Техническая ткань, содержащая навитые по спирали полосы материала, и способ производства такой ткани - RU2633195C2
Код документа: RU2633195C2
Чертежи







Описание
ВКЛЮЧЕНИЕ ПОСРЕДСТВОМ ССЫЛКИ
Все патенты, заявки на патенты, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых изделий, упомянутые в настоящем описании, включены в него посредством ссылки и могут быть использованы при реализации настоящего изобретения.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бесконечным техническим тканям. В частности, настоящее изобретение относится к техническим лентам или рукавам, используемым в бумажном производстве, а именно формующей, прессовой, сушильной тканям и тканям для сквозной сушки воздухом (TAD), также известным как одежда для бумагоделательной машины, на которой изготавливают бумагу в бумагоделательной машине. Кроме того, настоящее изобретение может быть использовано в качестве подложки для ленты башмачного пресса, транспортера или каландра, любая из которых также может быть использована на бумагоделательной машине. Кроме того, настоящее изобретение может быть использовано в других промышленных установках, в которых технические ленты используют для перемещения и/или удаления воды из материала. Кроме того, настоящее изобретение может быть использовано в качестве ленты и/или рукава в производстве нетканых материалов способами, такими как суховоздушное формование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling).
УРОВЕНЬ ТЕХНИКИ
В процессе производства бумаги целлюлозное волокнистое полотно формуют путем нанесения волокнистой пульпы, то есть водной дисперсии целлюлозных волокон, на движущуюся формующую ткань в формующей секции бумагоделательной машины. Большая часть воды отводится из пульпы через формующую ткань, при этом на поверхности формующей ткани формируется бумажное полотно.
Только что сформированное бумажное полотно проходит от формующей секции в прессовую часть, которая содержит ряд зон прессования. Целлюлозное волокнистое полотно проходит через зоны прессования, поддерживаемые прессовой тканью, или, как зачастую бывает, между двумя такими прессовыми тканями. В зонах прессования целлюлозное волокнистое полотно подвергают сжатию, благодаря чему происходит его обезвоживание, которое вызывает сцепление целлюлозных волокон в полотне друг с другом для превращения целлюлозного волокнистого полотна в бумажный лист. Вода принимается прессовой тканью или тканями и, в идеальном случае, не возвращается к бумажному листу.
В конце бумажный лист поступает в сушильную часть, которая содержит по меньшей мере один ряд вращаемых сушильных барабанов или цилиндров, которые изнутри подогреваются паром. Только что сформованный бумажный лист перемещается последовательно по волнообразной траектории вокруг каждого барабана в ряду барабанов посредством сушильной ткани, которая прижимает бумажный лист к поверхности барабанов. Нагретые барабаны снижают содержание воды в бумажном листе до необходимого уровня посредством испарения.
Следует понимать, что формующая, прессовая и сушильная ткани имеют форму бесконечных петель на бумагоделательной машине и функционируют подобно конвейерам. Кроме того, следует понимать, что бумажное производство представляет собой непрерывный процесс, который протекает на значительной скорости. Другими словами, в то время как волокнистую пульпу непрерывно наносят на формующую ткань в формующей секции, на выходе из сушильной части только что изготовленное бумажное полотно непрерывно сматывают на валы.
Следует также понимать, что огромное большинство формующих, прессовых и сушильных тканей представляют собой или по меньшей мере содержат в качестве компонента текстильную ткань в форме бесконечной петли, имеющей конкретную длину, измеренную в продольном направлении по ее окружности, и конкретную ширину, измеренную в поперечном направлении. Поскольку конфигурации бумагоделательных машин могут изменяться в широких пределах, от производителей одежды для бумагоделательной машины требуется производить формующие, прессовые и сушильные ткани таких размеров, которые подходят по размеру для конкретных мест в формующей, прессовой и сушильной секциях бумагоделательных машин заказчиков Само собой разумеется, что это требование усложняет производственный процесс, поскольку каждая ткань, как правило, должна быть изготовлена на заказ.
Кроме того, поскольку поверхность текстильной ткани заведомо неровная, так как места переплетения сформированы там, где нити, лежащие в одном направлении ткани, обматывают нити, лежащие в другом направлении, лежат на поверхности, то трудно создать бумажное изделие, на котором полностью отсутствует след полотна.
Предшествующий уровень техники охватывает несколько попыток решения этих проблем. Например, патент США №3323226, Beaumont и др., относится к синтетической сушильной ткани, содержащей по меньшей мере один слой полиэфирной пленки. Отверстия в ткани сформированы механическим пробиванием. В патенте США №4495680, Beck, раскрыты способ и устройство для формирования основы ткани, содержащий исключительно нити основы, использующиеся в производстве ленты бумагоделательной машины. По существу, нити основы скручены спиралью вокруг двух параллельных валов. Затем волокнистая подбивка или другой нетканый материал накладывают и приклеивают к системе спиральных нитей основы для создания ленты бумагоделательной машины, в которой отсутствуют нити в направлении, поперечном машинному направлению.
В патенте США №4537658, Albert, описана ткань для бумагоделательной машины, сформированная из множества удлиненных, сцепленных элементов с прорезями. Удлиненные элементы сцеплены друг с другом при помощи штифтового соединения, которое проходит от одного удлиненного элемента к соседнему. Удлиненные элементы проходят в направлении, поперек машинному направлению (CD) раскрытой ткани для бумагоделательной машины и имеют плоские параллельные верхнюю и нижнюю поверхности.
В патенте США №4541895, Albert, описана ткань бумагоделательной машины, сформированная из множества нетканых полотен, ламинированных вместе с образованием ткани или ленты. Нетканые полотна перфорированы лазерным сверлением. Такие полотна состоят из неориентированного полимерного материала, и если необходимо изготовить ткань или ленту высокого качества, то она будет иметь недостаточную стабильность размеров для функционирования в качестве бесконечных лент на бумагоделательных машинах.
В патенте США №4842905 Stech, раскрыта мозаичная ткань для бумагоделательной машины и элементы для изготовления ткани. Элементы имеют выступающие элементы, которые сцепляются с принимающими или углубленными элементами. Ткань для бумагоделательной машины содержит множество мозаичных элементов, которые взаимно соединены для создания мозаичной ткани необходимой длины и ширины.
В патенте США №6290818 Romanski, представлена лента для башмачного пресса, в которой ткань основы изготовлена из бесконечной трубы развернутой пленки, которая может быть перфорирована.
В патенте США №6630223 Hansen, представлена техническая лента, изготовленная из множества навитых по спирали формованных (некруглого поперечного сечения) моноволокн, которые примыкают друг к другу боковыми сторонами смежных витков и скреплены друг с другом подходящими средствами.
В патенте США №6989080 Hansen, раскрыта нетканая ткань для бумагоделательной машины, изготовленная из навитого по спирали в машинном направлении (MD) слоя основы заготовки, покрытого в поперечном направлении (CD) слоем подобной или иной заготовки и сцепленного подходящими средствами.
Публикация заявки на патент США №2007/0134467 A1, Sayers, предложен способ, согласно которому ламинируют группу пленок и вырезают отверстия в слоистой структуре для получения перфорированной ткани.
Ткани в современных бумагоделательных машинах могут иметь ширину от 152,4 см до более чем 1005,84 см (от 5 футов до более чем 33 футов), длину от 1219,2 см до более чем 12192 см (от 40 футов до более чем 400 футов) и могут весить приблизительно от 45,36 кг до более чем 1360,8 кг (от 100 фунтов до более чем 3000 фунтов). Эти ткани изнашиваются и требуют замены. Замена тканей зачастую влечет выведение машины из эксплуатации, удаление износившей ткани, настройку для установки ткани и монтаж новой ткани. Несмотря на то, что множество тканей являются бесконечными, тем не менее, многие из используемых сегодня тканей являются сшиваемыми на машине. Установка ткани содержит натяжение основы ткани на машину и соединение концов ткани для формирования бесконечной ленты.
В ответ на потребность быстрее и эффективнее производить ткани различной длины и ширины, в последние годы были созданы ткани с использованием технологии спиральной навивки, раскрытой в патенте США №5360656, Rexfelt и др. (в дальнейшем «патент '656»), содержание которого включено в настоящее описание посредством ссылки.
В патенте '656 раскрыта ткань, содержащая ткань основы, имеющую по меньшей мере один слой материала штапельного волокна, пришитый к ткани основы. Ткань основы содержит по меньшей мере один слой, состоящий из навитой по спирали полосы текстильной ткани, имеющей ширину, которая меньше, чем ширина ткани основы. Ткань основы является бесконечной в продольном или машинном направлении. Продольные нити навитой по спирали полосы образуют угол с продольным направлением ткани. Полоса текстильной ткани может быть сплетена на ткацком станке гладкой и может являться более узкой, чем ткань, обычно использующаяся в производстве одежды для бумагоделательной машины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает альтернативное решение проблем, на устранение которых были направлены вышерассмотренные патенты и патентные заявки.
В одном варианте реализации настоящего изобретения предложена техническая ткань или лента для использования в формующей, прессовой или сушильной части бумагоделательной машины, включая сушильную ткань для сквозной сушки воздухом (TAD). Ткань или лента согласно настоящему изобретению также может быть использована в качестве транспортной ленты, ткани пресса с удлиненной зоной прессования (LNP), ленты каландра или в качестве других технологических лент, таких как ленты гофромашины. Ткань или лента также может быть использована в качестве части ленты для отделки текстильного полотна, такой как, например, усадочная лента или дубильная лента. Кроме того, ткань согласно настоящему изобретению может быть использована в других промышленных установках, в которых технические ленты используются для перемещения и/или обезвоживания материала. Например, ткань может быть использована в формующей пульпу ленте или сжимающей пульпу ленте, в ленте, используемой для обезвоживания вторичной бумаги в процессе очистки от краски, такой как сушильная лента двухвалкового пресса (DNT) в машине, смывающей краску; или в обезвоживающей ленте для обезвоживания отстоя. Ткань согласно настоящему изобретению также может быть использована в качестве ленты, используемой в производстве нетканых изделий способами, такими как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling). Лента и/или рукав могут быть сформированы в форме бесконечной петли и могут иметь внутреннюю поверхность и наружную поверхность.
В одном варианте реализации в качестве примера бесконечная лента сформирована из полос материала, которые навиты по спирали вокруг двух валов с расположением полос край в край. Полосы крепко присоединены друг к другу подходящим способом для формирования бесконечной петли необходимой длины и ширины для заданного использования. Полосы или ленты материала могут быть усилены известными в уровне техники усиливающими элементами, включая, без ограничения, волокна, нити, проволоку, тканые и нетканые ткани.
В случае рукава полосы могут быть навиты вокруг поверхности одного вала или сердечника, который имеет размер, приблизительно равный диаметру и длине в направлении, поперечном машинному направлению (CD) барабана, на котором будет использоваться рукав. Используемые полосы материала создаются как материал полимерной ленты или технического ремня. Ремень, в частности пластмассовый материал ремня, обычно определяется как относительно тонкая пластмассовая лента, используемая для скрепления или фиксации объектов вместе. Пример такого материала ремня раскрыт, например, в принадлежащей правообладателю настоящей заявке предварительной заявке на патент США №20100236034. Полимерные ленты обычно определены как относительно тонкие ленты из полимерного материала. Удивительно, было обнаружено, что эти типы пластического материала обладают соответствующими свойствами, позволяющими использовать его в качестве полос материала для формирования ленты согласно настоящему изобретению. Любой из материалов полос или лент, используемых в формировании текущих лент, может быть усилен волокнами или нитями, ориентированными в машинном направлении (MD), в поперечном машинному направлению (CD) или в том и другом направлениях.
Различие между полимерной лентой и моноволокном заключается в размере, форме и применении. Полимерная лента и моноволокно изготавливают процессами экструзии, которые имеют одинаковые основные этапы экструзии, ориентации и наматывания. Моноволокно в целом имеет меньший размер, чем лента и ремень и обычно имеет круглую или прямоугольную форму. Моноволокно широко используют в разных областях применения, таких как лески и технические ткани, в том числе, одежда для бумагоделательной машины. Полимерная лента и ремень в целом имеют намного больший размер, чем моноволокно и всегда шире вдоль главной оси и, по сути, имеют прямоугольную форму в соответствии с областью применения.
В области техники, относящейся к экструзии, известно, что полимерная лента/ремень изготавливается процессом экструзии. Также известно, что этот процесс содержит одноосную ориентацию экструдированного материала. Также известно, что существует два основных процесса экструзии, использующие одноосную ориентацию. Один процесс представляет собой экструзию и ориентацию широкого полотна, которое разрезается на отдельные ленты. Другой процесс представляет собой экструзию отдельных лент, которые ориентированы. Этот второй процесс очень походит на процесс изготовления моноволокна, о чем свидетельствует сходство оборудования для обоих процессов.
Преимуществом использования материала полимерной ленты ремня против моноволокна является определенное количество спиральных навивок, необходимых для создания ткани, согласно способу, раскрытому, например, в патенте '656. Моноволокнами, как правило, считаются нити, которые имеют длину не более 5 мм по их длинной оси поперечного сечения. Размеры одноосно-ориентированного моноволокна, используемого для одежды бумагоделательной машины и других указанных в приведенном выше описании применениях, редко превышают 1,0 мм по длинной оси поперечного сечения. Однако используемая лента или ремень обычно имеет ширину по меньшей мере 10 мм и может превышать 100 мм. Предполагается, что также могли бы быть использованы ленты или ремни из материала с шириной до 1000 мм.
Согласно настоящему изобретению предложена улучшенная ткань, лента или рукав, которая функционирует вместо традиционной ленты или рукава, и придает желаемые физические характеристики, такие как гладкость, объем, внешний вид, текстура, впитывающая способность, прочность и тактильные свойства, изготовленным на них бумажному, нетканому или другому изделию.
Настоящим изобретением достигнуты другие преимущества такие как, без ограничения, улучшенная поддержка волокон и освобождение (без отрывания) по сравнению с ткаными изделиями, известными из уровня техники, и возможность более легкой очистки в результате отсутствия мест перекрещивания нитей, способных удерживать единичные волокна. Если лента/рукав имеет текстуру поверхности, то рисунок/текстура более эффективно передается тканому/нетканому материалу, и кроме того это придает лучшие физические свойства, такие как объемный вес/впитывающая способность тканого/нетканого материала.
Еще одним преимуществом является толщина в сравнении с коэффициентом растяжения. Например, известные полиэфирные (PET) пленки имеют коэффициент растяжения по продольной оси (или машинном направлении, MD) приблизительно 3,5 ГПа. Лента/ремень из полиэтилентерефталата (PET) имеет коэффициент растяжения в пределах от 10 до 12,5 ГПа. Другими словами, для получения такого же коэффициента растяжения пленки, структура должна была быть в 3-3,6 раза толще.
Таким образом, настоящее изобретение согласно одному варианту реализации представляет собой ткань, ленту или рукав, которые сформированы в виде однослойной или многослойной структуры из этих навитых по спирали лент. Ткани, ленты или рукава могут иметь плоские гладкие верхние и нижние поверхности. Кроме того, ткань, лента или рукав может быть текстурирована с использованием любого из способов, известных в уровне техники, такого как, например, шлифование, гравировка, тиснение, травление и т.п. Лента может быть проницаемой для воздуха и/или воды. Лента может также быть перфорирована некоторыми механическими или термическими (например, лазер) средствами, таким образом, она может быть проницаемой для воздуха и/или воды.
В другом варианте реализации продольные или простирающиеся в направлении длины кромки полосы ленты имеют профиль, обладающий формой, которая способствует соединению с примыкающими кромками ленты. Лента может быть создана с требуемым профилем в процессе экструзии, или профиль может быть образован на отдельном этапе механической обработки.
В неограничивающем варианте реализации лента создана навивкой по спирали полосы полимерного материала вокруг двух технологических валов с компоновкой бок к боку, в которой между двумя смежными кромками образован зазор. Полоса полимерного материала может быть усилена с использованием волокон или нитей в машинном направлении (MD), направлении, поперечном машинному (CD), или обоих направлениях. Второй материал, например, заполнитель, может быть размещен между смежными кромками, причем форма поперечного сечения заполнителя соответствует форме поперечного сечения зазора между смежными кромками для сцепления/соединения кромок друг с другом. Заполнитель может быть усиленным или не усиленным. Заполнитель может иметь конкретную форму поперечного сечения, соответствующую форме зазора. Заполнитель может быть создан в форме стержней. Не ограничивающиепримеры поперечного сечения заполнителя охватывают круглую, овальную, прямоугольную или треугольную формы поперечного сечения. В качестве альтернативного варианта реализации заполнитель может быть добавлен в качестве термопластического расплавляемого материала для заполнения профиля зазора между кромками ленты.
Ткань, лента или рукав согласно настоящему изобретению могут дополнительно содержать функциональное покрытие на одной или обеих ее поверхностях. Функциональное покрытие может иметь верхнюю поверхность, которая является плоской или гладкой, или в качестве альтернативы может быть текстурирована с использованием любого из способов, известных в уровне техники, такого как, например, шлифование, гравировка, тиснение или травление. Функциональное покрытие может быть любым из материалов, известных специалисту в данной области техники, таких как, например, полиуретан, силикон или любой другой полимерный смолистый материал или даже резина. Функциональное покрытие (и/или сами полосы материала) в качестве необязательного условия могут содержать частицы, такие как нанонаполнители, которые могут улучшать свойства устойчивости к изгибу, развитию трещин или износу ткани, ленты или рукава по настоящему изобретению. Примеры покрытий, содержащих нанонаполнители, раскрыты, например, в принадлежащем правообладателю настоящей заявки патенте США №7413633, содержание которого включено в настоящее описание посредством ссылки.
Кроме того, ткань, лента или рукав согласно настоящему изобретению могут использоваться как усиливающая основа в формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленте башмачного пресса, транспортера или каландра, технологической ленте, используемой в процессах суховоздушного формирования полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), транспортной ленте, ленте пресса с удлиненной зоной прессования (LNP) или каландра, ленте гофромашины, усадочной ленте, дубильной ленте, формирующей пульпу ленте, сушильной ленте двухвалкового пресса (DNT) в машине, смывающей краску с вторичной бумаги или ленте для обезвоживания отстоя.
Несмотря на то, что варианты реализации, указанные в приведенном выше описании, предназначены для одного слоя полос навитой по спирали ленты, тем не менее, использование полос с различными конфигурациями, которые формируют ленту, из двух или более слоев, может быть предпочтительным. Слои могут быть такими, чтобы полосы были навиты по спирали под определенным углом друг к другу или под определенным углом относительно машинного направления (MD) ленты или рукава. В некоторых вариантах реализации первый слой может быть навит под углом, измеренным в положительном направлении от машинного направления (MD) ленты или рукава. Второй слой может быть навит под тем же углом, измеренным в обратном направлении по отношению к машинному направлению (MD) ленты так, чтобы второй слой был навит по спирали в направлении, противоположном направлению первого слоя. Поэтому, согласно одному типовому варианту реализации лента может содержать по меньшей мере два слоя, в котором полосы могут быть сформированы таким образом, чтобы эти по меньшей мере два слоя были механически сцеплены друг с другом или скреплены друг с другом другими средствами, известными специалистам в данной области техники. Кроме того, структура может быть непроницаемой или перфорированной для того, чтобы быть проницаемыми для воздуха и/или воды.
Несмотря на то, что использован термин ткань, техническая ткань и структура ткани, тем не менее для описания структуры настоящего изобретения ткань, лента, конвейер, рукав, поддерживающий элемент и структура ткани используются как взаимозаменяемые. Подобным образом, термины ремень, лента, полоса материала используются как взаимозаменяемые по всему описанию.
Следует понимать, что термин «средняя плоскость» в контексте настоящего описания относится к плоскости, разделяющей толщину полимерной полосы на две равные или по существу равные части. Под толщиной «t» понимается расстояние между верхней поверхностью и нижней поверхностью полосы полимерного материала.
Различные признаки новизны, которые характеризуют настоящее изобретение, подробно раскрыты в пунктах формулы изобретения, приложенной и составляющей неотъемлемую часть настоящего описания. Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых его использованием, ссылка сделана на сопроводительный описательный материал, в котором предпочтительные, но не ограничивающиеварианты реализации настоящего изобретения изображены на сопроводительных чертежах, на которых сходные компоненты обозначены одинаковыми ссылочными номерами.
Термин «содержащий» и «содержит» в настоящем изобретении может означать «включающий в себя» и «включает в себя» или могут иметь значение, обычно присвоенное термину «содержащий» или «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из» при использовании в пунктах формулы изобретения имеют значение, приписанное им в Патентном законе США. Другие аспекты настоящего изобретения описаны или очевидны из (и в пределах настоящего изобретения) представленного ниже подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопроводительные чертежи, которые включены для лучшего понимания настоящего изобретения, содержатся в и составляют часть настоящего описания. Чертежи, представленные в настоящем описании, изображают различные варианты реализации настоящего изобретения и совместно с описанием служат для объяснения принципов настоящего изобретения. На чертежах:
На фиг. 1 показан вид в перспективе ткани, ленты или рукава согласно одному аспекту настоящего изобретения;
На фиг. 2 изображен способ, посредством которого может быть сформирована ткань, лента или рукав согласно настоящему изобретению;
На фиг. 3 (А) - 3 (Е) показаны поперечные разрезы, выполненные по направлению в ширину по линии III-III на фиг. 2, показывающие несколько вариантов реализации полосы материала, используемой для производства ткани, ленты или рукава согласно настоящему изобретению;
На фиг.4 (А) - 4 (Е) изображены поперечные разрезы, выполненные в направлении ширины по линии IV-IV на фиг. 2, показывающие несколько вариантов реализации швов или соединений, выполненных полосой материала, представленной на фиг. 3 (А) - 3 (Е).
На фиг. 5 (А) и 5 (В) представлены схематические изображения иллюстративных устройств, которые могут быть использованы для сваривания ткани, ленты или рукава согласно одному аспекту настоящего изобретения;
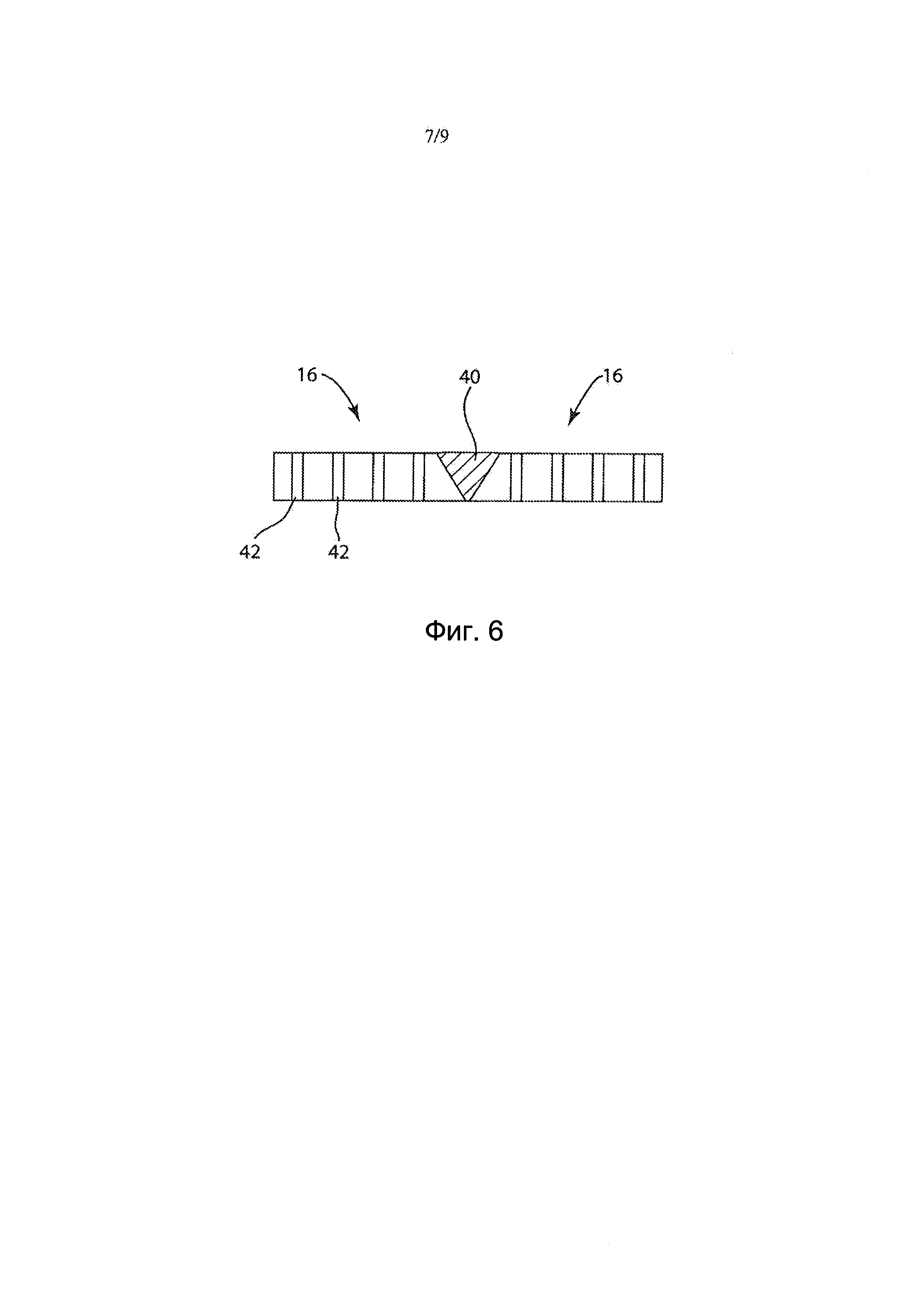
На фиг. 6 изображен поперечный разрез ткани, ленты или рукава согласно одному аспекту настоящего изобретения; и
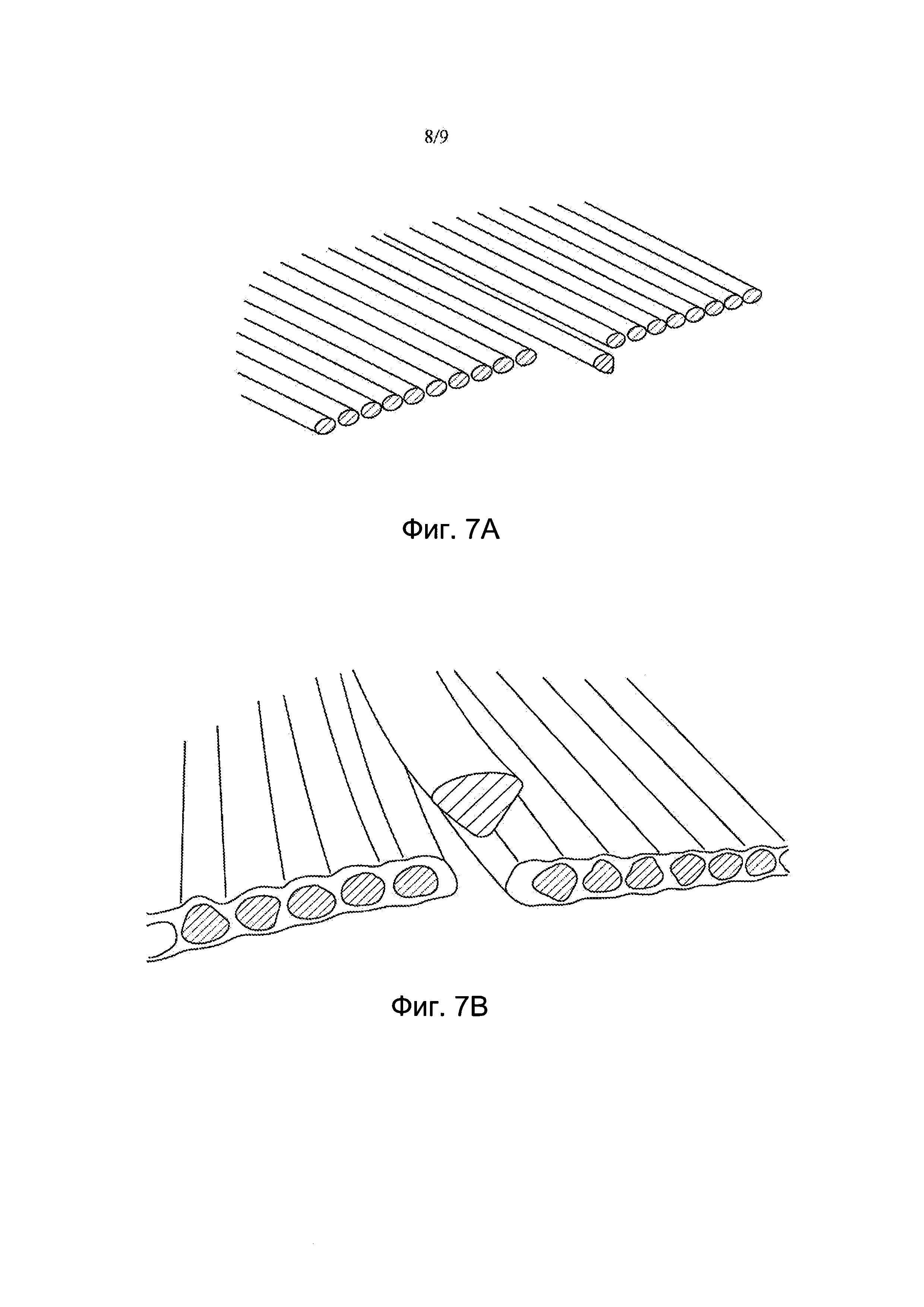
На фиг. 7 (А) - 7 (С) изображены полосы, склеенные вместе с помощью заполнителя, согласно одному аспекту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
На фиг. 1 показан вид в перспективе технической ткани, ленты или рукава 10 (в приведенном ниже описании просто «техническая ткань» или «ткань») согласно настоящему изобретению. Ткань 10 имеют внутреннюю поверхность 12 и наружную поверхность 14 и создана навивкой по спирали полосы полимерного материала 16, например, полимерной ленты, с множеством смежных и примыкающих друг к другу витков. Полоса материала 16 скручена по спирали по существу в продольном направлении по всей длине L ткани 10 в форме винтовой линии, по которой выполнена ткань 10.
Типичный способ, согласно которому может быть сконструирована ткань 10, изображен на фиг. 2. Устройство 20 содержит первый технологический вал 22 и второй технологический вал 24, каждый из которых выполнен с возможностью поворота вокруг своей продольной оси. Первый технологический вал 22 и второй технологический вал 24 параллельны друг другу и разнесены на расстояние, которое определяет общую длину ткани 10, которая должна быть изготовлена на указанных валах, измеренную в продольном направлении. Сбоку от первого технологического вала 22 расположена подающая катушка 26, установленная с возможностью поворота вокруг оси и возможностью перемещения параллельно к технологическим валам 22 и 24. Ось катушки 26 может быть расположена под углом α к оси технологических валов 22 и 24, как изображено на фиг. 2. Подающая катушка обеспечивает подачу полосы полимерного материала 16, имеющей ширину W, например, 10 мм или более. Подающая катушка 26 первоначально размещена, например, на правом конце первого технологического вала 22, перед тем, как будет на заданной скорости непрерывно перемещаться влево или к другой стороне, по мере подачи полимерной полосы или ленты материала в направлении, показанном стрелкой на фиг. 2. Подающая катушка 26 может быть смещена параллельно оси технологических валов 22, 24, пока не будет получена требуемая ширина ленты. Кромки в направлении длины создаваемой путем навивки по спирали ленты могут быть подрезаны, например, как указанно ссылочным номером 42, для получения требуемой ширины W готовой ленты.
Для запуска процесса изготовления ткани 10 начало полосы или ленты полимерного материала 16 проходит в туго натянутом состоянии от первого технологического вала 22 ко второму технологическому валу 24, вокруг второго технологического вала 24 и назад к первому технологическому валу 22 с формированием первого витка замкнутой спирали 28. Для замыкания первого витка замкнутой спирали 28 начало полосы материала 16 присоединяют к концу ее первого витка в точке 30. Согласно приведенному ниже описанию смежные витки навитой по спирали полосы материала 16 соединяют друг с другом, формируя непрерывный шов 30.
Таким образом, последующие витки замкнутой спирали 28 созданы вращением первого технологического вала 22 и второго технологического вала 24 в одном направлении и с одинаковой скоростью, в то время как полосу материала 16 подают на первый технологический вал 22, как обозначено стрелкой на фиг. 2. Вместе с тем полоса материала 16, только что навитая на первый технологический вал 22, непрерывно присоединяется к полосе материала, уже расположенной на первом технологическом вале 22 и втором технологическом вале 24 с использованием способа, рассмотренного в приведенном ниже описании.
Данный процесс продолжается до тех пор, пока замкнутая спираль 28 не будет иметь требуемую ширину, измеренную вдоль оси первого технологического вала 22 или второго технологического вала 24. В данный момент полоса материала 16, еще не навитая на первый технологический вал 22 и второй технологический вал 24, обрезается, и замкнутая спираль 28, созданная из указанной полосы материала, снимается с первого технического вала 22 и второго технического вала 24 с формированием ткани 10 согласно настоящему изобретению.
Несмотря на то, что в настоящем описании представлено устройство из двух валов, для специалиста в данной области техники может быть очевидно, что полосы могут быть навиты вокруг поверхности одного вала или сердечника, или комбинации более, чем два вала, для формирования такой ткани. Вал или сердечник, или система валов или сердечников, соответствующего размера могут быть выбраны на основании требуемого размера создаваемой ткани, ленты или рукава.
Настоящий способ создания ткани, ленты или рукава 10 достаточно универсален и адаптируем для производства технических тканей или лент с разнообразными продольными и поперечными размерами. Другими словами, производителю, при реализации настоящего изобретения, больше не требуется производить текстильную ткань соответствующей длины и ширины для конкретной бумагоделательной машины. Напротив, производителю необходимо только раздвинуть первый технологический вал 22 и второй технологический вал 24 на соответствующее расстояние, для создания приблизительной длины ткани, ленты или рукава 10 и навить полосу материала 16 на первый технологический вал 22 и второй технологический вал 24 до достижения замкнутой спиралью 28 приблизительно необходимой ширины.
Кроме того, поскольку ткань 10 изготовлены путем навивки по спирали полосы или ленты полимерного материала 16, и не являются текстильными тканями, наружная поверхность 14 ткани, ленты или рукава 10 является гладкой и однородной и не содержит мест переплетения, которые препятствуют созданию абсолютно гладких поверхностей текстильной ткани. Однако ткани, ленты или рукава согласно настоящему изобретению могут иметь геометрические характеристики, которые обеспечивают улучшенный рельеф поверхности и объем в случае изготовления из указанной ткани, ленты или рукава тканого или нетканого изделия. Другие не ограничивающие преимущества технической ткани согласно настоящему изобретению содержат, например, создание ткани с улучшенным снятием полотна, улучшенной устойчивостью к загрязнению и сниженным собиранием волокон.
Еще одно не ограничивающее преимущество заключается в том, что ткань исключает ограничения и необходимость использования обычного ткацкого станка для создания проницаемой ткани, при необходимости, потому что пустоты (обсуждаемые в приведенном ниже описании) могут быть размещены в любом требуемом положении или любым рисунком для создания требуемой проницаемости.
В качестве примера ткани могут иметь текстуру на одной или обеих поверхностях 12, 14, созданную с использованием любого известного в уровне техники способа, такого как, например, шлифование, гравировка, тиснение или травление. В качестве альтернативы, ткань, лента или рукав могут быть гладкими на одной или обеих поверхностях.
На фиг. 3 (А) - 3 (Е) показаны виды в поперечных разрезах, выполненных в направлении ширины по линии III-IIII на фиг. 2, нескольких вариантов реализации полосы материала, используемой для создания настоящей ткани, ленты или рукава. Каждый вариант реализации содержит верхние и нижние поверхности 32, 34, которые могут быть плоскими и параллельными друг другу или могут иметь соответствующий применению профиль.
Согласно фиг. 3 (А) полоса 16 материала имеет верхнюю поверхность 34, первую краевую поверхность 36 и вторую краевую поверхность 38 согласно одному варианту реализации настоящего изобретения. Верхняя поверхность 32 и нижняя поверхность 34 могут быть плоскими и параллельными друг к другу, и первая краевая поверхность 36 и вторая краевая поверхность 38 могут быть скошены по направлению друг к другу приблизительно под одним и тем же острым углом по отношению к нижней поверхности 34. При размещении первой краевой поверхности 36 рядом со второй краевой поверхностью 38 непосредственно предшествующего витка, независимо от наличия или отсутствия касания любой части поверхностей, образуются клиновидная пустота или зазор в форме V. Заполнитель 40, такой как стержень, может быть помещен в зазор для заполнения зазора и соединения/связывания двух смежных кромок полосы, как в целом изображено на фиг. 4 (А), на которой форма поперечного сечения заполнителя соответствует форме поперечного сечения зазора.
На фиг. 3 (В) полоса 16 имеет верхнюю 32 и нижнюю 34 поверхности и первую и вторую парные краевые поверхности 36, 36' и 38, 38'. Краевая поверхность 36 проходит от верхней поверхности 32 под углом, направленным к нижней поверхности 34 полосы 16. Краевая поверхность 36' проходит от нижней поверхности 34 под углом, направленным к верхней поверхности 32 полосы 16. Указанные углы наклона могут быть одинаковыми или отличаться. Получаемый профиль краевой поверхности сходится в точке в месте пересечения поверхностей 36 и 36'. Пересечение может находиться на средней плоскости М полосы 16, как изображено, или может быть выше или ниже средней плоскости. Подобный профиль сформирован на второй краевой поверхности, сформированный поверхностями 38 и 38' с такими же или другими углами наклона. При размещении первой парной краевой поверхности 36, 36' рядом со второй парной краевой поверхностью 38, 38' непосредственно предшествующего витка полосы 16 образуется пустота или зазор в форме X, созданные в целом прямостоячей V и перевернутой V с выровненными по вертикали вершинами. Согласно приведенному выше описанию заполнитель или стержень 40 может быть помещен в зазор, сформированный таким образом, и соединять/сцеплять две смежные кромки полосы вместе, как изображено в целом на фиг. 4 (В).
Полимерная полоса, изображенная на фиг. 3 (С), имеет выпуклые краевые поверхности 36 и 38. Кривая выпуклых поверхностей 36, 38 в целом может быть отцентрирована по толщине ленты 16, т.е. центр кривой в целом лежит на средней плоскости М полосы 16. В качестве альтернативного варианта реализации центр кривой может лежать выше или ниже средней плоскости М полосы. Радиус кривой может быть больше, чем половина толщины t полосы 16 согласно чертежам. Кроме того, радиус кривой может быть равен или меньше половины толщины t полосы. При размещении первой краевой поверхности 36 рядом со второй краевой поверхностью 38 непосредственно предшествующего витка образуется зазор в целом в форме округленного X, подобный зазору, сформированному полосой, изображенной на фиг. 3 (В). Зазор, образованный краями 36, 38, изображенными на фиг. 3 (С), в целом показан на фиг. 4 (С) с заполнителем или стержнем 40, размещенным в зазоре, который соединяет/сцепляет два смежных края полосы.
Полимерная полоса 16, показанная на фиг. 3 (D), имеет вогнутые первую и вторую краевые поверхности 36 и 38. Вогнутые поверхности 36, 38 могут иметь одинаковые или различные радиусы кривизны. Центр кривой в целом лежит выше или ниже средней плоскости полосы 16 (как изображено), и радиус кривой может быть таким же, меньше или больше, чем половина толщины t полосы 16. При размещении первой краевой поверхности 36 рядом со второй краевой поверхностью 38 непосредственно предшествующего витка образуется зазор в целом U-образной формы. Зазор, образованный краями 36, 38, изображенными на фиг. 3 (D), в целом показан на фиг. 4 (D) с заполнителем или стержнем 40, размещенным в зазоре, который соединяет/сцепляет два смежных края полосы.
Полимерная полоса 16, показанная на фиг. 3 (Е), имеет вогнутые первую и вторую краевые поверхности 32 и 34. Вогнутые поверхности 32, 34 могут иметь одинаковые или различные радиусы кривизны, с центром кривой, лежащим на средней плоскости полосы 16, и радиус кривой может быть таким же, меньше или больше, чем половина толщины t полосы 16. В неограничивающем варианте реализации, показанном на фиг. 3 (Е), радиус кривизны первой краевой поверхности 36 одинаковый или по существу одинаковый с радиусом кривизны второй краевой поверхности 38. Как изображено на фиг. 3 (Е) радиус кривизны по существу равен половине толщины t полосы. В таком состоянии, при размещении первой краевой поверхности 36 рядом со второй краевой поверхностью 38 непосредственно предшествующего витка, может создаваться зазор с круглым или по существу круглым поперечным сечением. Такое состояние изображено на фиг. 4 (Е) с заполнителем или стержнем 40, размещенным в зазоре, который соединяет/сцепляет два смежных края полосы
Подобные результаты могут быть достигнуты при одинаковом радиусе кривизны y первой и второй краевых поверхностей 36, 38 с центром на средней плоскости М полосы 16 и с размером кривой меньше, чем половина толщины t полосы.
В вариантах реализации согласно фиг. 3 (Е), в которых радиус кривизны первой и второй краевых поверхностей 36, 38 больше, чем половина толщины полосы, может создаваться в целом овальный зазор при размещении первой краевой поверхности 36 рядом со второй краевой поверхностью 38 непосредственно предшествующего витка.
Как станет очевидно для специалиста в данной области техники на первой и второй краевых поверхностях 36, 38 могут быть созданы другие профили.
Полоса или лента материала, раскрытая в указанных в приведенном выше описании вариантах реализации, может быть сформирована, например, посредством процесса экструзии, из любой полимерной смолы, известной специалистам в данной области техники, такой как, например, полиэфирная, полиамидная, полиуретановая, полипропиленовая, полиэфирэфиркетонная смолы и т.д.
Заполнитель 40 может быть создан в виде стержня, например, путем экструзии, с поперечным сечением, подобным или одинаковым с поперечным сечением зазора, образованного первой и второй краевыми поверхностями 36, 38 смежных витков полимерной полосы или ленты 16. Заполнитель 40 может быть создан из такого же материала как полимерная полоса 16 или может быть создан из другого материала. Материал полосы и ленты и материал заполнителя могут быть усилены с использованием функциональных волокон или нитей, воспринимающих растягивающие нагрузки, в машинном направлении (MD), направлении (CD), поперечном машинному направлению, или обоих направлениях. Усиливающие волокна или нити могут быть изготовлены из любой полимерной смолы, известной специалистам в данной области техники, такой как, например, полиэфирная, полиамидная, полиуретановая, полипропиленовая, полиэфирэфиркетонная смолы или других материалов, таких как арамиды, стекло или технический нейлон.
Согласно одному варианту реализации настоящего изобретения заполнитель или стержень 40 может подвергаться воздействию источника энергии, такому как, например, инфракрасное излучение (IR), ультразвуковые колебания или лазерный луч, таким образом, чтобы заполнитель или стержень по меньшей мере частично расплавлялся, тем самым присоединяясь к краевым поверхностям 36, 38. В качестве альтернативного варианта реализации источник энергии может быть использован по меньшей мере для частичного расплавления краевых поверхностей 36, 38 таким образом, чтобы заполнитель или стержень 40 был расположен между расплавленными краевыми поверхностями, тем самым присоединяясь к краевым поверхностям 36, 38.
Согласно приведенному выше описанию и изображениям на фиг. 4 (А) - 4 (Е) заполнитель 40 может иметь поперечные сечения в форме V, X, округленного X, U, круга или овала. Другие формы поперечного сечения, соответствующие профилям первой и второй краевых поверхностей 36, 38, будут очевидны для специалиста в данной области техники.
Два не ограничивающих примера устройств для сборки полосы 16 в ткань 10 в соответствии с настоящим изобретением, показаны на фиг. 5 (А) и 5 (В). В процессе сборки ткани 10, одновременно или по существу одновременно с применением источника энергии, по меньшей мере к части созданной ткани может быть приложена боковая сила, как изображено на фиг. 5 (А) и 5 (В). Например, согласно изображениям на фиг. 5 (А) и 5 (В) полоса, разматываемая с подающей катушки (например, катушка 26 на фиг. 2), устанавливается к части уже сформированной ткани. Процесс содержит навивку полосы полимерного материала, размещение его рядом с ранее навитой полосой и добавление заполнителя зазора или стержня в зазор, сформированный между примыкающими кромками, и приложение энергии к заполнителю или стержню для создания «шва». Зона шва может содержать первую и вторую краевые поверхности с заполнителем. Типовые источники энергии содержат ультразвуковую сверхзвуковой консоль (фиг. 5 (А)) и лазерный луч (фиг. 5 (В)).
В вариантах реализации, представленных в приведенном выше описании, части ленты 16, например первая и вторая краевые поверхности 36, 38 или верхняя и нижняя поверхности 32, 34, могут быть обработаны с применением функционального покрытия. Функциональные покрытия могут содержать инфракрасный (IR) или лазерный поглотитель, или функциональное покрытие может обеспечить текстуру на одной или более поверхностях ленты 16. Функциональное покрытие может быть нанесено до навивки по спирали ленточной полосы 16 на всю полосу или только краевые зоны для создания ткани 10, или функциональное покрытие может быть нанесено после того, как ткань 10 собрана. Если функциональное покрытие нанесено на ленту 16 перед навивкой по спирали ленты для формирования ткани, то дополнительное покрытие или покрытия могут быть нанесены на одну или более поверхностей после того, как ткань сформирована. Дополнительное покрытие или покрытия могут быть такими же или могут отличаться от любого покрытия, нанесенного до формирования ткани.
Текстурированная поверхность также может быть создана по меньшей мере на внутренней поверхности 12 или наружной поверхности 14 ткани 10 процессами, известными в уровне техники, такими как, например, шлифование, гравирование, тиснение или травление.
Созданная ткань может иметь гладкую внутреннюю 12 и наружную 14 поверхности, или ткань может быть обработана для получения необходимой гладкой поверхности. Способ или способы, используемые для формирования гладкой поверхности, могут представлять собой нанесение покрытия или могут быть механическими способами, известными в уровне техники.
Ткань 10 может быть непроницаемой для воздуха и/или воды. В некоторых вариантах реализации часть ткани или вся ткань может быть выполнена проницаемой для воздуха или воды, например, посредством формирования проходов через толщину t ткани. Проходы 42, изображенные на фиг. 6, могут быть созданы механическими операциями, таким как пробивание или сверление, или термическими операциями, такими как лазерное сверление. На фиг. 6 изображена проницаемая ткань, выполненная согласно варианту реализации, представленному на фиг. 4 (А), хотя подобным способом могут быть выполнены проницаемыми ткани согласно любым другим вариантам реализации. В некоторых применениях может быть желательно создание прогнозируемой проницаемости в некоторых зонах путем обеспечения проходов 42 заданного размера или формы по заранее выбранной схеме размещения указанных проходов. В некоторых примерах может потребоваться создание проходов 42 сквозь заполнитель или стержень 40 в зоне шва.
Проходы 42 могут быть круглыми и могут иметь диаметры в диапазоне от 0,12 мм до 2,54 мм или больше. При необходимости могут быть использованы другие формы и размеры для создания проницаемых для воздуха и/или воды областей.
Полосы материала, обычно создаваемые в виде полимерной ленты или технического ремня, раскрытые в представленных в приведенном выше описании вариантах реализации, могут содержать усиливающий материал для повышения механической прочности всей структуры. Например, усиливающий материал может представлять собой волокна или нити, которые могут быть ориентированы в машинном направлении (MD) полосы. Усиление может быть ориентировано параллельно продольной оси полосы материала 16 вдоль длины материала ремня или они могут быть ориентированы под углом к продольной оси полосы 16. Усиливающий материал может быть включен в процессе экструзии или пултрузии, в котором волокна или нити подвергаются экструзии или пултрузии наряду с материалом, формирующим материал полосы или ремня. Они могут быть полностью включены в материал ремня, или они могут быть частично включены в одну или обе поверхности материала ремня, или и то и другое. Усиливающие волокна или нити могут быть сформированы из материала с высоким коэффициентом растяжения, такого как, например, арамиды, включая, без ограничения, Kevlar® и Nomex®, и могут обеспечить материалу полосы или ремня дополнительную прочность, коэффициент растяжения, устойчивость к разрыву и/или к растрескиванию, устойчивость к истиранию и/или химическому расщеплению. Усиливающие волокна или нити ориентировочно могут быть изготовлены из органических или неорганических материалов или термопластика и/или термоотверждающихся полимеров. Не ограничивающие примеры подходящих волоконных материалов содержат полиэстер, полиэтилен, полиамид, стекло, углерод и металлы, такие как сталь.
В вариантах реализации, в которых технические ремни использованы в качестве полос материала, обычно ремень поставляется в виде изделия неизменной длины, имеющего прямоугольное поперечное сечение. Он представляет собой жесткую универсальную как правило необработанную полиэфирную полосу с превосходными характеристиками управляемости, что делает ее подходящей для множества промышленных применений. Она обладает превосходной механической прочностью и стабильностью размеров согласно приведенному выше описанию и не становится ломкой в течение срока службы при нормальных условиях. Ремень имеет хорошую устойчивость к влаге и к большинству химикатов и может выдерживать температуры в диапазоне от -70°С до 150°С или более. Типичные размеры поперечного сечения ремня, который может быть использован в настоящем изобретении, составляет, например, 0,30 мм (или более) в толщину и 10 мм (или более) в ширину. Ремень может быть создан с требуемым продольным профилем кромки согласно приведенному выше описанию или профиль может быть создан на отдельном этапе механической обработки.
Несмотря на то, что одноосно-ориентированный ремень имеет максимальный коэффициент растяжения в машинном направлении (MD), другие свойства также могут быть важны. Например, если коэффициент растяжения в машинном направлении (MD) ремня слишком высокий, то устойчивость к растрескиванию и устойчивость к изгибу конечной структуры могут быть неприемлемыми. В качестве альтернативы свойства конечной структуры в поперечном направлении (CD) также могут быть важны. Например, обращаясь к материалу полиэтилентерефталат (PET) и полосам материала одинаковой толщины, неориентированные полосы могут иметь обычный коэффициент растяжения в машинном направлении (MD), приблизительно равный 3 ГПа, и прочность, приблизительно равную 50 МПа. С другой стороны, двухосно-ориентированные полосы могут иметь коэффициент растяжения в машинном направлении (MD), приблизительно равный 4,7 ГПа, и прочность, приблизительно равную 170 МПа. Выявлено, что при изменении обработки одноосно-ориентированной полосы таким образом, чтобы коэффициент растяжения в машинном направлении (MD) мог быть равен от 6 до 10 ГПа и прочность могла быть равна или больше, чем 250 МПа, можно получить полосу с прочностью в поперечном направлении, достигающей приблизительно 100 МПа. Кроме того, материал может быть менее ломким, т.е. он может не разрываться при многократных изгибах и может лучше обрабатываться при соединении полос вместе. Соединение между полосами также может быть устойчивым к разъединению при соответствующем использовании на производственном станке.
Один способ скрепления и связывания/соединения смежных полос согласно одному варианту реализации настоящего изобретения заключается в склеивании краев смежных полос с наполнителем в зазоре, тогда как сборочное устройство одновременно создает боковое давление для фиксации краев в контакте друг с другом. Заполнитель может представлять собой реакционноспособный материал, например, материал, реагирующий на источник энергии, такой как, например, инфракрасное излучение (IR), ультразвуковые волны, лазерный луч или другой источник энергии. Адгезионные свойства заполнителя могут меняться в ответ на приложение энергии, например, от устройства в сборе.
Например, одна часть сборочного устройства может прижимать одну полосу, предпочтительно полосу, которая только что была навита в спираль, к поддерживающему ролику, тогда как другая часть устройства вводит или вставляет заполнитель зазора подходящей формы поперечного сечения и размера возле кромки первой полосы. Устройство также может отжимать вторую полосу, предпочтительно не навитую полосу, от прижимаемой полосы, с размещением заполнителя зазора рядом с каждым краем. Источник энергии, например, ультразвуковой источник или лазер, могут быть приложены к заполнителю, смежным зонам полосы или к заполнителю и кромкам полосы, что необходимо для значительного влияния на заполнитель или полосу материала или одновременно на заполнитель и полосу для создания требуемой связи между смежными краями. Два не ограничивающих примера устройства в сборе, выполненного с возможностью создания такого соединения, изображены на фиг. 5 (A) и 5 (B). Примеры полос, склеенных с наполнителем, изображены на фиг. 7А - 7С.
Настоящее изобретение относится к тканям, используемым в бумажном производстве, а именно формующей, прессовой, сушильной тканям и тканям для сквозной сушки воздухом (TAD), также известным как одежда для бумагоделательной машины, на которой изготавливают бумагу в бумагоделательной машине. Кроме того, настоящее изобретение может быть использовано в качестве подложки для ленты башмачного пресса, транспортера или каландра, любая из которых также может быть использована на бумагоделательной машине. Кроме того, настоящее изобретение может быть использовано в других промышленных установках, в которых технические ленты используют для перемещения и/или удаления воды из материала. Кроме того, настоящее изобретение может быть использовано в качестве ленты и/или рукава, используемых в производстве нетканых материалов способами, такими как суховоздушное формование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling).
Ткань по настоящему изобретению согласно приведенному выше описанию может быть использована в качестве основы для использования в формовочной ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленты башмачного пресса, транспортера или каландра или технологической ленты, используемой для процесса удаления воды, или в процессах суховоздушного формирования полотна, мелтблоун (melt blowing), спанбонд (spunbonding), гидросплетения волокон (hydroentangling). Ткань, лента или рукав по настоящему изобретению могут содержать по меньшей мере один дополнительный слой, например, текстильные слои, сверху или снизу основы, сформированной с использованием полос материала. Например, система ориентированных в машинном направлении (MD) нитей может быть нанесена в виде слоя на заднюю сторону ленты или рукава для создания пористого пространства. В качестве альтернативы один или более слоев могут быть сформированы между двумя слоями технической ткани, изготовленной согласно настоящему изобретению. Используемые дополнительные слои могут быть любым тканым или нетканым материалом, системы нитей, проходящих в машинном направлении (MD) или в поперечном направлении (CD), навитых по спирали полос текстильной ткани, ширина которых меньше ширины ткани волокнистых полотен, пленок или их комбинации, и могут быть присоединены к основе с использованием любого подходящего способа, известного специалисту в данной области техники. Иглопробивание, термическое соединение и химическое соединение представляют собой лишь немногие примеры.
Согласно приведенному выше описанию техническая ткань, лента или рукав согласно настоящему изобретению могут использоваться в формующей, прессовой и сушильной частях бумагоделательной машины, включая установку для сквозной сушки воздухом (TAD). Ткань, лента или рукав также могут быть использованы в качестве транспортной ленты, ленты башмачного пресса или ленты каландра или в качестве других технологических лент, таких как ленты гофромашины. Ткань, лента или рукав согласно настоящему изобретению могут иметь текстуру на одной или обеих поверхностях, сформированную любым способом, известным в уровне техники, таким как, например, шлифование, гравировка, тиснение или травление. Ткань также может быть использована в качестве части ленты для отделки текстильного полотна, такой как, например, усадочная лента или дубильная лента. Кроме того, ткань, лента или рукав согласно настоящему изобретению могут быть использованы в других промышленных установках, в которых технические ленты использованы для перемещения и/или обезвоживания материала. Например, ткань, лента или рукав могут быть использованы в качестве формирующей пульпу ленты или сжимающей пульпу ленты, в ленте, используемой для обезвоживания вторичной бумаги в процессе очистки от краски, такой как сушильная лента двухвалкового пресса (DNT) в машине, осуществляющей очистку от краски вторичной бумаги; или в ленте, использующейся для обезвоживания отстоя.
Согласно одному типичному варианту реализации ткань, лента или рукав согласно настоящему изобретению могут дополнительно содержать функциональное покрытие на одной или обеих ее сторонах. Функциональное покрытие может иметь верхнюю поверхность, которая является плоской или гладкой, или в качестве альтернативы может быть текстурирована с использованием любого из способов, известных в уровне техники, такого как, например, шлифование, гравировка, тиснение или травление. Функциональное покрытие может представлять собой любой из материалов, известных специалисту в данной области техники, такой как, например, полиуретан или силикон, или любой другой полимерной смолы или даже резины, и функциональное покрытие может дополнительно содержать частицы, такие как нанонаполнители, которые могут повысить сопротивление к изгибу, распространению трещин или износа ткани, ленты или рукава согласно настоящему изобретению.
Кроме того, ткань, лента или рукав согласно настоящему изобретению могут использоваться как усиливающая основа в формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленте башмачного пресса, транспортера или каландра, технологической ленте, используемой в процессах суховоздушного формирования полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), транспортной ленте, ленте башмачного пресса, ленте каландра, ленте гофромашины, усадочной ленте, дубильной ленте, формирующей пульпу ленте, сушильной ленте двухвалкового пресса (DNT) в машине, смывающей краску с вторичной бумаги или ленте для обезвоживания отстоя.
Несмотря на то, что в настоящем описании подробно были рассмотрены предпочтительные варианты реализации настоящего изобретения и его модификаций, следует понимать, что настоящее изобретение не ограничено этими определенными вариантами реализации и модификациями, и что другие модификации и изменения могут быть выполнены специалистами в данной области техники, без отступления от сущности и объема настоящего изобретения, которое определяется прилагаемой формулой изобретения.
Реферат
Раскрыты техническая ткань, лента или рукав и способ создания такой ткани, ленты или рукава. Техническую ткань, ленту или рукав создают навивкой по спирали полос полимерного материала, такого как материал технического ремня или ленты, вокруг двух валов с расположением бок к боку, в котором между смежными кромками формируется зазор. Второй материал, например материал заполнителя зазора, размещают между указанными смежными кромками, и примыкающие кромки соединяют посредством плавления заполнителя, полос полимерного материала или их обоих. Заполнитель зазора может обладать конкретной формой поперечного сечения, соответствующей форме зазора. 2 н. и 36 з.п. ф-лы, 18 ил.
Комментарии