Бумагоделательная машина с устройством формирования промежуточного слоя в двухслойной структуре и принимающим башмаком с регулируемым охватом - RU2345187C1
Код документа: RU2345187C1
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам ножевого типа бумагоделательной машины, обеспечивающим формирование промежуточного слоя в двухслойной структуре, а также к устройствам улучшения качества получаемых в этих машинах бумажных листов.
Уровень техники
Современные бумагоделательные машины с двумя полотнами (или сдвоенным полотном), в которых бумагоделательный материал или сырье подаются из тонкого сопла переднего короба в промежуток между двумя сходящимися формирующими полотнами, часто называют устройствами формирования промежуточного слоя. В устройстве формирования промежуточного слоя одно из двух формирующих полотен либо охватывает поверхность вращающегося ролика, либо охватывает поверхность держателя, на которой установлен ряд ножей, расположенных на удерживающем стационарном башмаке. Имеется два типа устройств формирования промежуточного слоя.
В устройстве формирования промежуточного слоя первого типа, известном как роликовое устройство формирования промежуточного слоя, первоначальный контакт струи бумажного сырья осуществляется с полотном, находящимся на поверхности ролика; данная конструкция обеспечивает постоянный сброс давления, отличную сохранность полотна, отличную сопротивляемость полотна изменениям угла попадания струи, но плохую способность к формированию листа из-за отсутствия необходимых импульсов давления, создаваемых ножевыми кромками.
В устройстве формирования промежуточного слоя второго типа, известном как устройство формирования промежуточного слоя ножевого типа, первоначальный контакт струи бумажного сырья осуществляется с полотном, которое располагается на нескольких ножевых поверхностях. Большие импульсы давления, которые возникают за счет отклонения полотна на краю каждой ножевой поверхности, способствуют образованию отличного листа, но при этом ухудшается сохранность волокон и почти не возникает сопротивление изменениям угла движения струи из сопла переднего короба.
Недавно для улучшения формирующего двухслойного полотна предложено использовать неподвижный скругленный принимающий башмак, как описано, например, в документе 2003/0173048 (Buchanan). Неподвижный скругленный принимающий башмак, который частично охвачен двумя полотнами, заменяет описанные выше ролики и зоны контакта ножевого типа. Принимающий скругленный башмак создает зону контакта, которая осушает лист таким же способом, как это происходит на скругленной поверхности ролика в устройстве формирования промежуточного слоя роликового типа, но дополнительно обеспечивается получение серии более мягких импульсов давления, чем это происходит при работе с обычным неподвижным заостренным башмаком, используемым в устройстве формирования промежуточного слоя ножевого типа. В устройствах формирования промежуточного слоя, оборудованных неподвижным скругленным принимающим башмаком, подобных устройствам, выполненным согласно настоящему изобретению, ведущий полотно ролик расположен выше по потолку, непосредственно перед принимающим башмаком.
После первоначальной зоны контакта в любом из этих вышеупомянутых роликов в устройстве формирования ножевого или контактного типа два формирующих полотна вместе с находящимся между ними бумагоделательным сырьем проходят по стационарному заостренному формирующему башмаку для дальнейшей просушки и обработки усиленными импульсами давления, создаваемыми заостренными краями. Этот формирующий башмак наиболее часто располагают на внутренней поверхности противоположного полотна, на которой возникает контакт со струей, что обеспечивает балансировку стоков. Известно также применение ножей с регулировкой давления, подаваемого посредством гидравлического и воздушного привода, который толкает их на полотно, как описано в патенте США 6361657, при этом ножи установлены напротив заостренного неподвижного формирующего башмака, благодаря чему отдельные ножи могут давить на два полотна (с бумагоделательным сырьем между ними) в промежутке между неподвижными ножами на формирующем башмаке.
Ножи с регулируемым давлением обеспечивают лучшую регулировку и управление величиной импульсов давления, возникающих на каждом неподвижном заостренном крае. Эти регулируемые ножи способны обеспечить существенное улучшение качества бумаги, но только в случае, когда консистенция бумажного сырья, вводимого в это устройство, находится в очень узком интервале величин, позволяющем получить улучшенные волокна. Если консистенция слишком велика или слишком мала, то применение этих ножей может ухудшить качество бумаги, а не улучшить его.
Консистенция исходного бумажного сырья, поступающего на противоположную ножам секцию, определяется многими факторами, такими как основной вес производимого продукта, консистенция сырья, поступающего из сопла переднего короба, состав сырья и, что более важно, интенсивность стока в зоне первоначального контакта струи. Сток в зоне первоначального контакта струи, независимо от того, применяется ли формирующее устройство с роликом, ножами, или скругленным принимающим башмаком, зависит от упомянутых выше факторов, а также от натяжения полотна и угла его охвата (т.е. величины скругленной поверхности, которую охватывают оба полотна в зоне контакта струи). Известно, что угол охвата в зоне контакта струи определяется геометрией машины, и, следовательно, консистенция состава на противоположной ножам секции будет изменяться, если изменится какой-либо из рабочих параметров и, следовательно, качество бумаги будет ухудшаться.
Передний короб представляет собой массивный объект, и хотя он снабжен так называемыми соплами, которые могут быть использованы для непосредственной подачи потока сырья из короба в требуемое место на принимающем башмаке, точное управление им является сложным и громоздким. На практике очень важно точно направить струю сырья на принимающий башмак, чтобы контакт возникал в точно определенном месте.
В патенте США 4523978 описано применение формирующего башмака в устройстве формирования со сдвоенным полотном. Формирующий башмак располагают далее по потоку от первоначальной однослойной части, и он действует только после того, как будет нанесено некоторое количество исходной бумажной основы, при этом волокна оказываются неспособными двигаться друг относительно друга. Положение или высота установки формирующего башмака регулируется, обеспечивая изменение способности к просушке формирующего устройства, а также структуры бумаги. Это устройство не показало способность распределять исходную бумажную основу.
Раскрытие изобретения
Настоящее изобретение направлено на улучшение формирующего устройства такого типа, в котором струя сырья подается из сопла переднего короба на первое из пары движущихся формирующих полотен в том месте, где первое полотно (известное как транспортирующее полотно) скользит по принимающему башмаку. За принимающим башмаком следует формирующий башмак, на котором установлен ряд неподвижных формирующих ножей. В предпочтительном варианте выполнения предусмотрен противоположный блок с ножами, имеющий ряд ножей, прочно закрепленных, расположенных на противоположной стороне формирующего башмака таким образом, чтобы эти ножи располагались бы между ножами формирующего башмака и давили бы внутрь полотна, создавая ряд импульсов давления, которые вызывают случайное распределение волокон и улучшают процесс формирования бумаги. Противоположные ножи применяют в предпочтительном варианте для большинства, но не для всех сортов бумаги. По меньшей мере, один из двух башмаков, принимающий и формирующий, а более предпочтительно оба эти башмака установлены с возможностью регулировки их положения. Это дает возможность регулировать эффективную длину стока в промежутке между формирующими полотнами на принимающем башмаке и, следовательно, консистенцию сырья на участке до формирующего башмака на основе регулировки угла эффективного охвата, а также дает возможность регулировать угол отклонения формирующих полотен на участке между принимающим башмаком и формирующим башмаком, чтобы предотвратить избыточное растяжение и повреждение исходного формируемого состава по мере его движения к формирующему башмаку.
Имея возможность быстро и эффективно отрегулировать положение принимающего башмака и/или формирующего башмака, можно оптимизировать консистенцию сырья, так чтобы получить максимальную пользу от воздействия импульсов давления, создаваемых принимающим и формирующим башмаками. Это дает возможность производить на бумагоделательной машине широкий набор сортов бумаги за более короткое время, чем это было возможно ранее.
Настоящее изобретение основано, в частности, на том, что консистенцией сырья, поступающего в устройство формирования, можно управлять путем изменения положения точки контакта струи сырья с формирующим полотном, которое охватывает скругленный принимающий башмак. Это вызывает изменение эффективной длины стока без перемещения переднего короба. В отличие от устройства формирования с неподвижным роликом точка контакта струи сырья с принимающим башмаком в устройстве формирования промежуточного слоя может перемещаться в соответствии с настоящим изобретением посредством комбинации очень малого, но контролируемого поворота и/или линейного перемещения принимающего башмака, тогда как траектория струи сырья из переднего короба не меняется. В одном варианте выполнения настоящего изобретения ось вращения принимающего башмака расположена так, что путь полотна на участке между задней кромкой принимающего башмака и передней кромкой формирующего башмака сохраняется примерно одинаковым, тогда как нижняя (вверх по потоку) часть скругленного принимающего башмака так поворачивается, что струя попадает на принимающий башмак ниже по потоку, уменьшая при этом эффективную длину стока.
В предпочтительном варианте выполнения ведущий ролик также перемещается в соответствии с перемещением принимающего башмака, так что устройство в сборе гарантирует, что положение передней кромки башмака сохранится неизменным относительно ведущего ролика.
Кроме этого, угол эффективного охвата принимающего башмака формирующими полотнами с расположенным между ними сырьем может быть увеличен, может сохраняться неизменным или может быть уменьшен точно контролируемым образом в ходе обычной работы бумагоделательной машины, за счет чего достигается большее или меньшее обезвоживание, что требуется для изменения свойств различных сортов бумаги.
Эти особенности настоящего изобретения дают возможность более точно установить консистенцию сырья, поступающего на противоположную ножевую часть формирующего устройства, чем она была установлена ранее, за счет изменения положения точки контакта струи сырья, приводящего к изменению эффективной длины стока без перемещения огромного переднего короба. Используя особенности настоящего изобретения, оказывается возможным теперь быстро и эффективно изменять положение точки контакта струи сырья с принимающим башмаком. Это достигается посредством очень малого, но точно контролируемого перемещения, такого как поворот и/или линейное перемещение любого из двух башмаков, принимающего или формирующего, или двух вместе принимающего и формирующего башмаков, при этом траектория движения струи сырья из переднего короба остается неизменной.
Вторая особенность настоящего изобретения заключается в том, что расположенный ниже по потоку формирующий башмак также является подвижным, в предпочтительном варианте за счет использования другой оси вращения и/или регулировки поперечного смещения, что позволяет ему перемещаться посредством поворота или поперечного смещения в положение ниже по потоку, непосредственно за принимающий башмак. Это сопровождается изменением угла отклонения формирующих полотен при их движении от принимающего башмака к формирующему башмаку в случае, когда положение полотен на задней кромке принимающего башмака требует регулировки, необходимой для оптимизации свойств получаемой бумаги.
В одном варианте выполнения настоящего изобретения оба башмака, принимающий и формирующий, перемещаются согласованным образом, обеспечивая при необходимости требуемое изменение свойств получаемой бумаги. В другом варианте принимающий башмак и формирующий башмак двигаются независимо один от другого, используя отдельные средства контроля и регулировки.
Еще одно отличие настоящего изобретения заключается в том, что формирующий башмак соединен с принимающим башмаком посредством связки или посредством программируемых одного или более контроллеров, за счет чего перемещения принимающего башмака приводят к соответствующим перемещениям формирующего башмака.
Краткое описание чертежей
Краткое вышеупомянутое описание, также как нижеследующее подробное описание предпочтительных вариантов выполнения настоящего изобретения, будут лучше понятны из прилагаемых чертежей. С целью иллюстрации изобретения приведены варианты его выполнения, которые являются предпочтительными. Следует учесть, что настоящее изобретение не ограничивается показанными конструкциями и узлами.
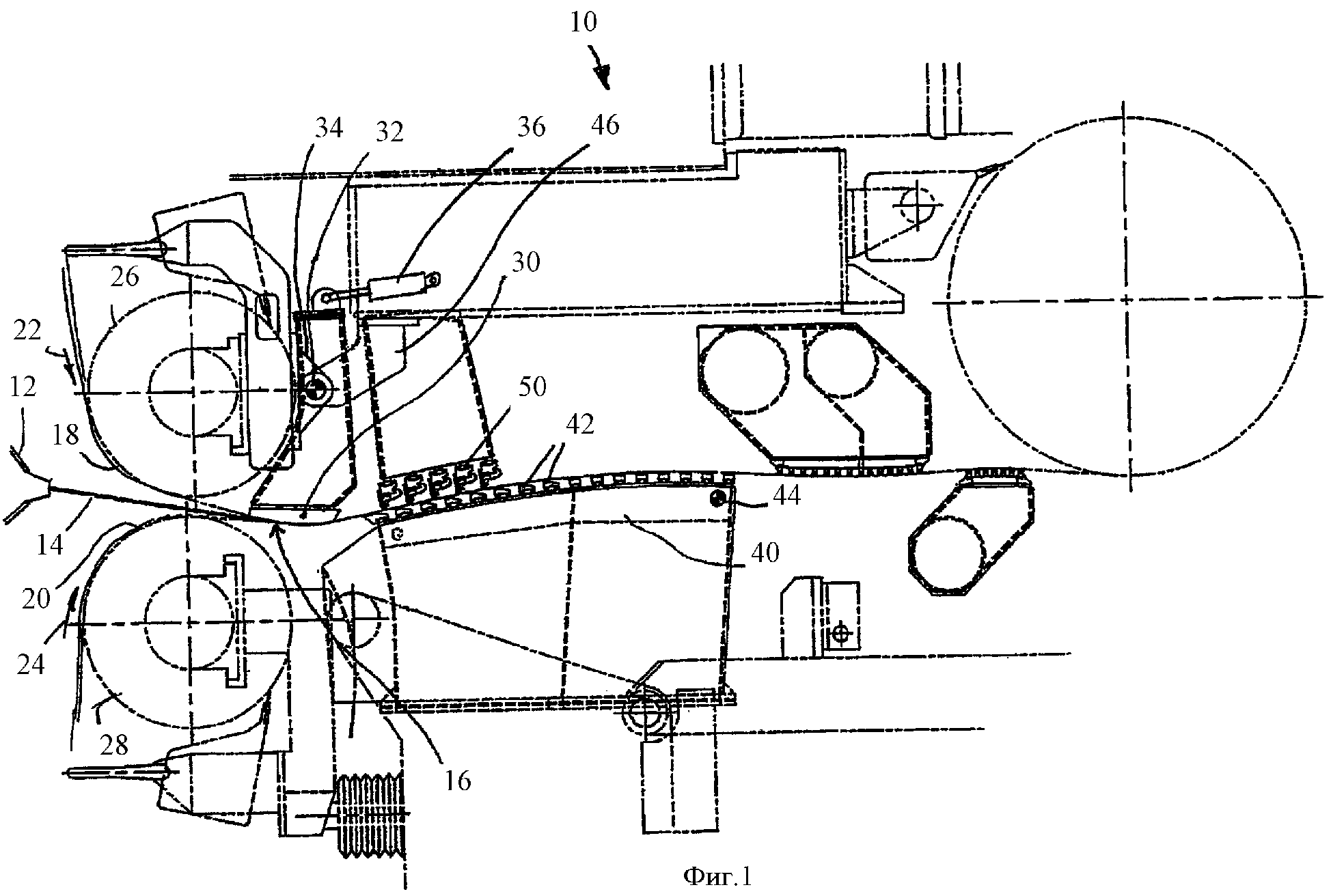
На фиг.1 показан вид сбоку формирующего устройства для бумагоделательной машины с формирователем промежуточного слоя ножевого типа в соответствии с первым вариантом выполнения настоящего изобретения.
На фиг.2 показан вид сбоку формирующего устройства для бумагоделательной машины с формирователем промежуточного слоя ножевого типа в соответствии со вторым вариантом выполнения настоящего изобретения.
На фиг.3 показаны в увеличенном масштабе ведущие ролики для формирующего и заднего полотен с принимающим башмаком, установленным в первом положении, в котором точка контакта струи расположена ниже по потоку передней кромки принимающего башмака.
На фиг.4 показан вид, аналогичный фиг.3, показывающий точку контакта, расположенную вблизи передней кромки принимающего башмака после регулировки положения принимающего башмака в соответствии с настоящим изобретением.
На фиг.5 и 5а показаны задняя кромка принимающего башмака и передняя кромка формирующего башмака в первом положении при работе с тонким бумагоделательным сырьем.
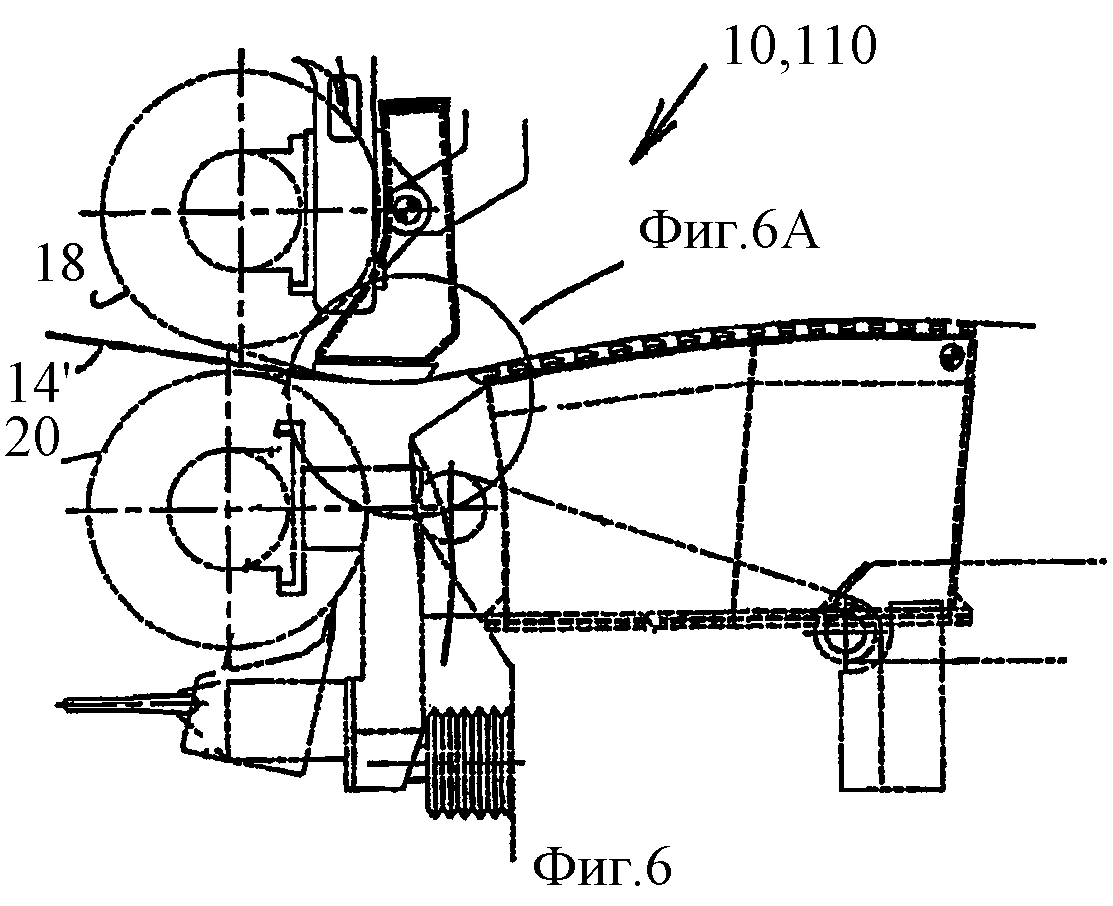
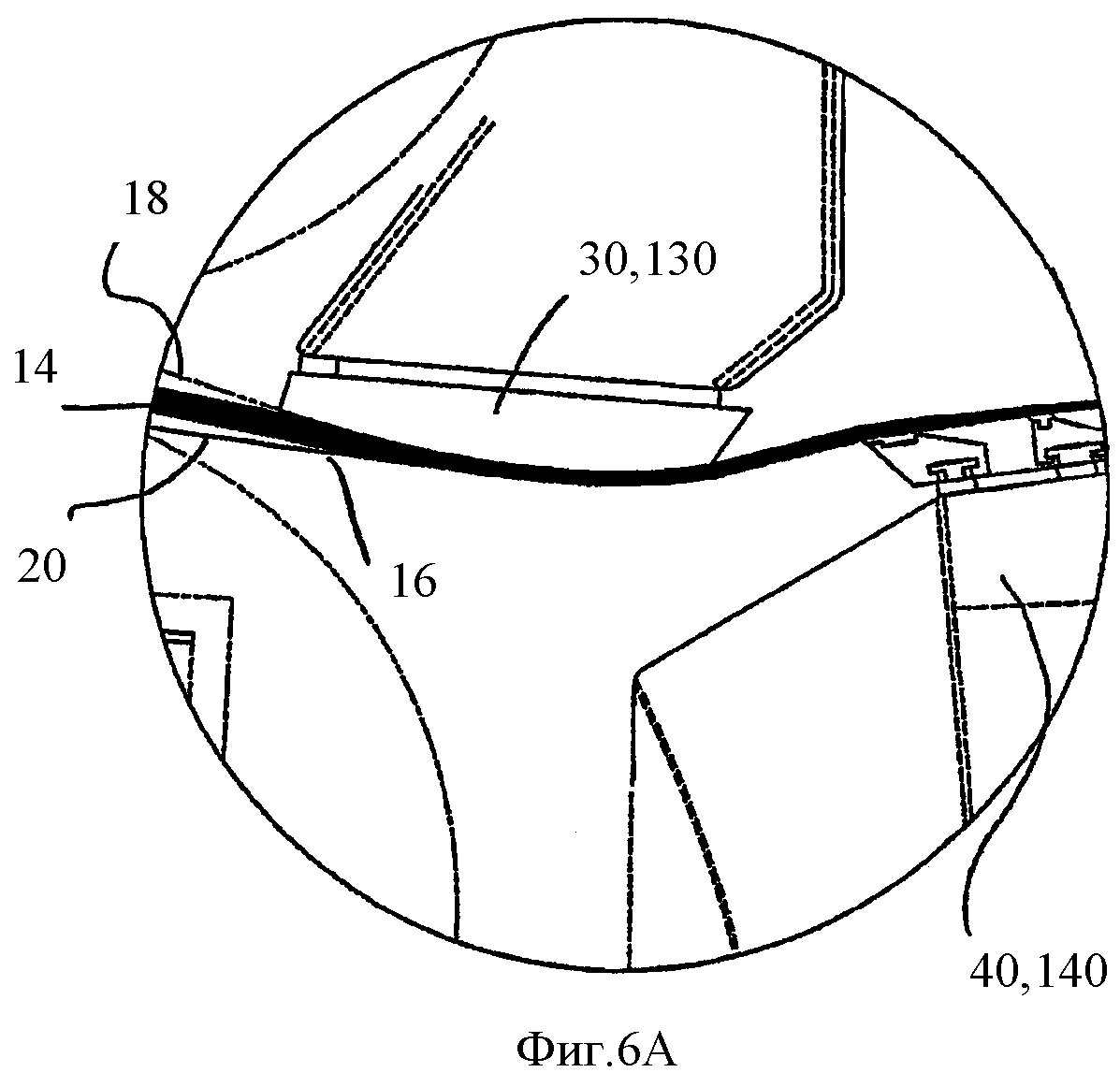
На фиг.6 и 6а показано толстое бумагоделательное сырье, поступающее из переднего короба, вместе с принимающим башмаком и формирующим башмаком, расположенными в тех же позициях, что и на фиг.5 и 5а, в результате чего достигается большой угол охвата на участке между задней кромкой принимающего башмака и передней кромкой формирующего башмака.
На фиг.7 и 7а показаны принимающий башмак и формирующий башмак после регулировки положения принимающего башмака и формирующего башмака относительно положения, показанного на фиг.6, чтобы уменьшить угол охвата формирующих полотен на задней кромке принимающего башмака и передней кромке формирующего башмака.
Осуществление изобретения
В нижеследующем описании определенная терминология использована лишь для удобства и не предполагает ограничений. Словами «нижний», «верхний», «левый» и «правый» обозначены направления на чертежах, на которые сделаны ссылки. Понятия «неопределенное число» и «один» определены как включение одного или более ссылочных пунктов, независимо от их содержания. Понятие «угол эффективного охвата» означает угол охвата от точки контакта до задней кромки принимающего башмака. Понятие «угол отклонения полотна» означает угол, образованный полотном на задней кромке принимающего башмака и/или на переднем крае формирующего башмака.
На фиг.1 приведено формирующее устройство 10 для бумагоделательной машины с формирователем промежуточного слоя ножевого типа. Формирующее устройство 10 содержит передний короб 12, который доставляет струю бумагоделательного сырья 14 в точку контакта 16 с транспортирующим формирующим полотном 18. Также имеется заднее формирующее полотно 20, которое сходится с транспортирующим формирующим полотном 18 в точке контакта струи или близко от нее. Каждое из полотен 18, 20 последовательно продвигается в направлении стрелок 22, 24 и образует лицевые продвигающиеся стороны, между которыми из бумагоделательного сырья формируется исходная бумажная структура. Оба полотна 18, 20 охватывают ведущие ролики 26, 28, расположенные по потоку непосредственно за передним коробом 12. Транспортирующее полотно 18 скользит по принимающему башмаку 30. Струя 14 бумагоделательного сырья доставляется в точку контакта 16 между формирующими полотнами 18, 20 на принимающем башмаке 30.
Формирующий башмак 40 расположен по потоку непосредственно за принимающим башмаком 30. Заднее формирующее полотно 20 скользит по формирующему башмаку 40 с тем, чтобы обеспечить последующее распределение волокон в бумажной массе и обезвоживание структуры. Два формирующих полотна 18, 20 с помещенной между ними исходной бумажной массой в предпочтительном варианте проходят по ряду расположенных на формирующем башмаке ножей 42, которые создают импульсы давления, обеспечивающие улучшение процесса обезвоживания. В предпочтительном варианте в устройстве расположен ряд ножей 50, установленных на противоположной стороне, которые могут быть нагружены с применением гидравлического или воздушного приводов, толкающих их внутрь полотен 18, 20, как это описано в патенте США 6361657, который в данном описании принят в качестве прототипа.
В соответствии с настоящим изобретением принимающий башмак 30 установлен так, что совершает, по меньшей мере, поворот и поперечное смещение (влево-вправо), за счет чего положение точки контакта 16 струи бумагоделательного сырья 14 с транспортирующим полотном 18 в области скользящего соприкосновения на принимающем башмаке 30 регулируется посредством, по меньшей мере, поворота принимающего башмака 30 на первой оси вращения 32 и поперечного смещения принимающего башмака 30. В варианте, показанном на фиг.1, принимающий башмак 30 установлен с возможностью поворота на оси 32 и фиксируется посредством держателя 34. Привод 36 может быть использован для поворота принимающего башмака 30 на оси вращения 32. Привод 36 может быть механическим, гидравлическим, пневматическим или электрическим, с ручной регулировкой или в предпочтительном варианте может быть приводом, управляемым с помощью контроллера (не показан), при этом он обеспечивает регулировку поворота принимающего башмака 30 с тем, чтобы изменять положение точки контакта 16 и сохранять эту точку в заданном положении в зависимости от конкретных требований к используемой бумажной массе.
Ведущий ролик 18 в предпочтительном варианте выполнения примыкает к принимающему башмаку, так что при регулировке положения принимающего башмака 30 обеспечивается регулировка положения ведущего ролика с тем, чтобы сохранять требуемый угол подачи полотна 18 по отношению к передней кромке принимающего башмака 30.
Как показано на фиг.1, принимающий башмак 40 в предпочтительном варианте выполнения установлен, по меньшей мере, с возможностью поворота и поперечного смещения. Это дает возможность регулировать положение, по меньшей мере, передней кромки формирующего башмака 40 посредством, по меньшей мере, поворота формирующего башмака 40 вокруг второй оси вращения 44 и поперечного смещения формирующего башмака, как подробнее рассмотрено ниже, с тем, чтобы регулировать угол захвата транспортирующего полотна 18 и заднего полотна 20. В предпочтительном варианте выполнения вторая ось вращения 44 расположена на нижней по потоку стороне формирующего башмака 40, так чтобы поворотное движение незначительно влияло бы на положение полотен 18, 20 на задней кромке формирующего башмака 40. Однако положение передней кромки формирующего башмака 40 может при необходимости регулироваться с тем, чтобы сохранить небольшой угол отклонения полотен 18, 20 при их движении от принимающего башмака 30 к формирующему башмаку 40, что предотвращает передачу на волокна бумагоделательного сырья большого сдвига, который может вызвать дефекты при формировании бумаги.
В предпочтительном варианте формирующий башмак 40 так примыкает к приемному башмаку 30, что движение принимающего башмака 30 сообщает соответствующее движение формирующего башмака 40. Это выполняется посредством связки 46, которая присоединена к принимающему башмаку 30 и вызывает перемещение формирующего башмака 40, а также посредством приспособления для удерживания противоположно установленного ряда регулируемых давящих ножей 50. Эта связка может быть выполнена как простая связка 46 или в случае необходимости может быть установлена более сложная связка, обеспечивающая требуемое перемещение задней кромки принимающего башмака 30 относительно передней кромки формирующего башмака 40.
На фиг.2 приведен второй вариант выполнения формирующего устройства 110 в соответствии с настоящим изобретением. Формирующее устройство 110 аналогично формирующему устройству 10 и содержит транспортирующее полотно 18 и заднее полотно 20, которые продвигаются в направлении 22, 24 с помощью ведущих роликов 26, 28. Струя бумагоделательного сырья 14 из головки короба 12 соприкасается с принимающим башмаком 180 в точке контакта 116. Формирующий башмак 140 совершает, по меньшей мере, поворотное и поперечное движение, так что угол отклонения полотен 18, 20 на участке между задней кромкой принимающего башмака 130 и передней кромкой формирующего башмака 140 регулируется посредством, по меньшей мере, поворота формирующего башмака 140 на первой оси вращения 144 и смещения в поперечном направлении формирующего башмака 140. Поворотное движение в предпочтительном варианте выполняется посредством привода 148, который может быть гидравлическим, механическим, пневматическим или с электрическим управлением и используется для регулировки положения передней кромки формирующего башмака 140 посредством его наклона вверх или вниз. Формирующий башмак 140 может быть также установлен с возможностью поперечного смещения (влево-вправо) на держателе 152, который содержит привод 154, что дает возможность поперечного сдвига положения оси вращения 144. Это может быть использовано для регулировки зазора между задней кромкой принимающего башмака 130 и передней кромкой формирующего башмака 140. В предпочтительном варианте выполнения управление приводами 148 и 154 осуществляется посредством контроллера с тем, чтобы обеспечить точное перемещение формирующего башмака 140 в требуемое положение в зависимости от типа и состава бумагоделательного сырья и типа производимой бумаги.
В предпочтительном варианте выполнения принимающий башмак 130 также может поворачиваться на первой оси вращения 132 под управлением привода 136. Первая ось вращения 132 может также смещаться в поперечном направлении посредством привода 139. В предпочтительном варианте управление приводами 136 и 139 производится посредством контроллера с тем, чтобы обеспечить требуемое положение принимающего башмака 130 и удерживать его под требуемым углом, за счет чего достигается требуемое положение точки контакта 116 и эффективный угол охвата. Контроллер может обеспечить логическую связь между перемещением принимающего башмака 130 и формирующего башмака 140 на основе сигналов управления, подаваемых на один привод 136, 139, 148 и 154 или более, с тем, чтобы обеспечить взаимосвязанное движение принимающего башмака 130 и формирующего башмака 140.
Теперь со ссылкой на фиг.3 и 4 будет подробно рассмотрена регулировка принимающего башмака 30, 130. На фиг.3 показан принимающий башмак 30 с эффективным углом охвата полотнами 18, 20 принимающего башмака 30, 130 около 8,5°, при этом точка контакта 16 струи располагается на принимающем башмаке 30, 130 примерно в среднем положении. Результатом является более короткая эффективная дренажная длина на поверхности принимающего башмака 30, 130, которая начинается от точки контакта 16, 116 струи и заканчивается на заднем крае принимающего башмака 30, 130. В зависимости от состава бумагоделательного сырья и типа производимой бумаги может потребоваться удалить дополнительную воду из бумагоделательного сырья, подаваемого струей 14, до того, как полотна 18, 20 покинут заднюю кромку принимающего башмака 30, 130 и вступят в соприкосновение с передним ножом 42 формирующего башмака 40, 140. Для улучшения эффекта сушки принимающего башмака 30, 130 желательно его поворачивать на первой оси вращения 32, как это показано на фиг.4. Эта регулировка принимающего башмака 30, 130 путем его поворота на оси вращения 32 смещает точку контакта до точки 16', 116', расположенной ближе к передней кромке принимающего башмака 30, 130. В приведенном примере угол эффективного охвата полотнами 18, 20 принимающего башмака за счет поворота принимающего башмака 30, 130 в направлении по часовой стрелке изменяется до 13,5°, что приводит также к тому, что точка контакта 16', 116' струи с принимающим башмаком 30, 130 становится ближе к передней кромке принимающего башмака 30, 130. В предпочтительном варианте ведущий ролик 26 поворачивается вместе с принимающим башмаком, так что угол транспортирующего полотна 18 относительно передней кромки принимающего башмака 30,130 не изменяется.
Для того чтобы гарантировать, что исходное бумагоделательное сырье, сформированное между задним и транспортирующим полотнами 18, 20, не повредится из-за слишком большого или слишком малого угла охвата на участке между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40, 140, формирующий башмак 40, 140 может перемещаться одновременно с регулировкой положения принимающего башмака 30, 130. Это перемещение может быть сделано независимым для каждого башмака, или совместным, или в виде управляемого перемещения формирующего башмака 30, 130 и принимающего башмака 40, 140, которое может быть выполнено с помощью металлической связки, такой как механическое звено 46, показанное на фиг.1, или с помощью управляемой логической связки с применением раздельных приводов, управляющих, по меньшей мере, только углом поворота формирующего башмака 40, 140, таких как привод 148, показанный на фиг.2. Кроме этого, может регулироваться расстояние между задней кромкой принимающего башмака 130 и передней кромкой формирующего башмака 140, например, с помощью поперечного смещения, управляемого приводом, подобным приводу 139 или 154. Это обеспечивает точное позиционирование точки контакта струи 14 бумагоделательного сырья с принимающим башмаком 30, 130, при условии выполнения требуемой просушки принимающего башмака, а также дает возможность регулировать зазор и угол отклонения полотна между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40,140, что более подробно описано ниже.
В предпочтительном варианте интервал перемещений передней кромки принимающего башмака для получения положительного влияния на бумажную массу составляет примерно от 0,5 мм до примерно 5 мм при нормальных условиях работы, в зависимости от марки продукции, изготавливаемой на бумагоделательной машине. Более тяжелыми будут более толстые структуры полотно-сырье-полотно. При крайне больших изменениях веса сырья может оказаться необходимым переместить переднюю кромку принимающего башмака вверх на 10 мм или более, хотя может оказаться необходимым перемещение в интервале до 15 мм в зависимости от изменения параметров процесса изготовления бумаги.
Аналогично, обычным является перемещение передней кромки формирующего башмака в интервале от примерно 0,5 мм до примерно 5 мм, но перемещение передней кромки может доходить до 20 мм.
На фиг.5 и 5а приведен вид струи 14 бумагоделательного сырья, поступающего в точку контакта 16 с принимающим башмаком 30. В зависимости от состава бумагоделательного сырья и степени просушивания, которое должно быть выполнено посредством принимающего башмака 30, а также толщины структуры, образованной задним полотном 20, транспортирующим полотном 18 и бумажной массой, вводимой между полотнами, угол отклонения полотна между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40, 140 устанавливается таким, чтобы существовал бы небольшой угол отклонения (примерно 0,5°), предотвращающий большой сдвиг, который может привести к разрушению волокон и потенциальному повреждению несозревшей структуры, формируемой из бумагоделательного сырья. Кроме этого, если угол отклонения слишком мал, то это может привести к тому, что структура не будет спрессована должным образом, что также может привести к повреждению невызревшей бумажной структуры.
На фиг.6 и 6а показан принимающий башмак 30, 130 и формирующий башмак 40, 140 в том же положении, как и на фиг.5 и 5а после изменений применительно к различным сортам бумаги. Бумагоделательное сырье для более толстой бумаги подается в виде струи 14'. Из-за увеличения толщины струи общая толщина структуры, сформированной транспортирующим полотном 18, задним полотном 20 и составом, помещенным между полотнами 18, 20 на участке между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40, 140, создает больший, чем требуется, угол отклонения. Это может привести к повреждению исходной структуры формируемой бумаги.
Как показано на фиг.7 и 7а, это легко корректируется в соответствии с настоящим изобретением посредством перемещения, по меньшей мере, одного принимающего башмака 30, 130 с его поворотом и/или поперечным смещением, а также и формирующего башмака 40, 140 с его поворотом и/или поперечным смещением, с тем, чтобы уменьшить угол отклонения транспортирующего полотна 18, заднего полотна 20 и захваченного между ними бумагоделательного сырья на участке между задней кромкой принимающего башмака 30,130 и передней кромкой формирующего башмака 40, 140.
Следует заметить, что толщина структуры из объединенных полотен 18, 20 и бумагоделательного сырья может быть отрегулирована различными способами, включая изменение положения точки контакта 16 с принимающим башмаком 30, 130 и угла эффективного охвата. Например, для толщины бумагоделательного сырья, попадающей в точку контакта 16, расположенную ближе к передней кромке принимающего башмака 30, 130 с большим углом охвата, результатом будет больший эффект высушивания на принимающем башмаке 30, 130 и меньшая толщина составной структуры. Однако для тонкой струи бумагоделательного сырья, чтобы сохранить необходимое натяжение и угол отклонения полотна на участке между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40, 140, может понадобиться выполнить меньшую просушку принимающего башмака 30, 130. Следовательно, желательно отрегулировать точку контакта 16 в положение ближе к задней кромке принимающего башмака 30, 130, например, как показано на фиг.3.
В соответствии с настоящим изобретением регулировка расположения точки контакта 16 струи с принимающим башмаком 30, 130, а также угла отклонения полотна на участке между задней кромкой принимающего башмака 30, 130 и передней кромкой формирующего башмака 40, 140 может быть легко выполнена посредством одного или более приводов 36, 136, 148 и 154, в предпочтительном случае с применением контроллера, обеспечивающего легкую регулировку в ходе перенастройки на производство различных сортов бумаги. Это обстоятельство приводило к необходимости прерывать производственный процесс на закрытом оборудовании и вручную выполнять регулировку положения принимающего и/или формирующего башмака перед повторным запуском оборудования. Только когда оборудование будет повторно запущено, можно было определить, была ли произведена должная регулировка. В соответствии с настоящим изобретением подвижный принимающий башмак 30, 130 и/или формирующий башмак 40, 140 могут быть легко сдвинуты для регулировки формирующего устройства на получение бумаги различных сортов. Это может быть выполнено как до работы бумагоделательной машины, так и во время ее работы, позволяя произвести минутную регулировку на ходу, чтобы улучшить качество формируемой бумажной основы. В результате бумагоделательная машина может эффективно производить широкий ассортимент бумажных продуктов за более короткое время, чем это было ранее.
Возможно большое разнообразие механизмов, которые будут производить достаточно точное перемещение (вращение или линейное перемещение) передней кромки одного или обоих башмаков, принимающего и формирующего. Выбор любого из этих механизмов диктуется конструкцией машины и планировкой (механизм не должен мешать работе других блоков, душей, лотков или креплений) как процесса производства бумаги, так и требованиями заказчика. В реальности механизм может содержать простое поворотное приспособление, двойной скользящий механизм, в котором каждый край линейно перемещается вдоль фиксированного пути, или комбинацию обоих механизмов, или другие соответствующие приспособления. Поворотное движение может быть обеспечено приводом, таким как поперечный вал и винтовое соединение, приводимое в действие электродвигателем. В других вариантах выполнения могут быть использованы гидравлические или пневматические возбудители или приводы.
Для специалиста в данной области техники из настоящего описания очевидно, что некоторые или все преимущества настоящего изобретения могут быть получены посредством использования подвижного принимающего башмака, подвижного формирующего башмака или обоих таких башмаков.
Для специалиста в данной области техники очевидно, что в описанных выше вариантах выполнения настоящего изобретения могут быть сделаны изменения, не выходящие за пределы его сущности, которая состоит в применении принимающего и/или формирующего башмаков, которые могут быть подвижными, либо независимо один от другого, либо в связке друг с другом, с тем, чтобы обеспечить регулировку как точки контакта струи исходного бумагоделательного сырья, так и угла эффективного охвата, а также угла охвата полотна на участке между задней кромкой принимающего башмака и передней кромкой формирующего башмака, что дает возможность сформировать улучшенную бумажную основу. Настоящее изобретение не ограничивается описанными конкретными вариантами его выполнения, но охватывает все усовершенствования, которые находятся в пределах сущности и объема настоящего изобретения, определяемых нижеприведенной формулой.
Реферат
В формирующем устройстве для бумагоделательной машины с формирователем промежуточного слоя ножевого типа установлен передний короб, который подает струю бумагоделательного сырья в промежуток между транспортирующим формирующим полотном и обратным формирующим полотном. Транспортирующее полотно скользит по принимающему башмаку, на который в точку контакта попадает струя бумагоделательного сырья. Формирующий башмак расположен по ходу потока непосредственно за принимающим башмаком, по которому скользит заднее формирующее полотно. Принимающий башмак установлен с возможностью, по меньшей мере, поворота и поперечного смещения. При этом положение точки контакта струи бумагоделательного сырья может регулироваться посредством, по меньшей мере, поворота принимающего башмака на первой оси вращения и поперечного смещения принимающего башмака. Формирующий башмак также может быть установлен с возможностью смещения. Применение устройства обеспечивает возможность производства на бумагоделательной машине широкого набора сортов бумаги с одновременным сокращением временных затрат. 3 н. и 15 з.п. ф-лы, 7 ил.
Комментарии