Абразивный продукт - RU2720275C1
Код документа: RU2720275C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к гибким абразивным продуктам, содержащим трикотажную ткань.
УРОВЕНЬ ТЕХНИКИ
Общая проблема гибких абразивных продуктов заключается в том, чтобы надежно присоединить их к соответствующему основанию на шлифовальных машинах. Альтернативные подходы были разработаны для решения этой проблемы. Они включают в себя, например, использование чувствительных к давлению клейких веществ (PSA) и систем типа «липучка», таких как система Velcro®.
Система PSA хорошо подходит для шлифования плоских поверхностей, когда усилия невелики. Однако система PSA чувствительна к влаге, размягчается от нагрева при трении и с ней сравнительно трудно обращаться, что делает ее менее предпочтительной для некоторых приложений. Кроме того, нанесение клейкого вещества требует отдельной стадии производства и не является благоприятным с точки зрения экологичности.
Поэтому в настоящее время системы закрепления типа «липучка» являются предпочтительным способом для многих профессиональных приложений. В этой связи «крючки» обычно располагаются с машинной стороны (посредством подходящей опорной площадки или поверхности захвата), в то время как петли должны обеспечиваться абразивным продуктом.
С этой целью, петли могут быть, например, интегрированы в отдельном слое ламината абразивного изделия. Этот подход обычно применяется для гибких абразивов, которые используют пленку в качестве материала подложки.
Другая группа абразивов использует в качестве материала подложки ткань или трикотажное полотно. С точки зрения крепления с помощью системы типа «липучка» это имеет явное преимущество, поскольку петли могут быть легко интегрированы в обычно вязаный основной материал (см., например, патентный документ EP 0779851). Путем формирования петель в ткани возможно интегрально обеспечить абразивный продукт средствами для зацепления, что является особенно экономически выгодным. Как проиллюстрировано в патентном документе EP 0779851, такие петли могут быть сформированы в форме перекрытий вязаных структур, которые могут быть вытащены из ткани в ходе процесса подъема.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Независимо от того, обеспечиваются ли петли посредством слоя ламината или как интегральные части основной ткани, оба решения, однако, имеют ряд недостатков.
Например, крепление может стать ненадежным вследствие того, что недостаточно много петель доступно для установления соединения с машиной. В частности, это обычно происходит в том случае, если абразивный продукт по сути обязан иметь открытую структуру для улучшения удаления пыли. Кроме того, петли имеют тенденцию изнашиваться и в конечном счете разрушаться прежде, чем закончится срок службы абразива. В дополнение к этому, передаваемые усилия являются ограниченными.
В свою очередь, это также влияет на срок службы опорной площадки на стороне машины, так как меньшее количество крючков должно поддерживать более высокие усилия.
Другая проблема - то, что петли склонны укладываться, когда продукт скатывается в рулон или укладывается в коробки во время производства и отгрузки. Это приводит к тому, что значительная часть петель не будет доступна для установления соединения в первый раз.
Соответственно, задачей настоящего изобретения является предложить гибкий продукт, который устранял бы вышеупомянутые недостатки и обеспечивал улучшенное зацепление за крючки в системе закрепления типа «липучка».
В соответствии с одним аспектом настоящего изобретения гибкий абразивный продукт содержит трикотажную ткань на первой стороне гибкого абразивного продукта, шлифующие агенты наносятся на вторую сторону гибкого абразивного продукта, обращенную к первой стороне, и множество петель, выступающих из ткани и из первой стороны, причем каждая петля образована парой нижних полудуг, соединенных выступающей головкой, и эти петли располагаются рядами, проходящими в направлении петельного столбика ткани; причем нижние полудуги переплетаются в ткани, а выступающие головки петель связываются друг с другом за пределами ткани, чтобы сформировать ряды взаимосвязанных петель, проходящие в направлении петельного столбика ткани.
Поскольку петли взаимосвязаны, они менее склонны к укладыванию, что означает, что они более доступны для установления соединения с крючками, служащими ответными частями в системе типа «липучка». Кроме того, хранение продукта в стопках или рулонах становится менее критичным.
Кроме того, петли не будут так сильно изгибаться назад и вперед, как одиночные петли во время колебательных движений шлифмашины, так что они не будут так быстро изнашиваться, и срок службы продукта увеличивается.
Однако петлевая структура является открытой и обеспечивает эффективное удаление воздуха и пыли.
Кроме того, взаимосвязанные петли также дают амортизирующий эффект, который является благоприятным для многих приложений шлифования. Уровень амортизации можно регулировать высотой петли, толщиной и длиной нити, а также плотностью трикотажного переплетения. В качестве другой выгоды достигается переменное впитывание влаги во время мокрой шлифовки. Кроме того, стоит отметить, что по сравнению с обычными мягкими продуктами, которые обычно используют пену (например пену из PU) для достижения амортизирующего действия, вышеупомянутый гибкий абразивный продукт является более экологичным и безвредным для окружающей среды (благодаря уменьшенному использованию клейких веществ и эластомеров).
Наконец, этот продукт относительно легко производится, так как ткань и петли могут производиться одновременно путем вязания, то есть на одной стадии процесса. Кроме того, соответствующие свойства продукта (такие как мягкость, прочность или проницаемость для пыли) могут быть легко отрегулированы путем изменения толщины и жесткости ткани и плотности петель на один см2.
Предпочтительно нижние полудуги каждой петли отстоят друг от друга по меньшей мере на один ряд переплетения ткани, и более предпочтительно - на два ряда переплетения ткани.
Другими словами, это означает, что петли удерживаются в преимущественно открытой конфигурации в форме, которая напоминает букву V или букву U. Эта конфигурация имеет то преимущество, что петли являются более доступными для крючков системы типа «липучка». Кроме того, эти петли менее склонны к укладыванию, и получаемая структура является более стойкой к усилиям сдвига во время шлифования. Кроме того, это улучшает амортизирующий эффект.
Предпочтительно, чтобы выступающие головки чередовались с одним рядом петель в направлении движения ткани.
За счет этого петли, которые расположены в направлении движения, могут накладываться друг на друга в том смысле, что нижняя полудуга одной петли располагается между нижними полудугами соседних петель.
Это дает преимущество улучшенного амортизирующего действия и большей стойкости структуры крепления по отношению к усилиям сдвига, возникающим во время шлифования.
Предпочтительно, выступающие головки петель соединяются посредством вязания друг с другом в направлении петельного столбика ткани, в частности путем соединения в цепочку выступающих головок, которые следуют друг за другом в направлении петельного столбика ткани.
Этот способ соединения петель обеспечивает очень эффективный способ достижения желаемой конфигурационной стабильности петель без ухудшения проницаемости продукта для пыли и без слишком большого увеличения сложности производства. В дополнение к этому, соединение в цепочку может легко быть объединено с различными рисунками вязания для ткани, и таким образом обеспечивает увеличенную гибкость во время производства.
В соответствии с одним предпочтительным вариантом осуществления выступающие головки соответственно соединяются друг с другом путем пропускания выступающей головки одной петли через выступающую головку другой петли, которая предшествует первой петле в направлении петельного столбика ткани.
Это представляет собой очень эффективный способ соединения петель снаружи ткани. Кроме того, легко предотвращается укладывание петель, поскольку они взаимно связаны в направлении петельного столбика ткани. В дополнение к этому, этот способ соединения петель гарантирует, что крючки и т.п. ответной части системы закрепления смогут легко входить в продукт и зацепляться за петли.
При объединении с петлями, у которых их нижние полудуги отстоят друг от друга по меньшей мере на один ряд переплетения ткани, обеспечивается синергетический эффект, заключающийся в том, что предотвращается «сползание» верхних концов с соответствующей соединительной петли к ткани, поскольку эта соединительная петля удерживается преимущественно открытой. Соответственно, это дополнительно способствует тому, чтобы слой петель был очень устойчивым и имел малую вероятность разрушения. В дополнение к этому, петли могут более легко «восстанавливаться» после их прижатия к ткани во время производства или отгрузки.
Предпочтительно, выступающая головка каждой петли содержит две ножки, соответственно соединяющиеся с нижними полудугами, и верхнюю дугу, соединяющую две ножки, причем эти ножки проходят в направлении от ткани и от первой стороны, верхняя дуга располагается по существу горизонтально к ткани, и выступающие головки петель соединяются друг с другом в их верхних дугах.
Кроме размерно устойчивых петель, это дает то преимущество, что петли могут легко устанавливать соединение с крючками и т.п. благодаря тем частям петли, которые проходят по существу параллельно поверхности ткани.
Предпочтительно, выступающие головки имеют длину контура от 4 мм до 500 мм, и более предпочтительно от 6 мм до 80 мм.
Это гарантирует, что петли являются достаточно длинными для того, чтобы быть легкодоступными для присоединения к соответствующим средствам крепления, таким как крючки, а также для соединения петель в направлении петельного столбика. В то же самое время они не являются слишком длинными, так что они не препятствуют надежной передаче усилия от шлифовальной машины.
Предпочтительно, петли формируются петлевыми нитями, которые вплетены в ткань.
С одной стороны, это дает то преимущество, что петлевые нити могут быть выбраны таким образом, чтобы они подходили к соответствующему применению. С другой стороны, петли могут быть сформированы независимо от ткани, что означает больше степеней свободы при выборе рисунка вязания для ткани.
Альтернативно, петли могут быть также сформированы нитями ткани, что дает то преимущество, что при этом не нужны никакие дополнительные виды нитей при производстве ткани, что делает производственный процесс весьма экономичным.
Предпочтительно, петлевые нити являются искусственными или натуральными волокнами, содержащими малокрученые нити, текстурированные нити, поддающиеся намагничиванию, металлические или гидрофильные нити, и/или их комбинации.
Использование металлических или поддающихся намагничиванию петлевых нитей позволяет использовать силы магнитного поля для присоединения абразивного продукта к шлифовальной машине. Если, например, поверхность захвата шлифовальной машины снабжена магнитом (постоянным магнитом или электромагнитом), то абразивный продукт, содержащий поддающиеся намагничиванию петлевые нити, может удерживаться на шлифовальной машине магнитными силами. Это магнитное крепление может быть дополнено, конечно, механическим креплением, включая вышеупомянутую систему крепления типа «липучка». Крепление посредством магнитных сил имеет то преимущество, что оно практически не требует обслуживания, поскольку не приводит к износу абразивного продукта или поверхности захвата шлифовальной машины.
При использовании текстурированных и/или гидрофильных нитей может быть обеспечен такой продукт, который облегчает процессы мокрой шлифовки, поскольку он может более легко впитывать воду или другие водные растворы.
Предпочтительно, петлевые нити вплетаются в ткань посредством основовязания или уточного вязания, и более предпочтительно, в форме атласного, трикотажного, столбчатого или шнурового вязания или их комбинаций.
Чередование петлевых нитей посредством основовязания или уточного вязания обеспечивает очень эффективный и механически устойчивый способ интеграции петлевых нитей в одном рабочем процессе. Атласное, столбчатое, шнуровое или трикотажное вязание обеспечивают, в частности, эффективный способ оптимальной интеграции петель в ткань без значительного ограничения свободы при проектировании ткани.
Следует отметить, что вышеупомянутые способы вязания относятся к чередованию петель в ткани, а не к способу их взаимосвязи снаружи ткани.
Предпочтительно, петлевые нити представляют собой моноволоконные нити.
По сравнению с многоволоконными нитями, которые имеют тенденцию быть более объемными, чем моноволоконные нити, использование моноволоконных нитей для петель дает то преимущество, что рисунок вязания ткани затрагивается в минимальной степени, если петлевые нити вплетаются в ткань. Это может дать выгоду, заключающуюся в значительной степени однородности (или ровности) внешнего вида ткани, что является выгодным для многих приложений шлифования.
В этой связи петлевые нити предпочтительно имеют номер пряжи 5-200 децитекс, более предпочтительно 10-100 децитекс, и еще более предпочтительно 20-50 децитекс.
Предпочтительно, ткань производится посредством основовязания или уточного вязания, предпочтительно, в форме атласного, трикотажного или шнурового вязания.
Тем самым атласные или шнуровые структуры являются подходящими для объединения сравнительно регулярного и ровного вида ткани с возможностью введения в ткань петлевых нитей и отверстий.
Предпочтительно ткань дополнительно содержит множество регулярно расположенных сквозных отверстий.
Благодаря этим сквозным отверстиям шлифовочная пыль и другие частицы могут легко проникать сквозь абразивный продукт. Это значительно облегчает удаление пыли из области шлифования, где обрабатывается деталь, и предотвращает забивание абразивного продукта. Это в свою очередь увеличивает срок службы абразивного продукта и предотвращает перегрев шлифуемой поверхности, что гарантирует финишное шлифование высокого качества.
Предпочтительно, форма и расположение этих отверстий являются симметричными относительно направления петельного столбика текстильной ткани.
Это имеет то преимущество, что ткань, которая формирует основу для абразивных частиц, является по сути весьма регулярной. Вследствие этого абразивная область является весьма регулярной, и во время шлифования может быть получена поверхностная отделка высокого качества.
Предпочтительно, отверстия располагаются на линиях, перпендикулярных к направлению петельного столбика ткани, причем эти отверстия располагаются с равными интервалами в направлении линии, и сами линии являются смещенными друг относительно друга положениями отверстий.
Регулярный интервал между отверстиями в направлении линии гарантирует достижение равномерной шлифованной поверхности в направлении ширины области шлифования. Если линии являются смещенными друг относительно друга положениями своих отверстий, отверстия не располагаются однородными рядами вдоль направления петельного столбика ткани. Это может дополнительно уменьшить образование полос на покрытой абразивом поверхности.
При этом дополнительно является предпочтительным, чтобы последовательные линии (то есть линии, которые следуют друг за другом в направлении петельного столбика ткани) были смещены друг относительно друга положениями своих отверстий.
В этой связи дополнительно является предпочтительным, чтобы смещение между последовательными линиями было таким, чтобы отверстия каждой второй линии были выровненными в направлении петельного столбика ткани.
Другими словами, если смотреть в машинном направлении, последнее условие означает, что после покрытой абразивами области между двумя смежными отверстиями на одной линии следует отверстие следующей линии, за которым снова следует покрытая абразивами область второй следующей линии и т.д. Соответственно, эта компоновка эффективно подавляет формирование полос на конечном продукте, если он используется для однонаправленных шлифмашин.
Предпочтительно, гибкий абразивный продукт дополнительно содержит мягкий или сгибаемый промежуточный слой, который расположен между шлифующими агентами и тканью. Предпочтительно, этот промежуточный слой формируется из нетканого материала, пенопласта, тканевого материала или их комбинаций.
За счет такого мягкого промежуточного слоя амортизирующий эффект продукта может быть дополнительно усилен. Кроме того, такой промежуточный слой также может быть выгодным для приложений мокрой шлифовки, поскольку он может сохранять воду или водные растворы и постепенно высвобождать их во время шлифования.
Предпочтительно, продукт дополнительно содержит нити наполнителя, выступающие из первой стороны, которые являются текстурированными или гидрофильными нитями и выступают в форме петель или концов нитей.
За счет обеспечения нитей наполнителя водоудерживающие свойства продукта для приложений мокрой шлифовки могут быть дополнительно улучшены. Кроме того, нити наполнителя могут также усиливать амортизирующий эффект.
В соответствии с другим аспектом настоящего изобретения предлагается гибкое соединение для абразивов, которое содержит трикотажную ткань на первой стороне гибкого соединения, а также средства крепления, расположенные на второй стороне гибкого соединения, обращенной к первой стороне, которые выполнены с возможностью зацепления за абразивные продукты. Это гибкое соединение дополнительно содержит множество петель, выступающих из первой поверхности и из ткани, причем каждая петля образована парой нижних полудуг, соединенных выступающей головкой, и эти петли располагаются рядами, проходящими в направлении петельного столбика ткани, причем нижние полудуги переплетаются в ткани, а выступающие головки петель связываются друг с другом за пределами ткани, чтобы сформировать ряды взаимосвязанных петель, проходящие в направлении петельного столбика ткани.
Определение «выполненный с возможностью зацепления за абразивные продукты» включает в себя обеспечение таких средств зацепления, как крючки (для систем закрепления типа «липучка») или другие дополнительные системы закрепления или системы PSA.
С помощью этого гибкого соединения выгодные свойства взаимосвязанных петель (то есть амортизирующее действие, более надежное зацепление к шлифовальным машинам, проницаемость для пыли и т.д.) могут быть приданы обычным шлифовальным продуктам.
В соответствии с одним предпочтительным вариантом осуществления эти средства крепления представляют собой крючки, грибки или кнопки, зацепляющиеся за ответную петлевую часть системы закрепления типа «липучка». Благодаря этому это гибкое соединение является совместимым с широким спектром шлифовальных продуктов, например, таких, как описанные в патентном документе EP 0779851.
Предпочтительные особенности, перечисленные выше в связи с абразивным продуктом, также могут быть применены для этого гибкого соединения, где они дадут эквивалентные эффекты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение может быть лучше понято при прочтении следующего описания, раскрывающего варианты его осуществления, в совокупности со следующими сопутствующими чертежами.
Фиг.1A - 1D представляют собой схематические иллюстрации абразивного продукта в соответствии с первым вариантом осуществления.
Фиг.2 показывает один пример рисунка вязания для абразивного продукта в соответствии с первым вариантом осуществления.
Фиг.3 показывает другой пример рисунка вязания для абразивного продукта в соответствии с первым вариантом осуществления.
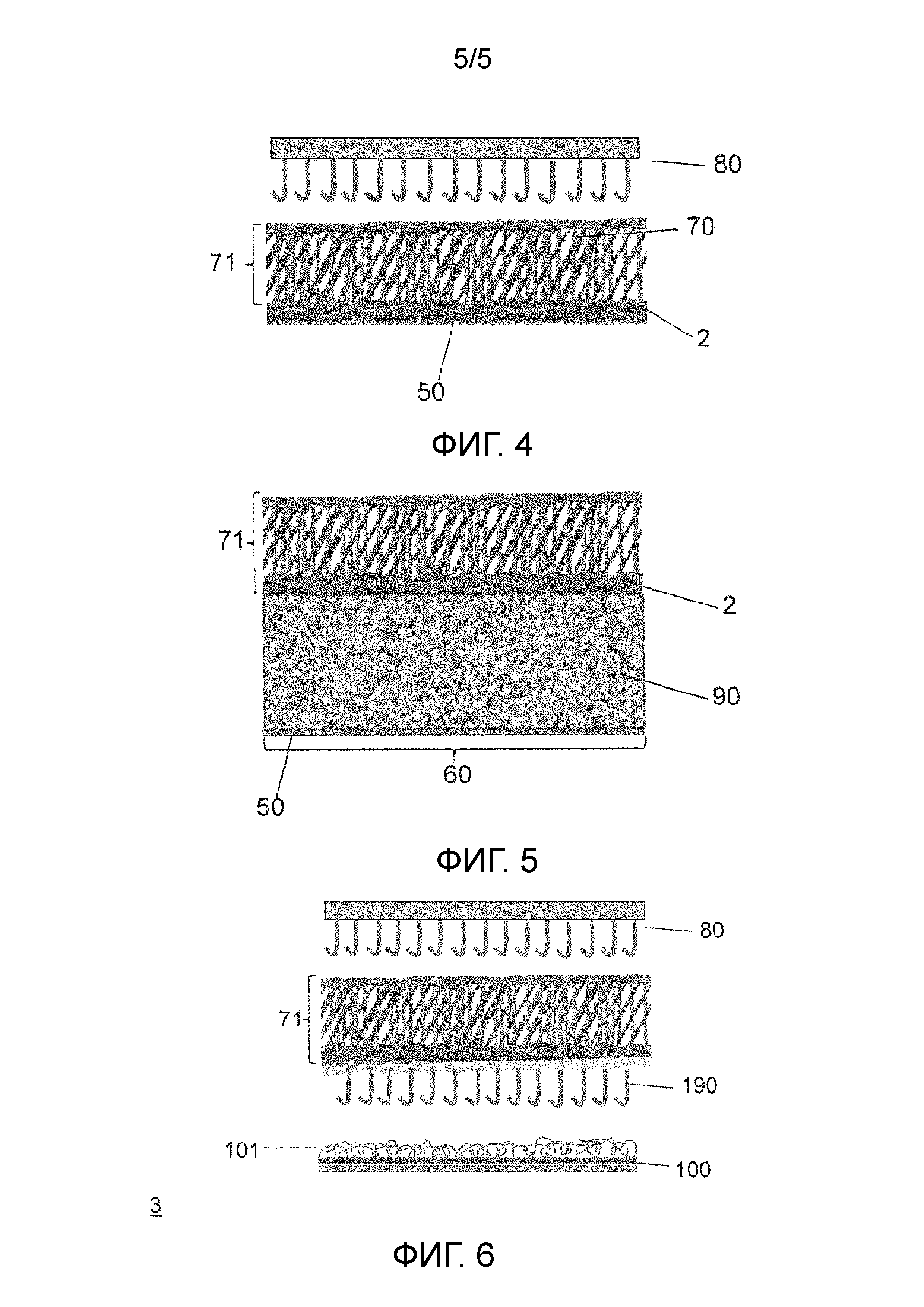
Фиг.4 иллюстрирует использование абразивного продукта в соответствии с первым вариантом осуществления.
Фиг.5 иллюстрирует одну модификацию первого варианта осуществления.
Фиг.6 представляет собой схематическую иллюстрацию второго варианта осуществления.
Настоящее описание и сопутствующие чертежи должны рассматриваться в качестве примеров, а не как ограничения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее настоящее изобретение будет описано более подробно со ссылкой на приложенные чертежи.
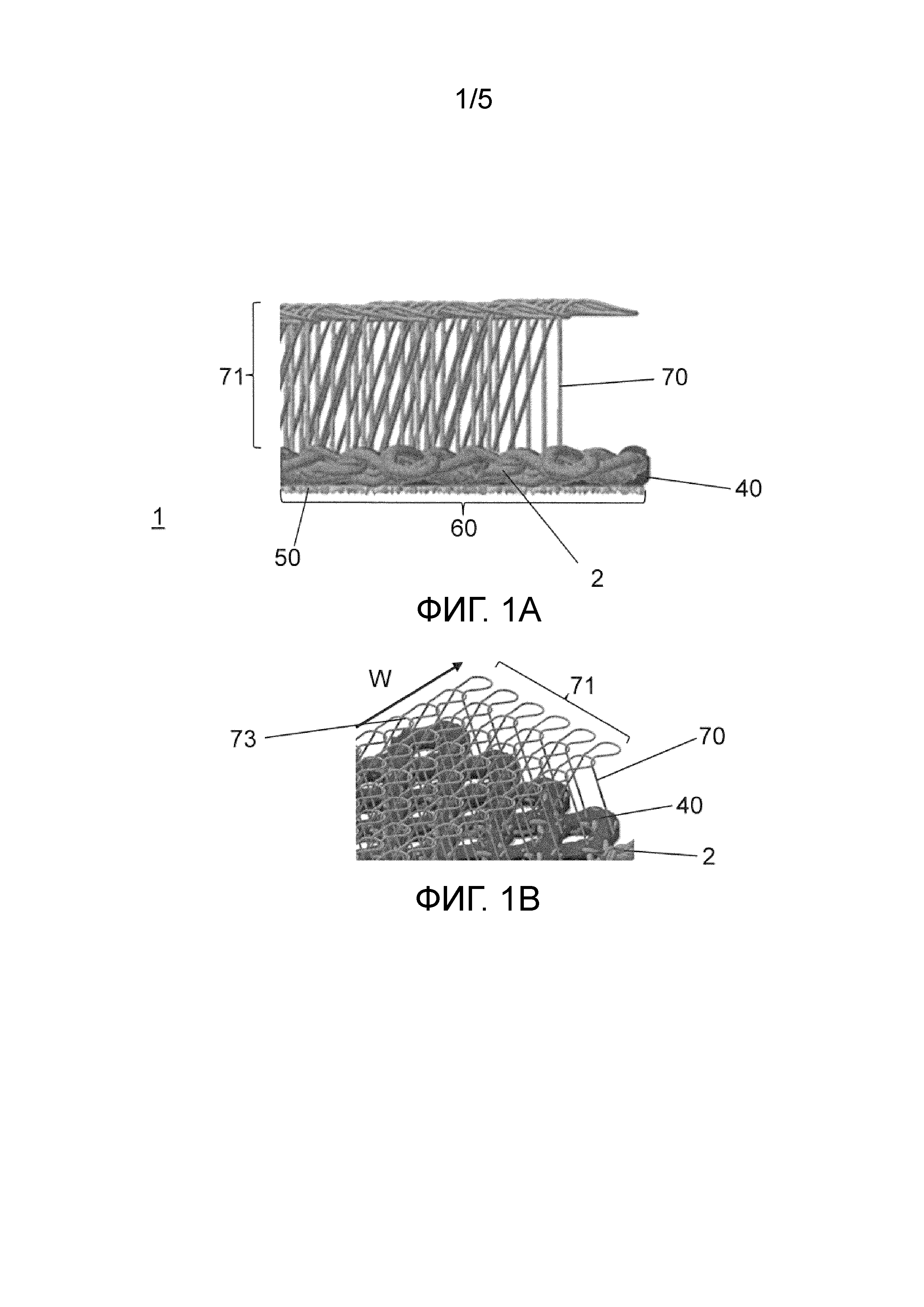
Фиг.1A и 1B представляют собой схематические иллюстрации гибкого абразивного продукта 1 в соответствии с первым вариантом осуществления. Абразивный продукт 1 содержит ткань 2, которая составляет основной слой абразивного продукта 1. Ткань 2 является трикотажной текстильной тканью, которая формируется из вязаных нитей 20 и может быть произведена на текстильной машине с помощью, например, основовязания или уточного вязания.
На первой стороне ткани 2 (первой стороне абразивного продукта) формируется множество петель 71, которые выступают из трикотажной ткани 2. Петли 71 формируются из петлевых нитей 70.
На вторую сторону абразивного продукта наносятся шлифующие агенты или абразивные частицы 50 с тем, чтобы сформировать абразивную область 60. Абразивные частицы 50 наносятся/приклеиваются на вторую сторону ткани 2, которая обращена к первой стороне. Фиксация абразивных частиц 50 может быть усилена с помощью покрытия 40. Опционально абразивные частицы 50 могут наноситься с подходящей связывающей системой.
Как показано в поперечном сечении на Фиг.1, абразивная область 60 в этом примере является связной по всему продукту 1, причем абразивы 50 равномерно распределены по ткани 2. Однако абразивная область также может быть несвязной, например, может иметь форму изолированных пятен или островков абразивных частиц.
Петли 71 располагаются рядами в направлении W петельного столбика ткани 2. Кроме того, как можно увидеть на чертежах, петли 71 связаны друг с другом в плоскости, по существу параллельной к ткани 2 и отстоящей от нее. Другими словами, выступающие петли 71 являются взаимосвязанными снаружи ткани 2.
Соответственно, петли 71 формируют ряды 73 из взаимосвязанных петель, которые также проходят в направлении W петельного столбика ткани 2 (и «поднимаются» над тканью 2).
В примере, который показан на Фиг.2B, петли 71 связаны только в направлении W петельного столбика. Между индивидуальными рядами 73 никакой взаимосвязи нет.
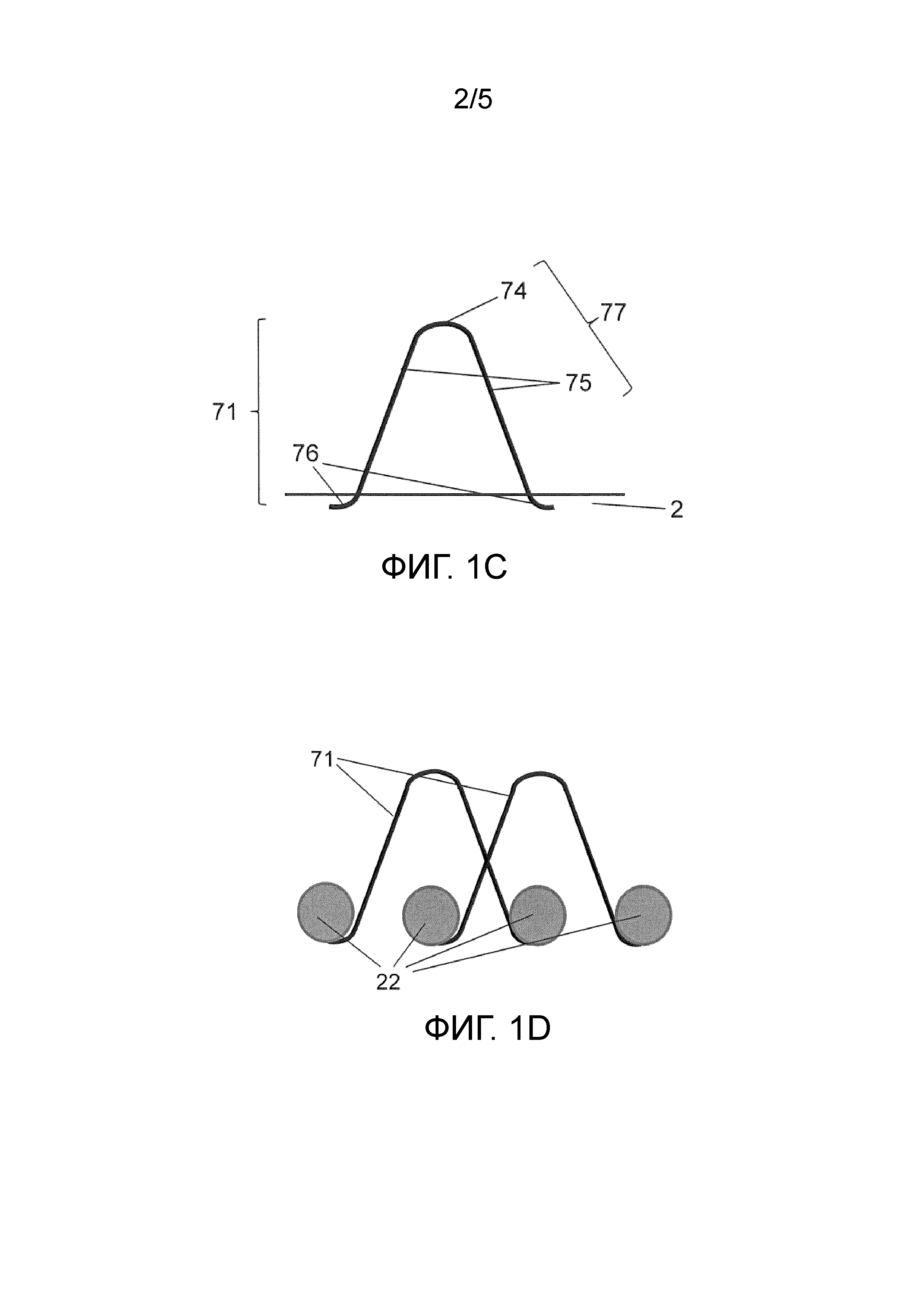
Как показано на Фиг.1C, соответствующие части петель 71 определяются следующим образом: каждая петля содержит пару нижних полудуг 76, соединенных выступающей головкой 77. С помощью нижних полудуг 76 петли соединяются с тканью 2 в том смысле, что эти части петель 71 вплетены в ткань 2. Выступающая головка 77 является частью петли 71, которая фактически выступает из ткани 2, то есть располагается снаружи ткани 2. Выступающая головка 77 петли 71 в свою очередь может рассматриваться как сформированная парой ножек 75, которые соответственно соединяются с нижними полудугами 76 и верхней дугой 74, которая соединяет две ножки 75.
В примере, показанном на Фиг.1A и 1B, взаимосвязь петель 71 достигается путем соединения выступающих головок 77 петель 71, которые следуют друг за другом в направлении W петельного столбика ткани 2, пропусканием выступающей головки 77 одной петли 71 через выступающую головку 77 предыдущей петли 71. Однако, другие методики, в частности методики вязания, также могут использоваться для связи петель 71.
Как видно из Фиг.1D, нижние полудуги 76 каждой петли 71 отстоят друг от друга в направлении перемещения ткани (которое перпендикулярно направлению W петельного столбика). Это оказывает тот эффект, что петли удерживаются «открытыми», с ножками 75, наклоненными друг к другу по мере удаления от поверхности ткани 2. Следовательно, если продукт рассматривается в направлении W петельного столбика, петли 71 имеют V-образную или U-образную конфигурацию, которая сужается в направлении к верхним дугам 74. Уклон или наклон ножки 75 (относительно перпендикуляра к ткани) может быть отрегулирован путем изменения расстояния между нижними полудугами 76 и длины контура выступающих головок 77. Выступающие головки 77 имеют длину контура 4 мм - 500 мм, предпочтительно 6 мм - 80 мм, и наиболее предпочтительно 10 мм - 20 мм.
Благодаря наклону ножек 75 во встречных направлениях продукт 1 становится более стойким к усилиям сдвига, когда он присоединен к шлифовальной машине. В дополнение к этому, такая конфигурация позволяет крючкам, грибкам или другим типам захватывающих средств с большей легкостью сцепляться с петлевыми нитями 70 и, следовательно, удерживать продукт 1 на месте.
Другой эффект заключается в том, что петли 71 могут быть сохранены относительно открытыми, что в некоторой степени препятствует тому, чтобы после соединения петель друг с другом верхняя дуга одной петли «сползала» по ножкам той петли, с которой она соединена. Это дополнительно способствует стабильности размеров петель 71, поскольку они становятся менее склонными разрушаться при механическом воздействии и давлении. Кроме того, верхние дуги 74 располагаются по существу горизонтально относительно ткани 2.
Предпочтительно нижние полудуги 76 каждой петли отстоят друг от друга по меньшей мере на один ряд 22 петель ткани 2, и более предпочтительно на два ряда 22 петель ткани (см. Фиг.1D). Последнее другими словами означает, что петля 71 проходит над одним рядом 22 петель (см. Фиг.1D). В этом случае особенно предпочтительно, чтобы петли 71 (или их выступающие головки 77) поочередно охватывали один ряд 22 петель в направлении движения (см. Фиг.1D).
В этой связи ряд 22 петель или петельный столбик является петельным столбиком, который проходит в длину трикотажной ткани (см. ISO 4921:2000, 3.3.1).
Хотя петли 71 также могут быть сформированы путем вытягивания нитей из ткани 2, предпочтительно, чтобы петли были сформированы петлевыми нитями 70, которые вплетены в ткань 2.
Например, продукт 1, показанный на Фиг.1, может быть произведен с использованием двухфонтурной вязальной машины для формирования абразивного продукта.
Свойства получаемого продукта можно регулировать путем увеличения количества петлевых нитей и, соответственно, количества петель, с которыми связаны петли 71.
Особенно подходящие вязки для формирования ткани 2 для переплетения петлевых нитей 70 и для связывания петель 71 включают в себя столбчатую, атласную, шнуровую, трикотажную, сатиновую и мозаичную вязку, а также их комбинации. Другие вязки, которые являются в принципе подходящими, определены в стандарте ISO 8388, и также содержат основную вязку и уточную вязку.
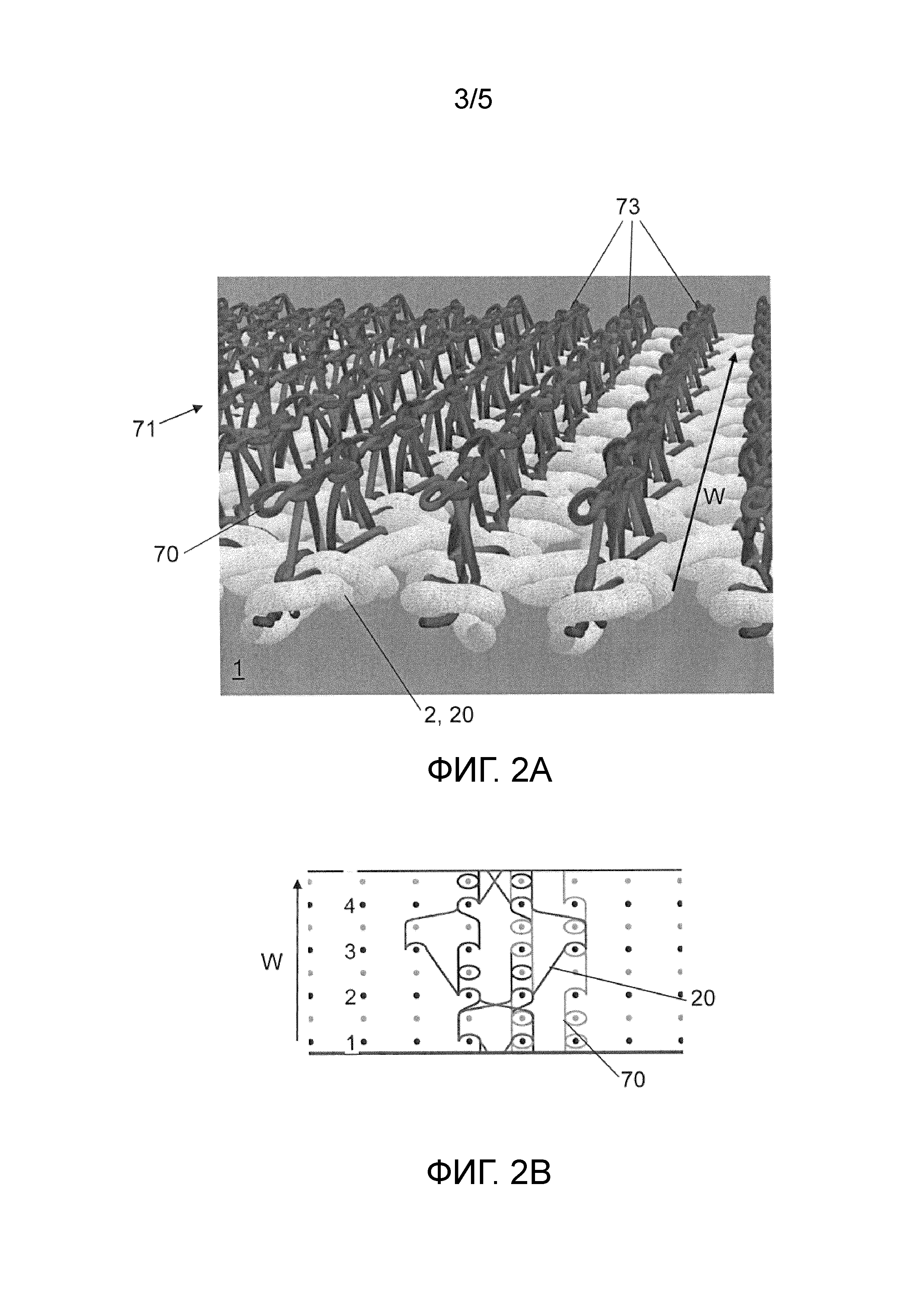
Один пример такой структуры показан на Фиг.2A, а соответствующая ему схема пути нити показана на Фиг.2B, где черные точки представляют собой одну фонтуру двухфонтурной вязальной машины, а серые точки представляют собой другую фонтуру. Как видно из этой схемы, нити 20, формирующие ткань 2, обрабатываются на одной фонтуре, в то время как петлевые нити 70 обрабатываются на обеих фонтурах. Фактические петли 71 из петлевых нитей 70 формируются, однако, на второй фонтуре (серые точки).
Ткань 2 основана на (открытой) атласной вязке, и переплетение петлевых нитей 70 выполняется посредством петлевого столбика, за исключением того, что петля делается на второй фонтуре, когда петли проходят над иголками. В отличие от примера, который показан на Фиг.1, нижние полудуги 76 индивидуальных петель не отстоят друг от друга в направлении движения ткани, что означает, что они расположены в одном и том же ряду 22 петель.
Однако петли 71 также вяжутся в направлении W петельного столбика ткани 2 так, чтобы сформировать ряды 73 взаимосвязанных петель 71, которые проходят в направлении W петельного столбика. Соответственно в этом случае геометрическая стабильность петель 71 также улучшается, и петли 71 становятся более легкодоступными для крепежных средств, таких как крючки или контактные штырьки, поскольку они являются менее склонными укладываться на ткань. Последнее может происходить во время хранения абразивного продукта (в промежуточном состоянии или в состоянии конечного продукта). Кроме того, укладывание петель 71 может быть вызвано во время производства некоторыми стадиями процесса.
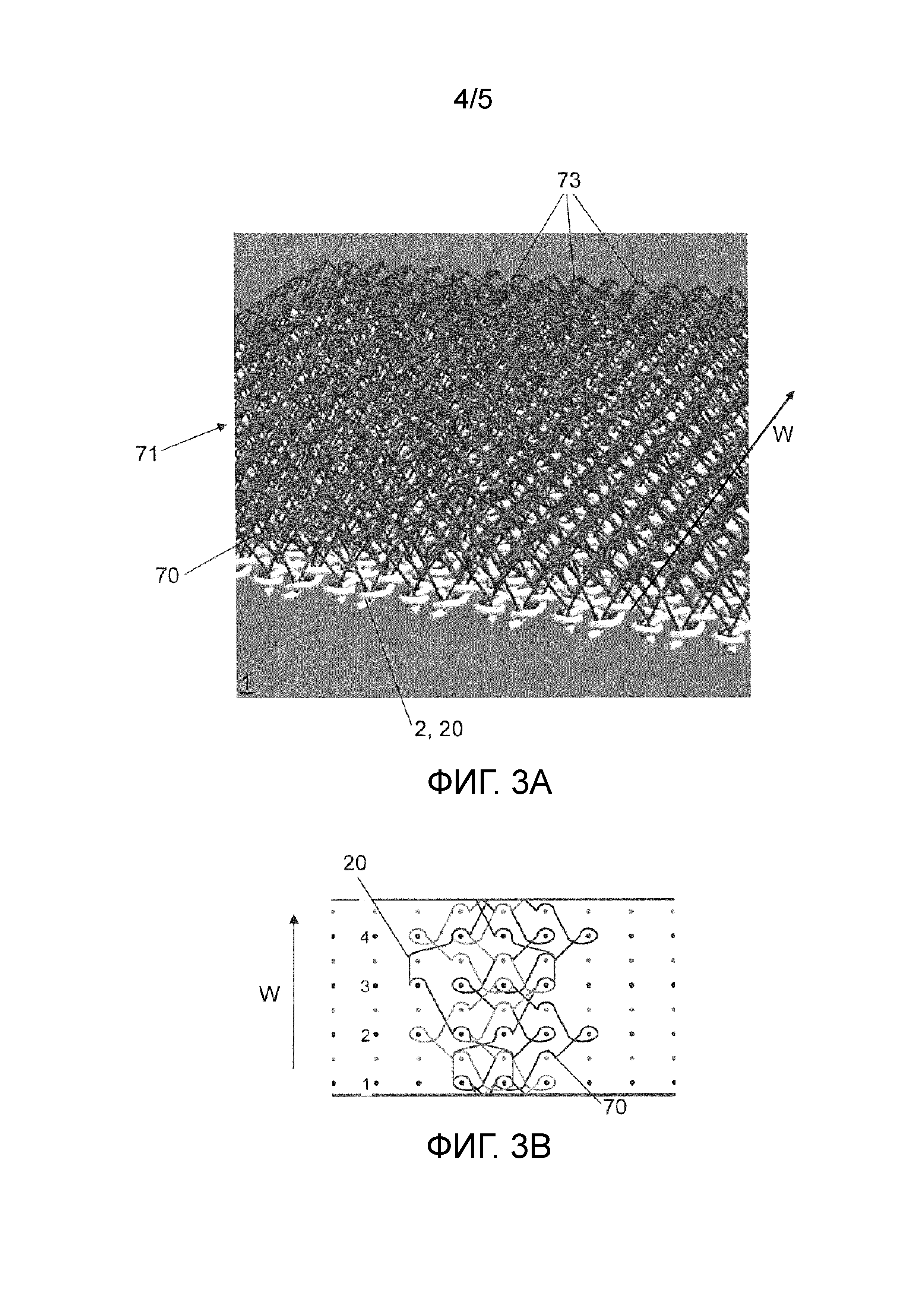
Один дополнительный пример конкретного рисунка вязания показан на Фиг.3A и 3B. Как хорошо видно из схемы пути нити, показанной на Фиг.3B, петлевые нити 70 также переплетаются в форме атласной вязки.
Ткани 2, показанные на Фиг.1, 2 и 3, основаны на структурах, которые являются хорошо проницаемыми благодаря регулярно расположенным сквозным отверстиям в основной ткани 2. Открытая структура обеспечивает оптимальное удаление пыли. Когда пыль образуется во время шлифования, она может быть легко удалена воздушными потоками, которые проникают через ткань 2 и петли 71.
Фиг.4 показывают в качестве примера крепление гибкого абразивного продукта к соответствующим средствам зацепления опорной площадки 80 или поверхности захвата. Благодаря взаимосвязи петель, петли более легкодоступны для прикрепления к крючкам опорной площадки 80, потому что они являются более вертикальными. Следует отметить, что этот гибкий абразивный продукт работает одинаково хорошо и с другими средствами зацепления, такими как кнопки или грибки и т.п.
Кроме улучшенного прикрепления, взаимосвязанные петли приводят к амортизирующему действию во время шлифования. Это означает, что неравномерные пятна в ткани 2 или в абразивной области могут балансироваться мягкими свойствами продукта 1.
Для того, чтобы дополнительно поддержать амортизирующее действие, мягкий или сгибаемый промежуточный слой 90 может быть расположен между тканью 2 и абразивной областью 60, как проиллюстрировано на Фиг.5. Промежуточный слой 90 может быть сформирован из пены, нетканого материала или их комбинаций. Альтернативно или дополнительно этот промежуточный слой может также быть сформирован из или может содержать ткань, предпочтительно в форме слоя.
Фиг.6 схематично показывает поперечное сечение гибкого продукта 3 в соответствии с другим вариантом осуществления. Этот вариант осуществления отличается от предыдущих вариантов осуществления тем, что абразивные частицы 50 заменены средствами крепления 190. Другие особенности, конфигурации и возможные модификации соответствуют упомянутым в связи с предыдущими вариантами осуществления. Далее продукт 3 также упоминается как «гибкое соединение» 3.
Средства 190 присоединения представляют собой, например, крючки, кнопки или грибки, которые подходят для зацепления с петлями, выступающими из гибких абразивных изделий (такими как петли 70 или, в целом, петли системы закрепления типа Velcro®), или средства крепления для других дополнительных систем закрепления.
Эти средства крепления могут быть обеспечены, например, путем ламинирования подходящей текстуры системы закрепления типа «липучка» (например, системы закрепления Velcro®) или других дополнительных систем закрепления на ткань 2.
Соответственно, гибкое соединение 3 может быть расположено между крепежной поверхностью 80 шлифовальной машины и подходящим абразивным продуктом 100. За счет этого мягкое и в то же самое время очень устойчивое соединение может быть обеспечено для обычных абразивных продуктов. Следует отметить, что продукт 3 в соответствии с этим вариантом осуществления может быть также объединен со сгибаемым промежуточным слоем 90.
Как проиллюстрировано в примерах, показанных на Фиг.1-5, можно использовать различные виды нитей для петлевых нитей 70 и нитей 20 ткани 2.
Это позволяет использовать, например, более тонкие нити для петлевых нитей 70 по сравнению с нитями 20 ткани 2. В то время как это гарантирует достаточно большую площадь для присоединения абразивов 50 к ткани 2, продукт в целом может быть сохранен по существу открытым, что является выгодным для удаления пыли и присоединения продукта к шлифовальной машине. В дополнение к этому, использование более тонких нитей для петлевых нитей 70 гарантирует мягкость и гибкость продукта. Кроме того, это гарантирует отсутствие явных возвышений в ткани 2 в результате того, что петлевые нити 70 обрабатываются на той же самой фонтуре, что и ткань 2.
В этой связи петлевые нити 70 предпочтительно имеют номер пряжи 5-200 децитекс, более предпочтительно 10-100 децитекс, и еще более предпочтительно 20-50 децитекс.
Кроме того, петлевые нити 70 могут быть сформированы из моноволоконных нитей, в то время как нити 20, формирующие ткань 2, являются многоволоконными нитями.
Как уже было упомянуто, продукты в соответствии с вышеупомянутыми вариантами осуществления могут содержать покрытие 40, служащее в качестве праймера для нанесения абразивных частиц 50. В дополнение к этому, это покрытие может использоваться для выравнивания имеющихся неровностей. Кроме того, это покрытие также приводит к фиксации петлевых нитей 70 в ткани 2, что затрудняет вытягивание индивидуальных петель 71 из ткани 2. Покрытие 40 наносится с той стороны ткани 2, где петли не выступают (то есть с рабочей стороны продукта).
В дополнение к этому, ткань и/или петлевые нити могут содержать пропитку для дополнительного улучшения механической стабильности продукта.
Различные типы пропиток и покрытий 40 могут применяться для ткани 2. Типы смол, используемых для пропиток и покрытий, могут включать в себя фенольные, карбамидные или латексные смолы, а также их смеси, как описано в патентном документе EP 0779851. Ткань может быть покрыта путем нанесения покрытия валиком, нанесения покрытия распылением, нанесения покрытия поливом, нанесения покрытия из густой суспензии способом печати, таким как трафаретная печать или глубокая печать, оттиском с фольги или подобными способами, приводящими к покрытиям, упоминаемым как первый адгезивный слой и абразивный слой, причем покрытие распылением и покрытие густой суспензией являются предпочтительными.
Также могут наноситься отверждаемые излучением пропиточные смолы, такие как эпоксидные, акрилатные или подобные смолы. Также термически отверждаемые эпоксидные, акрилатные, изонитрильные или подобные смолы и их смеси могут использоваться для механической стабилизации ткани. Эти смолы могут включать в себя наполнители и добавки, такие как поверхностно-активные вещества типа этоксилатов жирных кислот, наполнители различных видов, такие как волокна, тригидроксид алюминия, каолин, карбонаты кальция, тальк и т.п.
Это покрытие может обеспечить равномерный грунтовый слой, на который могут быть нанесены абразивы. Тем самым это покрытие может выравнивать неравномерности высоты и дополнительно способствовать формированию равномерной абразивной области. С этой целью покрытие может быть специальным образом обработано («сглажено») перед нанесением абразивных частиц для того, чтобы сформировать ровную поверхность. Как описано в патентном документе WO 2014/037034, это может быть достигнуто с помощью специального способа нанесения покрытия, например, с использованием покрывающего ролика. Кроме того, эффект выравнивания может быть реализован за счет прижатия выравнивающего устройства к еще невулканизированному покрытию. В дополнение к этому, имеется возможность механического истирания или шлифования нанесенного покрытия для выравнивания (сглаживания) любых присутствующих шероховатостей.
Ткань 2, кроме того, может подвергаться любому виду поверхностных модификаций с рабочей стороны ткани.
Абразивные области 60 могут быть в тех же самых или отдельных процессах посыпаны или покрыты абразивными изделиями 50, такими как карбид кремния, оксид алюминия различных типов или их смеси, такие как коричневая, розовая, белая или подвергнутая высокотемпературной обработке. Также могут быть нанесены высококачественные абразивы, такие как покрытые керамикой или подобные зерна, а также алмазы, CBN или другие частицы, обычно называемые суперабразивами.
В качестве альтернативы для улучшения крепления абразивного продукта к шлифовальной машине также возможно использовать петлевые нити 70, которые являются поддающимися намагничиванию, и, в частности, содержат металлический материал. С этой целью возможно использование нитей, которые обладают магнитным сердечником, или нитей из магнитных материалов (или материалов, которые приводят к подобному эффекту).
При этом продукты 1 и 3 могут быть намагниченными с задней стороны (то есть с той стороны, где выступают петли), и таким образом могут присоединяться к магнитной опорной плите шлифовального устройства. Магнитная опорная плита может быть по существу плоской, или альтернативно может содержать дополнительные средства зацепления, такие как захватные крючки, для одновременного использования механического и магнитного крепления. Магнитная опорная плита может содержать постоянный магнит или может использовать на электромагнитно индуцируемый эффект.
В дополнение к этому, продукты 1 и 3 могут содержать нити наполнителя. Нити наполнителя являются более толстыми, чем петлевые нити 70, тем самым дополнительно поддерживая амортизирующее действие взаимосвязанных петель 71. Нити наполнителя могут выступать от ткани на тех же самых сторонах, что и петли, в форме петель или концов нитей.
Кроме того, нити наполнителя могут быть гидрофильными. Это мотивируется тем фактом, что мягкие абразивные продукты часто также используются в процессах мокрого шлифования, которые обычно включают в себя использование жидкостей, таких как вода или другие растворители, чтобы достичь процесса шлифования без пыли и особой поверхностной отделки. Хотя трехмерная структура взаимосвязанных петель 71 уже обеспечивает улучшенные свойства хранения воды по сравнению с однослойными продуктами, иногда желательно дополнительно увеличить количество впитываемой и хранимой воды. Нити наполнителя действуют как наполнитель, который позволяет абразивному продукту 1 лучше впитывать воду и постепенно высвобождать ее во время процесса шлифования.
В качестве альтернативы петлевые нити 70 также могут быть гидрофильными.
Одна из возможностей достижения некоторой гидрофильности заключается в использовании текстурированных нитей в качестве нитей наполнителя и/или петлевых нитей.
Однако для некоторых применений может потребоваться обратное поведение, то есть определенная степень гидрофобности.
В большинстве случаев петлевые нити, а также нити наполнителя могут быть обработаны различными способами для достижения желаемых эффектов в отношении способности удерживать воду. Это включает в себя использование по существу гидрофильных/гидрофобных материалов или нанесение подходящего покрытия на нити.
Для того, чтобы дополнительно способствовать механической стабильности ткани 2, предпочтительно интегрировать в продукт армирующую прослойку или вообще армирование. Предпочтительно эти прослойки состоят из армирующих нитей, которые вплетаются в ткань 2.
С этой целью петлевой столбик или прослойка могут быть интегрированы в качестве армирования. Предпочтительно нити прослойки или армирующие нити являются в достаточной степени прочными для того, чтобы выдерживать растягивающие усилия.
Помимо увеличения прочности материала, нити прослойки или армирование могут также использоваться для увеличения объема или для достижения других желаемых эффектов.
Нити 20 ткани 2, петлевые нити 70, армирующие нити и нити наполнителя обычно являются текстурированными или малокручеными нитями из полиэстера или полиамида. Однако нити на основе натурального волокна, такого как хлопок, конопля и т.п., также могут быть подходящими. Это включает в себя в более общих терминах использование так называемого штапельного волокна или многоволоконных пряж на основе искусственных или натуральных волокон, которые могут использоваться для основной структуры или для армирования ткани. Опционально могут также использоваться крученые нити, являющиеся одиночными или однокруточными нитями. Эластичные нити могут быть применимыми в некоторых приложениях, когда ткань должна растягиваться особым образом.
Термин «текстурированная нить», обычно известный как DTY (вытянутая текстурированная нить), означает многоволоконную нить, обработанную термическими или механическими способами или их комбинацией таким образом, что непрерывные элементарные волокна нити сматываются, гофрируются или образуют петли. Существуют различные способы текстурирования, которые могут быть применены, такие как текстурирование воздухом, текстурирование острым лезвием, фрикционное текстурирование ложной круткой, текстурирование методом напрессовывания или гофрирование зубчатыми колесами.
Термин «малокрученая нить» обычно известен под аббревиатурой FDY (полностью вытянутая нить). Такие малокрученые нити могут получаться с помощью различных типов наращивания, основанных на моноволокнах или мультиволокнах. Эти нити также могут быть блестящими, полуматовыми или матовыми в плане их внешнего вида, и такие типы являются наиболее распространенными. Однако также доступны различные формы нитей, непрерывных элементарных волокон и их поперечных сечений, которые могут быть, например, круглого типа, трехдольного типа, многогранного типа или любого другого типа формы.
Нити любого типа, такие как текстурированная или малокрученая нить, кроме их типа текстурирования, или формы и внешнего вида, дополнительно могут быть скрученными. «Кручение» относится к вращению нити в двух различных направления, которые обычно упоминаются как направления «S» и «Z». Эти направления кручения относятся только к направлению, в котором скручиваются нити; так что крученые нити «S» и «Z» зеркально симметричны друг другу. Такое кручение нити в большинстве случаев навряд ли имеет какое-либо техническое значение в основовязании, но приводит к различным оптическим эффектам в окончательной ткани.
Нити 20, формирующие ткань 2, петлевые нити 70 и армирующие нити могут быть моноволоконными нитями или многоволоконными нитями, причем предпочтительно, чтобы по меньшей мере петлевые нити 70 были моноволоконными. Благодаря их уменьшенному объему такие моноволоконные нити могут более легко вплетаться в ткань 2 без слишком сильного влияния на гладкость ткани 2.
Термин «моноволоконная нить» относится к искусственной бесконечной штапельной пряже, которая создается из единственного непрерывного элементарного волокна материала. Нить некоторой толщины, например 20 децитекс, не разделяется на другие подструктуры, но состоит только из одного непрерывного элементарного волокна. Многоволоконная нить, следовательно, состоит из нескольких субструктур (непрерывных элементарных волокон) в отличие от моноволокна. Тем самым, нити могут различаться по количеству непрерывных элементарных волокон, из которых состоит нить. Например, многоволоконная нить толщиной 20 децитекс может состоять из двух или более непрерывных элементарных волокон.
«Крученая нить» обычно состоит из многоволоконных нитей, которые могут быть скрученными или нескрученными нитями, текстурированными или нетекстурированными нитями, а также переплетенными или непереплетенными нитями. При этом скрученные нити обычно являются непереплетенными. Эти ранее описанные одиночные нити могут быть впоследствии объединены для того, чтобы сформировать новую, более толстую, нить, которая упоминается как крученая. Такая крученая нить, следовательно, состоит по меньшей мере из двух или более одиночных нитей, которые были скручены вместе.
Термин «натуральные волокна» относится к волокнам, которые происходят из возобновляемых источников. Они относятся к волокнистым материалам, таким как хлопок, конопля, шерсть, шелк или подобные материалы, которые получаются напрямую из растений или животных.
Термин «искусственное волокно» относится ко всем другим волокнам, отличающимся от натуральных. Искусственные волокна могут быть искусственно произведены из нефтехимических веществ, биополимеров или органического сырья. Регенерированные волокна представляют собой подгруппу искусственных волокон. Они делаются из природных материалов, таких как растения, подвергающихся химическим и механическим процессам. Эти виды волокон включают в себя, например, вискозное волокно, бамбуковое волокно и волокна модального типа, которые делаются из целлюлозы. Искусственные волокна могут быть сделаны из нефтехимических веществ, например полиэстера, винилацетата, нейлона, арамида и углерода. Эта категория также включает в себя материалы, сформированные из химически модифицированного волокна, а также волокна, произведенного из полимеров, состоящих из биохимических элементарных блоков, таких как, например, молочная кислота, аминокислоты или пропилендиоксид.
Примеры других потенциальных нитей для тканей для абразивных продуктов включают в себя волокна из ультравысокомолекулярного полиэтилена (UHMWPE), а также нити из полипропилена (PP) и арамида. Они могут использоваться для основной структуры ткани или исключительно для армирования материала.
Толщина малокрученой или текстурированной нити может варьироваться от 5 до 4000 децитекс в зависимости от желаемых значений прочности при растяжении и удлинения ткани в качестве материала основы, а также желаемого размера абразивных зерен или целевого использования конечного продукта. Единица измерения «децитекс» по определению является весом в граммах на 10000 м нити. Типичный номер нити для ткани составляет 30-2000 децитекс и 15-1000 децитекс для армирующих нитей.
Все модификации, обсужденные в связи с соответствующими вариантами осуществления, могут быть одинаково хорошо применены в соединении с другими вариантами осуществления, если это возможно.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении гибких абразивных продуктов. Продукт содержит трикотажную ткань на его первой стороне, шлифующие агенты, нанесенные на его вторую сторону, находящуюся напротив первой стороны, и множество петель, выступающих из ткани и из первой стороны. Каждая петля образована парой нижних полудуг, соединенных выступающей головкой. Эти петли располагаются рядами, проходящими в направлении (W) петельного столбика ткани. Нижние полудуги переплетаются в ткани, а выступающие головки связываются друг с другом снаружи ткани, чтобы сформировать ряды взаимосвязанных петель, проходящие в направлении (W) петельного столбика ткани. В результате улучшается система закрепления гибких продуктов. 2 н. и 14 з.п. ф-лы, 6 ил.
Комментарии