Соединение для ленты гофрировальной машины - RU2259921C2
Код документа: RU2259921C2
Чертежи

Описание
Область техники
Настоящее изобретение относится к изготовлению гофрированного картона и касается, в частности, лент, используемых в гофрировальных машинах, на которых производится гофрированный картон. Более конкретно, данное изобретение касается соединения ленты гофрировальной машины в бесконечную петлю.
Обзор известных технических решений
Изготовление гофрированного, или коробочного, картона на гофрировальных машинах хорошо известно в бумажном производстве. На таких машинах транспортерные ленты протягивают полосу гофрированного картона сначала через зону нагрева, где связующее вещество, используемое для скрепления слоев картона, высыхает или отверждается, а затем через зону охлаждения. Силы трения между транспортерной лентой гофрировальной машины, точнее, между той ее стороной, которая входит в контакт с картоном, и полосой картона, в основном ответственны за протягивание последнего через машину.
К лентам гофрировальных машин предъявляются требования по прочности и долговечности, а также хорошей стабильности размеров при нагрузках и в условиях высоких температур в гофрировальной машине. Ленты также должны быть сравнительно гибкими в продольном, или машинном, направлении при достаточной жесткости в направлении, поперечном направлению перемещения картона в машине, чтобы их можно было направлять и приводить в движение по петлевым траекториям в машине. Обычно также желательно, чтобы ленты имели пористость, достаточную для свободного прохождения через них пара, но были достаточно невосприимчивы к влаге, чтобы избежать адсорбции ими конденсируемого пара, который может смачивать поверхность производимого гофрированного картона.
Как сказано выше, при работе в машине лента гофрировальной машины имеет форму бесконечной (замкнутой) петли. В таком виде лента гофрировальной машины имеет внешнюю сторону, контактирующую с картоном, как было упомянуто ранее, и обратную сторону, которая является внутренней стороной бесконечной петли. Силы трения между поверхностью обратной стороны ленты и приводными валами гофрировальной машины перемещают ленту, а силы трения между внешней стороной ленты и полосой гофрированного картона протягивают эту полосу через машину.
Как правило, ленты для гофрировальных машин являются плоскоткаными многослойными тканями, которые производятся с длиной и шириной, соответствующей размерам гофрировальных машин, на которых они должны быть установлены. Концы ткани обычно снабжаются средствами соединения, чтобы, когда лента гофрировальной машины устанавливается на гофрировальной машине, концы могли быть соединены друг с другом сшивающим шнуром.
Одним из наиболее распространенных соединений, используемых для лент гофрировальных машин, является соединение зажимными скобами. Этот вариант соединения включает использование множества зажимных скоб, как правило, U-образных, которые устанавливаются в антисимметричном порядке на концах ленты гофрировальной машины, так что при сведении двух концов ленты вместе эти скобы могут быть размещены в виде встречно-гребенчатой структуры, образуя канал, через который может быть пропущен сшивающий шнур, или ось, для скрепления концов ленты друг с другом. Скобы изготавливаются из жесткой металлической проволоки и имеют два параллельных элемента - прямые части их U-образной формы. Эти элементы отстоят друг от друга на расстоянии, по существу равном толщине ленты гофрировальной машины или немного меньшем, и имеют встречно-направленные зубцы, так что, когда скобы обжимают конец ленты гофрировальной машины, их невозможно легко удалить. Два параллельных элемента скобы, которые после того, как скоба установлена, находятся на противоположных сторонах конца ленты и вдавлены в ее противолежащие поверхности, могут быть одинаковой или различной длины. Поэтому они могут проходить в продольном направлении на одинаковые или различные расстояния от конца ленты гофрировальной машины.
В типичной гофрировальной машине зона нагрева содержит ряд нагревательных плит, параллельно которым лентой гофрировальной машины протягивается полоса гофрированного картона. Несколько нагружающих роликов или, альтернативно, одна или несколько воздушных камер повышенного давления внутри бесконечной петли, сформированной лентой гофрировальной машины, прижимают эту ленту к нагревательным плитам, чтобы она, в свою очередь, прижимала к ним гофрированный картон и создавала силы трения, достаточные для протягивания гофрированного картона. Такие же или аналогичные средства используются и в зоне охлаждения гофрировальной машины.
К сожалению, прикладываемые силы, необходимые для протягивания гофрированного картона через машину, могут приводить к тому, что скобы соединения будут оставлять нежелательные следы на картоне или, что еще хуже, задирать или ломать картон, приводя к остановкам машины и потерям продукции.
Одним из путей решения этой проблемы ранее являлось использование защитного клапана, закрывающего соединение на соприкасающейся с картоном стороне ленты гофрировальной машины. Такой клапан можно создать, разрезав концы ленты гофрировальной машины в плоскости, параллельной поверхностям ленты, чтобы сформировать два слоя. Затем приблизительно равные отрезки слоя внешней стороны на одном конце и слоя обратной стороны на другом конце удаляют, придавая каждому концу подобный ступеньке вид. Далее формируют соединение с использованием слоев обратной стороны, и благодаря перекрытию ступенчатых концов на внешней стороне оно закрывается клапаном. Этот клапан, конечно, может потребовать подрезки кромки для его подгонки к зазору, образуемому, когда соответствующий отрезок слоя внешней стороны удаляется на другом конце ленты. Когда лента устанавливается на гофрировальной машине, клапан ориентируется в направлении, противоположном тому, в котором лента будет двигаться в машине.
Хотя клапаны, создаваемые таким способом, действительно уменьшают отпечатки соединительных скоб на картоне, они постепенно изнашиваются в течение рабочего срока службы ленты, истираясь и распускаясь по своим задним кромкам, где, в наихудших случаях, соединение оголяется и может оставлять следы на гофрированном картоне.
Целью настоящего изобретения является преодоление этих проблем, возникающих при соединении лент зажимными скобами согласно известному уровню техники.
Сущность изобретения
Соответственно, согласно настоящему изобретению, предлагается лента для гофрировальной машины, имеющая соединение зажимными скобами, которое содержит сжимаемый материал, предотвращающий вхождение отдельных зажимных скоб, образующих соединение, в жесткий контакт с гофрированным картоном, производимым на гофрировальной машине.
Более конкретно, предлагаемая лента гофрировальной машины содержит базовую структуру, имеющую первый конец и второй конец, а также первую сторону и вторую сторону. Множество зажимных скоб прикрепляется к базовой структуре на каждом из первого и второго концов и используется, чтобы соединить эти концы друг с другом и придать ленте гофрировальной машины форму бесконечной петли. На каждом из первого и второго концов между соседними скобами указанного множества скоб, по меньшей мере на одной из первой и второй сторон базовой структуры, помещен сжимаемый материал для предохранения гофрированного картона от отпечатков указанных скоб или повреждения ими. Сжимаемый материал может иметь форму полосы, которая обернута вокруг каждого конца от первой стороны до второй стороны под зажимными скобами. В результате сжимаемый материал выступает наружу между соседними скобами множества скоб на каждом из первого и второго концов, предохраняя гофрированный картон от жесткого контакта со скобами и от появления на нем отпечатков или повреждений его скобами.
Далее изобретение будет описано более подробно со ссылками на чертежи, перечисленные ниже.
Перечень чертежей
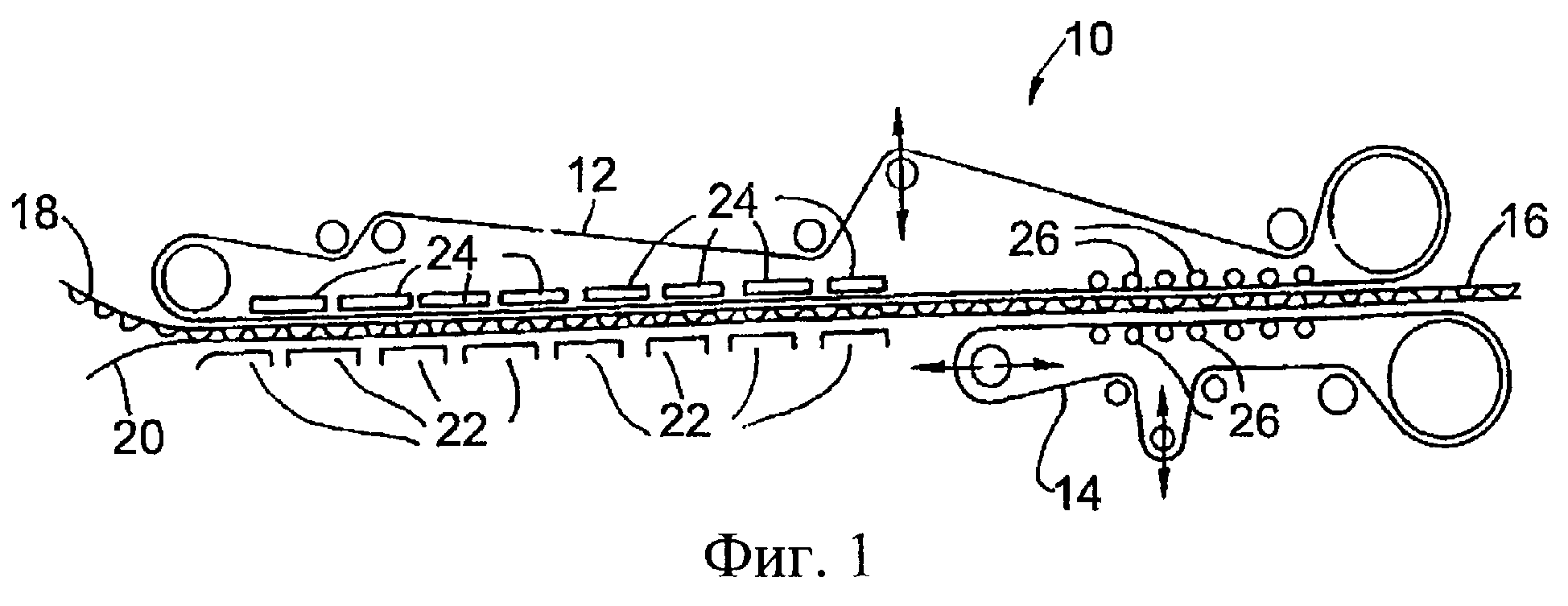
На фиг.1 показана схема части гофрировальной машины.
На фиг.2 показан разрез ленты гофрировальной машины, выполненный в продольном направлении, или в направлении основы.
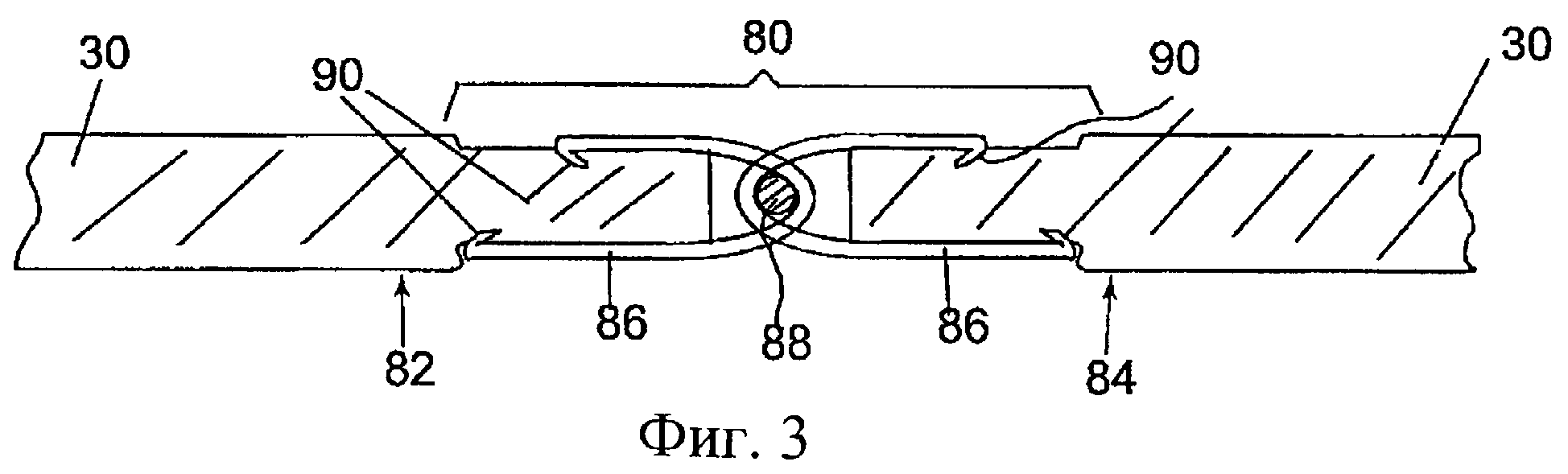
На фиг.3 показан поперечный разрез соединительного шва согласно известному уровню техники.
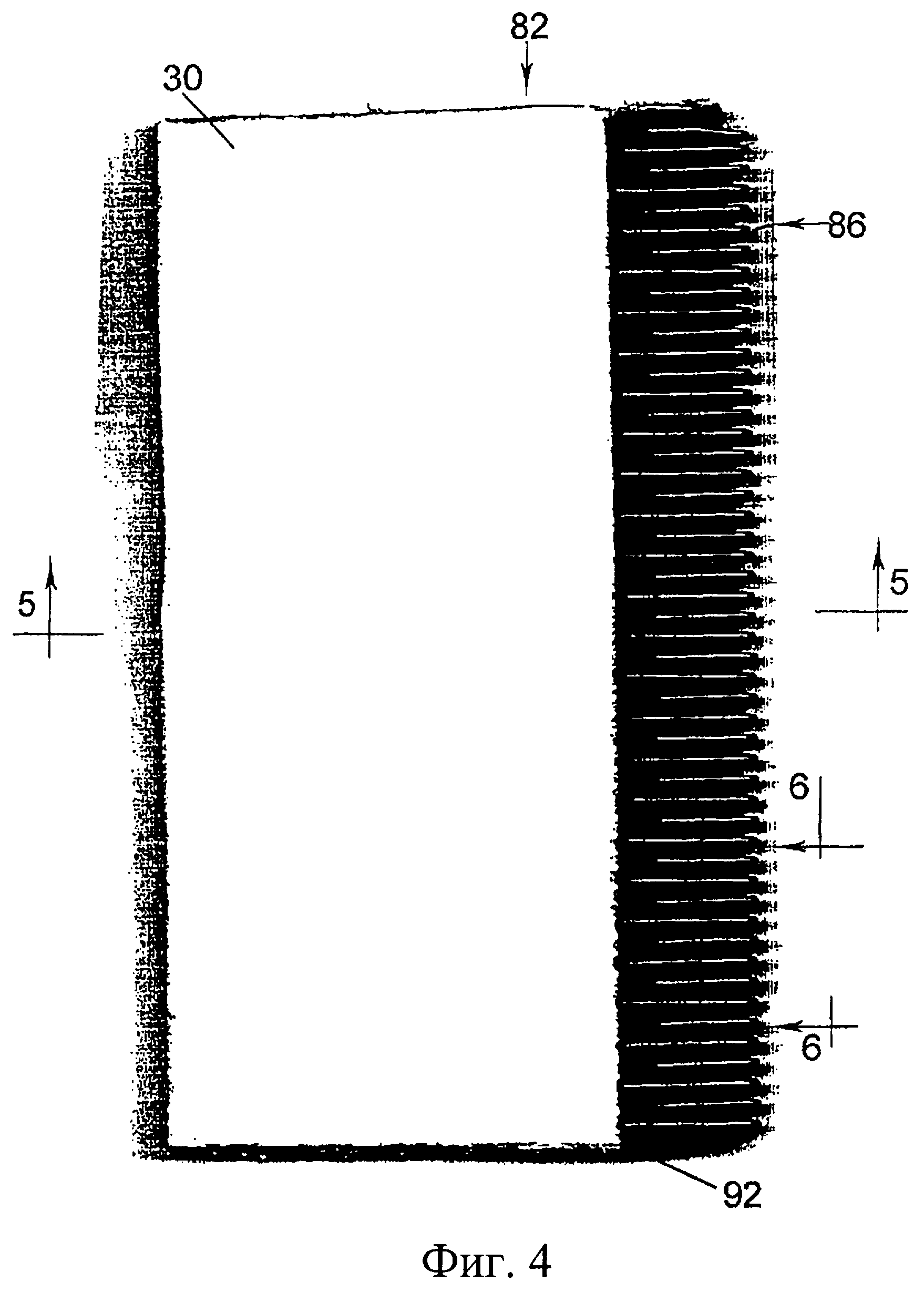
На фиг.4 показан вид сверху конца ленты гофрировальной машины, модифицированного в соответствии с настоящим изобретением.
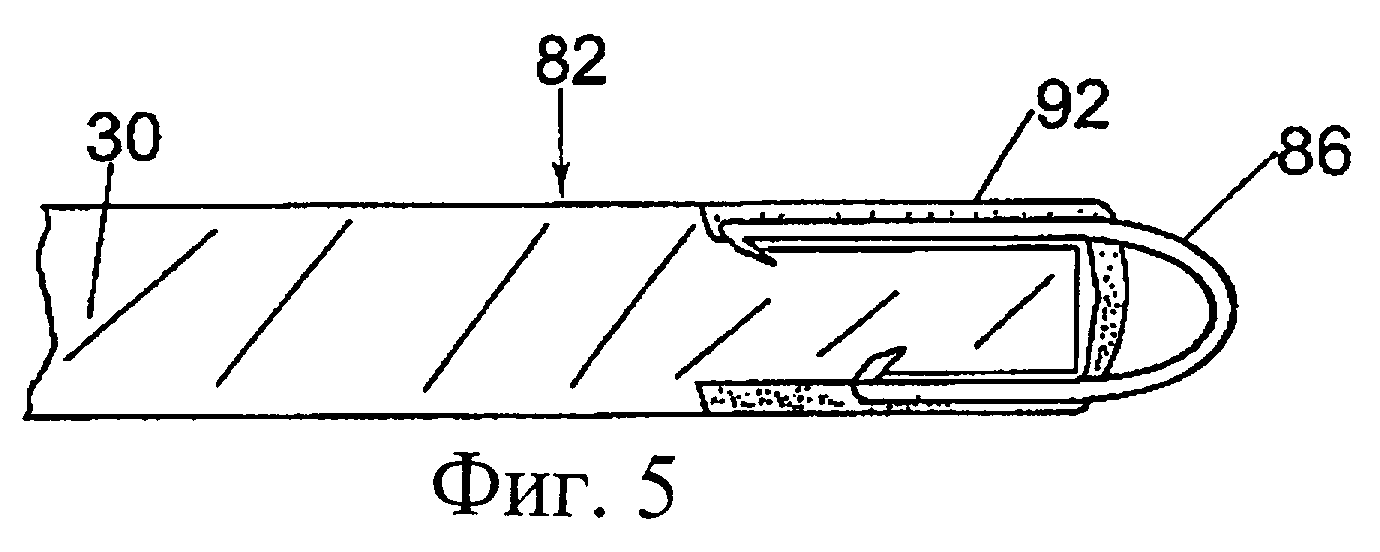
На фиг.5 показан разрез ленты гофрировальной машины, выполненный по линии 5-5 на фиг.4.
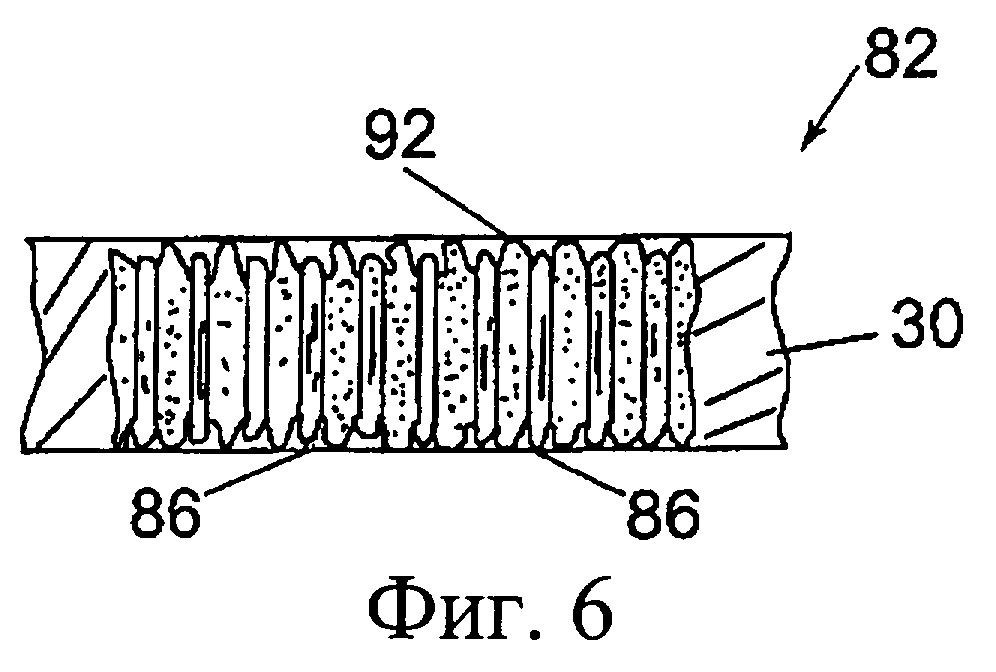
На фиг.6 показан местный вид конца ленты гофрировальной машины в направлении линии 6-6 на фиг.4.
Подробное описание предпочтительных форм осуществления изобретения
Обратимся к фиг.1, на которой показана часть гофрировальной машины 10, имеющей верхнюю ленту 12 и нижнюю ленту 14, которые вместе протягивают гофрированный картон 16 через машину 10. Одна или обе из лент 12, 14 могут иметь соединение в соответствии с настоящим изобретением.
Гофрированный картон 16 содержит первый слой 18 и второй слой 20, которые должны быть соединены друг с другом на гофрировальной машине 10 посредством подходящего связующего вещества. Первый слой 18 может поступать из так называемой "односторонней" гофромашины (машины для изготовления двухслойного картона с односторонним гофром), которая гофрирует толстый бумажный лист и соединяет его с негофрированным листом. На гофрировальной машине 10 другой негофрированный лист - второй слой 20 - присоединяется к гофрированной стороне первого слоя 18.
Первый слой 18 и второй слой 20 соединяются вместе на одном конце машины 10 и протягиваются верхней лентой 12 гофрировальной машины над рядом нагревательных плит 22 для сушки и/или отверждения клеящего вещества, которое склеивает бумажные слои вместе.
Как показано на чертеже, гофрировальная машина 10 содержит несколько воздушных подшипников 24, от которых высокоскоростные воздушные потоки направляются на внутреннюю сторону верхней ленты 12 гофрировальной машины по направлению к нагревательным плитам 22. Таким образом, воздушные подшипники 24 прикладывают давление изнутри бесконечной петли, сформированной верхней лентой 12 гофрировальной машины, чтобы верхняя лента 12 могла протягивать гофрированный картон 16 вдоль ряда нагревательных плит 22 при выбранной величине давления, при этом прижимая гофрированный картон 16 к ряду нагревательных плит. Должно быть понятно, что на фиг.1 верхняя лента 12 гофрировальной машины, гофрированный картон 16 и ряд нагревательных плит 22 отделены друг от друга ради ясности.
После прохождения над рядом нагревательных плит 22 верхняя лента 12 и нижняя лента 14 гофрировальной машины вместе протягивают гофрированный картон 16, находящийся между ними, поддерживая скорость выполнения технологической операции и охлаждая гофрированный картон 16. Как можно видеть, нагружающие ролики 26 могут использоваться для того, чтобы прикладывать давление изнутри бесконечных петель, образованных верхней лентой 12 и нижней лентой 14, по направлению друг к другу, чтобы гофрированный картон 16 мог удерживаться между лентами с некоторой подходящей величиной усилия.
После выхода из зазора между верхней лентой 12 и нижней лентой 14 гофрировальной машины гофрированное бумажное изделие 16 отрезается и/или складывается так, как это необходимо.
Разрез ленты 30 гофрировальной машины, которая может использоваться в качестве верхней ленты 12 или нижней ленты 14, представлен на фиг.2. Разрез выполнен в области, не содержащей ни один из двух концов ленты 30, в продольном направлении, или направлении основы, и показывает уточные нити в разрезе. Поскольку в показанной форме осуществления лента является плоскотканой, нити основы ориентированы в машинном направлении той гофрировальной машины, в которой будет использоваться лента.
Как показано на фиг.2, лента 30 гофрировальной машины содержит многослойную базовую ткань 32, состоящую из множества слоев уточных нитей, каждый из этих слоев связан с соседними слоями системой основных нитей.
Согласно конкретной форме выполнения, показанной на фиг.2, многослойная базовая ткань 32 содержит шесть слоев уточных нитей 34, причем уточные нити 34 в каждом слое расположены в виде вертикального штабеля относительно уточных нитей в других слоях.
Первый слой 40 и второй слой 42 уточных нитей 34 соединяются, или сплетаются, друг с другом первой системой основных нитей 52. Аналогичным образом, второй слой 42 и третий слой 44 сплетаются вместе второй системой основных нитей 54; третий слой 44 и четвертый слой 46 сплетаются вместе третьей системой основных нитей 56; четвертый слой 46 и пятый слой 48 сплетаются вместе четвертой системой основных нитей 58; и, наконец, пятый слой 48 и шестой слой 50 сплетаются вместе пятой системой основных нитей 60.
Дополнительные основные нити 62 переплетаются с уточными нитями 34 первого слоя 40 в гладком полотняном переплетении и, аналогично, дополнительные основные нити 64 переплетаются с уточными нитями 34 шестого слоя 50 также в гладком переплетении, чтобы выровнять поверхности базовой ткани 32.
Рисунок ткацкого переплетения, показанный на фиг.2, следует, однако, понимать только как пример многослойных ткацких переплетений, которые могут использоваться при применении настоящего изобретения, которое не ограничено одним только показанным примером ткацкого переплетения. Аналогичным образом, лента гофрировальной машины может производиться с использованием базовой структуры в виде несущей структуры со спиральными элементами, подобной описанным в патентах США №4395308, 4662994 и 4675229, включенных в данное описание путем ссылки, вместо базовой структуры, подобной многослойной базовой ткани 32.
Несущие структуры со спиральными элементами хорошо известны специалистам в области тканей, используемых для сушки при изготовлении бумаги и для лент гофрировальных машин. Эти структуры содержат множество осевых нитей, проходящих в одном направлении, и множество спиральных элементов, расположенных рядом друг с другом в одной плоскости и также проходящих в одном направлении. Соседние витки спиралей перекрываются и удерживаются вместе по меньшей мере одной осевой нитью.
Базовая ткань 32 может быть соткана из основных и уточных нитей, включающих нити любых разновидностей, используемые для изготовления тканей для бумагоделательных машин и тканей промышленного назначения. А именно, базовая ткань 32 может содержать моноволоконные или комплексные нити из любых синтетических полимеров, используемых специалистами, таких как сложные полиэфиры, полиамиды, полиэтилентерефталат или полибутилентерефталат. Пряжи из натуральных или синтетических штапельных волокон также могут быть включены в их число, при условии, что они способны выдерживать температуры, характерные для гофрировальных машин. Пряжа из сложных полиэфирных, полиамидных или полиарамидных волокон - это лишь несколько примеров.
К одной или обеим сторонам базовой ткани 32 посредством иглопробивания может присоединяться слой 70 штапельного волоконного материала, волокна которого внедряются в структуру базовой ткани 32. Иглопробиванием к одной или обеим сторонам базовой ткани 32 могут быть присоединены один или несколько слоев штапельного волоконного материала, так что слой 70 может проходить сквозь всю базовую ткань 32 или через ее часть.
Слой штапельного волоконного материала, используемый для этой цели, может быть изготовлен из сложнополиэфирных, полипропиленовых, полиамидных или акриловых волокон. Ради ясности, слой 70 показан только на части фиг.2.
В тех случаях, когда вместо базовой ткани 32 используют несущую структуру со спиральными элементами, описанную выше, одна или обе из ее сторон могут быть обработаны иглопробиванием для добавления слоя штапельного волоконного материала, так чтобы его волокна были внедрены в эту структуру. Иглопробиванием к одной или обеим сторонам несущей структуры со спиральными элементами могут быть прикреплены один или несколько слоев штапельного волоконного материала, и волокна могут проходить как через всю несущую структуру насквозь, так и через ее часть.
На фиг.3 показан поперечный разрез соединения 80 зажимными скобами согласно известному уровню техники. Лента 30 гофрировальной машины имеет первый конец 82 и второй конец 84, на которых установлено множество зажимных скоб 86, расположенных в антисимметричном порядке, как описано выше. Следует заметить, что первый и второй концы 82, 84 имеют толщину меньше, чем толщина остальной части ленты 30, чтобы множество скоб 86 находилось вровень с плоскостью поверхности ленты 30 или слегка ниже нее. Когда первый конец 82 и второй конец 84 сводятся вместе во время установки ленты 30 на гофрировальной машине 10, скобы 86 на концах 82, 84 располагаются, чередуясь друг с другом, в виде встречно-гребенчатой структуры, формируя канал, через который может быть пропущен сшивающий шнур 88, иначе говоря, ось вращения, для скрепления концов 82, 84 друг с другом. Таким образом, лента 30 гофрировальной машины принимает форму бесконечной петли. Как легко понять, зубцы 90 на скобах 86 предотвращают их удаление с концов 82, 84 ленты 30.
На фиг.3 также видно, что скобы 86 соединения 80 открыты на обеих сторонах ленты 30 гофрировальной машины; одна из этих сторон, очевидно, является той стороной, которая входит в контакт с гофрированным картоном на гофрировальной машине. Как таковая, скоба 86, изготовленная из жесткой металлической проволоки, может оставлять нежелательные отпечатки на гофрированном картоне 20, производимом на гофрировальной машине 10.
На фиг.4 показан вид сверху первого конца 82 ленты 30 для гофрировальной машины. Первый конец 82 выполнен в соответствии с одной из форм осуществления настоящего изобретения, чтобы уменьшить отпечатывание скоб 86 на гофрированном картоне. А именно, полоса 92 сжимаемого материала проходит вдоль первого конца 82, а также и вдоль второго конца 84, который не показан, в области закрепления скоб внутри этих скоб 86. Поскольку полоса 92 изготовлена из сжимаемого материала, она выступает наружу из ленты 30 гофрировальной машины в местах между соседними скобами 86, предотвращая тем самым любой жесткий контакт скоб с гофрированным картоном.
Это можно лучше понять, обратившись к фиг.5 и 6. На фиг.5 показан поперечный разрез, выполненный по линии 5-5 на фиг.4. Этот разрез выполнен в продольном, или машинном, направлении в промежутке между двумя соседними скобами 86. Полоса 92 сжимаемого материала обернута вокруг первого конца 82 ленты 30 гофрировальной машины под скобами 86 и выступает наружу за скобы 86 в промежутках между ними.
Фиг.6 представляет собой вид первого конца 82 в направлении 6-6 на фиг.4; показана полоса 92 сжимаемого материала, выступающего между соседними скобами 86 соединения, чтобы предотвратить любой жесткий контакт скоб с гофрированным картоном.
Предпочтительно, полоса 92 сжимаемого материала располагается вокруг концов 82, 84 до того, как на них устанавливают скобы 86, так что скобы 86 зажимают на концах 82, 84 поверх полос 92. Альтернативно, полосы 92 могут быть продеты под скобами 86 на концах 82, 84 после установки на них скоб 86.
Полосы 92 сжимаемого материала могут быть выполнены из любого материала, имеющего достаточную износостойкость, а также теплостойкость, влагостойкость и стойкость к сжатию, чтобы удовлетворять требованиям типичных эксплуатационных режимов гофрировальной машины. Как таковой, сжимаемый материал может быть вспененным полимером, тканым материалом или нетканым материалом, например, полученным фильерным способом из расплава. Полоска с петлями, обычно используемая как часть застежки-липучки типа "крючки и петли" (VELCRO®), использовалась в качестве полосы 92 сжимаемого материала с превосходными результатами.
Альтернативно, полосы 92 сжимаемого материала могут быть полосами кремнийорганического каучука или полиуретана, возможно армированного волокном или тканым материалом. Кроме того, полосы 92 могут быть выполнены из иглопробивного, гидроперепутанного или сформированного на аэродинамической машине волокнистого материала, предпочтительно приподнятого или ориентированного в направлении "z", т.е. в направлении толщины. Наконец, полосы 92 могут быть выполнены из плавкого полимерного материала, армированного волокном.
Кроме того, вместо применения полос 92 сжимаемого материала, на первый и второй концы 82, 84 может быть нанесен путем иглопробивания дополнительный штапельный волоконный материал для получения сжимаемого материала в этих областях. Альтернативно, материал или пена типа герметика (подобные тем, которые используются в качестве уплотняющего состава для заполнения пустот и трещин) может наноситься на первый и второй концы 82, 84 после того, как эти концы 82, 84 соединены друг с другом на гофрировальной машине. Для этой цели может использоваться компаунд на основе кремнийорганического каучука, в частности, кремнийорганического каучука, отверждаемого при комнатной температуре.
Специалистам понятно, что возможно внесение различных изменений в описанные выше формы осуществления изобретения в пределах его сущности и объема, которые определены формулой изобретения.
Реферат
Изобретение относится к изготовлению гофрированного картона и касается, в частности, лент, используемых в гофрировальных машинах для производства гофрированного картона, и более конкретно к соединению ленты гофрировальной машины в бесконечную петлю. Лента (30) для гофрировальной машины содержит базовую структуру, соединяемую в бесконечную петлю посредством зажимных скоб (86). Базовая структура имеет первый и второй концы, а также первую и вторую стороны. Полосу (92) сжимаемого материала оборачивают вокруг каждого из первого и второго концов от первой стороны до второй стороны, а зажимные скобы (86) для соединительного шва устанавливают поверх этих полос на каждом из концов. Сжимаемый материал полос (92)выступает наружу между соседними зажимными скобами (86), препятствуя жесткому контакту скоб с гофрированным картоном, изготавливаемым с помощью ленты гофрировальной машины, и предотвращая возникновение отпечатков скоб и иных повреждений картона. 21 з.п. ф-лы, 6 ил.
Комментарии