Гибкое шлифовальное изделие со сглаженной поверхностью и способ его изготовления - RU2617184C2
Код документа: RU2617184C2
Чертежи









Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления гибкого шлифовального изделия и к гибкому шлифовальному изделию, изготовленному таким способом.
УРОВЕНЬ ТЕХНИКИ
Обычное гибкое шлифовальное изделие имеет слой бумаги, пластика или полотна, несущего частицы абразива, такие как оксид алюминия или карбид кремния. Шлифовальные или абразивные частицы нанесены на одну поверхность изделия с использованием связующего агента. Гибкое шлифовальное изделие пригодно, например, для установки на вращающуюся или осциллирующую пластину шлифовального станка.
Одна из причин ухудшения характеристик шлифования обусловлена блокировкой изделия, поскольку абразивная пыль стремится забить шлифующую поверхность.
Повышение срока службы шлифовального изделия уменьшением вышеупомянутого эффекта блокировки было достигнуто в шлифовальном изделии, описанном в ЕР 0 779 851 А1. Это шлифовальное изделие содержит ткань из тканого или трикотажного полотна, имеющего выступающие петли или ниточные части. Шлифовальный агент нанесен на поверхность шлифовального изделия в виде отдельных агломератов. Выражение «отдельный агломерат» означает, что шлифовальное изделие не содержит непрерывный шлифовальный или связующий агент, который покрывал бы тканую поверхность, а вместо этого шлифовальный агент образует небольшие скопления в виде точек или линеек. Таким образом, ткань имеет и удерживает открытую структуру, которая позволяет удалять шлифовальную пыль с поверхности.
В вышеупомянутом уровне техники шлифовальный агент нанесен на нерегулярную поверхность выступающих ниток или петель. Следствием этого является то, что - по меньшей мере в критических применениях - невозможно исключение получающегося неравномерным шлифования, обусловленного нерегулярным распределением высоты шлифовальных частиц. Очень гибкая пропитка и покрытие нивелируют поверхностные дефекты, но снижают характеристики шлифовального изделия.
Кроме того, трудно проводить калибровку изделия, используя заднюю поверхность в качестве опоры, чтобы достичь плоской или ровной шлифовальной поверхности. Это особенно относится к случаю, когда задняя поверхность ткани нерегулярная, возможно, несущая на себе нити или петли для прикрепления шлифовального изделия к шлифовальному инструменту, и/или когда задняя поверхность по меньшей мере частично отверждена в результате пропитки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в создании шлифовального изделия с улучшенными характеристиками и превосходной долговечностью и способа для его изготовления.
Эта задача решается способом в соответствии с пунктом 1 формулы изобретения и гибкого шлифовального изделия, имеющего признаки по пункту 14. Предпочтительные варианты осуществления определяются зависимыми пунктами формулы изобретения.
На первом этапе приготавливают открытую ткань из трикотажного или тканого полотна. Предпочтительные ткани, образующие основу шлифовального изделия, определены стандартом ISO 8388 и включают уточновязаные полотна на основе вязки типа «джерси», двухслойные уточновязаные полотна на основе вязки типа «джерси», уточновязаные полотна на основе ластичного переплетения; уточновязаное оборотное двухлицевое полотно; основовязаные полотна на основе вязки типа «джерси», двухслойные основовязаные полотна на основе вязки типа «джерси», основовязаные полотна на основе ластичного переплетения, основовязаные оборотные двухлицевые полотна, комбинированные основовязаные и уточновязаные полотна на основе вязки типа «джерси» и другие. При этом важно, что ткань является так называемой «открытой тканью», то есть, ткань содержит открытые пространства или области, определенные, например, петлями или ячейками. Открытая структура ткани позволяет производить удаление шлифовальной пыли с поверхности шлифовального изделия. Эта шлифовальная пыль может, например, удалена посредством вакуумирования с обратной стороны шлифовального изделия.
На втором этапе на одну поверхность ткани производят нанесение покрытия. Далее поверхность, несущая покрытие, называется шлифовальной поверхностью или передней поверхностью. Нанесение покрытия производится таким образом, что покрытая поверхность ткани при этом имеет одну или более плоских областей. Другими словами, нерегулярная шлифовальная поверхность ткани, определенная более или менее выступающими петлями или нитями и т.п., не сохраняется необработанной. Наоборот, распределение по высоте корректируется покрытием, и (или же) процесс нанесения покрытия таков, что при этом создаются одна или более плоских или ровных областей. Полученная ткань имеет сглаженную переднюю поверхность. Покрытие, предпочтительно, является полимером.
На третьем этапе к покрытой поверхности ткани наносят шлифовальный агент. При необходимости для приклеивания шлифовального агента к шлифовальной поверхности используют клеящий агент.
Гибкое шлифовальное изделие, в том виде, как оно определено выше, содержит сеть каналов и/или отверстий, образованных полностью или частично покрытыми нитями ткани. Исходя из вышеопределенного покрытия, несущие шлифовальный агент ровные области получены без значительного отрицательного воздействия на открытую структуру изделия. Таким образом, даже если гибкое шлифовальное изделие в соответствии с изобретением использовал открытую ткань, в результате может быть достигнуто хорошо управляемое и равномерное шлифование. Далее, открытая ткань, обеспеченная управляемыми и сглаженными участками поверхности, позволяет создавать очень точные, в виде покрытия, низкие или управляемые уровни рабочего покрытия, выполнять осаждения сложных композиций и допускает различные способы нанесения печатных покрытий. Кроме того, достигнуто очень гибкое пропитывание и покрытие с минимальной тенденцией к поверхностным разрушениям с превосходными характеристиками шлифовального изделия.
Вышеуказанный второй этап, предпочтительно, содержит по меньшей мере два подэтапа. На первом подэтапе покрытие накладывают на шлифовальную поверхность ткани. На втором подэтапе по меньшей мере часть покрытой поверхности сглаживают прижатием шлифовальной поверхности к рабочей поверхности выравнивающего элемента, такого как пластина, ремень или барабан. Таким образом, могут быть произведены большие количества гибкого шлифовального изделия высокопроизводительным образом. Во время прижатия шлифовальной поверхности к выравнивающему элементу одновременно может быть выполнен этап отверждения, что более подробно описано ниже. Нанесение покрытия и сглаживание шлифовальной поверхности посредством выравнивающего элемента может быть выполнено одновременно или последовательно. Другими словами, порядок двух подэтапов второго этапа специально не оговаривается. Например, выравнивающий элемент может нести покрытие и наносить это покрытие во время прижатия шлифовальной поверхности изделия к рабочей поверхности пластины или барабана. Могут быть использованы все виды нанесения покрытий и печати без давления или с малым давлением, которые не заполняют отверстия в ткани, такие как посредством касательного валка, валка глубокой печати и трафаретная печать. Покрытие вполне можно также наносить заранее, например, посредством погружения ткани в покрытие или набрызгиванием покрытия на шлифовальную поверхность, или посредством печати покрытия по поверхности. При использовании сглаживающего барабана можно эффективно обрабатывать большие или даже бесконечные полотна ткани.
Предпочтительно, рабочая поверхность выравнивающего элемента обеспечена структурным рисунком, например, образованным из пазов и/или впадин для создания рисунка участков на покрытой поверхности. Печать или гравирование четко выраженного трехмерного рисунка на шлифовальной поверхность может быть выполнено относительно непокрытой поверхности, покрытой поверхности или одновременно покрываемой поверхности. Например, можно прижать ткань к рабочей поверхности валка с гравировкой, чтобы создать гравированную поверхностную структуру, имеющую плоские выступающие участки. Иногда необходимо иметь трехмерную структуру изолированных островков плоских участков, для того чтобы получить требуемый результат шлифования. В этом отношении не только покрывающий, но и шлифовальный агент наносят предпочтительно прерывисто, например, в форме отдельных небольших островков. Далее, при вводе в ткань искусственных углублений или пазов, образуются хорошо определенные каналы для удаления шлифовальной пыли. Поэтому гравированный рисунок, предпочтительно, представляет собой регулярные или периодический рисунок пазов или углублений.
Предпочтительно, чтобы покрытие было нанесено или откаландрировано, будучи в мягком или в текучем состоянии. Вязкость, например, может увеличиваться с нагревом. В этом случае покрытие может быть легко нанесено с хорошо определенной толщиной. Предпочтительно, чтобы покрытие не проникало в ткань полностью. При нанесении покрытия с определенной вязкостью может оказаться необходимым выполнить отверждение покрытия. Это достигается, предпочтительно, посредством УФ-излучения или излучения другого типа. В этом случае сглаживание шлифовальной поверхности посредством выравнивающего элемента и отверждение покрытия или выполнение части процесса отверждения может быть произведено одновременно или почти одновременно. Например, можно прижать поверхность ткани к рабочей поверхности выравнивающего элемента при облучении его УФ-«светом» с противоположной стороны. Лучи проникают в ткань и достигают поверхности на границе раздела между шлифовальным изделием и барабаном или пластиной. В качестве альтернативы, возможно также охлаждение или нагрев поверхности в том случае, если покрытие включает термореактивный или термопластичный материал. Отверждение или формовка нагревом или охлаждением могут быть эффективно достигнуты посредством нагретого или охлажденного барабана, расположенного сзади или после выравнивающего элемента. Кроме того, нагретый или охлажденный барабан может иметь на своей поверхности требуемый структурный рисунок с тем, чтобы он был перенесен на шлифовальную поверхность изделия.
После отверждения покрытую поверхность ткани, предпочтительно, обеспечивают адгезивным агентом, для того чтобы поддержать нанесение и сцепление шлифовального агента, который должен быть нанесен. В этом отношении предпочтительно наносить шлифовальный агент или шлифовальные частицы посредством касательного барабана или некоторых других способов без давления или с малым давлением. Таким образом, во время нанесения шлифовального агента предпочтительно не разрушать сглаженную структуру рисунка шлифовальной поверхности. Предпочтительно, шлифовальными частицами обеспечены только сглаженные области или участки. Разница по уровню между более высокими участками и более глубокими впадинами позволяет производить выборочное покрытие только более высоких участков. Образованные пазы или каналы, а также отверстия ткани не будут забиты шлифовальными частицами. Предпочтительно, шлифовальные частицы или шлифовальный агент содержит абразивные частицы, такие как оксид алюминия или карбид кремния, а, кроме того, могут быть использованы более специальные частицы, такие как алмаз, нитрид бора, а также искусственные зерна. Сглаженная поверхность ткани является не только высшего качества с точки зрения результата шлифования, но и точки зрения реального процесса нанесения шлифовальных частиц. Структурированная поверхность имеет плоские поверхностные элементы, повторяющие вязанную или тканую структуру изделия. Изделие может быть обеспечено шлифовальными частицами совершенно определенным образом.
Предпочтительно, сглаживание покрытой шлифовальной поверхности включает этап шлифования поверхности. Этап шлифования может быть применен для того чтобы далее определить или в первую очередь определить сглаженную структуру. Шлифование шлифовальной поверхности предпочтительно с точки зрения выравнивания размера сглаженных областей, а также с точки зрения того соединены ли сглаженные островки или области друг с другом и каким образом они соединены. При этом может быть использован ленточный шлифовальный станок, барабанный шлифовальный станок, осциллирующая шлифовальная рама, их комбинации или один или более других подходящих шлифовальных устройств. Может использоваться калибровочный вал или плоский шлифовальный утюжок, или же ткань может быть прижата к шлифовальному устройству под действием реального натяжения полотна и при определенном угле охвата. Могут быть использованы также их комбинации.
Предпочтительно, полотно вязаной или трикотажной ткани до нанесения покрытия пропитано. Пропитка способствует подготовке полотна для приема покрытия. Пропитка стабилизирует структуру ткани. Пропитывающий агент, предпочтительно, представляет собой смолу (или что-нибудь иное) с наполнителем и может иметь латексную основу, чтобы придать требуемую гибкость и эластичность.
Ткань, предпочтительно, обеспечена выступающими петлями и/или нитями, расположенными на поверхности, противоположной шлифовальной поверхности, при этом петли и/или нити исходят из нитей ткани, и при этом выступающие петли и/или нити по существу свободны от покрытия. Выступающие петли и/или нити могут служить в качестве крепежного средства для установки и удержания шлифовального изделия на шлифовальном инструменте. Эти петли и/или нити могут служить в качестве одной части застежки типа крючок-петля. В предпочтительной альтернативе гибкое шлифовальное изделие ламинировано пеной на соответствующей поверхности шлифовального инструмента, а пена может быть, далее, ламинирована велюром на противоположной стороне для крепления. Гибкое шлифовальное изделие, предпочтительно, обеспечено пеной и/или велюром на той стороне, которая предназначена для крепления к соответствующей поверхности шлифовального инструмента.
Покрытие, предпочтительно, является полимером или включает полимер. Покрытие может быть основано на стандартных акриловых композициях на основе олигомера и мономера, растворимых в воде акрилатах, композициях двойного отверждения, а также полиуретановых дисперсиях или им подобных материалах. Далее, подходящими материалами являются эпоксиды с УФ-отверждением и винилмономеры. Однако предпочтительными являются акриловые композиции на основе олигомер/мономеров.
Далее описывается инструмент или станок для покрытия и сглаживания шлифовального изделия. Инструмент содержит устройство нанесения покрывающего агента для нанесения покрывающего агента на шлифовальную поверхность ткани, сглаживающее и прижимающее устройство, при этом сглаживающее и прижимающее устройство имеет сглаживающий барабан и выполнено и расположено таким образом, что шлифовальная поверхность ткани прижата к выравнивающему валку для сглаживания по меньшей мере участков шлифовальной поверхности, и отверждающего устройства для отверждения покрытия. Возможно, чтобы устройство нанесения покрывающего агента и сглаживающее и прижимающее устройство были реализованы в одном устройстве, позволяющем одновременно выполнять нанесение покрывающего агента и сглаживание ткани.
В соответствии с вариантом осуществления инструмент дополнительно содержит устройство нанесения шлифовального агента для нанесения шлифовального агента на шлифовальную поверхность ткани.
Далее, инструмент, предпочтительно, содержит источник излучения для отверждения покрывающего агента. Этот источник излучения, предпочтительно, расположен напротив сглаживающего барабана таким образом, что излучение проникает в ткань, и покрытая ткань выравнивается и отверждается одновременно.
Излучение для отверждения покрывающего агента, предпочтительно, является ультрафиолетовым излучением.
Далее, инструмент, предпочтительно, содержит средство для перемещения ткани от устройства нанесения покрывающего агента к сглаживающему и прижимающему устройству, если это необходимо, и для перемещения слоя вязаного полотна от сглаживающего и прижимающего устройство к устройству нанесения шлифовального агента, если это необходимо.
Другие преимущества и объекты настоящего изобретения приведены в нижеследующем описании конкретных вариантов осуществления. Выше и нижеописанные признаки могут рассматриваться по отдельности, но могут быть использованы в комбинации, если они не противоречат друг другу. Нижеследующее описание следует рассматривать с учетом приложенных чертежей. На этих чертежах подобные конструктивные признаки имеют одни и те же ссылочные позиции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид в плане ткани из трикотажного полотна.
Фиг. 2 представляет собой вид в плане ткани в соответствии с фиг. 1, которая была покрыта и выровнена.
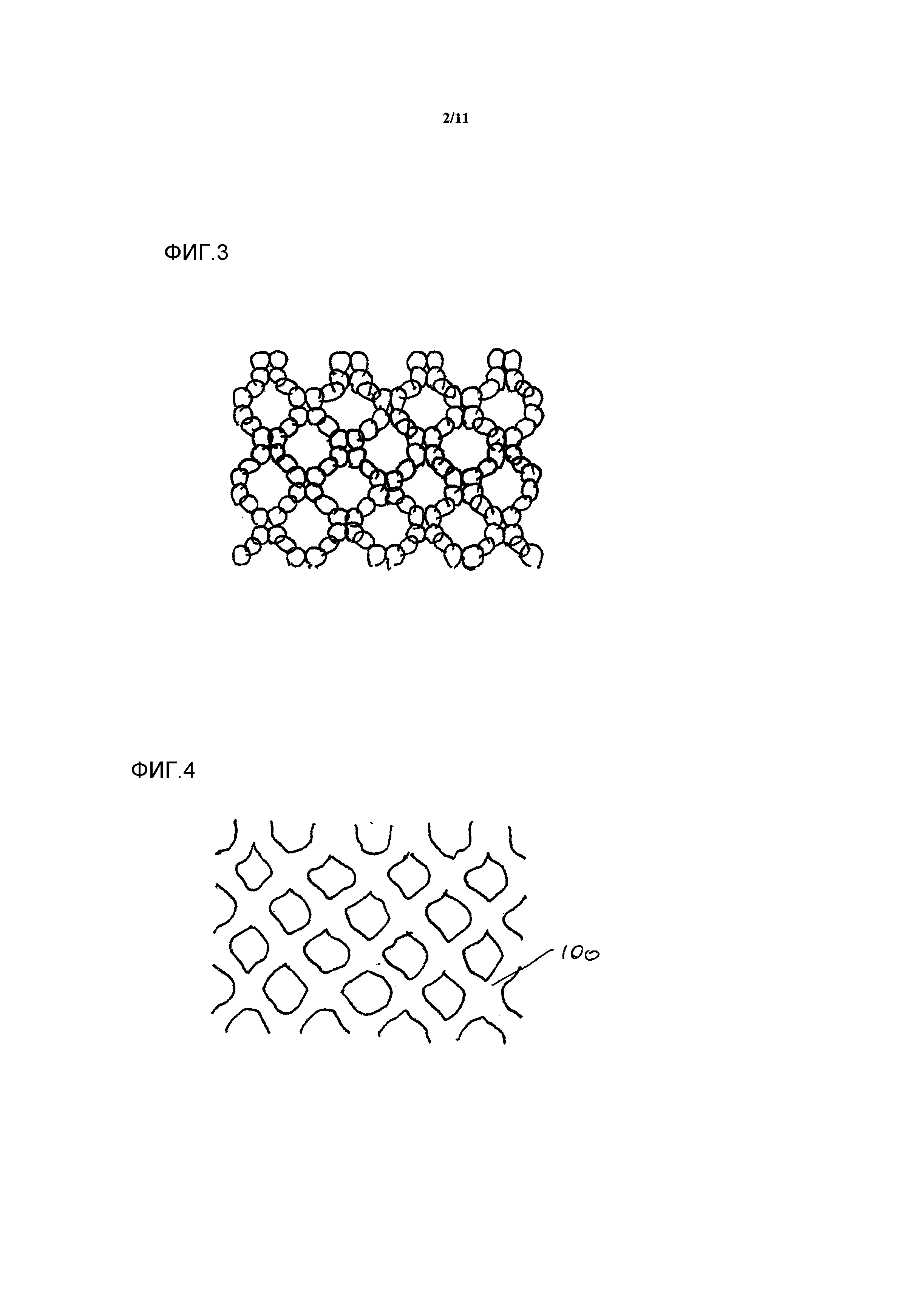
Фиг. 3 представляет собой вид в плане трикотажного полотна, отличного от полотна, показанного на фиг. 1.
Фиг. 4 представляет собой вид в плане полотна, показанного на фиг. 3, которое была покрыто и выровнено.
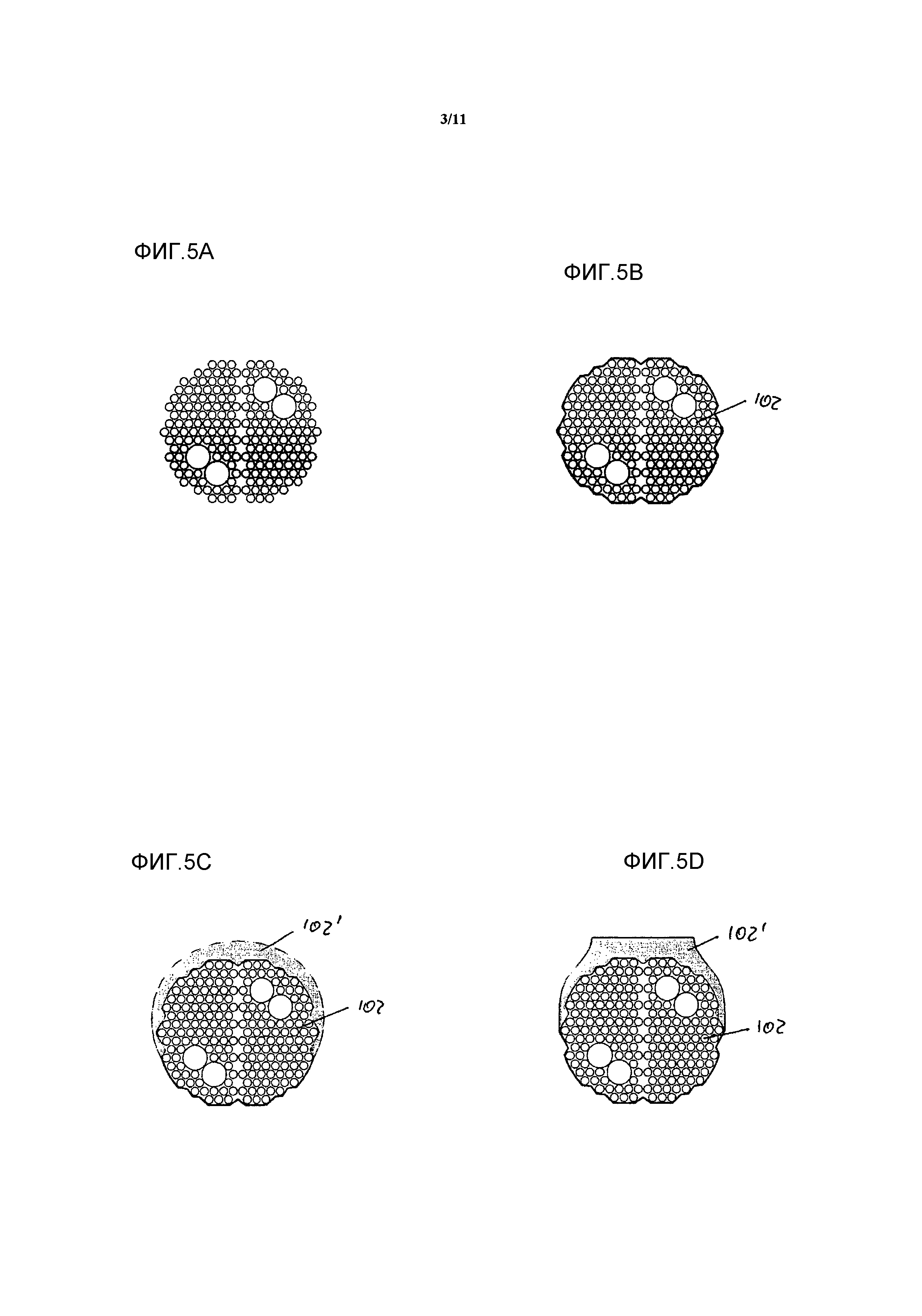
Фиг. с 5А по 5Н показывают сечения иллюстративных сырых покрытых и модифицированных нитей ткани.
Фиг. 6 представляет собой вид в плане пропитанной, покрытой и шлифованной ткани.
Фиг. 7 показывает сечение по линии С-С на фиг. 6.
Фиг. c 8А по 8D показывают сечения по линии D-D на фиг. 6.
Фиг. c 9 по 15 схематично иллюстрируют инструменты и процессы для покрытия и выравнивания полотняной ткани.
Фиг. 16 показывает сечения шлифовального изделия, содержащего петли на поверхности, противоположной шлифовальной поверхности.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1 представляет собой вид в плане основовязаного полотна типа «джерси» в соответствии с п. 3.5.1 стандарта ISO 8388. Это полотно может быть использовано в качестве основы для изготовления гибкого шлифовального изделия.
Ткань обеспечена покрытием, и она сглажена таким образом, что получилась плоская синусообразная структура 100, как показано на фиг. 2.
Фиг. 9 и 10 схематично иллюстрируют инструмент и процесс для нанесения покрытия на шлифовальную поверхность ткани, а также для сглаживания поверхности. Фиг. 9 показывает производственную линию, имеющую ряд барабанов 10, 20, 21, 30, 31, некоторые из которых являются необязательными, для перемещения и обработки гибкого шлифовального изделия и один или более источников 40 УФ-излучения. Барабан 30 предназначен для размотки предварительно обработанного гибкого шлифовального изделия, а барабан 31 - для намотки изготовленного изделия.
На фиг. 10 сглаживающий барабан 10 показан более подробно. Этот сглаживающий барабан 10 установлен таким образом, что входит в контакт куском или листом ткани С, таким как показанный на фиг. 1 и 3. Прижимные пластины прижимают ткань С к рабочей поверхности сглаживающего барабана 10. Нанесение покрытия производится, например, либо посредством самого сглаживающего барабана 10 или, как показано на фиг. 9, - посредством покрывающего барабана 20, который находится в прямом или опосредованном контакте с резервуаром 22 покрывающего агента. На фиг. 9 покрывающий барабан 20 находится в контакте с другим барабаном 21, который погружен в резервуар 22 покрывающего агента. Транспортирующие барабаны 30, 31 и/или другие устройства для перемещения листа ткани С, обеспечены в соответствии с необходимостью.
Сглаживающий барабан 10 служит для сглаживания покрытой ткани С. В результате получается покрытая, но еще открытая ткань С, имеющая плоские участки, такие как, например, показанные на фиг. 2 и 4.
После этого или во время прижатия ткани С к рабочей поверхности сглаживающего барабана 10, покрытие отверждается посредством УФ-излучения, исходящего из источника 40 УФ-света. На тот случай, если требуется или необходимо выполнять отверждение в более чем один этап, может быть обеспечен второй источник 41 УФ-света или больше. Кроме того, в зависимости от покрывающего агента может быть приемлемо отверждение посредством тепла или охлаждения. Можно также разместить один или более источников 40 УФ-света с сглаженной стороны ткани.
Для того чтобы получить зигзагообразный рисунок или синусоидальный рисунок, как показано на фиг. 2, могут быть обеспечены сглаживающий барабан 10 или, возможно, барабан 20, или один или более дополнительных барабанов со структурированным рисунком. При этом поверхность ткани прижата к рабочей поверхности барабана с требуемой поверхностной структурой, тем самым создавая регулярную или нерегулярную структуру участков или «островков» плоских поверхностей.
На фиг. 11-15 показаны альтернативные инструменты и процессы для нанесения покрытия на шлифовальную поверхность ткани и для сглаживания поверхности.
Фиг. 11 показывает процесс с устройством 50 сушки или предварительного отверждения, используемого для смол, которые выполнены на водной основе или на основе растворителя. В качестве альтернативы, устройство 50 может быть устройством предварительного отверждения для того случая, когда смола до сглаживания должна быть предварительно отверждена или утолщена.
Фиг. 12 показывает процесс, в котором для сглаживания используется термореактивная смола, смола на водной основе или на основе растворителя. Барабан 10' нагревают и покрытая ткань и ее поверхность фиксируют в теплом виде к поверхности барабана, имеющей необходимый рисунок или гладкость.
Фиг. 13 показывает процесс, включающий устройство 60 отверждения, которое расположено между сглаживающим барабаном 10 и барабаном 31 для намотки гибкого шлифовального изделия.
Для простоты фиг. 14 иллюстрирует вспомогательный процесс, предназначенный для возможного процесса шлифовальной обработки, который может быть включен в один или более из вышеописанных процессов. Размоточный и намоточный валки 130 и 131 являются необязательными и при включении процесса шлифовальной обработки в один из вышеописанных процессов могут быть опущены. Опорные валки с 132 по 135 служат для регулировки положения гибкого шлифовального изделия относительно шлифовального устройства, которое включает шлифовальную ленту 139, натяжной валик 138, приводной валик 136 и прижимной валик 137. Например, два - 134 и 135 из опорных валков могут быть подвижными, как показано на иллюстрации, для того чтобы регулировать угол охвата шлифовального изделия С. Другие валки также могут быть подвижными, например, для регулировки давления охвата. В качестве примера, - описанный шлифовальный процесс может быть включен сразу же после показанного на фиг. 13 устройства отверждения.
Для простоты фиг. 15 иллюстрирует вспомогательный процесс, предназначенный для возможного процесса минерального покрытия, который, полностью или частично может быть включен в один или более из вышеописанных процессов. Размоточный и намоточный валки 230 и 231 являются необязательными, и при включении процесса минерального покрытия в один из вышеописанных процессов могут быть опущены. Фиг. 15 схематично показывает предназначенное для нанесения покрытия устройство 131 нанесения покрытия касательным валком, устройство 132 для электростатического нанесения минерального покрытия, первую камеру 233 сушки или отверждения, другое устройство 134 нанесения покрытия касательным валком и вторую камеру 235 сушки или отверждения.
В другом примере ткань основы построена на основе основовязаного ячеистого полотна в соответствии с п. 3.5.46 стандарта ISO 8388, как показано на фиг. 3. На фиг. 4 открытая ткань является равномерно сглаженной. Участки повторяют форму ажурных проемов в ткани.
Фиг. 5А показывает сечение пучка петель в петельном столбике, содержащемся в полотне, например, пучка петельных столбиков, или сдвоенной основной нити. На фиг. 5В нить обеспечена покрытием 102, частично или полностью заполняющим эту нить. На фиг. 5С нить заполнена и покрыта покрывающим агентом 102, тем самым, поддерживая изменения формы нити, имея в виду образование сглаженных участков. Позиционное обозначение 102' отмечает дополнительно покрытый участок покрытия 102. Например, на фиг. 5D, 5Е и 5F дополнительно покрытые участки 102' являются сглаженными или выровненными. При этом на фиг. 5D сглаженный участок является сужающимся, а на фиг. 5Е приведен сглаженный и расширяющийся пример. На фиг. 5F показана выровненная и шлифованная покрытая нить. Для сглаживания нити необязательно требуется дополнительное покрытие. Вместо этого, заполненная нить, как показано на фиг. 5В, может быть сглажена также посредством сглаживающего барабана или отшлифована, как показано на фиг. 5G и 5Н. Маленькие и большие кружочки на показанных пучках петель схематично показывают, что можно иметь волокна различного сечения. В качестве примера включены четыре моноволокна большего сечения, которые могут быть использованы для образования выступающих петель и/или нитей, расположенных на поверхности, противоположной шлифовальной поверхности. Выступающие петли и/или нити могут служить в качестве крепежного средства для установки и удержания шлифовального изделия на шлифовальном инструменте. Эти петли и/или нити могут служить в качестве одной части застежки типа крючок-петля.
Вариант осуществления, иллюстрирующий вышеупомянутые выступающие петли, показан на фиг. 16. Здесь гибкое шлифовальное изделие имеет петли 105 на поверхности, противоположной шлифовальной поверхности, несущей покрытие 102 и участки 100. Шлифовальное изделие и опорная поверхность шлифовального инструмента, которые не показаны, скреплены друг с другом посредством петель 105 и соответствующих средств опорной поверхности, таких как крючочки. Эти петли и/или крючочки обеспечивают расстояние между шлифовальным изделием и опорной поверхностью инструмента. Шлифовальная пыль, которая сначала переносится через открытые области или ячейки ткани, таким образом, легко удаляется из шлифовального изделия посредством структуры открытого крепления, использующей петли 105. В качестве альтернативы или дополнительно гибкое шлифовальное изделие ламинировано пеной и/или велюром на соответствующей поверхности инструмента, и, в качестве альтернативы, пена для крепления может быть дополнительно ламинирована велюром на противоположной стороне.
Для шлифования изделия может быть использован ленточный шлифовальный станок, барабанный шлифовальный станок, осциллирующий шлифовальный станок, их комбинации или один или более других подходящих шлифовальных станков. Могут быть использованы калибровочный вал или плоский шлифовальный утюжок или полотно для прижатия к шлифовальному блоку под действием реального натяжения полотна и угла охвата. Могут быть использованы также их комбинации.
Фиг. 6 представляет собой вид в плане трикотажной ткани, которая была пропитана, дополнительно покрыта, отшлифована, а после этого выборочно обеспечена горизонтальными полосками полимера, тем самым был создан рисунок участков или выступающих плоских областей 100. Эти участки 100 после отверждения изделия обеспечены шлифовальными частицами таким образом, что участки впадин 101 остаются свободными от шлифовальных частиц. Таким образом, образованы островки сглаженных участков, несущие шлифовальные частицы. Эти «шлифовальные островки» будут естественным образом расположены на впадинах случайно или произвольно, поскольку разделение островков необязательно совпадает с рисунком ткани. Этот эффект может быть увеличен оптимизацией шага сглаживающего рисунка по отношению к рисунку ткани.
Рисунок участков может быть получен различными способами. Например, сглаживающий барабан может нести соответствующий рисунок, который затем переходит на поверхность полотна. В качестве альтернативы, после шлифования или сглаживания шлифовальной поверхности ткани, эта поверхность может быть покрыта на дополнительном этапе посредством гравированного барабана или валка, например, с пазами в горизонтальных направлениях. В качестве третьей альтернативы проиллюстрированные участки 100 могут быть созданы также устройством трафаретной печати. В соответствии с четвертой альтернативой покрытая, сглаженная и/или шлифованная поверхность полотна может быть обеспечена адгезивным агентом или фиксирующим покрытием. Нанесенное фиксирующее покрытие может быть структурировано посредством гравированного барабана. В качестве альтернативы, для нанесения фиксирующего покрытия может быть использовано устройство трафаретной печати. Обычно разница в уровне между участками и впадинами при обработке в соответствии с четвертой альтернативой меньше чем то, что достигается в соответствии в первой, второй или третьей в качестве альтернативы, поскольку количество фиксирующего покрытия ограничено требованиями абразивного покрытия.
Покрытие шлифовальных частиц может быть образовано различными способами, при этом покрытие может содержать отдельное фиксирующее покрытие, которое связывает по отдельности покрытые шлифовальные частицы. Покрытие, в качестве альтернативы, может содержать суспензию связующего агента и шлифовальных частиц, и эта суспензия может быть превращена в слой как таковой, но затем этот слой может быть сформирован в шлифующие образования на сглаженных поверхностях с требуемыми рисунками и формой образований. Суспензия может быть перенесена валком, ремнем или пленкой с выгравированным рисунком, и далее - сформирована и отверждена, будучи в контакте с переносящим элементом.
На фиг. 7 показано сечение по линии С-С на фиг. 6. Выгравированные полоски, разделяющие участки 100, нарезаны примерно горизонтально. Возможны также наклонные или какие-нибудь другие разрезы. Далее, зигзагообразная или синусоидальная форма, как та, что проиллюстрирована на фиг. 6, не является обязательно необходимой. Форма сглаженных областей и/или выгравированного рисунка является изменяемой в зависимости от использованного полотна, предполагаемого результата шлифования и других требований.
Фиг. 8А-8D представляют собой сечения, включающие участки 100 по фиг. 6 и 7, а также подстилающую покрытую нить или промежуточную часть. Промежуточная часть обеспечена покрытием 102. Участки 102' с дополнительным покрытием сглажены или выровнены. На фиг. 8В участок 100 обеспечен абразивным минералом, служащим в качестве шлифовального агента. Абразивный минерал 103 нанесен с использованием адгезивного слоя 102''. На фиг. 8С и 8D шлифовальный агент 103' представляет собой суспензию, нанесенную на ровные или структурированные образования на плоском участке 100. Обращаясь к составу покрытия, - предпочтительными являются полимеры. Покрытие может быть основано на стандартных акриловых композициях на основе олигомера и мономера, растворимых в воде акрилатах, композициях двойного отверждения, а также полиуретановых дисперсиях и им подобных материалах. Кроме того, подходящими материалами являются эпоксиды и винилмономеры. Однако акриловые композиции на основе олигомер/мономеров являются предпочтительными.
В качестве примера, композиция может состоять из 20 вес.% эпоксидного диакрилата на основе бисфенола А, 5 вес.% 1,6-гексанедиолдиакрилата, 15 вес.% трициклодекандиметанолдиакрилата и 60 вес.% триметилопропантриакрилата.
Могут быть использованы также другие альтернативные комбинации, которые включают другие типы эпоксидных акрилатов, полиэстер, меламин, полиуретан или полиэфирные акрилаты.
Чтобы добиться подходящих диапазонов вязкости, некоторые из реактивных разбавителей или мономеров частично могут быть замещены типами олигомеров с низкой вязкостью, такими как алифатические эпоксидные акрилаты, например, CN152 от компании «Sartomer».
Альтернативные мономеры могут включать такие материалы как 2(2-этоксиэтокси) этилакрилат, изоборнилакрилат, тетрагидрофурфурилакрилат, 2-феноксиэтилакрилат, 1,6-гексанедиолдиакрилат, трипропиленгликольдиакрилат, дипропиленгликольдиакрилат, пентаэритритолтетраакрилат, дипентаэритритолпентаакрилат, а также мономеры другие акрилатов или метакрилатов. Подходящими материалами могут быть также другие радикально полимеризуемые винилмономеры, подобные N-винилкапролактаму.
Количество и тип наполнителя, который используется в покрытии, сильно влияет на конечные характеристики отвержденного материала. Для того чтобы модифицировать свойства покрытия, могут быть использованы различные типы наполнителей, и кроме того, могут быть применены различные комбинации наполняющих материалов. В случае покрывающих композиций с УФ-отверждением следует быть уверенным в том, что данный наполнитель является достаточно проницаемым для УФ-лучей, чтобы обеспечить отверждение композиции. Если же во время или после этапа нанесения покрытия производится последующее электронно-лучевое отверждение, то наполнитель может быть и непроницаемым для УФ-лучей. В этом случае УФ-отверждение применяют для того чтобы отверждать материал предварительно и зафиксировать форму и структуру поверхности, в то время как общие механические свойства достигаются после электронно-лучевого отверждения.
Для наполнителей предпочтительными являются порошки с малыми размерами частиц, - менее 10 мкм. Однако могут быть использованы и более «грубые» частицы, если это годится. Наполнители могут быть также использованы в качестве смесей, для того чтобы выполнить «тонкую регулировку» механических параметров покрытия. Примерами подходящих наполнителей являются тальк, который является предпочтительным наполнителем для этого покрытия, или тригидроокись алюминия - как пример материала наполнителя, прозрачного для УФ-лучей. Кроме того, могут быть использованы каолин, сульфат кальция или наполнители, которые похожи или идентичны абразивным частицам на основе окиси алюминия, карбида кремния, и т.п. С увеличением твердости материала наполнителя покрытие обычно демонстрирует более хрупкое поведение в отношении разрыва и механического напряжения.
Используемая в композиции инициаторная система зависит от используемой системы смолы. Для типичных радикально отверждаемых акриловых композиций могут быть использованы смеси из нескольких инициаторов в зависимости от типа УФ-лампы, скорости линии и от использования последующего электронно-лучевого отверждения.
Для типичной композиции с предварительным УФ-отверждением и последующим электронно-лучевым отверждением может быть использована, например, смесь 5 вес.% бензофенон-1-гидроксициклогексилфенилкетона (Additol BCPK от компании «Cytec») в комбинации с аминакрилатом (7 вес.%) (Ebecryl 7100) или амин-синергистом, например, с третичным амином (Ebecryl Р116). В некоторых случаях более подходящими являются другие инициаторы и комбинации, например, МАРО, ВАРО, тиоксантоны и их комбинации, например, когда требуется хорошее сквозное отверждение, обычно только в комбинации с УФ-отверждением.
Другие типы инициаторов и комбинации, такие как йодониум-сульфониум и другие производные и, например, производные сенсибилизаторов на основе антрацена могут быть применимы в случаях кислотно-катализированных отверждающих систем или, например, если используется светодиодное УФ-отверждение.
Смешивание смол не требует особого внимания, за исключением того, что следует быть уверенным в том, что все компоненты внутри смеси смешиваются однородно. В зависимости от смешивающего оборудования сначала может быть смешана «УФ-смола», а затем в смолу добавляют наполнитель, хотя применим и другой порядок.
Выбор типа комбинации мономера, олигомера и наполнителя, а также их соотношений сильно зависит от механических свойств, которые необходимы или желательны для последующего процесса, например, при намотке или резки. С механической точки зрения покрытие должно быть способно обладать достаточным сопротивлением на растяжение и разрыв, а также достаточной гибкостью для обращения с материалов во время обработки.
С точки зрения нанесения покрытия на ткань композиции смолы с УФ-отверждением с наполнителем смешивают так, как описано выше. Инициаторы требуются в том случае, если в качестве способа отверждения используется УФ-отверждение.
В соответствии с одним вариантом осуществления показана практическая пригодность распределения смеси смола/наполнитель посредством вспомогательного валка по равномерной подложке из пластиковой пленки, например, ПЕТ-пленки (полиэтилентерефталат). Таким образом, толщина смоляной смеси зависит от толщины ткани, которая будет покрыта. Предпочтительно, толщины покрытий при покрытии пленочной подложки находятся между 50 и 800 мкм, более предпочтительно, - обеспечены толщины приблизительно в 300 мкм. Далее пленку, которая покрыта неотвержденной смоляной смесью, изгибают на валке соответствующего размера и прижимают к ткани. Затем покрытую ткань перемещают под источник УФ-излучения и отверждают, предпочтительно, - с задней стороны материи. Можно обеспечить равномерную или каландрированную пленку с поверхностным рисунком, предназначенным для переноса на шлифовальную поверхность изделия.
Реферат
Изобретение относится к гибкому шлифовальному изделию. Осуществляют приготовление открытой ткани из тканого или трикотажного полотна, наносят покрытие на одну поверхность ткани и сглаживают по меньшей мере часть покрытой поверхности. При этом покрытая поверхность ткани имеет один или более плоских участков. На покрытую поверхность на ткани наносят шлифовальный агент. В результате увеличивается долговечность шлифовального изделия. 4 н. и 20 з.п. ф-лы, 16 ил.
Формула
Документы, цитированные в отчёте о поиске
Гибкое шлифовальное изделие и способ его изготовления
Комментарии