Четырехполосная многослойная ткань, соединяемая швом - RU2391454C2
Код документа: RU2391454C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к тканям для бумагоделательных машин и, в частности, к тканям, которые соединяют швом для создания бесконечной ткани при установке на бумагоделательное оборудование.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Во время процесса производства бумаги полотно из целлюлозных волокон формуют освоением волокнистой пульпы, то есть водной дисперсии целлюлозных волокон, на перемещающуюся формовочную ткань в формовочной секции бумагоделательной машины. Из данной пульпы отводят большое количество воды через формовочную ткань, на поверхности которой остается полотно из целлюлозных волокон.
Только что сформированное полотно из целлюлозных волокон поступает из формовочной секции к прессовой секции, которая содержит ряд зон контакта прессовых валков. Полотно из целлюлозных волокон проходит через зоны контакта, поддерживаемое прессовой тканью, или чаще всего между двумя такими прессовыми тканями. В зонах контакта полотно из целлюлозных волокон подвергается воздействию сжимающих усилий, которые выжимают из него воду и соединяют целлюлозные волокна в полотне друг с другом, превращая полотно из целлюлозных волокон в бумажное полотно. В идеальном случае вода, принимаемая прессовой тканью или тканями, не возвращается к бумажному полотну.
Окончательно бумажное полотно поступает в сушильную секцию, которая содержит по меньшей мере одну последовательность вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри паром. Вновь сформированное бумажное полотно направляют по криволинейной траектории последовательно вокруг каждого из последовательности барабанов посредством сушильной ткани, которая удерживает бумажное полотно в непосредственной близости от поверхностей барабанов. Нагреваемые барабаны уменьшают содержание воды в бумажном полотне до желательного уровня за счет испарения.
Следует понимать, что формовочные, прессовые и сушильные ткани - все имеют форму бесконечных петель на бумагоделательной машине и действуют наподобие конвейеров. Следует также понимать, что производство бумаги является непрерывным процессом, который выполняется при значительных скоростях. Другими словами, волокнистую пульпу непрерывно осаждают на формовочную ткань в формовочной секции, в то время как полученное бумажное полотно непрерывно наматывают на валы после его выхода из сушильной секции.
Данное изобретение в основном относится к тканям, используемым в прессовой секции, известным как прессовые ткани, но оно также может найти применение для тканей, которые используются в формовочных и сушильных секциях, а также для тех тканей, которые используются в качестве основ для лент, используемых в промышленном производстве бумаги с полимерным покрытием, таких как длинные прессовые ленты.
Прессовые ткани играют важную роль во время процесса изготовления бумаги. Как упоминалось выше, одно из назначений прессовых тканей заключается в обеспечении опоры и переноса бумажного изделия, обрабатываемого посредством зон контакта прессовых валков.
Кроме того, прессовые ткани участвуют в отделке поверхности бумажного полотна. То есть прессовые ткани выполняют с гладкими поверхностями и равномерно упругой структурой, так чтобы на бумаге, проходящей через зоны контакта прессовых валков, получалась гладкая без отметин поверхность.
Пожалуй, наиболее важным является то, что прессовые ткани принимают на себя значительное количество воды, извлеченной из влажной бумаги в зоне контакта прессовых валков. Для выполнения этой функции внутри прессовой ткани должно быть, без преувеличения, пространство, обычно называемое объемом пустот, для того, чтобы уходила вода. Кроме того, данная ткань должна обладать соответствующей водопроницаемостью во время всего ее срока службы. И, наконец, прессовые ткани не должны допускать возврата принятой из влажной бумаги воды к бумаге и повторного увлажнения бумаги при ее выходе из зоны контакта между прессовыми валками.
Современные прессовые ткани выпускаются в широком разнообразии стилей, удовлетворяющих требованиям бумагоделательных машин, на которые их устанавливают для производства разных сортов бумаги. Как правило, они содержат тканую основную ткань, которая простегана прочесом из тонкого нетканого волокнистого материала. Основные ткани могут быть сотканы из моноволоконной нити, крученой моноволоконной нити, многоволоконной нити или крученой многоволоконной нити и могут быть однослойными, многослойными или ламинированными. Данные нити обычно выполняют способом экструзии из любой из нескольких синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, используемые для этой цели специалистами в области создания одежды для бумагоделательных машин.
Тканые ткани имеют различные формы. Например, они могут быть бесконечно ткаными, или плоскоткаными с последующим преобразованием по существу в бесконечную форму посредством шва. Как вариант, они могут быть выполнены посредством такого общепринятого способа как модифицированное бесконечное ткачество, в котором кромки по ширине основной ткани снабжены шовными петлями с использованием нитей машинного направления (МН нитей) данной ткани. В этом способе выполняется непрерывное переплетение МН нитей назад и вперед между кромками по ширине данной ткани, с поворотом у каждой кромки и формированием шовной петли. Созданную таким способом основную ткань размещают на бумагоделательной машине с созданием непрерывной формы во время установки, и поэтому она называется сшиваемой на машине тканью. Для размещения подобной ткани с созданием непрерывной формы две кромки по ширине соединяют вместе. Для облегчения соединения швом множество современных тканей на поперечных кромках двух концов содержат шовные петли. Собственно шовные петли часто формируют посредством нитей машинного направления (МН) данной ткани. Как правило, шов выполняют сведением двух концов прессовой ткани посредством переплетения шовных петель, расположенных на двух концах ткани, и посредством проведения так называемого стержня или штыря через канал, сформированный переплетенными шовными петлями для закрепления двух концов ткани вместе.
Кроме того, тканые основные ткани могут быть выполнены многослойными путем размещения одной основной ткани внутри бесконечной петли, образованной другой основной тканью, и простегиванием прочесом из штапельного волокна двух основных тканей для их соединения. Одна или обе тканые основные ткани могут относиться к типу сшиваемых на машине тканей.
В любом случае тканые основные ткани выполняют в форме бесконечных петель или соединяют швом в подобные формы с определенной длиной, измеренной по окружности в продольном направлении, и определенной шириной, измеренной поперек по ширине. Вследствие большого разнообразия конструкций бумагоделательных машин от производителей одежды для бумагоделательных машин требуют создавать прессовые ткани и другую одежду с размерами, которые необходимы для установки в конкретных местах бумагоделательных машин их поставщиков. Не говоря уже о том, что это требование усложняет ускорение производственного процесса, так как каждая прессовая ткань, как правило, должна быть сделана на заказ.
В современных бумагоделательных машинах ткани могут иметь ширину от 5 до свыше 33 футов (1,52-10,05 м), длину от 40 до свыше 400 футов (12,19-121,92 м) и вес - приблизительно от 100 до свыше 3000 фунтов (45,36-136,08 кг). Эти ткани изнашиваются и требуют восстановления, которое часто влечет за собой выключение машины из работы, удаление изношенной ткани, проведение регулировки для установки ткани и установку новой ткани. Несмотря на то, что множество тканей являются бесконечными, около половины из них, используемых в настоящее время в прессовых секциях бумагоделательных машин, относятся к сшиваемым на машине тканям. В некоторых ленточных конвейерах, предназначенных для технологических процессов бумажной промышленности (ПБП), предусмотрена возможность соединения швом на машине, например на некоторых транспортерных лентах, известных под торговым знаком Transbelt®. Установка таких тканей включает натягивание основы ткани на машину и соединение концов ткани для формирования бесконечной ленты.
Для того чтобы удовлетворить требование быстрого и эффективного производства прессовых тканей с различными длинами и шириной, недавно были созданы прессовые ткани, выполненные с использованием технологии спиральной намотки, описанной в патенте США №5360656, на имя Rexfelt и др., содержание которого включено в данный документ посредством ссылки.
В патенте США №5360656 показана прессовая ткань, содержащая основную ткань, к которой присоединен простегиванием один или более слоев материала из штапельного волокна. Основная ткань содержит по меньшей мере один слой, который составлен из намотанных по спирали полос текстильной ткани и ширина которого меньше ширины основной ткани. Основная ткань выполнена в виде бесконечной ткани в продольном или машинном направлении. Продольные нити намотанных по спирали полос расположены под углом к продольному направлению прессовой ткани. Такая полоса тканой ткани может быть выполнена плоским ткачеством на станке, более узком, чем тот, который обычно используется в производстве одежды для бумагоделательных машин.
Основная ткань содержит множество намотанных по спирали и соединенных витков сравнительно узкой тканой полосы ткани. Эта полоса соткана из продольных (основы) и поперечных (утка) нитей. Смежные витки намотанных по спирали полосы могут быть соединены друг с другом впритык, и созданный таким образом спиральный непрерывный шов может быть закрыт прошивкой, стачиванием, плавлением, сваркой (например, ультразвуком) или склеиванием. Как вариант, смежные продольные кромочные участки смежных спиральных витков могут быть расположены с перекрытием при условии, что уменьшена толщина кромок, так чтобы не вызывать увеличение толщины в области перекрытия. Дополнительно, как вариант, промежутки между продольными нитями у кромок полосы могут быть увеличены, так что при перекрытии соседних спиральных витков промежутки между продольными нитями в области перекрытия могут не изменяться.
В любом случае получается основная ткань, принимающая форму бесконечной петли и имеющая внутреннюю поверхность, продольное (машинное) направление и поперечное (поперечное машинному) направление. Боковые кромки основной ткани затем подрезают, чтобы они были параллельны продольному (машинному) направлению. Угол между машинным направлением основной ткани и спиральным непрерывным швом может быть сравнительно небольшим, в обычном случае он составляет менее 10°. Кроме того, продольные (основа) нити тканевой полосы идут под таким же небольшим углом к продольному (машинному) направлению основной ткани. Аналогично, поперечные (уток) нити тканевой полосы, которые по существу перпендикулярны к продольным (основе) нитям, идут под таким же небольшим углом к поперечному (поперечном машинному) направлению основной ткани. Отметим, что поперечные и продольные нити в тканевой полосе могут сползать, нарушая, иногда, перпендикулярность друг к другу. Вкратце, ни продольные (основа) нити, ни поперечные (уток) нити тканевой полосы не совпадают с продольным (машинным) или поперечным (поперечном машинному) направлением основной ткани.
Прессовая ткань, содержащая подобную основную ткань, может рассматриваться как многоосная прессовая ткань. В то время как известные стандартные прессовые ткани имеют три оси: одна - в машинном направлении (МН), вторая - в направлении, поперечном машинному (ПН), и третья - по аппликате (в направлении оси Z), которая проходит через толщину ткани, то многоосная прессовая ткань имеет не только эти три оси, но также имеет по меньшей мере на две оси больше, определенные направлениями систем нитей в ее спирально намотанном слое или слоях. Кроме того, в данном случае по аппликате многоосной прессовой ткани проходит множество проточных каналов. Следствием этого является то, что многоосная прессовая ткань имеет по меньшей мере пять осей. Благодаря ее многоосной структуре прессовая ткань, имеющая более одного слоя, демонстрирует высокую устойчивость к скоплению нитей и/или разрушению в ответ на сжатие в зоне контакта прессовых валков во время процесса производства бумаги по сравнению с тканью, в которой слои основной ткани содержат параллельные системы нитей.
Многоосные ткани вышеописанного типа выполняются только в бесконечной форме. По существу, их использование ограничивалось прессовыми секциями, имеющими консольные прессовые валки и другие компоненты, которые обеспечивают установку бесконечной ткани с боковой стороны прессовой секции. Однако сравнительная несложность производства многоосных тканей и их высокая устойчивость к сжатию способствовали возрастающему интересу и спросу на многоосные прессовые ткани, которые можно соединить швом с образованием бесконечной формы во время установки на прессовую секцию, с созданием тем самым условия для использования подобной прессовой ткани на бумагоделательной машине без консольных элементов. Описание сшиваемых на машине многоосных прессовых тканей, предложенных для удовлетворения этой потребности, приведено в патентах США №№5916421, 5939176 и 6117274 на имя Yook, описания которых включены в данный документ посредством ссылки.
В патенте США №5916421 показана многоосная сшиваемая на машине прессовая ткань, предназначенная для прессовой секции бумагоделательной машины, которая состоит из слоя основной ткани, выполненного спиральной намоткой тканевой полосы с созданием множества граничащих витков, каждый из которых примыкает к смежному витку с прикреплением к нему. Получившийся в результате бесконечный слой основной ткани сгибают для создания первого и второго слоев, соединенных друг с другом у сгибов, расположенных у их поперечных концов. Из каждого витка тканевой полосы в области сгибов у поперечных концов удаляют поперечные нити для создания непереплетенных зон продольных нитей. Между первым и вторым тканевыми слоями у каждого сгиба, расположенного у двух поперечных концов согнутого слоя основной ткани, располагают шовный элемент, содержащий шовные петли на одном из его поперечных концов. Шовные петли проходят наружу между непереплетенными зонами продольных нитей из места между первым и вторым тканевыми слоями. Первый и второй тканевый слои прикрепляют один к другому с образованием слоистого материала посредством их простегивания материалом из прочеса штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время установки на бумагоделательную машину посредством проведения штыря через канал, образованный переплетенными шовными петлями у двух поперечных концов.
В патенте США №5939176 также показана сшиваемая на машине многоосная прессовая ткань. Как и в первом случае прессовая ткань состоит из слоя основной ткани, выполненного спиральной намоткой тканевой полосы с созданием множества граничащих витков, каждый из которых примыкает к смежному витку с прикреплением к нему. Получившийся в результате бесконечный слой ткани сгибают для создания первого и второго слоев, соединенных друг с другом у сгибов, расположенных у их поперечных концов. Из каждого витка тканевой полосы в области сгибов у поперечных концов удаляют поперечные нити для создания шовных петель. Первый и второй слои прикрепляют один к другому с образованием слоистого материала простегиванием материалом из прочеса штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время установки на бумагоделательную машину посредством проведения штыря через канал, образованный переплетенными шовными петлями у двух поперечных концов.
И, наконец, в патенте США №6117274 показана другая сшиваемая на машине многоосная прессовая ткань. Как и в предыдущих случаях прессовая ткань состоит из слоя основной ткани, выполненного спиральной намоткой тканевой полосы с созданием множества граничащих витков, каждый из которых примыкает к смежному витку с прикреплением к нему. Получившийся в результате бесконечный слой ткани сгибают для создания первого и второго тканевых слоев, соединенных друг с другом у сгибов, расположенных у их поперечных концов. Из каждого витка тканевой полосы в области сгибов у поперечных концов удаляют поперечные нити для создания непереплетенных зон продольных нитей. Затем сшиваемую на машине основную ткань, содержащую шовные петли вдоль ее поперечных концов, помещают между первым и вторым тканевыми слоями согнутого слоя основной ткани. Шовные петли проходят наружу между непереплетенными зонами продольных нитей из места между первым и вторым тканевыми слоями. Первый тканевый слой, сшиваемую на машине основную ткань и второй тканевый слой прикрепляют один к другому посредством их простегивания материалом из прочеса штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время установки на бумагоделательную машину посредством проведения штыря через канал, образованный переплетенными шовными петлями у двух поперечных концов.
Шов является важной частью сшитой ткани, поскольку качество по однородности бумаги, малое образование отметин и высокая работоспособность данной ткани требуют наличия шва, который, по возможности, приближается к основе ткани по таким показателям, как толщина, структура, прочность, проницаемость и т.д. Важно, чтобы область шва любой обрабатывающей ткани, работающая под нагрузкой и имеющая такую же, как и у основы ткани, водопроницаемость и воздухопроницаемость, препятствовала периодическому нанесению отметин на бумажное изделие областью шва. Несмотря на значительные технические трудности, обусловленные этими требованиями к соединению швом, весьма желательной является разработка сшиваемых на машине тканей вследствие возможности их сравнительно удобной и надежной установки.
В некоторых случаях желательным или экономически выгодным является производство бесконечной ткани, с использованием обычных технологических процессов, с последующим сгибанием ее пополам с целью создания ткани, длина которой составляет половину длины от исходной текстильной ткани в машинном направлении. Одной из причин такого способа выполнения является более легкое и быстрое создание двухслойной ткани по сравнению с тканью, выполненной целиком из четырех слоев. При сложении исходной бесконечной ткани пополам в машинном направлении двухслойная ткань преобразуется в четырехслойную ткань. Однако и в этом случае данная сложенная ткань требует расположения с соединением швом, которое не должно снижать прочности данной ткани или вызывать появление отметин, при этом ее установка должна выполняться относительно легким способом. Данное изобретение направлено на решение этих проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью данного изобретения является создание многослойной ткани, используемой в бумагоделательной машине с улучшенными характеристиками в области шва.
Другая цель данного изобретения заключается в создании сшиваемой на машине ткани посредством способа спиральной намотки, который сводит к минимуму воздействия шва на бумажное полотно.
Еще одной целью данного изобретения является создание способа соединения швом ткани, используемой в бумагоделательной машине, которым достигаются вышеупомянутые цели.
Одним аспектом данного изобретения предлагается способ создания многослойной ткани, включающий этапы использования бесконечной ткани, содержащей по меньшей мере два слоя МН нитей, роспуска ПН нитей в зоне указанной бесконечной ткани, в которой должен быть сделан надрез, разрезания по меньшей мере одного слоя МН нитей на первом заданном участке и разрезания по меньшей мере одного слоя МН нитей на втором заданном участке. Этот способ также включает складывание бесконечной ткани пополам в направлении МН, размещение первого и второго заданных участков вблизи друг друга, формирование шовных петель из указанного по меньшей мере одного неразрезанного слоя МН нитей, когда указанная ткань сложена, и сшивание указанных петель с созданием бесконечной ткани.
Другим аспектом данного изобретения является многослойная ткань, выполненная этапами, включающими использование бесконечной ткани, содержащей по меньшей мере два слоя МН нитей, роспуск ПН нитей в зоне указанной бесконечной ткани, в которой должен быть сделан надрез, разрезание по меньшей мере одного слоя МН нитей на первом заданном участке, разрезание по меньшей мере одного слоя МН нитей на втором заданном участке и складывание бесконечной ткани пополам с размещением первого и второго заданных участков вблизи друг друга. Данная многослойная ткань дополнительно формируется этапом сшивания петель, образованных указанным по меньшей мере одним неразрезанным МН слоем, когда указанная ткань сложена пополам, с образованием бесконечной ткани.
Другим аспектом данного изобретения является многослойная ткань, содержащая бесконечную основную ткань, имеющую по меньшей мере два слоя МН нитей, участок распущенных ПН нитей в зоне надрезания указанной бесконечной ткани, первый разрезанный участок первого слоя из указанных по меньшей мере двух слоев МН нитей, второй разрезанный участок первого слоя из указанных по меньшей мере двух слоев МН нитей и петли, образованные неразрезанным слоем МН нитей. Данная многослойная ткань также содержит шов, соединяющий указанные петли, когда указанная бесконечная ткань сложена пополам в направлении МН.
В еще одном аспекте данного изобретения многослойная ткань, или бесконечная ткань, содержащая по меньшей мере два слоя нитей МН, является многоосной тканью, которая выполнена спиральной намоткой. Ткань спиральной намотки выполнена из тканевой полосы из материала из нитей, ширина которой меньше ширины готовой основной ткани. Данная полоса ткани характеризуется как отрезок материала, имеющий длину, превышающую его ширину. Во время производства основной ткани, тканевую полосу из материала из нитей спирально наматывают, предпочтительно поверх по меньшей мере двух валков с параллельными осями так, чтобы создать основную ткань спиральной намотки. Тканевую полосу наматывают вокруг валков, так что кромки полосы расположены встык или с перекрытием, чтобы получить необходимую ширину готовой ткани.
Различные признаки новизны, которые характеризуют данное изобретение, указаны, в частности, в приложенной формуле изобретения, которая является неотъемлемой частью данного описания. Для лучшего понимания данного изобретения, его рабочих преимуществ и конкретных целей, достигаемых при его использовании, ссылка сделана на прилагаемые чертежи, на которых проиллюстрированы предпочтительные варианты выполнения данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описание целей и преимуществ, которые могут быть реализованы данным изобретением, следует рассматривать совместно с чертежами, на которых:
фиг.1 изображает вид сверху многослойной ткани, расположенной в отрезном устройстве, в соответствии с одним аспектом данного изобретения;
фиг.2 изображает вид сверху многослойной ткани, расположенной в отрезном устройстве с экраном, расположенным между слоями данной ткани, в соответствии с одним аспектом данного изобретения;
фиг.3 изображает вид сверху многослойной ткани, расположенной в отрезном устройстве в момент разрезания, в соответствии с одним аспектом данного изобретения;
фиг.4 изображает вид сверху многослойной ткани, расположенной в отрезном устройстве, в которой первый слой срезан, в соответствии с одним аспектом данного изобретения;
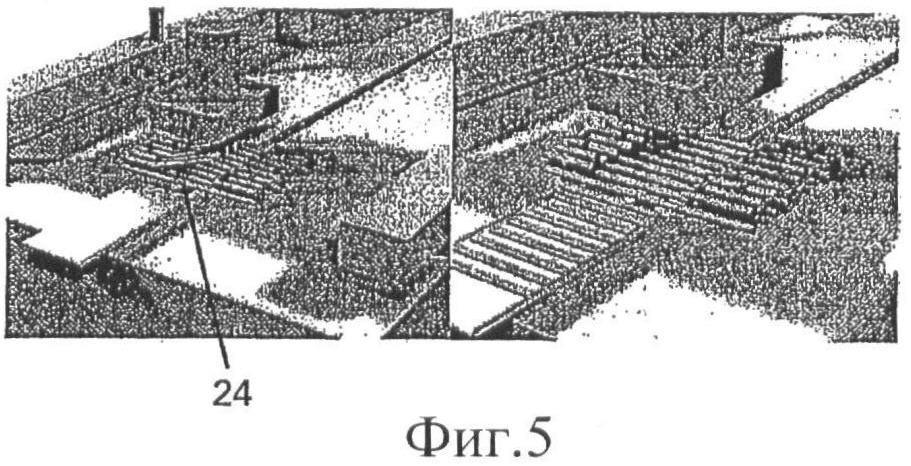
фиг.5 изображает вид сверху многослойной ткани, расположенной в отрезном устройстве, в которой первый слой разрезан, в соответствии с одним аспектом данного изобретения;
фиг.6 представляет разрез области перекрытия шва многослойной ткани в соответствии с одним аспектом данного изобретения;
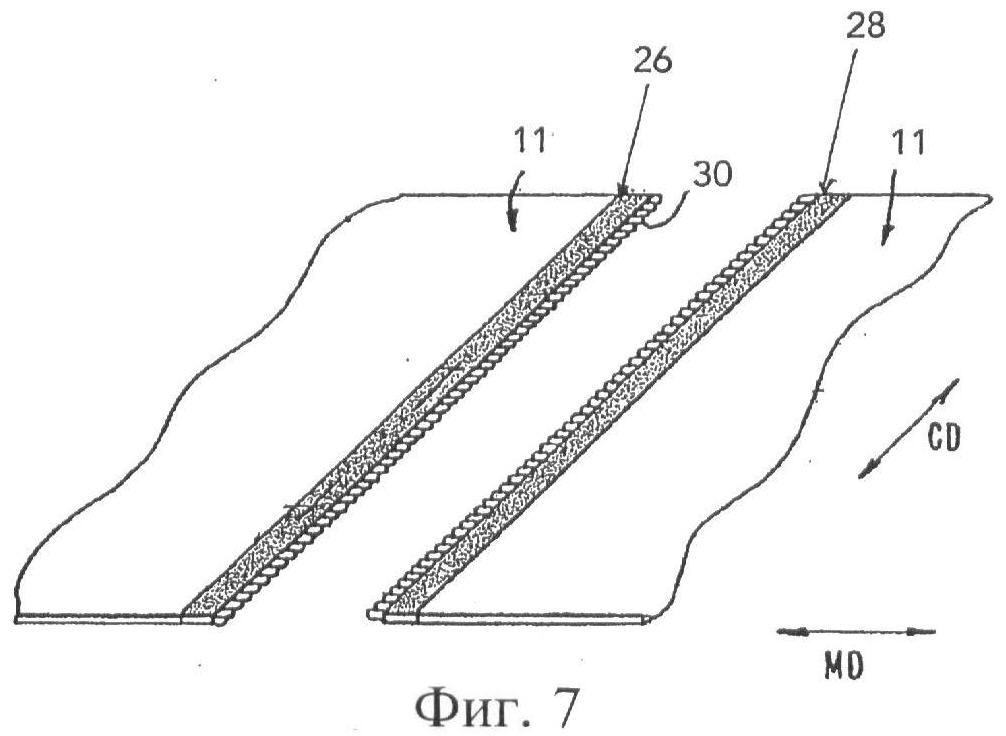
фиг.7 изображает участок многослойной ткани, выполненной в соответствии с одним вариантом выполнения данного изобретения, до сшивания;
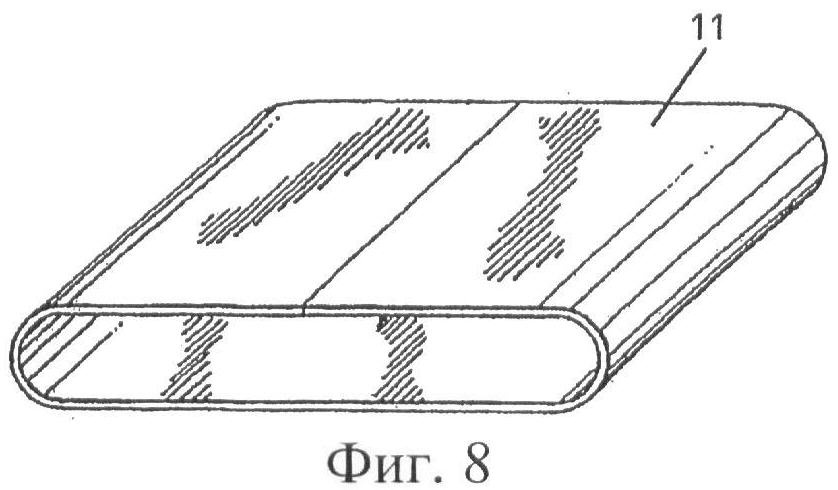
фиг.8 изображает соединенную швом многослойную ткань в соответствии с одним аспектом данного изобретения;
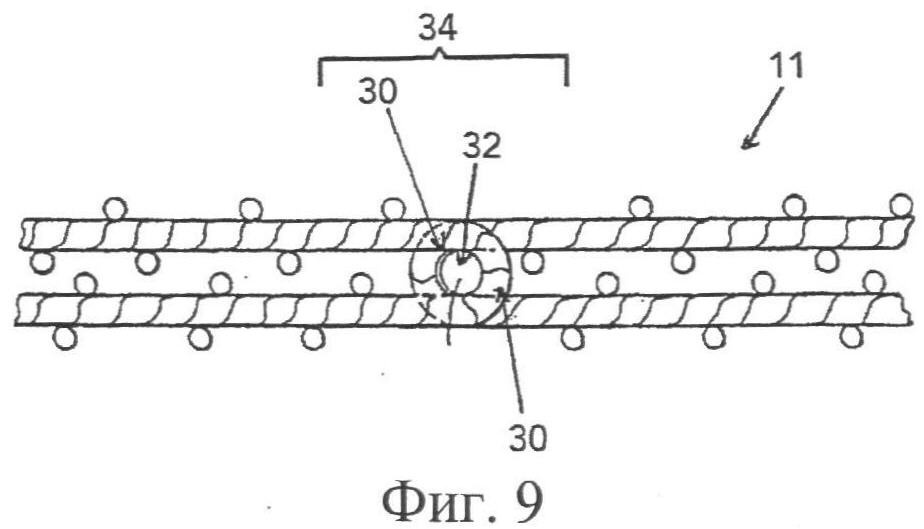
фиг.9 изображает вид сбоку шва в многослойной ткани в соответствии с одним аспектом данного изобретения;
фиг.10 изображает вид сбоку шва в многослойной ткани в соответствии с другим аспектом данного изобретения;
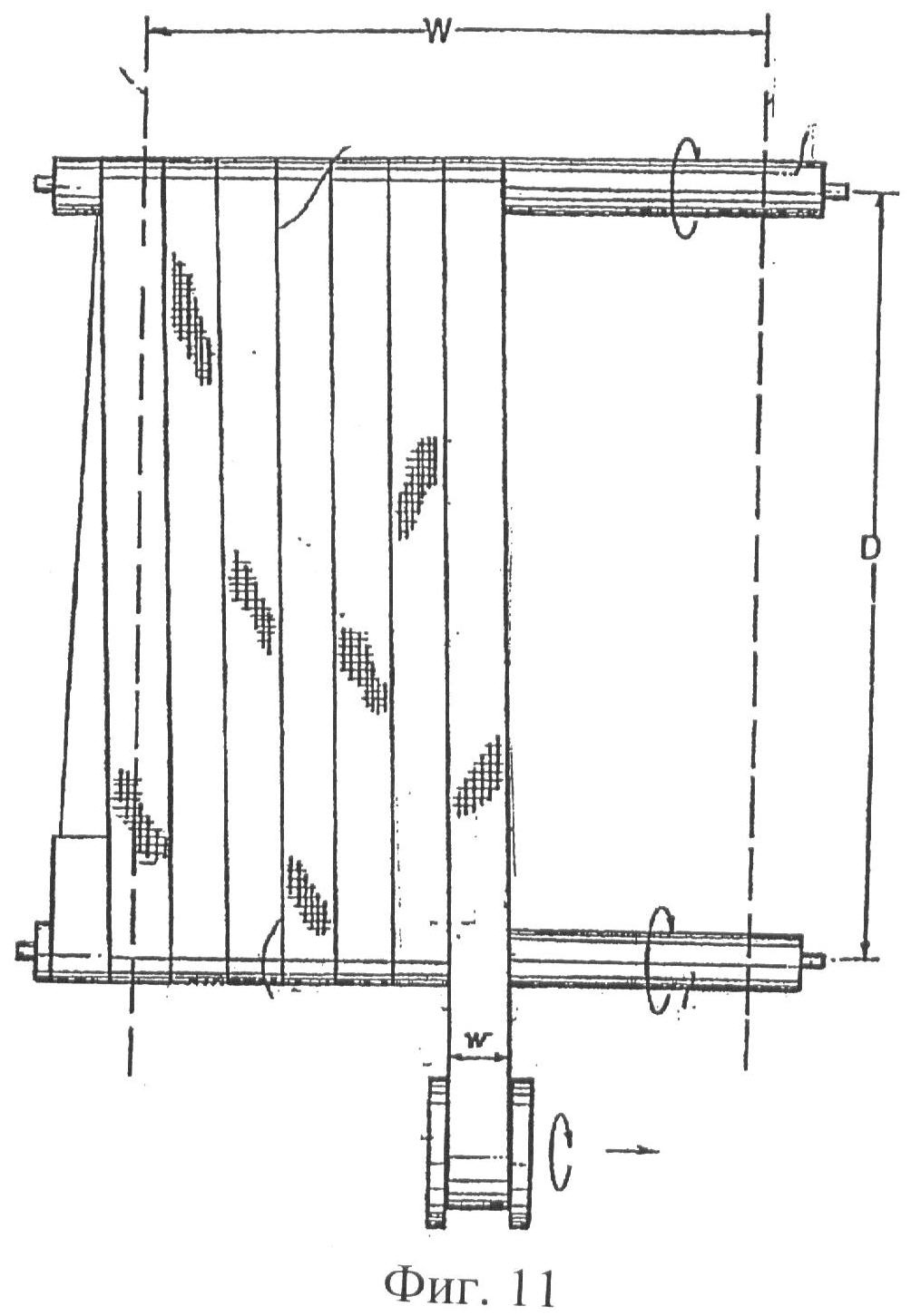
фиг.11 иллюстрирует на виде сверху способ создания многоосной ткани.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Данное изобретение предлагает новые способы сшивания, которые обеспечивают соответствующую прочность шва с небольшим влиянием или без него на структуру вблизи шва по сравнению с основой ткани в одежде для бумагоделательной машины. На всех чертежах одинаковые детали снабжены одинаковыми номерами позиций.
Далее в соответствии с прилагаемыми чертежами приведено описание способа создания шва, приведенного в качестве примера, в соответствии по меньшей мере с одним вариантом выполнения данного изобретения. На фиг.1 показана двухслойная ткань 10, которая содержит первый слой МН нитей 12 и второй слой МН нитей 14. МН нити непрерывно проходят по всей структуре ткани 10. То есть данная ткань выполнена непрерывным образом либо непрерывным ткачеством, либо способом, приведенным в патенте США №5360656, в котором данная ткань является многоосной тканью. Первый и второй слои 12 и 14 могут быть соединены по меньшей мере одним слоем из ПН нитей 16. Как показано на фиг.1, ПН нити в области, которая должна подвергаться воздействию отрезного устройства 18, уже удалены или распущены.
В одном варианте выполнения данного изобретения отрезное устройство 18 используется для разрезания по меньшей мере одного МН слоя из нитей, в этом примере - слоя 14. Как показано на фиг.1, отрезное устройство 18 является штампом с отрезающей поверхностью (не показана), которая разрезает только один слой МН нитей при ее расположении поверх нитей и приложении давления. В рамках данного изобретения также рассматриваются другие отрезные устройства.
Как показано на фиг.2, до использования отрезного устройства 18 и в типичном случае предшествующего роспуска необходимого количества ПН нитей между первым и вторым слоями МН нитей (12 и 14) может быть введен экран 20, который препятствует нежелательному разрезанию первого МН слоя 12. В некоторых случаях использование экрана может быть лишним вследствие высокой точности используемого отрезного механизма, прочности МН нитей или других свойств данной ткани.
После размещения экрана 20, как показано на фиг.3, отрезное устройство 18 может быть помещено на ткань 10 для разрезания второго слоя 14 из МН нитей. Как показано на фиг.4, отрезное устройство 18 может разрезать второй слой 14 из МН нитей в двух местах с тем, чтобы оставить зазор 22 в первом МН слое. В качестве варианта, как показано на фиг.5, отрезное устройство 20 может быть использовано для разрезания МН слоя 14 в одном участке с тем, чтобы оставить клапан 24 из нитей слоя МН. Этот процесс непрерывно продолжают выполнять по ширине ткани несколько раз, пока не будет отрезан участок МН нитей по всей ширине ткани. Количество повторов определяется шириной резака и шириной ткани. Несмотря на то, что на фиг.1-5 показан лишь небольшой участок ткани 10, этот участок является образцом ткани большего размера. Ограничение участка, показанного на чертежах, выполнено с целью четкости изображения процесса разрезания.
Данный процесс разрезания затем повторяют на втором участке ткани, который расположен на половине расстояния длины ткани от одного точного среза. Другими словами, вырезанные области удалены на 180° одна от другой вдоль непрерывной петли ткани. Двухслойную ткань 10 затем складывают вдвое с формированием четырехслойной ткани 11. Неразрезанные нити 12 МН, вследствие их непрерывного прохождения по всей длине ткани, в данном случае служат для формирования петель 30, как показано на фиг.6 и 7. Когда петли 30, сформированные в двух участках 26 и 28 разреза ткани 10, сводят вместе, они могут быть переплетены с проведением через них стержня 32, как показано на фиг.9, для формирования бесконечной соединенной швом четырехслойной ткани, как показано на фиг.8.
На фиг.6 показана двухслойная ткань, которая разрезана с использованием рассмотренного выше способа двойного разрезания с последующим сложением пополам с образованием четырехслойной ткани 11. Разрезанные участки 26 и 28 открывают неразрезанные нити 12 МН, образующие петли 30, которые сводят вместе для создания бесконечной сшиваемой на машине ткани, которая имеет половину длины от исходной длины и вдвое больше слоев.
Как показано в этом примере данного изобретения, бесконечная двухслойная ткань 10 может быть надрезана способом, показанным как на фиг.4, так и на фиг.5, а затем сложена пополам для образования бесконечной ткани 11, содержащей четыре слоя, как показано на фиг.6. Надрезанные области 26 и 28 ткани 10, соответственно, при сложении содержат неразрезанный слой МН нитей 12. При сложении эти МН нити 12 образуют шовные петли 30, которые переплетают друг с другом и проводят через них штырь 32 в направлении ПН для образования шва 34. Посредством использования стержня или штыря ткань 11 можно сшивать на машине.
В другом варианте выполнения, как показано на фиг.10, к петлям 30 ткани 11 для их соединения могут быть прикреплены одна или несколько соединительных спиралей 36. То есть спирали 36 вводят в петли 30, сформированные нитями 12. Затем спирали 36 переплетают и вводят через них один или несколько штырей 32. Соединительные спирали 36 представляют собой моноволоконные спирали, предпочтительно полученные экструзией из полиамидной смолы. Диаметр моноволокна предпочтительно может составлять, например, 0,4 или 0,5 мм. Во время установки ткани 11 на бумагоделательную машину, соединительные спирали 36, выполненные из моноволокна, могут быть быстро переплетены между собой и соединены направляющим штырем 32 через канал, образованный переплетенными спиралями. В соединительные спирали 36 могут быть введены подкладные нити 38, чтобы обеспечить характеристики области шва, аналогичные характеристикам основы ткани 11. Кроме того, в процессе соединения швом возможно использование соединительных нитей 40. Соединительные нити 40 и подкладные нити 38 могут быть нитями того же типа, который используется в качестве ПН нитей 16 ткани 11. Штырь 32 может представлять собой одну прядь из мононоволокна, многочисленные пряди из раскрученных моноволокон, или свитых, скрученных, сплетенных или связанных вместе, или не менее одной пряди из любых свитых/скрученных нитей.
Кроме того, концы данной ткани могут быть сшиты посредством другого соединительного средства, которое известно специалистам.
В одном варианте выполнения данного изобретения эта структура представлена как сшиваемая на машине ткань, которая предназначена для использования в прессовой секции технологического процесса бумажного производства. В подобном варианте выполнения либо к одной, либо к обеим верхней (сторона, обращенная к бумаге) и нижней (сторона, обращенная к машине) поверхностям многослойной ткани прикрепляют волокна прочеса.
После создания бесконечной ткани посредством шва 34 клапан 24 из МН нитей 14 содействует предотвращению нанесения отметин и способствует выравниванию давления на шов, а также обеспечивает точку крепления для таких слоев, как прочес, который, если потребуется, может быть прикреплен к ткани простегиванием.
В другом предпочтительном варианте двухслойная ткань выполнена способом, приведенном в патенте США №5360656, при этом она содержит, например, переплетение двух слоев или два отдельных слоя и является многоосной тканью. Процесс формирования ткани, описанный в патенте США №5360656, в целом проиллюстрирован на фиг.11 и известен как процесс спиральной намотки. Для специалистов очевидно, что поскольку данная ткань выполнена спиральной намоткой, то при сложении ткани пополам вышеописанным способом МН нити и ПН нити не будут совмещаться. Совмещение МН нитей, удаление конкретных участков ПН нитей, переплетение петель, сформированных МН нитями, и соединение швом подобной ткани подробно описано в находящемся в общем пользовании патенте США №5939176 на имя Yook, содержание которого целиком включено в данный документ посредством ссылки.
Таким образом, данным изобретением реализуются его цели и преимущества, и, несмотря на то, что в данном документ приведены и подробно описаны предпочтительные варианты выполнения, объем правовой охраны и цели данного изобретения не ограничиваются этим, а определяются содержанием приложенной формулой изобретения.
Реферат
Предназначено для использования в бумагоделательных машинах. Предложены ткань и способ создания ткани, выполненной путем использования бесконечной ткани, содержащей по меньшей мере два слоя нитей машинного направления (МН нитей), роспуска нитей, поперечных машинному направлению (ПН нитей), в зоне указанной бесконечной ткани, в которой должен быть сделан разрез, разрезания по меньшей мере одного слоя из МН нитей на первом заданном участке и разрезания по меньшей мере одного слоя МН нитей на втором заданном участке. Данный способ также включает этапы складывания бесконечной ткани пополам в направлении МН, размещения первого и второго заданных участков вблизи друг друга, формирования петель по меньшей мере из одного неразрезанного слоя МН нитей, когда указанная ткань сложена, и сшивание петель с образованием бесконечной ткани. Обеспечивается получение ткани с улучшенными характеристиками в области шва. 3 н. и 17 з.п. ф-лы, 11 ил.
Формула
использования бесконечной ткани, содержащей по меньшей мере два слоя нитей машинного направления (МН нитей),
роспуска нитей, поперечных машинному направлению (ПН нитей), в зоне указанной бесконечной ткани, в которой должен быть сделан надрез,
разрезания по меньшей мере одного слоя МН нитей на первом заданном участке,
разрезания по меньшей мере одного слоя МН нитей на втором заданном участке,
складывания бесконечной ткани пополам в направлении МН, размещения первого и второго заданных участков вблизи друг друга,
формирования шовных петель из указанного по меньшей мере одного неразрезанного слоя МН нитей, когда указанная ткань сложена, и
сшивания указанных петель с созданием бесконечной ткани.
использование бесконечной ткани, содержащей по меньшей мере два слоя МН нитей,
роспуск ПН нитей в зоне указанной бесконечной ткани, в которой должен быть сделан надрез,
разрезание по меньшей мере одного слоя МН нитей на первом заданном участке,
разрезание по меньшей мере одного слоя МН нитей на втором заданном участке,
складывание бесконечной ткани пополам с размещением первого и второго заданных участков вблизи друг друга, и
сшивание петель, образованных указанным по меньшей мере одним неразрезанным МН слоем, когда указанная ткань сложена пополам, с образованием бесконечной ткани.
бесконечную основную ткань, имеющую по меньшей мере два слоя МН нитей,
участок распущенных ПН нитей в зоне надрезания указанной бесконечной ткани,
первый разрезанный участок первого слоя из указанных по меньшей мере двух слоев МН нитей,
второй разрезанный участок первого слоя из указанных по меньшей мере двух слоев МН нитей,
петли, образованные неразрезанным слоем МН нитей, и
шов, соединяющий указанные петли, когда указанная бесконечная ткань сложена пополам в направлении МН.
Комментарии