Устройство уплотнения газотурбинного двигателя (варианты), лопатка газотурбинного двигателя и острая кромка газотурбинного двигателя - RU2229031C2
Код документа: RU2229031C2
Чертежи


Описание
Область техники, к которой относится изобретение
Представленное изобретение имеет отношение в основном к абразивным покрытиям, которые применяются для вращающихся элементов в газотурбинных двигателях, чтобы усилить герметичность уплотнения, минимизируя, таким образом, потери через зазор и увеличивая долговечность вращающихся элементов.
Уровень техники
Газотурбинные двигатели обычно включают в себя разнообразные системы вращающихся уплотнений, чтобы обеспечивать разность рабочих давлений, которая является определяющей для характеристик двигателя. Один обычный тип устройства уплотнения содержит вращающийся элемент типа лопатки турбины, расположенной в состоянии трения в контакте с неподвижной истираемой уплотняющей поверхностью. В состоянии трения создается малый рабочий зазор между лопаткой турбины и уплотняющей поверхностью с тем, чтобы ограничить количество рабочего газа, который обходит лопатку турбины. Слишком большой зазор может позволить нежелательно большим количествам рабочего газа выходить между лопаткой турбины и уплотняющей поверхностью, тем самым уменьшая эффективность двигателя. Подобные устройства обычно используются во внутренних и внешних (в радиальном направлении относительно центральной оси) воздушных уплотнениях компрессора и секций турбины.
Чтобы обеспечить желаемый малый рабочий зазор, вращающийся элемент, например, лопатка турбины, обычно имеет абразивную законцовку, способную к срезанию (подрезанию) уплотняющей поверхности, с которой она соприкасается. Когда газотурбинный двигатель собран, между вращающимся элементом и уплотняющей поверхностью остается малый зазор. Во время работы двигателя вращающийся элемент удлиняется из-за центробежных сил и увеличивающейся температуры двигателя и трется об уплотняющую поверхность. Абразивная законцовка вращающегося элемента срезает уплотняющую поверхность, формируя непроницаемый зазор. Умышленный контакт между абразивной законцовкой и уплотняющей поверхностью совместно с цикличностью температур и давлений, типичной для газотурбинных установок, создает условия для повышенного износа как уплотняющей поверхности, так и абразивной законцовки.
Чтобы ограничить эрозию и выкрашивание уплотняющей поверхности, тем самым обеспечивая желательный зазор между вращающимся элементом и уплотняющей поверхностью, уплотняющая поверхность обычно изготавливается из относительно твердых, слабо изнашиваемых материалов. Например, пористый металл, керамика, плазменно напыленная на металлическое связывающее покрытие, напыляемый в плазме сплав никеля, содержащий нитрид бора (BN), или сотоподобный материал - обычные материалы для уплотнения поверхности.
Если вращающийся элемент не имеет соответствующую абразивную законцовку, уплотняющая поверхность, с которой он связан, может вызывать значительный износ вращающегося элемента. В дополнение к снижению характеристик двигателя, это нежелательно еще и потому, что вращающиеся элементы, особенно, лопатки турбины и компрессора, могут быть очень дороги для восстановления или замены. В результате материалы, используемые для изготовления абразивных насадок, обычно тверже, чем уплотняющие поверхности, с которыми они связаны. Например, материалы типа оксида алюминия (Аl2О3), включающего оксид циркония (Zr2O3), ожесточающего оксид алюминия; покрытого гальванически кубического BN (кВМ); карбида вольфрама-кобальта (WC-Co); карбида кремния (SiC); нитрида кремния (Si3N4), в том числе частиц нитрида кремния, напыляемых на металлическую матрицу; и плазменно нанесенного оксида циркония, стабилизируемого оксидом иттрия (Y2 O3-ZrO2), используются для абразивных насадок при некоторых применениях. Три из наиболее обычных вида абразивных законцовок - накладки (насадки), напыленные абразивные законцовки и гальванически покрытые кBN законцовки.
Верхняя часть насадки обычно состоит из "лодочки" из жаропрочного сплава, заполненной абразивными частицами и металлической матрицей. Абразивными частицами могут быть карбид кремния, нитрид кремния, кремний - алюминийоксинитрид (SiAlON) и смеси этих материалов. Металлическая матрица может быть жаропрочным сплавом на базе Ni, Co, или Ре, который включает в себя химически активный металл типа Y, Hf, Ti, Мо, или Мn. "Лодочка" присоединяется к торцу (периферии) вращающегося элемента, такого, как лопатка турбины, при помощи технологии соединения переходом в жидкую фазу. Насадки и технологии соединения переходом в жидкую фазу описаны в патентах США 3678570 на имя Полониса и др.; 4038041 на имя Дуваля и др.; 4122992 на имя Дуваля и др.; 4152488 на имя Шилке и др.; 4249913 на имя Джонсона и др.; 4735656 на имя Шауфера и др.; и 4802828 на имя Рутза и др. Хотя насадки использовались во многих коммерческих применениях, они могут быть дорогостоящими и несколько громоздкими для установки на торцах лопаток. Попытка решения этих проблем предпринималась в патенте США 4802828, ближайшем аналоге каждого из изобретений, заявленных в ниже приведенной формуле данного изобретения. В этом патенте предлагается имеющая улучшенную износостойкость абразивная законцовка для вращающихся элементов газотурбинного двигателя, в частности лопаток газотурбинного двигателя, имеющих острую кромку. Вращающийся элемент с абразивной законцовкой и окружающая его неподвижная истираемая уплотняющая поверхность образуют устройство уплотнения газотурбинного двигателя, причем абразивная законцовка содержит материал более твердый, чем истираемая уплотняющая поверхность, а вращающийся элемент установлен с возможностью непосредственного контакта абразивной законцовки и неподвижной уплотняющей поверхности и подрезания абразивной законцовкой неподвижной уплотняющей поверхности. Абразивная законцовка образована керамическими частицами, вплавленными в металлическую матрицу. Повышение износостойкости достигается за счет изготовления абразивной законцовки заливкой абразивного материала в полость, образованную стенками лопатки в ее внешней торцевой части в виде оболочки. Подобное усовершенствование хотя и несколько повышает износостойкость, но не в достаточной степени и за счет абразивных качеств законцовки.
Напыляемая абразивная законцовка обычно включает оксид алюминия, покрытый абразивными частицами карбида кремния или нитрида кремния, окруженными металлической матрицей, которая затем травится, чтобы обнажить частицы. Такие законцовки описаны в патентах США 4610698 на имя Итон и др.; 4152488 на имя Шилке и др.; 4249913 на имя Джонсона и др.; 4680199 на имя Вонтелла и др.; 4468242 на имя Пайка; 4741973 на имя Кондита и др.; и 4744725 на имя Матариз и др. Напыляемые абразивные законцовки часто сочетаются с плазменно напыляемыми керамическими или металлическими плакированными уплотнениями. Хотя напыляемые абразивные законцовки успешно использовались во многих двигателях, они могут быть трудно воспроизводимы, и новые металлоконструкции двигателя могут демонстрировать некоторые отклонения в распределении зернистости абразива от законцовки к законцовке. Кроме того, долговечность напыляемых абразивных насадок может быть недостаточной для некоторых рассмотренных приложений.
Гальванически покрытая кBN абразивная законцовка лопатки обычно включает множество абразивных частиц кBN, окруженных гальванически покрытой металлической матрицей. Матрицей может быть никель, MCrAlY, где М - это Fe, Ni, Co, или смесь Ni и Со, или другого металла или сплава. Законцовки из кубического нитрида бора - превосходные режущие устройства, потому что кBN тверже, чем любой другой материал абразивных частиц, кроме алмаза. Гальванически покрытые законцовки из кBN полностью подходят для применений в компрессоре из-за относительно низкой температуры (то есть меньше чем приблизительно 1500°F [815°C]) среды.
Подобные законцовки, однако, могут иметь ограниченный ресурс в газотурбинных приложениях, потому что более высокая температура в секциях турбины может быть причиной окисления абразивных частиц кBN и, возможно, даже металлической матрицы. Хотя гальванически покрытые кBN законцовки обычно менее дорогостоящие, чем напыляемые абразивные законцовки, используемая технология изготовления может быть трудна и дорогостояща в осуществлении.
Поэтому промышленность нуждается в абразивных законцовках для устройств уплотнений газотурбинных двигателей, которые были бы высоко абразивны, более долговечны, и менее дороги в производстве, чем имеющиеся в наличии в настоящее время.
Сущность изобретения
Настоящее изобретение относится к абразивным законцовкам для устройств уплотнений газотурбинных двигателей, которые являются высоко абразивными, более долговечными и менее дорогими в производстве, чем имеющиеся в наличии в настоящее время. Данный технический результат достигается в заявленных согласно изобретению устройствах уплотнения газотурбинного двигателя, лопатке газотурбинного двигателя и острой кромке газотурбинного двигателя, описанных ниже.
Один аспект изобретения включает устройство уплотнения газотурбинного двигателя с вращающимся элементом, имеющим абразивную законцовку, причем вращающийся элемент установлен с возможностью непосредственного контакта абразивной законцовки с неподвижной истираемой уплотняющей поверхностью по крайней мере при первом (после сборки) запуске двигателя. Абразивная законцовка содержит материал более твердый, чем истираемая уплотняющая поверхность так, что абразивная законцовка может подрезать истираемую уплотняющую поверхность, и включает в себя абразивное покрытие на основе оксида циркония, нанесенное непосредственно на в основном свободную от частиц поверхность вращающегося элемента. Абразивное покрытие на основе оксида циркония имеет столбчатую структуру и включает в себя оксид циркония и от приблизительно 3 мас.% до приблизительно 25 мас.% стабилизатора. Стабилизатором может быть оксид иттрия, оксид магния, оксид кальция или смесь этих материалов.
В другом аспекте изобретения абразивная законцовка включает в себя металлическое связывающее покрытие, нанесенное на в основном свободную от абразивных частиц поверхность вращающегося элемента, слой оксида алюминия, расположенный на металлическом связывающем покрытии и абразивное покрытие на основе оксида циркония со столбчатой структурой, нанесенное на слой оксида алюминия. Абразивное покрытие на основе оксида циркония содержит оксид циркония и от приблизительно 3 мас.% до приблизительно 25 мас.% стабилизатора, которым может быть оксид иттрия, оксид магния, оксид кальция или смесь этих материалов.
В предпочтительных вариантах выполнения изобретения металлическое связывающее покрытие включает диффузионный алюминид, сплав Ni и Аl, или MCrALY, где М означает Ni, Co, Fe, или смесь Ni и Со. Вращающийся элемент может быть лопаткой турбины или компрессора, или острой кромкой ротора компрессора или турбины, а истираемая уплотняющая поверхность расположена соответственно на направляющих лопатках турбины или статоре компрессора с формированием внутреннего воздушного уплотнения. Лопатка турбины имеет профилированную часть и платформу, причем профилированная часть и/или платформа могут быть по крайней мере частично покрыты теплозащитным покрытием столбчатой структуры, имеющим в основном тот же самый состав, что и абразивная законцовка. Такое выполнение позволяет, в частности, исключить отдельную стадию нанесения теплозащитного покрытия, что даст дополнительное упрощение технологии и удешевление изготовления лопаток с абразивными наконечниками.
Кроме того, другой аспект изобретения касается лопатки или острой кромки газотурбинного двигателя, имеющей абразивную законцовку. Абразивная законцовка включает в себя абразивное покрытие на основе оксида циркония, имеющее столбчатую структуру и содержащее оксид циркония и от приблизительно 3 мас.% до приблизительно 25 мас.% стабилизатора для случая лопатки или приблизительно от 6% массовых до приблизительно 20 мас.% стабилизатора для случая острой кромки, причем стабилизатор выбран из группы, состоящей из оксида иттрия, оксида магния, оксида кальция и их смесей. Абразивная законцовка может также содержать металлическое связывающее покрытие или слой оксида алюминия, которые расположены между абразивным покрытием и поверхностью лопатки или острой кромки.
Эти и другие особенности и преимущества представленного изобретения станут более очевидными из следующего описания и сопутствующих чертежей.
Краткое описание чертежей.
Фиг.1 показывает общий вид с частичным продольным разрезом газотурбинного двигателя.
Фиг.2 - разрез внешних и внутренних воздушных уплотнений компрессора согласно представленному изобретению.
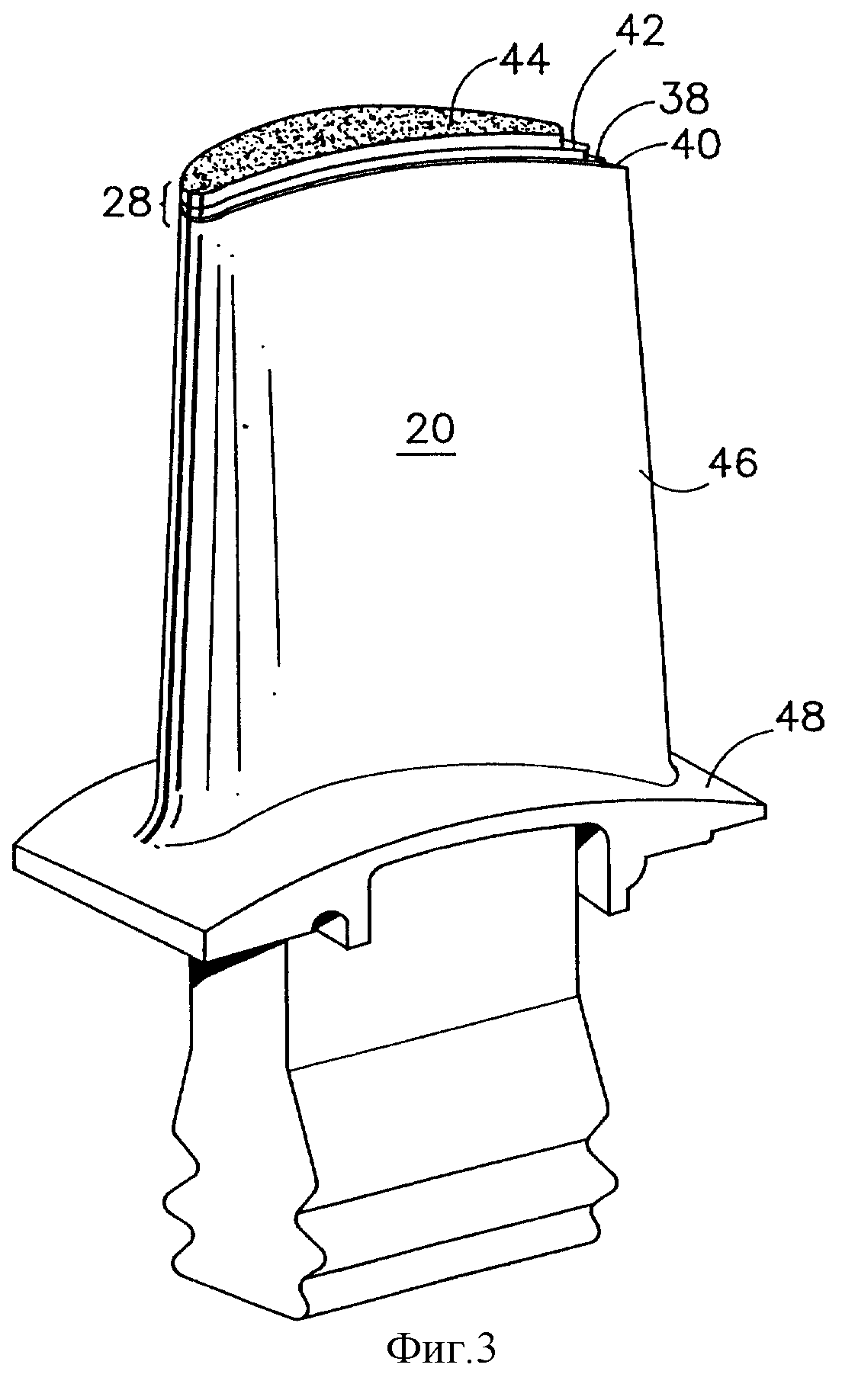
Фиг.3 - центральный вид лопатки турбины, имеющей абразивную законцовку, по представленному изобретению.
Фиг.4 - увеличенное изображение столбчатой структуры абразивной законцовки по представленному изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Абразивная законцовка согласно представленному изобретению может использоваться в газотурбинных двигателях при высоком износе, что требует поддержания герметичного (уплотненного) зазора между вращающимися и неподвижными элементами. Например, настоящее изобретение особенно пригодно для такого использования, как абразивная законцовка лопатки турбины или лопатки компрессора, или как острая кромка компрессора или турбины. Абразивная законцовка лопатки или острая кромка по настоящему изобретению могут сочетаться с подходящей истираемой уплотняющей поверхностью, так, чтобы образовывать внешнее или внутреннее воздушное уплотнение.
Фиг.1 изображает типичный газотурбинный двигатель 2, который содержит секцию компрессора 4 и секцию турбины 6. Секция компрессора 4 включает в себя ротор 8 компрессора, расположенный внутри корпуса 10 компрессора. Лопатки 12 компрессора, один из вращающихся элементов в двигателе, установлены на роторе 8, направляющие лопатки (направляющего аппарата) 14 компрессора расположены между лопатками 12. Аналогично, секция турбины 6 включает ротор 16 турбины, расположенный внутри корпуса 18 турбины. Лопатки 20 турбины, другой из вращающихся элементов в двигателе, установлены на роторе 16, и направляющие лопатки (соплового аппарата) 22 турбины расположены между лопатками 20.
Фиг.2 представляет внешние воздушные уплотнения 24 и внутренние воздушные уплотнения 26 секции компрессора 4. Каждое внешнее воздушное уплотнение 24 включает абразивную законцовку 28, расположенную на конце лопатки компрессора 12 в состоянии трения с внешней истираемой уплотняющей поверхностью 30. Для целей этого изобретения подразумевается, что два компонента находятся в состоянии трения, если зазор между ними позволяет прямой (непосредственный) контакт между компонентами по крайней мере один раз, когда двигатель запускается после сборки (т.е. по крайней мере при первом запуске двигателя). Каждое внутреннее воздушное уплотнение 26 включает абразивную законцовку 32, расположенную на конце острой кромки компрессора 34 в состоянии трения с внутренней истираемой уплотняющей поверхностью 36, расположенной на направляющих лопатках (статоре) 14 компрессора с формированием внутреннего воздушного уплотнения. Специалисту в данной области техники будет понятно, что внешние и внутренние воздушные уплотнения, подобные описанным выше, могут быть использованы в секции турбины 6, и других секциях двигателя в дополнение к секциям компрессора 4.
Фиг.3 изображает лопатку 20 турбины по представленному изобретению, имеющую абразивную законцовку 28, которая включает в себя металлическое связывающее покрытие 38, нанесенное на конце 40 лопатки 20 турбины, слой 42 оксида алюминия (Аl2О3) на связывающем покрытии 38 и абразивное покрытие 44 на основе оксида циркония (ZrO2), нанесенное на слой 42 оксида алюминия. Абразивная законцовка по представленному изобретению может быть помещена непосредственно на вращающийся элемент, как показано, или может быть нанесена на подслой или внедрена в поверхность вращающегося элемента. Например, абразивная законцовка по представленному изобретению может быть нанесена на алюминидное покрытие, диффундированное в поверхность вращающегося элемента. Абразивная законцовка представленного изобретения, однако, должна присоединяться к поверхности, которая является в основном свободной от зерен абразива, чтобы избежать дублирования абразивных функций зерен и удорожания узла. Абразивная законцовка 32 на острой кромке 34 может быть конфигурирована аналогично. В обоих случаях, вращающийся элемент (то есть лопатка 20, 12 турбины или компрессора, острая кромка 34 компрессора, или острая кромка турбины [не показана]), к которой присоединена абразивная законцовка 28, 32 согласно данному изобретению, включает в себя жаропрочный сплав на основе никеля, или кобальта, или титановый сплав.
Хотя на фиг.3 показана абразивная законцовка 28 по настоящему изобретению, которая включает металлическое связывающее покрытие 38, связывающее покрытие является необязательным и может быть удалено, если абразивное покрытие 44 на основе оксида циркония хорошо сцепляется с вращающимся элементом, с которым оно применяется без связывающего покрытия 38. Если никакое связывающего покрытие не используется, может быть желательно изготавливать вращающийся элемент из сплава, способного к формированию плотно прилегающего слоя оксида алюминия, сравнимого со слоем 42 оксида алюминия. Один такой сплав имеет следующий номинальный состав, мас.%: Сr - 5,0, Со - 10, Мо - 1,0, W - 5,9, Re - 3,0, Та - 8,4, Al - 5,65, Hf - 0,25, Y - 0,013, Ni - остальное.
В большинстве приложений связывающее покрытие 38 предпочтительнее, чтобы обеспечить хорошую адгезию между абразивной законцовкой 28, 32 и вращающимся элементом и обеспечить хорошую поверхность для формирования слоя оксида алюминия 42 и применения абразивного покрытия на основе оксида циркония 44. Соответствующий выбор связывающего покрытия 38 ограничит или предотвратит как отслоение абразивного покрытия на основе оксида циркония 44 от связывающего покрытия 38, так и отслоение целиком абразивной законцовки 28, 32 во время работы двигателя. Отслоение абразивного покрытия 44 на основе оксида циркония или целиком абразивной законцовки 28, 32 во время работы может уменьшить долговечность вращающегося элемента и ослабить характеристики двигателя, увеличивая рабочий зазор между вращающимся элементом и истираемой уплотняющей поверхностью.
Металлическое связывающее покрытие 38 по настоящему изобретению, может быть любым металлическим материалом, известным в технике, который может образовывать прочную связь между вращающимся элементом газотурбинного двигателя и абразивным покрытием 44 на основе оксида циркония. Такие материалы обычно содержат достаточно Al, чтобы формировать плотно прилегающий слой из оксида алюминия, который обеспечивает хорошую связь с абразивным покрытием 44 на основе оксида циркония. Например, металлическое связывающее покрытие 38 может включать диффузионный алюминид, содержащий один или большее количество благородных металлов; сплав Ni и Al; или MCrAlY, где М означает Fe, Ni, Co, или смесь Ni и Со. Здесь термин MCrAlY также охватывает композиции, которые включают дополнительные элементы или комбинации элементов типа Si, Ni, Та, Re или благородные металлы, известные в технике. MCrAlY также может включать слой диффундированного алюминида, в частности, алюминид, который содержит один или большее количество благородных металлов. Предпочтительное металлическое связывающее покрытие 38 будет включать MCrAlY следующего номинального состава, мас.%: Со - 22, Сr - 17, Al - 12,5, Hf - 0,25, Si - 0,4, Y - 0,6, Ni - остальное.
Эта композиция далее описана в патентах США 4585481 и Re 32121, оба на имя Гупта, и др., оба из которых приведены здесь в качестве ссылки.
Металлическое связывающее покрытие 38 может быть нанесено любым методом, известным в технике для нанесения таких материалов. Например, связывающее покрытие 38 может быть нанесено плазменной струей низкого давления (ПСНД), воздушной плазменной струей (ВПС), физическим нанесением покрытия электронным лучом осаждением из паров (ЭП-ФНП), гальваническим покрытием, катодной дугой или любым другим методом.
Металлическое связывающее покрытие 38 должно наносится на вращающийся элемент, с толщиной, достаточной, чтобы обеспечить прочную связь между вращающимся элементом и абразивным покрытием 44 на основе оксида циркония и предотвратить распространение трещин, которые развиваются в абразивном покрытии 44 на основе оксида циркония, во вращающийся элемент. Для большинства приложений, металлическое связывающее покрытие 38 может быть толщиной от приблизительно 1 мил (25 мкм) до приблизительно 10 мил (250 мкм). Предпочтительное связывающее покрытие 38 будет от приблизительно 1 мил (25 мкм) до приблизительно 3 мил (75 мкм) толщиной. После нанесения металлического связывающего покрытия 38, может быть желательно проковать связывающее покрытие 38, чтобы закрыть пористость или желоба, которые, возможно, развились в процессе осаждения, или выполнить другие механические или полирующие операции, чтобы подготовить связывающее покрытие 38 к нанесению абразивного покрытия 44 на основе оксида циркония.
Слой 42 оксида алюминия, иногда упоминаемый как термически растущий оксид (ТGО), может быть сформирован на металлическом связывающем покрытии 38 или вращающемся элементе любым способом, который приводит к получению единого плотно прилегающего слоя. Так, при наличии металлического связывающего покрытия 38, слой 42 оксида алюминия необязателен. Предпочтительно, однако, чтобы абразивная законцовка 28 включала слой 42 оксида алюминия. Например, слой 42 может формироваться окислением Al или в металлическом связывающем покрытии 38 или во вращающемся элементе при повышенной температуре перед нанесением абразивного покрытия 44 на основе оксида циркония. Кроме того, слой 42 оксида алюминия может быть нанесен способом химического нанесения покрытия осаждением из паров или любым другим подходящим способом осаждения, известным из уровня техники. Толщина слоя 42 оксида алюминия, если он присутствует, может изменяться в зависимости от его плотности и однородности. Предпочтительно, чтобы слой 42 оксида алюминия был от приблизительно 0,004 мил (0,1 мкм) до приблизительно 0,4 мил (10 мкм) толщиной.
Абразивное покрытие 44 на основе оксида циркония может содержать смесь оксида циркония и стабилизатора типа оксида иттрия (Y2О3), оксида магния (МgО), оксида кальция (СаО), или их смеси. Оксид иттрия - предпочтительный стабилизатор. Абразивное покрытие 44 на основе оксида циркония должно включать достаточное количество стабилизатора, чтобы предотвратить нежелательное фазовое превращение оксида циркония (то есть изменение предпочтительной тетрагональной или кубической кристаллической структуры на менее желательную моноклинную кристаллическую структуру) за пределами диапазона рабочих температур, ожидаемого для конкретного газотурбинного двигателя. Предпочтительно, абразивное покрытие 44 на основе оксида циркония должно включать смесь оксида циркония и от приблизительно 3 мас.% до 25 мас.% оксида иттрия. Наиболее предпочтительно, абразивное покрытие на основе оксида циркония 44 должно включать приблизительно от 6 мас.% до приблизительно 8 мас.% оксида иттрия или приблизительно от 11 мас.% до приблизительно 13 мас.% оксида иттрия, в зависимости от предназначенного диапазона температур.
Как показано на фиг.4, абразивное покрытие 44 на основе оксида циркония должно иметь множество колоночных сегментов, однородно рассредоточенных на всем протяжении абразивного покрытия таким образом, что сечение абразивного покрытия, перпендикулярное к поверхности, на которую нанесено данное абразивное покрытие, представляет собой столбчатую (колоночную) микроструктуру, типичную для покрытия, нанесенного физическим осаждением пара. Столбчатая структура должна иметь длину (высоту столбиков), которая составляет до полной толщины абразивного покрытия 44 на основе оксида циркония. Такие покрытия описаны в патентах США 4321310 на имя Улиона и др.; 4321311 на имя Стренгмена; 4401697 на имя Стренгмена; 4405659 на имя Стренгмена; 4405660 на имя Улиона и др.; 4414249 на имя Улиона и др.; и 5262245 на имя Улиона и др., все из которых приводятся здесь в качестве ссылки. Как показано на фиг.3, лопатка 20 турбины имеет профилированную часть 46 и платформу 48. В некоторых приложениях может быть желательно применить в основном то же самое покрытие, которое используется для абразивной законцовки 38, как теплозащитное покрытие (покрытие, создающее тепловой барьер) столбчатой структуры на поверхности профилированной части 46 и/или платформы 48 лопатки 20. В зависимости от требований, предъявляемых к лопаткам, упомянутое теплозащитное покрытие может наноситься по крайней мере на часть платформы или профилированной части лопатки, или на оба этих элемента лопатки. Причем во всех этих случаях будет достигаться, в частности, дополнительное упрощение технологии и удешевление изготовления лопаток с абразивными наконечниками за счет исключения из процесса изготовления отдельной стадии нанесения теплозащитного покрытия.
Абразивное покрытие 44 на основе оксида циркония может быть нанесено методом ЭП-ФНП или любым другим физическим способом нанесения покрытия осаждением из паров, известным для нанесения покрытия колоночной структуры. Предпочтительно для абразивного покрытия 44 из представленного изобретения будет применяться метод ЭП-ФНП, из-за доступности оборудования для него и наличия квалифицированных специалистов. Как обсуждалось выше, абразивное покрытие 44 может быть нанесено на металлическое связывающее покрытие 38 или непосредственно на вращающийся элемент, в обоих случаях, предпочтительно вместе со слоем 42 оксида алюминия. В любом случае, абразивное покрытие 44 должно иметь толщину, достаточную для обеспечения прочной связи с поверхностью, на которую оно нанесено. Для большинства приложений, абразивное покрытие 44 может быть от приблизительно 5 мил (125 мкм) до приблизительно 50 мил (1250 мкм) толщиной. Предпочтительно, абразивное покрытие 44 должно быть от приблизительно 5 мил (125 мкм) до приблизительно 25 мил (625 мкм) толщиной. Для лопаток турбины или компрессора желательно применять относительно толстое абразивное покрытие 44, для обеспечения шлифования агрегата ротора компрессора или турбины, на котором они установлены. Шлифование удаляет часть абразивного покрытия 44 с концов лопаток, что компенсирует небольшие вариации в толщине слоя, которые развиваются из-за допусков в процессе формирования покрытия. Начиная с относительно толстого абразивного покрытия 44 можно при процедуре шлифования получать в основном круглый ротор, при сохранении конечного абразивного покрытия 44, которое все еще является достаточно толстым, чтобы эффективно срезать уплотняющую поверхность.
Истираемые уплотняющие поверхности 30, 36 согласно настоящему изобретению могут содержать любые материалы, известные в технике, которые имеют хорошую совместимость со средой газотурбинного двигателя и могут срезаться абразивным покрытием 44. Для использования в турбинах высокого давления, предпочтительный истираемый (поддающийся действию абразивов) уплотняющий материал включает металлическое связывающее покрытие (в частности, имеющее следующий состав, в мас.%: Сr - 5,0, Со - 10, Мо - 1,0, W - 5,9, Re - 3,0, Та - 8,4, Al - 5,65, Hf - 0, 25, Y - 0,013, Ni - остальное) и пористый керамический слой (в частности, оксид циркония, стабилизированный приблизительно 7 мас.% оксида иттрия). Связывающее покрытие может быть нанесено напылением плазменной струей или осаждением высокоскоростным окисляющим пламенем. Керамический слой может быть нанесен плазменным распылением смеси, содержащей от приблизительно 88 мас.% до приблизительно 99 мас.% керамического порошка и от приблизительно 1 мас.% до приблизительно 12 мас.% ароматической полиэфирной смолы. Полиэфирная смола позже выжигается из керамического слоя, что создает пористую структуру. Для использования в компрессоре высокого давления, предпочтительный истираемый уплотняющий материал содержит жаропрочный сплав на никелевой основе и комбинацию жаропрочного сплава на основе никеля (в частности, следующего состава, в мас.%: Сr - 9, W - 9, Al - 6,8, Та - 3,25, С - 0,02, остальное Ni и в незначительных количествах другие элементы, включенные, чтобы увеличить стойкость к окислению) и нитрида бора как верхнего покрытия. Связывающее покрытие может быть сформировано плазменным напылением порошка, который образуется способом затвердевания с высокой скоростью. Верхний слой может формироваться плазменным напылением смеси порошка для связывающего покрытия и порошка нитрида бора. Другой возможный истираемый уплотняющий материал включает фракционированный керамический материал, напыляемый плазмой, который включает последовательно расположенные слои металлического связывающего покрытия (в частности, содержащего в мас.%: Al - 6, Cr - 18,5, Ni - остальное), фракционированный металлический/керамический слой (в частности, содержащий в мас.%: Сr - 23, Al - 13, Y - 0,65, Со - остальное и оксид алюминия), фракционированный плотный керамический слой (в частности, оксид алюминия/оксид циркония, стабилизированный приблизительно 20 мас.% оксида иттрия), и пористый керамический слой (в частности, оксид циркония, стабилизированный приблизительно 7 мас.% оксида иттрия). Другие возможные материалы для уплотняющей поверхности включают пористый металл и сотовые материалы. Подходящие материалы для уплотняющей поверхности описаны в патентах США 4481237 на имя Боссарта и др.; 4503130 на имя Боссарта и др.; 4585481 на имя Гупта и др.; 4588607 на имя Матариз и др.; 4936745 на имя Вайна и др.; 5536022 на имя Силео и др.; и Re 32121 на имя Гупта и др.; каждый из которых приводится в качестве ссылки. Следующий пример демонстрирует представленное изобретение без ограничения его рамок.
Пример
Абразивная законцовка, содержащая колоночный оксид циркония (со столбчатой структурой) в соответствии с представленным изобретением была использована в прямоугольных образцах 0,25 дюйма (0,64 см)·0,15 дюйма (0,38 см) с использованием обычных технологий осаждения. Законцовка включает металлическое связывающее покрытие приблизительно 3 мил (75 мкм) толщины, напыленное низконапорной плазменной струей, которое содержит, в мас.%: Со - 22, Сr - 17, AI - 12,5, Hf - 0,25, Si - 0,4, Y - 0,6, Ni - остальное. После осаждения, металлическое связывающее покрытие было обработано термодиффузионной обработкой при приблизительно 1975°F (1079°С) и проковано упрочняющей дробеструйной обработкой. ТGО-слой приблизительно 0,04 мил (1 мкм) толщиной создавался на поверхности связывающего покрытия обычными способами. Наконец, приблизительно 5 мил (125 мкм) колоночной керамики, содержащей оксид циркония, стабилизированный 7 мас.% оксида иттрия наносились при помощи обычного физического процесса нанесения покрытия осаждением из паров электронным лучом. Покрытый образец для испытания был помещен в трибологический стенд напротив уплотняющего материала, который включал последовательно расположенные слои, содержащие, мас.%: Al - 6, Сr - 18,5, Ni - остальное, металлическое связывающее покрытие; фракционированный слой, содержащий, мас.%: Сr - 23, Al - 13, Y - 0,65, Со - остальное, и оксида алюминия; фракционированный плотный керамический слой оксида алюминия и оксида циркония, стабилизированный приблизительно 20 мас.% оксида иттрия; и пористый слой оксида циркония, стабилизированный приблизительно 7 мас.% оксида иттрия. Трибологический стенд начинал работу при температуре уплотняющей поверхности, равной температуре окружающей среды, и создавал скорость законцовки 1000 футов в секунду (305 м/с) и скорость взаимодействия между законцовкой и уплотняющей поверхностью 10 мил/с (254 мкм/с). Испытание продолжалось до тех пор, пока законцовка не достигла глубины 20 мил (508 мкм). Как только желательная глубина была достигнута, трибологический стенд останавливали и образцы для испытания удаляли для анализа, чтобы определить степень износа законцовки и уплотняющей поверхности. Таблица 1 демонстрирует полученные результаты испытания.

Линейный износ (W/I) представляет собой отношение линейного количества материала абразивной законцовки, удаленного с вращающегося элемента к сумме линейного количества материала, удаленного с вращающегося и неподвижного элементов вместе. Чем более низкое значение W/I, тем лучше абразивная законцовка работает при срезке материала уплотнителя. Хотя определение отношения W/I простой и полезный путь анализа износа конца лопатки, он зависит от геометрии образца для испытания и поверхности уплотнителя, используемого в трибологическом стенде. Альтернативный путь измерения износа, объемное отношение износа (ООИ), не зависит от образца для испытания и геометрии уплотняющей поверхности. ООИ представляет собой отношение потерянного объема абразивной законцовки к объему уплотняющего покрытия, удаленного в процессе трения. Опять таки, более низкое значение этого отношения указывает, что абразивная законцовка более эффективна при срезании уплотняющего материала.
Таблица 2 сравнивает результаты ООИ из Примера с данными для известных их уровня техники законцовок из оксида алюминия, ужесточенных оксидом циркония, с напыленными законцовками лопаток, напыленными абразивными законцовками и законцовками, покрытыми гальванически кBN, которые взаимодействовали посредством трения с тем же самым материалом уплотняющей поверхности, что и используемый в Примере 1.

Хотя испытания на трибологическом стенде показали, что абразивные законцовки, содержащие колоночный оксид циркония по представленному изобретению не демонстрируют такие хорошие результаты, как законцовки с кBN, нанесенные гальванически, но они дают значительно лучшие результаты, чем другие изготовленные ранее законцовки. Кроме того, абразивные законцовки, содержащие колоночный оксид циркония имеют несколько преимуществ по сравнению с законцовками с кBN. Например, они не склонны к окислению. Также, абразивные законцовки, содержащие колоночный оксид циркония могут упростить производственные технологии, когда используются вместе с теплозащитными покрытиями на профилированной части и платформе лопатки, нанесенными методом ЭП-ФНП. Это может быть выполнено одновременно и улучшит целостность и покрытия и законцовки в области законцовки по сравнению с другими конфигурациями абразивных насадок.
Изобретение не ограничено частными вариантами выполнения, показанными в данном описании. В рамках изобретения возможны различные изменения и дополнения без выхода за объем заявленного изобретения.
Реферат
Изобретение относится к устройству уплотнения газотурбинного двигателя. Устройство включает вращающийся элемент, имеющий абразивную законцовку, находящуюся в состоянии трения с неподвижной истираемой уплотняющей поверхностью. Абразивная законцовка содержит абразивное покрытие на основе оксида циркония, имеющее столбчатую структуру, которое является более твердым, чем истираемая уплотняющая поверхность, так что абразивная законцовка может срезать истираемую уплотняющую поверхность. Такое выполнение уплотнения позволит повысить его абразивность, долговечность и понизить стоимость. 4 с. и 16 з.п. ф-лы, 4 ил., 2 табл.

Комментарии