Электромагнитный клапан для впрыска топлива в двигатель внутреннего сгорания - RU2057966C1
Код документа: RU2057966C1
Чертежи
Описание
Изобретение относится к электромагнитным приводимым в действие клапанам.
Известен электромагнитно приводимый в действие клапан, в котором металлическое тело, закрывающее клапан, соединено с металлической соединительной трубкой посредством пайки или сварки. Так как металлическое закрывающее тело имеет большую металлическую твердость, возникают проблемы надежного и безопасного и в то же время свободного от напряжений соединения закрывающего тела клапана и соединительной трубки.
Преимущества изобретения заключаются в следующем. Предлагаемый клапан имеет то преимущество, что простым способом достигается плотное и надежное соединение металлической мягкой соединительной трубки с напротив состоящим из металлического более твердого материала запорным телом клапана. Если при сравнительно быстром застывании выполненного на запорном теле клапана первого точечного места сварки в нем получается трещина, то эта трещина заполняется за счет выполняемого между первым точечным сварным соединением и соединительной трубкой второго точечного сварного соединения, так что обеспечивается высокая прочность соединения. За счет изложенных в подчиненных пунктах формулы изобретения мероприятий возможны дальнейшие выгодные развития описанного в главном пункте формулы клапана.
Окружной сварной шов между соединительной трубкой и запорным телом клапана имеет преимущество особо прочного и надежного соединения соединительной трубки и запорного тела клапана.
Если соединительная трубка имеет щель, разделяющую трубку продольном направлении, то особенно выгодно, когда в области продольной щели сварной шов прерывается, в противном случае возникает опасность, что при сварке брызги металла и металлические бусинки образуются внутри соединительной трубки, и эти бусинки могут отпасть при работе впрыскивающего клапана. Кроме того, уменьшается время на обработку.
Выгодно также, если сварка между соединительной трубкой и запорным телом клапана выполнена из по меньшей мере двух прерывистых сварных швов. За этот счет при сварке уменьшается ввод тепла внутрь запорного тела клапана, а значит и связанные с этим тепловые деформации запорного тела клапана, так что герметичность между запорным телом клапана и взаимодействующим с ним седлом клапана будет обеспечена за счет лучшего прилегания их друг к другу. Если соединительная трубка в продольном направлении разделена щелью, то выгодно при приваривании якоря к соединительной трубке прервать сварной шов в области продольной щели. Также и при этой сварке есть брызги металла и возникают бусинки внутри соединительной трубки, которые могут оторваться в процессе эксплуатации впрыскного клапана. Особенно выгодно производить сварку посредством лазера, чтобы обеспечить минимальный поток тепла в свариваемые между собой части, а значит и снизить тепловые деформации и получить точное, плотное и надежное сварочное соединение.
На фиг. 1 показан пример исполнения предлагаемого клапана; на фиг. 2 клапанная игла, состоящая из якоря, соединительной трубки и запорного тела клапана; на фиг. 3 сварочный шок; на фиг. 4 первый пример исполнения хода сварочного шва в разрезе IV-IV на фиг. 2; на фиг. 5 второй пример исполнения хода сварочного шва в разрезе V-V на фиг. 2; на фиг. 6 разрез по линии VI-VI на фиг. 2.
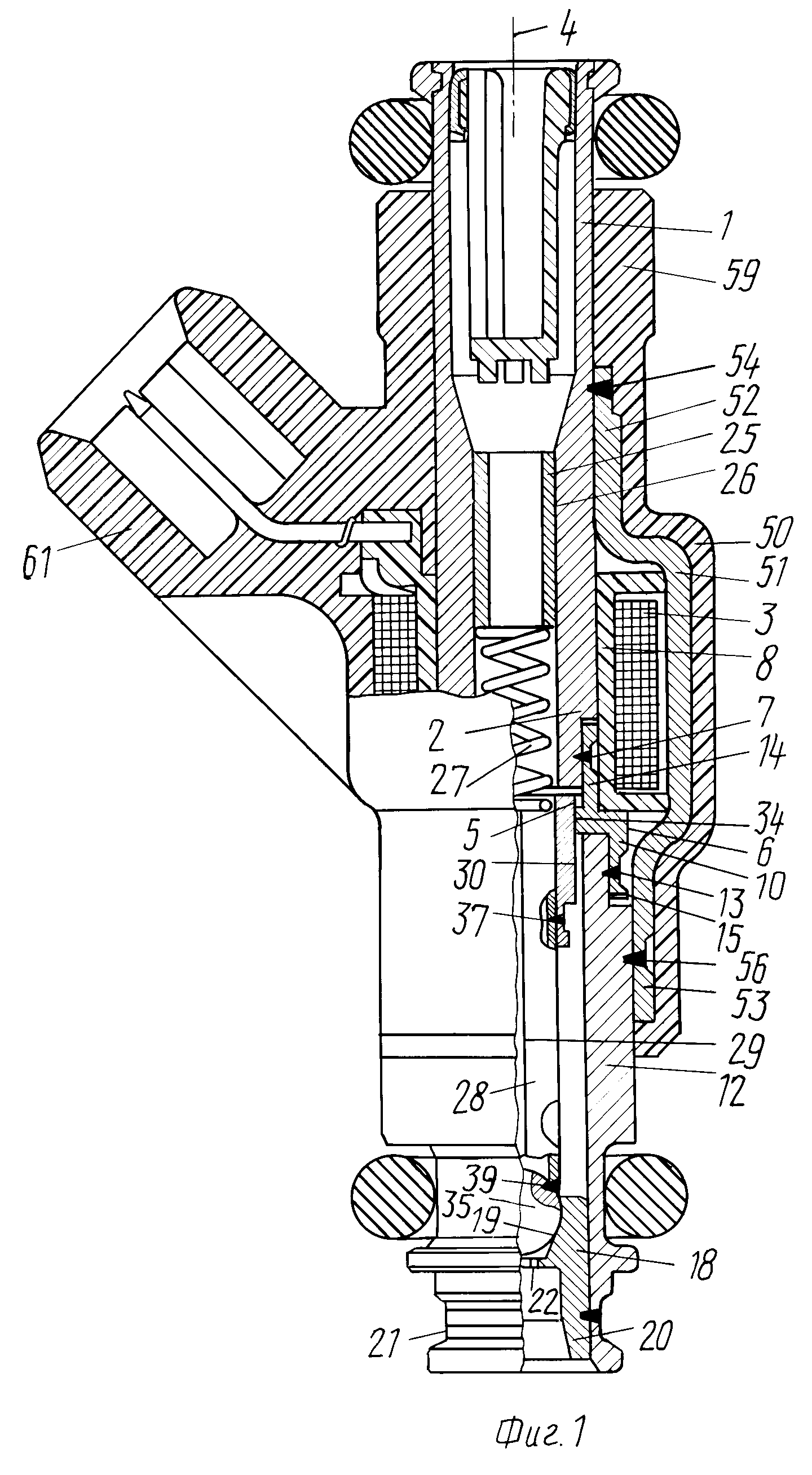
Показанный на фиг. 1 пример исполнения электромагнитного приводимого клапана в форме впрыскного клапана для впрыска топлива в топливном агрегате впрыска для двигателей внутреннего сгорания имеет окруженный магнитной катушкой 3 сердечник 1 в виде трубы, через которую производят подвод топлива. На нижнем конце сердечника 2, на котором сидит магнитная катушка 3 с сердечником катушки 8, соосно продольной оси клапана 4 плотно соединен с сердечником 1 охватывающий конец сердечника 2 первый соединительный участок 5 трубчатого металлического переходника 6, соединенный, например, посредством идущего по окружности первого соединительного участка 5 сварного шва по их уменьшенному диаметру участка. Имеющий увеличенный по сравнению с первым соединительным участком 5 диаметр, второй соединительный участок 10 переходника 6 охватывает трубчатый металлический соединитель 12 и соединен с ним сварочным швом на нижнем конце второго соединительного участка 10 по уменьшенному сечению 13. Чтобы получить малые габариты впрыскивающего клапана, первый соединительный участок 5 охватывает удерживающий уступ 14 конца сердечника 2, который имеет меньший внешний диаметр, чем сердечник 1, а второй соединительный участок 10 охватывает также имеющий меньший внешний диаметр в этом месте удерживающий уступ 15 соединителя 12.
На удаленном от сердечника 1 конце соединителя 12 в удерживающем отверстии 18 вварен имеющий твердое сопло 19 корпус седла 20, причем сварка проходит по уменьшенному диаметру 21 соединителя 12. Соединение сердечника 1, переходника 6, соединителя 12 и корпуса седла 20 представляет собой таким образом плотный жесткий металлический узел. Ниже по потоку за седлом клапана 19 в корпусе 20 выполнено по меньшей мере одно впрыскивающее отверстие 22.
Запрессованная в проточное сверление 25 сердечника продвижения гильза 26 служит для установки начального нажима пружины 27, прилегающей к этой гильзе 26, причем пружина нижним концом упирается в имеющую, например, продольную щель 29 металлическую соединительную трубку 28.
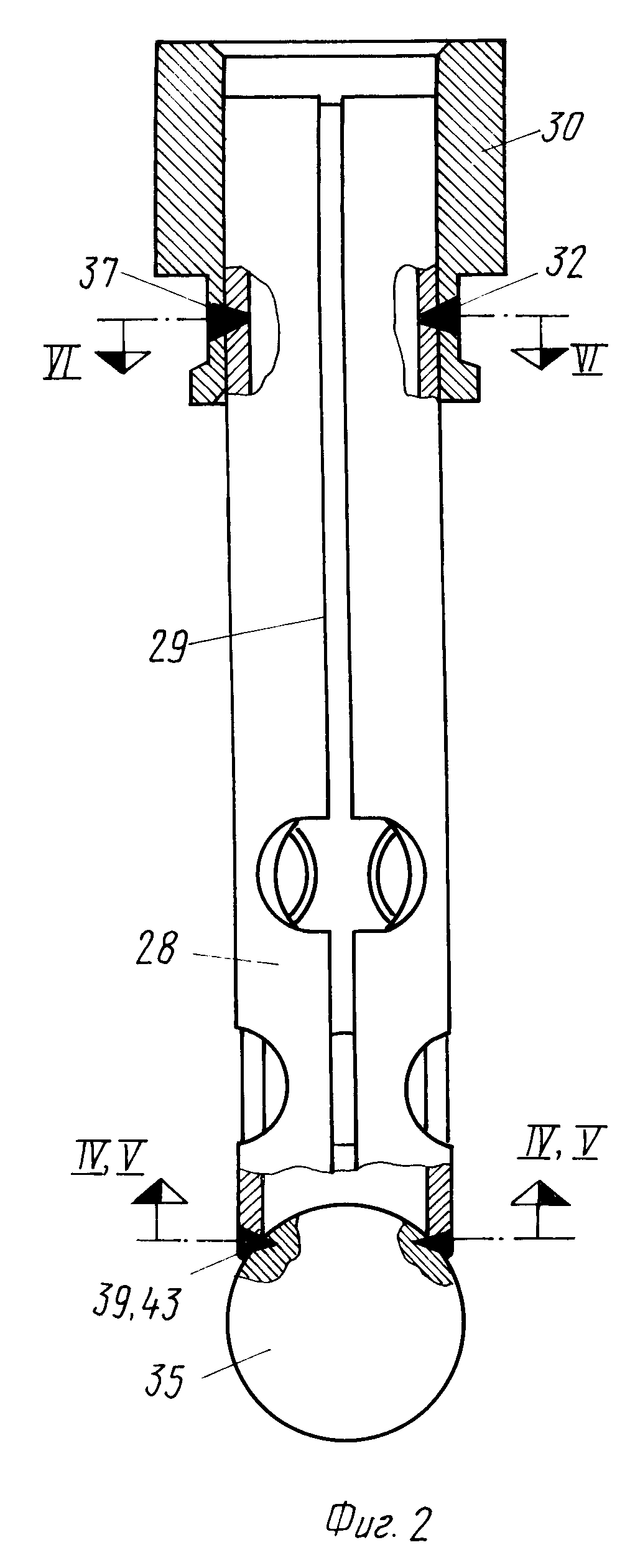
На обращенном к пружине 27 конце соединительной трубки 28 сваркой закреплен якорь 30, в котором на удаленном от конца 2 сердечника выполнено сужение диаметра 32 для сварного шва. Трубчатый переходник 6 служит с направляющей втулкой 34 в качестве направляющей трубки для якоря 30. На другом конце соединительной рубки 28 она сварена со взаимодействующим с седлом 19 и выполненным в виде, например, шарика из отвержденной по поверхности стали, запорным телом клапана 35.
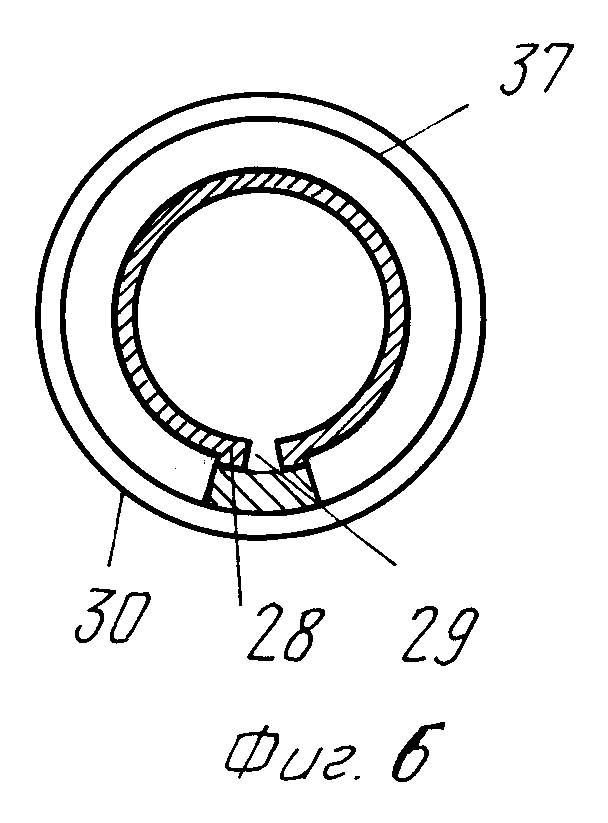
На фиг. 2 показана клапанная игла, состоящая из якоря 30, соединительной трубки 28 и запорного тела клапана 35 в сильно увеличенном виде. Сварка между якорем 30 и соединительной трубкой 28 выполнена, например, как показано на фиг. 6 в разрезе по линии VI-VI фиг. 2, в виде окружного шва 37, который прерван лишь в области продольной щели 29 соединительной трубки 28. Таким образом, при высокой прочности и надежности сварки никакие брызги или бусинки не попадают внутрь соединительной трубки 28.
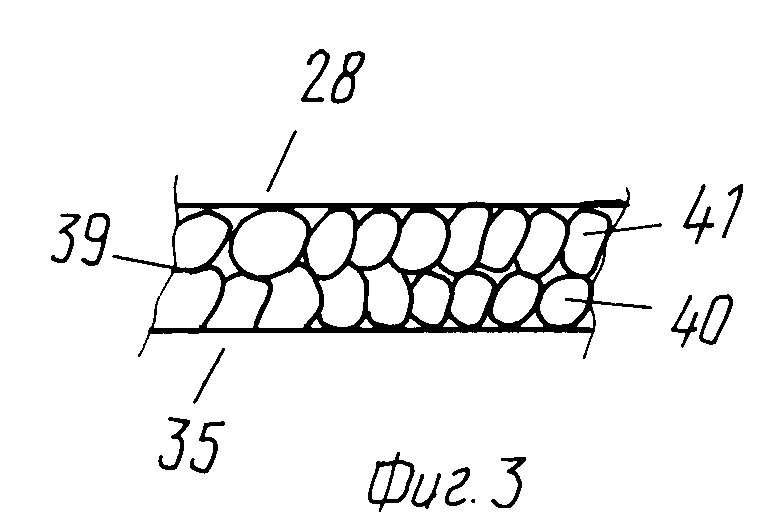
На фиг. 3 показан сварной шов 39 между, например, выполненной из стали Y 2А соединительной трубкой 28 и сравнительно более твердым материалом запорного тела клапана 35. Поочередно сначала соединяют более твердое запорное тело клапана 35 первой точкой сварки 40, а после этого это первое сварное соединение 40 сваривают с более мягким металлом соединительной трубки 28 второй точкой сварки 41, пока между запорным телом клапана и соединительной трубкой 28 не образуется по меньшей мере частичный окружной сварочный шов 39.
В результате при сравнительно быстром застывании выполненной на более твердом запорном теле сварочной точке возникающие в ней трещины заполняются при выполнении второй сварочной точки, находящейся между первой точкой и соединительной трубкой, так что обеспечивается высокая прочность соединения.
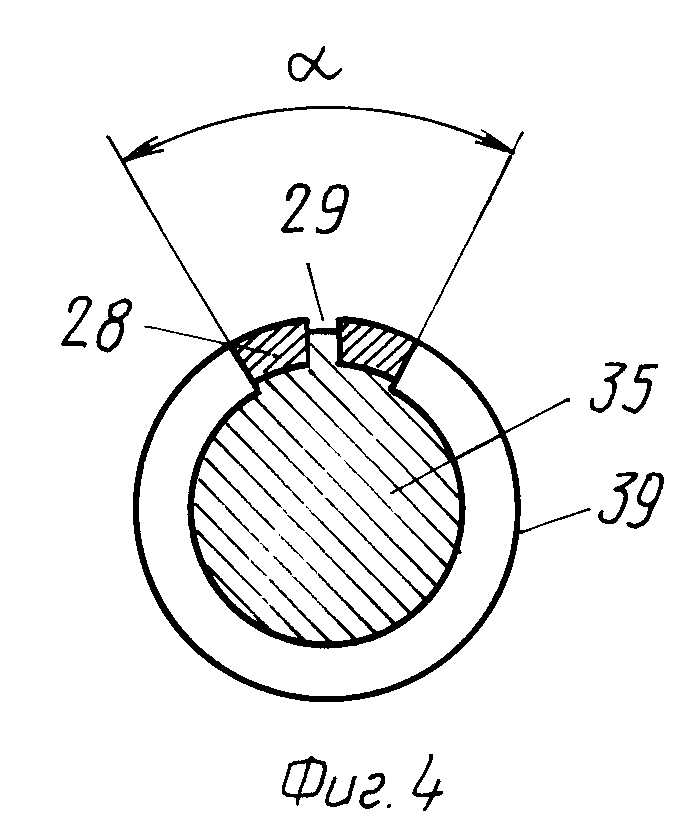
Как показано в разрезе по линии IV-IV фиг. 2 на фиг. 4, сварочный шок 39 в первом примере исполнения в области продольной щели 29 соединительной трубки 28 прерван, так как в противном случае возникает опасность, что брызги и бусинки при сварке попадут внутрь трубки, и при работе могут выйти в топливо. Сварной шов 39 в показанном примере прерван в угле, например 25-45о.
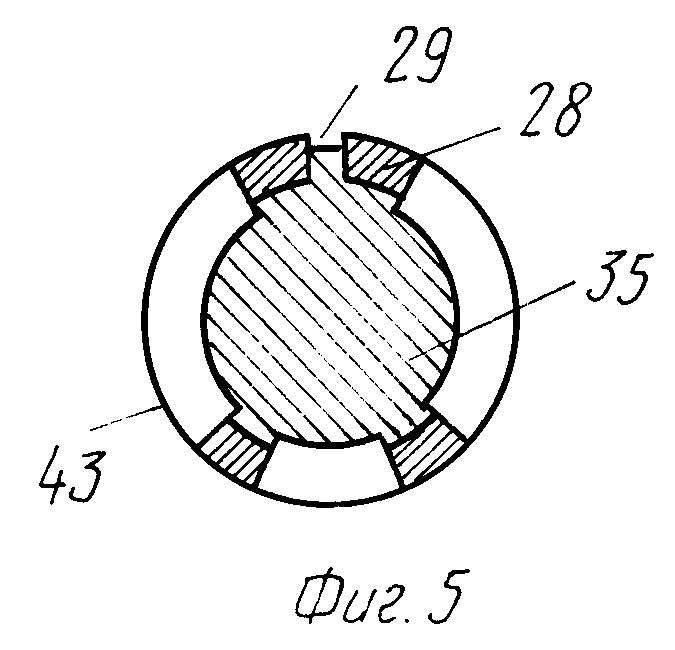
Во втором примере исполнения, как показано на фиг. 5, в разрезе по линии V-V фиг. 2, сварной шов 43 между запорным телом 35 и соединительной трубкой 28 прерван не только около щели 29 соединительной трубки 28, но, кроме того, еще в двух местах, так что сварочный шок 43 состоит из трех участков. Из- за этого снижается тепловой поток при сварке в сторону запорного тела клапана 35 и, следовательно, вызываемые тепловым потоком деформации запорного тела клапана 35, и обеспечивается плотность между запорным телом 35 и седлом клапана 39.
При отсутствии продольной щели в соединительной трубке сварной шов можно выполнять сплошным по кругу, чтобы получить простое в изготовлении и особенно прочное и надежное соединение.
Магнитная катушка 3 окружена по меньшей мере одним, выполненным в примере исполнения в виде дуги, ферромагнитным направляющим элементом 50 в осевом направлении полностью, а по окружности по меньшей мере частично. Направляющий элемент 50 областью 51 согласован с контуром магнитной катушки 3, радиально простирающися внутрь верхний конечный участок 52 частично охватывает сердечник 1, нижний конечный участок 53 частично охватывает соединитель 12. Верхний концевой участок 52 удаленным от запорного тела клапана 35 концом соединен с керном 1, например сварным швом по простому уменьшению радиуса 54 верхнего концевого участка 52. Нижним концевым участком 53 направляющий элемент 50, например сваркой, соединен в месте уменьшения радиуса 56 нижнего концевого участка 53 с соединителем 12. Сварные швы в примерах исполнения по изобретению выполняются с помощью лазера, чтобы уменьшить поток тепла в свариваемые вместе части до минимума, чтобы получить точные, плотные и надежные сварные соединения. При большом тепловом потоке к деталям возникает опасность, что они под действием температуры деформируются, и надежная работа клапана уже не будет обеспечена.
По меньшей мере часть сердечника 1 и магнитная катушка 3 по всей осевой длине окружены пластмассовым футляром 59, который также окружает по меньшей мере еще переходник 6 и часть соединителя 12. Электрический разъем 61, через который осуществляются соединение с электроцепью магнитной катушки 3 и ее возбуждение, выполнен на этом пластмассовом футляре 59.
Сварка металлически мягкой соединительной трубки 28 и сравнительно твердого металлического запорного тела клапана 35 образует прочное и надежное соединение между трубкой 28 и запорным телом 35, причем в точках сварки 40 и 41 трещин нет. Чтобы при сварке уменьшить тепловой поток и запорное тело 35 и/или при наличии продольной щели 29 в трубке 28 предотвратить образование брызг и бусинок металла при сварке внутри трубки, сварной шов 39 выполнен прерывистым.
Реферат
Использование: в двигателестроении, в частности в топливовпрыскивающей аппаратуре. Сущность изобретения: в электромагнитно приводимых в действие клапанах с сердечником, окруженном магнитной катушкой, и якорем, который посредством соединительной трубки воздействует на запорное тело клапана, соединение между соединительной трубкой и твердым запорным телом клапана производится сваркой и пайкой. В новом клапане поочередно сначала более твердое металлическое запорное тело клапана снабжается первой сварочной точкой, и затем эта первая сварочная точка сваривается с металлически более мягкой соединительноой трубкой второй точкой сварки, пока между запорным телом клапана и соединительной трубкой не образуется по меньшей мере частично проходящий по окружности сварочный шов, который обеспечивает прочное и надежное соединение. 4 з. п. ф-лы, 6 ил.