Склеенный связующим веществом узел впускного коллектора двигателя - RU2284421C2
Код документа: RU2284421C2
Чертежи




Описание
Настоящее изобретение относится к склеенным связующим веществом узлам компонентов двигателя и, более конкретно, к склеенным связующим веществом узлам впускных коллекторов. Изобретение также относится к узлу впускного коллектора, собранному с использованием отверждающегося при необходимости связующего вещества.
Исторически сложилось так, что производственные технические приемы предусматривают изготовление отдельных металлических компонентов и соединение этих компонентов с использованием крепежных средств с установкой промежуточной прокладки. Это требует наличия многих деталей и, таким образом, интенсивных трудовых затрат.
Пластмассовые узлы впускных коллекторов двигателей (таких как автомобильные двигатели) изготовляли производственными способами получения профиля, близкого к заданному, такими как способы литья под давлением с выплавляемыми стержнями. Хотя это приводит к получению изделий с необходимым близким к заданному профилем, который может быть сложным, в типичном случае эти способы дороги.
Согласно другому распространенному способу, изготовляют два или более компонентов пластмассового впускного коллектора, каждый из которых имеет плоскую сопрягаемую поверхность. Эти компоненты соединяют их соответствующими сопрягаемыми поверхностями при помощи вибрационной сварки. Этот способ также требует больших затрат времени, энергии и труда. Кроме того, существует потенциальная возможность того, что любое коробление соответствующих компонентов или другие неровности поверхности приведут к образованию нежелательных выемок в сопрягаемой поверхности при сварке. Таким образом, обязательным требованием является то, что противостоящие сопрягаемые поверхности должны быть плоскими, что ограничивает гибкость конструкции.
Соответственно, существует необходимость в получении способа изготовления и в получаемом в результате узле, в котором множество компонентов впускного коллектора двигателя соединены между собой связующим веществом. Существует также необходимость в соответствующих компонентах, прикрепляемых друг к другу при возможном отсутствии крепежных средств, прокладки или того и другого. Кроме того, существует также необходимость в достижении высокой целостности соединения неплоских противостоящих сопрягаемых поверхностей, таким образом, получая возможность формовать сложные конфигурации пластмассовых компонентов (с дополнительными, составляющими единое целое с ними компонентами или без них), изготовленных обычными способами формования.
Настоящее изобретение удовлетворяет указанным выше и другим требованиям посредством создания узла впускного коллектора двигателя, содержащего первый компонент, имеющий соответствующую первую сопрягаемую поверхность; второй компонент, имеющий соответствующую вторую сопрягаемую поверхность; связующее вещество, входящее в контакт с первой сопрягаемой поверхностью и со второй сопрягаемой поверхностью, для соединения первого компонента и второго компонента для получения впускного коллектора двигателя и механическое крепежное средство для соединения первого и второго компонентов в дополнение к действию связующего вещества.
Предпочтительно, первая сопрягаемая поверхность и вторая сопрягаемая поверхность, в целом, не являются плоскими.
Предпочтительно, первый компонент, второй компонент или оба компонента выполнены из полиамида с наполнителем из стекловолокна.
Предпочтительно, связующим веществом является эпоксидная смола.
Предпочтительно, в указанном соединении по существу отсутствует уплотнительная прокладка.
Предпочтительно, связующим веществом является монтажный клей.
Предпочтительно, толщина поперечного сечения указанного соединения составляет менее чем около 7 мм.
Предпочтительно, в контакт с указанным связующим веществом входит грунтовка.
Предпочтительно, первый и второй компоненты каждый является отформованным термопластическим компонентом.
Предпочтительно, по существу вся площадь первой и второй сопрягаемых поверхностей, входящих в контакт с указанным связующим веществом, может связываться с ним.
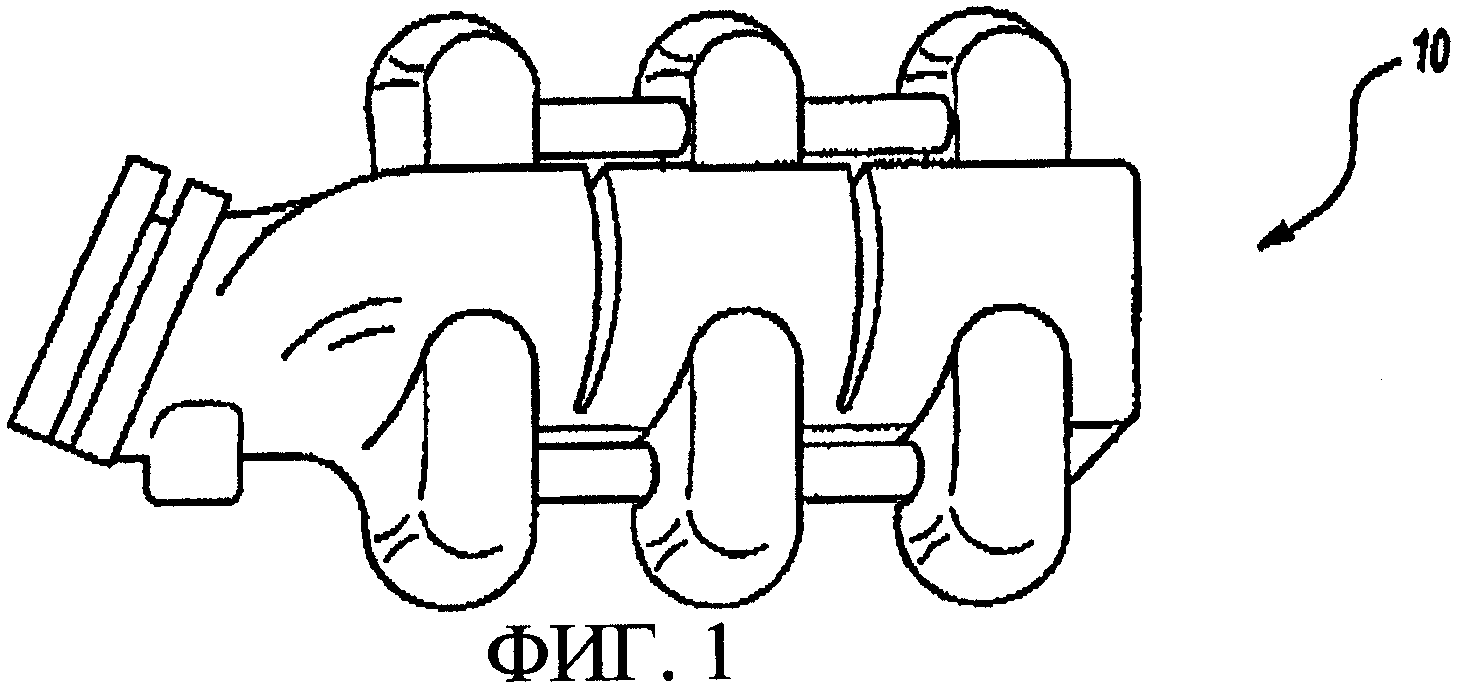
Фиг.1 изображает перспективный вид узла впускного коллектора, соответствующего настоящему изобретению.
Фиг.2 изображает вид сечения соединения, сформированного в соответствии с настоящим изобретением.
Фиг.3А-3С изображают виды сечений примеров механических крепежных средств, составляющих единое целое с компонентами узла, соответствующего настоящему изобретению.
На фиг.1, 2, 3А-3С показан узел 10 впускного коллектора, соответствующий настоящему изобретению, включающий первый компонент 12, имеющий первую сопрягаемую поверхность 14. Второй компонент 16, имеющий вторую сопрягаемую поверхность 18, приклеен к первому компоненту промежуточным слоем связующего вещества 20. Либо одна из первой и второй сопрягаемых поверхностей, либо они обе могут включать одно или более дополнительных покрытий, слоев или компонентов. Таким образом, предполагается, что сопрягаемые поверхности либо одного из первого и второго компонентов, либо обоих компонентов необязательно сформированы как единое целое с компонентом.
При необходимости либо один из первого компонента 12 и второго компонента 16, либо они оба могут иметь элемент для облегчения соединения или установки компонентов относительно друг друга или на двигатель. На фиг.2 и 3А-3С (где подобные части обозначены одинаковыми ссылочными номерами) показаны более конкретно примеры разных элементов. В типичном случае первый элемент 22, связанный с первым компонентом 12, будет входить в зацепление со вторым противостоящим структурным элементом 24, связанным со вторым компонентом 16. Такое вхождение в зацепление может происходить по внешнему периметру компонента, по его внутренней части (не показано) или в обоих вариантах. Может использоваться любая пригодная структура взаимодействия. Например, может использоваться посадка с трением, посадка с натягом или какая-либо другая вводящая в зацепление посадка. Примеры пригодных соединений включают соединения встык, соединения внахлестку, шпунтовые соединения или им подобные. В одном варианте осуществления изобретения, показанном на фиг.3А, применено защелкивающееся соединение 26, полученное при помощи хвостовика 28 на первом элементе 22, входящего в зацепление с противостоящей стенкой 30, сформированной на втором элементе 24. В другом варианте осуществления изобретения, показанном на фиг.3 В, один из компонентов имеет фланец 32, имеющий внутреннюю стенку 34 для увеличения площади поверхности, доступной связыванию, и для вхождения в контакт с другим компонентом. На фиг.3С показан в увеличенном масштабе вид соединений, показанных на фиг.2, иллюстрирующий фиксатор 36 для получения посадки с защелкиванием и ребро 38, входящее в канавку 40, проходящую, по меньшей мере, по части сопрягаемой поверхности для увеличения площади поверхности контакта со связующим веществом, для эффективного формирования шпунтового соединения, посадки с защелкиванием, или обоих соединений. Как будет понятно, при необходимости для содействия достижению посадки с защелкиванием или для получения установочной детали слышимого действия для облегчения сборки может быть сформирован хвостовик или подобная другая структура. Также предполагаются, как возможные, комбинации указанных выше типов соединений в одном узле. Другие примеры показаны в одновременно находящейся на рассмотрении заявке на патент США №09/825721 (озаглавленной "Склеенный связующим веществом узел радиатора") ("Adhesively Bonded Radiator Assembly"). Кроме того, могут применяться другие пригодные структуры или способы обработки поверхности для увеличения площади поверхности сопрягаемых поверхностей соединения или наложения между соответствующими сопрягаемыми поверхностями компонентов.
Предпочтительно связующее вещество наносится, по меньшей мере, на часть соединяемых поверхностей и предпочтительно в достаточном количестве вокруг внешнего периметра таким образом, чтобы не было существенных щелей между первым и вторым компонентами. В одном варианте осуществления изобретения слой связующего вещества наносят (например, посредством нагнетания) на соответствующую сопрягаемую поверхность, по меньшей мере, одного из компонентов и противостоящую сопрягаемую поверхность вводят в контакт с ней. Затем связующее вещество узла отверждают. В другом варианте осуществления изобретения связующее вещество предварительно наносят (например, посредством напыления, погружения, нанесения кистью, свабирования или подобным способом) на одну или обе сопрягаемые поверхности соответствующих компонентов и затем компоненты соединяют и связующее вещество отверждают. Подобным образом может также использоваться любой другой пригодный технический прием соединения. Предпочтительно количество используемого связующего вещества достаточно для достижения необходимых характеристик узла. Такое количество будет варьироваться в разных вариантах осуществления изобретения.
Одним вариантом осуществления изобретения является впускной коллектор двигателя, имеющий непрерывный слой или пленку связующего вещества, расположенного на сопрягаемых поверхностях его соответствующих компонентов. Используемый здесь термин "непрерывный слой или пленка связующего вещества" означает слой или пленку связующего вещества, которое расположено по внешнему периметру сопрягаемой поверхности, и конец слоя или пленки связующего вещества соединяется с началом слоя или пленки связующего вещества. Непрерывный слой или пленка связующего вещества после отверждения может формировать непроницаемое для воздуха и жидкости уплотнение между компонентами. Выполнение такой функции позволяет заменить прокладки слоем или пленкой связующего вещества в качестве уплотнительного средства. Связующее вещество может быть нанесено на компоненты впускного коллектора в непосредственной близости от места, где компоненты будут введены в контакт друг с другом, или оно может быть нанесено в месте, удаленном от места, где компоненты будут введены в контакт друг с другом, или заблаговременно. Используемый здесь термин "удаленный" может относиться как ко времени, так и к месту. В варианте, когда связующее вещество наносят на один или более компонентов на удалении от места, где компоненты соединяют друг с другом, используется связующее вещество, отверждаемое при необходимости.
В предпочтительном варианте осуществления настоящего изобретения либо один из первого и второго компонентов, либо они оба выполнены из пластмассового материала, то есть термоотверждающегося материала, термопластического материала или их смеси. В число предпочтительных материалов с высокими технологическими показателями входят полибутилентерефталат, полиэфиримиды, полифениленэфирные/полиамидные смолы, полиэфирсульфоновые смолы, полиамидимидные смолы, полифталимидные смолы, нейлон 6,6, полиамидные смолы, синдиотактический полистирол и их смеси. В особенно предпочтительном варианте осуществления изобретения материалом является термопластический материал, подобранный из полиамидов, полистиролов, полиолефинов, поликарбонатов или их смесей. Более предпочтительно, материал подбирают из полиамидов (например, нейлон 6,6), полистиролов или их смесей. В одном предпочтительном варианте материалом является смесь полиамидов и синдиотактических полистиролов, и более предпочтительно - смесь нейлона 6,6 и синдиотактического полистирола. В число пригодных материалов входят эпоксидные смолы.
Пластмассы, используемые для изготовления компонентов, в типичном случае также будут включать другие ингредиенты, такие как армирующие материалы, модификаторы (например, модификаторы, повышающие ударную прочность, огнезащитные вещества, вещества, защищающие от ультрафиолетового излучения и т.п.) или другие пригодные наполнители (например, штапелированное стекловолокно, минерал, тальк, карбонат кальция и т.п.). Например, в одном варианте осуществления изобретения пластмасса наполнена стекловолокном в количестве от около 10 до около 50 вес. %, и более предпочтительно - около 35 вес. %. Предпочтительно избранный материал обладает прочностью на разрыв, составляющей, по меньшей мере, 175 МПа, и более предпочтительно - по меньшей мере, около 225 МПа и относительное удлинение, составляющее от около 1 до около 10%, и более предпочтительно - от около 3 до около 5%. Материал также обладает термостойкостью и будет выдерживать без термической деструкции температуры, составляющие, по меньшей мере, около 135°С (около 275°F), и более предпочтительно - 177°С (350°F) в течение, по меньшей мере, около 144 часов, и более предпочтительно - 168 часов.
Конечно, один или более компонентов может быть металлическим (например, выполненным из чугуна, стали, магния, алюминия, титана и т.п.), выполненным из композиционного материала, керамического материала (например, из карбида, нитрида, боронитрида и т.п.) или какого-либо другого материала. Предпочтительно компоненты изготовляют посредством литья под давлением с использованием обычных технических приемов и условий обработки. В альтернативном варианте их можно изготовлять другим пригодным способом, таким как компрессионное формование, термоформование, выдувное формование и т.п.
Либо материалы компонента, либо связующее вещество, либо и то и другое могут быть подвергнуты пригодной обработке (равномерно или локально) как необходимо для повышения стойкости к коррозии, стойкости к окислению, термостойкости или другой характеристики конечного изделия. Например, в них могут быть примешаны пригодные добавки, или они могут быть пропитаны или покрыты ими для достижения желательного свойства. В некоторых случаях сила связи может быть повышена посредством дополнительного введения связующего вещества в контакт с пригодной грунтовкой.
Связующим веществом, соответствующим настоящему изобретению, является монтажный клей и более предпочтительно материал, отверждаемый при необходимости. Может использоваться любое связующее вещество, которое после отверждения может выдерживать условия эксплуатации двигателя (например, автомобильного двигателя). Предпочтительно такое связующее вещество не должно разлагаться или отслаиваться при температурах до около 138°С (280°F), более предпочтительно - до около 143°С (290°F), еще более предпочтительно - до около 160°С (320°F), и наиболее предпочтительно - до около 191°С (375°F).
Кроме того, связующее вещество должно быть способным выдерживать воздействие углеводородных материалов, хлорида кальция, тормозной жидкости, охлаждающих жидкостей на основе этиленгликоля и растворов для омывателя лобового стекла и т.п. при указанных выше температурах и давлениях, которые достигаются внутри двигателя внутреннего сгорания. В возможном варианте осуществления изобретения связующее вещество должно быть способным связываться с другими компонентами двигателя, которые могут быть металлическими, керамическими, композиционными, пластмассовыми и т.п. Используемое связующее вещество может отверждаться многими известными способами, включающими тепловое отверждение, отверждение инфракрасными лучами, отверждение ультрафиолетовыми лучами, химическое отверждение, высокочастотное отверждение, отверждение при испарении растворителя или влаги.
В другом варианте осуществления изобретения связующее вещество является отверждаемым при необходимости связующим веществом, которое требует отдельной операции для начала отверждения связующего вещества. В одном варианте это может достигаться посредством использования отвердителя, заключенного в оболочку, которую разрывают в ходе сборки. В другом варианте это достигается посредством удаления защитного покрытия для введения связующего вещества в контакт с окружающей средой. Отверждение может инициироваться посредством воздействия на связующее вещество теплом, источниками инфракрасных или ультрафиолетовых лучей или сдвигающими силами и т.д.
Хотя также рассматриваются как пригодные другие группы связующих веществ (например, уретаны, акриловые, силаны и т.п.), предпочтительно связующим веществом является термостойкая эпоксидная смола, полиимид, гибридное связующее вещество на основе полиимидной/эпоксидной смол или наполненный эпоксидной смолой новолачный/нитрильный каучук. Предпочтительными связующими веществами являются термостойкие эпоксидные смолы. Термин "термостойкая эпоксидная смола" означает связующее вещество, в котором основным компонентом является эпоксидная смола, которая после отверждения может выдерживать воздействие указанных выше температур, не разлагаясь и не отслаиваясь от основания.
В особенно предпочтительном варианте осуществления изобретения связующим веществом является катализированное связующее вещество с минеральным наполнителем, которое включает один или более регулярных или модифицированных эпоксидных компонентов, пригодный отвердитель и пригодный тиксотропный агент для поддержания вязкости по Брукфильду при комнатной температуре (в неотвержденном состоянии) в пределах около 500 спз.
Следует понимать, что использование здесь термина "связующее вещество" не предусматривает исключения грунтовок или других связующих материалов из объема настоящего изобретения.
Настоящее изобретение предоставляет существенную гибкость конструкции. Хотя сопрягаемые поверхности могут быть плоскими, они могут и не быть таковыми. В предпочтительном варианте осуществления изобретения либо одна, либо обе сопрягаемые поверхности в целом не являются плоскими (например, могут быть фасонными, ступенчатыми, рифлеными и т.п.). Использование формованных пластмассовых компонентов также позволяет формировать структуры сложной конфигурации. В этой связи впускной коллектор может быть отформован или изготовлен по-другому так, что в одной из его поверхностей или на ней может находиться один или более таких компонентов как кронштейны, соединители, направляющие для кабелей, направляющие для шлангов, крепежные приспособления, зажимы и т.д. Кроме того, в отформованном компоненте могут быть вырезаны или получены механической обработкой каналы, окна или другие подобные проходы для соединения множества компонентов в узел впускного коллектора.
Специалисту в данной области техники будет понятно, что в число многих преимуществ настоящего изобретения входит то, что можно изготовлять узлы, которые по существу не имеют уплотнительной прокладки, механических крепежных средств или того и другого. Однако объем настоящего изобретения не исключает использование прокладок или крепежных средств. В действительности предусматривается, что прокладка может быть изготовлена (например, посредством высечки прокладки) из связующего вещества или может быть включена в него как компонент (например, как пропитывающее вещество или покрытие) связующего вещества, соответствующего настоящему изобретению. Полученная структура создает уплотнение в значительной степени подобно прокладке, но также обладает необходимыми механическими характеристиками монтажного клея.
На фиг.3А-3С можно видеть, что соединение имеет толщину (t) поперечного сечения. Хотя могут использоваться большие размеры толщины, которые также входят в объем настоящего изобретения, в некоторых самых предпочтительных вариантах осуществления изобретения толщина сечения составляет менее 7 мм, и еще более предпочтительно - менее чем около 5 мм (например, от около 3 до около 4 мм). Это дополнительно усиливает преимущества настоящего изобретения по сравнению с известными узлами, в которых обычно используются большие величины толщины сечения.
Другим преимуществом настоящего изобретения по сравнению с узлами, собранными при помощи вибрационной сварки, является то, что по существу вся площадь первой и второй сопрягаемых поверхностей, входящих в контакт со связующим веществом, может непрерывно связываться со связующим веществом по всему стыку и, таким образом, может повышаться прочность соединения. В противоположность этому, когда пластмассы с наполнителем или армирующим материалом сваривают вибрационной сваркой, наполнитель или армирующий материал (например, стекловолокно) не будут привариваться в свариваемом стыке. Таким образом, в стыке существуют разрывы, которые препятствуют достижению высокой прочности сварного шва.
Хотя настоящее изобретение описано в контексте, относящемся к впускным коллекторам автомобильных двигателей, использование изобретения ими не ограничивается. Предложенная технология может использоваться в отношении любого объекта с двигателем, имеющим впускной коллектор, действующий в более мягких рабочих условиях или сравнимых с условиями работы автомобильного двигателя.
При изготовлении предложенного узла связующее вещество наносят посредством введения обычным способом связующего вещества в контакт с одной или более сопрягаемых поверхностей для формирования непрерывного слоя или пленки. Связующее вещество можно наносить на поверхность посредством напыления, выдавливания, нанесения кистью и т.п. Связующее вещество можно наносить непосредственно перед соединением компонентов или его можно наносить в месте, удаленном от места, где компоненты будут связаны друг с другом или с двигателем. Предпочтительное отверждаемое при необходимости связующее вещество подвергают воздействию таких условий, при которых оно будет отверждаться и, таким образом, связывать компоненты между собой и формировать уплотнение между ними. Такие условия могут создаваться перед соединением компонентов или после соединения. Специалистам в данной области техники хорошо известно, какая операция может быть использована для отверждения связующего вещества и когда ее следует выполнять. В одном варианте осуществления изобретения этой операцией может быть операция, относящаяся к сборке автомобиля или к работе автомобиля.
В другом варианте осуществления изобретения узел впускного коллектора может включать встроенную систему шумопоглощения, предназначенную для предотвращения распространения из двигательного отсека шума, присущего работе двигателя внутреннего сгорания. В одном варианте узел может содержать наружную оболочку и внутреннюю оболочку, устроенные так, что внутренняя оболочка расположена внутри наружной оболочки, и между двумя оболочками существует пространство. Пространство может просто содержать воздух, который может ослаблять звуковые волны и, таким образом, уменьшать шум, который можно слышать снаружи от двигателя. В альтернативном варианте пространство может быть заполнено звукоизолирующим материалом, таким как эластомерный материал или вспененный материал. В другом варианте впускной коллектор может иметь связанный с его внутренней поверхностью звукоизолирующий материал, такой как эластомер или пена.
В другом варианте осуществления изобретения узел может включать покрытие или пленку на внешней или внутренней поверхности, которая предназначена для улучшения барьерных характеристик впускного коллектора против воздействия углеводородов. Такое покрытие или пленка может уменьшать утечку летучих углеводородов из автомобиля. Может использоваться любое покрытие или пленка, которые предотвращают проникновение углеводородов через узел. Предпочтительным покрытием является нанесенное плазменным осаждением покрытие на углеродно-кремнеземной основе, как описано в патенте США № 5298587, патенте США № 5320875, патенте США № 5433786 и патенте США № 5494712, включенных сюда в качестве ссылочного материала.
Узел, соответствующий настоящему изобретению, может выдерживать температуру, составляющую около 163°С (около 325°F), в течение, по меньшей мере, около 2500 часов, и более предпочтительно - около 3000 часов, и температуру около 177°С (около 350°F) в течение, по меньшей мере, около 75 часов, и более предпочтительно - около 100 часов. Узел по существу не демонстрирует заметного разрушения в присутствии автомобильных жидкостей, таких как тормозная жидкость, жидкость для омывателя лобового стекла, жидкость усилителя руля, жидкость для охлаждения двигателя (соответствующая стандарту и с истекшим сроком службы), моторное масло (соответствующее стандарту, синтетическое и отработанное), бензин, дизельное топливо, этанол, метанол, пусковые жидкости и т.п. Узел также не демонстрирует заметного разрушения от воздействия составов, встречающихся в окружающей среде, таких как хлорид кальция, хлорид натрия, выхлопные газы (в случае с двигателями с рециркуляцией выхлопных газов) и т.д. В особенно предпочтительном варианте осуществления изобретения полученная прочность на разрыв связующего вещества в соединении узла составляет, по меньшей мере, около 4000 фунтов на квадратный дюйм (28 МПа), более предпочтительно - по меньшей мере, около 6500 фунтов на квадратный дюйм (45 МПа), и еще более предпочтительно - по меньшей мере, около 9000 фунтов на квадратный дюйм (62 МПа). Кроме того, предпочтительно прочность соединения превышает прочность, по меньшей мере, одного, и более предпочтительно - более чем одного из отдельных отформованных компонентов.
Предложенный узел впускного коллектора может использоваться в комбинации с другими приклеенными связующим веществом компонентами двигателя, такими как описанные в одновременно рассматриваемой заявке №09/766792 ("Узел из головки блока цилиндров и приклеенной к нему крышки клапанной камеры") ("Adhesively Bonded Valve Cover Cylinder Head Assembly"), включенной сюда в качестве ссылочного материала, и в одновременно рассматриваемой заявке №09/825721 ("Склеенный связующим веществом узел радиатора") ("Adhesively Bonded Radiator Assembly"), включенной сюда в качестве ссылочного материала.
Реферат
Изобретение относится к двигателестроению, в частности к узлу впускного коллектора, склеенного связующим веществом. Изобретение позволяет соединять сложные конфигурации компонентов и при этом получать высокую прочность соединения. Узел впускного коллектора двигателя содержит первый компонент, имеющий соответствующую первую сопрягаемую поверхность, и второй компонент, имеющий соответствующую вторую сопрягаемую поверхность. Узел содержит также связующее вещество, входящее в контакт с первой сопрягаемой поверхностью и со второй сопрягаемой поверхностью, для соединения первого компонента и второго компонента для получения впускного коллектора двигателя и механическое крепежное средство для соединения первого и второго компонентов в дополнение к действию связующего вещества. Первая сопрягаемая поверхность и вторая сопрягаемая поверхность, в целом, не являются плоскими. Первый компонент, второй компонент или оба компонента выполнены из полиамида с наполнителем из стекловолокна. Связующим веществом является эпоксидная смола. В указанном соединении по существу отсутствует уплотнительная прокладка. Толщина поперечного сечения указанного соединения составляет менее чем около 7 мм. 9 з.п. ф-лы, 3 ил.
Комментарии