Способ изготовления сварно-паяной конструкции - RU2158666C2
Код документа: RU2158666C2
Чертежи
Описание
Изобретение относится к области сварки, в частности к способам изготовления сварно-паяной конструкции, и может найти применение при изготовлении камеры жидкостного ракетного двигателя.
Известен способ сварки секций камеры ЖРД. В нем имеется соединение секций камеры через проставки сваркой (Г.Г.Гахун, В.И.Баулин, В.А.Володин и др. Конструкции и проектирование жидкостных ракетных двигателей.- М.: 1989, с. 114, 115, рис. 6, 23.). В этом техническом решении не указаны виды сварных швов и паяных соединений.
Наиболее близким техническим решением является способ изготовления сварно-паяной конструкции камеры жидкостного ракетного двигателя, состоящей из смесительной головки, скрепленной с корпусом камеры, выполненным из отдельных узлов и имеющим насадок на выходной части сопла, причем узлы корпуса камеры выполнены из сопрягаемых элементов, один из которых имеет цилиндрическую форму, а профили остальных представляют собой дуги кольцевых овалов и состоят из скрепленных между собой наружной силовой оболочки, выполненной из стали, и внутренней огневой стенки, выполненной из бронзы и стали, и включающий в себя операции пайки между собой наружных и внутренних обечаек отдельных узлов камеры, а также операции соединения между собой отдельных узлов камеры в заданной последовательности путем сварки между собой обечаек силовой оболочки и обечаек огневой стенки соответственно. (И.И.Горев. Основы производства жидкостных ракетных двигателей.- Машиностроение.- М., 1969, с. 10-13, 50-58, 61-62, 68-69, 81, 91). Недостатками способа являются негарантированное качество пайки, поскольку часто нарушается герметичность при работе в напряженных условиях и при наличии вибрации деталей, нетехнологичность процесса сварки деталей, что ведет к нарушению соосности узлов в конструкции и появлению дефектов в виде трещин.
Задача, на решение которой направлено изобретение, состоит в усовершенствовании технологии изготовления для обеспечения высокого качества паяных и сварных соединений, в том числе соосности частей паяно-сварной конструкции и надежности работы этих соединений, особенно в конструкции для условий воздействия широкого диапазона давлений, температур, активных окислительных сред, виброперегрузок, имеющих место в мощных жидкостных ракетных двигателях.
Техническим результатом настоящего технического решения является создание надежной и простой технологии изготовления большеразмерных камер жидкостных ракетных двигателей с регенеративным охлаждением в камерах на химически активных компонентах топлива и продуктах их взаимодействия.
Для решения поставленной задачи в способе изготовления сварно-паяной конструкции камеры жидкостного ракетного двигателя, состоящей из смесительной головки, скрепленной с корпусом камеры, выполненным из отдельных узлов и имеющим насадок на выходной части сопла, причем узлы корпуса камеры выполнены из сопрягаемых элементов, один из которых имеет цилиндрическую форму, а профили остальных представляют собой дуги кольцевых овалов и состоят из скрепленных между собой наружной силовой оболочки, выполненной из стали, и внутренней огневой стенки, выполненной из бронзы и стали, и включающем в себя операции пайки между собой наружних и внутренних обечаек отдельных узлов камеры, а также операции соединения между собой отдельных узлов камеры в заданной последовательности путем сварки между собой обечаек силовой оболочки и обечаек огневой стенки соответственно, пайку насадка и скрепляемых с ним обечаек корпуса выполняют припоем на основе никеля, хрома, марганца, а пайку деталей смесительной головки и остальных элементов корпуса камеры выполняют медно-серебряным припоем, скрепление обечаек огневой стенки между собой осуществляют электронно-лучевой сваркой, направляя пучок электронов в оставляемые при пайке осевые зазоры между обечайками силовой оболочки, после чего обечайки силовой оболочки последовательно скрепляют между собой через соответствующие кольцевые проставки, устанавливаемые в осевые зазоры. Причем проставки, устанавливаемые в местах сварных швов обечаек огневой стенки, выполняют разъемными в продольном направлении, скрепляемыми в местах разъема электродуговой сваркой в среде защитных газов, а скрепление смесительной головки с корпусом камеры выполняют тремя швами, первый из которых выполняют на внутренней части разделки стыка огневой стенки автоматической дуговой электросваркой плавящимся электродом в среде защитного газа с присадочной проволокой, а второй - на наружной части разделки стыка силовой оболочки и проставки, при этом сначала выполняют автоматическую агронно-дуговую сварку неплавящимся электродом для получения корня шва, а затем автоматическую гелиево-дуговую сварку плавящимся электродом для заполнении оставшейся разделки, причем разделку под этот шов выполняют без зазора в корне шва, третий шов выполняют также на наружной части стыка силовой оболочки и проставки и ведут автоматическую гелиево-дуговую сварку плавящимся электродом, причем разделку под этот шов осуществляют с зазором в корне шва для обеспечения свободной усадки при выполнении второго шва.
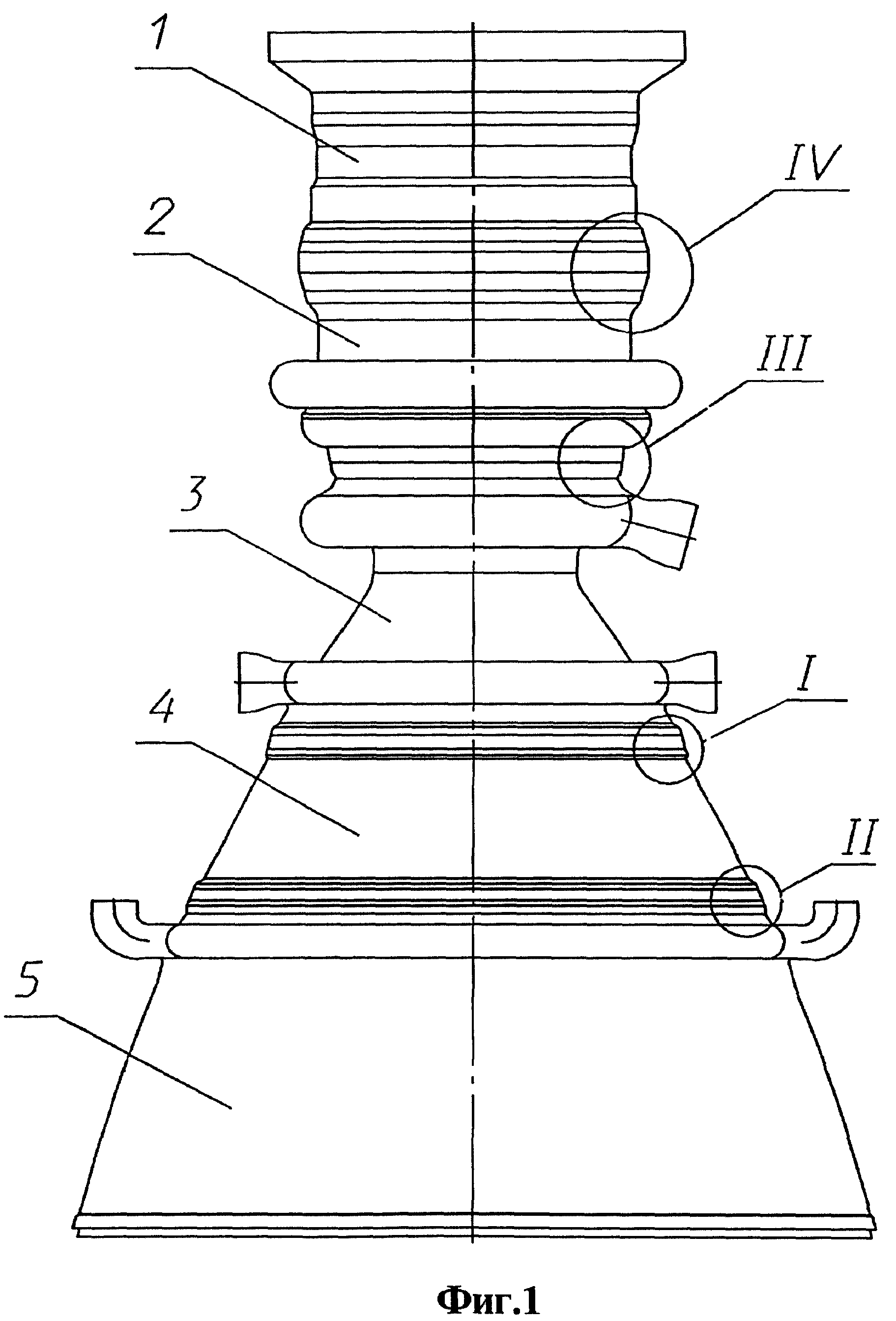
На фиг.1 представлена камера жидкостного ракетного двигателя,
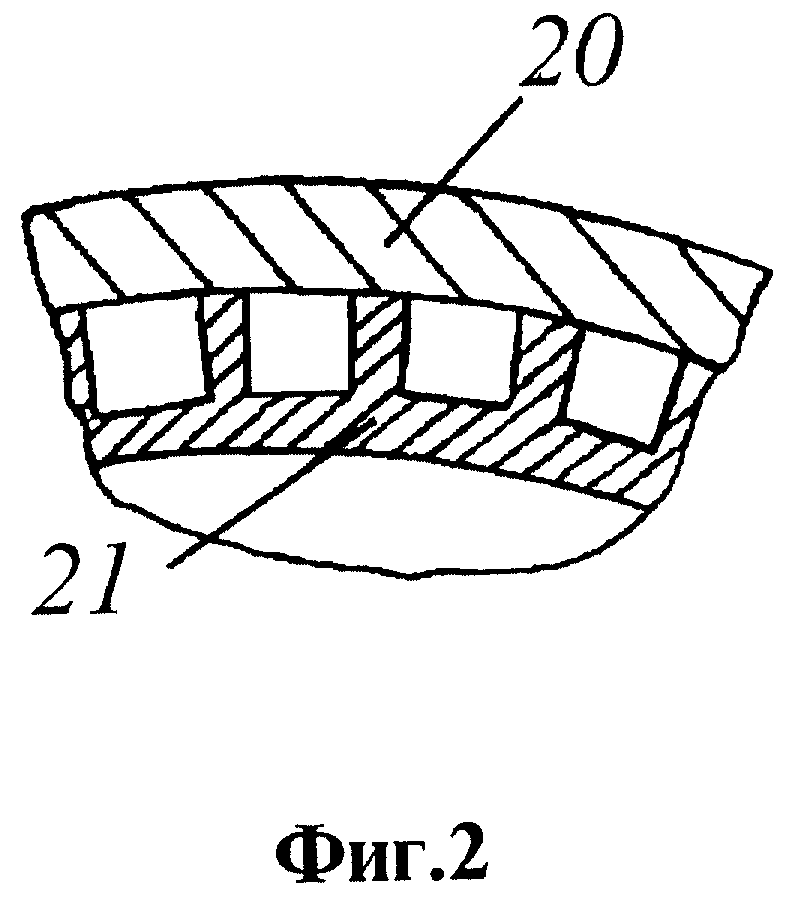
на фиг. 2 - изображение фрагмента паяного соединения стальной силовой оболочки (наружная деталь) и внутренней
огневой стенки корпуса (внутренняя деталь),
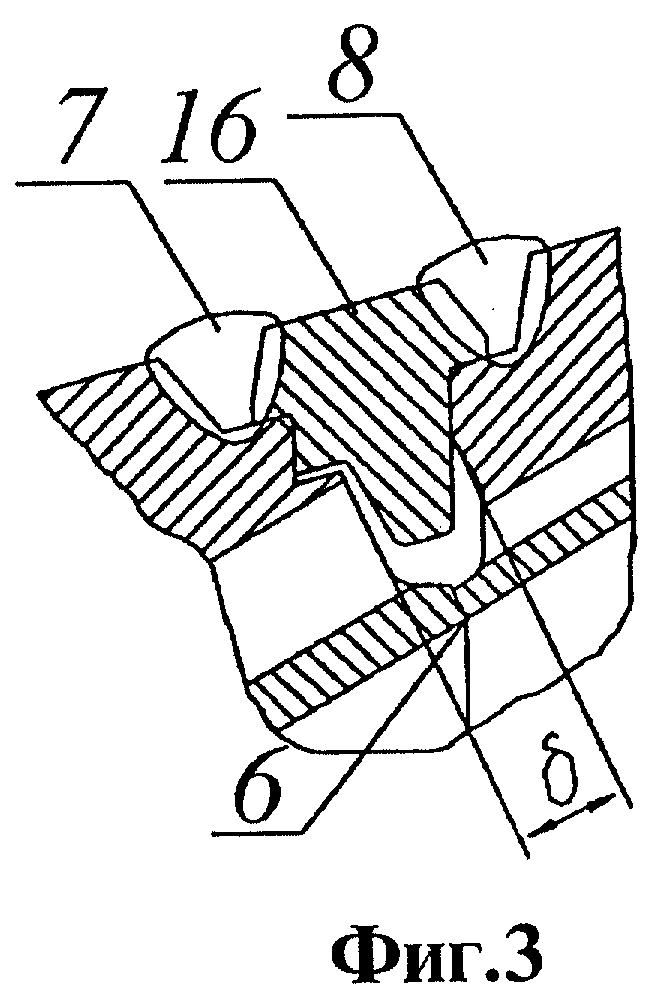
на фиг. 3 - сечение области I фиг.1,
на фиг. 4 - сечение области II фиг.1,
на фиг. 5 - сечение области III фиг.1,
на
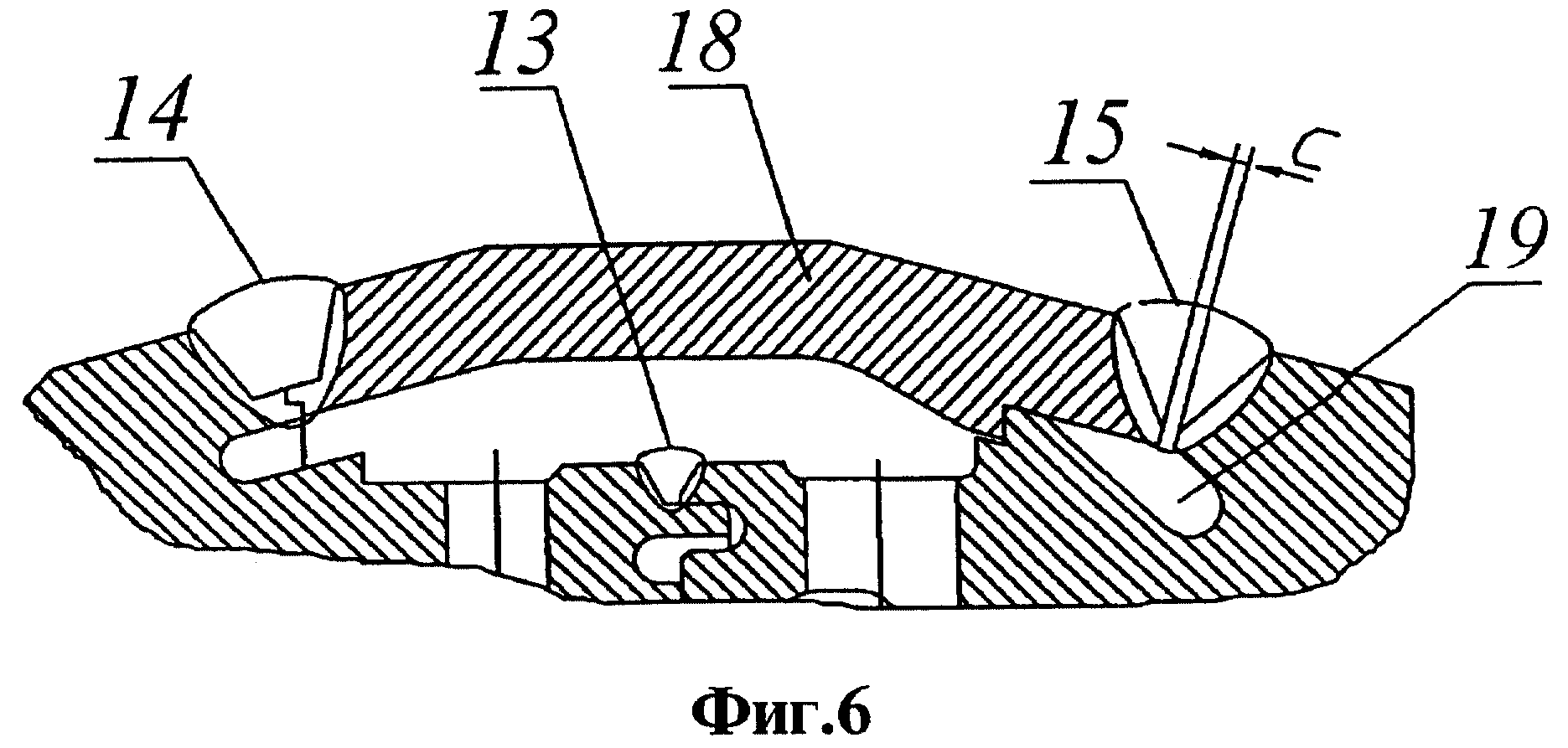
фиг.6 - сечение области IV фиг. 1.
Технология изготовления камеры состоит в следующем. Изготавливают детали и узлы камеры, включающие в себя: смесительную головку 1, цилиндрическую часть корпуса камеры 2, входную часть сопла с критическим сечением 3, промежуточную часть сопла 4 и насадок 5.
Смесительную головку 1 собирают с нанесением припоя на поверхности, подлежащие пайке. Узлы 2,3,4,5 собирают с нанесением припоя на поверхности контакта соединяемых пайкой силовой оболочки и внутренней огневой стенки. Структура паяных соединений узлов 1,2,3,4,5 представлена на фиг. 2 (где наружная деталь 11 - это обечайка части силовой оболочки, а внутренняя деталь 10 - это обечайка части огневой стенки соответствующего сечения).
Далее осуществляют сборку узлов 1,2,3,4,5 путем спаивания между собой соответствующих частей силовой (наружной) и огневой (внутренней) оболочек.
Причем пайку смесительной головки 1, цилиндрической части корпуса 2, входной части сопла 3 выполняют медно-серебряными припоями, а пайку промежуточной части сопла 4 и насадка 5 выполняют припоями на основе никеля, хрома и марганца.
Затем выполняют термообработку с обеспечением механических свойств стали в паяных соединениях.
Затем проводят сварку изготовленных узлов 1,2,3,4,5 между собой.
Сначала сваривают узлы 3 и 4 сопловой части. Разделка кромок представлена на фиг.3. Сначала выполняет шов 6 электронно-лучевой сваркой. Как видно из чертежа фиг. 3, сварочный электронный луч направляется в зазор δ между обечайками силовой оболочки в место расположения шва 6.
Сочетание свариваемых материалов: бронза БрХ08 (огневая оболочка узла 3) + сталь 12Х18Н10Т (огневая оболочка узла 4), свариваемая толщина 1,6 мм. Для соединения между собой силовых оболочек узлов 3 и 4 используется проставка 16, которая устанавливается после выполнения сварного шва 6. Затем сваривают швы 7 и 8, сварка автоматическая плавящимся электродом в среде защитных газов. Свариваемые материалы: сталь 06Х15Н6МВФБ (силовая оболочка узла 3) + сталь 06Х15Н6МВФБ (силовая оболочка узла 4), толщина 4,5 мм, присадочная проволока 03Х12Н9М2С диаметром 1,2 мм, материал проставки 16 идентичен материалу силовой оболочки. Контроль - рентгеноконтроль для швов 6, 7, 8, цветная дефектоскопия для швов 7 и 8.
Затем сваривают полученную сопловую часть с насадком 5. Разделка кромок представлена на фиг. 4. Сначала выполняют шов 9. Здесь также сварочный электронный луч направляется в зазор между соответствующими обечайками силовой оболочки аналогично сварочному шву 6. Сварка электронно-лучевая. Сочетание свариваемых материалов: сталь 12Х18Н10Т (огневая оболочка узла 4)+ 12Х18Н10Т (огневая оболочка узла 5), свариваемая толщина 1,5 мм. Для соединения между собой силовых оболочек узлов 4 и 5 используется проставка 17, которая устанавливается после выполнения сварного шва 9. Затем выполняют швы 10 и 11 электродуговой автоматической сваркой в среде защитных газов. Свариваемые материалы: сталь 06Х15Н6МВФБ (силовая оболочка узла 4) + сталь 06Х15Н6МВФБ (силовая оболочка узла 5), толщина 2,0 мм, присадочная проволока 03Х12Н9М2С диаметром 1,2 мм, материал проставки 17 идентичен материалу силовой оболочки. Контроль - рентгеноконтроль всех сварных швов и цветная дефектоскопия.
Затем сваривают сопловую часть с цилиндрической частью 2. Разделка шва 12 представлена на фиг. 5. Сварка автоматическая в среде защитных газов. Свариваемые материалы: сталь 06Х15Н6МВФБ (силовая оболочка узла 2) + сталь 06Х15Н6МВФБ (силовая оболочка узла 3), толщина 8,0 мм. Присадочная проволока - 03Х12Н9М2С.
Сварной шов подвергается цветной дефектоскопии и рентгеноконтролю.
И наконец приваривают смесительную головку 1 к цилиндрической части 2 корпуса. Разделка и сварные швы представлены на фиг. 6. При этом выполняют три шва 13, 14 и 15.
Шов 13 выполняют автоматической сваркой в среде защитных газов с присадочной проволокой 03Х12Н9М2С, свариваемые материалы: сталь 06Х15Н6МВФБ, толщина 3 мм. Сварной шов 13 подвергается цветной дефектоскопии и рентгеноконтролю. Для соединения между собой силовых оболочек узлов 1 и 2 используется проставка 18, которая устанавливается после выполнения сварного шва 13.
Сварной шов 14 обеспечивает сварное соединение деталей из материалов: сплав ХН67ВМТЮ (проставка 18) и сталь 06Х15Н6МВФБ (силовая оболочка), свариваемые толщины 8,5 мм. Шов выполняют автоматической аргонно-дуговой сваркой в среде защитных газов. Сварной шов проходит цветную дефектоскопию и рентгеноконтроль.
Сварной шов 15 выполняют автоматической гелиево-дуговой сваркой плавящимся электродом. Свариваемые материалы: сталь 06Х15Н6МВФБ (силовая оболочка) + ХН67ВМТЮ (проставка 18), толщина 8,5 мм. Присадочная проволока 03Х12Н9М2С. Затем контроль: рентгено- и дефектоскопия.
Выбор различных сочетаний разных методов сварки объясняется следующим. Вследствие большой глубины (15 мм) и малой ширины (3,0 мм) коллектора внутренние швы (6 и 9) выполняются электронно-лучевой сваркой.
Проставки 16, 17, 18 выполнены разрезными из двух или трех частей, т.е. имеют разъемы в продольном направлении, которые затем заваривают дуговой электросваркой.
Для предотвращения окисления внутренних полостей и нарушения целостности паяных швов при сварке швов 7, 8, 10, 11 используются медные цанговые шины, а в пространство между внешней силовой оболочкой и внутренней огневой стенкой осуществляется подача аргона.
Для предотвращения образования трещин при сварке швов 14 и 15 предусмотрено:
1. Свободное изменение зазора "С" в шве 15 при сварке шва 14.
2. Наличие внутренней кольцевой проточки 19 в шве 15 (разгрузочная канавка).
Последующий контроль качества сварных соединений показал, что в перечисленных швах отсутствуют трещины и другие дефекты. Кроме того, обеспечивается соосность всех деталей конструкции.
Промышленная
применимость
Наиболее успешно заявленный способ изготовления сварно-паяной конструкции может быть использован при изготовлении камеры сгорания жидкостного ракетного двигателя.
Реферат
Способ может быть использован при изготовлении камеры жидкостного ракетного двигателя. Камера состоит из соединенных между собой смесительной головки и корпуса с соплом и насадком. Корпус выполнен из скрепленных между собой стальной рубашки и изготовленной из бронзы и стали внутренней огневой стенки в виде соединенных между собой обечаек. Пайку насадка и скрепленных с ним обечаек корпуса выполняют припоем, содержащим никель, хром и марганец. Пайку деталей смесительной головки и остальных элементов корпуса камеры выполняют медно-серебряным припоем. Соединение между собой обечаек огневой стенки сопла, промежуточной части сопла и насадка осуществляют электронно-лучевой сваркой через оставляемый при пайке осевой зазор между обечайками рубашки. Обечайки силовой оболочки сваривают между собой через устанавливаемые в осевые зазоры кольцевые проставки. Способ обеспечивает высокое качество паяных и сварных соединений и позволяет упростить технологию изготовления большеразмерных камер жидкостных ракетных двигателей. 2 з.п. ф-лы, 6 ил.
Комментарии