Многоярусное веревочное захватно-направляющее приспособление для установки тканевого полотнища в бумагоделательной машине - RU2321697C2
Код документа: RU2321697C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к бумажному производству. В частности, настоящее изобретение касается захватно-направляющего приспособления, которое крепится к концевой направляющей насадке сшиваемого бумагоделательного тканевого полотнища и предназначается для протягивания этого полотнища при заправке его в бумагоделательную машину.
Описание известного уровня техники
В процессе бумажного производства осуществляется формирование полотна из целлюлозного волокна посредством отложения суспензии волокнистой массы, то есть, иными словами, водяной взвеси целлюлозного волокна, на движущемся формировочном тканевом полотнище внутри формовочной секции бумагоделательной машины. При этом сквозь формировочное тканевое полотнище стекает в больших количествах вода, отделяющаяся от суспензии, а на формировочном тканевом полотнище остается лежать полотно, образовавшееся из целлюлозного волокна.
Только что сформированное полотно из целлюлозного волокна сразу же направляется из формовочной секции в прессовочную секцию, внутри которой имеется целый ряд обжимных валков. Полотно, образовавшееся из целлюлозного волокна, пропускается здесь последовательно сквозь зазоры между расположенными попарно обжимными валками, находясь при этом на прессовочном тканевом полотнище, либо - как это часто бывает - между двумя такими прессовочными тканевыми полотнищами. В каждом таком зазоре между обжимными валками это полотно, образовавшееся из целлюлозного волокна, подвергается воздействию сжимающих сил, которые стремятся отжать из него воду, и под воздействием которых целлюлозные волокна плотно сцепляются друг с другом внутри полотна, в результате чего и происходит превращение этого полотна, состоящего из целлюлозных волокон, в бумажный лист. Отжатая вода впитывается прессовочным тканевым полотнищем или же полотнищами и, в идеальном случае, не возвращается обратно внутрь бумажного листа.
Бумажный лист поступает, в конечном итоге, в сушильную секцию, в которой имеется, по меньшей мере, один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри обогреваются паром. Вновь сформированный бумажный лист направляется здесь по извилистой траектории, проходя при этом последовательно вокруг каждого из барабанов, установленных в ряд, к которым он плотно прижимается при помощи сушильного тканевого полотнища, удерживающего этот бумажный лист на поверхности барабанов. Нагретые барабаны обеспечивают уменьшение содержания воды в бумажном листе до желаемого уровня за счет ее испарения.
Следует понимать, что всем формировочным, прессовочным и сушильным тканевым полотнищам придается внутри бумагоделательной машины форма бесконечных лент, а функционируют они так же, как и известные конвейеры. Кроме того, следует также понимать, что бумажное производство представляет собой непрерывный технологический процесс, который протекает с весьма значительными скоростями. То есть, иными словами, внутри формовочной секции происходит непрерывное отложение суспензии волокнистой массы на формировочном тканевом полотнище, тогда как на выходе из сушильной секции осуществляется непрерывное наматывание только что изготовленного бумажного листа в рулоны.
Из вышесказанного следует, что формировочные тканевые полотнища предназначены для формирования изготавливаемой бумажной продукции и транспортировки ее в прессовочную секцию. Однако формировочные тканевые полотнища призваны, в силу необходимости, содействовать также удалению воды и формированию листа. То есть, иными словами, формировочные тканевые полотнища должны быть рассчитаны на то, чтобы обеспечивать возможность пропускания сквозь них воды (т.е., чтобы с их помощью контролировалась интенсивность обезвоживания массы) и предотвращать в то же самое время прохождение волокнистых и иных твердых включений сквозь них вместе с водой. Если обезвоживание массы происходит слишком быстро или же, наоборот, протекает слишком медленно, то от этого страдает качество получаемой бумаги и снижается производительность бумагоделательной машины. Для обеспечения контролируемого обезвоживания массы нужно правильно рассчитать свободное пространство, имеющееся внутри формировочного тканевого полотнища, используемое для приема отводимой воды и обычное называемое объемом пустот.
Прессовочные тканевые полотнища также принимают участие в процессе окончательной отделки поверхности бумажного листа. То есть, иными словами, прессовочные тканевые полотнища должны быть выполнены таким образом, чтобы они имели гладкую поверхность, а структура их обладала равномерными упругими свойствами, благодаря чему в процессе пропускания бумаги сквозь зазор между обжимными валками она приобретала бы гладкую поверхность без каких-либо заметных наружных дефектов. Прессовочные тканевые полотнища вбирают в себя в больших количествах воду, удаляемую из мокрой бумаги во время прохождения ее сквозь зазор между обжимными валками. Следовательно, такой показатель, как объем пустот, имеет важное значение также и для прессовочных тканевых полотнищ, которые используются в данном случае как еще один из способов отвода удаляемой воды. Кроме того, прессовочное тканевое полотнище должно также сохранять достаточно высокую водопроницаемость в течение всего срока своей эксплуатации. И, наконец, прессовочные тканевые полотнища должны также обладать способностью препятствовать возврату назад воды, отбираемой от мокрой бумаги, и не допускать повторного смачивания бумаги после выхода ее из зазора между обжимными валками.
Плетеные тканевые полотнища могут приобретать множество самых разнообразных форм. Например, они могут быть сразу же выполнены в виде бесконечных полотнищ уже в процессе ткачества, либо они могут ткаться плоскими, а затем им может быть придана бесконечная форма посредством наложения соответствующего шва. В типичных случаях, плетеные тканевые полотнища выполняются в виде бесконечных лент, либо они выполняются в таком виде, чтобы обеспечивалась возможность получения из них в дальнейшем бесконечных форм посредством наложения соответствующего шва, причем все эти бесконечные тканевые полотнища должны иметь определенную длину при замере ее в продольном направлении в пределах всей их протяженности, а также определенную ширину при измерении полной величины данного размера в поперечном направлении. Поскольку существующие бумагоделательные машины имеют самую разнообразную конструкцию, изготовителям оснастки из тканевых изделий для бумагоделательных машин требуется обеспечить производство тканевых полотнищ и других элементов оснащения бумагоделательных машин тканевыми изделиями в точном соответствии с размерами, указываемыми заказчиками с тем, чтобы каждое такое изделие могло быть установлено на своем месте в той или иной бумагоделательной машине. Совершенно очевидно, что это требование в значительной мере затрудняет налаживание поточного технологического процесса при производстве таких изделий, поскольку в типичных случаях каждое такое тканевое полотнище должно изготавливаться на заказ.
Тканевые полотнища, применяемые в современных бумагоделательных машинах, могут иметь ширину в пределах от 5 до более 33 футов (от 1,524 м до 10,06 м), длину в пределах от 40 до более 400 футов (от 12,2 м до 122 м) и обладать весом приблизительно от 100 до 3000 фунтов (от 4,54 кг до 1362 кг). Все эти тканевые полотнища со временем изнашиваются и требуют замены. Зачастую замена тканевых полотнищ связана с необходимостью вывода машины из эксплуатации с последующим изъятием из нее изношенного тканевого полотнища, проведением соответствующих подготовительных работ перед установкой на ее место нового тканевого полотнища и непосредственной установкой вместо нее нового тканевого полотнища. Хотя многие тканевые полотнища для этих целей и выпускаются в настоящее время в виде бесконечных тканевых полотнищ, тем не менее, примерно половина от всего количества тканевых полотнищ, устанавливаемых в прессовочных секциях бумагоделательных машин в наши дни, все еще продолжают относиться к такому типу, для которого требуется проводить сшивание швом уже после установки полотнища в машине. Некоторые виды технологических лент для целлюлозно-бумажной промышленности (ТЛЦБП), к примеру, некоторые из транспортерных лент, известных под маркой Transbelt®, выпускаются в таком виде, чтобы обеспечивалась возможность сшивания их швом уже непосредственно в машине. Установка такой тканой ленты в машину предусматривает выполнение операций протягивания этой ленты при заправке ее в машину и соединения концов тканой ленты друг с другом таким образом, чтобы при этом образовалась бесконечная лента. Почти все сушильные тканевые полотнища, которые применяются в настоящее время, имеют соединительный шов того или иного типа.
Важной особенностью, которую следует учитывать при заправке тканевого объекта в бумагоделательную машину, является необходимость обеспечить равномерное натяжение по всей ширине ткани. Если не будет обеспечено равномерного натяжения, и какой-нибудь участок тканевого полотнища натянется больше, чем другой, то тогда ткань может начать пузыриться или волнообразно вздуваться по ширине тканого полотнища.
Другой особенностью, которую следует принимать во внимание при проведении операции заправки тканевого объекта в бумагоделательную машину, является необходимость не допустить повреждения шва, накладываемого на заправленный тканевый объект. Для того чтобы полностью избежать возможности повреждения шва во время установки тканевого полотнища или же свести эту возможность до минимума, нужно постараться не допустить неравномерного натяжения самого соединительного шва, а также непосредственного воздействия на него какой-либо весовой нагрузки и давления.
Широкое распространение получила в последнее время практика крепления застежек типа «молния» и концевых заправочных насадок типа Velcro к тканевым полотнищам при помощи проволочных скоб, посредством пришивания и (или) с применением клеящих материалов. Однако, поскольку все эти способы крепления могут привести к повреждению поверхности ткани, предпочтительно было бы применять такие способы крепления, которые не приводят к повреждению ткани полотнища.
Еще одной особенностью, которую следует учитывать при заправке тканевого полотнища, и в частности - полотнищ, имеющих очень большую длину, является необходимость обеспечить правильное выравнивание соответствующего тканевого объекта с тем, чтобы ткань была ориентирована точно в направлении движения полотнища внутри машины (MD), не совершая при этом каких-либо колебаний и не отклоняясь от траектории своего движения внутри машины в ту или иную сторону. Если тканевое полотнище будет выровнено неправильно или же не будет точно следовать заданной траектории своего движения, оно может в процессе работы задеть за опорную раму бумагоделательной машины, что неизбежно приведет к повреждению ткани.
Для тканевых полотнищ и лент с соединительными швами, при помощи которых их концы могут быть соединены друг с другом уже после заправки таких полотнищ и лент в бумагоделательную машину, опробованы были различные типы концевых заправочных насадок, предназначенных для того, чтобы облегчить проведение операции установки указанных тканевых изделий в машине. Во избежание потенциальной возможности повреждения данного тканевого объекта и самой машины, как при проведении операции установки, так и во время последующей эксплуатации машины, либо в целях сведения такой возможности до минимума, концевая заправочная насадка должна быть выполнена таким образом, чтобы обеспечивалось равномерное натяжение ткани по всей ширине заправляемого в машину соответствующего тканевого объекта. Предпринято было несколько разных попыток разработать концевые заправочные насадки такого типа.
В описаниях изобретения к патентам США №№5306393 и 5429719, которые оба выданы на имя Райна (Rhyne), раскрываются устройство и способ, предназначенные для установки соответствующего тканевого объекта в бумагоделательной машине. Предложенный способ основан на использовании самоустанавливающегося захватно-направляющего приспособления, которое предназначается для заправки тканевого полотнища и имеет переднюю кромку и некоторое множество кольцевых вставок, размещенных с промежутком друг относительно друга в непосредственной близости от передней кромки, при помощи которых осуществляется крепление соответствующего множества веревок, и предусматривает проведение следующих операций: крепление тягового троса, продеваемого сквозь заправочное захватно-направляющее приспособление и соответствующее линейное приемное устройство; создание тянущей силы на тяговом тросе; и автоматическая подрегулировка тягового троса, осуществляемая благодаря соответствующему воздействию на него заправочного захватно-направляющего приспособления с целью добиться равномерного натяжения ткани по всей ее ширине.
Некоторые концевые направляющие насадки имеют квадратную или же прямоугольную форму, причем последние могут располагаться таким образом, чтобы их более длинная сторона соответствовала либо направлению движения полотнища внутри машины (MD), либо поперечному направлению (CD) относительно того, в котором движется полотнище внутри машины. К концевой направляющей насадке крепится некоторое множество веревок или же ремней, которые размещаются с равными промежутками друг относительно друга по ширине концевой направляющей насадки. Концевую направляющую насадку вместе с бумагоделательным тканевым полотнищем или лентой, которые крепятся к этой насадке, затем протягивают по всему пути прохождения тканевого полотнища внутри машины. После этого совмещают концы бумагоделательного тканевого полотнища или ленты друг с другом и соединяют между собой при помощи шва, в результате чего такое тканевое полотнище приобретает бесконечную форму. Концевую направляющую насадку отсоединяют, после чего тканевое полотнище уже готово к работе. Однако многочисленные веревки или ремни могут зацепиться за те или иные элементы стационарного оборудования во время протягивания тканевого полотнища по пути его прохождения, в результате чего установка его на место становится весьма трудновыполнимой и трудоемкой операцией, при проведении которой возможен разрыв или повреждение ткани полотнища.
Кроме того, в данной отрасли промышленности применяются в настоящее время также и такие концевые заправочные насадки, которые имеют форму равнобедренного треугольника со срезанной вершиной, в результате чего образуется трапециевидная форма. В типичных случаях, концевые заправочные насадки изготавливаются из тканого материала, но применяемый для их изготовления материал может быть также и не тканым. В основании концевой заправочной насадки имеется застежка типа «молния», которая предназначается для крепления концевой заправочной насадки к соответствующему концу тканевого полотнища, устанавливаемого в бумагоделательной машине. Данная конструкция является предпочтительной, потому что при этом для протягивания тканевого полотнища внутри машины используется всего лишь только один трос, крепящийся вблизи от вершины такой насадки. Когда треугольник для такой насадки вырезают из тканого материала, одну из систем нитей пряжи в ткацком переплетении этого материала располагают долевой нитью вдоль прямой линии, идущей от основания треугольника к его вершине, тогда как другая система нитей пряжи располагается под углом в 90 градусов по отношению к первой системе нитей.
На фиг.1 в виде сверху показана концевая заправочная насадка 10, известная в данной области техники. Эта концевая заправочная насадка 10 имеет форму равнобедренного треугольника и изготовлена из тканого материала. В основании 12 указанной концевой заправочной насадки 10 имеется одна половина застежки типа «молния», которая располагается вдоль кромки основания 12 и используется для крепления концевой заправочной насадки 10 к соответствующему концу тканевого полотнища или ленты, подготовленной к установке в бумагоделательной машине, на котором крепится вторая половина этой застежки типа «молния». Персонал бумажной фабрики может осуществить подсоединение троса к насадке, в которой недалеко от ее вершины с этой целью предусматривается наличие отверстия 14, после чего производится протягивание тканевого полотнища через бумагоделательную машину. В том случае, когда треугольник для такой насадки вырезают из тканого материала, одну из систем нитей пряжи в ткацком переплетении этого материала располагают долевой нитью вдоль прямой линии, идущей от основания треугольника к его вершине, а другая система нитей пряжи располагается под углом в 90 градусов по отношению к первой системе нитей. Во время протягивания троса, как показано на фиг.1a, происходит неравномерное распределение прикладываемого к тросу усилия по ширине концевой заправочной насадки, а также и присоединенного к ней тканевого полотнища 16, в результате чего происходит стягивание ткани соответствующего тканевого изделия по его бокам 18.
Для того чтобы обеспечить более равномерное распределение веса и (или) силы натяжения по ширине ткани, в основание концевой заправочной насадки могут быть вставлены стальные стержни, проходящие на всю ее ширину. Однако такие стержни получаются обычно слишком тяжелыми и толстыми, что в отдельных случаях может в значительной мере затруднить прохождение их сквозь зазор, образованный между двумя обжимными валками, либо между колодкой и противолежащим ей валком.
При применении концевой заправочной насадки такого типа, даже в том случае, когда вблизи от вершины его треугольника или малой верхней грани его трапеции устанавливается усиливающий стальной стержень на ширину в 4 фута (1,22 м) (проходящий в поперечном направлении, или (CD), относительно того направления, в котором движется полотнище внутри машины), все же может продолжать наблюдаться неравномерное распределение прикладываемого к тяговому тросу тянущего усилия, как по ширине самой концевой заправочной насадки, так и по ширине прикрепленного к ней тканевого изделия. Когда в вершине такой концевой заправочной насадки прикладывается тянущее усилие, большая часть этого усилия приходится на средний участок насадки, имеющий ширину четыре фута (1,22 м). В результате этого обычно происходит стягивание ткани полотнища по его центру, что в значительной мере затрудняет последующее наложение на полотнище соответствующего соединительного шва, а зачастую наблюдается также и провисание ткани на участках 18 и 20 по краям тканевого полотнища или ленты 16 и концевой заправочной насадки 10 во время протягивания их внутри бумагоделательной машины.
Недостаток концевой заправочной насадки такого типа заключается в том, что нагрузка всегда будет концентрироваться на ее центральном участке. Это приводит к тому, что центральная часть как самой концевой заправочной насадки, так и подсоединенного к ней тканевого полотнища будет как бы опережать кромочные их части, в результате чего при протягивании тканевого полотнища через бумагоделательную машину на центральных его участках будет возникать такой дефект, как волнистость ткани, что в значительной мере осложняет в последующем наложение соединительного шва, а также затрудняет строгое выдерживание направления, соответствующего пути движения тканевого полотнища внутри машины, при его установке. Это зачастую приводит к провисанию ткани по краям тканевого полотнища во время протягивания полотнища по пути движения его внутри бумагоделательной машины. Провисание краев ткани, либо стягивание ткани или ее волнистость (т.е., всякое отклонение от сравнительно плоского профиля тканевого полотнища) - любой из этих дефектов может привести к тому, что тканевое полотнище начнет задевать за отдельные элементы стационарного оборудования, либо к затрудненному прохождению полотнища сквозь зазор, образованный между двумя обжимными валками. Всякие попытки как-то подправить обвисшие края концевой заправочной насадки или кромки тканевого полотнища, вставляя туда тросы, обычно заканчиваются закручиванием краев и кромок и образованием на них складок, что также весьма нежелательно.
Несмотря на то, что все рассмотренные здесь выше известные типы различных способов и устройств, предназначенных для установки тканевого полотнища или ленты в бумагоделательной машине с последующим наложением на них соединительного шва, имеют определенные достоинства, тем не менее, они страдают также и соответствующими недостатками, отмеченными в приведенном здесь выше описании.
Краткое описание изобретения
Настоящее изобретение представляет собой приспособление, предназначенное для того, чтобы облегчить заправку тканевых полотнищ в бумагоделательные машины. Данное приспособление обеспечивает возможность решения проблемы, связанной с обеспечением равномерного распределения нагрузки по ширине тканевого полотнища и соответствующего выравнивания тканевого полотнища без повреждения при этом той зоны тканевого полотнища, где затем предстоит нанести соединительный шов.
Таким образом, основной задачей настоящего изобретения является преодоление недостатков, которыми страдают рассмотренные здесь выше известные приспособления.
Другая задача настоящего изобретения заключается в том, чтобы создать такое приспособление и разработать такой способ, которые предназначены были бы для установки тканевого полотнища в бумагоделательной машине, позволяя при этом обеспечить равномерное распределение нагрузки на ткань полотнища, что упростило бы проведение операций установки полотнища и наложения на него соединительного шва.
Соответственно, настоящее изобретение представляет собой многоярусное захватно-направляющее приспособление, предназначенное для заправки тканевого полотнища в бумагоделательную машину и установки его в ней на место. Предложенное захватно-направляющее приспособление для заправки полотнища имеет первую часть с жестким опорным элементом, который крепится к соответствующему концу тканевого полотнища в поперечном направлении относительно того направления, в котором оно будет потом двигаться внутри бумагоделательной машины, и имеет некоторое множество отверстий, размещенных с промежутками по ширине этого элемента. Первый ярус образован веревкой, пропущенной последовательно сквозь указанные отверстия с образованием при этом самовыравнивающихся петель. Вторая веревка пропущена последовательно сквозь указанные петли первого яруса таким образом, чтобы при этом образовались соответствующие самовыравнивающиеся петли второго яруса. Предусматривается также наличие соответствующего тягового кольца, на которое собираются петли второго яруса, и которое предназначается для протягивания тканевого полотнища через бумагоделательную машину.
Другие отличительные особенности настоящего изобретения заключаются в том, что тяговое кольцо может иметь дельтаобразную форму. Кроме того, первая часть может быть выполнена из плетеного тканого материала. Предпочтительно также, чтобы ширина первой части была соизмерима с шириной устанавливаемого тканевого полотнища в поперечном направлении относительно того направления, в котором оно будет потом двигаться внутри бумагоделательной машины. Кроме того, предпочтительно было бы также, чтобы отверстия были оформлены в виде соответствующих кольцевых вставок, а жесткий опорный элемент был выполнен в виде металлического стержня, вставляемого в первую часть в поперечном направлении. Крепление первой части к устанавливаемому тканевому полотнищу может быть осуществлено с помощью застежки типа «молния», посредством наложения строченого/шпилечного шва, при помощи рядка распущенного переплетения, либо с применением какого-нибудь иного способа наложения соединительного шва.
Другой вариант осуществления настоящего изобретения представляет собой многоярусное захватно-направляющее приспособление, предназначенное для заправки тканевого полотнища в бумагоделательную машину, которое аналогично, по своей конструкции, многоярусному захватно-направляющему приспособлению, выполненному в соответствии с рассмотренным здесь выше предпочтительным вариантом осуществления настоящего изобретения, но при этом дополнительно содержит стягивающий ярус, состоящий из некоторого множества веревочных стяжек, которые с обеспечением при этом возможности скольжения связывают самовыравнивающиеся петли первого яруса соответственно с самовыравнивающимися петлями второго яруса.
Краткое описание чертежей
Для обеспечения более полного понимания существа и объема настоящего изобретения ниже приводится подробное описание изобретения, которое ведется со ссылками на прилагаемые чертежи, на которых:
фиг.1 - вид сверху на концевую заправочную насадку, известную из существующего уровня техники;
фиг.1a - вид сбоку на тканевое полотнище, прикрепленное к концевой заправочной насадке, представленной на фиг.1, в том состоянии, которое это полотнище приобретает после протягивания его при заправке в бумагоделательную машину;
фиг.2 - вид сбоку, на котором показана прессовочная секция, используемая в бумажном производстве;
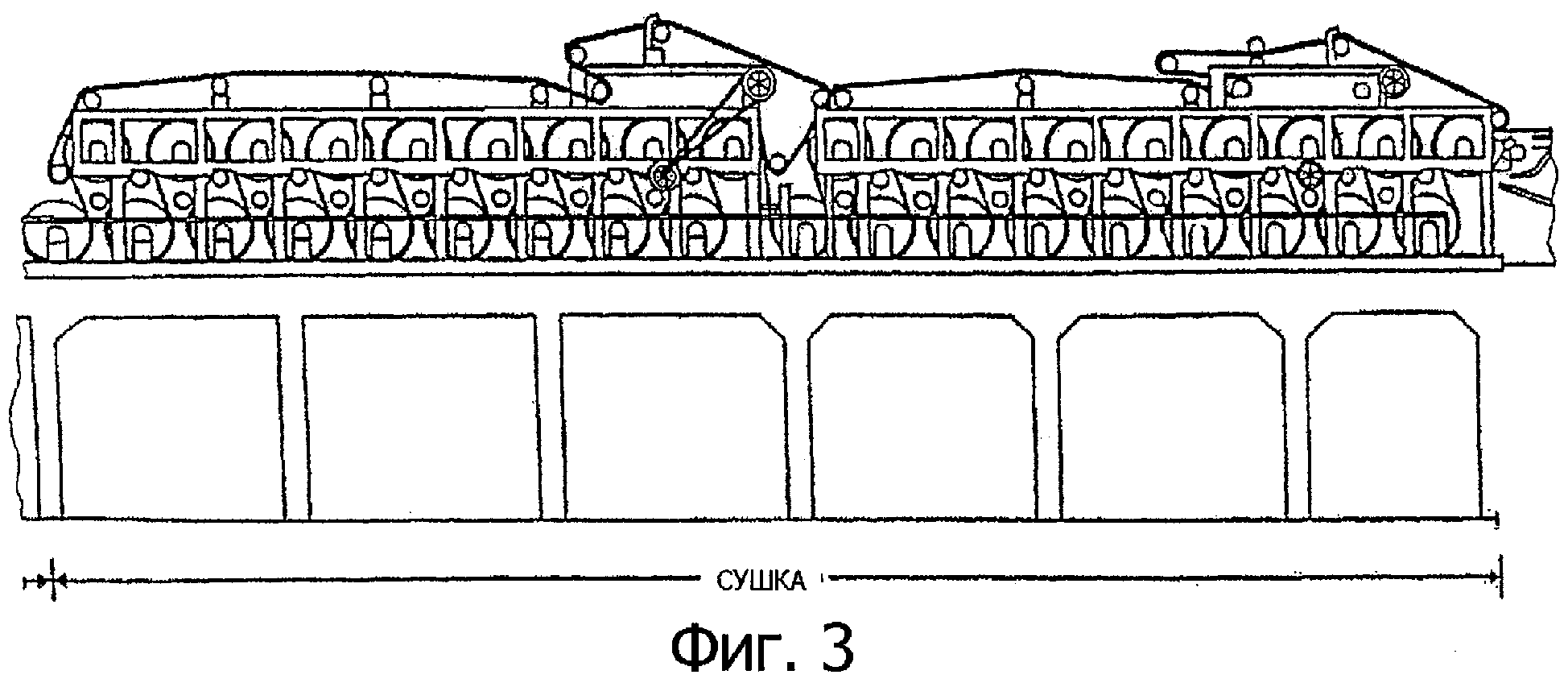
фиг.3 - вид сбоку, на котором показана сушильная секция, используемая в бумажном производстве;
фиг.4 - вид сверху, на котором показан предпочтительный вариант исполнения многоярусного веревочного захватно-направляющего приспособления в соответствии с настоящим изобретением; и
фиг.5 - вид сверху, на котором показан другой вариант исполнения многоярусного веревочного захватно-направляющего приспособления в соответствии с настоящим изобретением.
Подробное описание предпочтительных вариантов осуществления изобретения
Вначале рассмотрим фиг.2, на которой представлена прессовочная секция бумагоделательной машины, показанная в виде сбоку. На фиг.3 представлена сушильная секция типичной бумагоделательной машины, показанная в виде сбоку. На этих чертежах иллюстрируется путь, по которому движется тканевое полотнище при прохождении его через указанные секции. Настоящее изобретение предназначается для применения его при заправке тканевого полотнища в такие бумагоделательные машины.
Многоярусное захватно-направляющее приспособление, предназначенное для заправки полотнища в бумагоделательную машину и выполненное в соответствии с настоящим изобретением, представляет собой веревочное захватно-направляющее приспособление, подсоединяемое к соответствующей концевой заправочной насадке и облегчающее выполнение операции заправки тканевых полотнищ в бумагоделательные машины. Предложенное захватно-направляющее приспособление выполняется таким образом, чтобы оно имело самовыравнивающуюся конструкцию, в состав которой входят, по меньшей мере, два яруса, причем каждый такой ярус образуется из одного сплошного куска веревки. Концевая заправочная насадка поддерживается по всей своей ширине с помощью соответствующего жесткого опорного элемента. Например, это может быть металлический стержень, вставляемый в концевую заправочную насадку и проходящий на полную ее ширину. Первый веревочный ярус (или ряд) образуется посредством закрепления веревки в отверстии, находящемся с одного края концевой заправочной насадки, с последующим свободным продеванием закрепленной веревки сквозь остальные отверстия, расположенные в ряд по всей ширине концевой заправочной насадки, так чтобы при этом образовались петли, и закреплением в отверстии на другом краю концевой заправочной насадки. Второй веревочный ярус образуется посредством продевания веревки между петлями первого яруса и тяговым кольцом. Применяемое с этой целью кольцо предпочтительно должно иметь дельтаобразную форму для того, чтобы уменьшить трение и сопротивление скольжению, которое при применении круглых колец может возникнуть в том случае, когда происходит стягивание веревочных петель по одну сторону от указанного кольца в момент натягивания веревки. Кроме того, может предусматриваться применение также и каких-либо других средств, обеспечивающих соединение первого и второго веревочных ярусов между собой, к примеру, таких как соответствующий стержень, кольца, устанавливаемые в каждой точке пересечения петель, либо какие-нибудь иные соединительные устройства.
Предпочтительный вариант осуществления настоящего изобретения будет теперь рассмотрен в приведенном здесь ниже описании со ссылками на фигуру 4. Предлагаемое многоярусное веревочное захватно-направляющее приспособление, предназначенное для заправки тканевого полотнища в бумагоделательную машину, содержит концевую заправочную насадочную часть 400, первый веревочный ярус 430 захватно-направляющего приспособления, второй веревочный ярус 440 захватно-направляющего приспособления и тяговое кольцо 450. Концевая направляющая насадка предпочтительно выполняется из плетеного тканого материала и подсоединяется к соответствующему концу тканевого полотнища, подготовленного к заправке в бумагоделательную машину, в поперечном направлении относительно того направления, в котором оно будет потом продвигаться внутри этой машины. Концевая заправочная насадка может снабжаться жестким опорным элементом 410, проходящим по всей ее ширине. Такой опорный элемент может представлять собой металлический стержень, который вставляется в соответствующий карман или же рукав, образуемый отворотом сложенного соответствующим образом материала концевой заправочной насадки. Указанный опорный элемент должен обладать достаточно высокой жесткостью в поперечном направлении (CD) относительно того направления, в котором полотнище будет затем продвигаться внутри этой машины, благодаря чему и будет обеспечиваться равномерное распределение тянущей нагрузки по всей ширине концевой заправочной насадки, но при этом данный элемент все же должен оставаться достаточно тонким и легким для того, чтобы сравнительно легко проходить потом через все участки бумагоделательной машины. В пределах всей ширины концевой заправочной насадки расположены в один ряд на одинаковых расстояниях друг от друга соответствующие отверстия 420, или кольцевые вставки. Используются эти кольцевые вставки для того, чтобы соединить концевую заправочную насадку с первым веревочным ярусом захватно-направляющего приспособления. При этом первый веревочный ярус 430 образуется посредством подсоединения веревки одним своим концом к одной из конечных кольцевых вставок в их ряду на концевой заправочной насадке. Затем эту веревку свободно продевают поочередно сквозь все последовательно расположенные кольцевые вставки, в результате чего образуется целый ряд петель. После этого, свободный конец веревки подсоединяют к другой конечной кольцевой вставке, находящейся с противоположного края концевой направляющей насадки. Второй веревочный ярус 440 образуется аналогичным способом посредством подсоединения другой веревки одним своим концом к первой петле первого яруса. Затем эту веревку свободно продевают поочередно сквозь все последовательно расположенные петли первого яруса, в результате чего образуется второй ряд петель. После этого, свободный конец этой веревки подсоединяют к последней петле первого яруса. Затем петли второго яруса собирают все вместе и продевают в тяговое кольцо 450. Следует отметить, что в том случае, если тяговое кольцо выполнено неразрезным, веревку второго яруса необходимо продевать в это кольцо соответственно в процессе формирования из нее петель. Когда к тяговому кольцу в направлении от концевой заправочной насадки будет приложено соответствующее тяговое усилие, переплетенные между собой веревки первого и второго ярусов натянутся. Поскольку в данном случае переплетенные между собой петли никак не скреплены друг с другом (т.е., они попросту пересекаются между собой), веревки имеют, таким образом, возможность проскальзывать друг относительно друга, благодаря чему обеспечивается самовыравнивание предложенного захватно-направляющего приспособления. Таким образом, при помощи указанных самовыравнивающихся петель захватно-направляющего приспособления происходит перераспределение тягового усилия по всей ширине концевой заправочной насадки. Для того чтобы осуществить протягивание захватно-направляющего приспособления можно к тяговому кольцу присоединить также какой-нибудь трос.
Концевая заправочная насадка крепится к тканевому полотнищу при помощи соответствующих соединительных средств, размещенных на основании насадки 400. В предпочтительном варианте осуществления настоящего изобретения, концевая заправочная насадка подсоединяется к тканевому полотнищу при помощи застежки типа «молния», одна половина которой присоединена к основанию 400 концевой заправочной насадки. Вторая половина застежки типа «молния» присоединяется к соответствующему концу или же в непосредственной близости от конца тканевого полотнища. Возможно также применение каких-либо иных средств, пригодных для использования с этой целью.
В альтернативном варианте осуществления настоящего изобретения можно для крепления предусмотреть наличие соответствующей зоны с рядком распущенного переплетения, как это предлагается в описании изобретения к заявке на патент США №10/177,821, поданной 21 июня 2002 г. Такая зона с рядком распущенного переплетения проходила бы, по существу, параллельно по отношению к ширине концевой заправочной насадки. Указанная зона с рядком распущенного переплетения, которая имеет ширину приблизительно в 1 дюйм (25,4 см), образуется из множества нитей пряжи, расположенных в направлении движения полотнища внутри машины. Нити пряжи в рядке распущенного переплетения соединяют между собой две цельные части куска ткани, из которой изготовлена концевая заправочная насадка. Указанную зону с рядком распущенного переплетения накладывают сверху на петли соединительного шва или же на какое-нибудь иное соединительное устройство, предусматриваемое с этой целью на конце заправляемого тканевого полотнища. Затем сквозь рядок распущенного переплетения и совмещенные с ним петли соединительного шва может быть пропущен соответствующий стержень, благодаря чему и обеспечивается крепление концевой заправочной насадки с одной ее стороны к тканевому полотнищу. После того как тканевое полотнище будет установлено на свое место, этот стержень вынимают, отсоединяя тем самым концевую заправочную насадку от тканевого полотнища.
Аналогично, указанный рядок распущенного переплетения может также использоваться и для формирования в нем соответствующих отверстий с такими промежутками расположения этих отверстий друг относительно друга, которые могут быть рекомендованы для крепления веревки захватно-направляющего приспособления к концевой заправочной насадке. При этом предоставляется возможность осуществить надежное крепление натяжных веревок или тросов без применения каких-либо дополнительных кольцевых вставок при таком расположении веревок или тросов, в котором будет обеспечиваться равномерное натяжение тканевого полотнища по всей его ширине в течение всего времени выполнения операции протягивания полотнища на свое место, поскольку все эти веревки или тросы могут, в случае необходимости, самостоятельно изменять свое взаимное расположение в ходе проведения этой операции.
Кроме того, следует также отметить, что хотя и предпочтительно было бы обеспечить наличие такой зоны с рядком распущенного переплетения, которая проходила бы полностью по всей ширине или же в значительной степени по всей ширине концевой заправочной насадки, тем не менее, никакой абсолютной необходимости в этом все же нет. Указанная зона с рядком распущенного переплетения могла бы существовать только лишь на тех участках по ширине насадки, на которых должно проводиться крепление веревок или тросов. Это, разумеется, в определенной степени ограничило бы возможности для осуществления каких-либо изменений в расположении веревок или тросов в процессе пользования ими с целью регулирования при изменении их натяжения в различных случаях практического применения. В том случае, когда зона с рядком распущенного переплетения не распространяется на всю ширину концевой заправочной насадки, весьма желательно было бы осуществить соответствующую разметку мест предпочтительного расположения веревок или тросов для различных случаев практического применения.
Следует также отметить, что общее количество нитей пряжи, ориентированных в направлении движения полотнища внутри бумагоделательной машины, и которые будут при этом находиться в той или иной зоне с рядком распущенного переплетения, должно быть достаточным для того, чтобы обеспечивалась необходимая прочность во время протягивания тканевого полотнища, но это количество не должно быть при этом настолько большим, чтобы препятствовать введению веревки захватно-направляющего приспособления в такие зоны (или протягиванию ее сквозь указанные зоны).
Когда предстоит провести операцию установки тканевого полотнища внутри бумагоделательной машины на свое место, сначала подсоединяют к нему концевую заправочную насадку 400, а затем подсоединяют к тяговому кольцу 450 насадки соответствующий трос, после чего с помощью этого троса протягивают тканевое полотнище через бумагоделательную машину и вокруг отдельных ее элементов. Благодаря соответствующей конструкции захватно-направляющего приспособления, а также применению жесткого опорного элемента, нагрузка, прикладываемая к концевой заправочной насадке, равномерно распределяется по всей ширине тканевого полотнища. При этом предотвращается провисание кромок ткани полотнища, а распределение нагрузки осуществляется очень равномерно. Кроме того, конструкция захватно-направляющего приспособления допускает также неоднократное повторное использование данного приспособления при сравнительно высоких нагрузках.
Другой вариант исполнения многоярусного веревочного захватно-направляющего приспособления в соответствии с настоящим изобретением показан на фиг.5. Предлагаемое многоярусное веревочное захватно-направляющее приспособление, предназначенное для заправки тканевого полотнища в бумагоделательную машину и выполненное в соответствии с этим вариантом осуществления настоящего изобретения, содержит концевую заправочную насадочную часть 500, первый веревочный ярус 530 захватно-направляющего приспособления, стягивающий ярус 560, второй веревочный ярус 540 захватно-направляющего приспособления и тяговое кольцо 550. Предпочтительно, чтобы концевая заправочная насадка была снабжена жестким опорным элементом 510, проходящим по всей ее ширине. В пределах всей ширины концевой заправочной насадки расположены в один ряд на одинаковых расстояниях друг от друга соответствующие отверстия 520, или кольцевые вставки. При этом первый и второй веревочные ярусы образуются аналогично тому, как это указано в приведенном здесь выше описании со ссылками на фиг.4. Однако, как показано на фиг.5, стягивающий ярус, состоящий из некоторого множества веревочных стяжек, с обеспечением при этом возможности скольжения связывает самовыравнивающиеся петли первого яруса соответственно с самовыравнивающимися петлями второго яруса. Эти стяжки предпочтительно выполняются из веревки и имеют петли или же кольца, предназначенные для обеспечения скользящего соединения их с петлями первого и второго ярусов. Когда к тяговому тросу в направлении от концевой заправочной насадки будет приложено соответствующее тяговое усилие, веревки первого, второго и стягивающего ярусов натянутся. Поскольку в данном случае указанные стяжки никак не закрепляются, все веревки имеют, таким образом, возможность проскальзывать друг относительно друга, благодаря чему и обеспечивается необходимое самовыравнивание предложенного захватно-направляющего приспособления.
Помимо этого, в соответствии с настоящим изобретением, вместо указанных кусков веревки в предлагаемой конструкции могут применяться также аналогичные куски, нарезанные из троса, либо из соответствующего вязаного и (или) плетеного тканевого материала. Однако при этом возможна также и замена веревочного материала какими-либо иными (тканевыми) материалами.
Кроме того, хотя концевая заправочная насадка может выполняться из плетеного тканого материала, тем не менее, вполне возможно также использование с этой целью и различных неплетеных материалов, включая армированные и неармированные волокнистые материалы. Еще может применяться также вязаный материал. И, наконец, возможно, кроме того, применение также и объемного плетеного материала.
Конструкция, выполненная в соответствии с настоящим изобретением, обеспечивает равномерное распределение нагрузки на тканевое полотнище, что облегчает заправку полотнища в бумагоделательную машину и наложение на него соединительного шва, поскольку заправляемое полотнище сохраняет свою плоскую форму. Кроме того, концевая заправочная насадка обеспечивает также равномерное натяжение ткани полотнища во время протягивании его через машину благодаря такому распределению нагрузки, при котором тканевое полотнище сохраняет свою плоскую форму, а также предотвращает задевание полотнища за стационарные элементы технологического оборудования, к примеру, такие как всасывающие короба или спрысковые трубы.
Специалистам средней квалификации в данной области техники будут очевидны различные изменения и дополнения, которые могут быть внесены в настоящее изобретение, но которые не должны при этом выходить за рамки существа и объема настоящего изобретения. Таким образом, в приведенном здесь выше описании изобретения рассматривается то, как обеспечивается реализация задач и преимуществ настоящего изобретения, и, несмотря на то, что здесь раскрываются и подробно описываются только лишь предпочтительные варианты осуществления настоящего изобретения, тем не менее, объем изобретения отнюдь не ограничивается рассмотренными здесь выше вариантами его осуществления, а скорее существо и объем настоящего изобретения определяются помещенной здесь ниже формулой изобретения.
Реферат
Изобретение относится к целлюлозно-бумажной промышленности и предназначено для заправки тканевого полотнища в бумагоделательную машину и установки его в ней на свое место. Предложенное захватно-направляющее приспособление для заправки полотнища имеет первую часть (400) с жестким опорным элементом (410), который крепится к соответствующему концу тканевого полотнища в поперечном направлении относительно того направления, в котором оно будет потом двигаться внутри бумагоделательной машины, и имеет некоторое множество отверстий (420), размещенных с промежутками по ширине этого элемента. Первый ярус (430) образован веревкой, пропущенной последовательно сквозь указанные отверстия с образованием при этом самовыравнивающихся петель. Вторая веревка пропущена последовательно сквозь указанные петли первого яруса таким образом, чтобы при этом образовались соответствующие самовыравнивающиеся петли второго яруса (440). Предусматривается также наличие соответствующего тягового кольца (450), на которое собираются петли второго яруса, и которое предназначается для протягивания тканевого полотнища через бумагоделательную машину. Обеспечивается равномерное натяжение ткани по всей ширине заправляемого в машину тканевого объекта, что исключит повреждение ткани и машины. 10 з.п. ф-лы, 5 ил.

Комментарии