Способ изготовления прессующих валков с канавками осушающих машин - SU1047382A3
Код документа: SU1047382A3
Чертежи
Описание
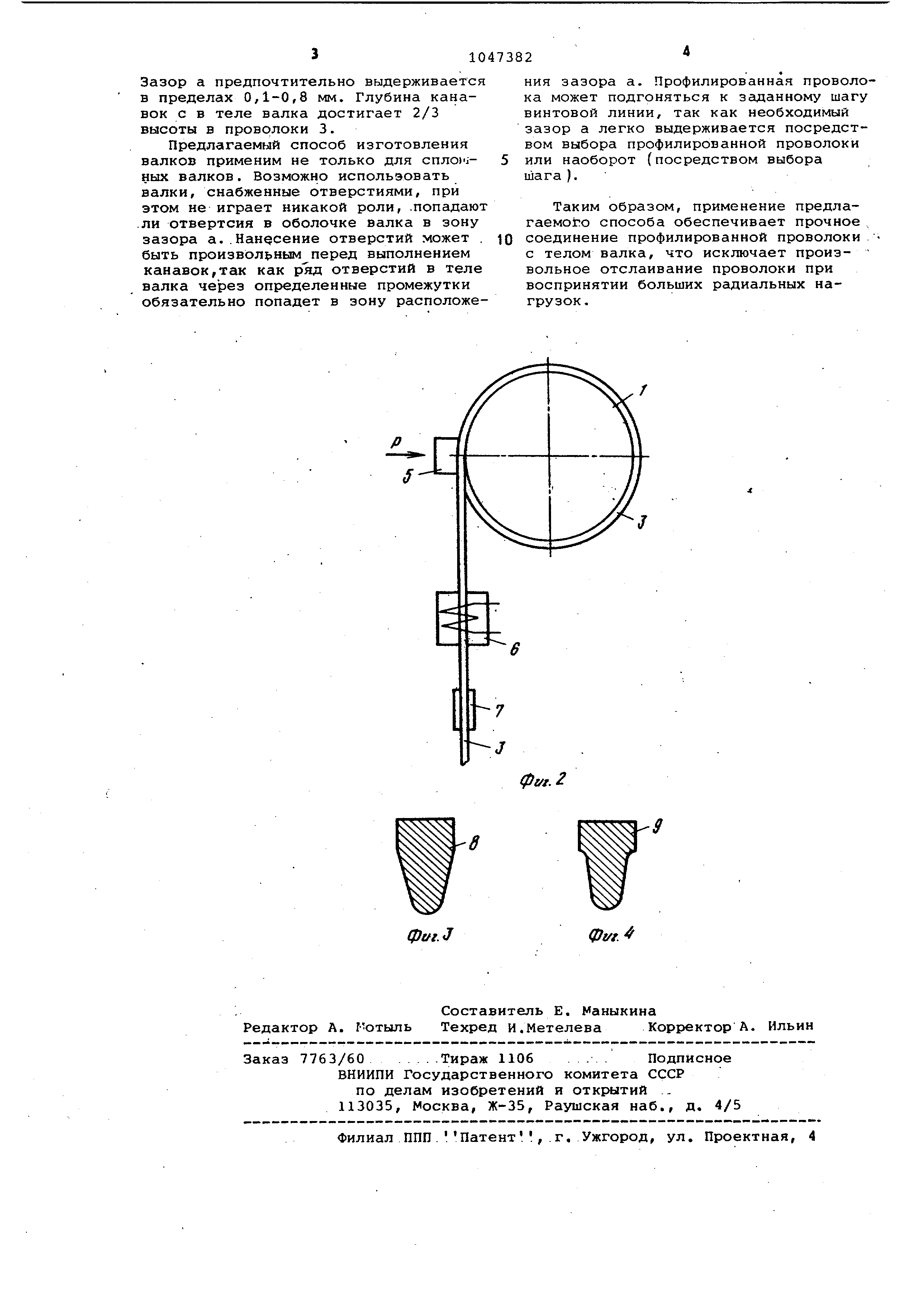
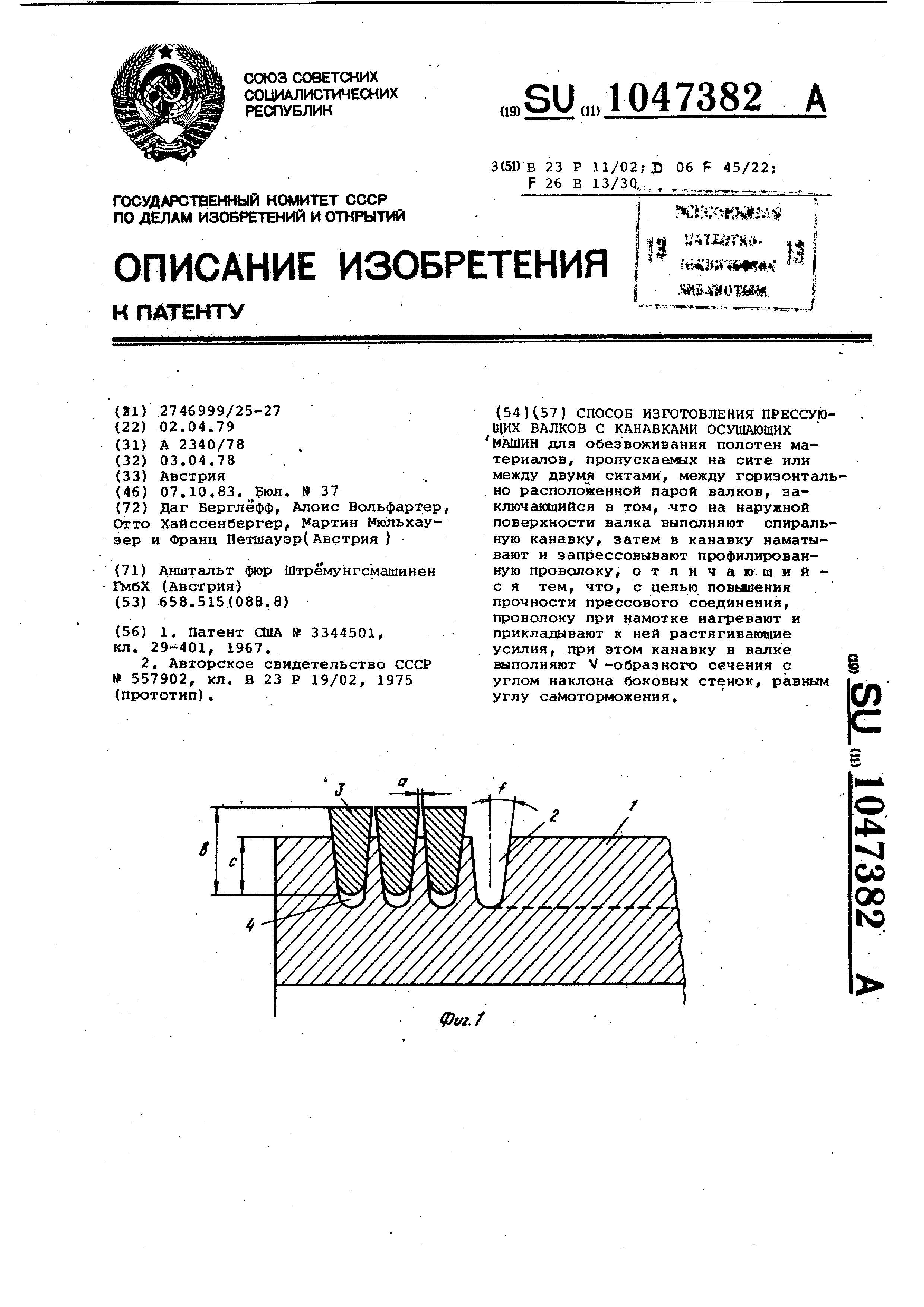
Изобретение относится к сП9собам изготовления прессующих валкой с канавками осушающих машин для осу (шения полотен материала, пропускаемых на сите или между двумя ситами, между горизонтально расположенной парой валков. Известен способ изготовления инструмента цилиндрической формы, при котором на рабочей поверхности инструмента прорезают винтовые канавки со сравнительно большим углом наклона стенок и затем устанавливаю в них по ходовой посадке спираль, выполненную из пррфилироваыной проволоки , которая образует рабочую поверхность инструмента Cl. Однако изготовленный известньм способом инструмент не обеспечивает воспринятия высоких давлений из-за непрочного сцепления проволоки с телом инструмента. Известен также способ изготовления инструмента цилиндрической форм преимущественно ножа для резки кожи или ворсистой ткани, прикотором на наружной поверхности валка выпол няют спиральнук канавку прямоугольного сечения с большим подъемом, в которую сначала устанавливают ножевое .полотно, а затем посредством приводного ролика.запрессовывают профильную проволоку V -образного профиля,.которая заклинивается в канавке и закрепляет в ней ножевое полотно С23. Однако известный способ не пригоден для изготовления прессу1ющих вал ков с канавками осушающих машин для осушения полотен.материала, так как установленные в канавке прямругрльн го сечения ножи из-за недостаточной прочности соединения с телом валка не способны выдерживать давления прессования в радиальном направлени Кроме того, форма запрессовываемой в канавку проволоки не обеспечи вает образования на наружной поверх ности валка канавок, необходимых для удаления влаги из осушаег плхЪолотен материала. Цель изобретения - повышение про ности соединения проволоки с телом валка при изготовлении прессующих валков для осушения полотен материа Поставленная цель достигается тем, что согласно способу изготовле ния прессующих валков с канавками осушающих машин для обезвоживания полотен материалов, пропускаемых на сите или между двумя ситами, меж ду горизонтально расположенной паро валков, заключающемуся в том, что на наружной поверхности валка выпол няют спиральную канавку, затем в канавку наматывают и запрессовывают профилированную проволоку, последнюю при намотке нагревают и прикладывают к ней растягивающие усилия, а канавку в валке выполняют V -образного профиля с углом наклона боковых стенок, равный углу самоторможения.. , На фиг. 1 изображен валок,, продольный разрез; на фиг. 2 - устройство для осуществления способа; на фиг. 3 и 4 - варианты исполнения сечения запрессовываемой проволоки. Способ осуществляют следующим образом. В валке 1 на гладкой наружной поверхности протачивают винтрвые канавки 2 с углом f плоских боковых поверхностей . Канавки имеют глубину с, на которую запрессовывается проволока 3 и, кроме того, дополнительную выемку 4, которая обеспечивает хорошую посадку проволоки. В винтов.ые канавки 2 вводится профилированная проволока 3, которая -в области глубины канавки с имеет тот же угол наклона стенок . Профилированная проволока 3 должна иметь такую ширину, которая бы так соответствовала шагу канавки, чтобы на наружной поверхности готового валка медду витками образовался зазор а. Боковой угол f выполняют в пределах области самоторможения для того, чтобы закрепление профилированной проволоки 3 могло происходить посредством заклинивания. Проволока 3 подается с рулона и наматывается на валок 1 посредством его медленного вращения. При этом при помощи башмака 5, который с определенным усилием нажимает на валок 1, проволока 3 вводится в винтовые канавки 2. При намотке проволока 3 нагревается посредством приспособления 6 для нагрева. Дополнительно к проволоке прикладывают растягивающие усилия тормозным устройством 7. Это обеспечивает относительное удлинение проволоки перед запрессовкой и увеличение натяга между проволокой и телоМ валка при последующем охлаждении за счетсоздания дополнительных внутренних напряжений. Конец проволоки закрепляется при помощи механических средств. Проволока может иметь различный профиль сечения, например (фиг. 3) на участке сопряжения она имеет бо ковой угол f , а выступающая часть 8 имеет параллельные кромки, образующие также параллельный зазор а. Таким образом, зазор а может быть расширен внутрь, а может также выдерживаться постоянным. На фиг. 4 изображен вариант изготовления проволоки, которая для крепления имеет одинаковый боковой угол , а на наружной стороне имеет расширение 9. Эта профилированная проволока используется тогда, когда шаг винтовых канавок выбран большим и зазор а не должен быть слишком малым.
Зазор а предпочтительно выдерживается в пределах 0,1-0,8 мм. Глубина канавок с в теле валка достигает 2/3 высоты в проволоки 3.
Предлагаемый способ изготовления валков применим не только для cплoиiных валков. Возможно использовать валки, снабженные отверстиями, при этом не играет никакой роли, .попадают ли отвертсия в оболочке валка в зону зазора а..Нанесение отверстий может . быть произвольным перед выполнением канавок,так как отверстий в теле валка через определенные промежутки обязательно попадет в зону расположения зазора а. Профилированная проволока может подгоняться к заданному шагу винтовой линии, так как необходимый зазор а легко выдерживается посредством выбора профилированной проволоки или наоборот (посредством выбора шага ).
Таким образом, применение предлагаемого способа обеспечивает прочное соединение профилированной проволоки с телом валка, что исключает произ- вольное отслаивание проволоки при воспринятии больших радиальных нагрузок .

Реферат
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССУЮ ЩИХ ВАЛКОВ С КАНАВКАМИ ОСУШАЮЩИХ МАШИН для Обезвоживания полотен материалов , пропускаемых на сите или между двумя ситами, между горизонтально расположенной парой валков, заключающийся в том, что на наружной поверхности валка выполняют спиральную канавку, затем в канавку наматывают и запрессовывают профилированную проволоку; отличающийс я тем, что, с целью повышения прочности прессового соединения, проволоку при намотке нагревают и прикладывают к ней растягиваюшие усилия, при этом канавку в валке выполняют V -образного сечения с I углом наклона боковых стенок, равным О) углу самоторможения. 4 сс оо IND
Комментарии