Диск с отверстиями, в частности, для клапанных форсунок - RU2157912C2
Код документа: RU2157912C2
Чертежи






























Описание
Изобретение касается диска с отверстиями, предназначенного, в частности, для клапанных форсунок, в соответствии с ограничительной частью главного пункта формулы изобретения.
Из выложенного описания изобретения к неакцептованной заявке Европейского Патентного Ведомства EP-OS 0354660 известно изготовление форсунок в форме дисков с отверстиями, так называемых "дисков типа S". Этим самым предполагается, что выпускные отверстия в диске с отверстиями выполнены смещенными друг относительно друга, в результате чего в потоке текучей среды, проходящей через диск с отверстиями, принудительно возникает "S-образный виток". Предложенные диски с отверстиями образуются двумя плоскими, соединенными контактами пластинками, выполненными из кремния. На кремниевых пластинках отформованы зоны уменьшенной толщины, так что между отверстиями первой пластинки и одним отверстием второй пластинки образованы щелевидные отверстия, проходящие поперек потока параллельно торцевым поверхностям пластинок. С помощью известной технологии масок посредством травления на кремниевых пластинках, которые имеют множество структур дисков с отверстиями, выполняют впускные и выпускные отверстия. Имеющие форму усеченного конуса контуры для отверстий в диске с отверстиями вытекают логически из анизотропной техники травления.
Клапанная система, состоящая из упругой кремниевой клапанной пластинки и пластинки форсунки, выполненной также из кремния, уже известна из выложенного описания изобретения к неакцептованной заявке Европейского Патентного Ведомства EP-OS 0314285. Обе кремниевые пластинки соединены друг с другом и могут отклоняться относительно друг друга. В кремниевых клапанных пластинках предусмотрены впускные отверстия, которые размещены со смещением относительно выпускных отверстий в пластинках форсунок. В закрытом состоянии клапанной системы плоские поверхности кремниевой клапанной пластинки уплотняют выпускные отверстия в пластинке форсунок, в то время как при деформации пластинки форсунки посредством элемента манипулирования возникает S-образный проход для текучей среды, и клапанная система открывается.
Из патента США 4907748 уже известна топливная клапанная форсунка, которая на своем конце, расположенном по течению потока, имеет состоящее из двух кремниевых пластинок сопло. Так же, как и в описанных выше дисках с отверстиями, впускные и выпускные отверстия в обеих кремниевых пластинках смещены друг относительно друга, так что в потоке текучей среды, в данном случае топлива, возникает "S-образный виток".
Все названные выше диски с отверстиями, которые выполнены из кремния, обладает недостатком - недостаточным при определенных обстоятельствах сопротивлением разрушению, которое является следствием хрупкости кремния. Как раз при длительных нагрузках, например, в клапанной форсунке (колебания двигателя), имеется опасность разрушения кремниевых пластинок. Установка кремниевых пластинок на металлических элементах конструкции, как, например, на клапанных форсунках, является дорогостоящей, так как должны быть найдены особые решения по выполнению зажимов без напряжений, и герметизация клапана является проблематичной. Например, невозможно произвести приваривание выполненных из кремния дисков с отверстиями к клапанной форсунке. Кроме того, недостаток состоит в износе краев отверстий кремниевых дисков при частом прохождении текучей среды.
Далее из патента ФРГ DR-PS 483615 уже известна форсунка для двигателей внутреннего сгорания с системой впрыска топлива, которая образована также двумя пластиками форсунки, при этом пластинки форсунки имеют размещенные со смещением друг относительно друга впускные и выпускные отверстия, что способствует разрыву протекающего топлива. Однако с помощью этой форсунки никоим образом невозможно формирование струи разбрызгиваемого топлива в соответствии с желаемой геометрией. Обе металлические пластинки форсунки изготовлены или же соответственно обработаны с помощью условной технологии (рельефной формовки, штамповки, накатки, резки, сверления, фрезерования, шлифования и т.д.).
Преимущества изобретения
Диск с отверстиями согласно
изобретению, обладающий отличительными признаками главного пункта формулы
изобретения, имеет преимущество, состоящее в том, что равномерное мельчайшее распыление текучей среды достигается без
дополнительной энергии, а именно лишь за счет имеющегося в распоряжении давления
среды, причем достигаются особенно высокое качество распыления и форма струи, соответствующая предъявляемым
требованиям. И, как следствие, при использовании такого диска с отверстиями, установленного
на двигателе внутреннего сгорания, кроме всего прочего уменьшается выброс выхлопных газов, а также
достигается уменьшение потребления топлива.
Посредством гальванического осаждения металла можно, предпочтительным образом, изготавливать диски с отверстиями репродуцируемым способом одновременно с высокой точностью, очень дешево и в большом количестве. Кроме того, этот способ изготовления дает широкие возможности в части формы конструктивного выполнения, поскольку контуры отверстий в диске с отверстиями выбираются свободно. Способ осаждения металла обладает преимуществом, в частности, по сравнению с изготовлением дисков, поскольку обеспечивает очень большое многообразие материалов. При изготовлении диска с отверстиями согласно изобретению могут находить применение различные металлы с различными магнитными свойствами и с различной твердостью.
С помощью приведенных в зависимых пунктах формулы изобретения признаков имеется возможность реализации других предпочтительных форм выполнения и улучшенных вариантов выполнения указанного в основном пункте формулы изобретения диска с отверстиями.
Особое преимущество состоит в том, что диски с отверстиями согласно изобретению могут выполняться в форме дисков типа S для получения экзотических, необычных форм струи. Эти диски с отверстиями позволяют получать для одноструйных, двухструйных и многоструйных спреев бесчисленные варианты форм поперечных сечений струи, как, например, прямоугольники, треугольники, кресты, эллипсы. Такие необычные формы струй позволяют производить точное оптимальное согласование с заданной геометрией, например, с разными поперечными сечениями выпускного газопровода двигателей внутреннего сгорания. Отсюда вытекают преимущества согласованного по форме использования имеющегося в распоряжении поперечного сечения для равномерно распределенной подачи смеси, которая ведет к уменьшению количества выхлопных газов, и для предотвращения отложений на стенках выпускного газопровода, наносящих вред выхлопным газам.
Особенно предпочтительным является то, что каналы, выполненные в виде элементов, соединяющих потоки, проходящие через впускные и выпускные отверстия, снабжены продолжениями (cavities), в которых за счет протекающей мимо текучей среды образуются завихрения потока. Взаимодействие между завихрением и образующим его потоком приводит к временным нестабильностям в зоне взаимодействия. Поток принудительно приводится в колебательное движение, в результате чего, во-первых, могут возникать своеобразные рисунки струй, а во-вторых, возникающая как следствие турбулентность приводит к уменьшению среднего диаметра капли в спрее.
Следующее преимущество вытекает из использования в диске с отверстиями задерживающей ловушки. Вследствие движения по инерции после задерживающей ловушки возникает вихревой шлейф с сильными поперечными импульсами. Турбулентность в вихревом шлейфе способствует тому, чтобы разбрызгивался спрей, содержащий очень мелкие капельки. Следствием предпочтительного уменьшения среднего диаметра капельки в спрее является равномерное распределение спрея. Причиной является меньшая плотность распределения капелек как результат гомогенности спрея. Отсюда вытекает снижение вероятности коагуляции капелек.
С помощью полислойной гальванической обработки можно, предпочтительным образом, дешево и с чрезвычайно высокой точностью получать подрезы.
Другие преимущества упомянуты при описании примеров выполнения.
Чертежи
Примеры выполнения изобретения представлены на
чертежах в упрощенном виде и более подробно пояснены в нижеследующем описании. На фиг. 1 показана изображенная частично клапанная форсунка, имеющая диск
с отверстиями согласно изобретению; на фиг. 2
- диск с отверстиями на виде снизу; на фиг. 3 - диск с отверстиями в разрезе по III-III на фиг. 2; на фиг. 4 - зона протекающей среды трехслойного диска с
отверстиями; на фиг. 5 - зона протекающей
среды трехслойного диска с отверстиями с первым продолжением канала; на фиг. 6 - зона протекающей среды трехслойного диска с отверстиями со вторым
продолжением канала; на фиг. 7 - зона протекающей
среды пятислойного диска с отверстиями с продолжениями канала; на фиг. 8 - зона протекающей среды четырехслойного диска с отверстиями с продолжениями
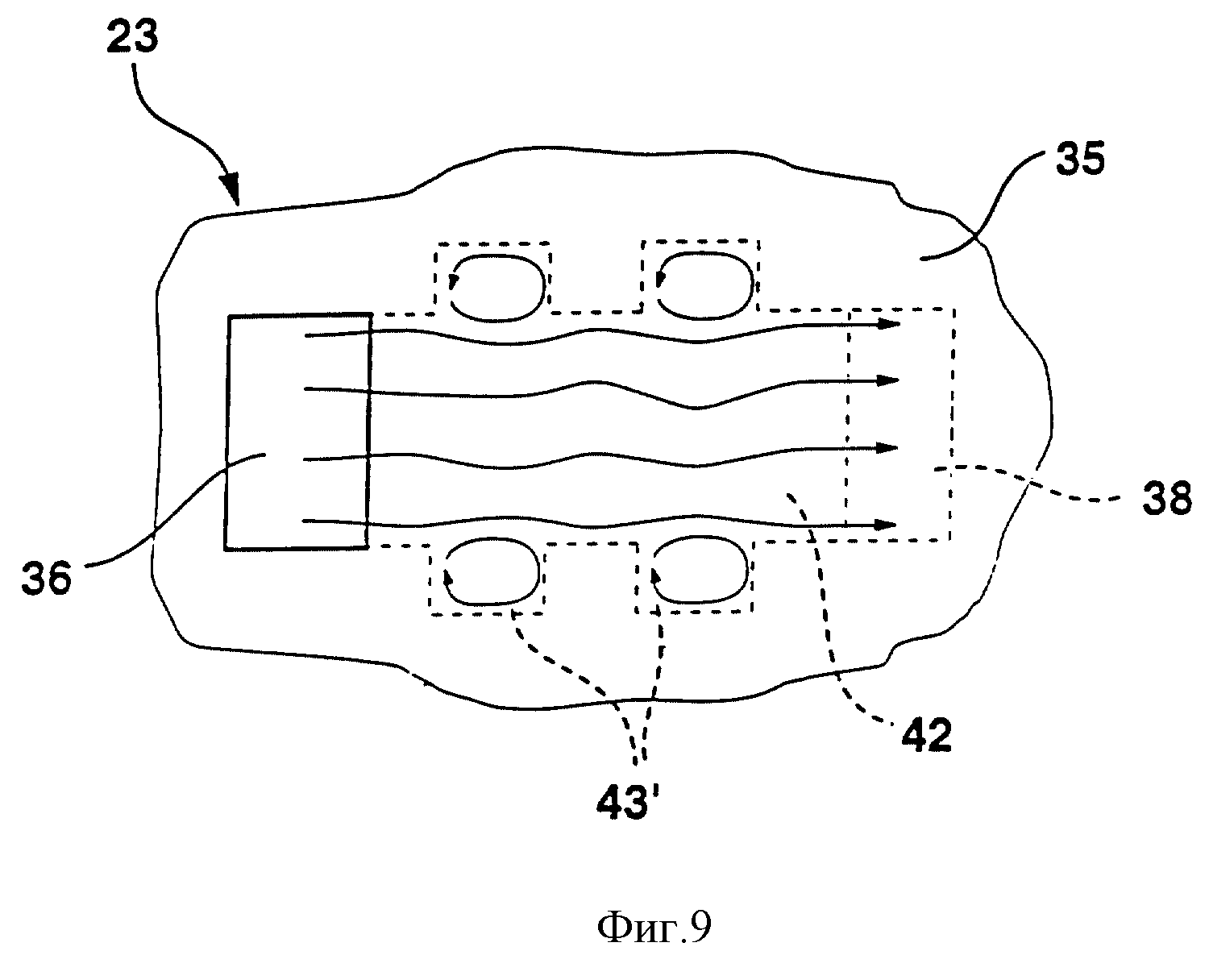
канала; на фиг. 9 - схематический вид сверху на
диск с отверстиями с боковыми продолжениями канала; на фиг. 10 - зона протекающей среды диска с отверстиями с задерживающей ловушкой; на фиг. 11 - диск
с отверстиями на виде снизу; на фиг. 12 - диск
с отверстиями в разрезе по XII-XII по фиг. 11; на фиг. 13 - диск с отверстиями на виде снизу; на фиг. 14 - другой диск с отверстиями на виде сверху с
немногогранными отверстиями; на фиг. 15 - диск с
отверстиями в разрезе по XV-XV на фиг. 14 с изображенными схематически инструментами (в обратном направлении потока); на фиг. 16-20 - технологические
операции по изготовлению диска с отверстиями с
помощью полислойной гальваники; на фиг. 21 - диск с отверстиями после латерального разрастания; на фиг. 22 - изображение в разрезе диска с отверстиями с
различными диаметрами отдельных слоев; на фиг.
23 - вид сверху на центральную зону диска с отверстиями, представленного в разрезе на фиг. 22; на фиг. 24 - следующий диск на виде сверху; на фиг. 25-27
- три центральные зоны дисков с отверстиями с
соответствующим прямоугольным впускным отверстием; на фиг. 28 - диск с отверстиями на виде сверху с асимметричным распределением зон отверстия; на фиг. 29
и 30 - две центральные зоны дисков с
отверстиями с асимметричным распределением зон отверстия; на фиг. 31 - центральная зона диска со сплошными круглыми отверстиями; на фиг. 32 - центральная зона
диска с отверстиями с шестнадцатью
серповидными впускными отверстиями и на фиг. 33 - центральная зона диска с приблизительно полукруглым впускным отверстием и серповидными выпускными отверстиями.
Описание примеров
выполнения
На фиг. 1 в качестве примера выполнения в разрезе частично изображен клапан в форме клапанной форсунки для систем впрыска топлива двигателей
внутреннего сгорания со сжатием
рабочей смеси и с принудительным зажиганием. Клапанная форсунка имеет трубообразную опору 1 седла клапана, в которой концентрично относительно продольной оси 2 клапана
выполнено удлиненное отверстие
3. В удлиненном отверстии 3 размещена, например, трубообразная игла 5 клапана, которая на своем расположенном по течению потока конце 6 соединена, например, с
шарообразным закрывающим клапан телом 7,
по периметру которого предусмотрены, например, пять лысок.
Управление клапанной форсунки происходит известным образом, например, с помощью электромагнита. Для аксиального перемещения иглы 5 клапана и, тем самым, для открытия против усилия неизображенной возвратной пружины или для закрытия клапанной форсунки служит обозначенная электромагнитная цепь с магнитной катушкой 10, якорем 11 и сердечником 12. Якорь 11 соединен с концом иглы 5 клапана, обращенным от закрывающего клапан тела 7, например, сварным швом, выполненным лазером, и ориентирован на сердечник 12.
Для направления закрывающего клапан тела 7 во время аксиального движения служит направляющее отверстие 15 тела 16 седла клапана. В расположенный вниз по потоку обращенный от сердечника 12 конец опоры 1 седла клапана в проходящем концентрично относительно продольной оси 2 клапана продольном отверстии 3 с помощью сварки плотно установлено имеющее цилиндрическую форму тело 16 седла клапана. На своей нижней торцевой стороне 17, обращенной от закрывающего клапан тела 7, тело 16 седла клапана концентрично и жестко соединено с выполненным, например, чашеобразно опорным диском 21, который непосредственно прилегает к телу 16 седла клапана. При этом опорный диск 21 имеет форму, аналогичную уже известным чашеобразным дискам с распылительными отверстиями, причем средняя зона опорного диска 21 снабжена ступенчатым сквозным отверстием 22 для крепления в нем диска 23 с отверстиями согласно изобретение.
Соединение тела 16 седла клапана и опорного диска 21 осуществляется, например, посредством проходящего вокруг герметичного, выполненного с помощью лазера первого сварного шва 25. Посредством такого вида монтажа предотвращается опасность нежелательной деформации опорного диска 21 в его средней зоне со сквозным отверстием 22 и с встроенным в него диском 23 с отверстиями. Опорный диск 21 соединен далее со стенкой продольного отверстия 3 в опоре 1 седла клапана, например, сквозным и герметичным вторым сварным швом 30.
Глубина вдвигания блока седла клапана, состоящего из тела 16 седла клапана и чашеобразного опорного диска 21, в продольное отверстие 3 определяет величину хода иглы 5 клапана, поскольку одно концевое положение иглы 5 клапана при невозбужденной магнитной катушке 10 определяется прилеганием закрывающего клапан тела 7 к плоскости 29 седла клапана тела 16 седла клапана. Другое концевое положение иглы 5 клапана определяется при возбужденной магнитной катушке 10, например, прилеганием якоря 11 к сердечнику 12. Путь между этими обоими концевыми положениями иглы 5 клапана, таким образом, представляет собой ход.
Шарообразное закрывающее клапан тело 7 взаимодействует с поверхностью 29 седла клапана тела 16 седла клапана, которая сужается в направлении течения потока в форме усеченного конуса и которая выполнена в аксиальном направлении между направляющим отверстием 15 и нижней торцевой стороной 17 тела 16 седла клапана.
Диск с отверстиями 23, размещенный в сквозном отверстии 22 опорного диска 21 и удерживаемый за счет опорного диска 21 непосредственно на торцевой стороне 17 тела 16 седла клапана, изображен на фиг. 1 лишь упрощенно и в качестве примера, и описывается более подробно на рассматриваемых ниже чертежах. Установка диска 23 с отверстиями в опорный диск 21 и зажим 31 в качестве крепления является возможным вариантом установки диска 23 с отверстиями в направлении по течению потока поверхности 29 седла клапана. Подобный зажим в качестве косвенного крепления диска 23 с отверстиями на теле 16 седла клапана имеет преимущество, состоящее в том, что предотвращается зависимая от температуры деформация, которая, при известных обстоятельствах, могла бы иметь место в случае таких способов, как сварка или пайка. Опорный диск 21 ни в коем случае не представляет собой, однако, исключительное условие для крепления диска 23 с отверстиями. Так как возможности крепления не являются существенными для изобретения, то здесь можно сделать лишь ссылку на известные традиционные способы стыкования, такие как сварка, пайка или склеивание.
На фиг. 2 изображен диск 23 с отверстиями на виде снизу. Диск 23 с отверстиями выполнен в виде ровного, плоского, кругового и многослойного диска, почему его и можно назвать полислойным диском с распылительными отверстиями. В опорном диске 21 присутствует диск 23 с отверстиями, который, например, сцентрирован. Эта многослойность диска 23 с отверстиями четко просматривается на фиг. 3, которая представляет собой вид в соответствии с разрезом по III-III на фиг. 2. Короче говоря, здесь было бы уместно уже назвать некоторые существенные признаки, которые, кроме всего прочего, касаются также и технологии изготовления.
Изображенный на фиг. 2 и 3 диск 23 с отверстиями имеет структуру из трех металлических слоев, созданную путем
гальванического осаждения. На основе глубинного литографического, гальванотехнического изготовления имеют место особые признаки при задании контура:
- слои с постоянной толщиной, которая не
имеет отклонений по поверхности диска,
- за счет глубокого литографического структурирования вертикальные надрезы в слоях, которые образуют соответствующие полости, по которым проходит поток,
- желательные подрезы и перекрытия надрезов за счет многослойной структуры в отдельности структурированных металлических слоев,
- надрезы с любыми формами поперечного сечения,
имеющими осепараллельные стенки, как, например, прямоугольник, многоугольник, скругленный прямоугольник, скругленный многоугольник, эллипс, круг и т.д.
Отдельные слои гальванически осаждаются друг за другом, так что последующий слой вследствие гальванического сцепления прочно соединяется с расположенным под ним слоем.
Таким образом, в первом примере выполнения три круговых слоя, например, с одинаковым наружным диаметром, образуют диск 23 с отверстиями. Верхний слой 35 имеет, например, четыре прямоугольных, выполненных соответственно на одинаковом расстоянии относительно продольной оси 2 клапана или же относительно средней оси диска 23 с отверстиями впускных 36 отверстий, смещенных друг относительно друга на 90o. Впускные 36 отверстия размещены по сравнению с диаметром диска 23 с отверстиями очень близко к продольной оси 2 клапана. На существенно большем расстоянии от продольной оси 2 клапана и, тем самым, при радиальном смещении относительно впускных 36 отверстий, в нижнем слое 37 предусмотрены также четыре прямоугольных выпускных 38 отверстия. Выпускные 38 отверстия имеют, например, несколько меньшую ширину отверстия, чем впускные 36 отверстия. Две проходящие перпендикулярно друг другу и пересекающиеся на продольной оси 2 клапана оси 39 диска 23 с отверстиями делят впускные 36 отверстия, а также выпускные 38 отверстия посередине, так что обе оси представляют собой оси симметрии имеющего симметричную структуру диска 23 с отверстиями. Вдоль осей 39 в среднем, расположенном между верхним и нижним слоями 35 и 37, слое 40 проходят радиальные каналы 42, которые образуют непосредственное соединение впускных 36 и выпускных 38 отверстий. Каналы 42, имеющие слегка трапецеидальную форму, имеют, например, такой размер, что они в проекции как раз перекрывают впускные 36 и выпускные 38 отверстия. Все четыре канала 42 расположены в этом примере выполнения отдельно друг от друга. На фиг. 2 и 3 штрихпунктирными линиями обозначены другие возможные варианты, при которых каналы 42 имеют разные, четко большие радиальные размеры, так что затем каналы 42 через выпускные 38 отверстия нижнего слоя 37 четко выходят наружу в радиальном направлении (см. фиг. 5 и 6).
При диаметре 4-5 мм диск 23 с отверстиями имеет, например, толщину 0,5 мм, причем верхний и нижний слои 35 и 37, например, имеют толщину по 0,1 мм, а толщина среднего слоя 40 составляет 0,3 мм. Эти величины, касающиеся размеров диска 23 с отверстиями, а также все другие указанные в описании размеры служат лишь для лучшего понимания и ни в коей мере не ограничивают изобретения. Также и относительные отклонения размера отдельных структур диска 23 с отверстиями даны на всех фигурах необязательно в масштабе.
Благодаря уже состоявшемуся радиальному смещению выпускных отверстий 38 относительно впускных 36 отверстий получают S-образное направление потока среды, например, горючего. На основании фиг. 4, которая еще раз выделяет зону прохождения потока диска 23 с отверстиями в аксиальном сечении с впускным 36 отверстием, каналом 42 и выпускным 38 отверстием, должны поясняться принципиальные условия обтекания. Стрелки, характеризующие направление прохождения потока, четко показывают S-образную форму, поэтому также и в случае дисков 23 с отверстиями по изобретению речь идет о дисках типа S. Таким образом, через диск 23 с отверстиями поток проходит от впускного 36 отверстия до соответствующего ему выпускного 38 отверстия. От впускного 36 отверстия поток направляется в каждом впускном 36 отверстии через соответствующий проходящий горизонтально канал 42 наружу в радиальном направлении. В конце в примере на фиг. 4 находится выпускное 38 отверстие.
Выполнение дисков 23 с отверстиями согласно изобретению в виде дисков типа S ни в коем случае не является условием для применения метода гальванического осаждения металла; они представляют собой лишь предпочтительные варианты выполнения, с помощью которых могут достигаться очень хорошие результаты распыления. С помощью метода гальванического осаждения металла можно изготавливать также диски 23 с отверстиями, у которых впускные отверстия 36 и выпускные отверстия 38 не имеют никакого смещения друг относительно друга или же имеют весьма незначительное смещение.
Через радиально проходящий канал 42 среда получает радиальную составляющую скорости. Быстро проходя через аксиальное выпускное отверстие, поток неполностью теряет свою радиальную составляющую скорости. Более того, он выходит из диска 23 с отверстиями при одностороннем отрыве у стенки выпускного 38 отверстия, обращенной к впускному 36 отверстию, под углом к продольной оси клапана или же к средней оси 2. Комбинация множества, например, ориентированных асимметрично друг другу отдельных струй, которые можно получить благодаря соответствующему расположению и ориентации множества конструктивных единиц из впускных и выпускных отверстий 36 и 38 и каналов 42, позволяет создавать совершенно новые, индивидуальные, комплексные общие формы струй с различным распределением количеств.
С помощью так называемого S-образного витка внутри диска 23 с отверстиями со множеством сильных поворотов потока поток проявляет сильную турбулентность, способствующую распылению. В результате этого особенно четко выражен перепад скоростей поперек потока. Он отражает изменение скорости поперек потока, причем скорость в середине потока четко больше, чем вблизи стенок. Вытекающие из разницы скоростей повышенные напряжения сдвига слоев жидкости в текучей среде способствуют распаду на мелкие капельки вблизи выпускных 38 отверстий. Поскольку поток на выходе отрывается в одностороннем порядке, то из-за отсутствующего направления по контуру он не получает успокоения. Особенно высокую скорость текучая среда имеет на стороне отрыва, в то время как скорость текучей среды падает по направлению к стороне выпускного 38 отверстия с прилегающим потоком. Таким образом, завихрения, способствующие распылению, и напряжения сдвига слоев жидкости на выходе не уничтожаются.
На фиг. 5 и 6 представлены примеры выполнения дисков 23 с отверстиями, у которых каналы 42 в среднем слое 40 проходят не только от впускных 36 отверстий вплоть до выпускных 38 отверстий, но и через выпускные 38 отверстия наружу в направлении наружного ограничения дисков 23 с отверстиями. Эти удлинения каналов 42 обозначаются ниже как продолжения 43 каналов (cavities). Что касается принципа направления потока и воздействия на формирование струи и распыление, то и здесь действуют в принципе приведенные выше высказывания. Жидкость, текущая в выпускное 38 отверстие, проскальзывает далее мимо продолжения 43 канала (cavity) и создает в продолжении 43 канала завихрение потока. Взаимодействие между завихрением и образующимся потоком приводит к временной нестабильности в зоне взаимодействия. Периодически завихрение изменяет свою величину и, нарастая, вытесняет скользящий мимо поток (соответственно при уменьшении завихрения происходит обратный процесс). Таким образом, выходящий поток периодически отклоняется от заданного направления и тем самым возбуждает колебания. Частота и амплитуда осциллирующих колебаний в выходящем потоке зависят при этом от формы выполнения продолжения 43 канала, а именно от радиальной глубины "с" и высоты "h", которая получается за счет толщины среднего слоя 40. В показанном на фиг. 5 примере выполнения, например, имеет силу равенство с = h, в то время как в примере на фиг. 6 для величины продолжения 43 канала имеет силу равенство с = 2 х h. Геометрия показанного на фиг. 6 продолжения 43 канала ведет к тому, что возникает двойное завихрение, причем оба завихрения приводятся в действие за счет обмена импульсами и имеют противоположное направление.
За счет осциллирующих колебаний в отдельных выходящих струях колебательные узоры создаются как в отдельных струях, так и в общем спрее. С помощью этих колебательных узоров можно получать самые разные, необычные формы поперечного сечения струи (например, прямоугольник, треугольник, крест, окружность). Без таких колебаний струй эти формы поперечного сечения получить было бы нельзя; в остальном существует тенденция к круговым формам поперечного сечения отдельных струй. Любые узоры или же формы поперечных сечений отдельных струй или же всего спрея целиком как суммы всех отдельных струй, которые за счет обмена импульсами находятся в постоянном взаимодействии друг с другом, можно получить, в частности, тогда, когда осциллирующие колебания в жидкой среде имеют высокую частоту. К тому же за счет изменения направления спрей распределяется более равномерно по поперечному сечению струи. Благодаря этому спрей становится более гомогенным и еще лучше перемешивается с потоком воздуха выпускного газопровода для образования смеси, уменьшающей количество выхлопных газов.
Существующие за счет турбулентности поперечные импульсы, направленные поперек потока, приводят кроме всего прочего к тому, что плотность распределения капелек в разбрызгиваемом спрее имеет большую равномерность, Отсюда вытекает уменьшение вероятности коагуляции капелек, а именно объединение мелких капелек с образованием больших капель. Следствием предпочтительного сокращения среднего диаметра капельки в спрее является относительно гомогенное распределение спрея. За счет S-образного витка в текучей среде создается высокочастотная турбулентность, которая позволяет струе распадаться непосредственно после выхода из диска 23 с отверстиями в соответствующие мельчайшие капельки. Чем больше напряжения сдвига слоев жидкости, являющиеся следствием турбулентности, тем больше является также разброс векторов потока. Напряжения сдвига слоев жидкости обеспечивают положение, когда во всех плоскостях текучей среды господствует "хаотическое состояние", так что возникает желаемая разводка струй или же спрея, которая может привести к возникновению различных форм или узоров поперечного сечения.
На фиг. 7, 8 и 9 изображены отдельные примеры выполнения, имеющие некоторые отклонения относительно друг друга, которые отличаются от предшествующих примеров выполнения прежде всего тем, что они имеют более трех слоев и продолжения 43' каналов не только в радиальном направлении, в виде удлинения канала 42. На фиг. 7 показан пятислойный диск 23 с отверстиями, в котором наряду с тремя известными слоями 35, 37 и 40 выполнены еще два других средних слоя 40'. Эти два дополнительные слоя 40' расположены соответственно между средним слоем 40 и верхним или нижним слоем 35 или 37. Для обеспечения прохождения текучей среды через диск 23 с отверстиями от впускного 36 отверстия до выпускного 38 отверстия оба слоя 40' имеют также соответствующие зоны 45 открытия, которые создают соединение с предусмотренным в слое 40 каналом 42. Наряду с этими зонами 45 открытия в слоях 40' выполнено, по меньшей мере, по одному продолжению 43' канала. Если смотреть в радиальном направлении, то продолжения 43' каналов располагаются, например, между впускным 36 отверстием и выпускным 38 отверстием. Поток текучей среды опять же приводит в движение завихрение потока в продолжениях 43' канала. Дополнительно к расположенным с аксиальным смещением относительно канала 42 продолжения 43' канала могут быть предусмотрены также примыкающие радиально к каналу 42 продолжения 43 канала.
На фиг. 8 показан вариант диска 23 с отверстиями с четырьмя слоями, т.е. только с одним дополнительным средним слоем 40'. В зависимости от расположения слоя 40' выше или ниже слоя 40 слой 40' должен иметь опять же зону 45 раскрытия, а здесь же на фиг. 8 зону 45 открытия, выполненную непосредственно у выпускного 38 отверстия. В слое 40' находятся дополнительно продолжения 43' каналов, которые представляют собой смещение аксиально относительно канала 42 камеры, в которых возникают завихрения потока. Например, три продолжения 43' канала в слое 40' могут распределяться на одинаковом расстоянии друг от друга или же произвольно. Схематичный вид сверху на часть диска 23 с отверстиями показан на фиг. 9. При этом становится ясно, что продолжения 43' каналов могут выполняться не только в аксиальной направлении диска 23 с отверстиями, то есть в глубину, но и могут быть выполнены по всей ширине канала 42, выступая за его пределы. Таким образом продолжения 43, 43' каналов могут быть отформованы на канале 42 во всех трех направлениях, то есть по длине, ширине и глубине.
Все предшествующие варианты исполнения могут быть снабжены признаком наличия задерживаемой ловушки граничного слоя, как это показано на фиг. 10. Диск 23 с отверстиями в этом конкретном случае выполнен четырехслойным. Между обоими верхними и нижними слоями 35 и 37 находятся, например, два средних слоя 40 и 40'. Дополнительный средний слой 40', который следует непосредственно за нижним слоем 37, выполнен таким образом, что поперек направлению потока в зоне канала 42 располагается, например, прямоугольное, с острыми кромками возвышение, а именно задерживающая ловушка 50. Возможно также и размещение задерживаемой ловушки 50 в среднем слое 40, так что тогда задерживающая ловушка 50 вдавалась бы сверху в канал 42. Исходя из геометрии, задерживающая ловушка 50 должна быть выполнена с радиальным смещением относительно впускного 36 отверстия. Канал 42 проходит между слоями 35 и 37 как в слое 40, так и в слое 40'.
Основной поток текучей среды скользит через задерживающую ловушку 50 граничного слоя. На задней, расположенной по течению кромке 51 препятствия поток отрывается от задерживающей ловушки 50 и вследствие неожиданного расширения поперечного сечения - по течению потока - задерживающей ловушки 50 происходит повышение давления (превращение кинетической энергии в энергию давления - эффект рассеивания). Это увеличение давления приводит к интенсивным завихрениям в граничном слое в зоне позади задерживающей ловушки 50.
Позади задерживающей ловушки 50 возникает постоянно увеличивающийся вихревой шлейф с сильными поперечными импульсами, который достигает выпускного 38 отверстия. Вихревой шлейф протягивается через основной поток в виде "турбулентного жгута". Турбулентность в вихревом шлейфе может иметь высокую частоту - что может быть считано по точной шкале - и иметь большую амплитуду. Согласование по частоте и амплитуде происходит через высоту задерживающей ловушки 50, и скорость скользящего мимо основного потока, то есть через площадь поперечного сечения канала выше задерживающей ловушки 50.
Вихревой шлейф может уменьшать потери протекающей среды, так как в ней происходит высокий турбулентный импульсный обмен поперек основного потока в направлении стенок. Отсюда вытекает, что основной поток за задерживающей ловушкой 50 менее склонен к отрыву от стенок канала 42 и в результате этого лучше использует имеющиеся в распоряжении поперечные сечения протекающей среды. Отрыв потока от стенок мог бы привести к потере давления. Также и задерживающая ловушка 50 служит для того, чтобы разбрызгивался гомогенный спрей, который распадается на очень мелкие капельки, причем опять же можно получать самые разные узоры разбрызгивания.
В препятствующих примерах выполнения каждая пара впускных/выпускных отверстий 36, 38 имела сепаратный канал 42 в качестве соединительного элемента этих отверстий 36, 38. В противоположность этому на фиг. 11 и 12 представлен пример выполнения, который имеет лишь один единственный взаимосвязанный канал 42' в диске 23 с отверстиями. Все четыре впускных 36 отверстия выходят в этот канал 42', имеющий, например, квадратную форму, а все четыре выпускных отверстия 38 выходят опять же из канала 42'. При использовании прямоугольных или квадратных выпускных 38 отверстий появляется возможность выполнять наружный контур канала 42' в среднем слое восьмиугольным, а за счет того, что углы располагаются по два близко друг к другу - почти квадратным, как это представлено на фиг. 11. По направлению внутрь канал 42' ограничен, например, выполненным из материала квадратным островком 53 среднего слоя 40. Этот внутренний, выполненный из материала островок 53 имеет приблизительно такой размер в поперечном сечении, какой имеет зона между впускными 36 отверстиями в верхнем слое 35. Слой 40 состоит, таким образом, из двух участков, а именно из выполненного из материала островка 53, полностью окруженного каналом 42', и из наружной зоны 54, опять же полностью окруженной каналом 42'. Фиг. 12 представляет собой вид на диск 23 с отверстиями в соответствии с разрезом по XII-XII на фиг. 11.
Благодаря возникновению дополнительных соединительных объемов имеет место увеличение количества так называемых зон застоя воды, мимо которых проскальзывает основной поток. В этих зонах застоя воды возникает колебательное возбуждение основного потока по принципу "cavityp" с продолжениями 43, 43' каналов. Соответственно воздействие на формообразование струи и распыление являются идентичными, как и в предшествующих примерах с продолжениями каналов 43, 43' (cavities).
Смещение выпускных 38 отверстий относительно впускных 36 отверстий ни в коем случае не должно проходить в радиальном направлении, как это имело место в предшествующих примерах, а может быть предусмотрено в любых желательных направлениях, Два примера выполнения для другого вида смещения показаны на фиг. 13 и 14 как вид снизу или вид сверху соответственно на один диск 23 с отверстиями. При этом становится ясно, что выпускные 38 отверстия прежде всего смещены в окружном направлении относительно впускных 36 отверстий, то есть повернуты, например, на 90o, по сравнению с примерами с радиальным смещением. Канал 42' в среднем слое 40 диска 23 с отверстиями на фиг. 13 имеет, например, восьмиугольный, но в грубом приближении квадратный наружный контур, причем углы стенок канала 42' расположены всегда вблизи впускных и выпускных отверстий 36 и 38. Выполненный из материала островок 53 среднего слоя 40 ограничивает канал 42' по направлению внутрь контуром, имеющим также почти квадратную форму, который имеет, правда, восемь углов. Наружная и внутренняя ограничительная стенка канала 42' выполнена, например, с поворотом на 45o относительно друг друга. Таким образом наружная зона 54 и выполненный из материала островок 53 не имеет параллельно проходящих стенок.
Показанный на фиг. 14 и 15 (разрез по XV-XV на фиг. 14) диск 23 с отверстиями отличается, в частности, своими, имеющими неугловую форму впускными и выпускными отверстиями 36 и 38. Впускные отверстия 36 в верхнем слое 35 имеют, например, эллиптическую форму поперечного сечения, в то время как выпускные отверстия 38 в нижнем диске 37 выполнены круговыми. Внутренний, выполненный из материала островок 53, имеет, например, квадратное поперечное сечение, в то время как канал 42' в среднем слое 40 по направлению наружу ограничивается в виде окружности наружной зоной 54. Для лучшего манипулирования дисками 23 с отверстиями в процессе изготовления предусмотрены, например, два позиционирующих крепежных приспособления 56 в форме сквозных отверстий вблизи наружного ограничения.
Впускные 36 отверстия и выпускные 38 отверстия могут быть размещены с любым по величине смещением друг относительно друга. В примерах выполнения на фиг. 13 и 14 имеют место, например, существенно меньшие величины смещений, чем в других, представленных выше примерах. Посредством величины смещения можно согласовывать или устанавливать направление струи и степень турбулентности.
Показанные на чертежах до фиг. 13 впускные 36 отверстия, выпускные 38 отверстия, а также каналы 42, 42' имеют постоянно квадратные или же прямоугольные формы поперечного сечения. Использование же метода гальванического осаждения металла (полислойная гальваника) позволяет получить совершенно другие формы поперечных сечений геометрии потоков, проходящих через диск 23 с отверстиями (см. фиг. 14). Возможны также отклонения в форме поперечного сечения, состояние из скругленных прямоугольников или квадратов, окружностей, круговых сегментов, эллипсов, сегментов эллипсов, многоугольников, скругленных многоугольников и т.п. Стенки отдельных структур проходят при этом параллельно продольной оси 2 клапана. Интерес могут представлять также различные формы выполнения впускных 36 отверстий и выпускных 38 отверстий, которые соединены непосредственно друг с другом каналом 42, 42'. Соответствующие изменения поперечного сечения представляют собой, например, переходы от квадрата к прямоугольнику и наоборот, от прямоугольника к окружности и наоборот, от эллипса к окружности и наоборот.
На примере фиг. 16-21 более наглядно поясняется технология, которая применяется для изготовления диска 23 с отверстиями. При этом представленные на фиг. 1-15 примеры выполнения дисков 23 с отверстиями с соответствующими желательными контурами на чертежах показаны не точно, а лишь схематично, чтобы сделать наглядным принцип изготовления. Как раз относительные отклонения размеров толщины слоя по сравнению с размерами отверстий или каналов имеют место, в частности, а примерах, показанных на фиг. 16-20, по сравнению с описанными выше примерами выполнения. Поясняемые ниже технологические операции изготовления допускают, однако в любое время реализацию всех описанных и показанных выше и ниже примеров выполнения.
На основе высоких требований к размерности структуры и точности форсунок значение способов микроструктурирования на сегодняшний день повышается. В общем для потока текучей среды, например, топлива, внутри форсунки или же диска с отверстиями требуется траектория прохождения, которая способствует уже начавшей формироваться внутри потока турбулентности. Дополнительно значения ширины выпускных отверстий должны находиться в пределах нескольких десятков микрон для обеспечения по возможности эффективного распыления текучей среди, например, топлива. Металлические диски 23 с отверстиями по изобретению изготавливаются поэтому с помощью технологии изготовления, которая базируется на последовательном применении фотолитографических операций (глубинная фотолитография на микрозазорах) и на последующей микрогальванической обработке. Характерным для этого варианта изготовления является то, что он обеспечивает высокую точность структур также и в большом масштабе, так что он идеально может быть использован для массового производства очень большого штучного количества. С помощью операций способа, описываемых ниже более подробно, на одной подложке может быть изготовлено одновременно множество дисков 23 с отверстиями.
Исходным пунктом для изготовления дисков 23 с отверстиями с использованием новой технологии является ровная и стабильная подложка 60, которая может состоять, например, из металла (меди), кремния, стекла или керамики. Обычная толщина этой подложки 60 составляет 500 мкм и 2 мм; она, разумеется, не влияет на последующие технологические операции. После очистки подложки 60 при использовании неэлектропроводного материала, такого как стекло или кремний, сначала на подложку 60 гальваническим методом наносится по меньшей мере один вспомогательный слой 61. При этом речь идет, например, о гальваническом стартовом слое 61' (например, Cu), который требуется для обеспечения электрической проводимости, что необходимо для проведения впоследствие микрогальванической обработки. Гальванический стартовый слой 61' может служить также в качестве жертвенного слоя 61, для того чтобы позже дать возможность для простого отсекания структур дисков с отверстиями с помощью травления. Если подложка 60 уже состоит из электропроводного материала, такого как медь, то от гальванического стартового слоя 61' можно отказаться. Если медь применяется в качестве жертвенного/гальванического стартового слоя 61, 61', то между подложкой 60 и гальваническим стартовым слоем 61' должен быть нанесен тонкий (например, 80 нм) слой хрома в качестве сцепляющего слоя 61''. Нанесение вспомогательного слоя 61, 61', 61'' (обычно это CrCu или CrCuCr при использовании полиимида в качестве фоторезиста) происходит, например, посредством металлизации напылением или металлического осаждения без применения электрического тока.
После этой предварительной обработки подложки 60 на всю поверхность опционального вспомогательного слоя 61, 61', 61''
наносится фоторезист (фотолак) 63. Для этой цели
предлагаются, в частности, три различных варианта:
1. Ламинирование твердого фоторезиста при температуре, например, около 100o
C.
2. Центробежная наплавка жидкого
фоторезиста, или
3. Центробежная наплавка полиимида в жидком состоянии.
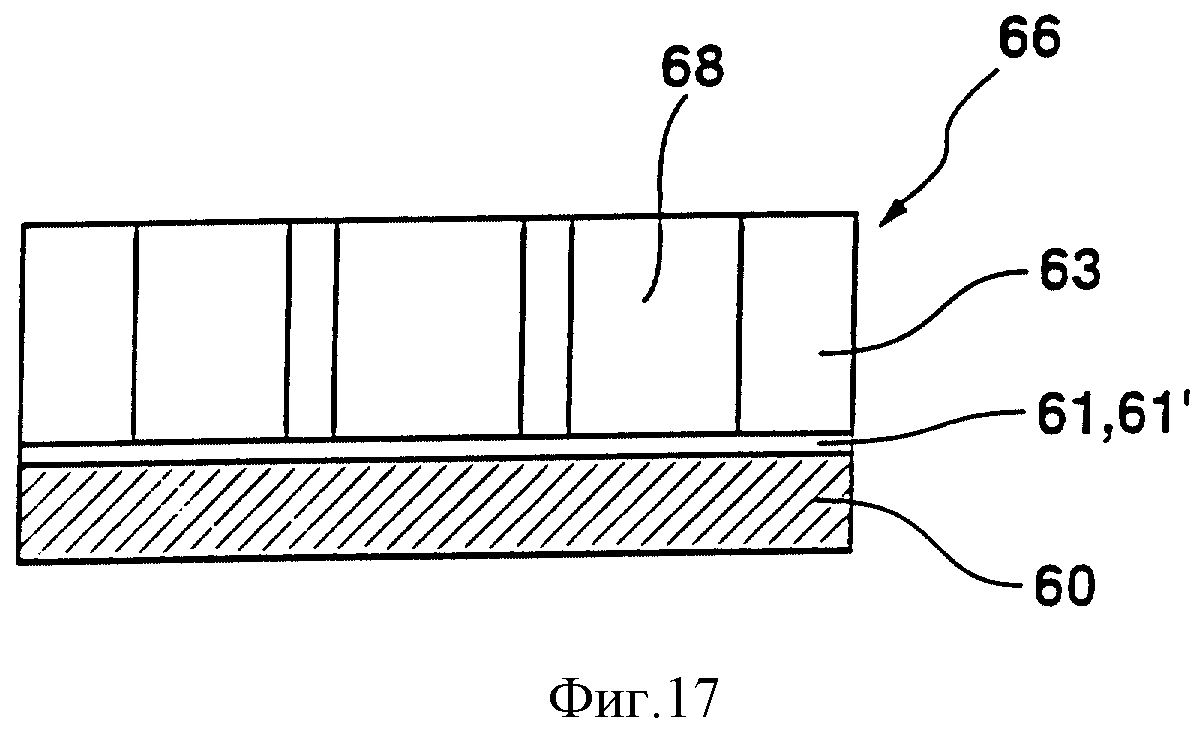
После сушки фоторезист 63 имеет место во всех трех вариантах в твердой форме. Толщина фоторезиста 63 должна при этом соответствовать толщине металлического слоя, который должен быть реализован в последующем гальваническом процессе, а именно толщина нижнего слоя 37 диска 23 с отверстиями. Обычно следует стремиться к значениям толщины слоя, равным 10-300 мкм, в зависимости от желаемой толщины слоев диска 23 с отверстиями. Реализуемая металлическая структура с помощью фотолитографической маски 64 должна полностью переноситься обратно в фоторезист 63. Во-первых, имеется возможность экспонировать фоторезист 63 непосредственно через маску 64 с помощью УФ-экспонирования (глубинная УФ-литография). Другая возможность структурирования фоторезиста 63 предусматривает, что на фоторезист 63 осаждается окисел (например, SiO2) или нитрид, который фотолитографически структурированным служит в качестве маски для процесса сухого травления фоторезиста 63. Кроме того, имеется возможность лазерной абляции, причем после нанесения маски материал фоторезиста 63 снимается с помощью лазера по типу взрыва. Данные названные выше операции способа наглядно приведены на фиг. 16.
После проявления экспонированного ультрафиолетовыми лучами фоторезиста 63 или же после применения других упомянутых способов (сухое травление, аблятирование) в фоторезисте 63 возникает заранее определенная посредством маски 64 структура, которая показана на фиг. 17. Эта структура в фоторезисте 63 представляет собой негативную структуру 66 к более позднему слою 37 диска 23 с отверстиями. Фиг. 18 показывает структуру после гальванического наполнения возникших в фоторезисте 63 выемок 68, по меньшей мере, до верхней кромки фоторезиста 63. Таким образом, во время технологической операции гальванизации в выемках 68 резистов на подложке 60 осаждается металл 70. Металл 70 вследствие гальванизации плотно прилегает к контуру негативной структуры 66, так что заданные контуры репродуцируются в нем с точным соблюдением формы. Для изготовления многослойных структур дисков с отверстиями высота нанесенного в процессе гальванизации слоя металла 70 должна соответствовать высоте фоторезиста 63. Выбор осажденного материала зависит от соответствующих требований, предъявляемых к слою, причем особенно такие факторы, как механическая прочность, химическая стойкость, свариваемость и другие, являются важными. Обычно используются Ni, NiCo, NiFe или Cu; однако возможно применение и других металлов, и сплавов.
Для реализации структуры диска 23 с отверстиями следует снова повторить операции, начиная с опционального нанесения вспомогательного слоя 61, 61', 61'', в соответствии с числом желаемых слоев. Это показано на фиг. 19, причем слой фоторезиста 63' служит, например, для образования последующего среднего слоя 40 диска 23 с отверстиями. Ссылочные позиции, имеющие в обозначении штрих, указывают на повторный процесс. Отдельные слои металла осаждаются друг на друга и удерживаются путем металлического сцепления. Для слоев одного диска 23 с отверстиями могут использоваться также различные металлы 70.
Затем происходит отсекание дисков 23 с отверстиями. Для этой цели травлением снимается жертвенный слой 61, вследствие чего диски 23 с отверстиями снимаются с подложки 60. После этого нанесенные в процессе гальванизации стартовые слои 61' удаляются травлением, а оставшийся фоторезист 63, 63' удаляется из металлических структур растворением. Это может происходить, например, путем обработки КОН или с помощью кислородной плазмы, или же посредством растворителей (например, ацетона) у полиимидов. Эти процессы удаления фоторезиста 63, 63' растворением повсюду известны под понятием "стрипперирование". В качестве альтернативного решения возможно также механическое удаление носителя 60 при соответствующем выборе нанесенного гальванизацией стартового слоя 61', например, с помощью магнитов. Фиг. 20 показывает в качестве примера трехслойный, отделенный от носителя 60 диск 23 с отверстиями, причем высота впускных 36 отверстий и выпускных 38 отверстий обычно бывает меньше.
Здесь следует дать краткое определение терминов, поскольку понятия "слой" и "функциональная плоскость" применяются для создания дисков 23 с отверстиями. Под слоем следует понимать созданный в процессе одной технологической операции гальванизации пласт диска 23 с отверстиями. Один слой может, однако, иметь несколько функциональных плоскостей, как это будет более подробно пояснено в последующих разделах на примере "бокового разрастания". Затем на этапе гальванизации образуется несколько функциональных плоскостей, представляющих собой один взаимосвязанный слой. Соответствующие функциональные плоскости имеют при этом различные контуры отверстий (впускных отверстий, выпускных отверстий, каналов) для соответствующей, непосредственно следующей за ними функциональной плоскости. Таким образом, согласно этому определению новая функциональная плоскость начинается на месте, на котором возникает изменение контура отверстия, если смотреть в аксиальном направлении вдоль средней оси 2.
На фиг. 21 представлен следующий пример выполнения диска 23 с отверстиями "типа S", который изготавливается по технологии, отличающейся от только что описанной. Эта новая технология может быть обозначена понятием "боковое разрастание". Способ "бокового разрастания" позволяет выполнять по меньшей мере две функциональные плоскости диска 23 с отверстиями в процессе одной технологической операции с помощью гальванического осаждения металла, причем в случае диска с отверстиями, имеющего три функциональные плоскости, нет необходимости в проведении процесса гальванизации в третий раз. По меньшей мере две образованные в процессе технологической операции гальванизации функциональные плоскости представляют собой лишь один слой - в смысле данных выше пояснений, - без расположенного между ними ограничения.
Изготовление нижнего слоя 37 происходит сначала известным образом, как это видно из фиг. 16-18. Гальванически осажденный металл 70 разрастается затем в известной форме вокруг структуры 63' фоторезиста второго слоя до верхней кромки фоторезиста 63' (фиг. 19). После этого гальваническое осаждение разрастается за пределы фоторезиста 63'. Разрастание структуры 63' фоторезиста осуществляется в горизонтальном и вертикальном направлении приблизительно на одинаковый порядок величины. Это разрастание заменяет нанесение следующего гальванического стартового слоя 61' и третий гальванический слой, поскольку две функциональные плоскости 35, 40 возникающего диска 23 с отверстиями получаются в процессе проведения технологической операции гальванизации. Высота разрастания устанавливается так, что образовавшиеся впускные 36 отверстия в верхнем растущем слое 35' с функциональными плоскостями 35, 40 отвечают желаемым требованиям, а именно, например, имеют смещение относительно выпускных отверстий 38 у дисков типа S. Процесс разрастания прерывается в этом случае самое раннее тогда, когда выпускные 38 отверстия в проекции полностью прерываются материалом нарастающего слоя 35'.
Таким образом при этом способе разрастаются два слоя фоторезиста 63, 63', которые задают размер выпускных отверстий 38 и каналов 42. Возникает также возможность определять размер впускных отверстий 36 посредством фоторезиста 63' в качестве следующего структурированного слоя лака. Для этой цели в наличии имеется структура 63, 63' фоторезиста в трех плоскостях. И наконец, этот третий слой фоторезиста 63' служит "толчком" для бокового разрастания слоя 35' для дефинированного выполнения впускных отверстий 36. Боковое разрастание может применяться также для изготовления дисков 23 с отверстиями, у которых либо вообще не имеется никакого смещения впускных и выпускных отверстий 36 и 38, либо это смещение очень мало. С помощью латерального разрастания можно идеальным образом изготавливать диск 23 с отверстиями, который имеет в описанном выше смысле только лишь один слой, однако, например, три функциональные плоскости.
Таким образом можно получать круглые, овальные или многоугольные впускные 36 отверстия. С помощью "бокового разрастания" четко сокращается время изготовления диска 23 с отверстиями. Кроме того, уменьшается шероховатость поверхности гальванического слоя. Однако же с увеличением числа наносимых слоев увеличивается шероховатость гальванической поверхности. При этом отпадает необходимость в дополнительных мерах по снятию микронеровностей, как например, с помощью электрополирования. Следующее преимущество бокового разрастания состоит в том, что для формования выпускных отверстий 36 необязательно наносить новый гальванический стартовый слой 61' на не обладающий электрической проницаемостью фоторезист 63'.
На фиг. 22-23 представлены следующие примеры выполнения дисков 23 с отверстиями по изобретению, которые должны быть пояснены лишь в краткой форме, поскольку все они могут быть созданы с помощью технологии изготовления, которая уже подробно описана выше, и имеют лишь интересный дизайн или же формы выполнения. Более того, эти следующие примеры выполнения дисков с отверстиями показывают, что с помощью способа изготовления при использовании метода гальванического осаждения металла становится возможным огромное многообразие форм выполнения.
Фиг. 22 и 23 изображает диск 23 с отверстиями, который опять же по меньшей мере частично изготовлен с помощью бокового разрастания. При этом верхний слой 35' имеет по меньшей мере две функциональные поверхности, то есть одну плоскость, в которой проходит канал 42', и расположенную над ней плоскость, имеющую впускное 36 отверстие. Нижний слой 37 имеет, например, существенно больший диаметр, чем верхний слой. В то время как впускное отверстие 36 имеет круглое поперечное сечение, четыре выпускные 38 отверстия размещены серпообразно в форме дуги окружности. Находящийся в нижней плоскости верхнего слоя 35' канал 42 выполнен так же, как и впускное 36 отверстие, круглым, а именно с диаметром, который несколько больше, чем наружный диаметр серповидных выпускных 38 отверстий. Так называемый S-образный виток текучей среды происходит в данной системе по направлению радиально наружу. В результате этого получают радиально-симметричную картину струи с хорошим распылением.
На фиг. 24 изображен диск 23 с отверстиями на виде сверху, благодаря которому становится возможным выход плоской струй. Четыре впускных 36 отверстия в верхнем слое 35 выполнены прямоугольной формы. Каждому впускному отверстию 36 точно подчинены один канал 42 и одно выпускное отверстие 38. Выпускные отверстия 38 выполнены, например, квадратной и прямоугольной формы. Каналы 42, полностью перекрывающие впускные 36 и выпускные 38 отверстия, в проекции имеют шестиугольный контур, который может меняться в соответствии с величиной впускных и выпускных отверстий 36 и 38. Смещения впускных и выпускных отверстий 36 и 38 выбраны таким образом, что происходит хорошая обработка плоскими струями в двух направлениях.
Как и фиг. 24, фиг. 25-27 также изображают диски 23 с отверстиями на виде сверху, с помощью которых и получают плоские струи. В качестве упрощенных чертежей эти фигуры показывают лишь центральную среднюю зону диска 23 с отверстиями. Каждый канал 42' выполнен таким образом, что он соединяет одно впускное отверстие 36 со всеми выпускными отверстиями 38. Текучая среда входит через центральное прямоугольное впускное 36 отверстие. Выпускные отверстия 38 выполнены, например, также с прямоугольным или квадратным контуром, причем направления продольного распространения прямоугольных выпускных 38 отверстий могут быть параллельными или перпендикулярными направлению продольного распространения впускного отверстия 36. В любом случае из такого смещения опять же получается картина плоской струи. За счет вариантности размера впускного отверстия 36, расположения, количества и формы выпускных отверстий 38 форма струи может быть приведена в соответствие с предъявляемыми требованиями.
Фиг. 28 изображает диск 23 с отверстиями, который в значительной мере напоминает диск 23 с отверстиями, представленный на фиг. 24, в части геометрии и размера отдельных зон отверстия. Для особых целей применения, как, например, для необычных встроенных слоев клапанных форсунок в двигателях внутреннего сгорания желательно иметь не только выходящую из диска 23 с отверстиями плоскую струю, но и разбрызгивание под определенным углом относительно продольной оси клапана/средней оси 2 (фиг. 1 и 3). Такую возможность предоставляет диск 23 с отверстиями на фиг. 28. Соответствующий функциональный узел впускного отверстия 36, канал 42 и выпускное отверстие 38 дают опять же возможность для образования распылительного конуса в направлении S-образного витка. В данном примере выполнения предусмотрены четыре подобных функциональных узла. Если подобные распылительные конусы или же конусы струи соответствующим образом объединить, то общую картину струи можно очень хорошо приспособить к соответствующим действительным условиям. С помощью изображенного на фиг. 28 диска 23 с отверстиями можно производить целенаправленное разбрызгивание в двух направлениях, причем обе отдельных струи направлены не строго противоположно друг другу.
На фиг. 29 и 30 представлены центральные зоны разбрызгивания дисков 23 с отверстиями, с помощью которых можно также получить необычные рисунки струи. Диски 23 с отверстиями имеют соответственно три функциональные группы с одним впускным отверстием 36, одним каналом 42 и одним выпускным отверстием 38. В зависимости от желаемого рисунка струи функциональные группы размещены асимметрично или эксцентрично вокруг проходящей через точку пересечения обеих осей 39 средней оси 2 диска 23 с отверстиями. С помощью этого кажущегося беспорядочным распределения можно очень хорошо достичь индивидуальных направлений струй. В случае диска с отверстиями на фиг. 29 канал 42 с имеющим форму кругового сектора контуром соединяет круговое впускное отверстие 36 с серповидным выпускным отверстием 38. И наоборот, зоны отверстия на диске 23 с отверстиями на фиг. 30 выполнены с углами. Текучая среда входит, например, через квадратные впускные отверстия 36, течет затем через шестиугольные каналы до выполненных прямоугольными выпускных отверстий 38. Два канала 42, подчиненные впускным отверстиям 36, могут, например, проходить таким образом, что они будут объединяться в зоне выпускных отверстий 38, при этом текучая среда будет выходить из диска 23 с отверстиями лишь через V-образное выпускное отверстие 38. Число впускных отверстий 36 ни в коем случае не может совпадать с числом выпускных отверстий 38.
Диски 23 с отверстиями, у которых предусмотрено неодинаковое количество впускных 36 и выпускных 38 отверстий, также изображены на фиг. 31-33. Пример выполнения согласно фиг. 31 наглядно показывает устройство с круговыми зонами отверстий. Текучая среда может входить через центральное круговое впускное отверстие 36 верхнего слоя 35 и покидает диск 23 с отверстиями через четыре также круговых выпускных отверстия 38, которые в нижнем слое 37 выполнены симметрично вокруг впускного отверстия 36. Один круговой канал 42' выбран такого размера, что им полностью перекрываются все выпускные отверстия 38.
На фиг. 32 изображен диск 23 с отверстиями, который имеет четыре функциональные группы с зонами отверстий. Текучая среда входит через четыре относящиеся к каждой функциональной группе - и тем самым в сумме через шестнадцать - серповидных впускных отверстий 36 в диске 23 с отверстиями. Соответствующим образом четырем впускным отверстиям 36 точно подчинен круговой канал 42', который, имеет, например, такой большой диаметр, что он полностью перекрывает серповидные впускные отверстия 36. В каждой функциональной группе отформовано только одно выпускное отверстие 38, которое выполнено в форме круга и в проекции охвачено серповидными впускными отверстиями 36. Четыре функциональные группы размещены, например, лежа на осях 39, симметрично средней оси 2.
На фиг. 33 показан диск 23 с отверстиями, который имеет совершенно асимметричное расположение зон отверстия. Расположенное в центре впускное отверстие 36 отформовано с контуром, имеющим форму приблизительно полукруга, в то время как имеющие явно меньший размер выпускные отверстия 38 располагаются на скругленной стороне впускного отверстия 36 в нижнем слое 37 в виде серпа. Число выпускных отверстий 38 может варьироваться; в представленном примере предусмотрены три выпускных отверстия 38. Круговой канал 42' выполнен опять же такого размера, что им перекрываются все другие отверстия.
Следует еще раз сослаться на то, что для применения гальванического осаждения металла ни в коем случае не являются пригодными лишь подробно описанные диски типа S со смещением впускных и выпускных отверстий и с S-образным витком в потоке, но и все формы дисков с отверстиями.
Таким образом, с помощью полислойной гальваники можно изготавливать также диски с отверстиями, которые имеют расположенные по одной оси или же частично смещенные впускные и выпускные отверстия.
Описанные диски 23 с отверстиями предназначены не исключительно для использования на клапанных форсунках, более того, они могут найти свое применение, например, в окрасочных соплах, в ингаляторах, в печатающих устройствах с чернильной записью или же в способах сублимационной сушки, для впрыскивания и распыления жидкостей, таких как, например, напитки, для распыления медикаментов. Для получения мелкого спрея, например, с большими углами, пригодны диски 23 с отверстиями, изготовленные методом полислойной гальваники.
Реферат
Изобретение относится к двигателестроению, в частности для использования в клапанных форсунках в системах впрыскивания топлива, в лакокрасочных соплах, в ингаляторах, в печатающих аппаратах с чернильной записью или же в способах сублимационной сушки, для впрыскивания и разбрызгивания жидкостей, например напитков, или же для распыления медикаментов. Изобретение позволяет уменьшить выброс выхлопных газов и потребление топлива. В диске отверстиями создан аксиальный проход для текучей среды, который складывается из впускных отверстий, выпускных отверстий и по меньшей мере из одного расположенного между ними канала. По меньшей мере три функциональные плоскости диска с отверстиями с соответствующей характерной структурой отверстия создаются путем гальванического осаждения металла (полислойная гальваника). При этом один гальванически осажденный слой диска с отверстиями может иметь одну или несколько функциональных плоскостей. 19 з.п. ф-лы, 33 ил. /

Формула
29.03.95 - по пп.1 - 15 и 17 - 20;
27.02.96 - по п.16.
Комментарии