Способ и устройство для изготовления формованного изделия и формованное изделие - RU2126865C1
Код документа: RU2126865C1
Чертежи




Описание
Настоящее изобретение относится к способу изготовления формованного изделия на основе сырья, которое представляет собой материал, остающийся после повторного формования целлюлозной массы из бумаги и отжима волокнистой массы для изготовления бумаги, причем этот сырой материал содержит в основном воду, короткие целлюлозные волокна и тонкодисперсные минеральные частицы.
Дополнительно настоящее изобретение относится к формованному изделию, изготовляемому по этому способу, и к устройству для осуществления этого способа.
Из описания к патенту Великобритании N 1275042 кл. D 21 F 1/82, B 32 B 29/06, 1972 известен способ утилизации бумажной массы для изготовления продукции в форме плит или приготовления формуемой смеси, используемый при этом сырой материал представляет собой бумажную массу, то есть водную суспензию, которая проходит через ленточный фильтр, когда целлюлозную массу готовят в длинносеточной бумагоделательной машине для изготовления бумаги. В этот сырой материал, который содержит короткие волокна и неорганические минералы, добавляют волокна средней длины в интервале от 1/16 - 5 дюймов (1,6 - 127 мм), его концентрируют пропусканием по вращающемуся перфорированному валку и размещают на ленточном фильтр-прессе, на котором формуют бесконечный волокнистый листовой материал. Этот материал после отжима и сушки можно применять в качестве наполнителя в продукции в форме плит. Плиты более высокой прочности можно изготовлять добавлением в жидкую смесь цементирующего вещества, гипса или клеев.
Из описания к патенту Великобритании N 1405587, кл. B 32 B 5/28, 1975 известен способ, при осуществлении которого водную суспензию размещают на подложке, проницаемой для жидкости, в форме бесконечного ленточного фильтра и отжимают пропусканием через систему валков с постепенно уменьшающимися зазорами, обеспечивающими выдавливание воды. В результате получают слой, который обладает некоторой прочностью во влажном состоянии и который можно формовать под давлением и с нагревом, необходимо отметить, что формующее устройство может быть перфорированным, что позволяет удалять воду в процессе обработки изделия под давлением и с нагревом. В качестве второй возможности необходимо также отметить, что между поверхностью формующего устройства и поверхностью изделия можно предусмотреть гибкий материал, который может быть отформован на поверхности готового изделия. В сырой материал в требуемом количестве добавляют клеящие вещества. Тепловое формование может быть осуществлено при температуре 160oC, под давлением 37 кПа/кв. см и при продолжительности пребывания 15 мин. Влагосодержание готового продукта составляет приблизительно 15%.
В описании к патенту Великобритании N 1416321, B 29 C 1/04, 1975 выданному на имя тех же авторов, изложен аналогичный способ и в этом же описании объясняется, что гибкий материал, который может быть предусмотрен либо с одной, либо с обеих сторон изделия в процессе отжима, выполняет функции средства, удерживающего вместе частицы материала в процессе формования и упрощающего удаление жидкости или водяного пара из изделия.
Из описания к патенту Швеции N 85128, кл. 54 - E, 1, 1935, выбранном в качестве ближайшего аналога известно изготовление плит из бумажной массы в соответствии со способом, при осуществлении которого предусмотрены формование, отжим, сушка и, наконец, горячее прессование, проводимое под постепенно нарастающем давлением. Разъясняется, что заключительную стадию прессования осуществляют, когда плиты фактически начинают коробиться. В тексте описания утверждается также тот факт, что растительные волокна содержат воду частично в форме влаги в порах клеток древесины и частично абсорбированную волокнами, причем эта вода остается также после сушки на воздухе. Отмечается, кроме того, что с целью упростить выход водяного пара в процессе горячего прессования с одной или обеих сторон плиты можно помещать проволочную сетку. Это, разумеется, вызывает образование на поверхностях плиты соответствующего рельефа. Если же проволочную сетку не применять, влага, которую необходимо удалять в процессе горячего прессования, частично может улетучиваться только через боковую щель, из-за чего процесс прессования становится очень длительным, а сам способ становится практически неосуществимым, за исключением изготовления плит очень малых размеров.
В промышленной отрасли деревообработки известно производство древесностружечных плит приготовлением жидкого шлама из измельченного древесного волокна, воды и клея в прессе с фильтрующими экранами и последующим отверждением этих древесностружечных плит в горячем прессе. Требуемое давление очень высоко, а для изготовления сплошной, неповрежденной плиты подходящей плотности применяют значительное количество клея. Паровой взрыв таких плит является очень важным фактором, который необходимо устранять поддержанием высокого давления в течение относительно длительного промежутка времени, за который обеспечиваются сушка плит и отверждение клея. Поскольку приобретение пресса для горячего прессования связано с довольно высокими начальными инвестиционными затратами и поскольку изготовление плиты сопряжено с занятостью пресса в течение довольно длительного времени, зависящего от толщины плиты, на проведение операции прессования приходится важная часть производственных затрат.
Из описания к американскому патенту N 1578609, 1925 известно изготовление тонких древесноволокнистых плит в соответствии со способом, при осуществлении которого древесную стружку измельчают и размягчают тепловой обработкой и затем отжимают. В соответствии с таким разработанным для промышленности способом размягченную стружку прессуют при очень.высоких температурах в прессе, в котором с одной стороны предусмотрена фильтровальная сетка, позволяющая в процессе прессования удаляться водяному пару и воде. Такие плиты, которые известны под торговым наименованием Masonite, изготовляют без клея, но частицы удерживаются вместе только за счет естественного лигнинового компонента древесных стружек. Фильтровальный экран служит причиной появления рельефа на одной из сторон изготовляемых плит.
Известно изготовление плит Masonite, которые обладают гладкими поверхностями с обеих сторон. Их выполняют по вышеуказанному способу, но перед полной сушкой плит эти плиты прессуют в прессе с гладкими оформляющими плоскостями. Кроме того, такой пресс оборудован нагретыми плитами и уровень предварительно задаваемой температуры оказывается таковым, что лигнин в плите Masonite плавится, в результате чего формуется плита Masonite с гладкими поверхностями.
Настоящее изобретение основано на использовании сырого материала, который остается в виде жидких отходов после вторичной переработки утилизируемой макулатуры для производства хорошо известной вторичной бумаги. В особенности настоящее изобретение относится ко вторичной переработке утилизируемой макулатуры, которая содержит большие количества минеральных наполнителей, в частности официальной документации и другой высококачественной печатной макулатуры. В процессе вторичной переработки бумагу обрабатывают механическим путем, перерабатывают с использованием тепла, воды и химикатов и очищают, в результате чего готовят целлюлозную массу. Эту целлюлозную массу пропускают через операцию удаления краски, благодаря чему в процессе флотации удаляют краску и очищенную целлюлозную массу используют для производства бумаги в предназначенной для этой цели машине, в частности в прессе длинносеточной бумагоделательной машины, с помощью которого целлюлозные волокна, за исключением коротких волокон, удерживаются на ленточном фильтре. Водная суспензия, которая проходит через ленточный фильтр, содержит минералы и очень короткие целлюлозные волокна, в основном волокна длиной менее 1 мм. Количество твердого материала в утилизируемой макулатуре, которое можно отжать таким путем для производства новой бумаги с применением ранее известной, современной техники, оценивается в 60-65%.
Оставшаяся сточная вода из процесса производства бумаги включает в себя водную суспензию, содержание сухого материала в которой составляет приблизительно 1-5 вес.%, в частности примерно 2 вес.%, из которых приблизительно половина сухого материала приходится на долю целлюлозного волокна, а другую половину составляют наполнители, к которым относятся глина, каолин, мел и прочее. Целлюлозные волокна представляют собой трубчатые клетки, состоящие из длинных молекул целлюлозы и несколько более коротких молекул гемицеллюлозы.
Полагают, что такая суспензия не содержит заслуживающего какого-либо внимания лигнина, поскольку, как считают, первоначально бумага была изготовлена из целлюлозной массы, из которой лигнин, что может встречаться в сырой древесине, уже удален для изготовления бумаги желаемого качества.
В производстве высококачественной бумаги неизбежно в очень больших количествах образуется сточная вода, о которой идет речь, и размещение таких сточных вод связано со значительными затратами из-за очень больших их количеств даже после количественного уменьшения, которое может быть достигнуто концентрацией шлама. Шлам обычно концентрируют фильтрованием, что позволяет получать продукт с содержанием воды приблизительно 30-50%. Очистка сточных вод и размещение шлама все еще связаны со значительными затратами, которые даже должны, как предполагают, со временем возрасти. Сжигание твердых материалов из сточной воды является неэкономичным приемом из-за существенного содержания воды и таких негорючих веществ, как мел, глина и каолин. Попытки, предпринятые до сих пор с целью использовать эти вещества в качестве строительных материалов показывают, что для получения продукции, обладающей прочностью, которая их делает практичными, необходимо подмешивать связующие агенты того или иного сорта. Однако использование связующих агентов сопряжено с увеличением расходов.
После экспериментов с осуществлением этого способа, известного из описаний к патентам, указанным выше, было установлено, что известному способу свойственны некоторые ограничения и частичные недостатки. В случае, когда в пресс-форме используют сетку, на поверхности готовой плиты образуется рельефный рисунок, сглаживание которого сопряжено с затруднениями технологического порядка. С другой стороны, опыт показывает, что прессование между гладкими прессовочными плоскостями порождает проблемы, обусловленные паровыми взрывами в плитах, в особенности в крупногабаритных, в момент сброса давления, поскольку у влаги отсутствует возможность улетучивания в процессе прессования. Перфорирование прессовочных плоскостей оказалось непрактичным техническим решением, поскольку отверстия быстро засоряются. При прессовании между гладкими поверхностями вода может удаляться фактически только через кромки плиты, на что в случае формования плиты увеличенных размеров требуется слишком много времени, из-за чего процесс становится экономически непрактичным. При прессовании материала между гладкими плоскостями возникает также определенный риск разрушения материала из-за создания внутреннего гидравлического давления.
Тщательная сушка плит перед их прессованием вызывает тенденцию к короблению плит в процессе их сушки, причем покоробленные участки невозможно выровнять путем последующего прессования с учетом желаемых плотности и формы, поскольку высушенные плиты проявляют склонность крошиться и к восстановлению своей неупругой конфигурации после прессования. С другой стороны, из-за этого путем холодного прессования материала перед его сушкой нет возможности реально уменьшить процентное содержание воды до уровня менее 35-41%, вследствие чего после сушки готовые плиты характеризуются плотностью и прочностью, недостаточными для их применения в качестве строительных материалов.
Однако было установлено, что формованное изделие может быть изготовлено на основе сырого материала, упомянутого выше, осуществлением процесса, который включает в себя обезвоживание сырого материала путем его отжима на первой стадии прессования между ленточными фильтрами для получения уплотненного изделия, его сушку на первой стадии сушки до удаления из изделия практически всей свободной воды, в то время как в стенках волокон массы целлюлозного волокна, входящего в состав изделия, вода сохраняется целиком, кратковременное прессование без какого-либо дополнительного подогрева частично высушенного изделия на второй стадии прессования и тепловую обработку на второй стадии нагревания.
Было установлено, что результатом осуществления такого способа являются формованные изделия, в частности плиты контролируемых формы, плотности и прочности, такие характеристики которых, как влагопоглощение, набухаемость, способность удерживать крепеж загибанием вбитого конца и на заклепках, стабильность размеров, звукопоглощающая способность и тому подобное, превосходят даже лучшие из тех, что могут быть достигнуты в настоящее время.
Так, в частности, было установлено, что плита приемлемой прочности может быть выполнена из сырого материала на основе целлюлозы с очень короткими волокнами и высоким содержанием неорганических частиц без добавления связующих агентов. Ее можно изготовить в соответствии с процессом, который приемлемо экономичен, поскольку операции прессования занимают относительно короткие промежутки времени на каждую плиту. Осуществление этого нового способа требует сравнительно более длительного периода обработки для сушки, что, однако, не несет в себе никакого реального недостатка, поскольку выделение пространства для сушки и установка сушильных печей необходимой производительности могут быть довольно дешевыми мероприятиями. Не ограничивая тем самым рамок изобретения, можно предположить, что хороший результат можно объяснить нижеследующим, состоянием сырого материала.
Материал содержит значительное количество целлюлозных волокон, которые состоят из полых клеток трубчатой формы, стенки которых образованы молекулами целлюлозы и гемицеллюлозы. Целлюлозная молекула является цепной молекулой, состоящей главным образом из глюкозных молекул, то есть циклических молекул с шестью углеродными атомами в каждом кольце, благодаря чему каждая целлюлозная молекула включает в себя 3000-10000 глюкозных единиц. Поверхности целлюлозных молекул электрически нейтральны. В промежутках между целлюлозными молекулами располагаются гемицеллюлозные молекулы, которые представляют собой полисахариды или цепи молекул сахаров, но со значительно более низким содержанием колец на каждую цепь, чем у целлюлозных молекул. Кольца гемицеллюлозы могут представлять собой гексозаны или пентозаны и в обоих случаях они отличны от колец в целлюлозных молекулах наличием свободных гидроксильных групп на поверхностях. Эти свободные гидроксильные группы на поверхностях молекул гемицеллюлозы электрически заряжены, они сообщают таким молекулам повышенную влагопоглощающую способность и придают целлюлозным клеткам способность связывать на поверхности атомный слой молекул воды с помощью эффекта, который известен как сорбционное сцепление. Количество воды, которое может быть таким путем связано со стенками целлюлозных волокон, в зависимости от разновидности древесины составляет 20-35%, в частности 25-30%, преимущественно приблизительно 28%, в пересчете на сухой вес целлюлозных молекул. Это содержание воды называют точкой насыщения волокна. Такие значения процентного содержания влаги можно выражать как процентные величины общего содержания сухого материала, если известно количество частей целлюлозных волокон в общем содержании сухого материала. Если количество целлюлозных волокон оценивается в 50% от общего содержания сухого материала, соответствующие процентные значения для воды оцениваются 10-17,5%, преимущественно 12,5-15%, а более предпочтительно 14%, в пересчете на сухой вес от общего количества сухого материала.
Дополнительная вода не может быть связана со стенками целлюлозных клеток, но она может быть связана в материале как целое за счет капиллярного действия либо в полостях клеток трубчатой формы, либо в пространстве вне клеток. Эта влага не столь прочно связана, поэтому ее называют свободной влагой. Путем сушки целлюлозных волокон вначале добиваются исчезновения свободной влаги, а затем влаги, которая сорбционно сцеплена со стенками клеток. Гемицеллюлоза менее стабильна, чем целлюлоза, и при тепловой обработке она способна разрушаться быстрее целлюлозных молекул, поскольку гемицеллюлоза трансформируется в более короткие полимеры, которые не обладают влагопоглощающими свойствами.
Эксперименты показывают, что содержание сорбционно связанной воды имеет настолько решающее значение для способности целлюлозных клеток деформироваться, что клетки, стенки которых насыщены водой, могут деформироваться механически и проявляют деформационную память, то есть деформация является пластической, в то время как клетки, стенки которых оказываются сухими, проявляют жесткость и реагируют на механическую обработку разрушением или чисто эластической деформацией.
В соответствии с настоящим изобретением предлагается способ изготовления формованного изделия на основе сырья, которое представляет собой материал, остающийся после повторного формования целлюлозной массы из бумаги и отжима волокон из целлюлозной массы для повторного изготовления бумаги, причем этот исходный материал содержит в основном воду, короткие волокна, включая сюда целлюлозные волокна, и тонкодисперсные минеральные частицы, при осуществлении которого предусмотрено обезвоживание исходного материала на первой стадии прессования с приготовлением связанного материала, сушка на первой стадии сушки до удаления из изделия практически всей свободной воды, тогда как влага в стенках волокна целлюлозных волокон, содержащихся в изделии, по существу сохраняется, прессование частично высушенного изделия на второй стадии прессования. В отличие от известного из патента Швеции N 85128 способа первую стадию прессования осуществляют отжимом между фильтровальными лентами, вторую стадию прессования осуществляют кратковременно без дополнительного нагревания, затем дополнительно осуществляют тепловую обработку изделия на второй стадии сушки.
Первая стадия сушки включает в себя выдержку прессованного исходного материала в вентилируемой атмосфере при температуре, по существу, около 240oC или в интервале 160-240oC, или 200-220oC. Вторую стадию сушки осуществляют при температуре около 240oC или в интервале 160-240oC, или в интервале 200-220oC. Способ дополнительно включает в себя осуществляемую после второй стадии сушки операцию тепловой обработки, во время которой формованное изделие обрабатывают при температуре 200-340oC. На первой стадии предполагается удаление основной массы воды, которая находится в свободном состоянии вне волокон, в то время как свободная влага внутри полых целлюлозных клеток удаляется с трудом, и еще меньше воды, которая сорбционно связана со стенками клеток. В этом отношении необходимо отметить, что существуют пределы того, насколько высоким может быть прилагаемое давление, принимая во внимание водный материал, который обладает ограниченной прочностью, вследствие чего может возникнуть опасность взрыва материала из-за возникновения внутреннего гидравлического давления.
На стадии сушки I удаляют всю свободную воду между клетками и в клеточных полостях, но стадию сушки I следует осуществлять не настолько долго, чтобы удалялась сорбционно связанная влага. Это означает, что по завершении стадии сушки I влагосодержание прессованного исходного материала должно составлять приблизительно 20-35%, предпочтительнее 25-30%, а особенно предпочтительно около 28%, в пересчете на сухой вес целлюлозных волокон в материале. Благодаря сильному абсорбентному влиянию гемицеллюлозы на количества воды до обусловленных пределов клетки волокон абсорбируют всю свободную воду до момента достижения их точки насыщения, которую называют точкой насыщения волокна. Осуществлением стадии сушки I именно таким образом можно достичь того, что полости в клетках волокон материала окажутся пустыми, тогда как стенки клеток все еще остаются мягкими и способными к пластической деформации.
Возобновлением прессования на стадии прессования II обеспечивается возможность дополнительного уплотнения плит в соответствии с этими полостями, и благодаря пластическим характеристикам клеток волокон плиты сохраняют то деформированное состояние, которое им сообщают в процессе прессования на стадии II. Вследствие отсутствия заметных количеств воды, которое следует удалить в процессе прессования на стадии II и отсутствия заметных количеств сообщаемого тепла, такое прессование можно проводить в течение короткого промежутка времени и с использованием гладких прессовочных поверхностей. Благодаря этому создается возможность достижения более гладких поверхностей готовых плит, поскольку возможные плоскости, отпечатывающиеся лентой пресса I, оказываются по меньшей мере частично выровненными, более того, такие плиты могут быть выполнены плоскими, поскольку возможные искривления после сушки в сушильной печи I могут быть устранены.
После этого плиты подвергают тепловой обработке на стадии сушки II, путем которой удаляют сорбционно связанную влагу, и клетки волокон теряют свою способность к пластической деформации, что позволяет стабилизировать форму и размеры. Было установлено, что тенденция плит к искривлению на этой стадии оказывается минимальной, что можно объяснить пониженным содержанием влаги, которую необходимо удалить на данной стадии. При осуществлении стадии сушки II плиты сушат (это означает сушку до достижения влагосодержания приблизительно 3-4% в пересчете на вес целлюлозных волокон), после чего гемицеллюлоза разрушается до более коротких молекул, которые не обладают свойствами абсорбента. Эта особая отвердительная обработка делает плиты практически не обладающими абсорбционной способностью. За счет воздействия тепла на боковые стороны плиты процесс отверждения начинается на поверхностях и постепенно распространяется к центральной части плиты. Регулирование продолжительности отверстия дает возможность изготовлять плиты, которые отверждены в различной мере.
Хотя для простоты используют термин "стадия сушки II", необходимо отметить, что соответствующая обработка плит состоит не только в обработке сушкой, но могла бы быть также описана как тепловая обработка. В соответствии с приемлемым вариантом первую стадию сушки осуществляют выдержкой плит на открытом воздухе. Эксперименты показали, что необходимая степень сушки может быть достигнута в течение 5-7 дней и что контроль степени сушки оказался сравнительно простым по той причине, что при естественной сушке плиты склонны к стабилизации на уровне точной степени сушки, которая является целевой после первой стадии сушки.
В соответствии с другим приемлемым вариантом первую стадию сушки можно осуществлять нагреванием с вентиляцией, что позволяет ускорить сушку.
В соответствии с изобретением формованное изделие изготовляют по способу, предлагаемому согласно этому изобретению. Это изделие приобретает настолько хорошие прочность и стабильность размеров, что оказывается применимым в качестве строительных элементов, например мауэрлатов или обшивочных плит, что позволяет использовать их такие существенные достоинства, как негорючесть, нетоксичность под действием огня, отсутствие абсорбционной способности, стабильность размеров, способность удерживать крепеж загибанием вбитого конца и на заклепках, звукопоглощающая способность, и что проявляет хорошие прочностные характеристики и способность подвергаться механической обработке.
В соответствии с настоящим изобретением устройство для изготовления формованного изделия на основе сырья, которое представляет собой материал, остающийся после повторного формования целлюлозной массы из бумаги и отжима волокон из целлюлозной массы для повторного изготовления бумаги, причем этот исходный материал содержит в основном воду, короткие волокна, включая сюда целлюлозные волокна и тонкодисперсные минеральные частицы, содержащее первую прессовую установку, сушильную установку для сушки материала и вторую прессовую установку для прессования материала. В отличие от известного из патента Швеции N 85128 устройства оно дополнительно содержит вторую сушильную установку для тепловой обработки материала, а первая прессовая установка выполнена с возможностью отжима материала между поверхностями фильтровальной ленты.
В таком устройстве можно применять сточную воду, которая неизбежно образуется в процессе бумажного производства на основу макулатуры, и благодаря этому возникает возможность весьма успешно изготовлять формованные изделия, которые могут быть использованы, например, в качестве строительных элементов.
При этом целесообразно, чтобы первая сушильная установка включала бы в себя по существу гладкие фиксирующие приспособления для фиксации готовых плоских изделий, сконструированные таким образом, что они позволяют воде испаряться из изделий.
Кроме того, желательно, чтобы устройство включало в себя фильтровальную установку для обезвоживания исходного материала до его подачи в первую прессовую установку, причем эта фильтровальная установка представляет собой по существу ленточный фильтр-пресс, который сконструирован таким образом, что материал вначале обезвоживается, когда он свободно лежит на более или менее горизонтальной части нижней фильтровальной ленты, и таким образом, что после этого материал отжимают между верхней и нижней фильтровальными лентами под постоянно возрастающим давлением по мере его поступательного продвижения через ленточный фильтр-пресс, а этот ленточный фильтр-пресс сконструирован таким образом, что листовой материал в процессе отжима между верхней и нижней фильтровальными лентами сжимается в большей или меньшей степени без искривлений.
В предпочтительном варианте выполнения устройство также включает в себя отверждающую печь, снабженную плоскостями, предназначенными для вхождения в контакт с боковыми сторонами плит, причем эти плоскости выполнены с возможностью их регулируемого нагрева.
Существо
настоящего изобретения более четко проиллюстрировано в нижеприведенном подробном описании конкретных вариантов его выполнения со ссылками на прилагаемые фигуры, где
на фиг. 1 представлена
технологическая схема мокрого процесса,
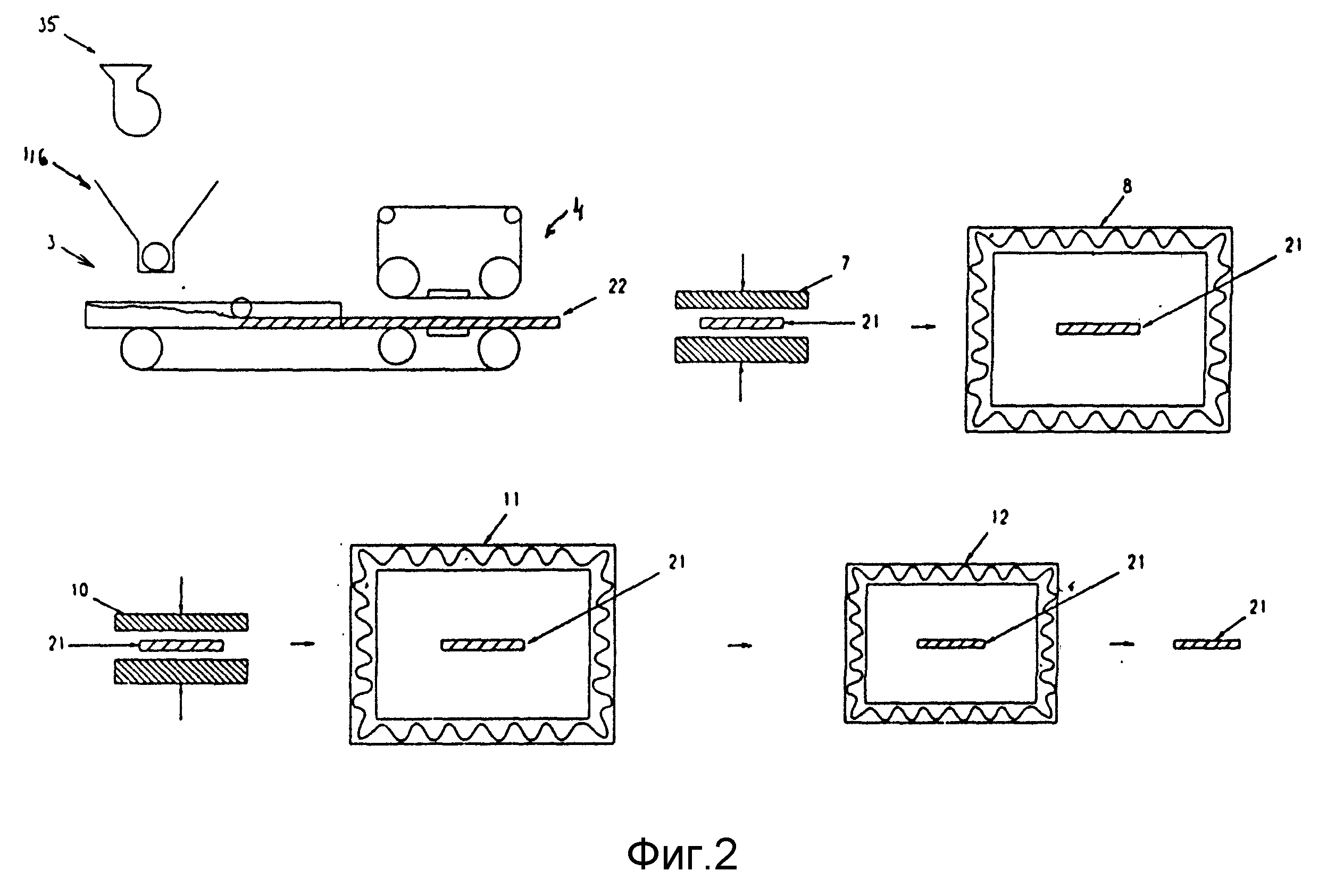
на фиг. 2 представлена технологическая схема сухого процесса,
на фиг. 3 показан вид сверху устройства,,
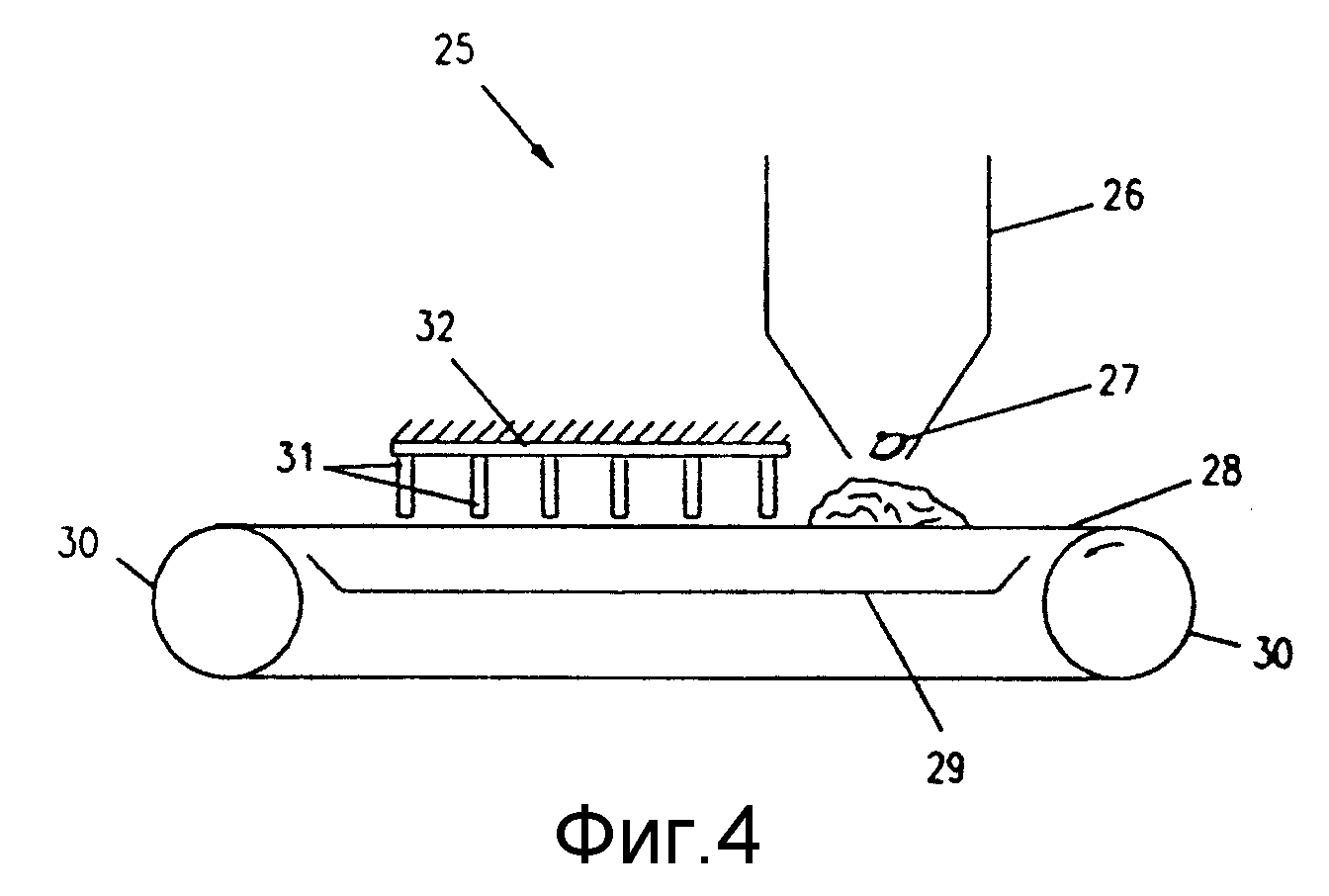
на фиг. 4 показан вид сбоку
обезвоживающей установки,
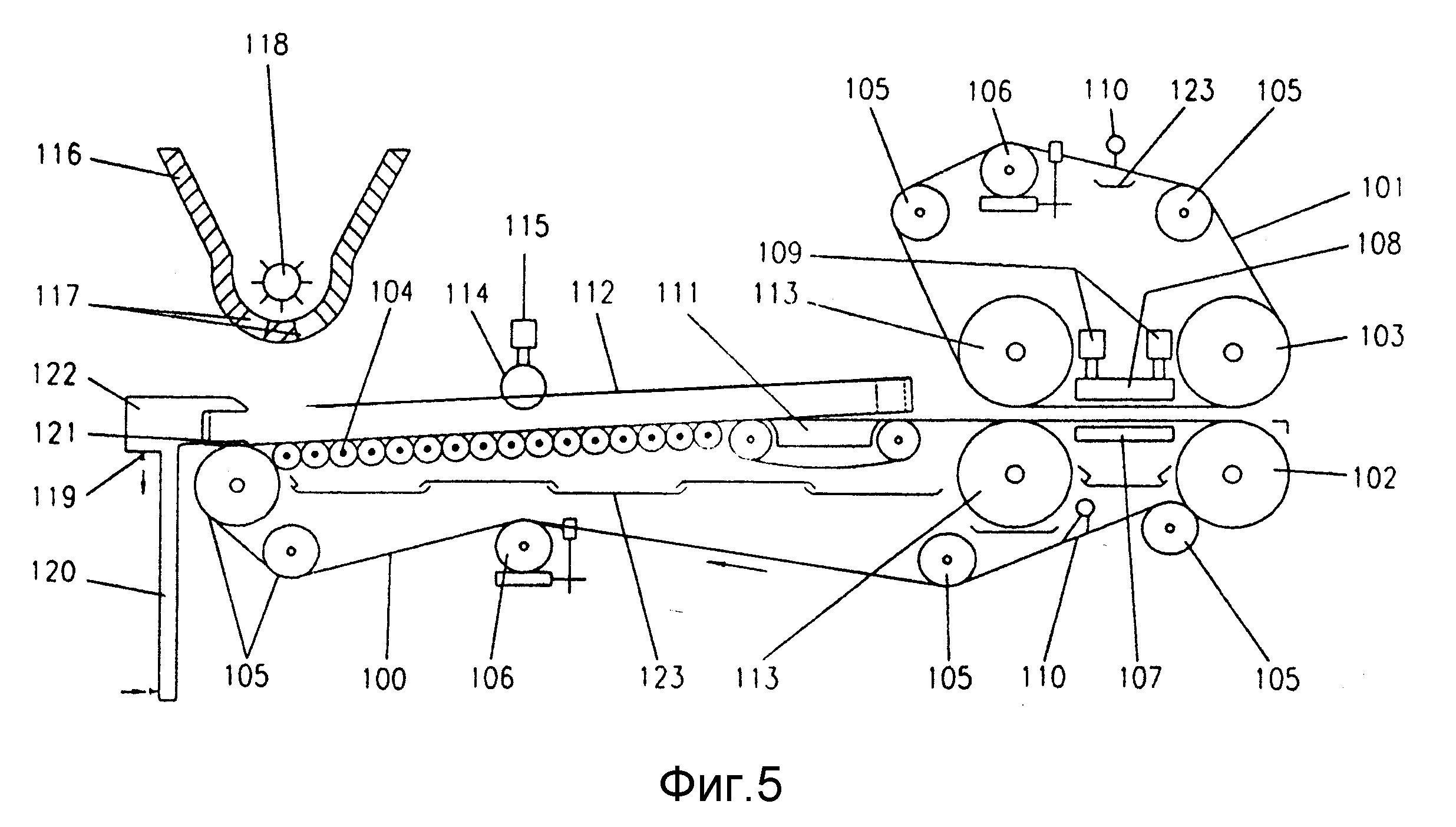
на фиг. 5 показан вид сбоку ленточного фильтр-пресса,
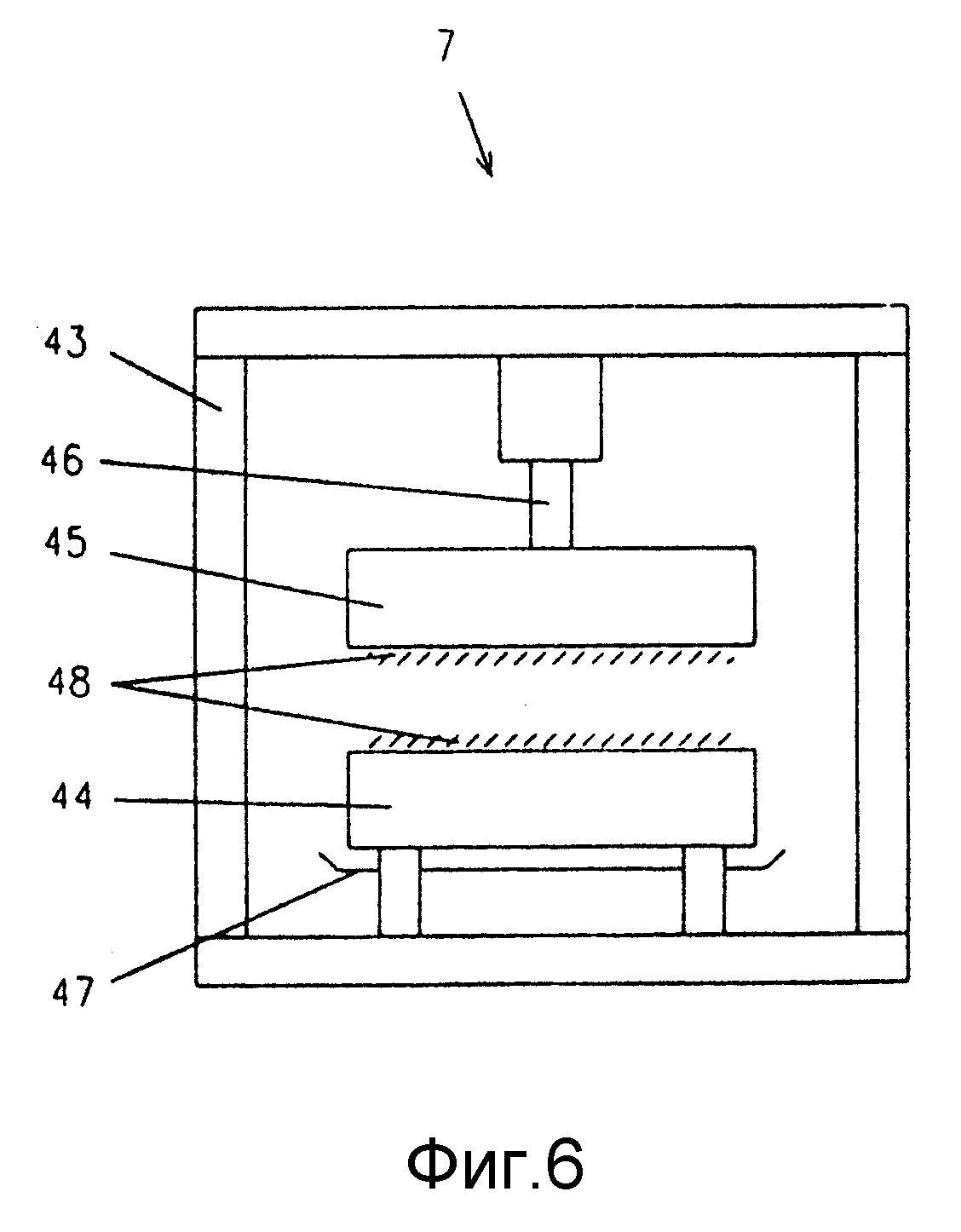
на фиг. 6 показан вид сбоку пресса 1,
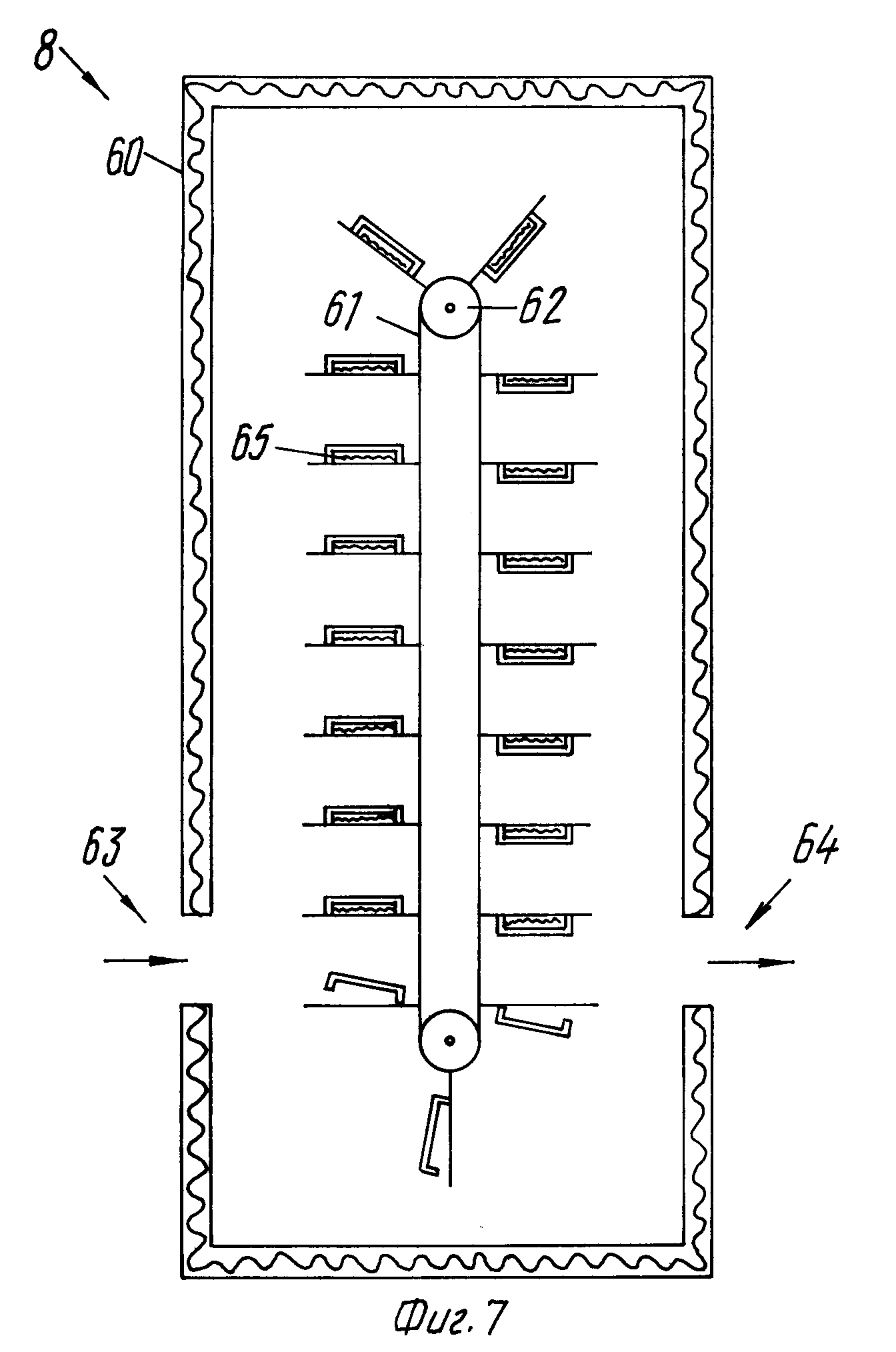
на фиг. 7 показан вид сбоку сушильной печи 1,
на фиг. 8 показан вид сбоку детали сушильной печи 1,
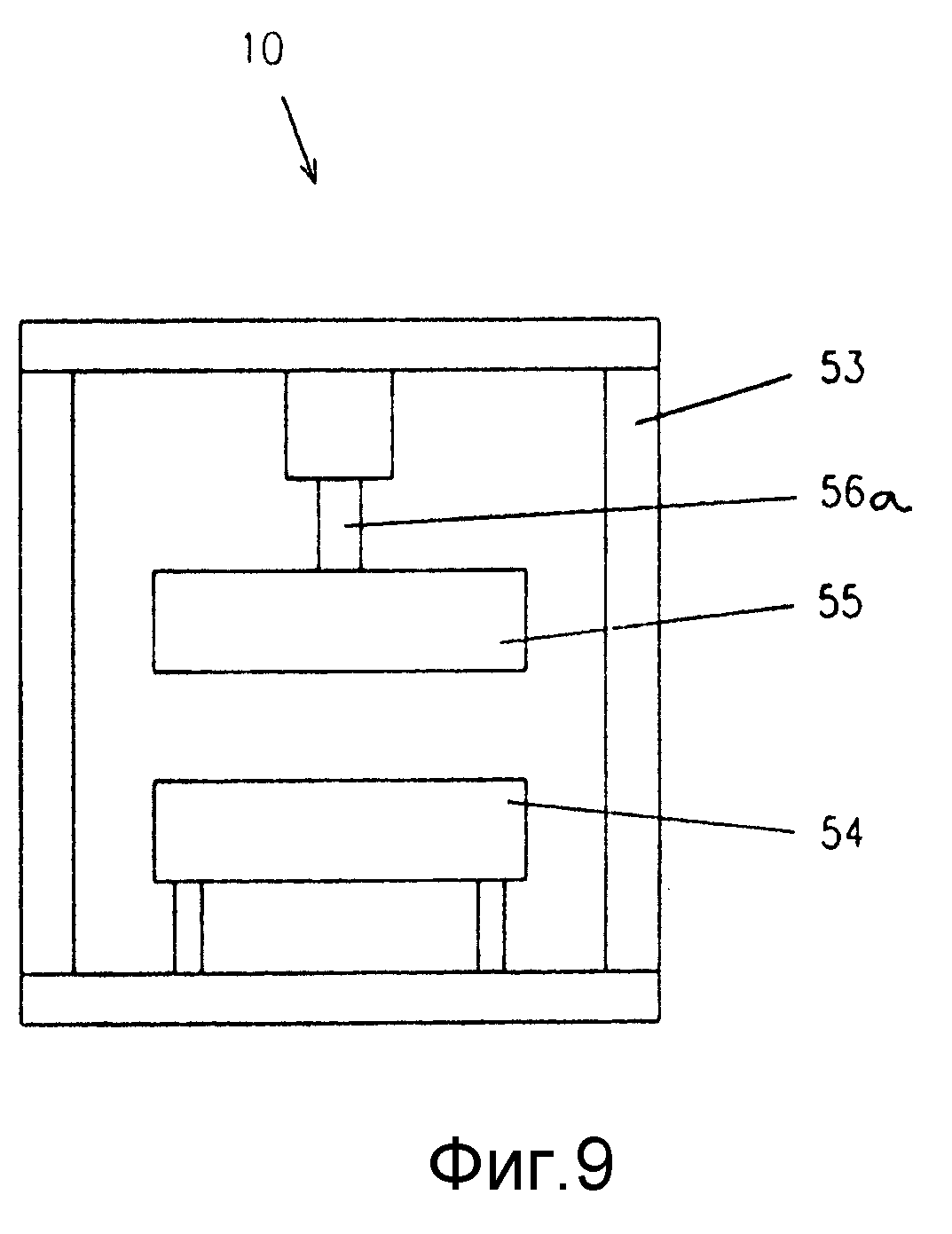
на фиг. 9 показан вид сбоку пресса Л,
на фиг. 10 показаны сушильная печь 11 и охлаждающий туннель,
на фиг. 11 показан
вид сбоку молотковой дробилки.
Все фигуры представляют собой схематические изображения, которые выполнены не в масштабе, они отображают только те детали, которые необходимы для понимания существа изобретения, в то время как остальные детали не показаны. Одинаковые узлы и детали на всех фигурах обозначены одинаковыми позициями.
Конкретная конструкция устройства производственного типа в соответствии с настоящим изобретением первоначально описана таким образом, что первая ссылка относится к общему виду сверху на фиг. 3. Устройство фиг. 3, которое в целом обозначено ссылкой номер 1, сконструировано таким образом, что оно в состоянии принимать сырой материал либо в текучей, либо в твердой форме, вследствие чего процессы изготовления называют соответственно мокрым процессом и сухим процессом. Сырой материал в текучем виде подают в буферную емкость 2 (подробности этой операции на фигуре не отражены), которая представляет собой водонепроницаемый резервуар подходящего размера, откуда исходный материал поступает на ленточный фильтр-пресс 3, который показан в левой части фиг. 3, в виде потока, который можно дозировать так, как это необходимо, причем подробности его подачи на фигуре не отражены. Исходный материал в твердой форме направляют в молотковую дробилку 35, представленную в левой части фиг. 3. В молотковой дробилке материал измельчают и из нее его подают на ленточный фильтр-пресс 3.
На ленточном фильтр-прессе 3 материал распределяют в виде горизонтального слоя, который освобождают от воды и подвергают отжиму в виде непрерывного процесса, благодаря чему на ленточном фильтр-прессе получают и с него поступает непрерывный волокнистый лист 22 (см. фиг. 1), материала с некоторым внутренним сцеплением. После ленточного фильтр-пресса 3 расположен обрезной станок 4, который может быть снабжен дисковой пилой идя приспособлением какого-либо иного типа для разрезания листа на куски в поперечном направлении относительно направления поступательного движения. Таким путем обеспечивается возможность разрезания непрерывного листа на плиты или плиточные элементы соответствующей длины. Из обрезного станка 4 плиты поступают на конвейерные средства 5, в частности на ролики или конвейерные ленты, и затем подаются на стол 6 для взвешивания, где каждую отдельную плиту взвешивают и проверяют на этой стадии осуществления способа. Со стола 6 для взвешивания плиты попадают на конвейерную ленту 5 (см. фиг. 3), сориентированную в направлении, которое составляет угол в 90o к направлению поступательного движения с ленточного фильтр-пресса 3 к столу 6 для взвешивания.
Плиточные элементы направляют в пресс 1, который обозначен позицией 7, где их прессуют с целью удаления дополнительного количества воды. После завершения операции прессования в прессе 7 плиты подают на конвейерную ленту 5 для обработки в сушильной печи 1, которая на фигуре обозначена позицией 8, где их нагревают таким образом, чтобы обеспечить сушку. После выдержки в сушильной печи 8 плиты пропускают через теплоизолированный роликовый туннель, который сконструирован таким образом, чтобы плиты отдавали в окружающую среду минимально возможное количество тепла.
Из туннеля 9 с роликовой дорожкой плиты поступают в пресс 11, который на фигуре обозначен позицией 10, где их вновь подвергают прессованию. По завершении операции прессования в прессе 10 плиты направляют через теплоизолированный туннель 9 с роликовой дорожкой в сушильную печь 11, которая для ссылки обозначена позицией 11, где их дополнительно сушат, откуда их подают в охлаждающий туннель 12 для охлаждения.
После охлаждающего туннеля 12 плиты находятся на конвейерной ленте 5, которая перемещает их к раме обрезного станка 13, где кромки обрезают до нужного размера с помощью соответствующих режущих инструментов, например дисковых пил. От края отрезного станка 13 плиты направляют на конвейерную ленту 5, где направление движения вновь изменяется на 90o, что позволяет соответствующим образом обрабатывать концевые кромки с помощью последнего обрезного станка 14, конструкция которого аналогична конструкции обрезающего кромки станка 13. Из последнего обрезного станка 14 плиты направляют к отделочному станку 15, где производится отделка и полировка их поверхностей. С этой точки плиты могут быть направлены для транспортировки по двум параллельным дорожкам: одна - через камеру 16, где на поверхности плит наносят покрытие, а другая - по конвейерной ленте 5 непосредственно к штабелеукладочной установке 19, где отделанные плиты укладывают в штабели с целью последующей транспортировки на поддонах на склад.
Остатки после обрезки на обрезных станках 13 и 14, а также пыль из отделочного станка собирают вместе и направляют к сборнику 17 отходов, который может быть снабжен спиральной прессующей и транспортирующей установкой, после чего подают к дробилке 18 отходов, где эти остатки измельчают до нужного размера и после смешения с водой они могут быть вновь использованы в качестве исходного материала для изготовления плит. Дробилка 18 отходов может быть снабжена роликами или резаками: в качестве нее можно применять мельницу или измельчитель, или же она может быть сконструирована согласно другому техническому решению. Из дробилки 18 отходов остатки подают на конвейер 20 отходов, конвейерную ленту, и возвращают в буферную емкость 2.
Воду, которую удаляют из плит или отжимают из плит в процессе изготовления, собирают и удаляют или возвращают в буферную емкость 2 таким путем, подробности которого не отражены, после очистки, если это необходимо, благодаря чему возникает возможность регулируемой обработки воды или шламовой части воды, или, возможно, возврата на более раннюю стадию изготовления. Все устройство по своим размерам рассчитано на такую производительность, которая позволяет изготавливать примерно по одной отделенной плите в минуту, причем размеры плиты составляют 1,25 м х 2,5 м х 10 мм, а ее вес равен приблизительно 37 кг. В ходе проведения мокрого процесса, в которое исходный материал получают в виде водной суспензии с содержанием сухого вещества приблизительно 2-5%, это означает, что в устройстве переработке подвергают исходный водный материал в количестве 740 - 1850 кг/мин. В сухом процессе, в ходе проведения которого исходный материал получают в виде материала с недостатком внутреннего сцепления при влагосодержании 50%, поступающее количество составляет приблизительно 74 кг гранулята в минуту.
Устройство сконструировано таким образом, что путем соответствующих и выполненных специалистом в данной области техники регулировок можно изготавливать плиты различных размеров и толщин. Толщину плит обычно можно регулировать в интервале 1-20 мм, но в случае, когда приемлемым оказывается более длительный процесс изготовления, можно получать плиты еще большей толщины.
Далее, для более подробного описания обезвоживающей установки 25 следует обратиться к фиг. 4. функция обезвоживающей установки 25 заключается в приемке очень разбавленной водной суспензии, содержание сухого вещества в которой может составлять приблизительно 1-5%, предпочтительнее примерно 2%, причем работа этой обезвоживающей установки обеспечивает возможность первого обезвоживания материала. Как показано на фиг. 4, такая установка включает в себя в основном воронку 26, в которую подают водную суспензию. В своей нижней части эта воронка снабжена сливным приспособлением, которое можно регулировать с помощью приспособления 27 для регулирования сливного потока, что позволяет отводить поток с регулируемым расходом.
Водную суспензию через сливное приспособление 27 воронки направляют на бесконечную перфорированную ленту 28, которая охватывает ролики 30 конвейерной ленты таким образом, что верхний путь лента 28 проходит более или менее горизонтально. Перфорированная лента 28 задерживает твердые компоненты и дает возможность воде сливаться через ленту, вследствие чего она собирается в сборном поддоне 29, что позволяет ее затем сбрасывать в отход или возвращать в процесс регулируемым путем.
Над перфорированной лентой 28 размещен ряд вертикальных распределительных приспособлений 31, смонтированных на держателе 32, который расположен на некотором расстоянии над конвейерной лентой 28 и сориентирован более или менее параллельно этой конвейерной ленте, вследствие чего распределительные приспособления 31 установлены под прямыми углами к ленте. Распределительные приспособления могут быть выполнены из стального профиля с поперечным сечением 10 х 50 мм и длиной приблизительно 150 мм. Распределительные приспособления размещены над поверхностью ленты в продольном и поперечном направлениях со средним расстоянием в горизонтальной плоскости приблизительно 100 мм. Эти приспособления выступают вниз, находясь над лентой на расстоянии от нее примерно 1-15 мм. Когда лента 28 движется так, как это показано на фиг. 4 стрелкой, материал транспортируется в направлении левой части фигуры и неподвижно смонтированные распределительные приспособления 31 способствуют распределению и механической подготовке неподвижно материала, который неподвижно лежит на ленте. Неподвижно лежащий и частично обезвоженный материал падает с ленты 28 в левой части фиг. 4 на том этапе, когда он все еще содержит значительное количество воды и когда он оказывается механически некогерентным.
Для более подробного описания ленточного фильтр-пресса теперь следует обратиться к фиг. 5. Ленточный фильтр-пресс 3, который может представлять собой установку производства фирмы "АНДРИТЦ", сконструирован для приемки соответственно частично обезвоженного материала из обезвоживающей установки 25 или измельченного материала из молотковой дробилки 35, благодаря чему в обоих случаях поступающий материал проходит через загрузочную воронку 116, откуда этот материал может сбрасываться через разгрузочные отверстия 117, которые размещены в нижней части загрузочной воронки, проходящей по всей ширине конвейерной ленты, вследствие чего распределительный ротор 118, ось которого проходит в поперечном направлении относительно плоскости представленного на фиг. 5 изображения, содействует равномерному распределению материала в поперечном направлении и его выталкивает через разгрузочные отверстия 117. Материал падает на сборный лоток 122, который выполнен в форме сосуда, открытого вверх и вправо относительно представленного на фиг.5 изображения. В сочетании со сборным лотком смонтированы переливное приспособление 119 и разгрузочная трубка 120, что позволяет поддерживать регулируемый уровень жидкости и, если необходимо, отводить жидкость. Из сборного лотка материал стекает вниз на стол 121 для формования, который выполнен из материала, обладающего приемлемо низким трением, например с пластиковым покрытием, и который проходит с небольшим наклоном вверх в направлении от сборного лотка 122 к ленточному фильтру 100, что является основным элементом ленточного фильтр-пресса.
Ленточный фильтр 100 выполнен в виде бесконечного куска фильтровальной ткани, который проходит поверх так называемых образующих стол роликов 104, вокруг нижнего ведущего ролика 102 и вокруг ведомых роликов 105 и устройства 106 для регулирования ленты. Мелкость ленточного фильтра составляет приблизительно 14-32 меш /число отверстий на линейный дюйм (25,4 мм)/, предпочтительнее примерно 20 меш. Предпочтительная толщина нити составляет приблизительно 0,3 мм в диаметре. В предпочтительном варианте фильтровальная лента является металлической, причем такой, что продольные нити выполнены из фосфористой бронзы, а поперечные - из латуни. В другом предпочтительном варианте фильтровальные ленты выполнены из пластика, например из полиамида, или покрыты пластиком. Жидкость можно удалять посредством ленточного фильтра, поскольку вода, которая проходит через него, собирается на лотках, что позволяет в дальнейшем ее сбрасывать в отход или возвращать в процесс контролируемым путем. Фильтровальная лента проходит мимо промывных сопел 110, где она подвергается обмывке струями с обратной стороны, что позволяет удалять прилипшие загрязнения. Устройство 106 для регулирования ленты обеспечивает соответствующее натяжение ленты, ее прямое перемещение, благодаря чему устройство для регулирования бесконечной ленты позволяет устранить любую тенденцию к перекосам.
В той секции фильтровальной ленты, которая следует непосредственно за формующим столом 121, лента опирается на образующие стол ролики 104, вследствие чего эта секция ленты наклонена вверх. Благодаря такому наклону вверх в сборном лотке 122 и над первой частью фильтровальной ленты может существовать некоторый уровень текучей среды, и поэтому по бокам фильтровальной ленты предусмотрены водонепроницаемые ограждения 112. Эти боковые ограждения выполнены таким образом, что они водонепроницаемо подогнаны относительно поверхности фильтровальной ленты, а их ширину можно регулировать в некотором интервале, причем предпочтительный размер составляет 1300 мм.
Над фильтровальной лентой установлен ракельный ролик 114, высоту которого можно регулировать посредством регулировочного приспособления 115, причем указанный ролик предусмотрен для того, чтобы обеспечить распределение твердого материала на определенном уровне по всей фильтровальной ленте в виде слоя, толщину которого можно регулировать в интервале 30-100 мм. У жидкости имеется возможность стекать через фильтровальную ленту вниз между образующими стол роликами 104. По мере продвижения ленты вправо относительно представленного на фиг. 5 изображения по образующим стол роликам жидкий материал все больше и больше становится похожим на непрерывный мат, перемещающийся на фильтровальной ленте вправо относительно представленного на фиг. 5 изображения. После образующих стол роликов 104 фильтровальная лента проходит над всасывающей установкой 111 с помощью которой над фильтровальной лентой возможно создание вакуума, что позволяет сильнее обезвоживать материал.
После этого фильтровальная лента проходит через ряд обжимных валков 113. Над этой зоной в форме другой бесконечной фильтровальной ленты размещена так называемая прижимная лента 101, которая проходит по приводному верхнему ролику 103, направляющему ролику 105, мимо промывных сопел 110 и по регулировочному устройству 106. Прижимная лента или верхняя фильтровальная лента обычно представляет собой ленту того же самого типа, что и нижняя фильтровальная лента, а установки работают в основном в соответствии с вышеизложенным.
В зоне между двумя парами обжимных валков 113 предусмотрены нижняя прессовочная плита 107, над которой проходит нижняя фильтровальная лента 100, и верхняя прессовочная плита 108, под которой проходит верхняя фильтровальная лента 101. Верхнюю прессовочную плиту 108 можно регулировать в отношении ее высоты и наклона регулировочным средством 109. Система верхней и нижней прессовочных плит предусмотрена с целью обеспечить воздействие повышенного давления на изготовленный волокнистый мат с целью удалить дополнительное количество воды. Такие прессовочные плиты выполнены из материала с низким коэффициентом трения, что позволяет фильтровальной ленте скользить по ним, причем эти плиты могут быть плоскими или слегка искривленными, как это показано на виде сбоку, представленном на фиг. 5, благодаря чему давление воздействует на мат постепенно, наиболее приемлемым образом, не вызывая при этом искривления мата в процессе прессования.
В предпочтительном варианте эти прессовочные плиты сконструированы таким образом, чтобы спрессовать мат или волокнистый листовой материал, не вызывая его искривления. С помощью регулировочных средств 109 можно неступенчато варьировать давление и, следовательно, толщину мата, выполненного с помощью ленточного фильтр-пресса. В предпочтительном варианте такой ленточный фильтр-пресс сконструирован таким образом в интервале 0-25 кПа/кв. см и что толщину на выходе можно варьировать в пределах 12- 20 мм. В других предпочтительных вариантах ленточный фильтр-пресс может быть сконструирован с учетом возможности создания давления вплоть до 35 кПа/кв. см или даже до 50 кПа/кв. см.
Несмотря на то, что это на фигурах не показано, фильтровальные ленты в соответствии с настоящим изобретением могут опираться на поперечную тонкую пластину, которая перемещается с той же скоростью, что и сами фильтровальные ленты, или же верхняя и нижняя прессовочные плиты могут быть рассчитаны для циклических операций, проводимых таким образом, что они имеют возможность перемещаться на некоторое расстояние совместно с фильтровальными лентами при одновременном сжатии, после чего они размыкаются и возвращаются в исходное положение. Благодаря этому можно создавать особенно высокое давление без необходимости устранять заметное трение фильтровальной ленты в процессе ее перемещения. И наоборот, когда прессовочные плиты применяют прерывисто, можно согласиться с некоторой неоднородностью при изготовлении волокнистого листового материала. В другом предпочтительном варианте фильтровальные ленты взаимно сжимаются между роликами, которые могут быть размещены таким образом, что фильтровальные ленты движутся по волнистому пути.
Несмотря на конкретно описанный процесс обезвоживания материала в обезвоживающей установке и на ленточном фильтр-прессе, необходимо подчеркнуть, что существуют другие методы обезвоживания, известные специалистам в данной области техники, которые также можно применять вместо такого ленточного фильтр-пресса или обезвоживающей установки. К таким методам относятся, например, декантация, центрифугирование, вакуумное фильтрование, седиментация, прессование в камерном прессе и тому подобное, и эти методы можно осуществлять в других вариантах выполнения изобретения.
Теперь для более подробного описания пресса 7 необходимо обратиться к фиг. 6. Пресс 7, который мог бы быть изготовлен по Сеннерскову, включает в себя в основном раму 43, в которой установлена нижняя плита 44 пресса и на которую посредством механизма 46 опирается верхняя плита 45 пресса таким образом, что обе прессовочные плиты могут прижиматься друг к другу. На поверхностях нижней и верхней прессовочных плит 44 и 45 имеются сетки 48. Такими сетками может служить ткань из стальной проволоки или синтетический материал, а их действие состоит в возможности удаления воды с поверхностей изделий, которые подвергают прессованию, благодаря чему создается возможность удаления с пресса воды, которая благодаря этому собирается на лотке 47, откуда ее затем можно сбрасывать в отход или возвращать в процесс регулируемым путем. Сетки оказывают также на прессуемые плиточные изделия когезионное действие, причем это когезионное действие имеет важное значение, поскольку при осуществлении процедуры прессования в плитах может создаваться настолько высокое давление, что плиты начинают проявлять тенденцию к выбросу или выскальзыванию. Механизм 46 сконструирован таким образом, чтобы можно было регулировать давление, благодаря чему пресс и этот механизм рассчитаны главным образом на регулирование давления во время прессования плиты в пределах 0-60 кПа/кв. см.
В предпочтительном варианте прессу 7 сообщают размеры в расчете на прессование одной плиты размерами приблизительно 1,3 и х 2,6 м, причем этот пресс сконструирован таким образом, чтобы он мог развивать общее давление примерно 2000 т. В другом предпочтительном варианте прессу 7 придают размеры в расчете на прессование двух плит, которые помещают одну за другой, размеры каждой из этих плит составляют приблизительно 1,3 м х 2,6 м, причем в этом варианте возможности пресса рассчитаны на создание общего давления 4000 т.
Хотя в представленном на фигуре варианте исполнения пресс 7 характеризуется выровненными прессовочными плоскостями, приемлемыми для изготовления плит с плоскими параллельными сторонами, в других вариантах исполнения пресс 7 может быть также снабжен не плоскими оформляющими прессовочными поверхностями, а поверхностями более сложной конфигурации, что позволяет изготавливать изделия других форм.
Для более подробного описания сушильной печи 8 теперь необходимо обратиться к фиг. 7. Сушильная печь 8 включает в себя главным образом теплоизолированный корпус 60, в котором размещена система вертикально движущихся цепных конвейеров 61, охватывающих ролики 62 в нижней и верхней частях. На цепных конвейерах 61 смонтированы выступающие под прямым углом опоры, на которых размещены опорные сетки 66, причем конфигурация этой системы такова, что плиточное изделие 21 в транспортировочных средствах, которые подробно не представлены, имеет возможность проходить через входное отверстие 63 в сушильную печь 8 и укладываться на опорную сетку 66 на выступающей опоре 65. На каждой выступающей опоре 65 размещена шарнирная удерживающая рама 67, дополнительно снабженная опорной сеткой 66, причем эта удерживающая рама способна закрываться вокруг плиточного изделия 21, благодаря чему это плиточное изделие фиксируется под действием приемлемого поверхностного давления, равного приблизительно 0,01 кПа/кв.см (см. фиг. 8, где в увеличенном масштабе представлено схематическое изображение выступающей опоры). Поперечные размеры отверстий опорной сетки 66 могут составлять приблизительно 3-10 мм. Назначением такой конструкции является удержание плиты с тем, чтобы исключить возможность ее коробления или падения в ходе проведения процесса сушки в сушильной печи 1.
В качестве опоры для плит в других вариантах могут служить другие средства, например перфорированные плиты, вследствие чего существенная отличительная особенность настоящего изобретения просто состоит в том, что плиты опираются таким образом, что пар получает возможность удаляться с поверхностей плит. По еще одному варианту плиты помещают в сушильную печь 8 свободно, на уровне опорной поверхности, без их неподвижной фиксации.
Если обратиться к фиг. 7, то сушильную печь в принципе сооружают вертикально, в ней содержится ряд плит, которые должны удерживаться и фиксироваться индивидуально, хотя и с возможностью движения вверх внутри сушильной печи и вокруг верхнего цепного ролика 62, а затем вниз с другой стороны до тех пор, когда после раскрытия удерживающей рамы 67 их можно извлекать и транспортировать далее через разгрузочное отверстие 64. Хотя на фиг. 7 показано ограниченное число плит, совершенно очевидно, что в практическом варианте исполнения может быть предусмотрено большое число опор и удерживающих рам. Так, например, в сушильной печи 8 может находиться до 100 плит, удаленных друг от друга на несколько сантиметров, в частности на 10-30 мм. Конструкция сушильной печи 8 позволяет регулировать в ней температуру вплоть до 220oC. Продолжительность пребывания в сушильной печи 8 можно регулировать путем варьирования скорости движения 4 цепного конвейера 61.
Для более подробного описания пресса 11 теперь следует обратиться к фиг. 9. Пресс 11, который мог бы быть изготовлен по Сеннерскову, включает в себя в основном раму 53, на которую опирается нижняя прессовочная плита 54 и на которую посредством механизма 56a опирается верхняя прессовочная плита 55. Пресс 11 сконструирован таким образом, что обе прессовочные плиты могут прижиматься друг к другу, причем при этом они с высокой точностью удерживаются в параллельном положении, сжимаясь под регулируемым давлением. Пресс 11 соответствующим образом сконструирован с таким расчетом, чтобы иметь возможность нагревать его прессовочные плоскости до регулируемой температуры, которую можно варьировать вплоть до 230oC.
В предпочтительном варианте конструкция пресса 11 позволяет прессовать плиту размерами приблизительно 1,3 м х 2,6 м, под регулируемым давлением до 60 кПа/кв. см, что соответствует общему давлению 2000 т. В другом варианте пресс 11 может быть сконструирован в расчете на возможность прессования двух плит, которые помещают одну на другую, размерами по 1,3 м х 2,6 м. В этом варианте возможности пресса 11 рассчитаны на создание общего давления 4000 т, что позволяет создавать оказываемое на плиточные изделия давление примерно 60 кПа/кв.см.
Описываемый пресс 11 соответствует прессу 1, но отличается от него тем, что обладает гладкими прессовочными поверхностями. Таким образом, вода лишена возможности удаляться из прессуемых плит, исключая ту воду, которая может удаляться в горизонтальных направлениях вдоль самой плиты. Поскольку у пресса 11 отсутствуют опорные сетки на прессовочных плоскостях, важное значение имеет то, что подвергаемые прессованию плиты обладали когезионной прочностью, которая позволяла бы предотвращать их разрыв под действием гидравлического давления, создающегося в плитах в процессе прессования.
Хотя прессовочные плоскости в первом варианте исполнения пресса 11 являются гладкими, в соответствии с другим подходящим вариантом они могут быть снабжены слегка приподнятой крышкой (на фигурах не показано) с целью удерживать вместе плиты в процессе прессования. Эта кромка относительно изготовляемых плит может быть расположена таким образом, что рельефная линия, которую опрессовывает кромка на плитах, проходит по участку, который подлежит обрезке в процессе последующей обработки с подгонкой размеров до нужных. В других вариантах исполнения пресса 11 конструкция пресса может быть такой, которая рассчитана на рельефные прессовочные поверхности или неровные поверхности другой конфигурации, что позволяет изготовлять изделия соответствующих форм.
Далее для более подробного описания сушильной второй печи 11 и охлаждающего туннеля следует обратиться к фиг.10. Сушильная печь 11 включает в себя в основном теплоизоляционный корпус 70 и продольную конвейерную ленту 71, которая проходит по ленточным роликам 72, от входного отверстия 73 до выходного отверстия 74. Сушильная печь 11 сконструирована таким образом, что температуру в ней можно регулировать в интервале вплоть до 220oC. Продолжительность пребывания в сушильной печи 11 можно регулировать варьированием скорости движения конвейерной ленты 71.
После выдержки в сушильной печи 11 плиточные изделия через разгрузочное отверстие 74 по короткой конвейерной ленте 5 направляют в охлаждающий туннель, который включает в себя закрытый кожух 80 и конвейерную плиту 81, проходящую по ленточным роликам 82 соответственно вблизи входного отверстия 83 и вблизи разгрузочного отверстия 84. В охлаждающий туннель 12 нагнетается воздух при комнатной температуре с целью охлаждения плит перед их последующей обработкой.
Хотя в предпочтительных вариантах исполнения сушильная печь 8 и сушильная печь 11 представляют собой соответственно вертикальную конструкцию и горизонтальную конструкцию, необходимо иметь в виду, что возможны также другие варианты исполнения. Так, например, обе сушильные печи могут быть смонтированы вертикально или обе сушильные печи могут быть горизонтальными, или же они могут быть смонтированы в соответствии с другими специальными вариантами, которые отвечают тем же самым функциональным требованиям и которые, следовательно, применимы для осуществления изобретения.
В соответствии с еще одним вариантом выполнения на стадии 1 сушки вместо принудительной сушки предусмотрена весьма приемлемая естественная сушка. В этом случае плиты извлекают из пресса 7 для хранения на открытом воздухе (на фигурах не показано), предпочтительнее под крышей, где их оставляют на подходящее время в таких условиях, в которых предусмотрена возможность естественного циркулирования воздуха, откуда в дальнейшем их направляют в пресс 10 для последующей обработки. В ходе проведения практических экспериментов выяснилось, что желаемая степень сушки может быть достигнута по истечении 5-7 дней сушки на открытом воздухе и что, следовательно, таким путем может быть достигнуто существенное снижение энергетических затрат, в результате чего осуществление стадии 1 сушки позволяет избавиться от относительно больших количеств влаги. Как это разъяснено выше, плиты способны довольно легко освобождаться от свободной влаги, которая находится между волокнами и в полостях волокон, тогда как влага, которая сорбционно связана со стенками клеток, не проявляет склонности к высвобождению. Таким образом, в процессе естественной сушки сорбционно связанная влага практически не высвобождается или удаляется по меньшей мере лишь очень медленно, а это означает, что плиты проявляют склонность к стабильности своего состояния именно на этом желаемом уровне влагосодержания. Следовательно, в процессе естественной сушки, если плитам дают достаточное количество времени, наблюдается тенденция к достижению точно желаемого уровня сушки. В ходе проведения непрерывного процесса возникает, естественно, необходимость в сравнительно больших производственных помещениях для хранения с целью обеспечить продолжительность сушки 5-7 дней, но с другой стороны, также производственные помещения могли бы быть созданы при довольно малых затратах.
Теперь для более подробного описания молотковой дробилки 35 необходимо обратиться к фиг. 11. Молотковая дробилка 35, которую применяют для измельчения исходного материала в твердой форме в ходе проведения так называемой операции сушки, включает в себя в основной загрузочную воронку 36, через которую подают этот материал и откуда материал попадает в отделение внутри внешнего корпуса 37, из которого материал после механической обработки можно удалять через сито 38. Средства механической обработки включают в себя главным образом вал 39, приводящийся от электромотора, с ротором, в конструкции которого предусмотрено наличие несущих дисков 40, на каждом из которых имеется ряд сориентированных под оси параллельных ударных осей 42, каждая из которых несет по ряду отдельно поворачивающихся молотков или ударников 41. Приводной вал 39 вращается со скоростью приблизительно 2900 об/мин, вследствие чего за счет центробежных сил ударники вытянуты в радиальном направлении, благодаря чему концу ударников совершают вращательное движение с линейной скоростью примерно 80 м/с, с радиусом вращения 260 мм и со скоростью вращения 2900 об/мин.
В дальнейшем для более подробного описания так называемого мокрого процесса в общем необходимо обратиться к фиг.1. На фиг. 1 показана схематическая иллюстрация наиболее важных стадий переработки, где исходный материал превращается в готовую плиту, причем ради ясности на фиг. 1 не показаны некоторые практические детали.
Таким образом, на фиг. 1 показаны обезвоживающая установка 25, загрузочная воронка 116 вблизи ленточного фильтр-пресса, ленточный фильтр-пресс 3, обрезная система 4, пресс 7, сушильная печь 8, пресс 10, сушильная печь 11 и охлаждающий туннель 12.
Исходный материал, обработанный в ходе проведения так называемого мокрого процесса, который проиллюстрирован на фиг.1, представляет собой водную суспензию, содержание сухого вещества в котором составляет приблизительно 1-5 вес.%, в частности примерно, 2 вес.%. Этот исходный материал образуется как остаток в не представленном на фигурах процессе переработки утилизируемой макулатуры хорошего качества. В ходе проведения такого процесса перерабатывают качественную бумагу, в частности официальную документацию и прочее, возможно в форме обрезков, причем такая бумага включает в себя в основном волокнистую целлюлозную массу с наполнителями, которые подмешивают, например, с целью придать бумаге белизну и обеспечить улучшение печатных свойств. Поскольку речь идет о макулатуре, она обычно содержит печатную краску. Основной компонент включает в себя волокна целлюлозы и гемицеллюлозы, а наполнители включают в себя главным образом мел, глину и каолин. Макулатуру обрабатывают водой, нагреванием, химикатами и подвергают механической обработке, в результате чего образуется текучая бумажная масса или целлюлозная масса, которую пропускают через флотационную систему, в которой ее отмывают от печатной краски.
Промытую целлюлозную массу фильтруют с целью утилизировать все волокна, приемлемые для вторичного производства качественной бумаги. Полагают, что такие фильтрующие системы обычно позволяют извлекать все волокна, длина которых превышает приблизительно 1 мм. Исходный материал, который использовали для изготовления плит в соответствии с настоящим изобретением, анализировали на длину волокон, в результате чего было установлено, что длина волокон приблизительно 75% из них в пересчете на вес находится в интервале 0-1 мм и длина примерно 92% волокон в пересчете на вес находится в интервале 0-2 мм. Хотя при осуществлении изобретения с использованием упомянутого исходного материала формованные изделия, обладающие хорошей прочностью, могут быть изготовлены без дополнительных добавок, возможно также добавление веществ, позволяющих добиться особых свойств. Ими могут служить, например, волокна большей длины, волокна других сортов, связующие средства и тому подобное.
В ходе проведения производственного процесса или процесса обработки сточной воды можно добавлять флокулирующие агенты, которые позволяют регулировать вязкость таким образом, что при этом улучшается осаждение твердых компонентов или упрощается их отфильтровывание. Такими флокулирующими агентами могут служить, например, кати он о активные растворы полиакриламида. Суспензия, которая становится остатком процесса производства бумаги, представляет собой сырье, которое используют при осуществлении способа фиг. 1. Кроме того примерно половина твердых компонентов исходного материала приходится на долю коротких целлюлозных волокон, а другая половина - на долю мела, каолина, глины и прочего, что обычно находится в коллоидном состоянии.
Такую слабую суспензию обезвоживают в обезвоживающей установке 25 и направляют на ленточный фильтр-пресс, на котором происходит дополнительное обезвоживание материала. На ленточном фильтр-прессе получают сцепленный мат, влагосодержание которого составляет приблизительно 35-60%, в частности 40-50%.
После ленточного фильтр-пресса непрерывный листовой материал разрезают на плиточные изделия такого размера, с которыми практически манипулируют на предприятии, предпочтительнее 1,3 х 2,6 м. Такие плиты направляют в пресс 7 по отдельности или парами, где их прессуют под давлением приблизительно 35-50 кПа/кв. см, причем это давление выдерживают в течение 1-2 мин. В результате влагосодержание в плиточных изделиях снижается приблизительно до 38-41%.
Из пресса 7 плиты по отдельности или парами направляют в сушильную печь 8, где их сушат при 200oC в течение промежутка времени в интервале l = 1 ч. После сушильной печи 8 плиточное изделие содержит приблизительно 20% воды.
После сушки в сушильной печи 8 плиты подают в пресс 10, где их дополнительно прессуют под давлением 25-50 кПа/кв.см, причем это давление выдерживают в течение приблизительно 1 мин. При этом влагосодержание в плитах снижают примерно до 16%.
После прессования в прессе 10 плиты переводят в сушильную печь 11, где их сушат при температуре приблизительно 200--220oC в течение примерно 30-50 мин, предпочтительнее приблизительно 40 мин. В результате этого влагосодержание в плиточных изделиях снижают приблизительно до 3% и плиты готовят для конечной обработки, например для резки на куски требуемых размеров, а отделки поверхности.
В соответствии с особенно предпочтительным вариантом сушильную печь 11 конструируют таким образом, чтобы иметь возможность сушить плиты без разрушения в большей или меньшей степени гемицеллюлозы, в то время как после сушильной печи 11 предусмотрена особая отвердительная печь (не показана), в которой на плиты воздействуют более высокой температурой с целью разрушить гемицеллюлозу. В отверждающей печи могут быть предусмотрены плиты, которые можно нагревать до сравнительно высокой температуры, то есть до 200-350oC, предпочтительнее приблизительно до 300oC, и при этом плиточные изделия прессуют между двумя нагретыми плитами такого типа в течение некоторого периода времени, например 5 мин.
Прочность на изгиб готовых плит составляет приблизительно 4,8-6 Н/кв.мм, а их плотность равна примерно 1,1 г/куб, см. Если плиты в соответствии с настоящим изобретением сопоставить с древесностружечными плитами, то следует отметить, что новые плиты обладают меньшей прочностью, но их преимуществом является то, что они не содержат ни растворителей, ни связующих средств, они не являются легко воспламеняемыми, при сгорании не выделяют вредных или ядовитых газов, не обладают особой влагопоглощаемостью и характеризуются также стабильностью размеров при воздействии влаги. Одновременно с этим возможность изготовления плит в соответствии с изобретением позволяет разрешить проблему переработки сбрасываемых в отход материалов. В сравнении с сухой штукатуркой плиты в соответствии с изобретением характеризуются превосходством таких свойств, как прочность, влагопоглощение, набухаемость, способность удерживать крепеж загибанием вбитого конца и на заклепках, стабильность размеров и механическая обрабатываемость.
Для более подробного описания так называемого процесса сушки необходимо теперь обратиться к фиг. 2. На фиг. 2 как и на фиг. 1, представлены только основные элементы устройства, поскольку для большей четкости изображения некоторые применяемые на практике узлы и детали не показаны.
Таким образом на фиг. 2 показаны молотковая дробилка 35, загрузочная воронка 116, ленточный фильтр-пресс 3, обрезной станок 4, пресс 7, сушильная печь 8, пресс 10, сушильная печь 11 и охлаждающий туннель 12. В ходе проведения так называемого сухого процесса в соответствии с представленным на фиг. 2 изображением в качестве исходного материала используют то же самое сырье, что и в ходе проведения так называемого мокрого процесса, но после его пропускания через особую операцию обезвоживания. Эту особую операцию обезвоживания проводят в устройстве, которое включает в себя главным образом обезвоживающую установку такого же типа, что и обезвоживающая установка 25, и ленточный фильтр-пресс, который слегка отличается от ленточного фильтр-пресса 3, а именно, конструкцией, в соответствии с которой верхнюю и нижнюю фильтровальные ленты прижимают друг к другу под высоким давлением между роликами, в то время как фильтровальные ленты движутся по зигзагообразному пути через ленточный фильтр-пресс. Таким образом достигается интенсивная механическая обработка, в результате которой содержание воды в материале снижается приблизительно до 50%, вследствие чего из исходного материала готовят недостаточно когерентную неоднородную хлопьевидную массу. Эту хлопьевидную массу, содержание воды в которой составляет 50%, в ходе проведения операции сушки пропускают через молотковую дробилку, которая измельчает материал, после чего такой материал через загрузочную воронку 116 распределяют на конвейере ленточного фильтр-пресса 3 для дальнейшей обработки. Все стадии обработки, начиная с загрузочной воронки 116 и ленточного фильтр-пресса 3, и далее в точности соответствуют соответствующим стадиям согласно изображению фиг. 1, поэтому в этом отношении резонно сослаться на пояснения, которые приведены к фиг. 1.
Хотя в предпочтительном варианте выполнения для измельчения хлопьевидного материала используют молотковую дробилку, в других вариантах для измельчения такого материала могут быть использованы установки других конструкций, например измельченные установки, измельчательные ролики, шредеры, дробилки и прочее.
Пример 1.
Исходный материал, содержание твердого вещества в котором составляло 2%, обрабатывали в ходе проведения процесса, представленного согласно изображению на фиг. 1. Этот материал распределяли на ленточном фильтр-прессе в виде слоя толщиной 70 мм и отжимали в ленточном фильтр-прессе под давлением вплоть до 25 кПа/кв.см, в результате чего получали мат толщиной 20 мм, содержание воды в котором составляло примерно 50%. Этот мат разрезали на отдельные плиточные изделия, которые прессовали в течение 1,5 мин в прессе 7 под давлением 35 кПа/кв.см, вследствие чего содержание воды в нем снижали приблизительно до 40%, а его толщину уменьшали до 15 мм. После этого плиты сушили при 200oC в течение l = 1 ч в сушильной печи 8, благодаря чему толщина уменьшалась до 14 мм, а содержание воды снижалось примерно до 20%. Далее плиты прессовали в прессе 10 под давлением 35 кПа/кв.см в течение 1 мин до толщины 12 мм и влагосодержания приблизительно 18% и сушили в сушильной печи 11 при 220oC в течение 40 мин.
Влагосодержание готовых плит составляло 1,7%, их прочность на изгиб была равна 6,1 Н/кв. мм, а плотность - 1,13 г/куб.см.
Пример 2.
Исходный материал, содержание воды в котором составляло 50%, обрабатывали в соответствии с процессом, представленным на фиг. 2, причем материал подвергали измельчению в молотковой дробилке, распределяли на ленточном фильтр-прессе слоем толщиной приблизительно 40 мм и прессовали под давлением 25 кПа/кв. см. В результате этого толщина полученного мата была равной приблизительно 20 мм, а содержание воды составляло около 41%. После разрезания плиточные изделия прессовали в прессе 7 под давлением 50 кПа/кв.см в течение 2 мин, вследствие чего их толщина составляла 15 мм, а влагосодержание - примерно 35%, Далее плиты сушили в сушильной печи 8 при 200oC в течение l = 1 ч до влагосодержания приблизительно 20% и толщины 14 мм и прессовали в прессе 10 под давлением 50 кПа/кв.см в течение 1 мин до толщины 12 мм и влагосодержания 18%, Затем плиты сушили в сушильной печи 11 при 220oC 40 мин.
Влагосодержание готовой плиты составляло 2,5%, ее прочность на изгиб была равной 4,8 Н/кв.мм, а плотность составляла 1,08 г/куб.см.
Хотя устройство и способ были описаны последовательно, это не исключает возможности применения отдельных его деталей в других сочетаниях и индивидуальной патентоспособности. Вышеприведенные пояснения следует рассматривать только как служащие иллюстративными примерами, а не как ограничивающие рамки изобретения, поскольку рамки прилагаемой формулы изобретения предусмотрены возможности внесения изменений и модификаций.
Реферат
Изобретение предназначено для использования в производстве бумаги. Формованное изделие готовят на основе сырья, главным компонентом которого является материал, остающийся после повторного формования целлюлозной массы из бумаги и отжима волокон из целлюлозной массы для производства бумаги. Это сырье, которое состоит в основном из воды, коротких волокон и тонко-дисперсных минеральных частиц, обезвоживают отжимом на первой стадии прессования между фильтровальными лентами с изготовлением когерентного изделия, сушат частично на первой стадии сушки, прессуют и на второй стадии прессования, а окончательно сушат на второй стадии сушки. Устройство для изготовления формованного изделия на основе вышеупомянутого сырья включает в себя в основном горизонтальную фильтровальную установку для обезвоживания, первую прессовую установку для отжима материала между поверхностями фильтровальной ленты, первую сушильную установку для сушки материала, вторую прессовую установку для прессования материала и вторую сушильную установку для тепловой обработки материала. Способ выделения волокон и частиц из сточной воды, которая образуется в результате повторного приготовления бумажной массы и утилизации волокон из целлюлозной массы для повторного производства бумаги, позволяет весьма приемлемым путем разрешить экологическую проблему, 3 с. и 16 з.п. ф-лы, 11 ил.

Комментарии