Способ получения износостойкой поверхности у стальных деталей и двигатель, содержащий, по меньшей мере, одну такую деталь - RU2239000C2
Код документа: RU2239000C2
Чертежи

Описание
Изобретение относится согласно первому изобретательскому замыслу к способу получения износостойкой поверхности у стальных деталей и согласно второму изобретательскому замыслу - к двигателю с, по меньшей мере, одной стальной деталью, снабженной, по меньшей мере, частично износостойкой поверхностью.
Как известно, стальные детали подвергают поверхностной закалке с целью формирования твердой поверхности. Однако это требует дорогостоящей термообработки и большого опыта. Кроме того, достигаемые при этом показатели твердости части являются недостаточными. Еще один недостаток состоит в том, что при поверхностной закалке последняя может обеспечиваться только на относительно малую глубину и имеется большая опасность растрескивания. Поэтому получаются лишь относительно короткие сроки службы.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ получения износостойкой поверхности стальной детали, известный из международной публикации WO 98/25017 (11.06.1998).
Известный способ включает нанесение на стальную деталь двухслойного покрытия из алюминиевой бронзы. Однако известный способ не обеспечивает высокой поверхностной твердости стальных деталей.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является двигатель, известный патента RU 2091596 (27.09.1997).
Известный двигатель содержит, по меньшей мере, одну стальную деталь, поверхностная твердость которой недостаточно высокая для увеличения ресурса двигателя.
В связи с этим задачей настоящего изобретения является усовершенствовать способ и двигатель указанного выше типа за счет простых и дешевых средств таким образом, чтобы достигались не только высокая твердость и большая толщина износостойкой зоны, но и надежная стойкость, и простота изготовления.
Поставленная задача решается тем, что в способе получения износостойкой поверхности стальной детали, включающем нанесение на стальную деталь защитного покрытия из алюминиевой бронзы, содержащего промежуточный и наружный слои, согласно изобретению покрытие на деталь, состоящую из стали, наносят путем наплавки нескольких слоев алюминиевой бронзы друг на друга с получением покрытия, содержащего промежуточный слой более твердый, чем сталь, и наружный слой более твердый, чем промежуточный.
Поставленная задача решается тем, что двигатель, содержащий, по меньшей мере, одну деталь, выполненную из стали, согласно изобретению он содержит состоящую из стали деталь, на которую, по меньшей мере, частично нанесено защитное покрытие из алюминиевой бронзы, состоящее из нескольких, преимущественно двух, наплавленных друг на друга слоев.
Алюминиевая бронза, наплавляемая предпочтительно сваркой, неожиданно оказалась в наружном слое тверже, чем во внутреннем. При испытаниях двух наплавленных друг на друга слоев во внутреннем слое была достигнута твердость от 300 до 400 по Виккерсу, а в наружном слое - существенно более высокая: 500 - 600 по Виккерсу. Поэтому оптимальным образом автоматически достигается сравнительно твердый наружный слой и по сравнению с ним более мягкий, но все же по сравнению со сталью, более твердый промежуточный слой на основном материале из стали с твердостью по Виккерсу 100 - 200. В результате достигается то, что разница твердости между основным материалом и износостойким наружным слоем преодолевается не за одну ступень, а за несколько. Этим оптимально обеспечивается хорошая передача действующих на поверхности параллельно ей срезающих усилий и нормальных к поверхности поперечных усилий на основной материал, в результате чего оптимально обеспечиваются большая надежность от растрескивания и длительный срок службы благодаря высокой твердости наружною слоя. Поэтому меры, осуществляемые согласно изобретению, обеспечивают оптимальным образом общую экономичность.
Оптимальные варианты и целесообразные усовершенствования в соответствии с признаками, приведенными в ограничительной части формулы изобретения, изложены в зависимых пунктах формулы изобретения. Так, особенно целесообразным оказался нагрев материала в печи перед наплавкой на него слоя из алюминиевой бронзы. В результате такого нагрева становится возможным увеличить показатели твердости нижнего и верхнего слоев. Поэтому появилась простая возможность для индивидуального приведения требуемых показателей твердости в соответствие с условиями каждого конкретного случая.
Особо предпочтительной температурой нагрева оказалась температура 350°С, в этом случае оптимальные показатели твердости достигаются без изменения структуры основного материала.
Другая возможность для приведения достижимых показателей твердости в соответствие с условиями конкретного случая состоит в изменении состава применяемой алюминиевой бронзы. Рекомендуется наплавлять алюминиевую бронзу, содержащую 8-25% Al, no меньшей мере, один из компонентов, выбранный из группы, включающей Sb, Co, Be, Сr, Sn, Mn, Si, Cd, Zn, Fe, N, Pb и С в количестве 0,2-10% и остальное медь.
В том случае, когда необходимо достичь особо высокую твердость, целесообразно применить алюминиевую бронзу с содержанием 13-16% Al, 4-5% Fe, 0,2-0,8% Si, 1-2% Mn, не более 0,2% С, остальное медь. Пониженная прочность может быть достигнута в случае применения алюминиевой бронзы с содержанием 8-11% Al, 4-6% Ni, 3-5% Fe, 1-2% Mn, остальное медь. Таким образом, твердость наружного слоя и/или нижнего слоя может быть приведена в соответствие с потребностями конкретного случая.
В большинстве случаев оказывается целесообразным, выполнять все слои, образующие защитное покрытие, из одной и той же алюминиевой бронзы. В результате упрощается изготовление и обеспечивается особо равномерное сцепление между расположенными друг на друге слоями.
Другая оптимальная мера может заключаться в том, что на наружный износостойкий слой из алюминиевой бронзы для обеспечения оптимальной приработки наносится быстроизнашивающееся покрытие, например, из MoS2. Такой слой для приработки, самостоятельно исчезающий на стадии приработки, обеспечивает положение, при котором наружный несущий твердый свой, образованный покрытием из алюминиевой бронзы, обнажается лишь по прошествии периода приработки и становится рабочим, что положительно сказывается на обеспечении длительного срока службы.
Другие оптимальные варианты выполнения и целесообразное осуществление основных признаков приводятся в остальных зависимых пунктах формулы изобретения и более подробно поясняются в приводимом ниже описании примеров со ссылкой на чертежи.
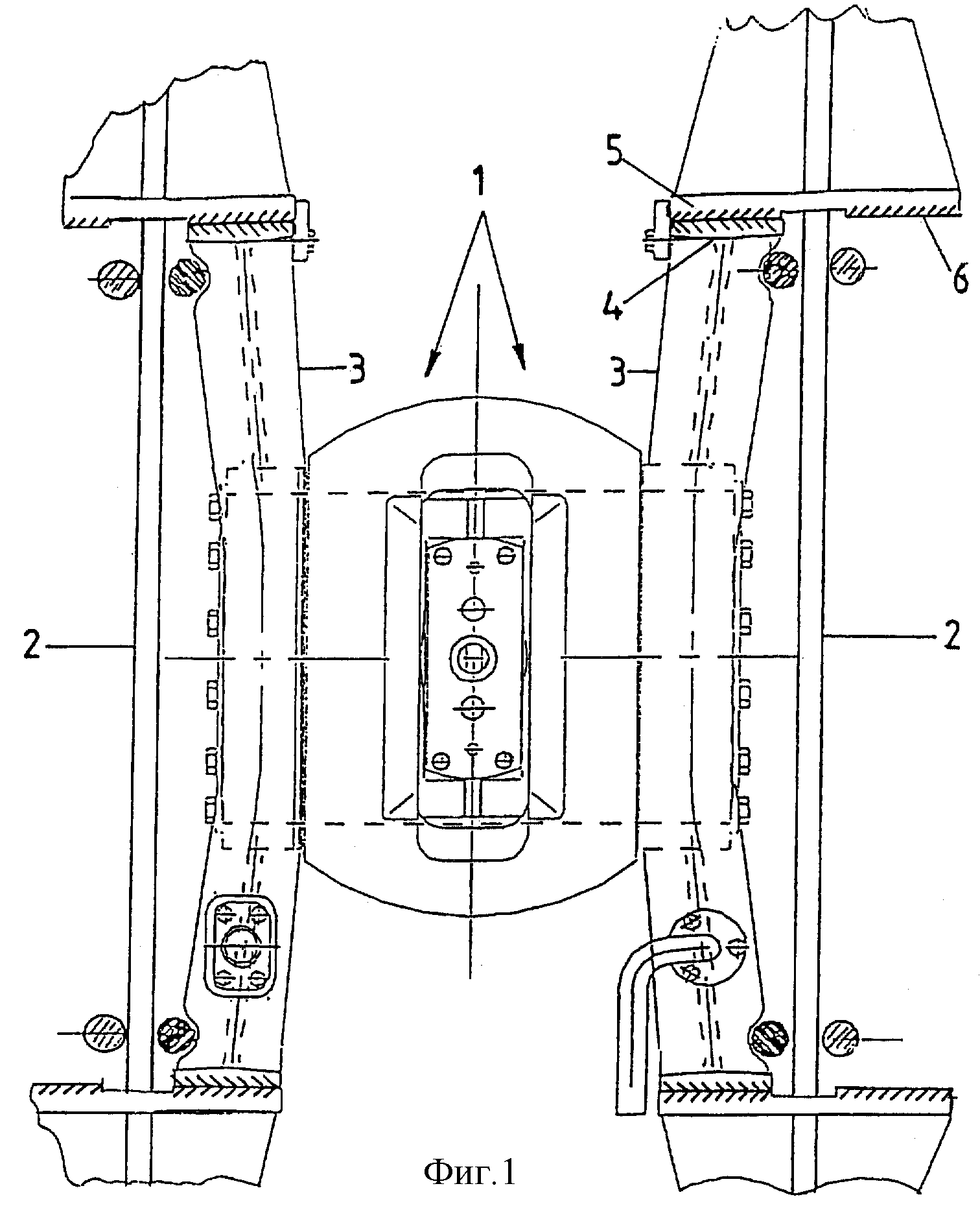
На фиг.1 изображен частичный вид на направляющую крейцкопфа двухтактного дизельного двигателя большой мощности;
на фиг.2 - в увеличенном виде вырыв защитного покрытия устройства на фиг.1.
Настоящее изобретение применимо везде там, где требуется защитное покрытие на поверхности стальной детали, имеющее твердость, превосходящую твердость стали, составляющую 100 - 200 по Виккерсу. Это имеет место, например, в различных, содержащих сильно нагруженные рабочие поверхности деталях двигателей, таких как поршневые кольца, направляющие крейцкопфов и им подобные. С помощью защитного покрытия, являющегося более твердым, чем основной материал, должна быть снижена скорость износа и, тем самым, увеличена долговечность. Поэтому отмечается стремление получить по возможности высокую твердость нагруженной поверхности, а также по возможности хорошее сцепление с материалом основы.
На изображенном на фиг.1 вырыве из корпуса двухтактного дизельного двигателя большой мощности видны две стенки 2 корпуса, расположенные по бокам крейцкопфа 1. Крейцкопф 1 содержит боковые ползуны 3, снабженные по своим концам направляющими пластинами 4 с обращенными в разные стороны рабочими поверхностями. Направляющие пластины перемещаются по расположенным со стороны корпуса направляющим шинам 5 с обращенными друг к другу рабочими поверхностями.
Направляющие пластины 4 и направляющие шины 5 выполнены из нормальной стали в качестве основного материала и снабжены на участке обращенных друг к другу рабочих поверхностей защитным покрытием 6, обладающим более высокой твердостью, чем сталь и поэтому обеспечивающим длительный срок службы. Такое защитное покрытие может применяться, само собой разумеется, и для других подверженных аналогичным нагрузкам стальных деталей, таких как втулки подшипников, поршневые кольца и пр.
Защитное покрытие 6 состоит из алюминиевой бронзы и выполнено, как это наиболее наглядно показано на фиг.2, из двух слоев 8, 9, последовательно наплавленных, преимущественно сваркой, на основной материал 7 из стали перекрывающих друг друга. Твердость стали составляет, как правило, 100 - 200 по Виккерсу. Твердость алюминиевой бронзы составляет, как правило, порядка 200 по Виккерсу. Нижний слой 8, наплавленный сначала на стальной основной материал 7, неожиданно приобретает твердость, составляющую 300 - 400 по Виккерсу. Во втором, наружном слое 9 твердость неожиданно еще больше возрастает и составляет от около 500 до 600 по Виккерсу. Поэтому наружный слой 9 особо пригоден в качестве износостойкого несущего покрытия, которое даже в условиях жесткой эксплуатации обеспечивает длительный срок службы.
Часто оказывается целесообразным использование очень твердого несущего покрытия лишь по прошествии определенного периода приработки. В таких случаях на наружный слой 9 может быть нанесен слой 10 приработки, состоящий из относительно быстроизнашивающегося материала, например MoS2, и исчезающего самостоятельно на стадии приработки, в результате чего после этого применяется наружный слой 9, состоящий из алюминиевой бронзы и обладающий большой твердостью, как это показано на фиг.2 справа.
Нижний, обладающий меньшей твердостью слой 8 служит практически связующим слоем средней твердости между очень твердым наружным слоем 9 и основным материалом 7, являющимся по сравнению с последним относительно мягким. В результате происходит ступенчатое уравнивание твердости между наружным слоем 9 и основным материалом 7. Одновременно нижний слой 8 благодаря своей меньшей твердости обладает большей вязкостью и ударной прочностью, в результате чего действующие параллельно поверхности, срезающие усилия и действующие перпендикулярно поверхности, поперечные усилия, отмеченные стрелками 11 и 12, могут хорошо перехватываться и передаваться на основной материал 7. В изображенном примере толщина наплавленных друг на друга слоев 8 и 9 является одинаковой. Эта толщина может составлять около 1,5 мм. Само собой разумеется, что возможны и другие толщины или разные толщины слоев 8 и 9. Также возможно наплавлять друг на друга более двух слоев, хотя особо предпочтительной оказалась конструкция из двух наплавленных друг на друга слоев 8 и 9, которая легла в основу приведенного примера.
Целесообразно, чтобы для изготовления слоев 8, 9 использовалась алюминиевая бронза, содержащая 8-25% Al, по меньшей мере, один из следующих компонентов: Sb, Co, Be, Cr, Sn, Mn, Si, Cd, Zn, Fe, Ni, Pb, и С при содержании соответственно 0,2-10%, остальное медь. В том случае, когда требуются высокие показатели твердости одного и/или другого слоя 8, 9, то целесообразно применять алюминиевую бронзу, содержащую 13-16% Al, 4-5 Fe, 0,2-0,8 Si, 1-2% Mn, не более 0,2% С и остальное медь. Если требуется несколько меньшая твердость одного и/или другого слоя 8, 9, то может применяться алюминиевая бронза с содержанием: 8-11% Al, 4-6% Ni, 3-5% Fe, 1-2% Mn, остальное медь. В зависимости от конкретного случая может применяться та или иная алюминиевая бронза для того или иного сдоя 8, 9. Как правило, целесообразно, чтобы для обоих слоев 8, 9 применялась одна и та же алюминиевая бронза.
Как уже указывалось выше, слои 8, 9 наносятся наплавкой. Для этого могут применяться электродуга, или лазерные лучи, или пламя.
В целях повышения возможной твердости покрываемая заготовка перед соответствующим нанесением алюминиевого слоя, т.е. основной материал 7 перед нанесением нижнего слоя 8 и полученный при этом промежуточный продукт могут подогреваться перед нанесением второго слоя 9. Целесообразно проводить подогрев в печи, причем особо оптимальной температурой подогрева определена температура около 350°С.
Реферат
Изобретение относится к способу получения защитного покрытия на поверхности деталей из стали. Может использоваться для получения защитных покрытий деталей двигателя. Предложен способ получения защитного покрытия из алюминиевой бронзы. На деталь из стали наплавляют несколько слоев алюминиевой бронзы друг на друга. При этом получают покрытие, содержащее промежуточный слой более твердый, чем сталь, и наружный слой более твердый, чем промежуточный. Также описан двигатель, содержащий по меньшей мере одну деталь из стали с нанесенным на нее покрытием из алюминиевой бронзы. Техническим результатом является повышение твердости и увеличение толщины износостойкой зоны. 2 н. и 10 з.п. ф-лы, 2 ил.
Комментарии