Способ разделения сухой волоконной композитной ткани, применение разделительного устройства для разделения сухой волоконной композитной ткани и ветроэнергетическая установка - RU2710474C1
Код документа: RU2710474C1
Чертежи









Описание
Изобретение относится к способу разделения сухой волоконной композитной ткани, к применению разделительного устройства для разделения сухой волоконной композитной ткани и к ветроэнергетической установке.
Волоконные композитные ткани являются, как правило, предварительным изделием для изготовления волоконных композитных конструктивных элементов. Волоконные композитные ткани, как правило, в последующем процессе изготовления пропитываются матричным материалом, например, эпоксидной смолой, и подвергаются дальнейшей обработке с образованием волоконных композитных тканей. Волоконные композитные ткани содержат по существу волокна, которые могут быть, например, стеклянными волокнами, и/или арамидными волокнами, и/или углеродными волокнами. Волокна предпочтительно подготавливаются в виде слоев ткани. Слои ткани имеют плоскую протяженность и ортогонально ему очень небольшую толщину. Кроме того, волоконные композитные ткани содержат предпочтительно множество расположенных друг над другом слоев ткани, так что толщина волоконной композитной ткани во много раз превосходит толщину одного волокна или, соответственно, одного слоя ткани.
Сухие волоконные композитные ткани содержат волокна, которые вводятся в волоконные композитные ткани предпочтительно в виде слоев ткани, и предпочтительно связующее средство, которое является, например, искусственной смолой, в частности эпоксидной смолой, или содержит ее. Связующее средство может быть также уже матричным материалом или, соответственно, содержать его, при этом доля связующего средства в сухих волоконных композитных тканях предпочтительно меньше, чем доля матричного материала в предварительно пропитанных заготовках или готовых волоконных композитных конструктивных элементах. Предпочтительно, связующее средство еще не реагирует или реагирует лишь в небольшой мере с другими составляющими частями, так что связующее средство предпочтительно находится в не затвердевшем или по меньшей мере немного затвердевшем состоянии в сухой волоконной композитной ткани. Кроме того, слои ткани в волоконной композитной ткани могут быть соединены друг с другом с помощью клея и/или других прилипающих материалов, так что положение слоев ткани относительно друг друга в волоконной композитной ткани по существу сохраняется также при движениях волоконной композитной ткани. Однако присутствие связующих средств и/или других прилипающих средств не обязательно.
В противоположность сухим волоконным композитным тканям, предварительно пропитанные волоконные композитные ткани уже содержат, как правило, по меньшей мере большую часть матричного материала. Такие полуфабрикаты называются также, предварительно пропитанным волокном, из которого выведено также понятие препрега. Поэтому препреги отличаются, в частности, тем, что они по существу содержат полную матрицу, при этом матрица еще не вступила в реакцию или лишь в небольшой мере вступила в реакцию. Это означает, в частности, что матрица еще не затвердела или, соответственно, еще полностью не затвердела, и может быть соединена с другим элементом за счет общей реакции или, соответственно, затвердевания.
Когда в последующем упоминается волоконная композитная ткань, то имеется в виду, если явно не указано другое, сухая волоконная композитная ткань. Для изготовления волоконного композитного материала в сухую волоконную композитную ткань вводится матричный материал, предпочтительно инфузионным способом. При инфузии располагается сухая волоконная композитная ткань, герметизируется пленкой, и после этого внутри волоконной композитной ткани создается вакуум. Затем матричный материал попадает через подводящий трубопровод под действием разряжения в волоконную композитную ткань и очень гомогенно распределяется с помощью вакуума.
Сухие волоконные композитные ткани могут изготавливаться, например, посредством наматывания предварительного изделия, например, слоев ткани, на сердечник.
За счет этого может достигаться любая высота или, соответственно, толщина волоконной композитной ткани. Кроме того, волоконная композитная ткань может иметь в этом виде уже геометрическую форму подлежащего изготовлению конструктивного элемента. Под высотой или, соответственно, толщиной волоконной композитной ткани понимается здесь протяженность волоконной композитной ткани ортогонально плоской протяженности волоконной композитной ткани. Когда волоконная композитная ткань создается, например, в форме трубы, в частности, с круглым или эллиптическим поперечным сечением, то высота или, соответственно, толщина волоконной композитной ткани предпочтительно проходит в радиальном направлении.
Такие волоконные композитные ткани отличаются, в частности, тем, что они имеют множество расположенных рядом друг с другом или друг над другом волокон. За счет большой твердости содержащихся в волоконной композитной ткани волокон, такая волоконная композитная ткань отличается, как правило, чрезвычайно плохой разделимостью. В частности, разрезание и/или распилка такой волоконной композитной ткани связана с особыми трудностями.
Хотя на практике в большинстве случаев пытаются предотвращать разделение, в частности разрезание и/или распилку, таких волоконных композитных тканей, например, за счет соответствующего расположения волокон, они, как правило, при необходимости разделяются с помощью обычных способов. Например, разделение происходит с помощью угловой шлифовальной машины.
Наряду с часто (очень) большими допусками и низким качеством поверхностей резания, например, за счет возникновения бахромы и/или слипания, и/или окрашивания волокон, разделение с помощью обычных способов отличается дополнительно тем, что они требуют больших затрат труда и времени, так что наряду с низким качеством, высока стоимость. Кроме того, кромки резания с бахромой и/или слипшимися волокнами затрудняют подлежащую затем выполнению инфузию. Среди прочего, желаемое гомогенное распределения может затрудняться за счет, например, кромок резания с бахромой или слипшимися волокнами.
Ведомство Германии по патентам и товарным знакам в заявке, приоритетной относительно данной заявки, установило следующий уровень техники: DE 34 46 899 С1, DE 37 00 250 А1, DE 10 2014 207 785 А1, US 3 790 071 А, US 4 779 498 А и JP Н07-164 378 А.
Поэтому задачей данного изобретения является создание способа разделения сухой волоконной композитной ткани, применение разделительного устройства для разделения сухой волоконной композитной ткани и ветроэнергетической установки, которые предотвращают или устраняют один или несколько указанных недостатков. В частности, задачей данного изобретения является создание способа разделения сухой волоконной композитной ткани, применение разделительного устройства для разделения сухой волоконной композитной ткани, которые обеспечивают возможность лучшего качества поверхностей резания и/или уменьшают стоимость разделения. Кроме того, задачей данного изобретения является, в частности, создание ветроэнергетической установки, изготовленной, соответственно, с улучшенным качеством и/или уменьшенной стоимостью.
Задача решается согласно первому аспекту изобретения с помощью способа разделения сухой волоконной композитной ткани с множеством расположенных друг над другом слоев ткани, включающего создание сухой волоконной композитной ткани и разделительного устройства. Разделение сухой волоконной композитной ткани с помощью разделительного устройства, которое содержит разделительный элемент с зубчатым венцом, при этом зубчатый венец имеют волновой профиль с множеством зубьев, при этом разделение включает по существу поступательное движение зубчатого венца по и/или в сухой волоконной композитной ткани с перемещением, которое больше расстояния между вершинами двух соседних зубьев зубчатого венца.
В слоях ткани волокна могут быть расположены параллельно и/или под углом друг к другу, и/или в виде многоосной ткани. Содержащиеся в слоях ткани волокна могут быть, например, органическими волокнами и/или неорганическими волокнами, и/или естественными волокнами. Неорганические волокна являются, например, стеклянными волокнами, базальтовыми волокнами, сверлильными волокнами, керамическими волокнами или стальными волокнами. Органические волокна являются, например, арамидными волокнами, углеродными волокнами, полиэфирными волокнами или полиэтиленовыми волокнами, в частности, высокопрочными полиэтиленовыми волокнами, такими как, например, волокна дайнема. В качестве естественных волокон возможно использование, например, конопляного волокна, льняного волокна или сизального волокна. Волоконные композитные ткани содержат предпочтительно бесконечные волокна и/или длинные волокна, и/или короткие волокна. Волоконные композитные ткани и, в частности, сухие волоконные композитные ткани применяются, например, при изготовлении компонентов ветроэнергетических установок.
В основе изобретения лежит понимание того, что сухие волоконные композитные ткани имеют неблагоприятную разделимость с помощью поступательно движущегося инструмента, например, ножа и/или полотна пилы, в частности, за счет того, что волокна в ткани не полностью фиксированы на месте и поэтому могут выполнять движения. Разделение с помощью поступательно движущегося разделительного элемента основано, среди прочего, на том, что между разделительным элементом и подлежащим разделению элементом происходит относительное движение. Движение волокон в сухой волоконной композитной ткани во время процесса разделения уменьшает или предотвращает относительное движение между разделительным элементом и волокнами. Этот эффект усиливается, чем больше слоев ткани расположено друг над другом, т.е. чем больше величина высоты волоконной композитной ткани. Высота в этой связи ориентирована, в частности, в направлении перемещена, так что высота и/или перемещен ориентированы ортогонально плоской протяженности волоконной композитной ткани. Трудность при разделении сухой волоконной композитной ткани состоит в достижении чистого, удобного для использования разреза. Это означает, в частности, что кромки резания мало или не имеют бахромы, и/или не склеены, и/или не окрашены, так что после разрезания возможна безупречная или по меньшей мере улучшенная инфузия.
Разделение и/или разрезание, и/или пиление волоконных композитных тканей содержит, в частности, разрушение расположенных в волоконной композитной ткани волокон.
Наряду с созданием указанной выше сухой волоконной композитной ткани, создается разделительное устройство. Разделительное устройство предназначено, в частности, для по существу поступательного перемещения разделительного элемента. Кроме того, разделительное устройство предпочтительно предназначено для создания достаточного перемещена, так что создаваемый с помощью разделительного устройства перемещен больше расстояния между вершинами двух соседних зубьев зубчатого венца. Кроме того, разделительное устройство предпочтительно предназначено для обеспечения возможности разделения волоконной композитной ткани с заданной высотой тем, что разделительное устройство имеет подходящую высоту резания, например, по меньшей мере 150 мм, в частности, по меньшей мере 180 мм или по меньшей мере 200 мм. Высота резания является здесь максимальной высотой разрезаемого предмета, например, волоконной композитной ткани, который может быть разрезан с помощью разделительного устройства. Кроме того, волоконная композитная ткань имеет, например, высоту больше 30 мм, больше 50 мм, больше 75 мм или больше 90 мм.
Под по существу поступательным движением понимается здесь, в частности, поступательное относительное движение между разделительным элементом и подлежащей разделению сухой волоконной композитной тканью, в частности, в направлении движения, по существу ортогональном плоской протяженности волоконной композитной ткани. Кроме того, по существу поступательное движение понимается здесь, в частности, как колебательное движение, в частности движение вверх и вниз. Предпочтительно, разделительный элемент, в частности дистальный конец разделительного элемента, направляется между верхней точкой возврата и нижней точкой возврата в направлении движения. В точках возврата разделительный элемент предпочтительно имеет соответствующую скорость в направлении своего движения, равную нулю. Расстояние между верхней точкой возврата и нижней точкой возврата предпочтительно соответствует перемещению.
Разделение представляет, в частности, комбинацию из движения резания и движения подачи. Как при движении резания, так и при движении подачи предпочтительно разделительный элемент и сухая волоконная композитная ткань перемещаются относительно друг друга. Предпочтительно, разделительный элемент перемещается в направлении движения, в то время как разделительное устройство перемещается в направлении движения через волоконную композитную ткань. Движение подачи может создаваться также тем, что волоконная композитная ткань перемещается в направлении, которое направлено противоположно движению подачи. Предпочтительно, направление движения и направление подачи направлены по существу ортогонально друг другу.
Предпочтительно, по существу поступательное движение содержит движение резания и дополнительно предпочтительно также по существу поступательное движение подачи. Движение резания происходит предпочтительно по существу параллельно высоте подлежащей разделению волоконной композитной ткани. Движение подачи происходит по существу параллельно плоской протяженности подлежащей разделению волоконной композитной ткани.
В частности, разделение с помощью по существу поступательного движения является прерывистым поступательным движением, в частности, прерывистым поступательным движением резания, например, в виде движения вверх и вниз, и предпочтительно не является непрерывным движением, в частности, непрерывным круговым движением, которое возникает, например, при использовании дисковой, цепной или ленточной пилы. Предпочтительно, по существу поступательное движение является по существу непрерывным движением. Предпочтительно, угол направления подачи в перемещении является по существу постоянным по высоте резания, в частности, в противоположность круговому движению резания, например, дисковой, цепной и/или ленточной пилы, где угол направления подачи различен по высоте резания.
По существу ортогональная ориентация разделительного элемента относительно плоской протяженности волоконной композитной ткани и/или по существу поступательное движение резания по существу параллельно высоте подлежащей разделению волоконной композитной ткани, и/или по существу поступательное движение подачи по существу параллельно плоской протяженности подлежащей разделению волоконной композитной ткани содержит при разделении предпочтительно также временное относительное опрокидывание сухой волоконной композитной ткани и разделительного элемента относительно друг друга.
Разделение происходит, согласно изобретению, с помощью разделительного элемента, который имеет зубчатый венец с волновым профилем. Разделительный элемент предпочтительно имеет плоскую протяженность между проксимальным и дистальным концом и ортогональную относительно плоской протяженности толщину. Таким образом, разделительный элемент предпочтительно имеет две кромки, которые проходят параллельно продольной протяженности от проксимального к дистальному концу. Расстояние между двумя кромками является шириной разделительного элемента. В соответствии с этим, плоская протяженность предпочтительно образована продольной протяженностью и шириной. По меньшей мере на одной из этих кромок предпочтительно расположен зубчатый венец. Кроме того, от проксимального до дистального конца разделительный элемент имеет продольную ось, которая проходит перпендикулярно толщине и ширине.
Зубчатый венец имеет множество зубьев. При волновом профиле зубья образованы из волн, так что зуб может иметь частично или полностью геометрическую форму половины круга или половины эллипса. Однако зубья волнового профиля могут быть также выполнены, например, острыми с очень небольшим радиусом вершины зуба. Зубы имеют вершину зуба, которая предпочтительно противоположна продольной оси разделительного элемента. Противоположно вершине зуб имеет основание зуба, которое предпочтительно обращено к продольной оси разделительного элемента. Зуб проходит от своего основания к своей вершине.
Своим основанием зуб расположен на линии основания зубьев. Возможны различные варианты выполнения для линии основания зубьев, в частности, относительно геометрической формы вдоль кромки разделительного элемента. В простейшем варианте выполнения линии основания зубьев она может быть выполнена в виде прямой, которая расположена параллельно продольной оси разделительного элемента. В этом случае зубья расположены рядом друг с другом относительно продольной оси разделительного элемента. Кроме того, прямая линия основания зубьев может быть отклонена вокруг оси, параллельной толщине разделительного элемента. Кроме того, линия основания зубьев может иметь кривые, при этом, в частности, предпочтительным является синусоидальная протяженность линии основания зубьев, так что также линия основания зубьев может принимать волнообразную протяженность. Предпочтительно, высокие точки синусоидальной протяженности могут быть соединены с прямой, которая проходит по существу параллельно продольной протяженности разделительного элемента. Волнообразная протяженность линии основания зубьев предпочтительно происходит в плоскости, которая проходит параллельно плоской протяженности разделительного элемента. Образованные линией основания зубьев волны предпочтительно образованы не в виде зубьев и поэтому не имеют также вершин зубьев. Таким образом, между двумя соседними волнами линии основания зубьев не может быть также определено расстояние между вершинами зубьев.
Вершина зуба является предпочтительно местом зуба, которое имеет наибольшее расстояние от линии основания зубьев. От одного места основания зуба проходит ортогонально линии основания зубьев прямая вершины зуба, которая проходит через вершину зуба. В направлении вершины зуба, расстояние между основанием зуба и вершиной зуба является высотой зуба.
В одном предпочтительном варианте выполнения зубья зубчатого венца имеют каждый одинаковую высоту зуба. В этом варианте выполнения расстояние между вершинами зубьев является величиной расстояния между двумя соседними вершинами зубьев. Расстояние между вершинами зубьев может быть в этом варианте выполнения также определено расстоянием между прямыми вершин зуба на высоте вершин зубьев. Это определение расстояния между вершинами зубьев не зависит от геометрической формы линии основания зубьев. Кроме того, при прямой линии основания зубьев существует возможность определения расстояния между вершинами зубьев с помощью ортогонального расстояния между прямыми вершины зуба двух соседних зубьев.
Это определение расстояния между вершинами зубьев можно также применять в большинстве случаев, когда два соседних зуба не имеют одинаковую высоту зуба, поскольку отклонения указанных выше возможностей от фактического расстояния между вершинами зубьев являются пренебрежительно малыми. Когда отклонения не являются пренебрежительно малыми, то расстояние между вершинами зубьев аппроксимируется на основе расстояния между прямыми вершины зуба двух соседних зубьев. В этом случае расстояние между вершинами зубьев определяется с помощью расстояния между прямыми вершины зуба в местах, которые имеют расстояние от линии основания зубьев, которое соответствует половине суммы высот вершин зубьев. В соответствии с этим, это место в направлении прямой вершины зуба находится на половине пути между первой вершиной зуба и второй вершиной зуба.
Расстояние между вершинами зубьев предпочтительно лежит в диапазоне между 0,1 мм и 10 мм, более предпочтительно в диапазоне от 0,5 мм до 5 мм, при этом, в частности, предпочтительным является расстояние между зубьями между 1 мм и 3 мм.
Кроме того, разделительный элемент может иметь также два частичных разделительных элемента, которые предпочтительно расположены параллельно друг другу, при этом зубчатые венцы двух частичных разделительных элементов расположены относительно разделительного устройства на одной и той же стороне. Кроме того, поступательно направляемые частичные разделительные элементы направляются с противоположным движением. Противоположное движение предпочтительно означает, что частичные разделительные элементы имеют по существу направление движения, которое противоположно направлению движения соответствующего другого частичного разделительного элемента. Например, первый частичный разделительный элемент движется в направлении верхней точки возврата, а второй частичный разделительный элемент движется в направлении нижней точки возврата. За счет такого расположения имеется возможность уменьшения действующего у волоконной композитной ткани расстояния между вершинами зубьев.
Зубчатый венец на разделительном элементе может быть расположен либо на одной стороне, либо на двух сторонах. Одностороннее расположение зубчатого венца отличается предпочтительно тем, что зубчатый венец образуется по существу за счет расположения надрезов и/или других выемок, соответственно углублений, на одной стороне разделительного элемента в зоне кромки. Двусторонний зубчатый венец предпочтительно отличается тем, что зубчатый венец по существу образован посредством расположения надрезов и/или других выемок, соответственно углублений, на двух сторонах одной и той же кромки разделительного элемента. Кроме того, зубчатый венец может содержать свободное резание, которое называется также переменным резанием. Свободное резание характеризуется тем, что зубья зубчатого венца расположены на расстоянии друг от друга в направлении толщины разделительного элемента.
Зубчатый венец предпочтительно проходит по кромке разделительного элемента, при этом кромка предпочтительно имеет продольную протяженность, которая ориентирована по существу параллельно перемещению. Разделение сухой волоконной композитной ткани происходит с помощью этой имеющей зубья кромки разделительного элемента. Поступательное движение зубчатого венца происходит предпочтительно по существу параллельно высоте подлежащей разделению волоконной композитной ткани. Поступательное движение осуществляется с перемещением, так что во время разделения разделительный элемент имеет верхнюю и нижнюю точку возврата. Расстояние между верхней и нижней точкой возврата является перемещением. Перемещение может принимать значения, например, между 2 мм и 50 мм. В частности, предпочтительным является перемещение в диапазоне между 5 мм и 20 мм. Особенно предпочтительным является перемещение между 10 мм и 12 мм. Предпочтительно, перемещение имеет меньшую величину, чем высота волоконной композитной ткани. В качестве альтернативного решения, перемещение предпочтительно имеет одинаковую или большую величину, чем высота волоконной композитной ткани.
Согласно изобретению, разделение осуществляется с помощью перемещения, которое имеет большую величину, чем расстояние между вершинами двух соседних зубьев. Кроме того, разделение предпочтительно осуществляется с помощью подачи разделительного устройства, при этом направление подачи ориентировано в направлении подлежащего выполнению резания волоконной композитной ткани. Подача может также осуществляться с помощью волоконной композитной ткани тем, что она перемещается противоположно направлению вводимой режущей кромке.
За счет множества расположенных друг над другом слоев ткани, множество волокон подлежат разделению по существу одновременно. В волоконных композитных тканях, которые имеют толщину по меньшей мере 30 мм, по меньшей мере 40 мм, по меньшей мере 50 мм, по меньшей мере 90 мм или по меньшей мере 150 мм, друг над другом расположено, например, примерно 11 слоев на каждые 10 мм высоты. В соответствии с этим, волоконная композитная ткань с высотой 90 мм содержит, например, примерно 100 расположенных друг над другом слоев ткани. Вес одного слоя ткани может составлять от нескольких грамм на квадратный метр до свыше 1000 г на квадратный метр. Например, возможны слои ткани с весом 1230 г на квадратный метр.
С помощью способа, согласно изобретению, разделения сухой волоконной композитной ткани существует возможность разделения волоконной композитной ткани, при этом, в частности, кромки резания имеют меньшую бахрому, по существу не происходит спекания отдельных волокон, и тем самым может быть улучшена инфузия волоконной композитной ткани. В частности, способ особенно пригоден для волоконных композитных тканей с высотой больше 30 мм.
Изготовление волоконных композитных материалов является, как правило, трудоемким и связано с высокой долей ручного труда. Например, волоконные композитные заготовки для изготовления определенных геометрических форм могут закладываться в формы. Для ротационно-симметричных конструктивных элементов можно также в принципе применять рулон волокна или волоконной ткани, так называемые предварительно сформированные рулоны, так что может быть значительно увеличена скорость изготовления волоконных композитных тканей. Намотка волоконной ткани осуществляется, например, посредством наматывания слоев ткани на сердечник.
Поэтому намотка волоконной ткани ограничивается преимущественно созданием ротационно-симметричных волоконных композитных тканей. В частности, намотка волоконной ткани применяется для создания волоконной композитной ткани для больших конструктивных элементов. К таким конструктивным элементам часто предъявляется требование, что волоконная композитная ткань имеет высоту больше 30 мм, больше 40 мм, часто больше 50 мм, частично больше 75 мм или больше 90 мм. На основе этой высоты или, соответственно, толщины после намотки последующее разделение или, соответственно, разрезание волоконных композитных тканей, как правило, почти или совсем невозможно.
В одном предпочтительном варианте выполнения создание волоконной композитной ткани включает создание образованного посредством намотки волоконной ткани волоконной композитной ткани, предпочтительно вращательно-симметричной волоконной композитной ткани, при этом эта волоконная композитная ткань по меньшей мере в одном, предпочтительно в двух или больше местах разделения разделяется так, что возникают одна, две или больше не вращательно-симметричных частей волоконной композитной ткани.
Таким образом, способ обеспечивает возможность экономичного создания не вращательно-симметрично волоконной композитной ткани тем, что сначала создается волоконная композитная ткань посредством намотки волоконной ткани, а затем, в соответствии с требуемыми свойствами, разделяется или, соответственно, разрезается, предпочтительно в лежащих противоположно друг другу местах разделения. Место разделения может быть, например, поверхностью резания.
В одном предпочтительном варианте выполнения способа предусмотрено, что разделительный элемент выполнен в виде полотна пилы. Полотно пилы имеет, как правило, плоскую протяженность, при этом ортогонально плоской протяженности определяется толщина. Кроме того, плоская протяженность полотна пилы имеет продольную протяженность и поперечную протяженность. Продольная протяженность, как правило, во много раз больше поперечной протяженности. На одной или на обеих кромках, которые проходят каждая параллельно продольной протяженности полотна пилы, расположен зубчатый венец. В данном случае зубчатый венец выполнен в виде волнового профиля.
Согласно одному особенно предпочтительному варианту выполнения способа предусмотрено, что перемещение проходит параллельно линии соединения вершин зубьев. Соединяющая вершины зубьев линия соединяет вершины зубьев зубчатого венца. Предпосылкой этому является, в частности, прямая линия соединения вершин зубьев и тем самым также возможность соединения с помощью прямой вершин расположенных в нем зубьев. Предпочтительно, отдельные зубья, соответственно волны, зубчатого венца выполнены каждый с одинаковой высотой зуба, так что соединяющая вершины зубьев линия проходит параллельно продольной протяженности разделительного элемента. Таким образом, продольная протяженность разделительного элемента предпочтительно также параллельна перемещению.
Согласно одному особенно предпочтительному варианту выполнения способа предусмотрено, что перемещение в 1,5-20 раз больше величины расстояния между вершинами зубьев. Расстояние между вершинами зубьев является расстоянием между вершинами двух соседних зубьев, так что в этом варианте выполнения перемещение должно быть по меньшей мере на 50% больше расстояния между вершинами зубьев или, соответственно, основания между двумя соседними зубьями. Кроме того, меньше чем в двадцать раз расстояния между вершинами зубьев. В случае, когда расстояние между вершинами двух соседних зубьев вдоль зубчатого венца не является постоянным, то в этом варианте выполнения предпочтительно предусмотрено, что перемещение в 1,5-20 раз больше величины наибольшего расстоянии между вершинами соседних зубьев вдоль зубчатого венца.
Согласно другому особенно предпочтительному варианту выполнения способа предусмотрено, что перемещение в 2-5 раз больше величины расстояния между вершинами зубьев. Согласно другому особенно предпочтительному варианту выполнения способа предусмотрено, что перемещение в 15-20 раз больше величины расстояния между вершинами зубьев. Согласно другому особенно предпочтительному варианту выполнения способа, он включает создание разделительного устройства с электрическим и/или пневматическим, и/или гидравлическим приводом. Этот привод расположен и выполнен в разделительном устройстве, в частности, для перемещения разделительного элемента с перемещением по существу в поступательном движении.
Согласно другому особенно предпочтительному варианту выполнения способа предусмотрено, что разделительное устройство выполнено в виде машины для резки ножевидным инструментом. Машина для резки ножевидным инструментом содержит, в частности, станину, которая предпочтительно предназначена для удерживания машины для резки, в частности, на горизонтальной поверхности по существу в вертикальном положении, и приводной блок, который предпочтительно предназначен для направления разделительного элемента, в частности, в поступательном движении. Для этого машина для резки ножевидным инструментом предпочтительно имеет приемное приспособление для разделительного элемента.
Машина для резки ножевидным инструментом предпочтительно может быть выполнена в виде ручного прибора, так что машина для резки ножевидным инструментом может перемещаться оператором, предпочтительно на горизонтальной поверхности, например, в направлении подачи. В частности, такая машина для резки ножевидным инструментом используется для разделения предмета, который предпочтительно имеет по существу плоское выполнение по существу параллельно основанию машины для резки ножевидным инструментом. В качестве альтернативы, машина для резки ножевидным инструментом может также перемещаться автоматически, например, с помощью робота.
Согласно одному особенно предпочтительному варианту выполнения предусмотрено, что разделительное устройство содержит прижимное приспособление. Прижимное приспособление служит, в частности, для сжимания волоконной композитной ткани в направлении ее высоты, с целью достижения улучшенного разделения. Прижимное приспособление предпочтительно содержит прижим, который установлен дополнительно с возможностью перестановки в направлении перемещения разделительного устройства. Кроме того, прижим предпочтительно расположен так, что разделительный элемент может разделять волоконную композитную ткань.
Согласно другому предпочтительному варианту выполнения предусмотрено, что разделительный элемент содержит направляющую разделительного элемента, которая по существу направляет разделительный элемент в его поступательном движении. Особенно предпочтительно, что направляющая разделительного элемента расположена в зоне верхней и/или нижней точки возврата. Направляющая разделительного элемента должна предотвращать или по меньшей мере уменьшать отклонение от заданной траектории движения. Направляющая разделительного элемента может, например, уменьшать так называемый флаттер разделительного элемента. Таким образом, может быть дополнительно повышено качество разделения. Кроме того, направляющая разделительного элемента может предотвращать, соответственно, замедлять поломку разделительного элемента.
Согласно другому предпочтительному варианту выполнения предусмотрено, что направляющая разделительного элемента содержит приспособление для подачи текучей среды. Приспособление подачи текучей среды может быть расположено внутри элементов направляющей разделительного элемента и/или расположена на наружной поверхности элементов направляющей разделительного элемента. Подача текучей среды может служить для подачи текучей среды к разделительному элементу для охлаждения разделительного элемента, так что разделительный элемент и тем самым также подлежащие разделению волокна могут иметь уменьшенную температуру. Кроме того, текучая среда может служить для удаления стружки и т.п.
Согласно другому предпочтительному варианту выполнения предусмотрено, что разделительное устройство выполняет перемещение, которое имеет частоту >1 Гц. В особенно предпочтительных вариантах выполнения разделительное устройство выполняет перемещение с частотой больше 10 Гц, при этом частота между 40 Гц и 100 Гц является предпочтительной. Кроме того, перемещение предпочтительно имеет частоту между 50 Гц и 60 Гц. Кроме того, возможны также частоты больше 100 Гц, больше 200 Гц, больше 300 Гц или больше 400 Гц.
Согласно другому предпочтительному варианту выполнения предусмотрено, что волоконная композитная ткань состоит из стеклянных волокон или содержит стеклянные волокна. Стеклянное волокно является, в частности, состоящим из стекла длинным тонким волокном. Эти тонкие волокна вытягиваются из расплава стекла при изготовлении, а затем перерабатываются во множество конечных изделий. Наряду со стеклянными волокнами, волоконная композитная ткань может содержать дополнительно другие неорганические волокна, такие как, например, базальтовые волокна или стальные волокна, а также органические волокна, такие как, например, арамидные и/или углеродные, и/или полиэфирные волокна. Такие волокна, в частности, стеклянные волокна, имеют особенно высокую прочность, так что разделение отдельных волокон и, в частности, разделение содержащей одно из этих волокон волоконной композитной ткани значительно затруднено. Кроме того, волоконная композитная ткань может содержать связующее вещество, такое как, например, клей.
Согласно другому предпочтительному варианту выполнения предусмотрено, что волоконная композитная ткань имеет высоту в направлении перемещения, и эта высота равна 50 мм или больше. Волоконная композитная ткань предпочтительно имеет плоскую протяженность и ортогонально этой плоской протяженности высоту. Кроме того, эта волоконная композитная ткань разделяется, в частности, с помощью разделительного элемента, который выполняет перемещение, которое ориентировано параллельно этой высоте. Кроме того, волоконная композитная ткань имеет в направлении своей высоты размер, соответственно, протяженность 50 мм или больше. Эти 50 мм высоты могут относиться к одной единственной точке волоконной композитной ткани и/или к нескольким точкам или, соответственно, местам волоконной композитной ткани. Предпочтительно, указание высоты означает, что волоконная композитная ткань имеет эту высоту на более чем 50% своей плоской протяженности, в частности, более чем 75% или более 90% своей плоской протяженности.
Согласно другому предпочтительному варианту выполнения предусмотрено, что волоконная композитная ткань имеет высоту в направлении перемещения, и эта высота составляет 75 мм или больше. Согласно другому предпочтительному варианту выполнения предусмотрено, что волоконная композитная ткань имеет высоту в направлении перемещения, и эта высота равна 90 мм или больше.
Согласно другому особенно предпочтительному варианту выполнения предусмотрено, что зубчатый венец имеет постоянное расстояние между вершинами зубьев. Постоянное расстояние между вершинами зубьев означает, что вершины зубьев, здесь волн, имеют одинаковое расстояние друг от друга. В частности, постоянное расстояние между вершинами зубьев означает, что несколько, соответственно множество, расположенных зубьев имеют постоянное расстояние между вершинами зубьев. Например, также отдельные зубья этого зубчатого венца, например, первый и/или последний зуб зубчатого венца, т.е. те зубы, которые имеют соседний зуб лишь на одной стороне, имеют расстояние между вершинами зубьев, которое не соответствует расстоянию между вершинами зубьев множества, соответственно нескольких, зубьев.
В другом особенно предпочтительном варианте выполнения способа предусмотрено, что зубчатый венец имеет расстояние между вершинами зубьев между 0,5 мм и 2,5 мм, предпочтительно между 0,8 мм и 2 мм, в частности, между 1 мм и 1,5 мм. Согласно другому предпочтительному варианту выполнения способа предусмотрено, что зубчатый венец имеет изменяющееся расстояние между вершинами зубьев. Изменяющееся расстояние между вершинами зубьев означает, в частности, что уже определенное выше расстояние между вершинами зубьев не является постоянным. Предпочтительно, в этом варианте выполнения расположенные в зубчатом венце зубья расположены по случайному принципу, так что нет системности в расположении. В качестве альтернативного решения, расположение зубьев имеет систему, которая тем не менее обеспечивает постоянное расстояние между вершинами зубьев.
Согласно другому предпочтительному варианту выполнения способа предусмотрено, что зубчатый венец имеет чередующееся расстояние между вершинами зубьев. Чередующееся предпочтительно означает, что нечто больше чем один раз регулярно попеременно следует друг за другом. В соответствии с этим, чередующееся расстояние между вершинами зубьев означает, что зубчатый венец имеет два, три или больше различных расстояний между вершинами зубьев. Эти различные расстояния между вершинами зубьев могут повторяться в любой последовательности, при этом предпочтительно распознаваема регулярность.
Согласно другому предпочтительному варианту выполнения способа предусмотрено, что разделение начинается на кромке волоконной композитной ткани. Предпочтительно, разделение начинается поэтому с наружной стороны волоконной композитной ткани. Кроме того, волоконная композитная ткань предпочтительно может также иметь внутри своей плоской протяженности кромку, от которой может начинаться разделение. Под кромкой понимается, в частности, край или, соответственно, наружное ограничение волоконной композитной ткани.
В другом предпочтительном варианте выполнения способа предусмотрено, что разделение начинается от отверстия в волоконной композитной ткани. Например, это отверстие в волоконной композитной ткани может быть выполнено специально для способа разделения, и/или это отверстие выполнено по конструктивным причинам. В качестве альтернативы, отверстие выполняется в предварительной стадии способа, которая предпочтительно выполняется также с помощью разделительного устройства.
Согласно другому аспекту данного изобретения, указанная вначале задача решена с помощью применения разделительного устройства для разделения сухой волоконной композитной ткани с множеством расположенных друг над другом слоев ткани, содержащего разделительный элемент с зубчатым венцом, при этом зубчатый венец имеет волновой профиль с множеством зубьев, при этом разделительный элемент перемещается поступательно с перемещением, при этом перемещение больше расстояния между вершинами двух соседних зубьев зубчатого венца.
Согласно другому аспекту данного изобретения, указанная вначале задача решена с помощью ветроэнергетической установки, содержащей по меньшей мере одну лопасть ротора, при этом лопасть ротора содержит волоконную композитную ткань, которая разделяется согласно указанным выше вариантам выполнения. В готовой для работы лопасти ротора волоконная композитная ткань присутствует предпочтительно не в виде сухой волоконной композитной ткани, а в виде волоконного композитного материала, который содержит волоконную композитную ткань и матрицу, при этом матрица предпочтительно введена посредством инфузии и дополнительно предпочтительно подвергнута затвердеванию. Созданный с помощью разделенной сухой волоконной композитной ткани волоконный композитный материал отличается, в частности, повышенной долей стеклянных волокон в зоне кромки резания. Кроме того, кромка резания отличается отдельными волокнами, например, стеклянными волокнами или, соответственно, элементарными нитями, которые при разделении вытянуты из слоев ткани и/или из отдельных ровингов. Кроме того, созданная с помощью способа согласно изобретению кромка резания отличается тем, что (по меньшей мере в более высокой мере, чем в не разрезанных, а изготовленных непосредственно в виде отдельных частей волоконных композитных конструктивных элементов) на кромке резания распознаваемы или, соответственно, имеются обломки волокна и/или пыль волоконного материала (например, стеклянная пыль), в частности, также между слоями ткани.
Относительно других преимуществ, вариантов выполнения и подробностей выполнения этих других аспектов и их возможных модификаций делается ссылка на приведенное выше описание соответствующих признаков и модификаций способа разделения сухой волоконной композитной ткани.
Ниже приводится в качестве примера пояснение предпочтительных вариантов выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - вариант выполнения ветроэнергетической установки;
фиг. 2 - блок-схема способа, согласно изобретению;
фиг. 3 - вариант выполнения разделительного устройства, на виде сбоку;
фиг. 4 - разделительное устройство, согласно фиг. 3, с вариантом выполнения волоконной композитной ткани;
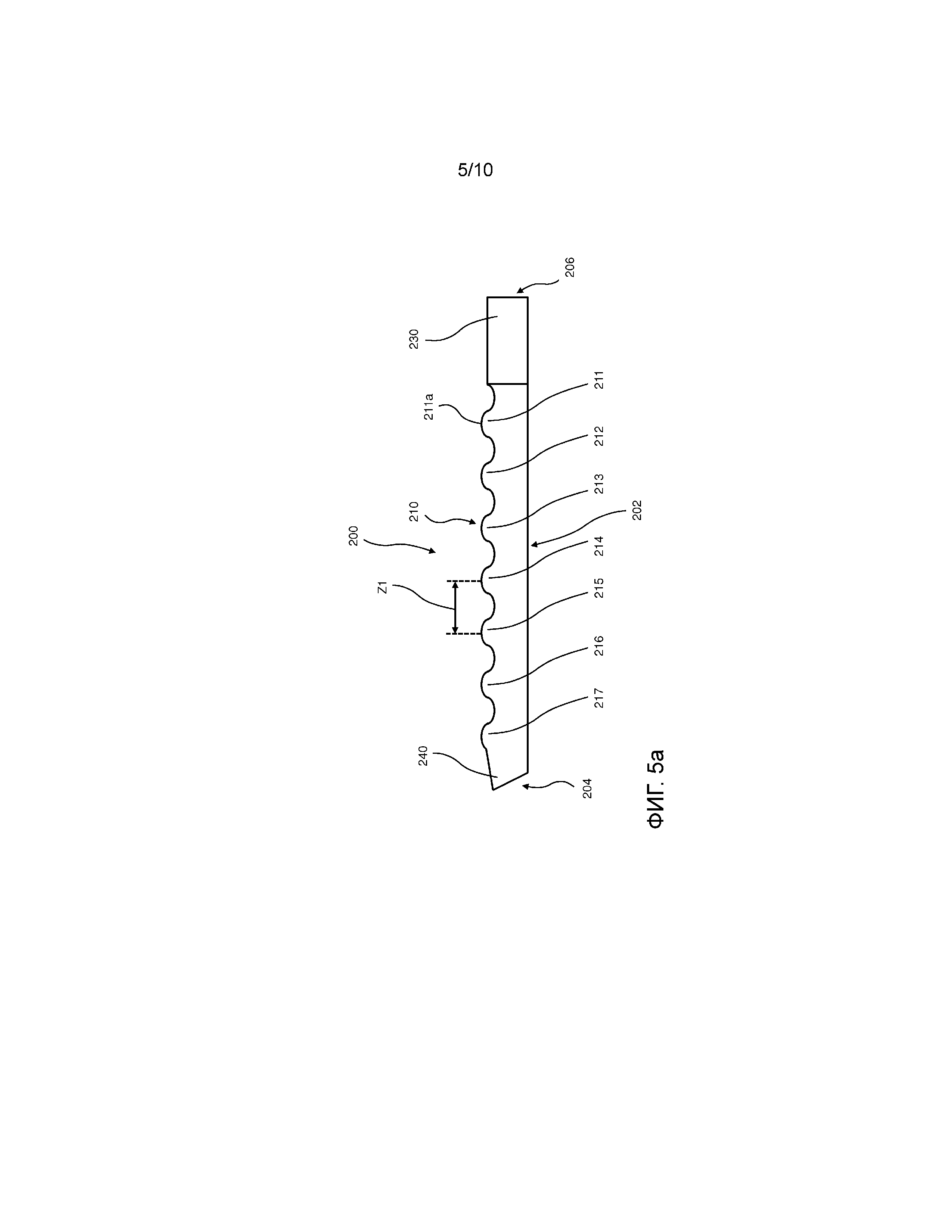
фиг. 5а - вариант выполнения разделительного элемента, на виде сбоку;
фиг. 5b - деталь разделительного элемента, согласно фиг. 5а; в увеличенном масштабе;
фиг. 5с - часть варианта выполнения зубчатого венца, в увеличенном масштабе;
фиг. 6 - другой вариант выполнения разделительного элемента, на виде сбоку;
фиг. 7 - вариант выполнения лопасти ротора, в изометрической проекции; и
фиг. 8 - вариант выполнения рулона заготовки.
На фигурах одинаковые или по существу функционально одинаковые или, соответственно, аналогичные элементы обозначены одинаковыми позициями.
На фиг. 1 схематично показан в качестве примера вариант выполнения ветроэнергетической установки. На фиг. 1, в частности, показана ветроэнергетическая установка 100 с башней 102 и гондолой 104. На гондоле 104 расположен ротор 106 с тремя лопастями 108 ротора и обтекателем 110. Ротор 106 приводится при работе с помощью ветра во вращательное движение и тем самым приводит в действие генератор в гондоле 104.
На фиг. 2 показан в качестве примера вариант выполнения способа согласно изобретению в виде блок-схемы. На стадии А способа создается сухая волоконная композитная ткань. В частности, волоконная композитная ткань создается так, что она затем может разделяться. Предпочтительно, волоконная композитная ткань создается, например, на столе или на другой по существу горизонтальной поверхности, которая предназначена и пригодна для расположения волоконной композитной ткани так, что она может быть разделена с помощью разделительного устройства.
В частности, волоконная композитная ткань предпочтительно расположена своей плоской протяженностью по существу горизонтально. На стадии В способа создается разделительное устройство, которое предназначено и пригодно для разделения волоконной композитной ткани. Разделительное устройство может быть, например, машиной для резки ножевидным инструментом. На стадиях С и D созданная волоконная композитная ткань разделяется с помощью созданного разделительного устройства. Разделительный зазор может иметь прямую и/или дуговую геометрическую форму. Кроме того, разделение предпочтительно осуществляется так, что волоконная композитная ткань относительно ее плоской протяженности разделяется на две или больше частей. Это разделение осуществляется, в частности, с помощью стадии D способа, в котором происходит поступательное движение зубчатого венца разделительного элемента на и/или в волоконной композитной ткани. Это поступательное движение зубчатого венца на, соответственно, в волоконной композитной ткани происходит, согласно изобретению, так, что поступательно выполняемое перемещение разделительного элемента имеет большую величину, чем расстояние между вершинами зубьев зубчатого венца. Кроме того, зубчатый венец имеет волновой профиль с множеством зубьев.
На фиг. 3 показан на виде сбоку в качестве примера вариант выполнения разделительного устройства. Разделительное устройство 10 содержит приводную зону 11 и ногу 13 разделительного устройства, между которыми на одной стороне проходит стойка 12 разделительного устройства. Поэтому приводная зона 11 и нога 13 разделительного устройства выступают из стойки 12 разделительного устройства. Кроме того, приводная зона 11 и нога 13 разделительного устройства выступают на одной и той же стороне стойки 12 разделительного устройства. Нога 13 разделительного устройства имеет дополнительно горизонтальную нижнюю сторону 131, с помощью которой разделительное устройство 10 установлено на основание. Горизонтальная нижняя сторона 131 ноги 13 разделительного устройства расположена по существу ортогонально вертикально проходящему разделительному элементу 200. Проходящий вертикально разделительный элемент 200 расположен одним концом внутри приводной зоны 11, так что разделительный элемент 200 расположен между приводной зоной 11 и ногой 13 разделительного устройства.
Разделительный элемент 200 имеет плоскую протяженность между дистальным концом 204 и проксимальным концом (не изображен), который расположен противоположно дистальному концу 204 относительно продольной протяженности. Кроме того, на одной кромке разделительного элемента 200 расположен зубчатый венец 210. Зубчатый венец 210 имеет волновой профиль, который имеет множество зубьев, которые имеют постоянное расстояние Z1 между вершинами соседних с ними зубьев. Проксимальный конец разделительного устройства 10 расположен в приводной зоне 11 разделительного устройства. Это расположение осуществляется, в частности, так, что разделительное устройство 10 выполнено с приемной зоной 11, с целью вертикального поступательного перемещения разделительного элемента 200, при этом это перемещение происходит, в частности, с перемещением Н. Кроме того, движение разделительного элемента 200 происходит так, что перемещение Н больше расстояния Z1 между вершинами зубьев. Перемещение Н может проходить вплоть до горизонтальной нижней стороны 131 ноги 13 разделительного устройства. В качестве альтернативного решения, нижняя точка возврата перемещения расположена в направлении приводной зоны 11 на расстоянии от горизонтальной нижней стороны 131. На фиг. 3 разделительный элемент 200 находится в верхней точке 250 возврата перемещения Н. Нижняя точка 260 возврата перемещения Н находится на одной высоте с горизонтальной нижней стороной 131 ноги 13 разделительного устройства.
На фиг. 4 показано разделительное устройство, согласно фиг. 3, с показанным в качестве примера вариантом выполнения сухой волоконной композитной ткани. Волоконная композитная ткань 300 содержит волокна 310, а также расположенное между волокнами 310 связующее средство 320. За счет показанного, в частности, на фиг. 3 расположения друг над другом по существу по вертикали волокон 310 возникает высота 330 волоконной композитной ткани.
Разделительное устройство 10 предназначено, в частности, для разделения волоконной композитной ткани 300 от первого конца 302 до второго конца 304. Это осуществляется за счет по существу поступательного движения разделительного элемента 200 на и/или в сухой волоконной композитной ткани в направлении R движения с перемещением, которое больше расстояния между вершинами двух соседних зубьев зубчатого венца. Кроме того, разделительный элемент 200 движется в направлении R движения, в то время как разделительное устройство 10 движется с направлением V подачи через волоконную композитную ткань.
В качестве альтернативного решения, направление V подачи может создаваться тем, что волоконная композитная ткань 300 перемещается в направлении, которое противоположно обозначенному направлению V подачи. Дистальный конец 204 (см. фиг. 3) разделительного устройства 200 направляется между верхней точкой 250 возврата и нижней точкой 260 возврата в направлении R движения. В точках 250, 260 возврата разделительный элемент имеет скорость в своем направлении R движения, равную нулю. Между обеими точкой 250 возврата и нижней точкой 260 возврата имеется расстояние, которое соответствует перемещению Н. На фиг. 4 перемещение, а также верхняя и нижняя точка 250, 260 возврата изображены лишь схематично, с целью иллюстрации формы движения разделительного элемента в или, соответственно, на волоконной композитной ткани. Предпочтительно, перемещение меньше высоты волоконной композитной ткани 330. В качестве альтернативы перемещение предпочтительно равно высоте или больше высоты волоконной композитной ткани 330.
На фиг. 5а показан на виде сбоку в качестве примера вариант выполнения разделительного элемента. Разделительный элемент 200 проходит от проксимального конца 206 к дистальному концу 204. В зоне, примыкающей к проксимальному концу 206, разделительный элемент 200 имеет крепежный участок 230. Этот крепежный участок 230 предназначен и пригоден для расположения на разделительном устройстве 10 так, что разделительный элемент 200 может перемещаться с поступательным движением в направлении движения и с перемещением. Для этого крепежный участок 230 зажат, например, в предназначенном для этого приемном приспособлении приводной зоны 11. В зоне, граничащей с дистальным концом 204 разделительного элемента 200, расположена вершина 240 ножа. Между вершиной 240 ножа и крепежным участком 230 находится хвостовик 202. Хвостовик 202 имеет первую сторону, на которой расположен зубчатый венец 210. На противоположно лежащей стороне хвостовика 202 он имеет прямую кромку.
В данном случае зубчатый венец 210 имеет волновой профиль. Зубчатый венец 210 имеет первый зуб 211, второй зуб 212, третий зуб 213 и четвертый зуб 214, пятый зуб 215, шестой зуб 216 и седьмой зуб 217. Каждый зуб имеет вершину зуба, при этом в качестве примера изображена для первого зуба 211 относящаяся к нему первая вершина 211а зуба. Между зубьями находятся промежуточные пространства зубьев, которые в данном случае выполнены в виде впадины волны. Кроме того, расстояние Z1 между вершинами зубьев проходит по кратчайшему пути между вершинами двух соседних зубьев. Показанный в качестве примера разделительный элемент 200 имеет здесь постоянное расстояние Z1 между вершинами зубьев.
На фиг. 5b показана часть разделительного элемента, согласно фиг. 5а, в увеличенном масштабе. Место зуба, которое в ортогональном направлении имеет наибольшее расстояние от линии 220 основания зубьев, называется вершиной зуба. Второй зуб 212 имеет, например, вершину 212а зуба. Между линией 220 основания зубьев и вершиной 212а зуба проходит высота 222 зуба. Между вершинами двух соседних зубьев проходит по кратчайшему пути расстояние Z1 между вершинами зубьев.
На фиг. 5с показан в качестве примера вариант выполнения зубчатого венца. На хвостовике 202' расположен зубчатый венец 210ʺ, который имеет линию 220' основания зубьев. Линия 220' основания зубьев в этом варианте выполнения не является прямой, а имеет синусоидальное прохождение. Зубчатый венец 210ʺ имеет множество зубьев, основания которых расположены на линии 220' основания зубьев. Кроме того, вершины зубьев имеют расстояние друг от друга, которое соответствует расстоянию Z1 между вершинами зубьев.
На фиг. 6 показан на виде сбоку в качестве примера другой вариант выполнения разделительного элемента. Разделительный элемент 200' отличается от поясненного прежде разделительного элемента 200, в частности, тем, что он имеет другой зубчатый венец 210'. В частности, этот зубчатый венец 210' отличается тем, что он имеет первое расстояние Z1 между вершинами зубьев и второе расстояние Z2 между вершинами зубьев. Разделительный элемент 200' содержит первый зуб 211, второй зуб 212, третий зуб 213 и четвертый зуб 214, пятый зуб 215, шестой зуб 216 и седьмой зуб 217. Между вершинами первого зуба 211 и второго зуба 212, а также между вершинами шестого зуба 216 и седьмого зуба 217 проходит первое расстояние Z1 между вершинами зубьев. Второй зуб 212 и четвертый зуб 214, а также четвертый зуб 214 и шестой зуб 216 расположены на расстоянии Z2 между вершинами зубьев. В данном случае второе расстояние Z2 между вершинами зубьев имеет примерно двойную величину по сравнению с первым расстоянием Z1 между вершинами зубьев. Поэтому данный зубчатый венец 210' соответствует чередующемуся зубчатому венцу, поскольку в нем первое расстояние Z1 между вершинами зубьев больше одного раза регулярно попеременно следует друг за другом.
На фиг. 7 показан в изометрической проекции в качестве примера вариант выполнения лопасти ротора, которая может использоваться в ветроэнергетической установке 100, согласно фиг. 1. Лопасть 108' проходит от корневой зоны 109 к зоне 111 вершины. В корневую зону вложена волоконная композитная ткань 300', здесь заготовка, при этом после ее вложения осуществляется инфузия этой волоконной композитной ткани. В качестве примера здесь заготовка является также пакетом слоев, который в корневой зоне вложен в оболочку перед инфузией. Для создания подходящей волоконной композитной ткани 300' для лопасти 108' ротора, в частности для его корневой зоны 109, необходимо разделять волоконную композитную ткань, если она не изготовлена в виде получаш. Это разделение может осуществляться с помощью показанного на фиг. 2 способа со стадиями А-D, а также с помощью поясненного применительно к фиг. 2 и 3 разделительного устройства 10. В частности, необходимо разделение волоконной композитной ткани 300' для корневой зоны 109 лопасти 108' ротора ветроэнергетической установки, когда полуфабрикат волоконной композитной ткани 300 создан трубчатым.
На фиг. 8 схематично показан в качестве примера вариант выполнения намотки заготовки. Устройство 400 для изготовления волоконной композитной ткани содержит сердечник 410, на который наматывается ткань 350 полуфабриката 420 ткани. Сердечник 410 движется в направлении KR сердечника, а полуфабрикат 420 ткани движется в направлении HZR полуфабриката. Таким образом, на сердечник 410 наматывается волоконная композитная ткань 300ʺ. Сердечник, в частности, после изготовления волоконной композитной ткани 300ʺ удаляется. Для того чтобы затем эту трубчатую сухую волоконную композитную ткань 300ʺ разделять так, что она может быть введена, например, в лопасть 108' ротора, в частности в его корневую зону 109, предпочтительно необходимо соответствующим образом вырезать эту волоконную композитную ткань 300ʺ. Для этого трубчатая волоконная композитная ткань разделяется предпочтительно в двух, предпочтительно лежащих противоположно местах 430, 440 разделения. Это резание может осуществляться с помощью способа, согласно изобретению.
В частности, с помощью способа, согласно изобретению, можно выполнять точное резание волоконной композитной ткани и, кроме того, достигать хорошего качества кромок, соответственно качества кромок резания. За счет этого хорошего качества кромок, соответственно кромок резания, упрощается обрезка волоконной композитной ткани, за счет чего, в частности, уменьшается стоимость, а также необходимые затраты труда, и обеспечивается улучшенная инфузия. Кроме того, с помощью устройства 400 для изготовления волоконной композитной ткани можно очень быстро изготавливать трубчатые полуфабрикаты с большой высотой для волоконной композитной ткани, а затем разрезать. Таким образом, поверхности резания, в частности, свободны од бахромы или по меньшей мере имеют меньшую бахрому, и граничащие с поверхностью резания волокна не слипаются или по меньшей мере слипаются меньше. Таким образом, может быть значительно уменьшена стоимость лопасти ротора ветроэнергетической установки.
Перечень позиций
10 Разделительное устройство
11 Приводная зона разделительного устройства
12 Стойка разделительного устройства
13 Нога разделительного устройства
100 Ветроэнергетическая установка
102 Башня
104 Гондола
106 Ротор
108,108' Лопасти ротора
109 Корневая зона
110 Обтекатель
111 Зона вершины
131 Нижняя поверхность ноги разделительного устройства
200,200' Разделительный элемент
202,202',202ʺ Хвостовик
204 Проксимальный конец
206 Дистальный конец
210,210',210ʺ Зубчатый венец
211 Первый зуб
211а Первая вершина зуба
212 Второй зуб
213 Третий зуб
214 Четвертый зуб
215 Пятый зуб
216 Шестой зуб
217 Седьмой зуб
220,220' Линия основания зубьев
230 Крепежный участок
240 Вершина ножа
300,300',300ʺ Волоконная композитная ткань
302 Первый конец волоконной композитной ткани
304 Второй конец волоконной композитной ткани
310 Волокно
320 Связующее средство
330 Высота волоконной композитной ткани
350 Ткань
400 Устройство для изготовления волоконной композитной ткани
410 Сердечник
A Стадия способа
B Стадия способа
C Стадия способа
D Стадия способа
H Перемещение ножа
HZR Направление вращения полуфабриката
KR Направление вращения сердечника
R Направление движения ножа
V Направление подачи разделительного устройства
Z1, Z1' Первое расстояние между вершинами зубьев
Z2 Второе расстояние между вершинами зубьев
Реферат
Изобретение относится к разделению сухой волоконной композитной ткани с множеством расположенных друг над другом слоев ткани. Осуществляют разделение сухой волоконной композитной ткани с помощью разделительного устройства. Разделительное устройство содержит разделительный элемент с зубчатым венцом, имеющим волновой профиль с множеством зубьев. Разделение осуществляют путем поступательного движения зубчатого венца в сухой волоконной композитной ткани с перемещением, которое больше расстояния между вершинами двух соседних зубьев зубчатого венца. В результате улучшается качество поверхностей резания и уменьшается стоимость разделения. 3 н. и 12 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для резки режущим инструментом слоистого материала, выполненного из хрупкого материала и пластмассы
Комментарии