Промышленная ткань, содержащая эсктрудированную сетку, и способ ее получения - RU2639984C2
Код документа: RU2639984C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к структуре для применения в промышленных тканях, таких как одежда для бумагоделательной машины и технические ткани. Более конкретно, указанная структура представляет собой экструдированный двухкомпонентный эластомерный сетчатый материал или сетку, имеющую эластомерные пряди или элементы и относительно неэластичные пряди, которая демонстрирует высокую степень сжимаемости при приложении к ней перпендикулярной нагрузки и превосходное восстановление (упругость или отпружинивание) после снятия указанной нагрузки.
УРОВЕНЬ ТЕХНИКИ
[0002] Промышленная ткань представляет собой бесконечную структуру в форме непрерывной петли, которую используют в качестве формующей, прессовой или сушильной ткани (одежды для бумагоделательной машины или РМС), а также в качестве технологического ремня, такого как ремень для башмачного пресса, каландра или ленточного конвейера, используемого в бумагоделательной машине. Промышленные ткани также представляют собой ткани, используемые в процессах аппретирования. Промышленные ткани включают также другие бесконечные ремни, для которых необходима высокая степень сжимаемости и упругости.
[0003] Хотя представленное в настоящем документе описание по большей части относится к процессу производства бумаги в целом, применение настоящего изобретения не ограничивается им.
[0004] В процессе производства бумаги целлюлозное волокнистое полотно формуют путем нанесения волокнистой пульпы, то есть водной дисперсии целлюлозных волокон на движущуюся формующую ткань в формующей секции бумагоделательной машины. Большая часть воды отводится из пульпы через формующую ткань, при этом на поверхности формующей ткани формируется бумажное полотно.
[0005] Только что сформированное бумажное полотно проходит от формующей секции в прессовую часть, которая содержит ряд зон прессования. Целлюлозное волокнистое полотно проходит через зоны прессования, поддерживаемые прессовой тканью, или чаще между двумя такими прессовыми тканями. В зонах прессования целлюлозное волокнистое полотно подвергают сжатию, благодаря чему происходит его обезвоживание, которое вызывает сцепление целлюлозных волокон в полотне друг с другом для превращения целлюлозного волокнистого полотна в бумажный лист. Вода принимается прессовой тканью или тканями и, в идеальном случае, не возвращается в бумажный лист.
[0006] В конце бумажный лист поступает в сушильную часть, которая содержит по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри подогреваются паром. Только что сформированный бумажный лист последовательно перемещается по волнообразной траектории вокруг каждого барабана в ряду барабанов с помощью сушильной ткани, которая прижимает бумажный лист к поверхности барабанов. Нагретые барабаны снижают содержание воды в бумажном листе до требуемого уровня посредством испарения.
[0007] Следует понимать, что формующая, прессовая и сушильная ткани имеют форму бесконечных петель на бумагоделательной машине и функционируют подобно конвейерам. Кроме того, следует понимать, что бумажное производство представляет собой непрерывный процесс, который протекает на значительной скорости. Другими словами, в то время как волокнистую пульпу непрерывно наносят на формующую ткань в формующей секции, на выходе из сушильной части только что изготовленное бумажное полотно непрерывно сматывают в рулоны.
[0008] Ткани основы, которые составляют важную часть вышеописанных тканей, имеют различные формы. Например, ткани могут быть сотканы в виде бесконечного или плоского полотна и впоследствии переведены в бесконечную форму с помощью тканого шва с применением одного или более слоев прядей в машинном направлении (MD) и в направлении, поперечном машинному (CD). Кроме того, в указанных тканях может быть использован так называемый стержневой шов, также образованный из прядей, проходящих в машинном направлении, для обеспечения возможности их монтажа на бумагоделательную машину. Кроме того, ткани основы могут быть ламинированы посредством размещения одной ткани основы в бесконечной петле, образованной другой тканью основы, и соединения или ламинирования их друг с другом с помощью различных способов, известных специалистам в данной области техники, таких как иглопробивание штапельного волокна через обе ткани основы для скрепления их друг с другом.
[0009] В одежде для бумагоделательной машины (РМС), особенно в прессовых тканях, используемых в прессовой части бумагоделательной машины, указанная ткань имеет одну или более «структур основы», образованных из волокон и штапельного волокна, вбитой специальными иглами обычно по меньшей мере в контактную поверхность листа. Прессовая ткань имеет первоначальную толщину, массу и результирующий объем пустот (объем, рассчитанный на основании указанной массы и толщины), который равен водоудерживающей способности. Она также имеет измеримую площадь контакта.
[00010] Поскольку к прессовым тканям прикладывается перпендикулярная нагрузка (перпендикулярно плоскости используемой ткани) при их прохождении через одну или более зон прессования, то ткань, которая является сжимаемой сама по себе и содержит сжимаемые компоненты, имеет сжатый объем пустот и площадь поверхности контакта. Несмотря на предпринятые попытки изменить степень сжимаемости и обеспечения некоторой степени упругости (отпружинивания или разжимания), прессовые ткани после миллионов циклов прессования со временем постепенно становятся тоньше. В конечном итоге они подлежат съему по различным причинам, таким как недостаток водоудерживающей способности, образование следов или вибрация пресса. По истечении срока эксплуатации они подлежат съему и замене новой тканью.
[00011] Новые ткани также подвергаются разрушению через некоторое время, когда их плотность ухудшается, а удерживание воды становится неоптимальным. Соответственно, идеальная прессовая ткань представляет собой ткань, которая имеет постоянные или стационарные характеристики (например, водоудерживающую способность) с первого дня и до ее удаления из бумагоделательной машины.
[00012] Были предприняты различные попытки изменения свойств прессовой ткани, особенно сжимаемости и упругости. Одна из попыток заключалась во введении в структуру «эластичных» прядей. Один из примеров представлен в заявке РСТ WO 2004/072368 А1. Однако указанный подход имеет недостатки. Сжимаемость обеспечена только упругой частью (в направлении толщины) прядей и, следовательно, ограничена лишь этой частью. Хотя могут быть использованы более крупные пряди, в конечном итоге это приводит к снижению рабочих характеристик. Кроме того, крупные пряди имеют больший вес и могут приводить к нежелательному появлению меток на листе. При использовании пряди типа оболочка/сердечник всегда существует опасность отслаивания оболочки от сердечника. Наконец, степень сжимаемости ограничена максимальным значением некоторой части диаметра прядей.
[00013] Другой пример представлен в заявке на патент США 2007/0163741 А1, в котором предложена система сжимаемых прядей типа оболочка/сердечник, прикрепленная к обратной стороне сшитой прессовой ткани. Описано, что указанная оболочка является эластомерной и может обеспечивать уменьшение вибрации. Дополнительно описано, что сердечник пряди может иметь размер 200-2000 денье, а общий диаметр может составлять от 0,30 до 1,2 мм. Пряди такого размера могут иметь ограниченное применение из-за их массы и возможного появления меток на продукте.
[00014] Дополнительный пример представлен в патенте США №4350731, в котором описано применение скрученных прядей для получения сжимаемой структуры прессовой ткани. В этом примере степень сжимаемости и восстановления (упругости) также обеспечена исключительно эластомерными слоями покрывающих оболочек.
[00015] Другой пример указанного типа упругой сжимаемой структуры описан в GB 2 197 886. В указанном патенте описаны сжимаемые пряди, чередующиеся с функциональными прядями, несущими нагрузку (растяжение), и обеспечивающие под приложенной перпендикулярной нагрузкой формирование плотной, по существу однослойной структуры основы без «утолщений» и с длинными перекрытиями с получением по существу неперекрещивающейся структуры основы.
[00016] Включение в ткани «эластичных» волокон (с упругими свойствами в направлении толщины или в радиальном направлении) в некоторой степени влияет на упругость и способность отпружинивания указанных тканых структур после снятия перпендикулярно приложенной нагрузки. Однако в случае применения указанных прядей сжимаемость и способность отпружинивания ограничены в лучшем случае некоторой частью диаметра прядей.
[00017] Как описано выше, вследствие этой ограниченной упругости новые прессовые ткани обладают относительно большим, превышающим оптимальное значение объемом пустот для удерживания воды. Они уплотняются и достигают на некоторое время оптимальных характеристик. Однако после этого вследствие их ограниченной упругости они продолжают сжиматься, что в конечном итоге приводит к необходимости их съема и замены.
[00018] Некоторые специальные типы структур относят к неперекрещивающимся, поскольку пряди, проходящие в машинном направлении, и пряди, проходящие в направлении, поперечном к машинному, не переплетены друг с другом, а уложены перпендикулярно друг другу в разных плоскостях.
[00019] Для получения таких структур используют различные технологии. Один из примеров указанной структуры описан в патенте США №4781967. Указанная структура охарактеризована как относительно несжимаемая, поскольку уложенные системы прядей не сжимаются и не перемещаются относительно любого другого слоя. Другими словами, при приложении нагрузки перпендикулярно плоскости указанной структуры происходит лишь незначительное изменение толщины, за исключением деформации прядей, являющейся постоянной. При использовании во всем слое эластомерных прядей (в направлении толщины пряди) сжимаемость структуры ограничена до некоторой части диаметра пряди.
[00020] Другой пример многослойной непересекающейся структуры, содержащей слои функциональных прядей, проходящих в машинном направлении, и функциональных прядей, проходящих в направлении, поперечном машинному направлению, расположены в разных плоскостях под углом 90° относительно друг друга, описан в патенте США №4555440. Как и в вышеприведенных примерах, указанную структуру считают несжимаемой вследствие малого изменения толщины при приложении или снятии перпендикулярной нагрузки. В одном из вариантов реализации описан один сжимаемый и упругий слой прядей, в некоторой степени обеспечивающий улучшение указанных свойств всей несжимаемой структуры.
[00021] В предшествующем уровне техники, в патенте США №6391420 описано двухкомпонентное сетчатое изделие, состоящее из двух различных материалов. Изображение такого двухкомпонентного сетчатого материала без нагрузки, приложенной к нему, представлено, например, на фиг. 1(A). В указанном примере горизонтальные пряди изготовлены из эластомерного материала, а вертикальные пряди изготовлены из твердого или жесткого материала. При приложении нагрузки к двухкомпонентному сетчатому материалу в горизонтальном направлении сетка легко растягивается благодаря низкому модулю или жесткости эластомерного материала. Другими словами, эластомерные пряди растягиваются, и связь между эластомерными и жесткими прядями вызывает смещение вертикальных прядей от перпендикулярного направления в ненагруженном состоянии, как показано, например, на фиг. 1(B).
[00022] Таким образом, можно сказать, что патент 420 ориентирован лишь на обеспечение свойства растяжения в одной плоскости или эластичности указанной двухслойной структуры в одном направлении.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00023] Основная задача настоящего изобретения заключается в обеспечении экструдированной сетки или сетчатого материала, который является значительно более сжимаемым и упругим, чем известные из предшествующего уровня техники, и который обеспечивает не только свойства растяжения в одной плоскости, но и по всей толщине структуры.
[00024] В одном из вариантов реализации настоящего изобретения предложена сверхупругая сетка или сетчатый материал, имеющий уникальную структуру, которая обеспечивает превосходные упругие свойства под нагрузкой, приложенной перпендикулярно к поверхности сетки/сетчатого материала с высокой сжимаемостью и восстановлением (упругостью) по всей толщине. В предложенной структуре используют эластичный компонент по меньшей мере в одном направлении, который обеспечивает возможность «схлопывания» всей структуры в саму себя под нагрузкой (т.е. давлением), приложенной перпендикулярно, главным образом благодаря эластичности указанного компонента и способности геометрии структуры изменяться под действием давления, и «отпружинивать» при снятии нагрузки (давления), обеспечивая тем самым указанные уникальные характеристики.
[00025] В одном из вариантов реализации настоящего изобретения предложена экструдированная двухкомпонентная эластомерная сетка или сетчатый материал для применения в качестве по меньшей мере слоя базовой поддерживающей структуры в промышленных технологических ремнях, таких как одежда для бумагоделательной машины (РМС), ремни для аппретирования и другие ремни, для которых необходима высокая степень сжимаемости и упругости. Двухкомпонентная сетка или сетчатый материал может быть получен с помощью экструзионной головки, в которую подают два отдельных потока полимеров. Двухкомпонентная экструдированная сетка или сетчатый материал представляет собой структуру, содержащую по меньшей мере два слоя относительно неэластичного нитяного материала в одном направлении и по меньшей мере один слой эластичного нитяного материала, совместно эктрудированного в поперечном направлении. Для получения нитяных слоев может быть использована любая комбинация материалов, при условии, что указанные два типа материалов являются совместимыми с точки зрения технологичности и реологии. Например, пряди из двух потоков материалов должны иметь хорошую прочность сцепления. Сетчатый материал или экструдированная сетка может содержать предпочтительно относительно неэластичный материал, такой как полиамид, в машинном направлении («MD») и эластичный материал, такой как полиуретан, в направлении, поперечном машинному («CD»). Для удобства термины «MD» и «CD», используемые в настоящем документе, относятся к ориентации прядей используемой сетки или сетчатого материала в структуре/ткани/ремне, используемом в промышленных производственных машинах. Пряди или элементы/компоненты в любом слое могут иметь, например, круглую или некруглую форму поперечного сечения, включая квадратную, прямоугольную, эллиптическую или овальную, треугольную, звездчатую, бороздчатую или любую многоугольную форму.
[00026] Готовая структура может содержать один или более тканых слоев, к которым прикреплена двухкомпонентная экструдированная сетка согласно настоящему изобретению. К указанной структуре со стороны листа или со стороны контакта с оборудованием известными в данной области техники способами также могут быть прикреплены один или более слоев подбивочного, нетканого материала, например, спанбонда («spunbond») или мелтблоуна («meltblown»), продольные или поперечные системы прядей, или материалы из спиральных звеньев. «Сторона листа» при использовании в настоящем документе означает сторону (поверхность), обращенную к продукту, который получают, передают по конвейеру и т.д., например, к бумаге, при использовании на промышленной производственной машине ткани/ремня, содержащего указанную сетку/сетчатый материал. «Машинная сторона» является стороной/поверхностью, которая противоположна «стороне листа», которая контактирует с компонентами оборудования, такими как опорные ролики, при использовании на промышленной производственной машине указанной ткани/ремня.
[00027] В другом варианте реализации настоящего изобретения предложен способ получения двухкомпонентной экструдированной сетки или сетчатого материала, включающий стадии экструзии по меньшей мере двух слоев относительно неэластичного нитевого материала в одном направлении и совместной экструзии по меньшей мере одного слоя эластичного нитевого материала в противоположном направлении. Сетчатый материал или сетка может быть получена предпочтительно из относительно неэластичного материала, такого как полиамид, в машинном направлении («MD») и эластичного материала, такого как полиуретан, в направлении, поперечном машинному («CD»).
[00028] В другом варианте реализации настоящего изобретения предложена сжимаемая упругая двухкомпонентная экструдированная сетка, содержащая один или более слоев эластичной экструдированной пленки или листов, при этом указанная экструдированная пленка или лист является эластичным, упругим и сжимаемым в направлении толщины и растягиваемым, гибким и упругим в направлении длины и в поперечном направлении (MD и CD соответственно), и два или более слоев относительно неэластичного элемента/компонента, совместно экструдированных на обеих сторонах (поверхностях) указанной экструдированной пленки или листа.
[00029] В другом варианте реализации настоящего изобретения предложен способ получения сжимаемой упругой двухкомпонентной экструдированной сетки. Согласно указанному способу выполняют экструзию одного или более слоев эластичной пленки или листа, при этом указанная экструдированная пленка или лист является эластичным, упругим и сжимаемым в направлении толщины и упругим, растягиваемым и гибким в направлении длины и в поперечном направлении, и выполняют совместную экструзию двух или более слоев относительно неэластичного элемента/компонентов на верхнюю и нижнюю поверхности указанной пленки или листа.
[00030] Двухкомпонентная экструдированная сетка или сетчатый материал согласно настоящему изобретению может образовывать или входить в состав многочисленных готовых промышленных технологических тканей/ремней, включая: одежду для бумагоделательной машины, такую как формующая ткань, прессовая ткань, сушильная ткань, основа для ремня башмачного пресса, основа для ремня каландра, основа ленточного конвейера или технические ткани или ремни, которые используют в производстве нетканых материалов такими способами, как суховоздушное формование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), или ремень для аппретирования, или ремень, используемый в производстве гофрированного коробочного картона, или ремень или рукав для дубильного производства.
[00031] Термин «содержащий» и «содержит» в настоящем изобретении может означать «включающий в себя» и «включает в себя» или может иметь значение, обычно присвоенное термину «содержащий» или «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из» при использовании в пунктах формулы изобретения имеют значение, приписанное им в Патентном законе США. Другие аспекты настоящего изобретения описаны или очевидны из (и в пределах настоящего изобретения) представленного ниже подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00032] Несмотря на то что настоящее изобретение может быть воплощено во многих различных формах, на чертежах изображены и подробно описаны в настоящем документе некоторые предпочтительные варианты реализации настоящего изобретения. Настоящее описание иллюстрирует принципы настоящего изобретения и не предназначено для ограничения изобретения до конкретных представленных вариантов реализации.
[00033] На фиг. 1(A) представлено изображение известного в данной области техники сетчатого материала без нагрузки;
[00034] на фиг. 1(B) представлено изображение известного в данной области техники сетчатого материала под нагрузкой, приложенной в горизонтальном направлении;
[00035] на фиг. 2 представлен схематический вид сбоку двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения;
[00036] на фиг. 3 представлен схематический вид в поперечном сечении двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения;
[00037] на фиг. 4 представлен схематический вид в поперечном сечении двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения;
[00038] на фиг. 5 представлен схематический вид в поперечном сечении двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения;
[00039] на фиг. 6 представлен схематический вид в поперечном сечении двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения;
[00040] на фиг. 7 представлен схематический вид в поперечном сечении двухкомпонентной экструдированной сетки в промышленной ткани в соответствии с одним из вариантов реализации настоящего изобретения;
[00041] на фиг. 8 представлен вид сбоку двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения; и
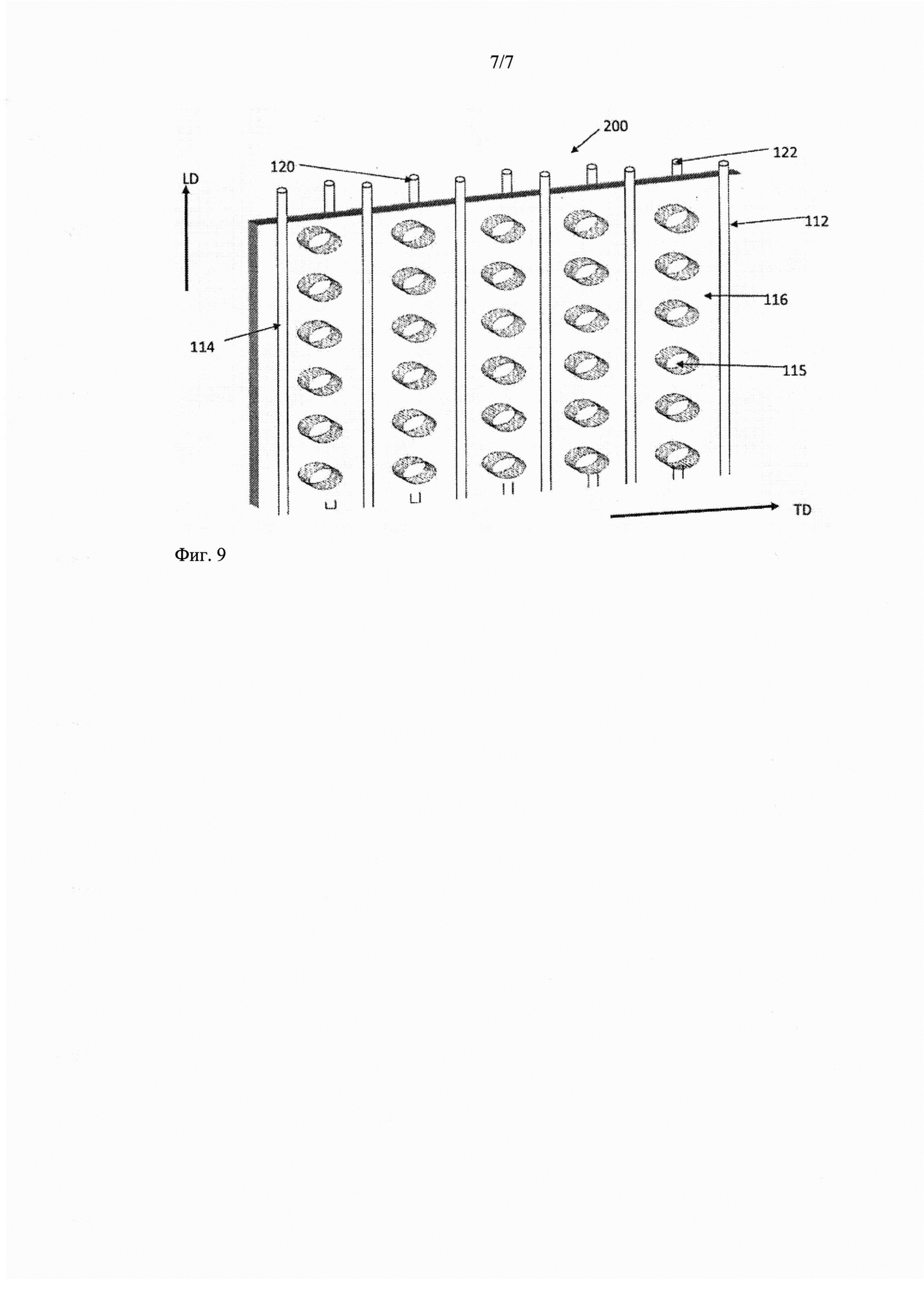
[00042] на фиг. 9 представлен вид сбоку двухкомпонентной экструдированной сетки в соответствии с одним из вариантов реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00043] Для целей настоящего изобретения термины «направление, поперечное машинному» и «поперечное направление» являются синонимами и иногда упомянуты просто как «CD», как и термины «продольное направление» и «машинное направления», которые иногда упомянуты просто как «MD». Однако термин «поперечное» иногда использован также для обозначения прядей/элементов/компонентов, которые направлены в противоположную сторону относительно упомянутых до них прядей/элементов/компонентов. В любом конкретном случае его значение понятно из контекста.
[00044] Прежде всего, хотя далее описана прессовая ткань, настоящее изобретение относится и к другим типам тканей или ремней. Более конкретно, обращаясь к чертежам, в одном из вариантов реализации настоящего изобретения предложена двухкомпонентная экструдированная сетка 10, изображенная на фиг. 2, которая имеет первый или нижний слой (1), содержащий функциональные пряди 14, экструдированные в систему параллельных прядей, ориентированных в машинном или продольном направлении. Второй или средний слой (2) прядей 12 совместно экструдирован перпендикулярно или под 90° к первому слою (1). Пряди 12, как указано выше, имеют эластомерные свойства. Третий или верхний слой (3), состоящий из функциональных прядей 14, также совместно экструдирован в форме системы параллельных прядей, перпендикулярной слою (2). Пряди 14 в слое (3) расположены или выровнены в пространстве между прядями 14 в слое (1). Пряди 14 в слоях (1) и (3) выполнены из относительно неэластичного материала. Пряди во всех слоях представляют собой совместно экструдированные полимерные элементы удлиненной формы, которые перекрещены и пересечены во время экструзии с образованием сетчатой структуры, изображенной на фиг. 2. Термин «двухкомпонентный» относится к применению двух различных материалов в машинном (MD) направлении и в направлении, поперечном к машинному (CD), один из которых является относительно неэластичным материалом в машинном направлении, а другой является эластичным материалом в направлении, поперечном к машинному. В одном из предпочтительных вариантов реализации неэластичный материал представляет собой полиамид, а эластичный материал представляет собой полиуретан. Элементы всех трех слоев могут иметь одинаковую форму и размер или могут иметь разную форму и размер.
[00045] На фиг. 3 изображена двухкомпонентная экструдированная сетка 10 в несжатом, или ненапряженном, или восстановленном состоянии. После приложения сжимающей нагрузки перпендикулярно к поверхности двухкомпонентной экструдированной сетки 10 пряди 12 растягиваются, обеспечивая возможность движения прядей 14 из слоев (1) и (3) навстречу друг другу и «вставления» друг в друга в одной плоскости, как показано на фиг. 4. После снятия нагрузки упругие свойства прядей 12 обусловливают обратное движение прядей 14 из слоев (1) и (3) в стороны друг от друга или «отпружинивание» с восстановлением требуемой толщины и пористости ткани, как изначально показано на фиг. 3. Поэтому такая структура является сжимаемой и упругой до по меньшей мере общей толщины эластичных прядей.
[00046] Указанные свойства важны при использовании двухкомпонентной экструдированной сетки в прессовой ткани, поскольку они влияют на: равномерность распределения давления под нагрузкой, а также на общую площадь контакта; быстрое срабатывание, поскольку указанная ткань легко сжимается до требуемого объема пустот в зоне прессования; амортизацию вибрации, поскольку указанная структура действует как амортизирующая «пружина»; и быстрое восстановление толщины может способствовать минимизации повторного смачивания на фазе расширения после обезвоживания в зоне прессования.
[00047] В другом варианте реализации пряди 14 имеют такое же положение и относительную ориентацию/распределение в пространстве, как описано выше, но пряди 12 совместно экструдированы и ориентированы под углом менее 90° относительно прядей 14, предпочтительно под углом 45°.
[00048] В соответствии с одним из иллюстративных вариантов реализации может быть выполнено более двух слоев функциональных прядей, проходящих в машинном направлении, и более одного слоя прядей, проходящих в направлении, поперечном машинному. В случае трех слоев прядей, проходящих в машинном направлении, и двух слоев прядей, проходящих в направлении, поперечном машинному направлению, расположенных между ними, два из трех слоев прядей, проходящих в машинном направлении, например, должны быть расположены на некотором расстоянии относительно друг друга для обеспечения возможности сплетения. Например, верхний и средний слои, проходящие в машинном направлении, могут быть ориентированы так, чтобы пряди в среднем слое были уложены между двумя соседними прядями верхнего, проходящего в машинном направлении слоя, а пряди в нижнем, проходящем в машинном направлении слое были уложены в вертикальной ориентации относительно верхнего или среднего проходящего в машинном направлении слоя. Кроме того, указанные два слоя прядей, проходящих в направлении, поперечном машинному направлению, могут быть эластомерными, или только один слой может быть эластомерным, а другой слой может быть слоем функциональных прядей для улучшения стабильности в направлении, поперечном машинному, или обеспечения более высокого объема пустот под сжимающей нагрузкой.
[00049] Степень сжатия/упругости регулируют также посредством эластичности требуемых прядей, размера и количества прядей, количества слоев прядей и, конечно, структуры в целом. Структура согласно настоящему изобретению также может представлять собой часть слоистой структуры с другими системами прядей (проходящих в машинном направлении и/или проходящих в направлении, поперечном машинному), материалами из спиральных звеньев или ткаными базовыми материалами, прикрепленными к ним.
[00050] В случае сушильной ткани, особенно предпочтительным может быть трехслойный вариант реализации, изображенный на чертежах, поскольку по мере прохождения указанной тканой структуры вокруг ролика, например сушильного цилиндра, пряди в сушильной ткани по меньшей мере частично сплетаются, улучшая площадь контакта листа бумаги с поверхностью сушильного цилиндра и, следовательно, улучшают теплоперенос. Это обусловлено временным увеличением натяжения в машинном направлении при прохождении сушильной ткани вокруг ролика, а не каким-либо напряжением, приложенным перпендикулярно ткани. В такой конструкции сушильной ткани пряди, проходящие в машинном направлении, могут быть экструдированы из сложного полиэфира, такого как PET, а пряди, проходящие в направлении, поперечном машинному направлению, могут быть, например, из термопластичного сложного полиэфирного эластомера.
[00051] В соответствии с одним из вариантов реализации настоящего изобретения предложен способ получения двухкомпонентной экструдированной сетки или сетчатой структуры 10, как показано на фиг. 2-6. Структура 10 представляет собой полностью экструдированную трехслойную двухкомпонентную сетку 10, обладающую превосходными свойствами при сжатии и свойствами упругого восстановления. Как показано на фиг. 2, твердый или жесткий неэластичный материал 14 занимает верхний слой (3) и нижний слой (1) в шахматном порядке, а эластомерный материал 12 занимает средний слой (2). Верхний и средний слои (3, 2) связаны друг с другом в процессе экструзии так же, как средний и нижний слои (2, 1). Сетчатая структура может быть экструдирована в форме цилиндра или трубы, которую затем разрезают по всей длине и сплющивают с получением непрерывного полотна. Относительно неэластичные пряди (в машинном направлении) могут быть дополнительно ориентированы (аналогично отделке моноволоконной пряди для улучшения, например, свойств при растяжении) на второй технологической стадии посредством воздействия на всю сетчатую структуру напряжения в машинном направлении.
[00052] Предпочтительно, эластомерные 12 и жесткие (несжимаемые и неэластичные) пряди 14 расположены перпендикулярно друг другу, хотя это не является обязательным. Следует отметить, что если указанная структура является несжатой по всей толщине, то она имеет вид, изображенный на фиг. 3, где пряди 12 в среднем слое (2) находятся в прямом или несжатом состоянии, и пряди 14 расположены по обеим сторонам среднего слоя (2). Однако при сжатии указанной структуры под действием нагрузки, перпендикулярно приложенной к поверхности структуры в направлении по толщине, то указанная структура имеет вид, изображенный на фиг. 4, где пряди 12 в среднем слое (2) прижимаются к окружности прядей 14 в слоях (1) и (3), так что пряди 14 слоя (1) вплетаются между соседними прядями 14 слоя (3). Одно из преимуществ образования трехслойного экструдированного двухкомпонентного сетчатого изделия заключается в низкой стоимости производства указанного материала по сравнению с обычными ткаными текстильными структурами или независимо связанными системами прядей.
[00053] Следует отметить, что диаметр жесткой (или относительно неэластичной) пряди 14 или ее размеры в случае некруглой формы могут быть равны диаметру или размерам эластомерной пряди 12. Однако диаметр или размер жесткой пряди в некоторых случаях может быть больше диаметра или размера эластомерной пряди или наоборот. Диаметр круглых прядей может составлять от 0,1 мм до 3,0 мм; однако предпочтительный диапазон составляет от 0,2 мм до 0,5 мм.
[00054] Следует отметить, что системы прядей (1) и (3) могут быть одинаковыми или могут отличаться друг от друга материалом, формой, геометрией и т.д. Необходимо лишь, чтобы пряди слоя (3) отстояли друг от друга настолько, чтобы располагаться между соседними прядями слоя (1) или наоборот. Форма прядей может включать квадратную, прямоугольную, эллиптическую или овальную, треугольную, звездчатую, бороздчатую или любую многоугольную форму, а наибольшая длина может составлять до 3,0 мм.
[00055] Также следует отметить, что необязательно должна быть взаимосвязь между количеством прядей в слоях (1) и (3), однако количество прядей в слое (3) может составлять лишь часть количества прядей в слое (1) или наоборот. Например, слой (3) может содержать только половину количества прядей слоя (1), поэтому между прядями используемого слоя (3) существуют зазоры, создающие дополнительный объем пустот/водоудерживающую способность/способность удаления воды при использовании в прессовых тканях. Расстояние между прядями (от центра до центра) может быть равным для прядей, проходящих в машинном направлении (жестких), и прядей, проходящих в направлении, поперечном машинному направлению (эластомерных). Однако расстояние между прядями может варьироваться в зависимости от требуемой воздухопроницаемости или водопроницаемости, площади отверстий и объема пустот конечной структуры. Максимальная плотность прядей может быть основана на расстоянии между прядями, равном двукратному диаметру прядей, а минимальная плотность прядей может быть основана на расстоянии между прядями, которое в три или более раз больше диаметра прядей. Двухкомпонентная экструдированная сетка 10 с расстоянием между прядями, равным трехкратному диаметру прядей, изображена, например, на фиг. 5-6.
[00056] В качестве эластомерного нитевого материала 12, который занимает средний слой (2) трехслойной двухкомпонентной экструдированной сетки или сетчатого материала, могут быть использованы несколько материалов. Примеры включают блок-сополимер стирола, эластомерные сложные сополиэфиры, эластомерные сополиамиды, эластомерные полиолефины и термопластичные полиуретаны. Аналогично, в качестве материала 14 жесткой или неэластичной пряди могут быть использованы несколько материалов. Примеры включают полипропилен, полиэтилен, полибутен, сложные полиэфиры, полиамиды, жесткие полиуретаны и сополимеры указанных смол. Независимо от выбора материалов для эластомерных и жестких прядей, указанные материалы должны связываться друг с другом в процессе экструзии. Специалистам в области полимерных материалов известно, что полимеры могут быть смешаны с добавками для облегчения связывания между двумя различными полимерами. Понятно, что в процессе экструзии сетчатого материала важно, чтобы происходило образование связей, поэтому выбор соответствующих материалов является первостепенным.
[00057] Необходима высокая прочность связей в узлах (в которых пряди, проходящие в машинном направлении, и пряди, проходящие в направлении, поперечном машинному направлению, пересекаются и контактируют друг с другом). Она особенно важна, если экструдированный двухкомпонентный сетчатый материал или сетку ориентируют (подобно экструзионной обработке моноволокон) на второй технологической стадии. На указанной технологической стадии происходит перенос и распределение высоких нагрузок через пересечения/узлы сетчатого материала на пряди сетчатого материала и от них во всех направлениях. В отсутствие хорошего связывания прядей в пересечениях/узлах продукт будет разрываться и разрушаться.
[00058] Существует множество преимуществ двухкомпонентной эластомерной сетки согласно настоящему изобретению в сравнении с полностью эластомерными сетчатыми материалами. Например, указанный продукт может быть разработан так, чтобы он имел один набор свойств в одном направлении и другой набор свойств в противоположном направлении. В частности, может быть предусмотрен высокий предел текучести и размерная стабильность за счет применения относительно неэластичного полимера, такого как полипропилен, в одном направлении (машинном направлении), тогда как эластомерные свойства (сжатия и упругого восстановления) сетки/сетчатого материала обеспечивают за счет применения качественного эластомерного материала в противоположном направлении (направлении, поперечном машинному).
[00059] В соответствии с одним из вариантов реализации структура согласно настоящему изобретению представляет собой упругую двухкомпонентную экструдированную сетку, в которой использована уникальная структура, обеспечивающая превосходные упругие свойства под сжимающей нагрузкой, приложенной перпендикулярно, с большим размером или толщиной по всему направлению (перпендикулярно плоскости структуры) упругого восстановления. В указанной структуре 100, изображенной на фиг. 8, использован эластичный материал 116, который совместно экструдирован с относительно неэластичными прядями 122, 114. Такая конфигурация обеспечивает возможность «схлопывания» всей структуры в саму себя (сжатия) благодаря эластичности указанного материала 116 и способности структуры изменяться под давлением (нагрузкой, приложенной перпендикулярно поверхности структуры), а затем восстанавливаться до по существу той же исходной формы и толщины после снятия давления, обеспечивая тем самым уникальные характеристики. Термин «двухкомпонентный» в данном случае относится к применению двух различных материалов в машинном направлении и в направлении, поперечном машинному, один из которых является относительно неэластичным материалом в машинном направлении, а другой является эластичным материалом (т.е. эластичным материалом 116) в направлении, поперечном машинному направлению. Структура 100 содержит один или более слоев эластичной экструдированной пленки или листа, при этом указанная экструдированная пленка или лист является эластичным, упругим и сжимаемым в направлении толщины и упругим, растягиваемым и гибким в направлении длины и в направлении, поперечном машинному направлению, и один или более слоев из множества по существу параллельных функциональных прядей, проходящих в машинном направлении, совместно экструдированных на верхней и нижней поверхностях указанной экструдированной пленки или листа.
[00060] Схематическое изображение сжимаемой упругой двухкомпонентной экструдированной сетки, полученной в соответствии с данным иллюстративным вариантом реализации, представлено на фиг. 8. Показано, что двухкомпонентная экструдированная сетка 100 имеет первый или верхний (1) слой 112, состоящий из относительно неэластичных, жестких функциональных прядей 114 в параллельной матрице, ориентированной в машинном направлении, второй или средний (2) слой 116 экструдированной пленки или листа 116, имеющей описанные выше эластичные свойства, и третий или нижний (3) слой 120, состоящий из функциональных прядей 122, совместно экструдированный в форме системы параллельных прядей на другой стороне (поверхности) слоя 116. Все три слоя могут быть совместно экструдированы в виде одной цельной структуры или, в качестве альтернативного варианта, верхний, средний и нижний слои могут быть экструдированы последовательно и скреплены друг с другом. Пряди 122 слоя 120 расположены или выровнены в пространствах между соседними прядями 114 в верхнем (1) слое 112, как описано выше. Пленка или лист 116 может иметь толщину от 0,10 до 5,0 мм, хотя предпочтительны пленки или листы, имеющие толщину от 0,5 мм до 2,0 мм.
[00061] Для указанного варианта реализации необходима эластичная экструдированная пленка или лист, определенный как эластичный, упругий и сжимаемый в направлении толщины и растягиваемый, гибкий и упругий в направлении длины и в направлении, поперечном машинному. Эластичная экструдированная пленка или лист дополнительно может быть перфорированным, как показано на фиг. 9, например, чтобы иметь множество сквозных отверстий или пустот 115, распределенных в определенном симметричном порядке или в случайном асимметричном порядке. Эластичная экструдированная пленка или лист может состоять из любого эластичного материала, такого как термопластичный полиуретан (TPU). Примеры качественных эластичных материалов включают, но не ограничиваются ими, полимеры, такие как полиуретан, каучук, кремнийорганический каучук, или полимеры, выпускаемые под торговыми марками Lycra® компанией Invista или Estane® компанией Lubrizol. Пленка или лист 116 может иметь толщину от 0,10 до 5,0 мм, хотя предпочтительны пленки или листы, имеющие толщину от 0,5 мм до 2 мм. Сквозные отверстия, образованные в пленке или листе, могут быть круглыми или некруглыми и иметь подходящий размер. Некруглые формы могут включать, но не ограничиваются ими, квадратные, треугольные, эллиптические, трапециевидные, шестиугольные и другие многоугольные формы. Отверстия могут быть сформированы в пленке или листе во время его экструзии, или они могут быть пробиты механически, или сформированы термически после совместной экструзии указанной структуры. Площадь поперечного сечения отверстий на каждой стороне пленки может быть одинаковой или различной.
[00062] В соответствии с одним из вариантов реализации настоящего изобретения ткань, такая как прессовая ткань 20 может содержать один или более слоев тканого материала 22 с прикреплением к верхней и/или нижней поверхности двухкомпонентной экструдированной сетки 10. На фиг. 7 изображен пример, где слой 22 может быть тканью из продольных прядей 18 и поперечных прядей 16. Пряди 16, 18 могут быть любыми обычными текстильными прядями, такими как моноволоконные, многоволоконные или штапельные пряди из натуральных или синтетических текстильных волокон. Примерами таких прядей являются моноволокна из полиамидов и сложных полиэфиров. Ткань 22 может иметь любое общеизвестное ткацкое переплетение, простое или сложное, однослойное или многослойное.
[00063] В соответствии с одним из вариантов реализации экструдированная сетка может быть структурно объединена с одним или более слоями нетканого материала 24 из текстильных волокон с прикреплением к верхней и/или нижней поверхности тканого слоя 22, и/или с самой совместно экструдированной структурой, например, прокалыванием (иглопробиванием) или с применением адгезивов или термического сплавления. Нетканый материал 24, прикрепленный к двухкомпонентной экструдированной сетки, может состоять из любых обычных текстильных волокон. Примерами таких текстильных волокон являются штапельные волокна из сложных полиэфиров, полиамидов и т.п.
[00064] В соответствии с другим вариантом реализации один или более слоев нетканых текстильных волокон, таких как подбивочный материал или нетканый спанбонд, могут быть прикреплены, например, к внешней поверхности самой двухкомпонентной экструдированной сетки 1. Сцепление дополнительного слоя(-ев) с двухкомпонентной экструдированной сеткой 10 также может быть осуществлено прокалыванием, приклеиванием или термическим сплавлением. Для простоты описанный вариант реализации ткани имеет только два нетканых волокнистых слоя. Однако специалистам в данной области техники понятно, что может быть уложено любое количество нетканых волокнистых слоев, таких как слой 24, с получением требуемой готовой ткани с определенной толщиной, плотностью, водопроницаемостью и объемом пустот.
[00065] Хотя двухкомпонентная экструдированная сетка 10, описанная в предложенных выше вариантах реализации, предназначена для прессовой ткани полной ширины, сетка согласно настоящему изобретению может быть получена по способу, описанному в патенте США №6240608, полное содержание которого включено в настоящий документ посредством ссылки. В указанном патенте описано, что двухкомпонентная экструдированная сетка может быть создана посредством получения небольшой полосы сетки 10 и ее спирального навивания вокруг двух параллельных роликов до достижения требуемой ширины слоя двухкомпонентного экструдированного сетчатого слоя. Соседние полосы двухкомпонентной экструдированной сетки 10 в указанной структуре могут быть соединены по стыкуемым кромкам с помощью способов, известных специалистам в данной области техники, например, с помощью клеев, адгезивов или методом термического сплавления/сваривания, известным специалистам в данной области техники.
[00066] Двухкомпонентная экструдированная сетка при необходимости может быть обработана для получения гладкой поверхности и может быть покрыта вспененным материалом или пропитана смолами или вспененным материалом, которые также являются сжимаемыми и упругими по своей природе. На двухкомпонентную экструдированную сетку могут быть наслоены другие формы, включая один или более слоев мембран, систем прядей (в машинном направлении и/или в направлении, поперечном машинному), или материалы из спиральных звеньев. Структура, которая содержит сжимаемую, упругую двухкомпонентную экструдированную сетку, может быть спроектирована так, чтобы иметь достаточную степень сжимаемости, а также иметь достаточную эластичность и прочность для обеспечения возможности разжимания или «отпружинивания» структуры, необходимого при воздействии и снятии нагрузки, приложенной перпендикулярно поверхностям указанных структур, при конечном применении.
[00067] Двухкомпонентная экструдированная сетка согласно настоящему изобретению может образовывать или входить в состав многочисленных готовых промышленных технологических тканей/ремней, включая: одежду для бумагоделательной машины, такую как формующая ткань, прессовая ткань, сушильная ткань, основа для ремня башмачного пресса, основа для ремня каландра, основа ленточного конвейера или технические ткани или ремни, которые используют в производстве нетканых материалов такими способами, как суховоздушное формование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), ремни, используемые в производстве гофрированного коробочного картона, или ремни для аппретирования, или ремни или рукава для дубильного производства.
[00068] Для любого варианта реализации двухкомпонентной сетки или сетчатого материала при описании двух слоев неэластичных прядей для функционального действия указанной структуры может быть необходим только один слой неэластичных, проходящих в машинном направлении прядей, несущих нагрузку, а другой слой на другой поверхности также может быть эластичным.
[00069] Кроме того, для любого описанного варианта реализации двухкомпонентной (из разных эластомеров или одного эластомера) сетки или сетчатого материала все три слоя могут быть эластичными, при условии, что указанная сетка наслоена на проходящую в машинном направлении структуру, несущую нагрузку (растяжение), такую как тканый материал из неэластичного сложного полиэфира или полиамида. В соответствии с одним из вариантов реализации двухкомпонентная сетка или сетчатый материал в любом из предыдущих вариантов реализации может быть повернут на 90°, так что относительно неэластичные функциональные пряди, проходящие в машинном направлении, становятся прядями, проходящими в направлении, поперечном машинному, а эластичные пряди, проходящие в направлении, поперечном машинному, или эластичный материал становится проходящим в машинном направлении, при условии, что указанная сетка или сетчатый материал наслоен на проходящую в машинном направлении структуру, несущую нагрузку (растяжение), такую как тканый материал из неэластичного сложного полиэфира или полиамида.
[00070] При прочтении настоящего описания специалистам в данной области техники станут понятны модификации настоящего изобретения, но модифицированное изобретение не должно выходить за рамки прилагаемой формулы изобретения.
Реферат
Структура для применения в промышленных тканях, таких как одежда для бумагоделательной машины и технические ткани. Указанная структура представляет собой двухкомпонентный экструдированный эластомерный сетчатый материал или сетку, имеющую высокую степень сжимаемости под нагрузкой, приложенной перпендикулярно, и превосходное упругое восстановление (упругость или отпружинивание) после снятия нагрузки. 6 н. и 67 з.п. ф-лы, 10 ил.
Комментарии