоты вмещающего гнезда 2b.
В виде примера, защитный элемент содержит голографическую полосу, полосу, выполненную методом трафаретной печати, и тому подобное.
Предпочтительно, микропористая основа (лист) выполнена по существу из пластика.
В соответствии с первым объектом, настоящее изобретение относится к установке 10 для изготовления бумаги 11 с водяными знаками.
Установка 10 содержит формовочную сетку 4 для обеспечения первой волокнистой панели 1, которая имеет, по меньшей мере, один водяной знак, и формер 5 для обеспечения второй, тонкой волокнистой панели 2.
Установка 10 в соответствии с изобретением содержит приспособления для удаления, с помощью всасывающих приспособлений 6, по меньшей мере, одного участка второй, тонкой волокнистой панели 2 для того чтобы создать локальное уменьшение толщины первой поверхности 2а второй, тонкой волокнистой панели 2, так, чтобы обеспечить, по меньшей мере, одно вмещающее гнездо 2b, предназначенное для вмещения защитного элемента.
Установка 10 дополнительно содержит приспособления для соединения между первой волокнистой панелью 1 и поверхностью второй, тонкой волокнистой панели 2, которая располагается напротив первой поверхности 2а.
Предпочтительно, установка 10 содержит элемент 3 в форме ленты, который образует соединительную поверхность 3а.
В частности, обеспечиваются приспособления для временного соединения первой поверхности 2а второй, тонкой волокнистой панели 2 с соединительной поверхностью 3а.
Предпочтительно, элемент 3 в форме ленты содержит микропористую основу, которая соединена, на противоположной стороне относительно соединительной поверхности 3а, с всасывающим элементом (не показан на чертежах), который предназначается для обеспечения временного приклеивания первой поверхности 2а второй, тонкой волокнистой панели 2 к соединительной поверхности 3а элемента 3 в форме ленты.
В виде примера, всасывающие приспособления 6 содержат, по меньшей мере, одну всасывающую головку 7.
Всасывающая головка или головки 7 могут, предпочтительно, перемещаться относительно опоры для того, чтобы обеспечить возможность выполнения вмещающих гнезд 2b в разных положениях.
Предпочтительно, перемещение всасывающей головки или головок 7 относительно соответствующей опоры требует использования, по меньшей мере, одного поперечного компонента относительно направления перемещения второй, тонкой волокнистой панели 2.
Предложенное изобретение может быть подвержено различным модификациям и изменениям, все из которых лежат в пределах прилагаемой формулы изобретения.
На практике оказалось, что во всех воплощениях изобретение достигает назначенной цели и задач.
Размеры, используемые материалы и пропорции могут быть любыми, в зависимости от требований.
Более того, все элементы могут быть заменены другими, технически эквивалентными элементами.
Описание Итальянской Патентной Заявки №VR2014A000282, приоритета которой испрашивает настоящая заявка, включено сюда посредством ссылки.
В случае, когда за техническим признаком, упомянутом в любом из пунктов формулы изобретения, следует ссылочная позиция, эти ссылочные позиции были включены только в целях повышения ясности формулы изобретения, и, соответственно, эти ссылочные позиции не имеют какого-либо ограничивающего влияния на интерпретацию каждого элемента, обозначенного в виде примера такими ссылочными позициями.
Реферат
Способ изготовления бумаги с водяными знаками, содержащий: этап формирования первой волокнистой панели, которая содержит по меньшей мере один водяной знак; этап формирования второй тонкой волокнистой панели; этап удаления путем всасывания по меньшей мере участка второй тонкой волокнистой панели для создания локального уменьшения толщины на первой поверхности второй тонкой волокнистой панели, с тем чтобы обеспечить по меньшей мере одно вмещающее гнездо, предназначенное для вмещения защитного элемента; этап соединения первой волокнистой панели и поверхности второй тонкой волокнистой панели, которая располагается напротив первой поверхности. 2 н. и 13 з.п. ф-лы, 2 ил.
Комментарии