Тяговый элемент лифтовой установки (варианты) и способ его изготовления - RU2487075C2
Код документа: RU2487075C2
Чертежи


Описание
Область техники, к которой относится изобретение
Данное изобретение, в общем, относится к тяговым элементам лифтовых установок. Более конкретно, данное изобретение относится к тяговому элементу лифтовой установки, оболочка которого имеет поверхность специального вида.
Уровень техники
Лифтовые установки обычно включают кабину и противовес, которые перемещаются в шахте лифта, что дает возможность доставлять пассажиров или груз к расположенным на разной высоте площадкам, находящимся, например, внутри здания. Тяговый элемент, например система канатов или лента, обычно огибает ряд канатоведущих шкивов и несет на себе в качестве нагрузки кабину и противовес. Существуют различные виды тяговых элементов, применяемых в лифтовых установках.
Примеры тяговых элементов включают структуры, состоящие из полимерной оболочки (например, изготовленной из полиуретана или нейлона), окружающей работающие на растяжение, или тяговые, элементы (например, стальные канаты или армирующие волокна). Такие композитные структуры в сечении могут быть круглыми или прямоугольными.
Для изготовления некоторых тяговых элементов процесс экструзии, выполняемой для покрытия тяговых элементов оболочкой, требует выбора материала, имеющего физико-химические свойства, обеспечивающие технологичность процесса покрытия оболочкой. Но может оказаться, что готовая оболочка после установки в лифтовую установку имеет характеристики сцепления, не соответствующие желательным. Для некоторых материалов, дающих преимущества в процессе изготовления, результирующий коэффициент трения между оболочкой и поверхностями канатоведущих шкивов лифтовой установки может оказаться большим или меньшим, чем требуется, чтобы удовлетворить требованиям относительно степени сцепления для лифтовых установок, установленных в шахтах.
С помощью обычных процессов формируется оболочка, у которой соприкасающаяся с канатоведущими шкивами поверхность является гладкой, "глянцевитой". В некоторых случаях подобная гладкость может приводить к нежелательной адгезии между оболочкой и канатоведущим шкивом лифта. В большинстве случаев результирующий коэффициент трения между гладкой поверхностью и канатоведущим шкивом оказывается не соответствующим желательным характеристикам сцепления.
Некоторые оболочки содержат полиуретан. Большинство производителей полиуретановых материалов поставляют полиуретановые заготовки, содержащие добавки, такие как воски или парафины, агенты, способствующие отделению от формообразующих поверхностей, и компоненты, повышающие технологичность полиуретана при обработке. Эти добавки в процессе литья или прессования обычно мигрируют к поверхности оболочки. Такие воски, парафины, агенты, способствующие отделению от формы, и добавки, повышающие технологичность, мигрируют к поверхности полиуретанового слоя, в результате чего формируется поверхностный слой, свойства которого создают указанные выше трудности, связанные со степенью сцепления.
Существует потребность в альтернативных композитных структурах, дающих возможность уменьшить или устранить недостатки, обусловленные нежелательными фрикционными свойствами типичных полимерных оболочек. Целью данного изобретения является удовлетворение этой потребности.
Раскрытие изобретения
Приводимый в качестве примера способ изготовления тяговых элементов для лифтовых установок включает удаление по крайней мере части слоя с по крайней мере одной поверхности полимерной оболочки, обычно окружающей по крайней мере один работающий на растяжение элемент; в результате такого удаления на поверхности оболочки оказывается чистый полиуретан. В одном примере способ предусматривает выход на поверхность чистого полиуретана по всей площади поверхности.
В одном примере по крайней мере часть поверхностного слоя удаляется химическим способом, например, с помощью обработки поверхности жидкими химическими реагентами или травления. В другом примере по крайней мере часть поверхностного слоя удаляется механическим путем с использованием по крайней мере одного из таких способов, как обработка абразивным инструментом, истирание или стачивание поверхности оболочки. В другом примере целостность поверхностного слоя нарушается с помощью прокатки валом, вызывающей сдвиговое разрушение с образованием углублений, благодаря чему на поверхности оказывается присутствующим материал из нижележащего полиуретанового слоя.
В примере тяговый элемент включает по крайней мере один работающий на растяжение элемент. Оболочка обычно окружает работающий на растяжение элемент. Оболочка имеет по крайней мере одну внешнюю поверхность, на которой присутствует чистый полиуретан. В одном примере поверхность, на которой присутствует чистый полиуретан, является гладкой.
В другом примере указанная поверхность является шероховатой. Различные особенности и преимущества настоящего изобретения станут очевидными специалистам в данной области из следующего далее подробного описания воплощений, рассматриваемых в настоящее время как предпочтительные. Чертежи, сопровождающие подробное описание, могут быть кратко охарактеризованы следующим образом.
Краткое описание чертежей
На фиг.1 схематически показана часть взятого в качестве примера тягового элемента, сконструированного в соответствии с одним воплощением данного изобретения.
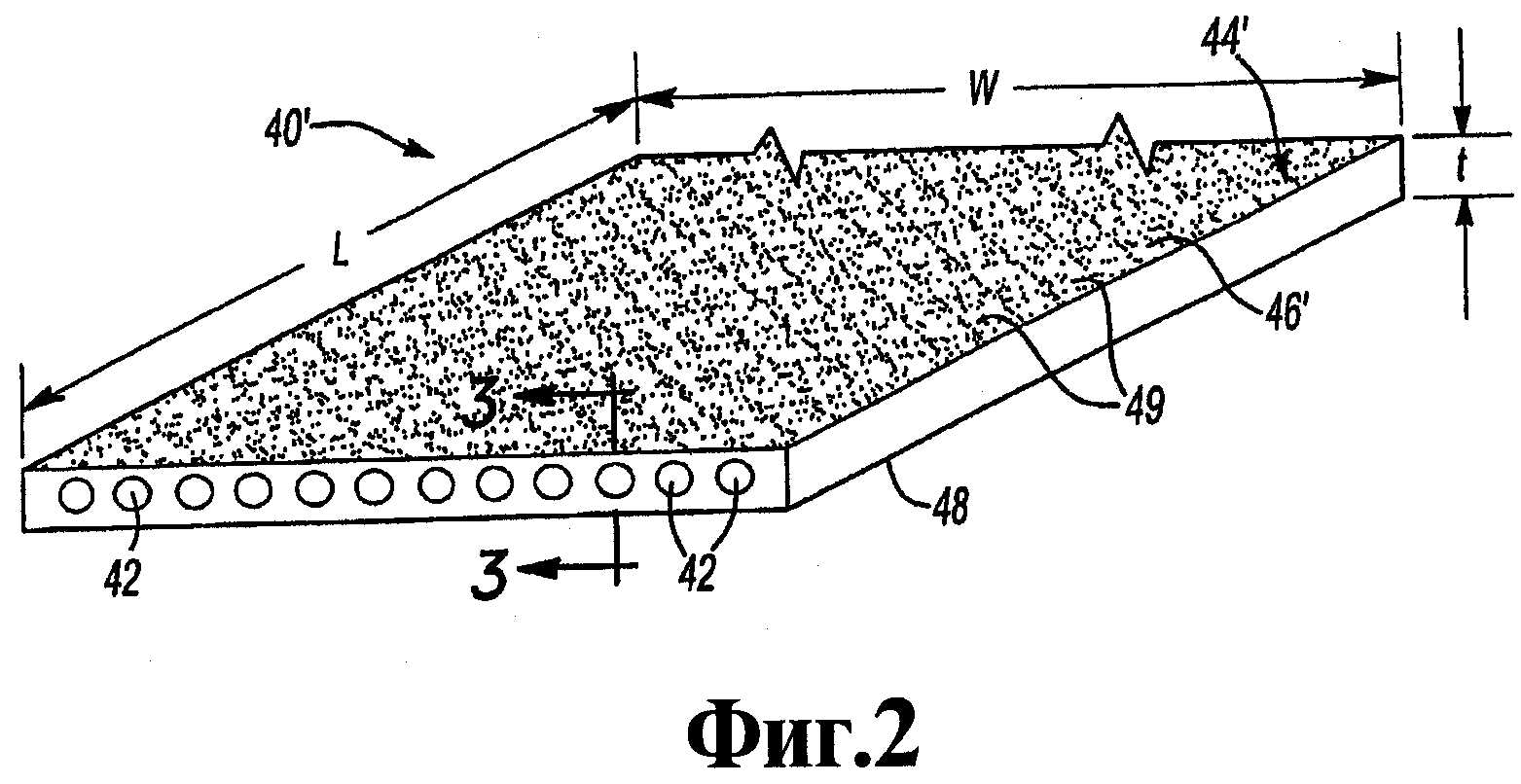
На фиг.2 схематически показана часть другого взятого в качестве примера тягового элемента, сконструированного в соответствии с другим воплощением данного изобретения.
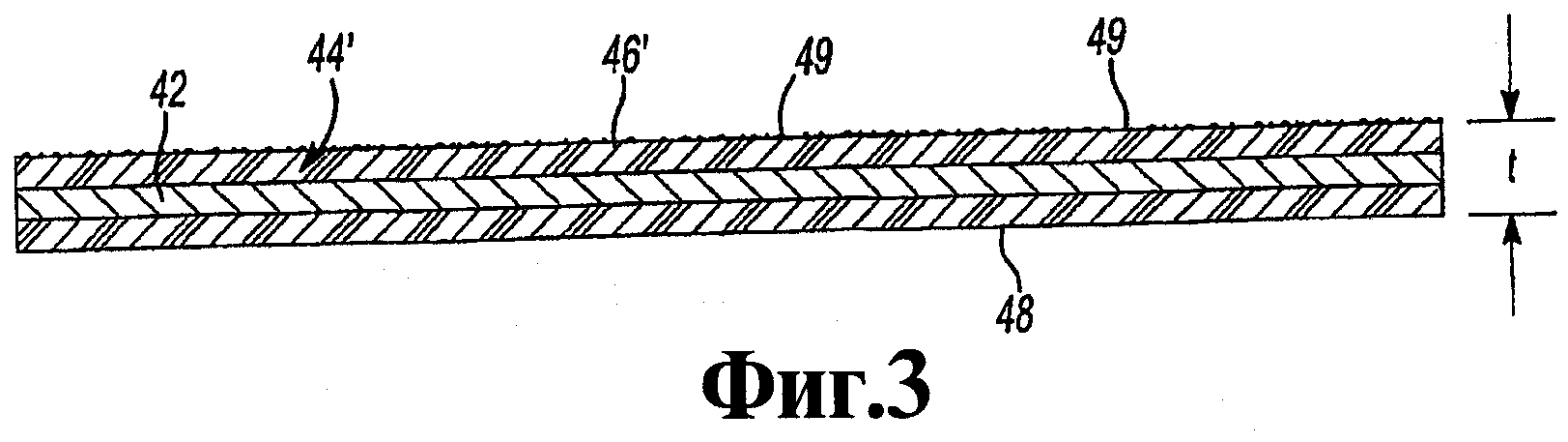
На фиг.3 представлен поперечный разрез вдоль отрезка 3-3, показанного на фиг.2.
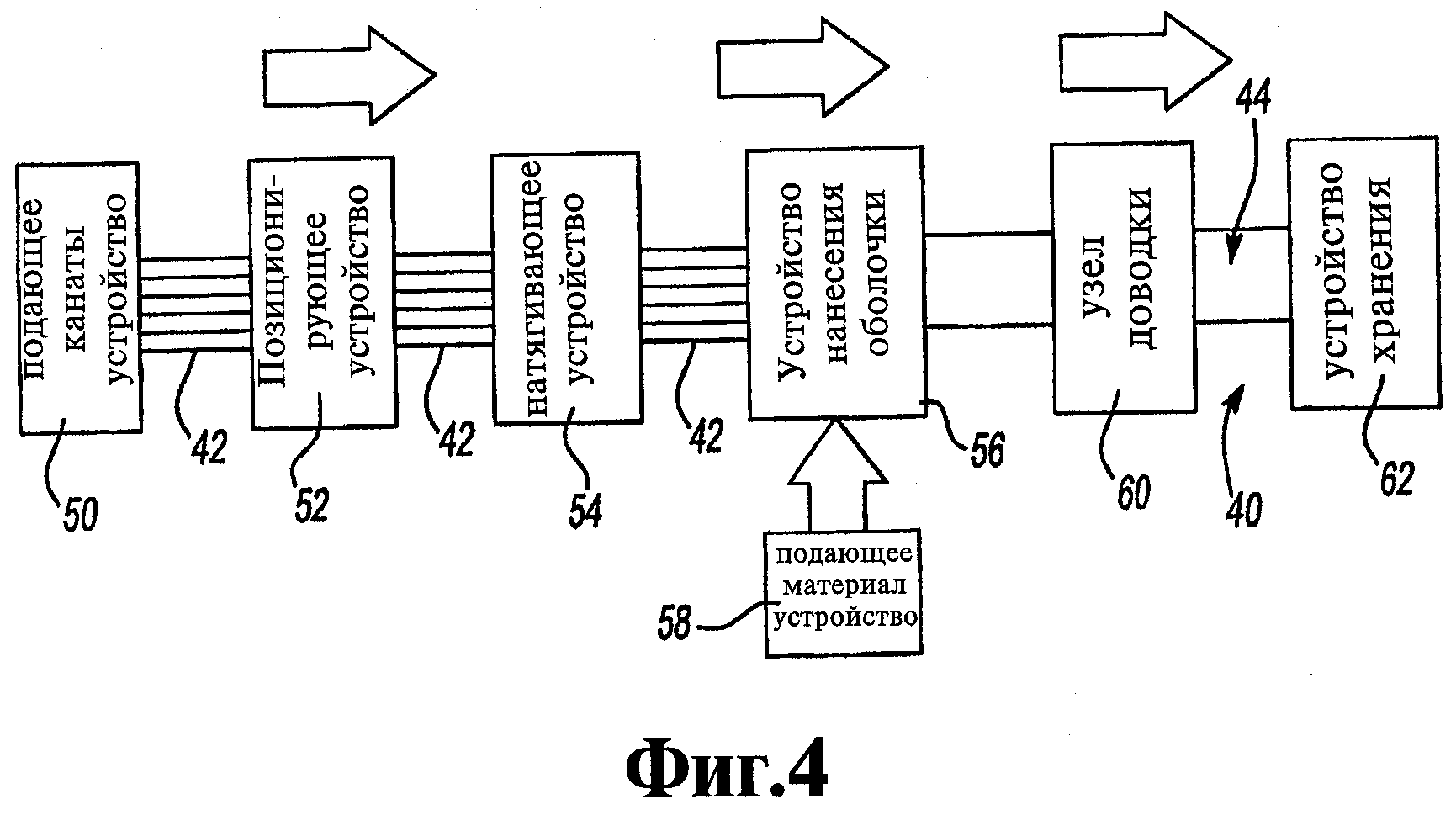
На фиг.4 схематически показан взятый в качестве примера способ изготовления тяговых элементов, сконструированных в соответствии с воплощением данного изобретения.
На фиг.5 схематически показан пример конфигурации, частично реализующей способ, соответствующий воплощению, представленному на фиг.4.
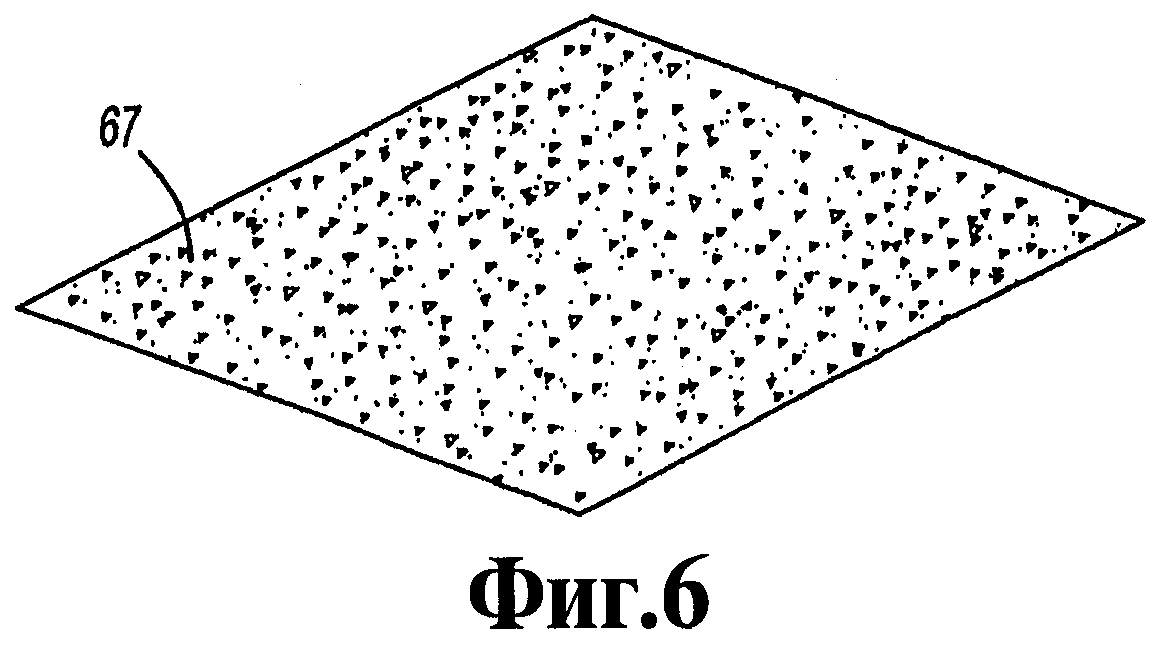
На фиг.6 схематически представлен пример приспособления, используемого в воплощении, показанном на фиг.4.
На фиг.7 схематически представлен пример другого приспособления, используемого в воплощении, показанном на фиг.4.
На фиг.8 схематически представлен пример другого приспособления, используемого в воплощении, показанном на фиг.4.
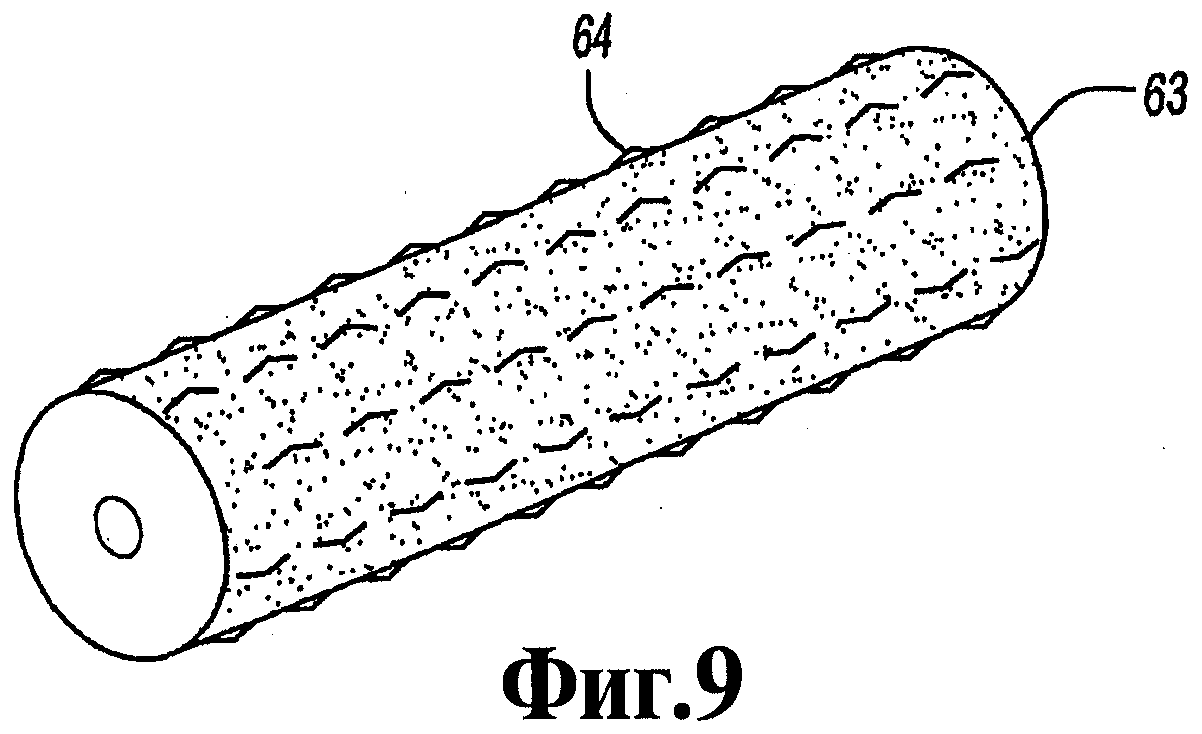
На фиг.9 схематически показан пример устройства для нарушения целостности поверхности взятой в качестве примера оболочки.
Осуществление изобретения
На фиг.1 схематически показан тяговый элемент 40, предназначенный для применения в лифтовой установке. Набор канатов 42 ориентирован, в целом, параллельно продольной оси тягового элемента 40. В одном примере канаты 42 изготовлены из прядей стальной проволоки. Оболочка 44 обычно окружает канаты 42. В другом примере тяговый элемент имеет в сечении скорее круглую, чем прямоугольную форму и может содержать единственный работающий на растяжение элемент.
В одном примере оболочка 44 содержит материал на основе полиуретана. В продаже имеются многие такие материалы; они известны в данной области как применимые в лифтовых установках. В одном примере предпочтительный уретановый материал представляет собой полиуретановый термопласт (TPU). Другими примерами могут служить разнообразные TPU, включая TPU на основе эфиров, сложных эфиров (или эстеров) и алифатических соединений, и производные, содержащие фтор и другие элементы, такие, что обеспечиваются требуемые прочностные свойства указанных TPU.
С помощью настоящего описания специалисты в данной области смогут выбрать материал для оболочки, удовлетворяющий потребностям, вытекающим из их особенностей конкретного применения.
Для приведенного примера оболочки 44 устанавливаются значения наружной длины L, ширины W и толщины t тягового элемента 40. В одном примере ширина W тягового элемента равна приблизительно 30 миллиметрам, а его толщина t - приблизительно 3 миллиметрам. В том же примере канаты 42 имеют диаметр 1,65 миллиметра. Предпочтительно, чтобы канаты 42 продолжались на всю длину L композитной структуры. Оболочка примера 44 имеет наружные поверхности 46 и 48. По крайней мере одна из поверхностей 46, 48 будет соприкасаться с канатоведущим шкивом и, возможно, с другими компонентами лифтовой установки при движении тягового элемента 40, обеспечивающем желательное перемещение кабины лифта. По крайней мере на наружной поверхности 46 обнажается чистый полиуретановый материал. В одном примере чистый полиуретан обнажен на ширину W и длину L.
Пример композитной структуры включает ряд разделенных промежутками канавок 47, на равном расстоянии пересекающих поверхность 46; эти канавки образуются при изготовлении ленты некоторыми способами. Как известно, участки канатов, находящиеся в областях канавок, могут, по крайней мере частично, выходить на поверхность, то есть не полностью быть покрытыми материалом оболочки 44. В канавках 47 может отсутствовать выход на поверхность чистого полиуретана. По крайней мере, области оболочки, расположенные между канавками, характеризуются некоторым выходом на поверхность чистого полиуретана. Поверхность 46 образуется в результате по крайней мере частичного перемещения (то есть снятия или нарушения целостности) материала слоя, богатого амидами, которые мигрируют к поверхности оболочки 44 в процессах литья, прессования и отвердения, обычно применяемых для формирования оболочки 44. Различные способы удаления по крайней мере части поверхностного слоя 46 описаны ниже.
В примере, представленном на фиг.1, поверхность 46 является гладкой. В этом примере гладкость поверхности не препятствует желательному сцеплению (что имеет место для более ранних тяговых лент с уретановой оболочкой), потому что более не проявляются химические свойства богатого амидами слоя, который удален. Поверхностный слой, на котором имеются выходы на поверхность чистого полиуретана, обладает более благоприятными фрикционными свойствами.
В одном примере удаляется весь богатый амидами слой, а поэтому вся поверхность 46 (кроме канавок 47) характеризуется выходом на поверхность чистого полиуретана. В другом примере на поверхности 46 остается часть богатого амидами слоя. В последнем примере только на части поверхности 46 наблюдается выход чистого полиуретана.
На фиг.2 и 3 показано другое примерное воплощение тягового элемента 40', который сформирован в виде плоской ленты, но не имеет на поверхности 46' канавок 47. Примерное воплощение, показанное на фиг.2 и 3, изготовляется с применением способов, отличных от способов, примененных в примерном воплощении, показанном на фиг.1, поэтому канавки 47 представлены только в воплощении, показанном на фиг.1. В этом примере на поверхности 49' создается множество углублений, благодаря чему поверхность становится шероховатой. Шероховатость в примере 46' обусловлена множеством нерегулярностей рельефа поверхности, которые придают поверхности 46' шероховатость (иначе говоря, лишают поверхность гладкости). В примере, взятом в качестве иллюстрации, на поверхности 46' образуется множество углублений 49. В некоторых примерах расположение нерегулярностей на поверхности можно сделать управляемым. В других примерах нерегулярности могут распределяться на поверхности 46' случайным образом.
В одном примере на поверхности 46' создается множество углублений 49, глубина которых составляет по крайней мере пять микрон. Могут создаваться углубления с большей глубиной, в зависимости от требований, предъявляемых конкретными воплощениями.
В одном примере шероховатая поверхность 46' является чисто полиуретановой по всей своей ширине. В этом примере углубления 49 создаются в полиуретановом материале в процессе удаления всего слоя, содержащего амиды.
В другом примере часть богатого амидами слоя сохраняется. В примере углубления 49 образуются в результате удаления части богатого амидами слоя. В данном примере в углублениях 49 на поверхность выходит чистый полиуретан.
Благодаря шероховатости поверхности коэффициент трения между тяговым элементом и канатоведущим шкивом может значительно отличаться от значений коэффициента трения для гладкой поверхности, состоящей из богатого амидами материала, расположенного выше уретана. Шероховатая поверхность 46 в некоторых примерах существенно уменьшает трение. В зависимости от уретанового материала, выбранного для изготовления оболочки 44', наблюдается следующее: если коэффициент трения уменьшается при увеличении давления, то шероховатая поверхность 46' эффективно увеличивает давление и уменьшает трение. С другой стороны, для некоторых уретановых материалов коэффициент трения увеличивается при увеличении давления, а поэтому увеличение степени шероховатости может примести к увеличению трения. В обоих случаях шероховатость поверхности 46' уменьшает адгезию, даже если некоторая часть содержащего амиды материала остается на поверхности, а поэтому уменьшается кажущееся трение. Специалисты в данной области, для которых данное описание может быть полезным, смогут выбрать соответствующую фактуру поверхности (то есть степень ее шероховатости) с тем, чтобы удовлетворить требованиям, возникающим в конкретных ситуациях, учитывая материал, выбираемый для изготовления композитной структуры тягового элемента.
На фиг.4 схематически показан способ изготовления одного тягового элемента, взятого в качестве примера. Подающее канаты устройство 50 подает канаты 42. Позиционирующее устройство 52 придает канатам 42 требуемое положение и ориентирует канаты 42 так, чтобы канаты проходили параллельно продольной оси тягового элемента 40. Натягивающее устройство 54 управляет степенью натяжения канатов 42 в процессе нанесения оболочки. Устройство 56 для нанесения оболочки предпочтительно включает подходящее формообразующее или другое устройство, служащее для нанесения материала оболочки на канаты 42. Подающее материал устройство 58 подает выбранный материал для нанесения оболочки 56 обычным способом. Материал оболочки может наноситься на канаты 42 с помощью литья или прессования под давлением, экструзии или иными способами. Сформированная композитная структура в этом примере подвергается завершающей обработке в узле доводки 60. В иллюстрируемом примере узел доводки включает по крайней мере одно устройство для удаления с оболочки 44 по крайней мере части по крайней мере одного поверхностного слоя.
На фиг.5 схематически изображено приспособление, применимое в воплощении данного изобретения для удаления по крайней мере части богатого амидами слоя с поверхности 46 оболочки 44. В примере, показанном на фиг.5, подушечка 65, служащая для придания шероховатости, имеет шероховатую поверхность 66; она позиционируется механизмом узла доводки 66 таким образом, что поверхность 66 соприкасается по крайней мере с поверхностью 46 оболочки 44. В одном примере перемещающий механизм заставляет устройство 65 для придания шероховатости совершать быстрое круговое или возвратно-поступательное движение, благодаря которому происходит абразивное снятие слоя материала с поверхности 46 оболочки 44.
На фиг.6 схематически показан другой пример, в котором абразивный лист 61 (например, наждачная бумага) поддерживается в соответствующем положении в узле доводки 60 таким образом, что он соприкасается по крайней мере с поверхностью 46, благодаря чему происходит удаление в нужном количестве материала с поверхности 46.
На фиг.7 схематически показано другое приспособление для удаления материала с поверхности 46. В этом примере шлифовальная подушечка 68 позиционируется таким образом, что происходит шлифование по крайней мере поверхности 46 до тех пор, пока не будет достигнута нужная степень шероховатости.
На фиг.9 показан вал 63, применимый для нарушения целостности поверхности 46. В данном примере применяются выдающиеся элементы 64, которые нарушают целостность поверхности, так что на поверхность 46 в соответствующих областях выходит чистый полиуретан. В некоторых примерах вал 63 не удаляет материал с поверхности 46, а лишь деформирует его сдвигом. Нарушение поверхностного слоя с помощью рельефного вала или колеса может производиться, пока сформированная экструзией оболочка не остыла. В альтернативном варианте процесса могут применяться нагреваемый вал и внешний нагреватель, служащие для деформации изготовленной из термопласта оболочки, уже остывшей за время, прошедшее после экструзии. Принцип, лежащий в основе данного способа, состоит в нарушении целостности поверхностного слоя парафина или воска для того, чтобы этот слой не блокировал проявление свойств основного эластомера. Показанные здесь конкретные устройства для механического удаления материала с поверхности 46 могут варьироваться в зависимости от конкретных материалов, выбранных для изготовления оболочки, и от конкретной фактуры, которую желательно придать поверхности для данного применения. Кроме того, процесс удаления может быть выбран сухим или влажным, например, с целью облегчения погрузочно-разгрузочных работ. Специалисты в данной области, которым может быть полезно данное описание, установят, что именно в наибольшей мере будет соответствовать конкретному применению, в котором может осуществляться сочетание более чем одного из описанных здесь устройств или устройств аналогичного действия.
В то время как примеры, представленные на фиг.5-7 и 9, иллюстрируют механические способы удаления и/или деформации, в другом примере узла доводки 60 применяется процесс удаления, основанный на химическом воздействии. В одном примере на по крайней мере поверхность 46 наносится аппликатором 70 жидкий химический реагент, такой как смесь 2-бутоксиэтанола с водой, в результате чего частично разрушается материал поверхности 46, благодаря чему после смывания реагента (например, водой) на поверхности оказывается чистый полиуретан. В другом примере по крайней мере к поверхности 46 применяется способ химического травления. Специалисты в данной области, которым может быть полезно настоящее описание, смогут выбрать соответствующие потребностям конкретных применений реагенты и временной график процесса обработки с тем, чтобы получить желательное количество чистого полиуретана, присутствующего по крайней мере на поверхности 46.
В одном примере узел доводки 60 включает также формообразующее устройство, контрольно-измерительное устройство, служащее для контроля размеров, и ванну для обработки холодной водой, в которой материал оболочки и находящиеся внутри оболочки канаты охлаждаются до нужной температуры. Предпочтительно, чтобы формообразующее устройство узла доводки включало жесткую конструкцию, вынуждающую оболочку принимать желательную внешнюю форму (то есть прямоугольную в сечении форму). Контрольно-измерительное устройство, например известный прибор лазерной триангуляции, определяет, была ли получена желательная геометрическая форма. Предпочтительно, чтобы готовый тяговый элемент 40 хранился далее на устройствах 62, таких как катушки или барабаны, которые могли бы использоваться для транспортировки на различные рабочие площадки, где производится установка лифтовых установок. Тяговый элемент 40 может быть обрезан до заданной длины заранее или может поставляться с запасом длины, чтобы при инсталляции техник выбрал соответствующую конкретному применению длину тяговой ленты.
Данное выше описание носит иллюстративный, а не ограничительный характер. Специалистам в данной области могут стать очевидными вариации и модификации приведенных примеров, не обязательно выводящие за пределы области, соответствующей сущности данного изобретения. Область, на которую распространяется правовая защита данного изобретения, может быть определена только при рассмотрении следующий далее формулы изобретения.
Реферат
Устройство тягового элемента лифтовых установок имеет по крайней мере одну поверхность (46) оболочки (44), обладающую улучшенным сцеплением. При осуществлении способа производят удаление материала с поверхности тягового элемента, при этом удаляемый материал представляет собой поверхностную смесь полиуретана и его примесей. Тяговый элемент таким образом выполнен с удаленным с поверхности оболочки материалом. Вариант выполнения тягового элемента заключается в том, что внешняя поверхность оболочки имеет обнажение из полиуретана, свободного от примесей. В одном примере применяется механический процесс с целью удаления по крайней мере части богатого амидами материала с поверхности (46) после экструзии оболочки на тяговые элементы (42), работающие на растяжение. В другом примере применяется процесс химического травления. В третьем описанном примере предусматривается нарушение целостности поверхности оболочки. Изобретения обеспечивают улучшение фрикционных свойств полимерных оболочек. 3 н. и 17 з.п. ф-лы, 9 ил.
Комментарии