Способ изготовления редуктора винта - RU2697164C2
Код документа: RU2697164C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления редуктора винта и к редуктору винта, полученному при помощи этого способа.
УРОВЕНЬ ТЕХНИКИ
Известные турбовинтовые двигатели, как правило, содержат коробку привода винта, называемую также PGB или ʺpropeller gearboxʺ или «редуктор винта», которая позволяет передавать движение вращения от приводного вала, как правило, вращаемого газовой турбиной, на винт с выбранным понижающим передаточным отношением. Такой редуктор винта позволяет приводить во вращение винт со скоростью ниже скорости вращения приводного вала. Такой редуктор винта описан, например, в документе WO00/17540.
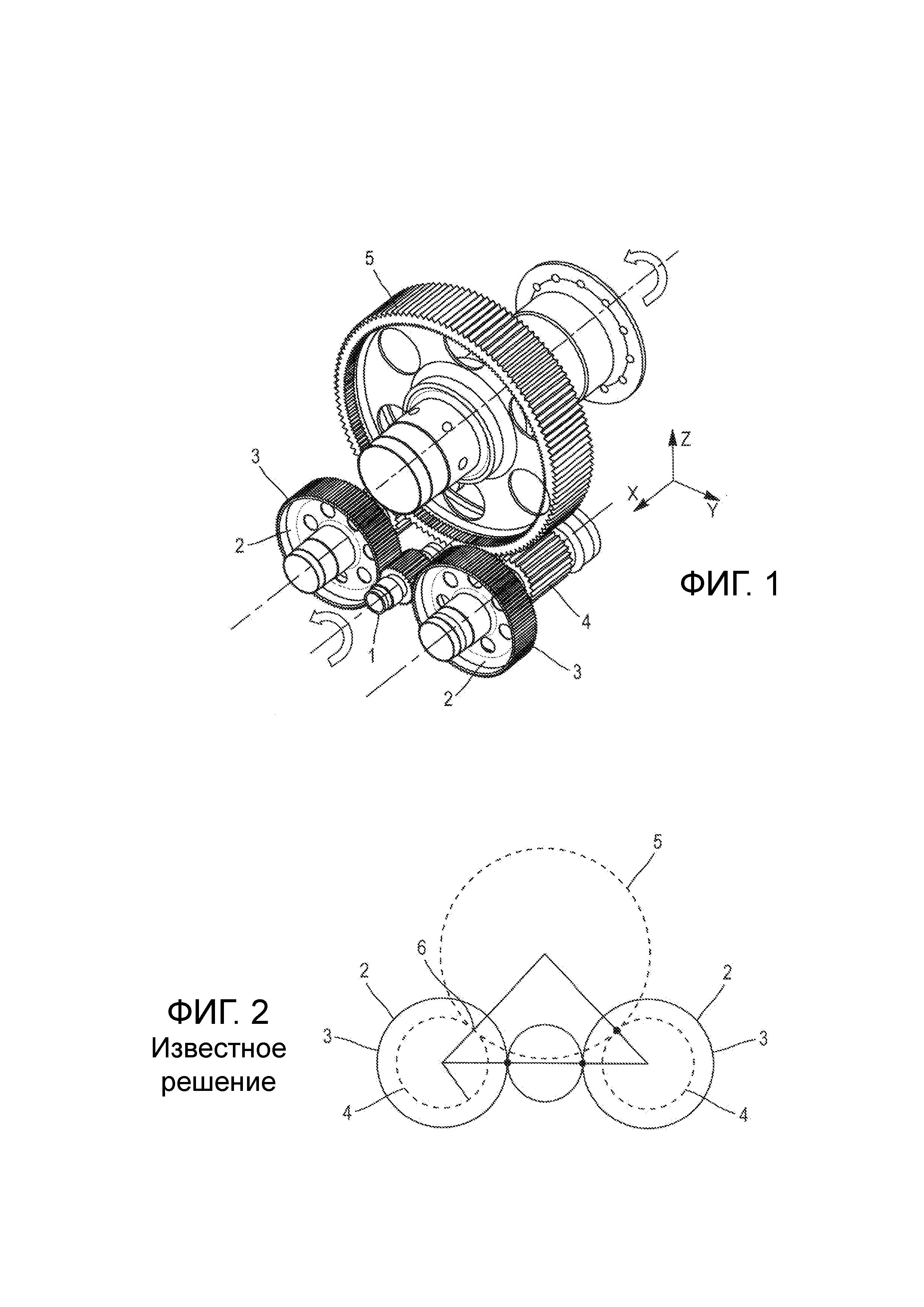
Среди различных редукторов винта, которые можно использовать, известны редукторы типа ʺcompoundʺ. Такой редуктор называют также редуктором с промежуточными линиями трансмиссии. Такой редуктор показан на фиг. 1. Как правило, он содержит:
- входную шестерню 1;
- две промежуточные шестерни 2, при этом каждая промежуточная шестерня имеет первую ступень 3, зацепляющуюся с входной шестерней 1, и вторую ступень 4;
- выходное колесо 5, зацепляющееся с второй ступенью 4 каждой из промежуточных шестерен.
Входная шестерня предназначена для соединения с приводным валом. Выходное колесо предназначено для соединения с приводимым во вращение винтом.
Однако, как показано на фиг. 2, такой редуктор винта является гиперстатическим. Следовательно, люфт 6 на уровне одной из промежуточных шестерен может привести к плохому распределению нагрузок, в результате чего другая промежуточная шестерня передает большую часть мощности двигателя, тогда как первая промежуточная шестерня почти не передает мощности. Однако, когда редуктор передает максимальный крутящий момент, на который он рассчитан, это плохое распределение крутящего момента, передаваемого двумя промежуточными шестернями, может привести к повреждению редуктора винта и к преждевременному износу упомянутого редуктора.
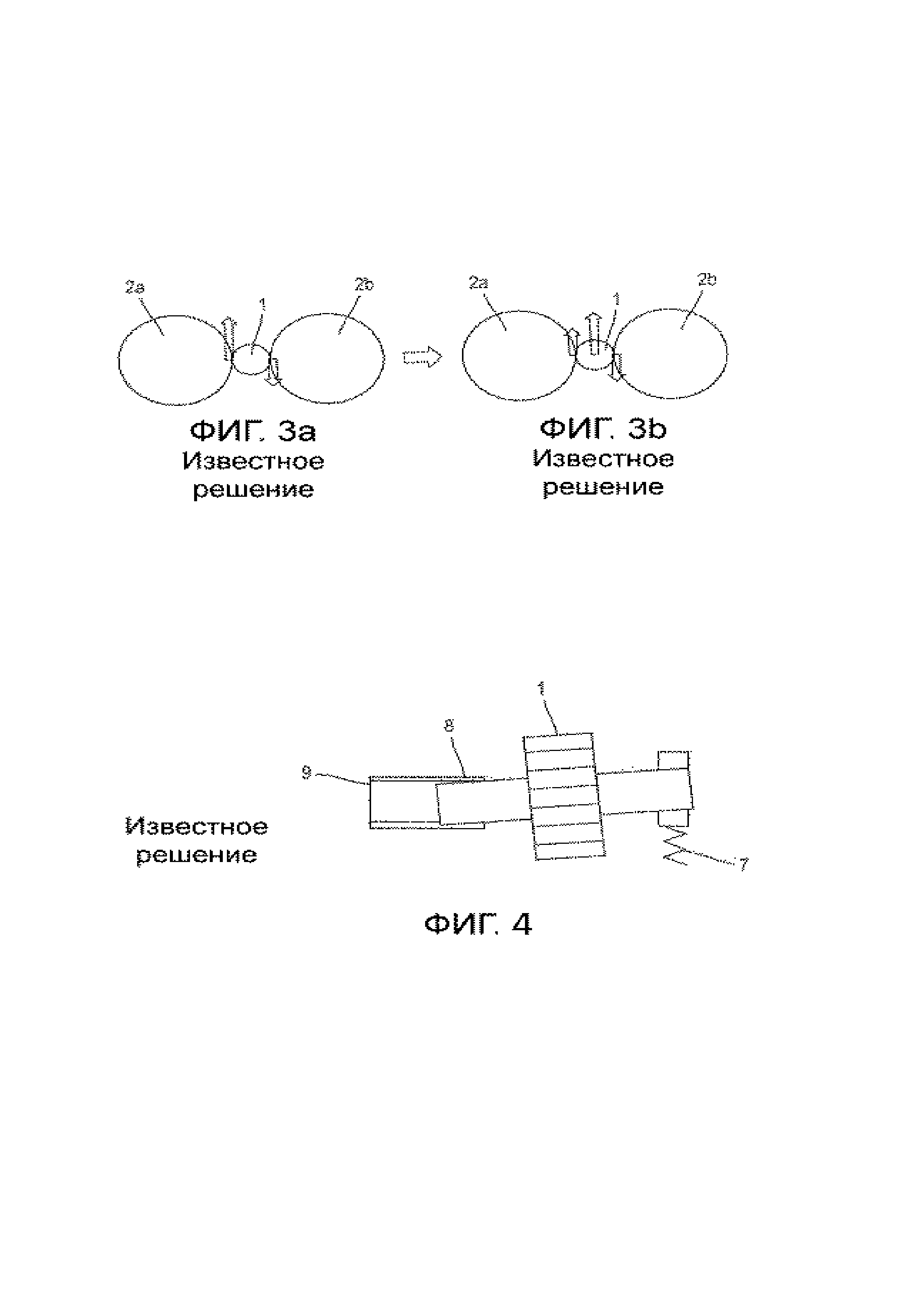
Для решения этой проблемы был предложен редуктор винта, оснащенный пружинной системой, как показано на фиг. 3а, 3b и 4. Эта пружинная система 7 содержит пружину 7, закрепленную на входной шестерне 1. Пружинная система 7 содержит также поворотную канавку на уровне оси входной шестерни 1 и киль 9, поддерживаемый подшипниками. Пружинная система добавляет одну степень свободы, позволяя входной шестерне 1 перемещаться вертикально таким образом, чтобы обе промежуточные шестерни передавали одинаковую мощность. Действительно, пружинная система рассчитана таким образом, чтобы входная шестерня находила свое положение равновесия, когда тангенциальные усилия, действующие с двух сторон от входной шестерни и, следовательно, крутящие моменты, передаваемые обеими промежуточными шестернями 2, являются равными. Так, например, если крутящий момент, передаваемый промежуточной шестерней 2а, больше крутящего момента, передаваемого промежуточной шестерней 2b, входная шестерня будет перемещаться вверх, как показано на фиг. 2а и 2b, выравнивая крутящий момент, передаваемый двумя промежуточными шестернями.
Эта пружинная система является эффективной, но заставляет зубья редуктора винта работать в не совмещенном положении, что со временем приводит к их повреждениям. Кроме того, использование пружины в редукторе винта отрицательно влияет на динамическое поведение и на надежность упомянутого редуктора винта.
Таким образом, системы распределения динамических нагрузок в известных редукторах винта являются эффективными, но увеличивают габарит, массу и сложность редукторов винта.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Изобретение призвано устранить недостатки известных технических решений и предложить решение, которое обеспечивает хорошее распределение крутящего момента, передаваемого промежуточными шестернями редуктора винта, не приводит к утяжелению редуктора винта, не является габаритным и сложным.
В связи с этим первым объектом изобретения является способ изготовления редуктора винта, содержащего:
- картер, содержащий по меньшей мере две опоры переднего подшипника и две опоры заднего подшипника;
- входную шестерню;
- по меньшей мере две промежуточные шестерни, при этом каждая промежуточная шестерня имеет первую ступень, зацепляющуюся с входной шестерней, и вторую ступень, при этом каждая промежуточная шестерня закреплена на картере при помощи по меньшей мере одного переднего подшипника и одного заднего подшипника, при этом каждый передний подшипник опирается на одну из опор переднего подшипника, и каждый задний подшипник опирается на одну из опор заднего подшипника;
- выходное колесо, зацепляющееся с второй ступенью каждой из промежуточных шестерен;
- при этом способ содержит следующие этапы:
а) измеряют фабричные дефекты картера;
b) вычисляют первый угловой люфт, наводимый на уровне каждой промежуточной шестерни, на основании измеренных фабричных дефектов;
c) производят оценку второго углового люфта, наводимого на уровне каждой промежуточной шестерни деформациями картера во время передачи редуктором порогового крутящего момента;
d) вычисляют общий угловой люфт на основании первого углового люфта и второго углового люфта;
e) выбирают две промежуточные шестерни, имеющие фазовую разность, компенсирующую этот общий угловой люфт.
В этом документе термин «фазовая разность» обозначает относительный угол между зубьями первой ступени и зубьями второй ступени на каждой промежуточной шестерне.
В этом документе термин «угловой люфт» обозначает возможное угловое отклонение на промежуточной шестерне, когда другая промежуточная шестерня входит в контакт одновременно с входной шестерней и с выходным колесом. Угловой люфт можно измерить путем установления контакта между зубьями с одной стороны редуктора и измерения возможного углового отклонения с другой стороны редуктора.
Таким образом, способ изготовления позволяет получить редуктор винта, в котором момент, передаваемый двумя промежуточными шестернями, является уравновешенным, и одновременно отказаться от систем распределения нагрузок, применяемых в известных технических решениях. Для этого в рамках способа предложено соединять парами промежуточные шестерни таким образом, чтобы улучшить распределение нагрузок между этими двумя шестернями. Таким образом, вместо использования систем распределения динамических нагрузок, как в известных решениях, чтобы уравновесить нагрузки между промежуточными шестернями на всем диапазоне использования редуктора, в рамках способа предложено выбирать промежуточные шестерни таким образом, чтобы компенсировать фабричные дефекты картера и его деформацию, когда редуктор передает пороговый крутящий момент. Предпочтительно этот пороговый крутящий момент является максимальным крутящим моментом, на который рассчитан редуктор. Таким образом, получают редуктор, в котором передаваемый крутящий момент равномерно распределен между двумя промежуточными шестернями, когда редуктор передает максимальный крутящий момент, что позволяет ограничить риск повреждения и износа редуктора и одновременно избежать утяжеления или усложнения редуктора. Кроме того, это позволяет отказаться от известных систем уравновешивания нагрузок, содержащих подвижные детали, что ставило под угрозу надежность редуктора.
Способ, являющийся первым объектом изобретения, может также иметь один или несколько следующих отличительных признаков, рассматриваемых отдельно или во всех возможных технических комбинациях.
Предпочтительно этап (а) измерения дефектов включает в себя этап измерения реального положения каждой опоры подшипника.
Предпочтительно этап (b) вычисления первого углового люфта включает в себя следующие этапы:
- для каждой опоры подшипника вычисляют разность между реальным положением опоры подшипника и контрольным положением, чтобы получить отклонение опоры подшипника;
- для каждой промежуточной шестерни:
- вычисляют отклонение промежуточной шестерни на основании отклонений опор подшипников, поддерживающих подшипники этой промежуточной шестерни;
- вычисляют первый угловой люфт на основании отклонения промежуточной шестерни.
Предпочтительно этап (с) оценки второго углового люфта включает в себя следующие этапы:
- производят оценку смещения каждой опоры подшипника во время передачи редуктором порогового крутящего момента;
- для каждой промежуточной шестерни:
- вычисляют смещение первой ступени на основании смещений опор подшипников, поддерживающих подшипники этой промежуточной шестерни;
- вычисляют второй угловой люфт на основании вычисленных смещений.
Вторым объектом изобретения является редуктор винта, полученный при помощи способа, являющегося первым объектом изобретения.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего подробного описания со ссылками на прилагаемые фигуры, на которых:
Фиг. 1 - вид в перспективе редуктора винта, для которого применяют заявленный способ.
Фиг. 2 - вид спереди редуктора винта, изготовленного при помощи известного способа изготовления.
Фиг. 3а, 3b и 4 - схематичные виды известного редуктора, оснащенного пружинной системой распределения нагрузок.
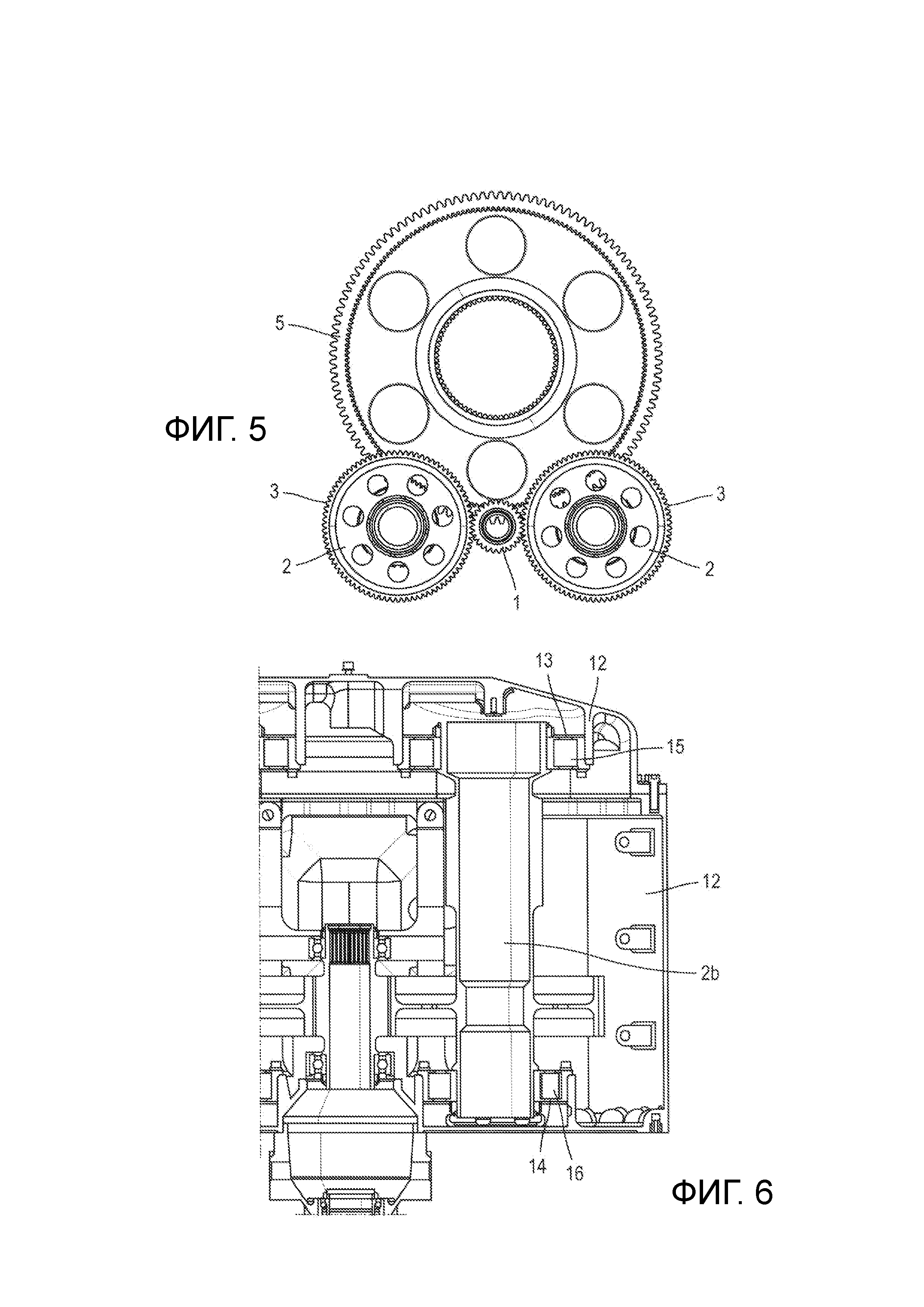
Фиг. 5 - вид спереди редуктора винта согласно варианту выполнения изобретения.
Фиг. 6 - вид сверху части редуктора винта согласно варианту выполнения изобретения.
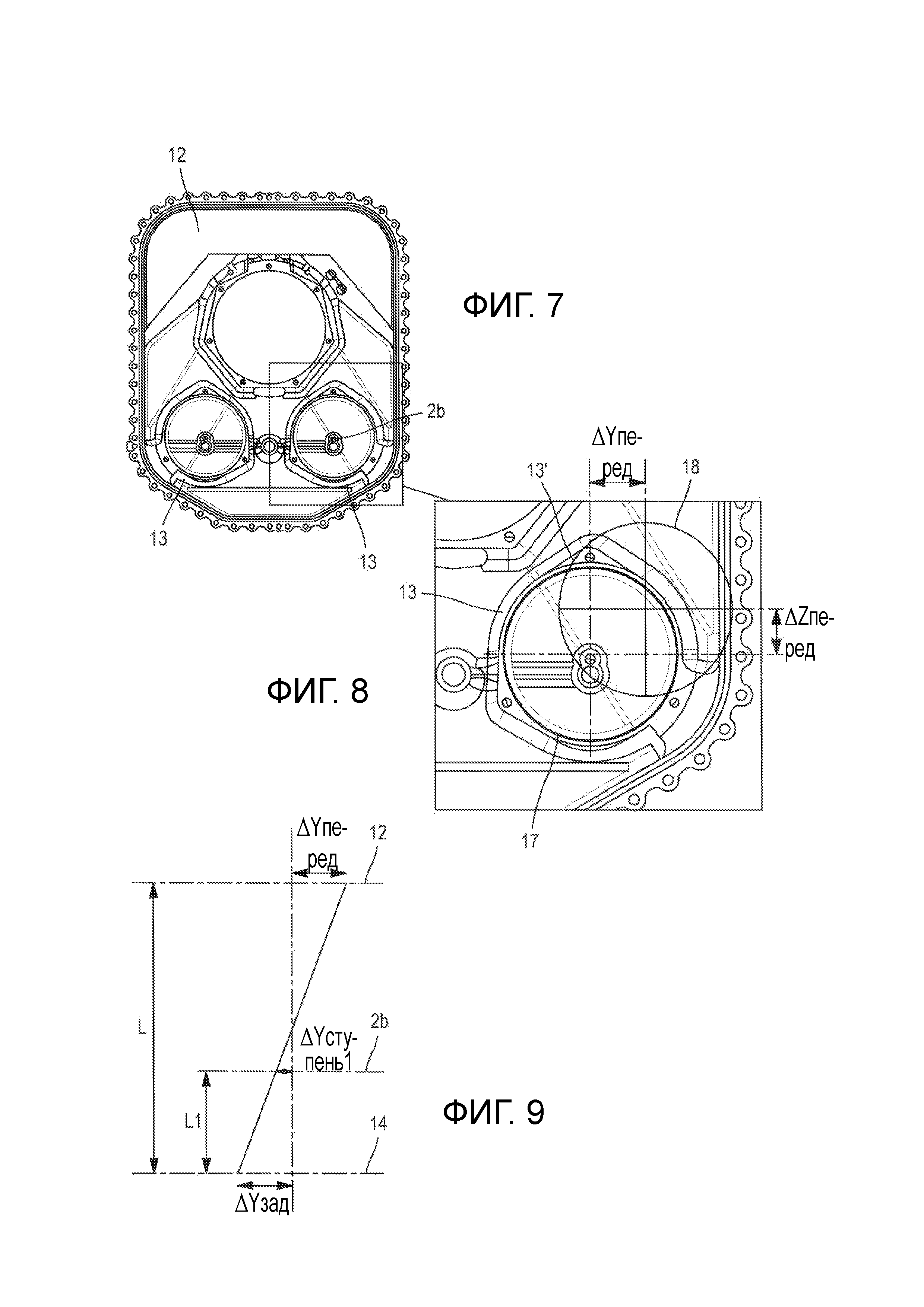
Фиг. 7 - вид спереди картера редуктора винта, показанного на фиг. 6.
Фиг. 8 - увеличенный вид части картера, показанного на фиг.7.
Фиг. 9 - схематичный вид, иллюстрирующий метод, позволяющий вычислить отклонение зацепления.
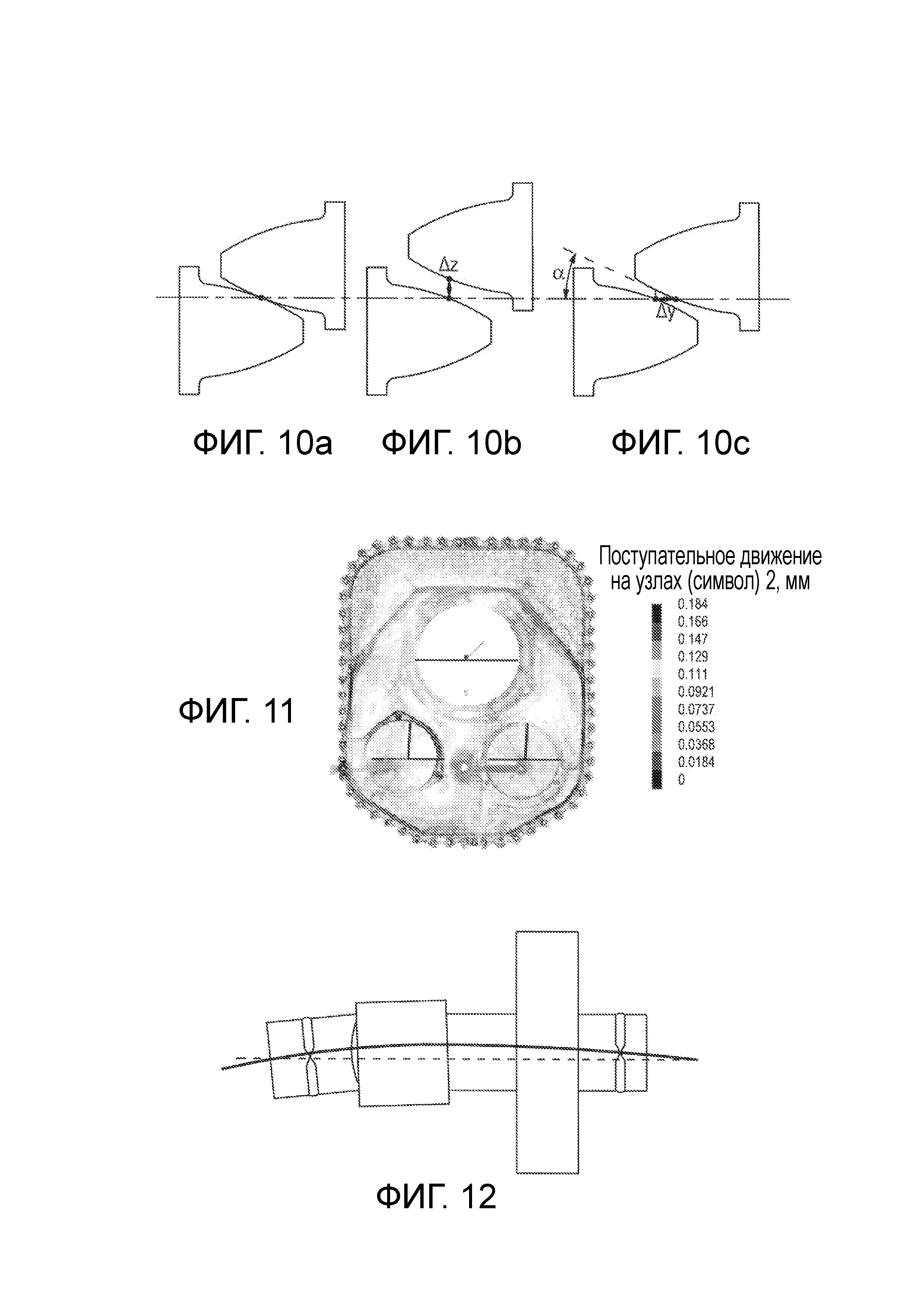
Фиг. 10а-10с - схематичные виды зубьев промежуточной шестерни, используемой в рамках способа согласно варианту выполнения изобретения.
Фиг. 11 - поле смещения опор подшипника картера, показанного на фиг. 7, в случае нагрузки при пороговом крутящем моменте.
Фиг. 12 - поле смещения промежуточной шестерни редуктора винта, показанного на фиг. 5.
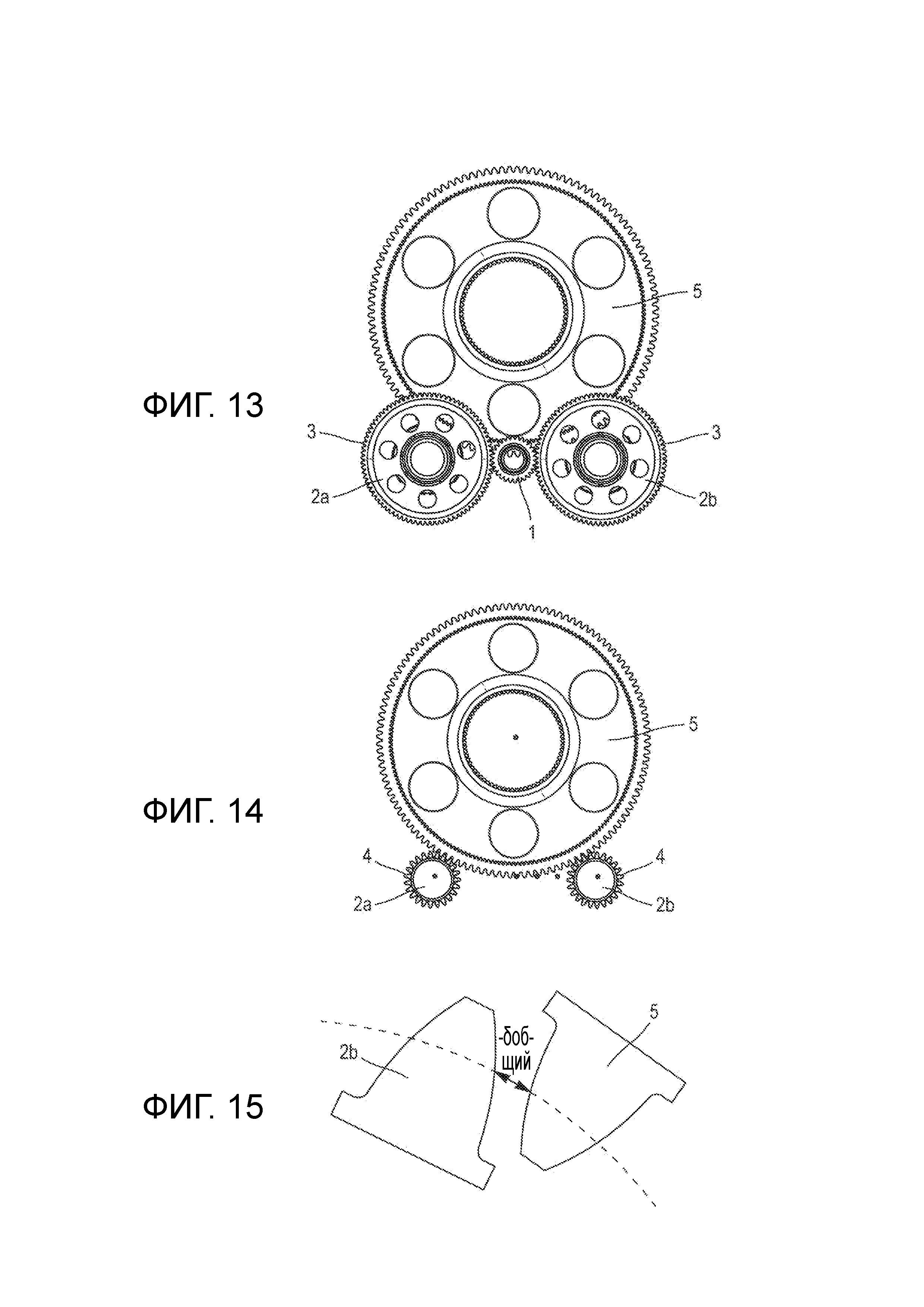
Фиг. 13 - вид первой ступени редуктора винта, показанного на фиг. 5.
Фиг. 14 - вид второй ступени редуктора винта, показанного на фиг. 5.
Фиг. 15 - вид зуба промежуточной шестерни, зацепляющегося с зубом колеса редуктора винта, показанного на фиг. 5.
Фиг. 16а - схематичный вид крутящего момента, передаваемого каждой из промежуточных шестерен редуктора винта в отсутствие применения заявленного способа.
Фиг. 16b - схематичный вид крутящего момента, передаваемого каждой из промежуточных шестерен редуктора винта, изготовленного при помощи способа согласно варианту выполнения изобретения.
Для большей ясности идентичные или аналогичные элементы на всех фигурах имеют одинаковые обозначения.
ПОДРОБНОЕ ОПИСАНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
Задачей способа является изготовление показанного на фигурах редуктора винта. Этот редуктор винта содержит картер 12. Картер 12 содержит две опоры 13 переднего подшипника и две опоры 14 заднего подшипника. Картер 12 охватывает систему зубчатых колес, позволяющую приводить во вращение винт со скоростью, отличной от скорости вращения приводного вала. Для этого система зубчатых колес содержит входную шестерню 1, предназначенную для крепления на приводном валу, и выходное колесо 5, предназначенное для неподвижного соединения с приводимым во вращение винтом. Система зубчатых колес содержит также по меньшей мере две промежуточные шестерни 2. Каждая промежуточная шестерня 2 содержит первую ступень 3, которая зацепляется с входной шестерней 1, и вторую ступень 4, которая зацепляется с выходным колесом 5. Каждая промежуточная шестерня закреплена на картере при помощи:
- переднего подшипника 15, поддерживаемого одной из опор 13 переднего подшипника картера и
- заднего подшипника 16, поддерживаемого одной из опор 14 заднего подшипника картера.
Далее следует описание способа изготовления такого редуктора. Прежде всего он содержит этап (а) измерения фабричных дефектов картера. В частности, во время этого этапа измеряют реальное положение каждой опоры подшипника.
Затем способ содержит этап сравнения между реальным положением каждой опоры подшипника и контрольным положением. Так, как показано на фиг. 7 и 8, способ содержит этап измерения разности между контрольным положением 17, определяемым плоскостями, и реальным положением 18 каждой опоры подшипника. Таким образом, получают отклонение опоры подшипника (ΔYперед, ΔZперед) для каждой опоры переднего подшипника и (ΔYзад, ΔZзад) для каждой опоры заднего подшипника.
Затем способ содержит этап (b) вычисления первого углового люфта, наводимого на уровне каждой промежуточной шестерни, на основании измеренных фабричных дефектов. Этот этап включает в себя этап вычисления отклонения первой ступени каждой промежуточной шестерни на основании вычисленных отклонений опор подшипника. Так, например, промежуточная шестерня 2b закреплена на картере через опору 13 переднего подшипника и через опору 14 заднего подшипника. Как показано на фиг.13, зная отклонение (ΔYперед, ΔZперед) опоры 13 переднего подшипника, отклонение (ΔYзад, ΔZзад) опоры 14 заднего подшипника, общую длину L промежуточной шестерни и расстояние L1 между промежуточной шестерней и одной из опор подшипника, вычисляют отклонение (ΔY, ΔZ) первой ступени промежуточной шестерни 2b:


Затем способ содержит этап вычисления первого углового люфта на основании отклонения (ΔY, ΔZ) первой ступени промежуточной шестерни 2b. Этот первый угловой люфт вычисляют при помощи следующих уравнений:
δ1=ΔZ/r+ΔY*tan(α)/r
где r является первоначальным радиусом промежуточной шестерни в мм.
Точно так же, вычисляют первый угловой люфт δ2 для другой промежуточной шестерни 2а.
Затем способ содержит этап вычисления общего первого углового люфта δфабричный=δ1+δ2.
Способ содержит также этап оценки второго углового люфта, наводимого на уровне каждой промежуточной шестерни деформациями картера во время передачи порогового крутящего момента редуктором. Для этого, как показано на фиг. 11 и 12, можно, например, произвести вычисление при помощи метода конечных элементов для определения смещения каждой опоры подшипника, связанного с деформациями картера во время передачи редуктором порогового крутящего момента. Предпочтительно этот пороговый крутящий момент является максимальным крутящим моментом, на который рассчитан редуктор. Таким образом, получают смещения (ΔYʹперед, ΔZʹперед) опор переднего подшипника и смещения (ΔYʹзад, ΔZʹзад) опор заднего подшипника.
Затем способ содержит этап вычисления смещения (ΔYʹ, ΔZʹ) первой ступени промежуточной шестерни 2b в случае передачи порогового крутящего момента:


Затем способ содержит этап вычисления второго углового люфта на основании отклонения (ΔYʹ, ΔZʹ) первой ступени промежуточной шестерни 2b. Этот второй угловой люфт вычисляют при помощи следующих уравнений:
δ1ʹ=ΔZʹ/r+ΔYʹ*tan(α)/r
где r является первоначальным радиусом промежуточной шестерни в мм.
Точно так же, вычисляют второй угловой люфт δ2ʹ для другой промежуточной шестерни 2а.
Затем способ содержит этап вычисления общего второго углового люфта δдеформации=δ1ʹ+δ2ʹ.
После этого способ содержит этап вычисления общего углового люфта: δобщий=δфабричный+δдеформации
Затем способ содержит этап выбора пары промежуточных шестерен, дающей общее фазовое отклонение, равное -δобщий, как показано на фиг. 15.
Таким образом, описанный способ позволяет компенсировать фабричные дефекты и дефекты деформации за счет выбора соответствующей пары промежуточных шестерен. Следовательно, он позволяет добиться сбалансированного распределения нагрузок между двумя промежуточными шестернями. Так, на фиг. 16а показано изменение крутящего момента, передаваемого каждой из промежуточных шестерен 2а и 2b, в зависимости от крутящего момента Се на входе редуктора, когда редуктор не изготовлен при помощи заявленного способа. Как видно на этой фигуре, две промежуточные шестерни передают совершенно разные крутящие моменты. На фиг. 16b показано изменение крутящего момента, передаваемого каждой из промежуточных шестерен 2а и 2b, в зависимости от крутящего момента Се на входе редуктора, когда редуктор изготовлен при помощи заявленного способа согласно варианту выполнения изобретения. Как видно на этой фигуре, передаваемый крутящий момент равномерно распределен между двумя промежуточными шестернями.
Естественно, изобретение не ограничивается вариантами выполнения, описанными со ссылками на фигуры, и, не выходя за рамки изобретения, можно предусмотреть его различные версии. В частности, способ можно применять для изготовления редукторов винта, содержащих более двух промежуточных шестерен.
Реферат
Группа изобретений относится к редукторам. Способ изготовления редуктора винта содержит следующие этапы: измерение фабричных дефектов картера, вычисление первого углового люфта, наводимого на уровне каждой промежуточной шестерни, на основании измеренных фабричных дефектов, далее производится оценка второго углового люфта, наводимого на уровне каждой промежуточной шестерни деформациями картера во время передачи редуктором порогового крутящего момента, затем вычисляют общий угловой люфт на основании первого углового люфта и второго углового люфта и выбирают две промежуточные шестерни, имеющие фазовую разность, компенсирующую общий угловой люфт. Также заявлен редуктор, изготовленный по данному способу. Обеспечивается изготовление редуктора с уменьшенной массой и уменьшенными габаритами. 2 н. и 3 з.п. ф-лы, 20 ил.
Комментарии