Композитные управляющие тросы и стабилизирующие тросы натяжения для авиационных применений и способ их изготовления - RU2789104C1
Код документа: RU2789104C1
Чертежи
Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка в соответствии с §119(e) действующего патентного законодательства США испрашивает приоритет по находящейся на рассмотрении американской предварительной патентной заявки № 62/989149, поданной 13 марта 2020 г., которая включена в настоящий документ посредством ссылки во всей ее полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение в целом относится к композитным тросам, таким как управляющие тросы и стабилизирующие тросы натяжения для высотных самолетов и дирижаблей, а также к устройству и способу для их изготовления.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0003] Самолеты и дирижабли подвержены воздействию низких температур, что влияет на их конструкцию. В частности, высотные самолеты, в которых используются механические органы управления полетом, содержащие тросы управления, подвержены воздействию экстремальных температурных условий. Управляющие тросы используются для приведения в действие управляющих поверхностей самолета, таких как элероны, рули высоты и рули направления.
[0004] Стальной проволочный трос был традиционным решением для управления полетом этих высотных самолетов. Однако коэффициент теплового расширения (CTE) для стального проволочного троса требует, чтобы управляющие тросы были провисшими на земле, чтобы компенсировать усадку, которая происходит на большой высоте из-за низких температур.
[0005] Высотные самолеты обычно имеют большой размах крыльев для повышения эффективности полета. Следовательно, длина управляющих тросов или трасс управляющих тросов является большой, влияние низких температур и CTE троса усугубляется. Таким образом, управляющий трос с более низким CTE, который можно оптимально отрегулировать на земле и который не становится чрезмерно натянутым на больших высотах, был бы выгодным и полезным.
[0006] Углеродное волокно предлагает потенциальное решение этой проблемы, поскольку углеродное волокно имеет слегка отрицательный коэффициент расширения, что позволяет оптимально регулировать тросы на земле и не дает им становиться слишком тугими во время полета на большой высоте.
[0007] Аналогичным образом дирижаблям часто требуются стабилизирующие тросы или тросы натяжения для больших стабилизаторов и пилонов двигателей. Эти стабилизирующие тросы должны быть легкими и высокопрочными. Несмотря на то, что дирижабли не летают на больших высотах, они могут летать в холодных погодных условиях, и важно, чтобы стабилизирующие тросы не меняли резко свою длину при изменении температуры. Кроме того, для стабилизирующих тросов может потребоваться защита от удара молнии.
[0008] Управляющие тросы из углеродного волокна были успешно изготовлены и использовались на прототипах высотных самолетов. Эти тросы из углеродного волокна используются для прямых участков, а традиционные стальные тросы используются для тех частей управляющих тросов, которые проходят по шкивам. Штифтовые соединения с отверстием под шплинт соединяют тросы из углеродного волокна со стальными тросами. Участки из стального троса должны быть максимально короткими.
[0009] Однако существует потребность в высотном самолете, имеющем механические средства управления полетом с более прочными управляющими тросами с меньшей вариацией прочности между частями, меньшим весом, более высокой прочностью при растяжении и более низким CTE, а также в способе и устройстве для их изготовления.
[0010] Дирижабли, такие как аэростаты, обычно имеют большие лопастные хвостовые поверхности, которые обеспечивают горизонтальную и вертикальную устойчивость и управляемость. Эти хвостовые кили дирижабля должны быть очень легкими. Обычной практикой является использование натяжных элементов из металлического троса в качестве стабилизирующих тросов натяжения для стабилизации этих легких килей на больших дирижаблях. Следовательно, также существует потребность в композитном стабилизирующем тросе или другом натяжном элементе, который имеет меньший вес, чем обычно используемый стальной трос.
[0011] СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0012] В целях обобщения настоящего изобретения здесь описаны некоторые аспекты, преимущества и новые особенности изобретения. Следует понимать, что не обязательно все такие преимущества могут быть достигнуты в соответствии с любым конкретным вариантом осуществления настоящего изобретения. Таким образом, настоящее изобретение может быть воплощено или реализовано таким образом, что достигается или оптимизируется одно преимущество или группа преимуществ, как описано в настоящем документе, без обязательного достижения других преимуществ, которые могут быть описаны или предложены в настоящем документе.
[0013] В одном варианте осуществления раскрывается более прочный управляющий трос из углеродного волокна с меньшей вариацией прочности между частями, а также процесс и инструменты для его изготовления. В отличие от тросов предшествующего уровня техники этот более прочный управляющий трос из углеродного волокна создается путем устранения скручивания пропитанного смолой пучка углеродного волокна или жгута препрега углеродного волокна во время изготовления. Затвердевание жгута препрега углеродного волокна по длине троса с помощью высокотемпературной термоусадочной трубки, например из поливинилиденфторида (PVDF), позволяет устранить скручивание жгута препрега углеродного волокна и уменьшить количество витков жгута препрега углеродного волокна вокруг бобин, которые необходимы для одинакового по прочности троса.
[0014] Устранение перекручивания жгута препрега углеродного волокна также значительно увеличивает предел прочности при растяжении управляющего троса. Дополнительно к этому, устранение перекручивания жгута препрега углеродного волокна уменьшает его длину, и, следовательно, дополнительно уменьшается общее изменение длины управляющего троса при колебаниях температуры.
[0015] Дополнительная прочность управляющего троса по сравнению с предшествующим уровнем техники может быть достигнута за счет добавления и поддержания значительного натяжения жгута препрега углеродного волокна путем приложения грузов на стадии отверждения. В одном варианте осуществления прочность управляющего троса увеличивается более чем в два раза за счет устранения скручивания пучка углеродного волокна и добавления веса для натяжения жгута препрега углеродного волокна во время отверждения. В одном примере предел прочности при растяжении увеличивается с 5000 до 13000 фунтов.
[0016] В альтернативном варианте осуществления управляющие тросы также могут быть изготовлены из препрега из арамидного волокна с использованием того же раскрытого производственного процесса и инструментов для применений, где проводящее волокно нежелательно. Однако в случае тросов из арамидного волокна покрытие термоусадочной трубки может включать добавку или наполнитель, блокирующий ультрафиолетовое излучение, для защиты арамидного волокна от разрушения под воздействием ультрафиолетового света.
[0017] В альтернативном варианте осуществления жгут препрега углеродного волокна или жгут препрега арамидного волокна могут использоваться в сочетании с настоящим изобретением для изготовления стабилизирующих тросов или тросов натяжения для конструкций самолетов и дирижаблей, а также для других применений натяжных элементов, использующих способ производства.
[0018] В некоторых применениях в самолетах и дирижаблях защита от ударов молнии также может быть встроена в тросы и тросы натяжения путем добавления внешнего слоя проволочной сетки или другого проводящего поверхностного материала и обжатия его на бобинах или встроенных клиновидных бобинах на концах тросов и тросов натяжения.
[0019] Соответственно, один или более вариантов осуществления настоящего изобретения преодолевают один или более недостатков известного уровня техники.
[0020] Например, в одном варианте осуществления способ изготовления троса из волокна содержит стадии обеспечения жгута препрега из волокна, содержащего множество волоконных нитей, предварительно пропитанных эпоксидной смолой; обеспечения инструмента для изготовления, содержащего первый инструментальный штифт и второй инструментальный штифт; размещения первой бобины на первом инструментальном штифте и второй бобины на втором инструментальном штифте; наматывания жгута волокнистого препрега на первую и вторую бобины множество раз без скручивания жгута волокнистого препрега; установки первого клина на первом конце жгута волокнистого препрега для формирования первого расщепления жгута волокнистого препрега; обвязки жгута волокнистого препрега на первом расщеплении жгута волокнистого препрега; удаления второй бобины со второго инструментального штифта; нанесения термоусадочной трубки на жгут волокнистого препрега; повторной установки второй бобины на второй инструментальный штифт; установки второго клина на втором конце жгута волокнистого препрега для формирования второго расщепления жгута волокнистого препрега; обвязки жгута волокнистого препрега на втором расщеплении жгута волокнистого препрега; натяжения жгута волокнистого препрега; нанесения термоусадочной пленки на часть жгута волокнистого препрега; нанесения первой волокнистой обмотки на первое расщепление; нанесения второй волокнистой обмотки на второе расщепление; и нагрев жгута волокнистого препрега для уплотнения и отверждения жгута волокнистого препрега для формирования троса из волокна.
[0021] В этом варианте осуществления способ может дополнительно содержать множество волоконных нитей, содержащих множество волоконных углеродных нитей; причем термоусадочная трубка содержит термоусадочную трубку из PDVF; причем натяжение жгута волокнистого препрега включает использование груза; причем второй инструментальный штифт сдвигается при натяжении жгута волокнистого препрега с помощью груза; причем множество волоконных нитей содержит множество волоконных нитей арамида; причем термоусадочная трубка содержит термоусадочную трубку из PDVF, блокирующую ультрафиолетовое излучение.
[0022] В другом примерном варианте осуществления трос из волокна производится с помощью процесса, содержащего стадии обеспечения жгута препрега из волокна, содержащего множество волоконных нитей, предварительно пропитанных эпоксидной смолой; обеспечения инструмента изготовления, содержащего первый инструментальный штифт и второй инструментальный штифт; размещения первой бобины на первом инструментальном штифте и второй бобины на втором инструментальном штифте; наматывания жгута волокнистого препрега на первую и вторую бобины множество раз без скручивания жгута волокнистого препрега; установки первого клина на первом конце жгута волокнистого препрега для формирования первого расщепления жгута волокнистого препрега; обвязки жгута волокнистого препрега на первом расщеплении жгута волокнистого препрега; удаления второй бобины со второго инструментального штифта; нанесения термоусадочной трубки на жгут волокнистого препрега; повторной установки второй бобины на второй инструментальный штифт; установки второго клина на втором конце жгута волокнистого препрега для формирования второго расщепления жгута волокнистого препрега; обвязки жгута волокнистого препрега на втором расщеплении жгута волокнистого препрега; натяжения жгута волокнистого препрега; нанесения термоусадочной пленки на часть жгута волокнистого препрега; нанесения первой волокнистой обмотки на первое расщепление; нанесения второй волокнистой обмотки на второе расщепление; и нагревания жгута волокнистого препрега для уплотнения и отверждения жгута волокнистого препрега для формирования троса из волокна.
[0023] В этом варианте осуществления углеродное волокно, производимое с помощью этого процесса, может дополнительно содержать множество волоконных нитей, содержащих множество волоконных углеродных нитей; причем термоусадочная трубка содержит термоусадочную трубку из PDVF; причем натяжение жгута волокнистого препрега включает использование груза; причем второй инструментальный штифт сдвигается при натяжении жгута волокнистого препрега с помощью груза; причем множество волоконных нитей содержит множество волоконных нитей арамида; причем термоусадочная трубка содержит термоусадочную трубку из PDVF, блокирующую ультрафиолетовое излучение.
[0024] В другом примерном варианте осуществления способ изготовления троса из волокна содержит стадии обеспечения жгута препрега из волокна, содержащего множество волоконных нитей, предварительно пропитанных эпоксидной смолой; обеспечения инструмента изготовления, содержащего первый инструментальный штифт и второй инструментальный штифт; обеспечения первой клиновидной бобины, содержащей первую клиновидную часть и первую часть бобины, и обеспечения второй клиновидной бобины, содержащей вторую клиновидную часть и вторую часть бобины; размещения первой клиновидной бобины на первом инструментальном штифте и размещения второй клиновидной бобины на втором инструментальном штифте; обматывания жгута волокнистого препрега вокруг первой части бобины первой клиновидной бобины и второй части бобины второй клиновидной бобины множество раз без перекручивания жгута волокнистого препрега; формирования первого расщепления жгута волокнистого препрега в первой клиновидной части первой клиновидной бобины; обвязки жгута волокнистого препрега на первом расщеплении жгута волокнистого препрега; удаления второй клиновидной бобины со второго инструментального штифта; нанесения термоусадочной трубки на жгут волокнистого препрега; повторной установки второй клиновидной бобины на втором инструментальном штифте; формирования второго расщепления жгута волокнистого препрега на второй клиновидной части второй клиновидной бобины; обвязки жгута волокнистого препрега на втором расщеплении жгута волокнистого препрега; натяжения жгута волокнистого препрега; нанесения термоусадочной пленки на часть жгута волокнистого препрега; нанесения первой волокнистой обмотки на первое расщепление; нанесения второй волокнистой обмотки на второе расщепление; и нагревания жгута волокнистого препрега для уплотнения и отверждения жгута волокнистого препрега для формирования троса из волокна.
[0025] В этом варианте осуществления способ может дополнительно содержать множество волоконных нитей, содержащих множество волоконных углеродных нитей; причем термоусадочная трубка содержит термоусадочную трубку из PDVF; причем натяжение жгута волокнистого препрега включает использование груза; причем второй инструментальный штифт сдвигается при натяжении жгута волокнистого препрега с помощью груза; причем множество волоконных нитей содержит множество волоконных нитей арамида; причем термоусадочная трубка содержит термоусадочную трубку из PDVF, блокирующую ультрафиолетовое излучение.
[0026] В другом примерном варианте осуществления трос из волокна производится с помощью процесса, содержащего стадии обеспечения жгута препрега из волокна, содержащего множество волоконных нитей, предварительно пропитанных эпоксидной смолой; обеспечения инструмента изготовления, содержащего первый инструментальный штифт и второй инструментальный штифт; обеспечения первой клиновидной бобины, содержащей первую клиновидную часть и первую часть бобины, и обеспечения второй клиновидной бобины, содержащей вторую клиновидную часть и вторую часть бобины; размещения первой клиновидной бобины на первом инструментальном штифте и размещения второй клиновидной бобины на втором инструментальном штифте; обматывания жгута волокнистого препрега вокруг первой части бобины первой клиновидной бобины и второй части бобины второй клиновидной бобины множество раз без перекручивания жгута волокнистого препрега; формирования первого расщепления жгута волокнистого препрега в первой клиновидной части первой клиновидной бобины; обвязки жгута волокнистого препрега на первом расщеплении жгута волокнистого препрега; удаления второй клиновидной бобины со второго инструментального штифта; нанесения термоусадочной трубки на жгут волокнистого препрега; повторной установки второй клиновидной бобины на втором инструментальном штифте; формирования второго расщепления жгута волокнистого препрега на второй клиновидной части второй клиновидной бобины; обвязки жгута волокнистого препрега на втором расщеплении жгута волокнистого препрега; натяжения жгута волокнистого препрега; нанесения термоусадочной пленки на часть жгута волокнистого препрега; нанесения первой волокнистой обмотки на первое расщепление; нанесения второй волокнистой обмотки на второе расщепление; и нагревания жгута волокнистого препрега для уплотнения и отверждения жгута волокнистого препрега для формирования троса из волокна.
[0027] В этом варианте осуществления углеродное волокно, производимое с помощью этого процесса, может дополнительно содержать множество волоконных нитей, содержащих множество волоконных углеродных нитей; причем термоусадочная трубка содержит термоусадочную трубку из PDVF; причем натяжение жгута волокнистого препрега включает использование груза; причем второй инструментальный штифт сдвигается при натяжении жгута волокнистого препрега с помощью груза; причем множество волоконных нитей содержит множество волоконных нитей арамида; причем термоусадочная трубка содержит термоусадочную трубку из PDVF, блокирующую ультрафиолетовое излучение.
[0028] Другие цели, особенности и преимущества настоящего изобретения станут очевидными после рассмотрения следующего подробного описания и сопроводительных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
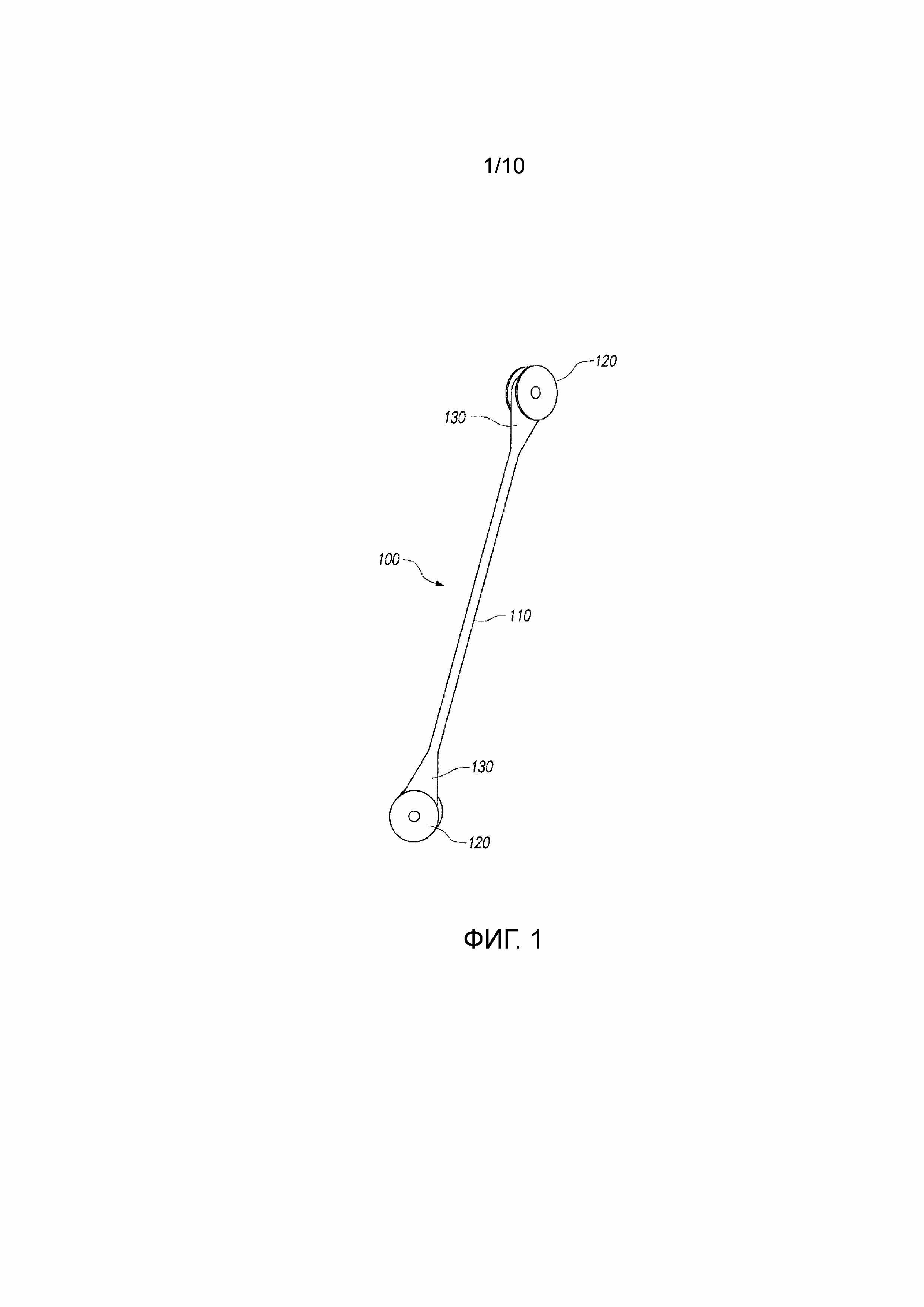
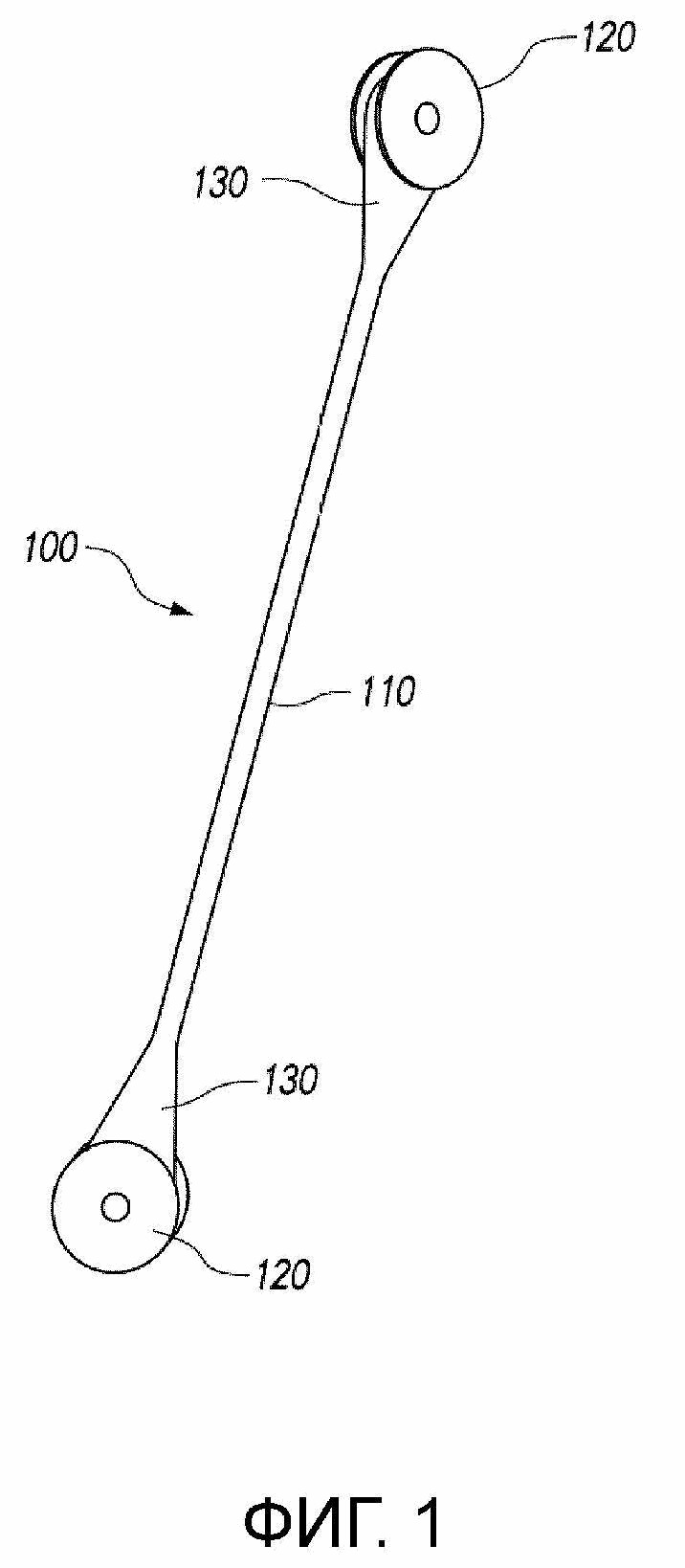
[0029] Фиг. 1 показывает пример управляющего троса из скрученного углеродного волокна предшествующего уровня техники.
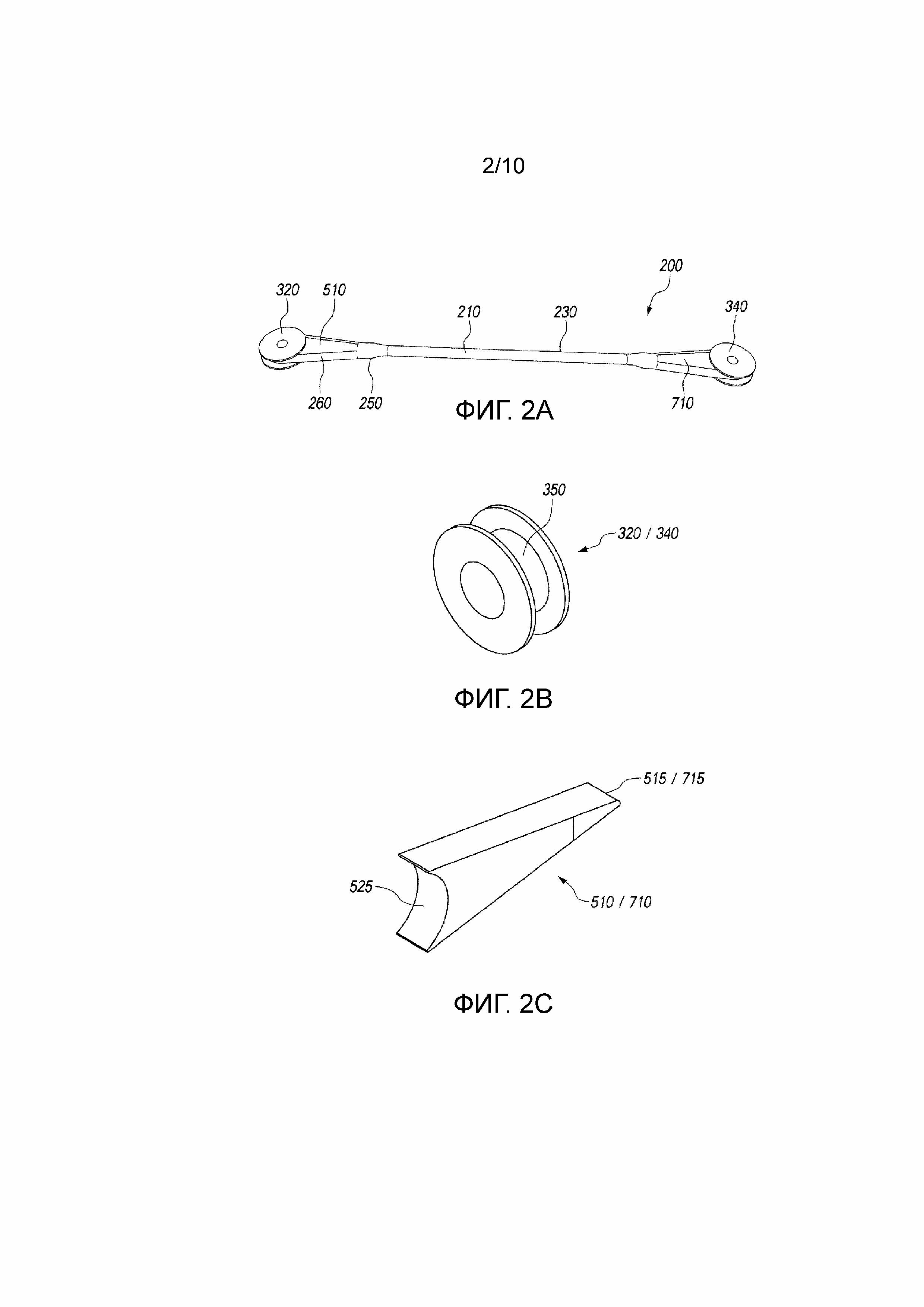
[0030] Фиг. 2A показывает примерный вариант осуществления управляющего троса из углеродного волокна в соответствии с настоящим изобретением.
[0031] Фиг. 2B показывает примерный вариант осуществления бобины для использования в управляющем тросе из углеродного волокна в соответствии с настоящим изобретением.
[0032] Фиг. 2С показывает примерный вариант осуществления клина для использования в управляющем тросе из углеродного волокна в соответствии с настоящим изобретением.
[0033] Фиг. 2D показывает частичный вид примерного варианта осуществления управляющего троса из углеродного волокна в соответствии с настоящим изобретением.
[0034] Фиг. 2Е показывает дополнительный частичный вид примерного варианта осуществления управляющего троса из углеродного волокна в соответствии с настоящим изобретением.
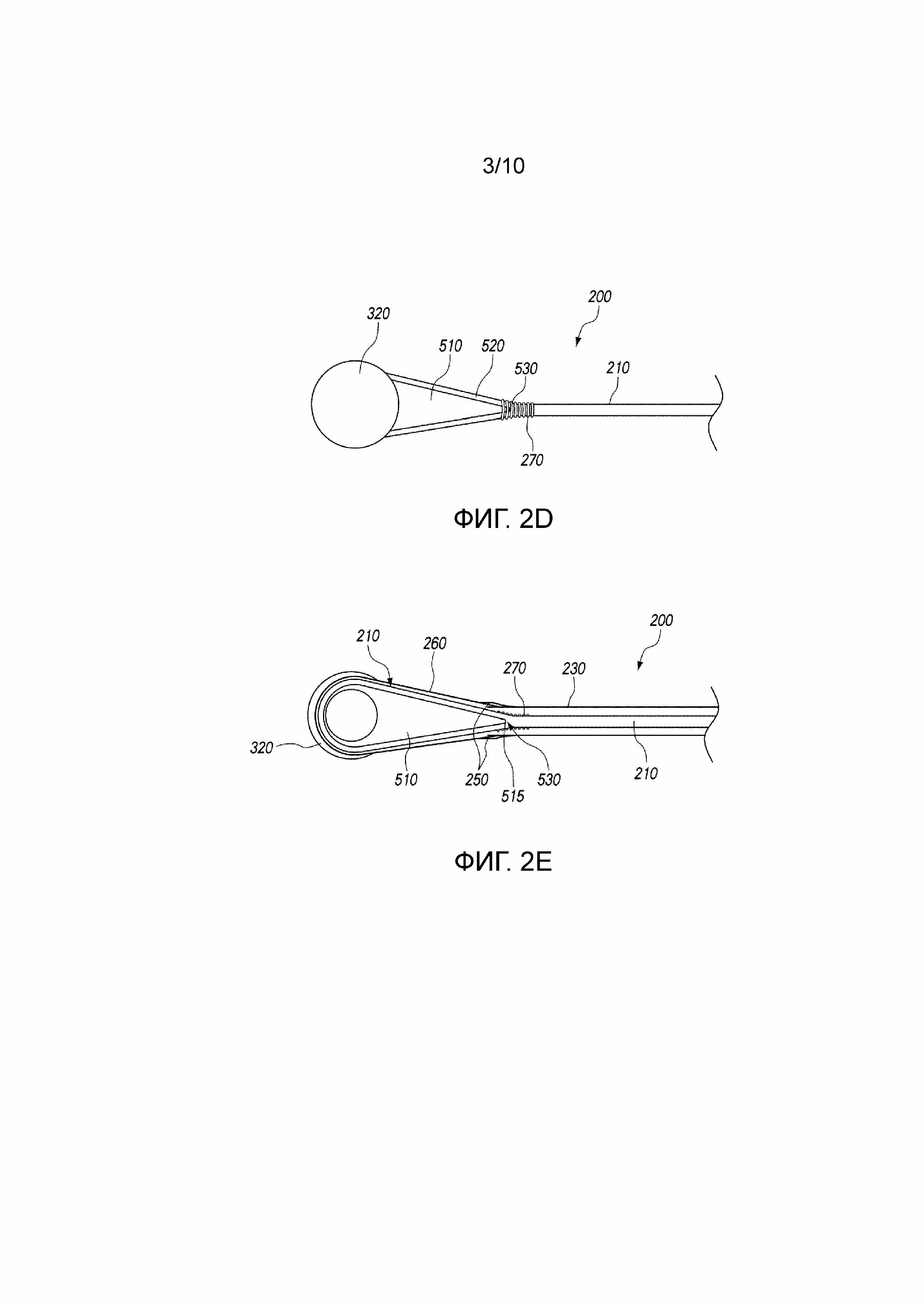
[0035] Фиг. 3 иллюстрирует примерный вариант осуществления инструмента изготовления для производства управляющего троса из углеродного волокна в соответствии с настоящим изобретением с первой бобиной и второй бобиной и со жгутом препрега из углеродного волокна.
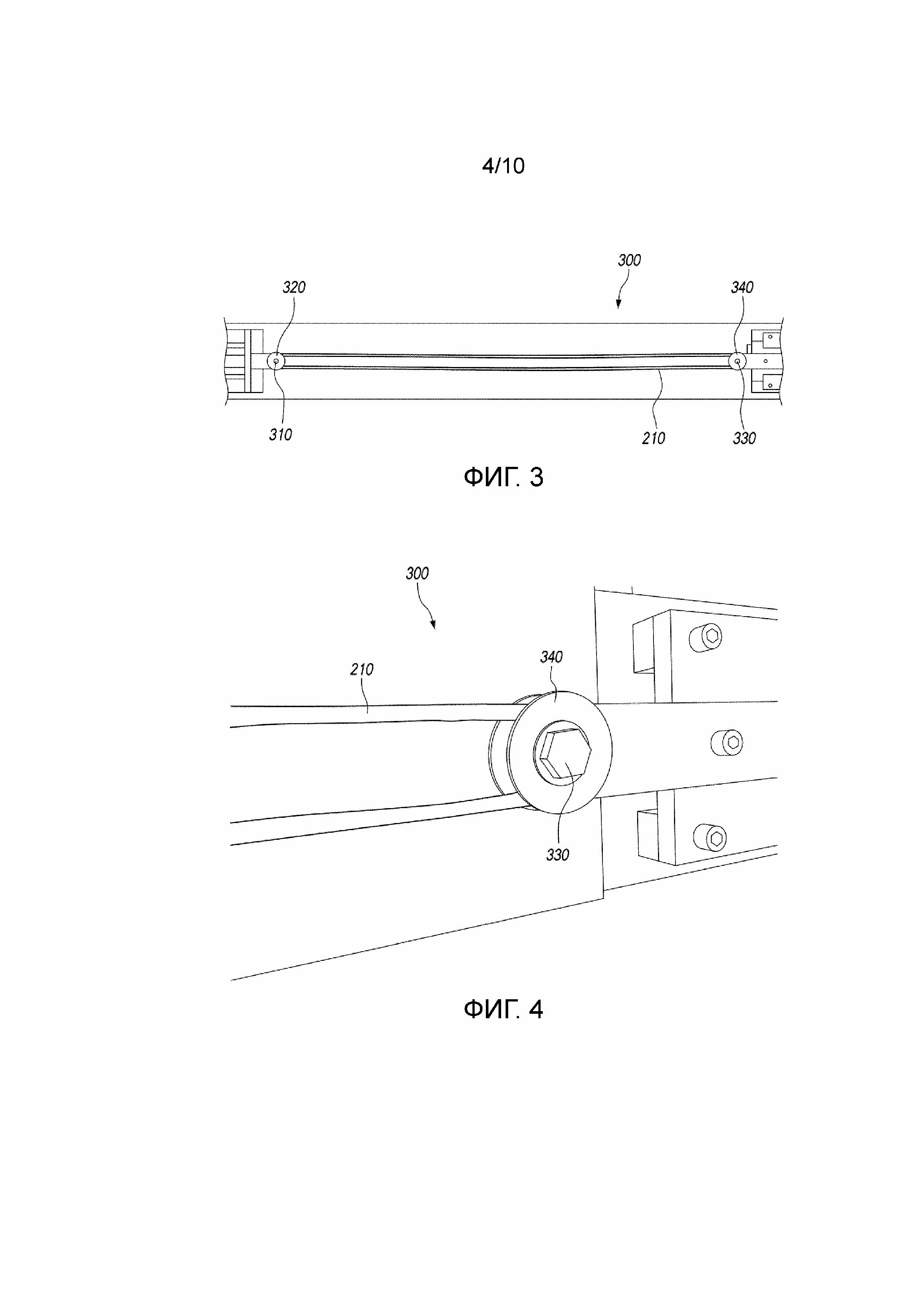
[0036] Фиг. 4 иллюстрирует примерный вариант осуществления интерфейса жгута препрега из углеродного волокна и бобины.
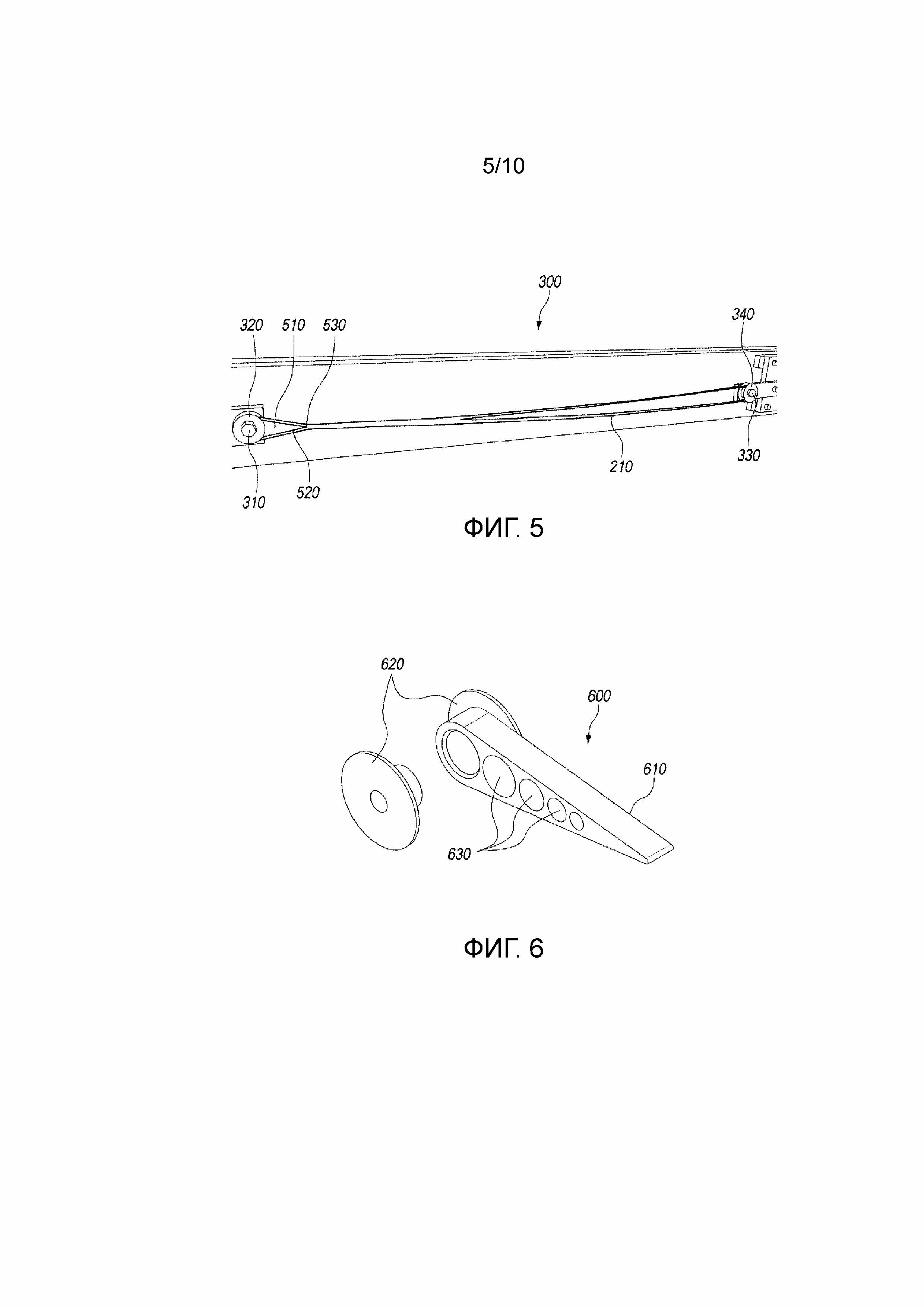
[0037] Фиг. 5 иллюстрирует примерный вариант осуществления первого клина в жгуте препрега из углеродного волокна.
[0038] Фиг. 6 иллюстрирует альтернативный вариант осуществления интегрированного клина и бобины.
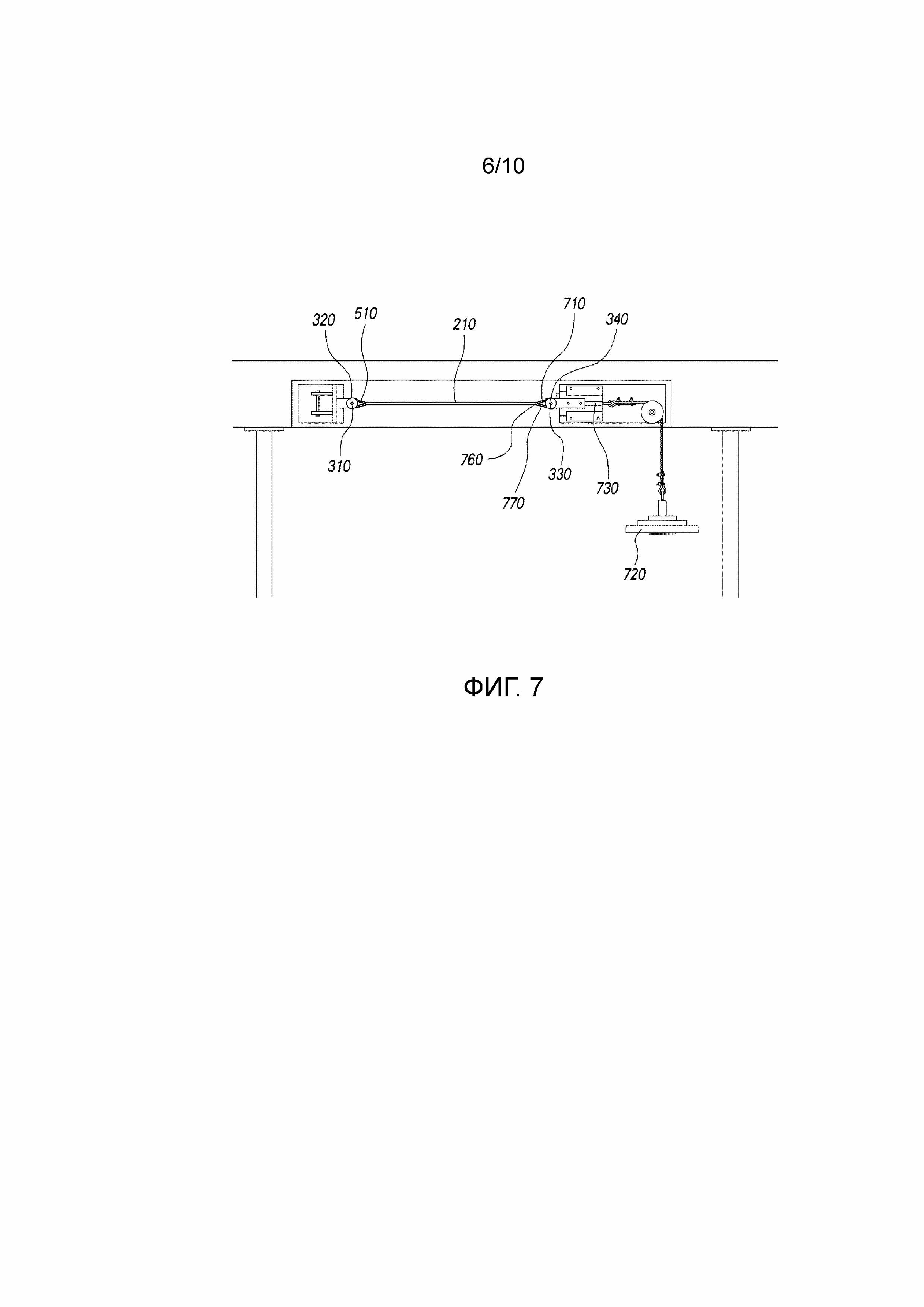
[0039] Фиг. 7 иллюстрирует примерный вариант осуществления жгута препрега из углеродного волокна под натяжением.
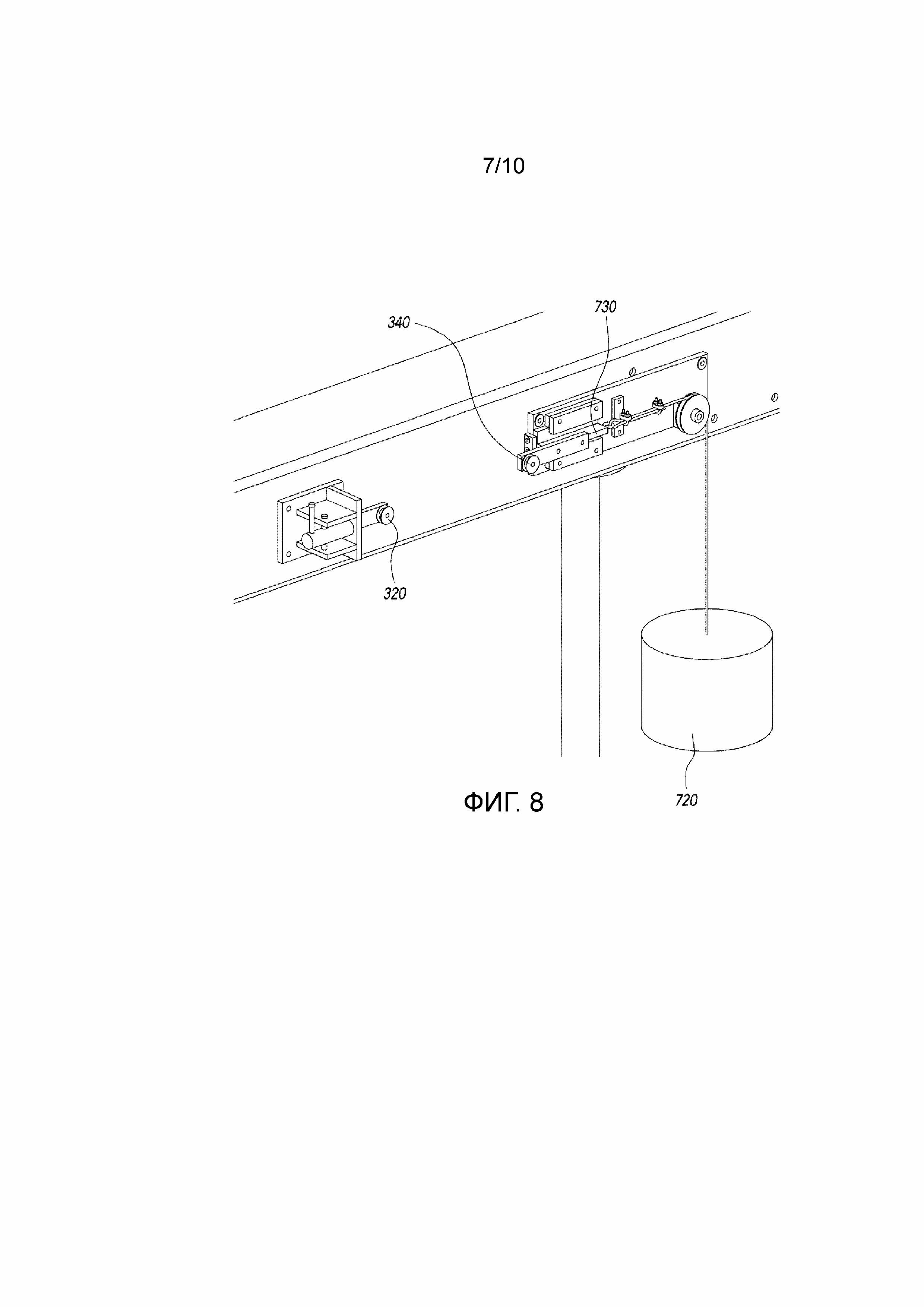
[0040] Фиг. 8 иллюстрирует примерный вариант осуществления жгута препрега из углеродного волокна под натяжением со скользящей бобиной.
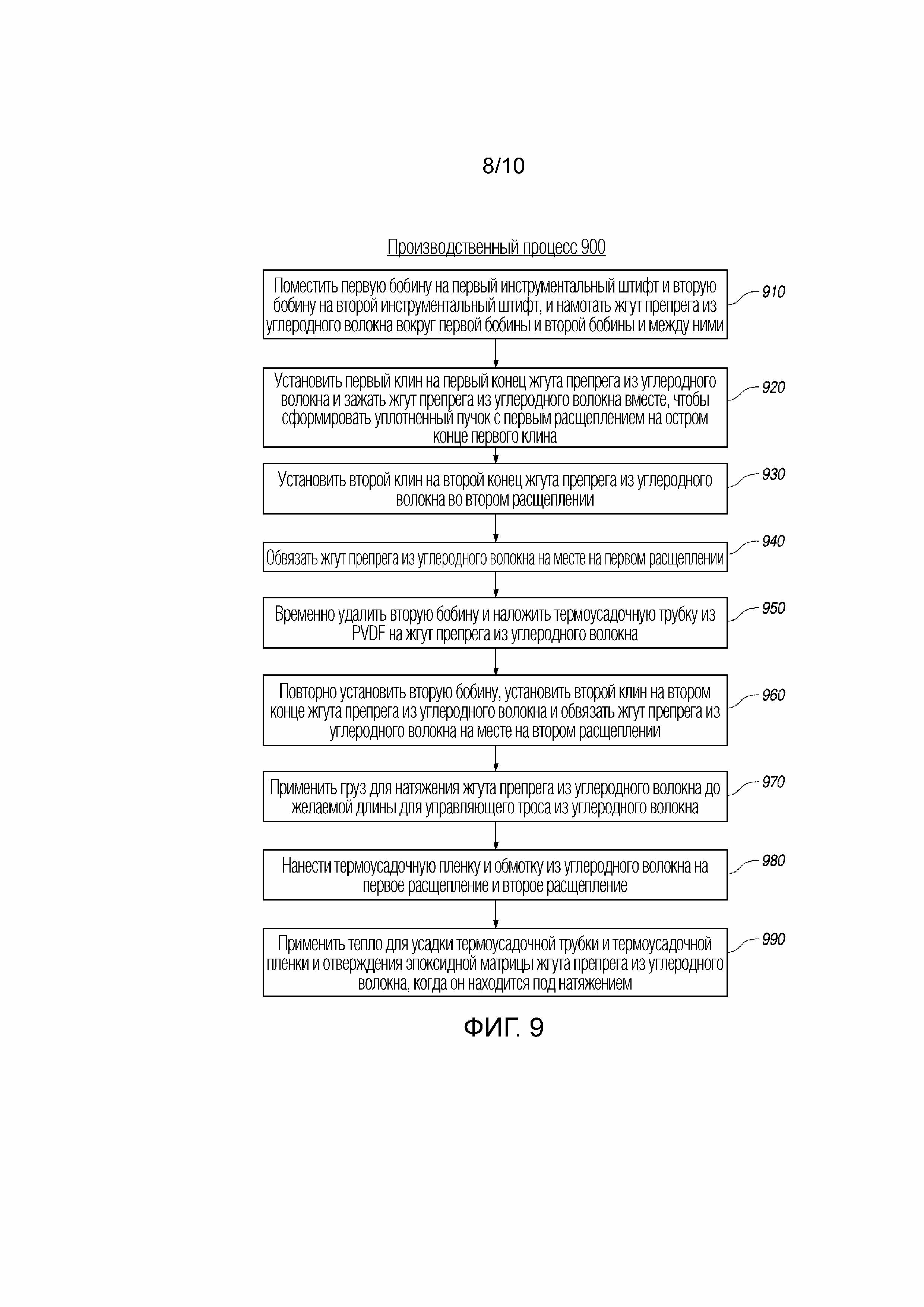
[0041] Фиг. 9 иллюстрирует примерную блок-схему процесса производства управляющего троса из углеродного волокна в соответствии с настоящим изобретением.
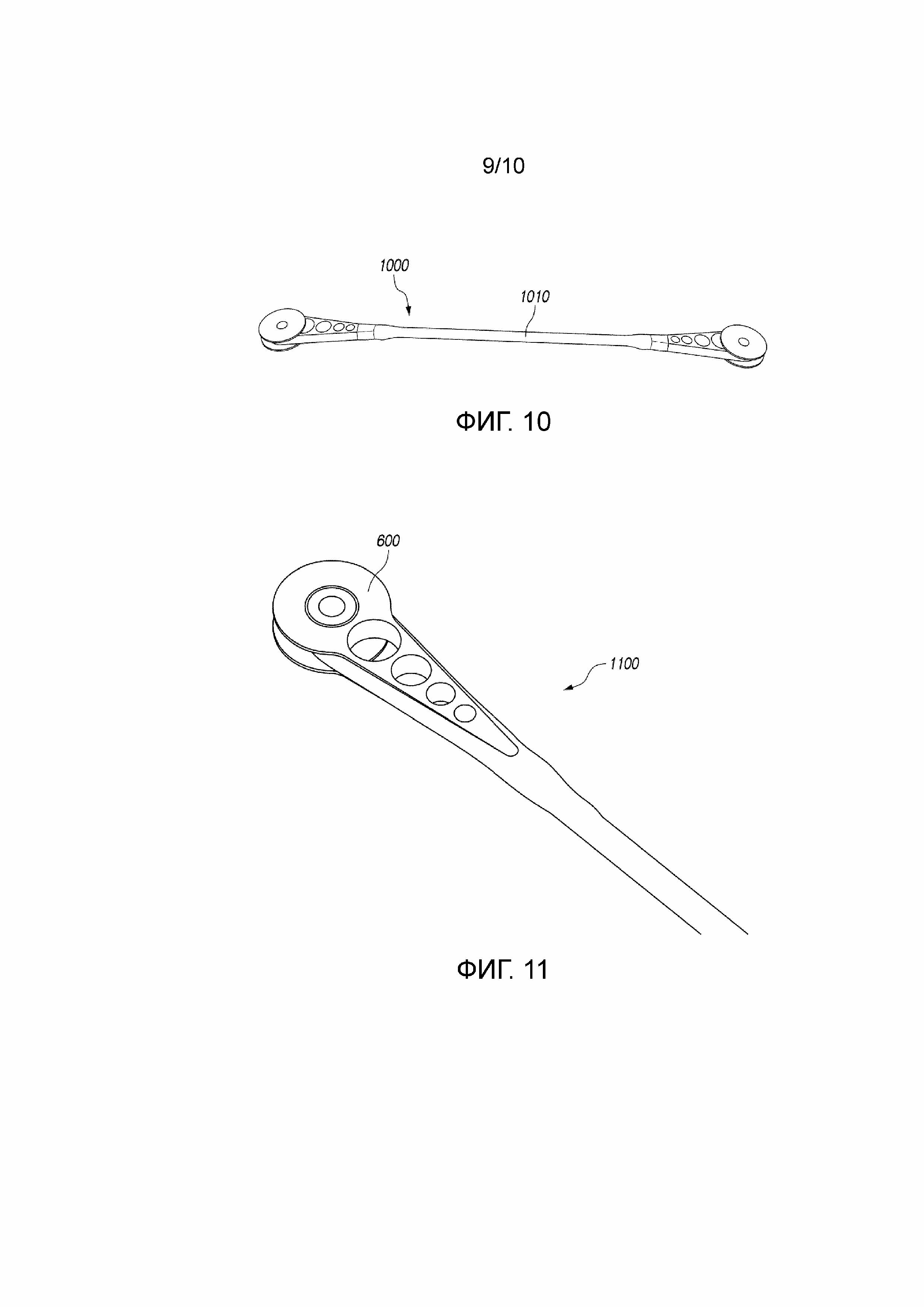
[0042] Фиг. 10 иллюстрирует управляющий трос из арамидного волокна или элемент натяжения в соответствии с примерным вариантом осуществления настоящего изобретения.
[0043] Фиг. 11 иллюстрирует примерный вариант осуществления альтернативного управляющего троса из углеродного волокна с интегрированным клином и бобиной.
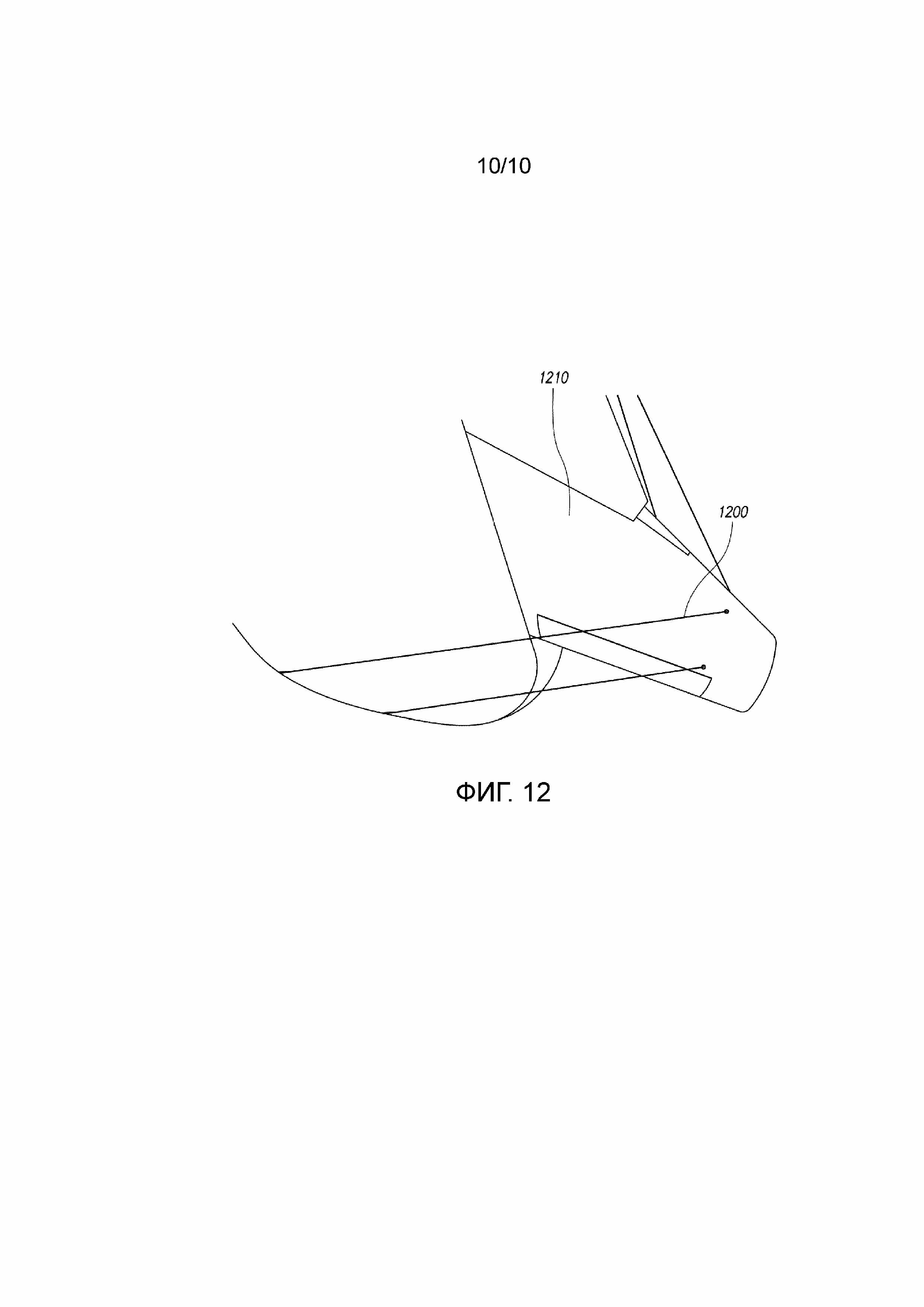
[0044] Фиг. 12 иллюстрирует примерный вариант осуществления элемента натяжения в соответствии с примерным вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0045] Далее следует подробное описание вариантов осуществления для иллюстрации принципов настоящего изобретения. Эти варианты осуществления иллюстрируют аспекты настоящего изобретения, но настоящее изобретение не ограничивается каким-либо вариантом осуществления. Объем патентных притязаний настоящего изобретения охватывает многочисленные альтернативы, модификации и эквиваленты. Объем патентных притязаний настоящего изобретения ограничивается только приложенной формулой изобретения.
[0046] В то время как в нижеследующем описании изложены многочисленные конкретные детали для обеспечения полного понимания настоящего изобретения, оно может быть осуществлено в соответствии с формулой изобретения без некоторых или всех этих конкретных деталей.
[0047] Различные варианты осуществления будут подробно описаны со ссылкой на сопроводительные чертежи. По мере возможности одни и те же ссылочные номера будут использоваться во всех чертежах для обозначения одних и тех же или одинаковых деталей. Ссылки на конкретные примеры и реализации даны в иллюстративных целях и не предназначены для ограничения области охвата формулы изобретения.
[0048] Предшествующий уровень техники
[0049] Как показано на Фиг. 1, управляющие тросы 100 из углеродного волокна предшествующего уровня техники содержат жгут 110 из углеродного волокна, пропитанный эпоксидной смолой, отверждаемой при комнатной температуре, обмотанный вокруг алюминиевых бобин 120, которые формируют точки соединения концов троса. Жгут 110 из углеродного волокна скручивается перед отверждением, чтобы удерживать волокна композита вместе. Тросы подвешиваются вертикально, и эпоксидная смола затвердевает. Полость 130, в которой скрученный углеродный жгут разделяется, охватывая алюминиевые бобины 120, заполняется смесью эпоксидной смолы и флокированного хлопкового наполнителя.
[0050] Управляющие тросы 100 из углеродного волокна предшествующего уровня техники, изготовленные с использованием этого подхода предшествующего уровня техники, имеют более низкую предельную прочность на растяжение, чем требуется для применения в высотных самолетах и дирижаблях. Кроме того, скручивание пучка углеродных волокон увеличивает общую длину пучка углеродных волокон и, следовательно, увеличивает изменение общей длины управляющего троса при колебаниях температуры. В дополнение к этому, эти управляющие тросы 100 из углеродного волокна предшествующего уровня техники также имеют нежелательные и значительные различия в предельной прочности между частями из-за скручивания и изменений угла, под которым волокна расходятся в пустотах 130, чтобы пройти вокруг алюминиевых бобин 120.
[0051] Управляющие тросы 200 из углеродного волокна
[0052] На Фиг. 2A показан примерный вариант осуществления управляющего троса 200 из углеродного волокна в соответствии с настоящим изобретением. Жгут 210 препрега из углеродного волокна, который обеспечивает необходимую прочность управляющего троса из углеродного волокна, наматывается между первой бобиной 320 и второй бобиной 340 и вокруг них. Процесс наматывания может выполняться вручную или с помощью стандартной обмоточной машины. Использование жгута 210 препрега из углеродного волокна способствует удовлетворению требований к прочности управляющего троса 200 из углеродного волокна для высотных самолетов и дирижаблей.
[0053] Жгут 210 препрега из углеродного волокна содержит множество или пучок волоконных углеродных нитей, предварительно пропитанных эпоксидной смолой. Смола в жгуте 210 препрега из углеродного волокна находится на В-стадии (частично отверждена), поэтому она имеет липкость, облегчающую обработку. Преимущество использования жгута 210 препрега из углеродного волокна состоит в том, что соотношение волокна и смолы является точным и приводит к минимальным отклонениям между частями. Липкость жгута 210 препрега из углеродного волокна также способствует изготовлению управляющего троса 200 из углеродного волокна, потому что позволяет жгуту 210 препрега из углеродного волокна слипаться в единый компактный пучок при обертывании жгута 210 препрега из углеродного волокна между первой бобиной 320 и второй бобиной 340, а также между ними, что позволяет легко надевать термоусадочную трубку 230 на жгут 210 препрега из углеродного волокна.
[0054] Устойчивая к высоким температурам и к истиранию 230 термоусадочная трубка 230, такая как термоусадочная трубка из PVDF, накладывается поверх жгута 210 препрега из углеродного волокна. Термоусадочная трубка 230 выполняет несколько функций. Во-первых, она объединяет жгут 210 препрега из углеродного волокна во время отверждения в пакет с круглым поперечным сечением, который по существу не содержит пустот. В одном примерном варианте осуществления пустоты составляют менее двух процентов объема. Во-вторых, термоусадочная трубка 230 связывается со жгутом 210 препрега из углеродного волокна, образуя защитную оболочку вокруг жгута 210 препрега из углеродного волокна. Примерная термоусадочная трубка 230, удовлетворяющая предпочтительным параметрам процесса, производится одной компанией под торговой маркой Kynar™, но также могут использоваться другие аналогичные или эквивалентные термоусадочные трубки из PVDF.
[0055] Фиг. 2B показывает примерный вариант осуществления первой бобины 320 и второй бобины 340. В одном примерном варианте осуществления первая бобина 320 и вторая бобина 340 изготовлены из твердого анодированного алюминия типа III для предотвращения электролиза между алюминием и жгутом 210 препрега из углеродного волокна. Альтернативно слой эпоксидного пленочного клея может быть нанесен на внутреннюю поверхность 350 первой бобины 320 и на внутреннюю поверхность 350 второй бобины 340, которая находится в контакте со жгутом 210 препрега из углеродного волокна.
[0056] В другом примерном варианте осуществления титан также может использоваться для первой бобины 320 и второй бобины 340, так что они не требуют твердого анодированного алюминия типа III. В другом примерном варианте осуществления эпоксидная краска может использоваться для покрытия внутренней поверхности 350 первой бобины 320 и внутренней поверхности 350 второй бобины 340 для предотвращения коррозии и электролиза, когда первая бобина 320 и вторая бобина 340 находятся в контакте со жгутом 210 препрега из углеродного волокна.
[0057] Фиг. 2C показывает примерный вариант осуществления первого клина 510 с заостренным концом 515 и второго клина 710 с заостренным концом 715. Первый клин 510 также может иметь закругленный конец 525 для прилегания к внутренней поверхности 350 первой бобины 320, а второй клин 710 также может иметь закругленный конец 525 для прилегания к внутренней поверхности 350 второй бобины 340. В одном примерном варианте осуществления первый клин 510 и второй клин 710 изготовлены из прессованного стекловолокна, обычно называемого G10. Лист стекловолокна подвергается гидроабразивной резке, механической обработке или распилу для формирования закругленного конца 525, чтобы он подходил к внутренней поверхности 350 первой бобины 320 и второй бобины 340.
[0058] В другом примерном варианте осуществления эпоксидные микросферы также могут использоваться для первого клина 510 и второго клина 710, но это не будет приводить к одинаковому уровню согласованности между частями. В другом примерном варианте осуществления для первого клина 510 и второго клина 710 также может использоваться алюминий.
[0059] Как показано на Фиг. 2D, обвязка 270 используется для крепления жгута 210 препрега из углеродного волокна на первом расщеплении 530 жгута 210 препрега из углеродного волокна для ограничения ударной нагрузки в этой точке и предотвращения дальнейшего растекания жгута 210 препрега из углеродного волокна в направлении первой бобины 320 или второй бобины 340 после первого расщепления 530, повышая прочность и консистенцию управляющего троса 200 из углеродного волокна. Ударная нагрузка представляет собой вектор силы, возникающий при прямолинейном натяжении троса. Существует вектор силы, который делит угол изгиба пополам и обычно называется ударной нагрузкой. Обвязка 270 ограничивает эту ударную нагрузку.
[0060] Первый клин 510 и второй клин 710 гарантируют, что угол разделения жгута 210 препрега из углеродного волокна одинаков для разных частей, поскольку первый клин 510 устанавливается на первом конце 520 жгута 210 препрега из углеродного волокна, а второй клин 710 устанавливается на втором конце 770 (как показано на Фиг. 7) жгута 210 препрега из углеродного волокна.
[0061] Как показано на Фиг. 2E, в дополнение к термоусадочной трубке 230, которая накладывается поверх жгута 210 препрега из углеродного волокна, термоусадочная пленка 260 помещается поверх жгута 210 препрега из углеродного волокна и вокруг него от той точки, где он расщепляется в первом расщеплении 530 для прохождения вокруг первой бобины 320, а также от той точки, где он расщепляется во втором расщеплении 760 (как показано на Фиг. 7) для прохождения вокруг второй бобины 340. Обвязки 250 из углеродного волокна затем накладываются на первое расщепление 530 и второе расщепление 760, где пересекаются термоусадочная трубка 230 и термоусадочная пленка 260. Обвязки 250 из углеродного волокна предотвращают дальнейшее расщепление жгута 210 препрега из углеродного волокна под действием высоких растягивающих нагрузок.
[0062] Инструмент 300 изготовления
[0063] На Фиг. 3 и 4 показан примерный вариант осуществления производственного инструмента 300 для формирования управляющего троса 200 из углеродного волокна из жгута препрега 210 из углеродного волокна. Первая бобина 320 размещается на первом инструментальном штифте 310, а вторая бобина 340 размещается на втором инструментальном штифте 330. Жгут 210 препрега из углеродного волокна наматывается между первой бобиной 320 и второй бобиной 340 и вокруг них. Первая бобина 320 и вторая бобина 340 формируют точки соединения концов троса.
[0064] Как показано на Фиг. 5, первый клин 510 устанавливается на первом конце 520 жгута 210 препрега из углеродного волокна. Жгут 210 препрега из углеродного волокна может быть сжат вместе с использованием его липкости для того, чтобы превратить его в объединенный пучок с первым расщеплением 530 на остром конце 515 первого клина 510. Первый клин 510 управляет тем, где разделение жгута препрега 210 из углеродного волокна проходит вокруг первой бобины 320.
[0065] Альтернативная клиновидная бобина 600
[0066] Как показано на Фиг. 6, в альтернативном варианте осуществления клиновидная часть 610 может быть интегрирована с частью 620 бобины, формируя интегрированную клиновидную бобину 600. В этом варианте осуществления для клиновидной бобины 600 клиновидная часть 610 интегрируется с частью 620 бобины.
[0067] Включение облегчающих отверстий 630 в клиновидную бобину 600 делает ее такой же по весу, как первый клин 510 и второй клин 710, изготовленные из G10. Альтернативно, вместо включения облегчающих отверстий 630 в клиновидную бобину 600 клиновидная бобина 600 может быть изготовлена из алюминия с клиновидной частью 610, обработанной так, чтобы образовать поперечное сечение двутавровой балки. На боковых сторонах клиновидной бобины 600 могут быть вырезаны карманы, чтобы ее поперечное сечение приобрело форму двутавровой балки. Стороны обрабатываются вдали от клиновидной части 610, оставляя тонкую центральную перемычку с фланцами, которые поддерживают жгут 210 препрега из углеродного волокна.
[0068] Натяжение с помощью инструмента 300 изготовления
[0069] Как показано на Фиг. 7 и 8, груз 720 используется для натяжения жгута 210 препрега из углеродного волокна во время отверждения. Натяжение жгута 210 препрега из углеродного волокна гарантирует, что каждый отдельный виток жгута 210 препрега из углеродного волокна одинаково нагружен и в равной степени способствует прочности управляющего троса 200 из углеродного волокна.
[0070] В одном варианте осуществления второй инструментальный штифт 330 находится на ползуне 730, что позволяет грузу 720 скользить для приложения натяжения. В одном примерном варианте осуществления для натяжения двадцати жгутов 210 препрега из углеродного волокна можно использовать в общей сложности груз в 72 фунта. В примерном варианте осуществления двадцать жгутов 210 препрега из углеродного волокна могут быть образованы путем намотки жгута 210 препрега из углеродного волокна вокруг первой бобины 320 и второй бобины 340 двадцать раз. В этом примерном варианте осуществления имеется сорок отдельных жгутов 210 препрега из углеродного волокна в середине управляющего троса 200 из углеродного волокна между первой бобиной 320 и второй бобиной 340, и двадцать отдельных жгутов 210 препрега из углеродного волокна вокруг каждой из первой бобины 320 и второй бобины 340. Прочность управляющего троса 200 из углеродного волокна определяется количеством витков жгута 210 препрега из углеродного волокна.
[0071] В одном варианте осуществления груз 720 также используется для облегчения формирования жгута 210 препрега из углеродного волокна до желаемой длины для управляющего троса 200 из углеродного волокна. Жгуту 210 препрега из углеродного волокна позволяют скользить под действием силы, приложенной грузом 720, до тех пор, пока не будет достигнута точная длина управляющего троса 200 из углеродного волокна. Затем конец жгута 210 препрега из углеродного волокна закрепляется, чтобы удерживать его на нужной длине.
[0072] Процесс 900 изготовления для управляющих тросов
[0073] На Фиг. 9 показан процесс 900 изготовления управляющего троса 200 из углеродного волокна с использованием инструмента 300 изготовления.
[0074] На стадии 910 первая бобина 320 размещается на первом инструментальном штифте 310, а вторая бобина 340 - на втором инструментальном штифте 330, и жгут 210 препрега из углеродного волокна обматывается вокруг первой бобины 320 и второй бобины 340 и между ними. Если клиновидная бобина 600 используется вместо первой бобины 320 и второй бобины 340, часть 620 бобины каждой клиновидной бобины 600 помещается на первом инструментальном штифте 310 и втором инструментальном штифте 330, соответственно, и жгут 210 препрега из углеродного волокна обматывается вокруг каждой части 620 бобины и между ними.
[0075] На стадии 920 первый клин 510 устанавливается на первом конце 520 жгута 210 препрега из углеродного волокна. Жгут 210 препрега из углеродного волокна зажимается вместе, чтобы сформировать уплотненный пучок с первым расщеплением 530 на остром конце 515 первого клина 510. Если используется клиновидная бобина 600, жгут 210 препрега из углеродного волокна зажимается вместе, чтобы сформировать уплотненный пучок с первым расщеплением 530 на остром конце клиновидной части 610.
[0076] На стадии 930 второй клин 710 устанавливается на втором конце 770 жгута 210 препрега из углеродного волокна во втором расщеплении 760. Если используется клиновидная бобина 600, дополнительный клин для установки не требуется, но клиновидная часть 610 второй клиновидной бобины 600 окончательно располагается на втором конце 770 жгута 210 препрега из углеродного волокна во втором расщеплении 760.
[0077] Затем, на стадии 940, жгут 210 препрега из углеродного волокна обвязывается на месте обвязкой 270 на первом расщеплении 530. Для обвязки 270 можно использовать жгут из углеродного волокна. Использование обвязки 270 для крепления жгута 210 препрега из углеродного волокна непосредственно к первому расщеплению 530 жгута 210 препрега из углеродного волокна ограничивает ударную нагрузку в этой точке, чтобы предотвратить растекание жгута 210 препрега из углеродного волокна.
[0078] Затем, на стадии 950, термоусадочная трубка 230, такая как термоусадочная трубка из PVDF, накладывается поверх жгута 210 препрега из углеродного волокна, что требует временного удаления второй бобины 340 или второй клиновидной бобины 600. В одном примерном варианте осуществления термоусадочная трубка 230 представляет собой стойкую к высоким температурам и истиранию термоусадочную трубку из PVDF. В одном варианте осуществления термоусадочная трубка 230 состоит из двух кусков, так что имеется соединение внахлест в середине жгута 210 препрега из углеродного волокна. Однако можно использовать один или более двух кусков термоусадочной трубки 230.
[0079] Это соединение позволяет протолкнуть термоусадочную трубку 230 к первому клину 510 и обеспечить выход воздуха из термоусадочной трубки 230 во время отверждения жгута 210 препрега из углеродного волокна. Специалисту в данной области техники будет очевидно, что усадку 4:1 можно использовать для термоусадочной трубки 230, чтобы она была достаточно большой, чтобы скользить по жгуту 210 препрега из углеродного волокна для тросов большой длины, но при этом имела достаточную усадку для уплотнения жгута 210 препрега из углеродного волокна во время отверждения.
[0080] Величина усадки термоусадочной трубки 230 и температуры, необходимые для усадки термоусадочной трубки 230, относительно температуры отверждения жгута 210 препрега из углеродного волокна должны тщательно контролироваться так, чтобы они соответствовали друг другу. Тепловой профиль должен быть адаптирован таким образом, чтобы термоусадочная трубка 230 уплотнялась, когда смола имеет наименьшую вязкость и до того, как она начнет полимеризоваться с применением натяжных грузов. Термоусадочная трубка 230 должна полностью сжаться до того, как эпоксидная смола в жгуте 210 препрега из углеродного волокна начнет полимеризоваться.
[0081] В одном варианте осуществления термоусадочная трубка 230 подвергается максимальной усадке, когда вязкость эпоксидной смолы в жгуте 210 препрега из углеродного волокна снижается при нагревании. Следовательно, уплотнение жгута 210 препрега из углеродного волокна достигается до того, как произойдет полимеризация смолы.
[0082] На стадии 960, после наложения термоусадочной трубки 230 поверх жгута 210 препрега из углеродного волокна, можно повторно установить вторую бобину 340 и установить второй клин 710 на втором конце 770 жгута 210 препрега из углеродного волокна. Если клиновидная бобина 600 используется вместо комбинации второй бобины 340 и второго клина 710, на этой стадии повторно устанавливается вторая клиновидная бобина 600. В этой точке жгут 210 препрега из углеродного волокна затем обвязывается на месте обвязкой 270 на втором расщеплении 760.
[0083] На стадии 970 груз 720 используется для натяжения жгута 210 препрега из углеродного волокна до желаемой длины для управляющего троса 200 из углеродного волокна. Жгут 210 препрега из углеродного волокна затем стабилизируется под натяжением, и термоусадочная трубка 230 устанавливается в ее окончательное положение.
[0084] На стадии 980, после того, как жгут 210 препрега из углеродного волокна стабилизирован под натяжением, термоусадочная трубка 230 устанавливается в ее окончательное положение. Термоусадочная пленка 260 размещается поверх и вокруг жгута 210 препрега из углеродного волокна от той точки, где он расщепляется, чтобы пройти вокруг первой бобины 320 в первом расщеплении 530 и вокруг второй бобины 340 во втором расщеплении 760, или части 620 бобины, если используется клиновидная бобина 600. Затем на первое расщепление 530 и второе расщепление 760 накладываются обвязки 250 из углеродного волокна. Обвязки 250 из углеродного волокна предотвращают дальнейшее расщепление жгута 210 препрега из углеродного волокна под действием высоких растягивающих нагрузок.
[0085] На стадии 990 источник тепла, такой как замкнутое пространство печи, используется для нагрева с целью усадки термоусадочной трубки 230 и термоусадочной пленки 260 и отверждения эпоксидной матрицы жгута 210 препрега из углеродного волокна, когда он находится под натяжением.
[0086] В одном варианте осуществления типичная температура отверждения повышается от температуры окружающей среды до 350 градусов по Фаренгейту и выдерживается при этой более высокой температуре в течение минимум 2 час. Для достижения максимальной прочности управляющего троса 200 из углеродного волокна необходимо, чтобы эпоксидная матрица полностью отвердела. В альтернативном варианте осуществления управляющий трос 200 из углеродного волокна может быть удален после начального отверждения и дополнительно отвержден во второй печи. Преимущество последующего отверждения управляющего троса 200 из углеродного волокна в качестве второго процесса заключается в том, что это позволяет быстрее изготовить следующий управляющий трос 200 из углеродного волокна с использованием процесса 900 изготовления управляющего троса 200 из углеродного волокна с использованием инструмента 300 изготовления, и партия готовых управляющих тросов 200 из углеродного волокна может вместе подвергаться последующему отверждению, что является более эффективным.
[0087] Альтернативный вариант осуществления
[0088] В альтернативном варианте осуществления, как показано на Фиг. 10, управляющий трос 1000 из арамида может быть изготовлен путем использования жгута 1010 препрега из арамидного волокна вместо жгута 210 препрега из углеродного волокна в управляющем тросе 200 из углеродного волокна, и использования производственного процесса 900 и производственного инструмента 300, раскрытых в настоящем документе. Жгут 1010 препрега из арамидного волокна является подходящим для приложений, в которых проводящее волокно нежелательно.
[0089] Однако в случае управляющих тросов 1000 из арамида термоусадочная трубка 230 может включать в себя добавку или наполнитель, блокирующий ультрафиолетовое излучение, для защиты арамидного волокна от разрушения под воздействием ультрафиолетового света. В одном варианте осуществления термоусадочная трубка 230 может представлять собой термоусадочную трубку из PDVF Kynar™, которая доступна с черным пигментом, который может использоваться в качестве барьера для ультрафиолетового света.
[0090] Фиг. 11 показывает управляющий трос 1100 с клиновидной бобиной 600, который является примером альтернативного варианта осуществления управляющего троса 200 из углеродного волокна. Управляющий трос 1100 с клиновидной бобиной 600 может быть изготовлен либо из жгута 210 препрега из углеродного волокна, либо из жгута 1010 препрега из арамидного волокна с использованием производственного процесса 900 и производственного инструмента 300, раскрытых в настоящем документе. Альтернативный управляющий трос 1100 с клиновидной бобиной 600 имеет такую же предельную прочность, как и управляющий трос 200 из углеродного волокна с первым клином 510 и вторым клином 710, сделанными из G10 или алюминия, при условии, что угол клина, условия изготовления, такие как натяжение намотки и эквивалентная сила натяжения, а также условия отверждения в печи являются одинаковыми.
[0091] Как показано на Фиг. 12, в еще одном альтернативном варианте осуществления жгут 210 препрега из углеродного волокна или жгут 1010 препрега из арамидного волокна может использоваться с инструментом 300 изготовления стабилизирующего троса 1200, а также для других применений тросов натяжения или натяжных элементов для структур 1210 самолетов и дирижаблей с использованием производственного процесса 900.
[0092] В некоторых приложениях для самолетов и дирижаблей защита от удара молнии может быть встроена в управляющий трос 200 из углеродного волокна, управляющий трос 1000 из арамида, управляющий трос 1100 с клиновидной бобиной 600 или стабилизирующий трос 1200 путем добавления внешнего слоя проволочной сетки или другого проводящего поверхностного материала и навивки его на первую бобину 320 и вторую бобину 340 или на клиновидные бобины 600, в зависимости от того, что используется.
[0093] В то время как настоящее изобретение было конкретно описано в связи с некоторыми конкретными вариантами его осуществления, следует понимать, что это сделано в качестве иллюстрации, а не в качестве ограничения. Разумные вариации и модификации возможны в пределах объема вышеизложенного раскрытия и чертежей без отклонения от духа настоящего изобретения.
Реферат
Изобретение в целом относится к композитным тросам, таким как управляющие тросы и стабилизирующие тросы натяжения для высотных самолетов и дирижаблей, а также к устройству и способу для их изготовления. Трос состоит из жгута волокнистого препрега, заключенного в полимерный рукав, с одной бобиной на каждом конце для облегчения соединения. Укрепление жгута волокнистого препрега по длине троса с помощью высокотемпературной термоусадочной трубки, например из поливинилиденфторида (PVDF), позволяет устранить скручивание жгута волокнистого препрега, уменьшая таким образом количество витков вокруг бобин. Устранение перекручивания жгута волокнистого препрега также уменьшает необходимую длину волокна и, следовательно, уменьшает общее изменение длины управляющего троса при колебаниях температуры. Дополнительная прочность троса может быть достигнута за счет добавления и поддержания значительного натяжения жгута волокнистого препрега путем приложения груза во время процесса отверждения. Изобретение обеспечивает получение управляющих и стабилизирующих тросов и тросов натяжения для высотных самолетов и дирижаблей, имеющих малый вес, высокую прочность и низкий коэффициент теплового расширения (CTE). 4 н. и 24 з.п. ф-лы, 16 ил.
Комментарии