Способ изготовления поршня двигателя внутреннего сгорания - SU1366664A1
Код документа: SU1366664A1
Чертежи
Описание
со
Од О5
о:
05

Реферат
Изобретение позволяет повысить надежность поршня и снизить трудоемкость его изготовления. Для этого кольцевую вставку (KB) 4 и гнездо 2 головки 3 поршня 1. обрабатывают по конусу с вершинами конусов, направленными вверх. KB 4 затем охлаждают, устанавливают в гнездо 2 и фиксируют до защемления путем расширения при выравнивании т-р KB и поршня с его последующей чистовой обработкой. Материалы KB и поршня выбирают с коэффициентами теплового линейного расширения , обратно пропорциональными их рабочим т-рам. Для удобства выполнения вспомогательных операций на нижней внутренней поверхности KB 4 выполняют кольцевую технологическую канавку 5. 1 з.п. ф-лы. 2 ил. Ф (Л

Формула
фиеЛ
1
Изобретение относится к машиностроению , а именно к двигателестрое- нию.
Цель изобретения - повышение надежности поршня и снижение трудоемкости его изготовления.
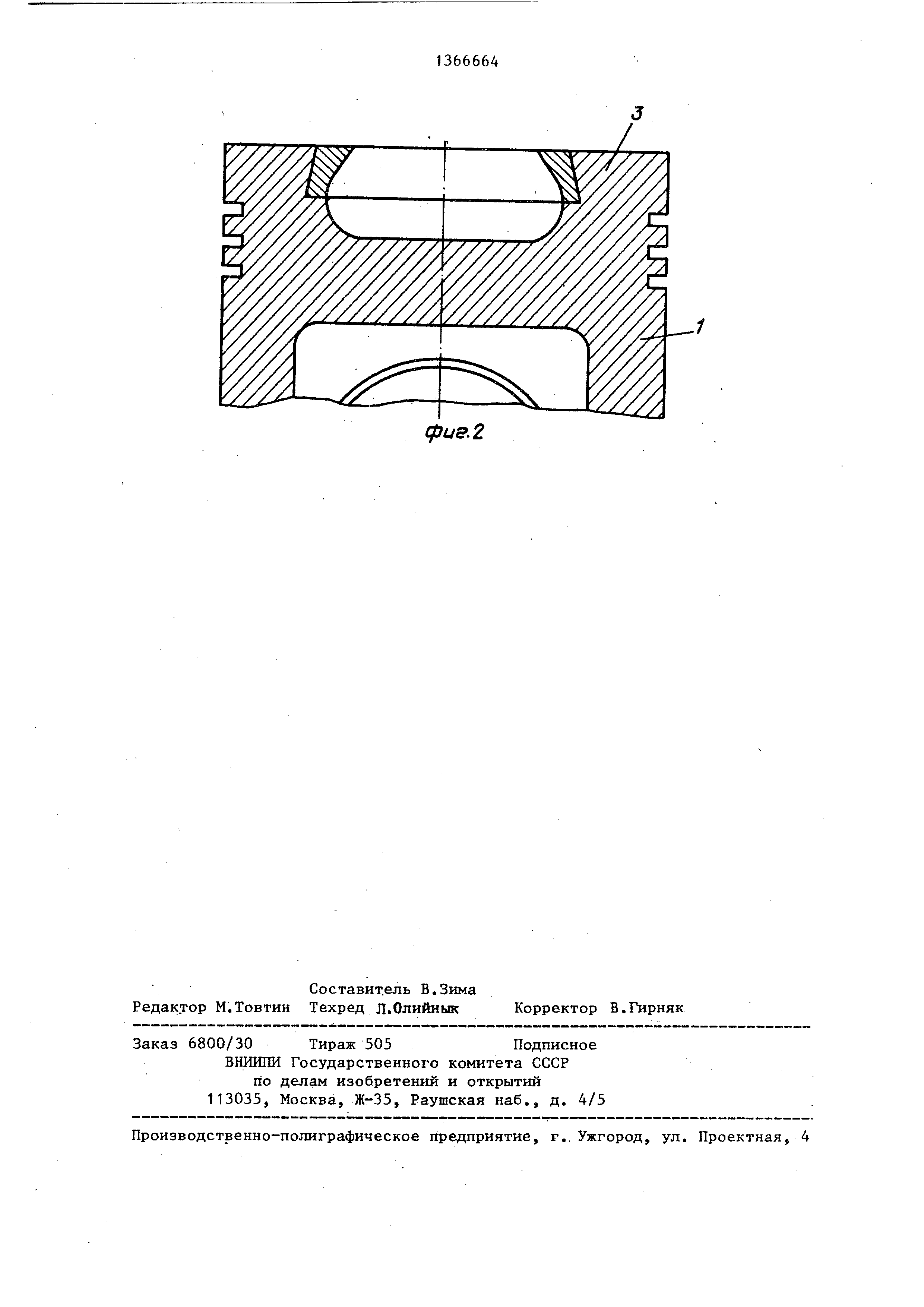
На фиг. 1 представлен поршень с кольцевой вставкой на промежуточном
этапе его изготовления; на фиг.2 - то же, после его чистовой обработки.
Устройство для осуществления способа содержит поршень 1 ДВС с гнездом 2, расположенным в головке 3
поршня, и кольцевую вставку 4 из теплостойкого материала, например, на основе меди.
Способ осуществляется следующим образом.
Кольцевую вставку 4 и гнездо 2 головки 3 поршня 1 обрабатывают по конусу, например, в пределах 0,5-
IjO, с вершинами конусов, направленными вверх. Кольцевую вставку 4 охлаждают, например, в жидком азоте,
устанавливают в гнездо.2 головки 3 поршня 1 и фиксируют до защемления путем расширения при вьфавнивании
температур кольцевой вставки 4 и поршня -1. Затем поршень 1 подвергается чистовой обработке. Материалы
кольцевой вставки 4 и поршня 1 выбирают таким образом, чтобы коэффициенты
их теплового линейного расширения были обратно пропорциональны
1366664 2
С целью удобства выполнения вспомогательных
операций на нижней внутренней поверхности кольцевой вставки 4 выполняют кольцевую технологическую
канавку 5.
5
10
15
20
Формула изо б р е т е н и я
1.Способ изготовления поршня двигателя внутреннего сгорания с камерой
сгорания, расположенной в головке поршня, заключающийся в том, что кромку камеры сгорания выполняют в
виде кольцевой вставки из теплостойкого материала, закрепляют в гнезде
головки поршня и поршень подвергают отжигу и механической обработке, о. т- личающийся тем, что, с
целью повьш1ения надежности, кольце- Byib вставку и гнездо головки поршня
обрабатывают по конусу с вершинами конусов, направленными вверх, охлаждают
кольцевую вставку, устанавлива25 ют в гнездо головки поршня и фиксируют
до защемления путем расширения при выравнивании температур кольцевой
вставки и поршня с его последующей чистовой обработкой, причем ма3Q
териалы вставки и поршня выбирают с коэффициентами теплового линейного
расширения, обратно пропорциональными их рабочим температурам.
2.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью удобстих рабочим температурам. Это позволя- ва выполнения вспомогательных опера- ет обеспечить гарантированный натяг ций, на нижней внутренней поверхнос-
(распор) кольцевой вставки 4 в гнез- ти вставки выполняют кольцевую тех- де 2 головки поршня.нологическую канавку.
Формула изо б р е т е н и я
1.Способ изготовления поршня двигателя
внутреннего сгорания с камерой сгорания, расположенной в головке поршня, заключающийся в том, что
кромку камеры сгорания выполняют в виде кольцевой вставки из теплостойкого
материала, закрепляют в гнезде головки поршня и поршень подвергают
отжигу и механической обработке, о. т- личающийся тем, что, с целью повьш1ения надежности, кольце-
Byib вставку и гнездо головки поршня обрабатывают по конусу с вершинами
конусов, направленными вверх, охлаждают кольцевую вставку, устанавливают
в гнездо головки поршня и фиксируют до защемления путем расширения
при выравнивании температур кольцевой вставки и поршня с его последующей
чистовой обработкой, причем материалы вставки и поршня выбирают с коэффициентами теплового линейного
расширения, обратно пропорциональными их рабочим температурам.
2.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью удобства
выполнения вспомогательных опера- ций, на нижней внутренней поверхнос-
ти вставки выполняют кольцевую тех- нологическую канавку.
cfjus,2
Комментарии