Поршневое кольцо с увеличенной усталостной прочностью для двигателя внутреннего сгорания и способ изготовления поршневого кольца - RU2633734C2
Код документа: RU2633734C2
Чертежи

Описание
Настоящее изобретение относится к поршневому кольцу и способу его изготовления. Поршневое кольцо содержит пластически деформируемый материал и имеет, по меньшей мере, одну кромку между рабочей поверхностью и боковой поверхностью поршневого кольца, причем в кромке между рабочей поверхностью и боковой поверхностью поршневого кольца посредством роликового выглаживания создают напряжения сжатия.
Обычные поршневые кольца имеют тенденцию излома при нагрузке. Поршневые кольца подвергаются термической и динамической нагрузке. В частности, давление сгорания в сочетании с осевыми перемещениями в поршневой канавке приводят к тому, что поршневые кольца могут скручиваться в поршневой канавке. При этом в задней части кольца, которая находится напротив замка поршневого кольца (на 180°), на нижней или на верхней рабочей кромке создаются высокие напряжения. Если эти напряжения слишком велики, в кромочной зоне возникают одна или несколько микротрещин или трещин. Эти микротрещины увеличиваются с течением срока службы, что в конце концов приводит к излому кольца.
Современные возможности предотвращения излома колец заключаются в том, чтобы повышать прочность или толщину материала. Кроме того, прочность кромки может быть повышена путем использования вкладыша.
Далее, в поршневых кольцах, которые скручиваются под действием нагрузки, наступают усталостные изломы, вызываемые микротрещинами, образовавшимися на кромке поршневого кольца.
Цель настоящего изобретения состоит в том, чтобы повысить прочность на излом и усталостную прочность поршневых колец, изготовленных из металла, такого как чугун или стальные материалы.
Кроме того, цель изобретения состоит в том, чтобы в отношении образования трещин улучшить поведение поршневых колец, которые при эксплуатации подвергаются нагрузке скручивания.
Эта задача может быть решена благодаря поршневому кольцу с повышенной усталостной прочностью, содержащему пластически деформируемый материал. Поршневое кольцо содержит рабочую поверхность, которая ограничена сверху верхней кромкой рабочей поверхности и снизу нижней кромкой рабочей поверхности. В поршневом кольце согласно изобретению, по меньшей мере, вдоль части окружной периферии поршневого кольца в верхней кромке рабочей поверхности и/или в нижней кромке рабочей поверхности созданы напряжения сжатия, причем напряжения сжатия в кромке поршневого кольца созданы посредством роликового выглаживания.
В соответствии с изобретением проблема решается путем локального повышения усталостной прочности. За счет роликового выглаживания достигается усталостная прочность, по меньшей мере, части кромки рабочей поверхности поршневого кольца. Роликовое выглаживание представляет собой своего рода прокатывание поршневого кольца в области соответствующей кромки, вследствие чего в материале возникают напряжения сжатия. Эти напряжения сжатия должны препятствовать тому, чтобы при нагрузке на кромку поршневого кольца на поверхности поршневого кольца создавались достаточно высокие растягивающие напряжения для образования трещин. Благодаря напряжениям сжатия поршневое кольцо не деформируется так сильно под нагрузкой, что приводит к снижению распространения трещин при нагрузках переменного направления. В соответствии с изобретением известный способ роликового выглаживания, который до сих пор использовался в основном для полирования поверхности, используется для того, чтобы создать напряжения сжатия в верхней и/или нижней кромке рабочей поверхности поршневого кольца. Понятие «верхняя и/или нижняя кромка рабочей поверхности» следует понимать в том смысле, что имеется в виду кромка между наружной поверхностью и нижней/верхней боковой поверхностью поршневого кольца. Только в случае скребкового поршневого кольца между соответствующими кромками выделяется скребок. Посредством роликового выглаживания могут создаваться также напряжения сжатия на верхней и/или нижней наружных кромках поршневого кольца. За счет роликового выглаживания посредством местной пластической деформации металла, из которого изготовлено поршневое кольцо, может достигаться повышение усталостной прочности на 30%. Таким образом, настоящее изобретение позволяет повысить усталостную прочность и прочность кольца на излом без необходимости использования дорогих материалов или технологических или конструктивных разработок, связанных с высокими затратами.
В следующем варианте осуществления поршневого кольца напряжения сжатия созданы посредством роликового выглаживания только в нижней кромке рабочей поверхности. Именно нижняя кромка рабочей поверхности или нижняя кромка поршневого кольца (в случае их несовпадения) подвергается повышенной нагрузке от газов сгорания. Поэтому трещины чаще образуются на нижней кромке. В первом простом варианте осуществления поршневого кольца согласно изобретению производится обработка посредством роликового выглаживания только нижнего края поршневого кольца или рабочей поверхности.
В другом варианте осуществления поршневого кольца напряжения сжатия созданы посредством роликового выглаживания только в верхней кромке рабочей поверхности. Этот вариант осуществления имеет преимущества для поршневых колец, которые при эксплуатации скручиваются наружу, то есть в которых при эксплуатации верхняя наружная кромка подвергается воздействию растягивающих напряжений.
В дополнительном варианте осуществления поршневого кольца напряжения сжатия созданы посредством роликового выглаживания как в верхней, так и в нижней кромке рабочей поверхности. Этот вариант осуществления подходит для защиты от образования трещин кромок поршневого кольца прямоугольного сечения. Кромки корпуса особенно подвержены образованию трещин, поскольку материал на кромке с двух сторон от трещины не поддерживается другим материалом, который может воспринимать растягивающие усилия.
В следующем варианте осуществления поршневого кольца в рабочих кромках выполнена фаска, в которой посредством роликового выглаживания созданы напряжения сжатия. При этом фаска также выполнена посредством роликового выглаживания. Таким образом, посредством роликового выглаживания кромка разделена на две раздельные кромки с, по существу, тупыми углами.
В следующем варианте осуществления поршневого кольца соответствующая кромка рабочей поверхности закруглена посредством роликового выглаживания, при этом в кромке за счет роликового выглаживания также созданы напряжения сжатия. Радиус закругления кромки, в которой созданы напряжения сжатия, составляет от 20 до 100 мкм, предпочтительно от 30 до 80 мкм, более предпочтительно от 40 до 60 мкм. Стремятся получить радиус закругления величиной 50 мкм в пределах допусков на изготовление. Закругление позволяет устранить или, по меньшей мере, снизить явления концентрации напряжений.
В следующем варианте осуществления поршневого кольца рабочая поверхность дополнительно снабжена по меньшей мере одним износостойким защитным слоем или приработочным покрытием. В зависимости от вида покрытия оно может быть нанесено перед роликовым выглаживанием и созданием напряжения сжатия или после него. Однако следует предусмотреть, чтобы после создания напряжений сжатия посредством роликового выглаживания поршневое кольцо уже не подвергалось интенсивному нагреву, так как иначе произойдет его релаксационный отжиг, который снизит созданные напряжения. Кроме того, следует учитывать, что твердый износостойкий защитный слой может сделать роликовое выглаживание невозможным, если этот слой не поддается деформации и разрушается при роликовом выглаживании. Предусмотрено, что часть рабочей поверхности снабжена износостойким защитным слоем, причем кромка, в которой посредством роликового выглаживания созданы напряжения сжатия, не снабжена износостойким защитным слоем.
В другом варианте осуществления поршневого кольца оно содержит чугунный или стальной материал или состоит по существу или полностью из чугунного или стального материала. Чугунные и стальные материалы могут быть способными к пластической деформации, что необходимо для обработки посредством роликового выглаживания.
В следующем варианте осуществления поршневое кольцо выполнено в виде компрессионного поршневого кольца. В другом варианте осуществления поршневое кольцо выполнено в виде поршневого кольца прямоугольного сечения. В дополнительном варианте осуществления поршневое кольцо выполнено в виде конического поршневого кольца. В следующем варианте осуществления поршневое кольцо выполнено в виде поршневого кольца с внутренней фаской. В другом варианте осуществления поршневое кольцо выполнено в виде поршневого кольца с внутренним углом. В дополнительном варианте осуществления поршневое кольцо выполнено в виде конического поршневого кольца с внутренней фаской. В следующем варианте осуществления поршневое кольцо выполнено в виде конического поршневого кольца с внутренним углом. В другом варианте осуществления поршневое кольцо выполнено в виде двойного трапецеидального кольца. В дополнительном варианте осуществления поршневое кольцо выполнено в виде одностороннего трапецеидального кольца. В следующем варианте осуществления поршневое кольцо выполнено в виде L-образного уплотнительного кольца.
В другом варианте осуществления поршневое кольцо выполнено в виде скребкового поршневого кольца. В дополнительном варианте осуществления поршневое кольцо выполнено в виде скребкового конического кольца. При выполнении в виде скребкового (конического) кольца наружная кромка (нижней) боковой поверхности поршневого кольца не совпадает с (нижней) кромкой рабочей поверхности кольца. В этом случае напряжения сжатия может быть созданы посредством роликового выглаживания также только на нижней боковой поверхности поршневого кольца. Предпочтительно в скребковых (конических) кольцах как в наружной кромке (нижней) поверхности поршневого кольца, так и в (нижней) кромке рабочей поверхности кольца созданы напряжения сжатия посредством роликового выглаживания. Скребковые (конические) кольца могут быть выполнены разомкнутыми в замке или замкнутыми, причем открытый замок значительно упрощает обработку.
В следующем варианте осуществления изобретения напряжения сжатия созданы только в части окружной периферии поршневого кольца. При этом напряжения сжатия созданы в соответствующих кромках на угловом расстоянии от замка поршневого кольца, равном, по меньшей мере, 45°, предпочтительно, по меньшей мере, 90°, более предпочтительно 135°. Эта область поршневого кольца, называемая также спинкой кольца, воспринимает высокие напряжения, поэтому она особенно подвержена образованию трещин и изломам. За счет создания напряжений сжатия только в части окружной периферии поршневого кольца может быть ускорено время обработки и повышена производительность на станке роликового выглаживания, что снижает стоимость этого производственного этапа.
В другом варианте осуществления поршневого кольца напряжения сжатия созданы вдоль всей верхней и/или нижней кромки рабочей поверхности поршневого кольца. Этот вариант осуществления пригоден для процесса роликового выглаживания с быстрым вращением роликов, причем здесь обработка всего кольца обеспечивает возможность более быстрой и более удобной для станков обработки кромок поршневых колец.
Согласно другому аспекту изобретения создан способ повышения усталостной прочности поршневого кольца, содержащего вязкий пластически деформируемый материал. Поршневое кольцо содержит рабочую поверхность, которая ограничена сверху верхней кромкой рабочей поверхности и снизу нижней кромкой рабочей поверхности. Способ содержит этап создания напряжений сжатия, по меньшей мере, вдоль части окружной периферии поршневого кольца, в верхней кромке рабочей поверхности и/или в нижней кромке рабочей поверхности, причем создание напряжений сжатия осуществляют посредством роликового выглаживания. Этот этап способа выполняют в качестве заключительного производственного этапа обработки поршневого кольца, изготовленного в основном обычным способом. Здесь рабочей поверхностью считается обращенная наружу боковая сторона поршневого кольца.
В следующем варианте осуществления способа напряжения сжатия создают посредством роликового выглаживания только в нижней кромке рабочей поверхности.
В другом варианте осуществления способа напряжения сжатия создают только в верхней кромке рабочей поверхности посредством использования процесса роликового выглаживания.
В дополнительном варианте осуществления способа в обеих кромках, в верхней и в нижней кромке рабочей поверхности, по меньшей мере, на их участках создают напряжения сжатия посредством роликового выглаживания.
В следующем варианте осуществления способа в кромке рабочей поверхности, в которой создают напряжения сжатия, посредством роликового выглаживания также выполняют фаску или закругление. В этом варианте осуществления средний радиус закругления кромки или кромок увеличивают посредством роликового выглаживания. Закругленная кромка имеет радиус закругления (при необходимости после этапов последующей обработки) величиной от 20 мкм до 100 мкм, предпочтительно от 30 мкм до 80 мкм и более предпочтительно - от 40 мкм до 60 мкм.
В дополнительном варианте осуществления способ содержит этап нанесения приработочного покрытия после этапа создания напряжений сжатия и/или нанесение износостойкого защитного слоя, и/или при этом этап создания напряжений сжатия посредством роликового выглаживания выполняют после этапа термообработки. Здесь под этапом термообработки следует понимать любую тепловую обработку, такую как закалка или отпуск, которая по своим температурам пригодна для снижения напряжений в материале. При термообработке вновь снимаются созданные напряжения сжатия. В зависимости от выбранного защитного слоя и требуемых параметров способа этап роликового выглаживания для создания напряжений сжатия посредством роликового выглаживания проводят перед нанесением приработочного покрытия или износостойкого защитного слоя или после него. В любом случае роликовое выглаживание должно проводиться после последнего этапа способа, который требует настолько высоких температур, которые могут приводить к снятию напряжений материала.
В дополнительном варианте осуществления способа в наружной кромке нижней боковой поверхности поршневого кольца создают напряжения сжатия посредством роликового выглаживания. Этот вариант осуществления служит прежде всего для, так называемых, скребковых поршневых колец, в которых между нижней боковой поверхностью кольца и рабочей поверхностью расположена ступенька. При этом напряжения сжатия могут создаваться в двух выпуклых кромках канавки, которая образует скребок скребкового кольца.
В следующем варианте осуществления способа напряжения сжатия создают только в части поршневого кольца, которая отстоит от замка поршневого кольца на угловое расстояние, составляющее по меньшей мере 45°, предпочтительно, по меньшей мере 90°, более предпочтительно 135°. Эта часть поршневого кольца, которая расположена напротив замка, называется также спинкой кольца. Таким образом, предусмотрено, что нижнюю наружную кромку поршневого кольца обрабатывают роликами и создают в ней напряжения сжатия только в области спинки кольца.
В другом варианте осуществления способа напряжения сжатия создают вдоль всей верхней и/или нижней кромки поршневого кольца.
При этом следует отметить, что за пределами кромок не предусмотрено роликовое выглаживание рабочей поверхности и создание в ней напряжений сжатия. Также не предусмотрено роликовое выглаживание боковых поверхностей поршневого кольца за пределами кромок и создания в них напряжений сжатия. Роликовое выглаживание должно проводиться лишь настолько далеко от кромки, чтобы на кромке не образовывалось никаких заусенцев и чтобы мог быть надежно обеспечен плавный переход закругленной кромки к рабочей поверхности или к нижней (верхней) боковой поверхности поршневого кольца.
Далее изобретение будет продемонстрировано на вариантах осуществления со ссылками на схематичные чертежи, на которых:
фиг. 1 изображает поршневое кольцо в аксонометрии,
фиг. 2 демонстрирует полученное с помощью электронного микроскопа изображение места излома обычного поршневого кольца,
фиг. 3 изображает поперечное сечение поршневого кольца в соответствии с изобретением, снабженного износостойким защитным слоем,
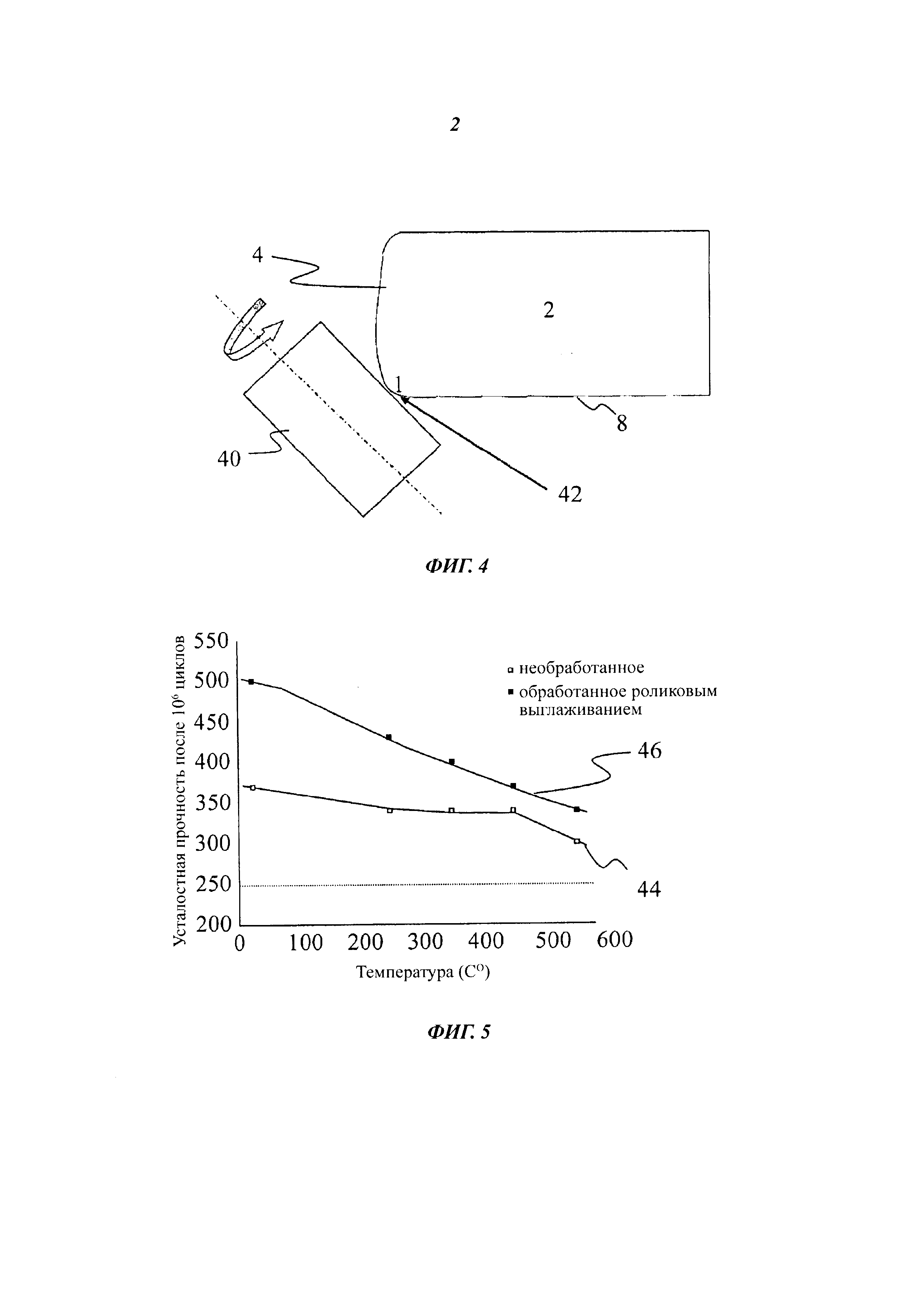
фиг. 4 изображает поперечное сечение поршневого кольца в соответствии с изобретением в процессе роликового выглаживания,
фиг. 5 изображает диаграмму, которая демонстрирует улучшение усталостной прочности поршневого кольца в соответствии с изобретением по сравнению с обычным поршневым кольцом.
На чертежах и в описании одни и те же или подобные компоненты обозначены одинаковыми номерами позиций.
На фиг. 1 показано в аксонометрии поршневое кольцо 2 с наружной рабочей поверхностью 4. Нижняя сторона поршневого кольца 2, которую не видно на фиг. 1, образует нижнюю боковую поверхность, которая на других чертежах обозначена позицией 8. Верхняя сторона поршневого кольца образует верхнюю боковую поверхность 6. Рабочая поверхность 4 встречается с верхней боковой поверхностью 6 на верхней кромке 3. Рабочая поверхность 4 встречается на нижней кромке 1 с нижней боковой поверхностью, позиция 8 которой на этом чертеже не обозначена. Поршневое кольцо ограничено изнутри внутренней поверхностью 10. Поршневое кольцо 2 разомкнуто в месте расположения замка 12.
Под действием нагрузки поршневое кольцо 2 может с верхней стороны разворачиваться наружу. Этот разворот поршневого кольца вверху наружу может быть обозначен как отрицательное скручивание (твист) 22. Вследствие этого отрицательного скручивания особенно подвергается растягивающей нагрузке кромка 3 рабочей поверхности 4. Эта растягивающая нагрузка может вызывать образование трещин в верхней кромке 3.
Однако под нагрузкой поршневое кольцо 2 может также с верхней стороны скручиваться внутрь, что по направлению соответствует положительному скручиванию (твисту) 24. Вследствие этого положительного скручивания особенно подвергается растягивающей нагрузке кромка 1 рабочей поверхности 4. Эта растягивающая нагрузка вместе с интенсивной нагрузкой от давления газов сгорания может вызывать образование трещин в нижней наружной кромке 1 рабочей поверхности или поршневого кольца 2. При этом нижняя кромка 1 рабочей поверхности 4 вследствие большей нагрузки подвержена образованию трещин намного сильнее, чем верхняя кромка 3 рабочей поверхности 4.
В нижней кромка 1 рабочей поверхности 4 поршневого кольца посредством роликового выглаживания подвергается сжимающей нагрузке, в результате нижняя кромка становится закругленной и имеет напряжения сжатия. Эти напряжения сжатия можно распознать благодаря изменению структуры металла в подвергнутой роликовому выглаживанию нижней кромке 1, например, в протравленном микрошлифе. Такая возможность имеется, поскольку процесс роликового выглаживания вызывает пластичное перемещение материала, которое может быть распознано под микроскопом в микрошлифе. Обработанная роликами область может быть очень маленькой и узкой, так что поршневое кольцо в соответствии с изобретением невозможно отличить от обычного поршневого кольца невооруженным глазом.
На фиг. 2 показано изображение поверхности излома обычного поршневого кольца, полученное с помощью растрового электронного микроскопа. Здесь ясно видна различная топография в пределах поверхности излома: начиная с нижней кромки рабочей поверхности или с кромки 1, трещина идет с разветвлениями внутрь поперечного сечения кольца. При этом при усталостном изломе под действием нагрузки переменного направления создается типичная очень тонкая структура поверхности. Когда ослабление достигает приблизительно 1/3 поперечного сечения кольца, наступает статический излом, который можно узнать по типичной более грубой структуре поверхности. При этом поверхность статического излома структурирована значительно грубее области усталостного излома. Положение кольца на чертеже ясно видно по обозначениям верхней кромки 3, рабочей поверхности 4 и нижней боковой поверхности 8, а также внутренней фаски 26 поршневого кольца.
На фиг. 3 показано поперечное сечение поршневого кольца в соответствии с изобретением, снабженного износостойким защитным слоем. Выполнение нижней рабочей кромки оказывает значительное влияние на усталостную прочность поршневого кольца или на его стойкость к усталостному излому. Снабженные покрытием кромки (хром, физическое нанесение из газовой фазы) более подвержены образованию трещин, чем кромки без покрытия.
Далее, толстые слои из твердых материалов подвергаются образованию трещин сильнее, чем тонкие слои. Кроме того, высокопрочные износостойкие защитные слои более предрасположены к образованию трещин, чем, например, слои покрытия из менее прочного материала. Острые кромки, то есть кромки с малым радиусом кривизны, более склонны к образованию трещин, чем закругленные кромки с большим радиусом закругления.
Поперечное сечение поршневого кольца в соответствии с изобретением по фиг 3 показывает вариант осуществления поршневого кольца, в котором скомбинированы подвергнутая напряжениям сжатия нижняя кромка 1 рабочей поверхности 4 и особенности предпочтительного варианта осуществления поршневого кольца, которые придают ему стойкость к усталостному излому.
Кольцо 2 изготовлено из высококачественного литого материала или из стального материала. Покрытие 28 имеет по возможности небольшую толщину, равную, по меньшей мере, 30 мкм (здесь оно схематично показано слишком толстым). Износостойкий защитный слой 28 выполнен заключенным в полость и не доходит до нижней кромки 1 рабочей поверхности 4. При этом нижняя рабочая кромка 1 остается свободной и даже при использовании очень твердого износостойкого защитного слоя 28 может быть обработана посредством роликового выглаживания без образования трещин в покрытии. Нижняя кромка 1 обработана посредством роликового выглаживания, в результате чего в ней создаются напряжения сжатия. При обработке роликами создается радиус 42 закругления, равный 45 мкм. Радиус закругления составляет от 20 мкм до 70 мкм, предпочтительно от 30 мкм до 60 мкм и более предпочтительно от 40 мкм до 50 мкм. Закругление может достигаться посредством роликового выглаживания или предварительно закругленная кромка может подвергаться напряжениям сжатия посредством роликового выглаживания.
За счет закругления нижней рабочей кромки 1 с увеличенным радиусом 50 мкм по сравнению с обычным радиусом 20 мкм может достигаться дальнейшее повышение стойкости к усталостному излому. Согласно предыдущему опыту при радиусе кривизны нижней кромки 1 рабочей поверхности 4 в диапазоне от 50 до 80 мкм кольцо остается работоспособным в отношении съема масла. Только при радиусах закругления больше 100 мкм следует ожидать ограничений в отношении маслосъемной способности.
Применение больших радиусов связано со значительным повышением затрат на процесс изготовления колец, так как определенные большие радиусы могут быть получены только индивидуальной обработкой колец. Меньшие радиусы закругления, в среднем приблизительно до 20 мкм, могут достигаться при экономичном полировании рабочих поверхностей в пакетной обработке.
На фиг. 4 показано в поперечном сечении поршневое кольцо в соответствии с изобретением в ходе способа роликового выглаживания в соответствии с изобретением. Здесь выглаживающий ролик 40 прижат к нижней кромке 1 между рабочей поверхностью 1 и нижней боковой поверхностью 8 поршневого кольца 2 для образования закругления 42, создания в кромке напряжений сжатия и для выглаживания. Настоящее изобретение направлено на дальнейшее повышение усталостной прочности. В соответствии с изобретением закругление кромок на кольцах достигается не посредством или не только посредством снятия материала, но также за счет уплотнения и перемещения (накатки) материала, по меньшей мере, нижней кромки 1 между рабочей поверхностью 4 и нижней боковой поверхностью 8 поршневого кольца. За счет роликового выглаживания и уплотнения материала посредством выглаживающего ролика 40 на кромке 1 рабочей поверхности создаются напряжения сжатия материала в поршневом кольце в области 42 наибольшей нагрузки. Напряжения сжатия в этой критической области кольца противодействует образованию трещин в кромочной области, что значительно повышает усталостную прочность кольца. Помимо прочего этот эффект достигается за счет того, что напряжения сжатия поверхности с ее шероховатостью смещаются под поверхность, где в идеальном случае присутствует уплотненная лишенная пор металлическая структура. В результате трещина напряжения не может расширяться от мелкого углубления на поверхности под действием эффекта концентрации напряжений, поскольку в структуре поверхности отсутствуют места, которые могли бы служить исходными точками для трещины напряжения. Кроме того концентратор напряжений воздействует только на линию излома в материале, тогда как две стороны расширяющейся трещины проходят по наружной поверхности. В противоположность этому место дефекта под поверхностью материала по всему своему наружному краю удерживается материалом. Поэтому предпочтительно трещины расширяются под действием эффекта концентрации напряжений от поверхности материала внутрь.
На фиг. 5 показан график, на котором представлено улучшение усталостной прочности поршневого кольца согласно изобретению по сравнению с обычным поршневым кольцом. На диаграмме на оси абсцисс отложена температура от 0°С до 600°С. На оси ординат отложена усталостная прочность в единицах измерения от 200 МПа до 550 МПа после 106 циклов. Нижняя кривая 44 соединяет точки измерений обычного поршневого кольца. При этом усталостная, прочность снижается при повышении температуры. Верхняя кривая соединяет точки измерений поршневого кольца согласно изобретению, в котором нижняя кромки между рабочей поверхностью и нижней боковой поверхностью кольца была подвергнута напряжениям сжатия посредством роликового выглаживания. На диаграмме ясно видно, что поршневое кольцо согласно изобретению показывает значительно повышенную усталостную прочность по сравнению с обычным поршневым кольцом. При этом при повышении температуры усталостная прочность снижается сильнее, поскольку повышенные температуры оказывают такой же эффект, как отжиг для снятия внутренних напряжений металлических материалов. Достигаемый при напряжениях сжатия эффект проявляется сильнее в холодных поршневых кольцах, поскольку холодное поршневое кольцо имеет в целом более высокую прочность.
За счет роликового выглаживания при местной пластической деформации металла, из которого изготовлено кольцо, достигается повышение усталостной прочности приблизительно на 30%. Таким образом, настоящее изобретение позволяет повысить усталостную прочность и прочность кольца на излом без необходимости использования дорогих материалов или дорогостоящих технологических или конструктивных разработок.
Настоящее изобретение описано на вариантах выполнения со ссылками на чертежи, которые не определяют объема защиты и не являются ограничительными. Объем защиты изобретения определен пунктами формулы изобретения. Раскрытие отдельных комбинаций признаков на чертежах следует рассматривать также в свете возможности применения к другим вариантам выполнения, в которых могут использоваться другие комбинации признаков описанных вариантов выполнения.
Перечень позиций
1 Нижняя кромка рабочей поверхности (нижняя рабочая кромка)
2 Поршневое кольцо
3 Верхняя кромка рабочей поверхности (верхняя рабочая кромка)
4 Рабочая поверхность
6 Верхняя боковая поверхность поршневого кольца
8 Нижняя боковая поверхность поршневого кольца
10 Внутренняя поверхность поршневого кольца
12 Замок поршневого кольца
22 Направление перемещения для отрицательного скручивания
24 Направление перемещения для положительного скручивания
26 Внутренняя фаска поршневого кольца с внутренней фаской
28 Нанесенный в полости износостойкий защитный слой (нижняя рабочая кромка без покрытия)
40 Выглаживающий ролик
42 Закругление обработанной роликами нижней кромки рабочей поверхности
44 Усталостная стойкость обычного поршневого кольца
46 Усталостная стойкость поршневого кольца, подвергнутого роликовому выглаживанию.
Реферат
Изобретение относится к поршневому кольцу (2) с повышенной усталостной прочностью из пластически деформируемого материала. Поршневое кольцо (2) содержит рабочую поверхность (4), которая сверху ограничена верхней кромкой (3) рабочей поверхности, а снизу - нижней кромкой (1) рабочей поверхности. Вдоль по меньшей мере части окружной периферии поршневого кольца в верхней кромке (3) рабочей поверхности и/или в нижней кромке (1) рабочей поверхности созданы напряжения сжатия, причем эти напряжения сжатия созданы посредством роликового выглаживания. Изобретение повышает усталостную прочность поршневого кольца. 2 н. и 10 з.п. ф-лы, 5 ил.
Комментарии