Способ изготовления замкнутого каната посредством сращивания - RU2607756C2
Код документа: RU2607756C2
Чертежи

Описание
Изобретение относится к способу изготовления замкнутого каната посредством сращивания, который может быть использован во множестве областей, например в кабельной транспортировочной установке, использующей тяговый или несуще-тяговый канат.
Для изготовления замкнутого каната необходимо выполнять сращивание двух его концов. Такое сращивание включает замыкание контура каната на обоих его сращиваемых концах посредством повторного переплетения половины прядей каждого из концов каната с образованием узла между парой пересекающихся прядей, а также вставление каждой из завязанных узлом прядей в место, соответствующее области сращивания и из которого предварительно был удален сердечник.
В изобретении под областью сращивания понимается область, содержащая узел сращивания и два участка, непосредственно примыкающих к узлу, вдоль которых две соединенных в узел пряди заправлены в пространство сердечника каната.
В соответствии с известным уровнем техники, сращивание образует локализованную геометрическую неровность, создающую вибрации на различных уровнях, в частности:
- вблизи узлов, образованных из пар пересекающихся прядей каната;
- вблизи распределения зазора между наружными прядями по обе стороны от узлов вдоль областей, где соединенные в узел пряди заправлены в область сердечника;
- или также вблизи конца каждой из этих заправленных областей.
Перемещающаяся по каждому из роликов установки область сращивания создает перемещение, амплитуда которого может достигать нескольких миллиметров. В зависимости от скорости прохождения каната, каждый из роликов установки оказывается подверженным последовательности отдельных перемещений при прохождении каждой из геометрических неровностей сращивания, а также периодическим колебаниям, частота которых в зависимости от случая может составлять несколько десятков герц или даже несколько сотен герц.
Вибрации, создание которых характерно для сращивания тяговых или несуще-тяговых канатов согласно известному уровню техники, могут неблагоприятным образом сказываться на экологии окружающей среды (например, созданием шума вблизи жилых домов) и/или ускорять износ или усталость части ее компонентов и, в частности, самого каната или компонентов устройства, в котором используется замкнутый канат.
Эта ситуация особенно часто встречается в канатных транспортирующих установках, как в отношении людей, так и материалов, которые часто работают на очень высокой рабочей скорости и предполагаемый срок службы которых составляет в общем несколько десятков лет.
Задачей изобретения является устранение указанных недостатков путем разработки способа сращивания, с помощью которого можно получать замкнутый канат, имеющий сращивание с высокой геометрической точностью, что обеспечивает уменьшение или полное исключение вибраций, создаваемых областью сращивания, и увеличение срока службы каната.
Для решения поставленной задачи предлагается способ изготовления замкнутого каната, содержащего сердечник и спирально намотанные вокруг него металлические пряди, при этом способ включает в себя соединение двух концов каната в области сращивания, образование узлов сращивания на концах каждой пряди, которые заправляют внутрь каната после локального удаления сердечника, причем каждую область сращивания заформовывают полимером.
Способ может включать в себя следующие особенности, используемые по отдельности или в совокупности:
- верхнюю часть прядей не покрывают полимером при заформовывании;
- перед заформовыванием в каждой области сращивания распределяют равномерный зазор между прядями;
- зазор распределяют посредством вставки между каждой из прядей прокладки, имеющей форму, подходящую для данной цели;
- прокладка имеет внешнюю поверхность, удерживающую полимер в требуемом положении после выполнения заформовывания;
- концы прядей, заправляемых в область сердечника, с каждой стороны узлов сращивания укорочены для образования свободного объема между концами и сердечником, когда концы заправлены внутрь каната, при этом свободный объем заполняют полимером во время заформовывания;
- заформовывание выполняют с использованием двухкомпонентного термоотверждающегося полимера;
- заформовывание выполняют с использованием пресс-формы, имеющей цилиндрический внутренний объем;
- перед вставкой концов прядей внутрь каната их заделывают путем заформовывания полимером;
- канат включает в себя цельный сердечник, содержащий центральное ядро и равномерно распределенные ребра, между которыми расположены пряди, при этом в областях сращивания заформовывание обеспечивает восстановление ребер.
Другим объектом изобретения является способ изготовления замкнутого каната, содержащего сердечник и спирально намотанные вокруг него металлические пряди, при этом способ включает в себя соединение двух концов каната в области сращивания, образование узлов сращивания на концах каждой пряди, которые заправляют внутрь каната после локального удаления сердечника, причем до вставки прядей внутрь каната их концы заформовывают полимером.
Другой объект изобретения относится к замкнутому канату, полученному в соответствии с изобретением.
Другой объект изобретения относится к применению замкнутого каната по изобретению в качестве тягового или несуще-тягового каната.
Ниже приведено подробное описание примера осуществления изобретения со ссылками на чертежи, на которых:
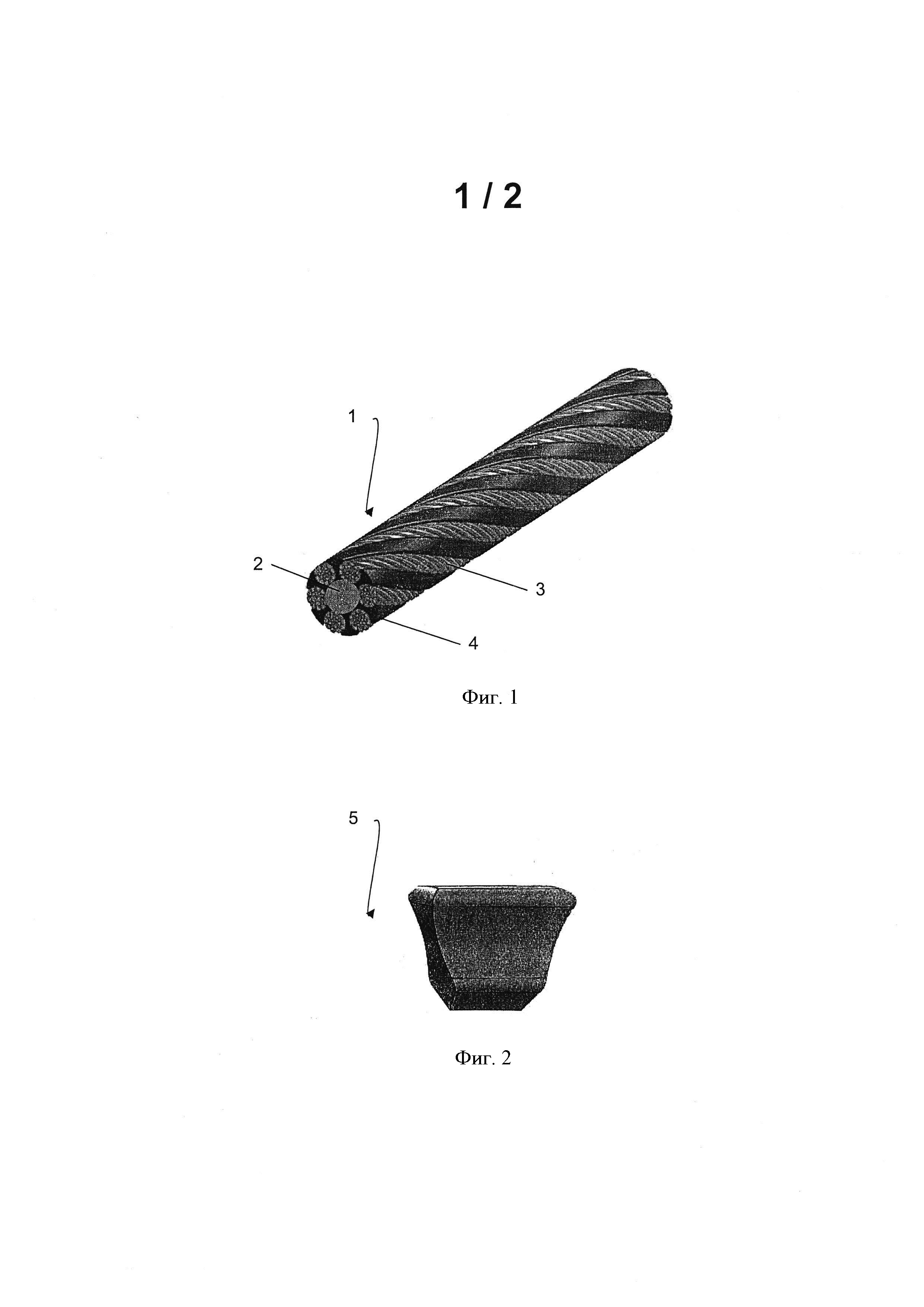
на фиг. 1 показан канат до сращивания, вид в перспективе;
на фиг. 2 показана прокладка для распределения зазора, вид в перспективе;
на фиг. 3 показан канат с прокладкой для распределения зазора, схематический вид в поперечном сечении.
Способ изготовления замкнутого каната согласно изобретению может использоваться для сращивания тягового каната, содержащего цельный сердечник, несущий несколько внешних прядей, образованных из стальной проволоки, причем количество прядей чаще всего равно шести, изготовленных в соответствии с заявкой PCT/FR 12/000152.
Замкнутый контур является бесконечным контуром, полученным сращиванием одного конца каната с другим концом того же каната, причем концы каната расположены напротив друг друга. Указанное не распространяется на канаты, имеющие замкнутый контур на конце, такие как стропы.
Сращивание включает в себя соединение двух концов каната путем замены в каждом из них, в случае четного числа прядей, половины прядей одного конца на пряди другого конца и наоборот и вставки конца пряди внутрь каната в области, где сердечник был заранее удален, после того, как между каждой парой пересекающихся прядей был выполнен узел. В случае нечетного числа прядей один из концов каната должен быть соединен большим количеством прядей, чем другой, причем две пряди, замененные в каждом из концов, соответствуют двум последовательным целым числам, имеющим значение, равное половине количества прядей в канате. За счет выполнения узлов между парами пересекающихся прядей и в меньшей степени за счет заправки соединенных в узел прядей внутрь каната создаются различные более или менее локализованные увеличения диаметра, которые могут достигать до 10% от номинального диаметра каната, причем текущее состояние уровня техники требует, чтобы это значение не было превышено.
Полная операция сращивания, в целом, требует приблизительно 10 операторов.
Изготовление замкнутого каната сращиванием традиционно начинается с приготовления двух областей каната, требующих соединения, путем переплетения каждого из концов. Переплетение выполняют с помощью металлических проводов, размещенных соответственно в середине предварительно рассчитанной длины области сращивания для точного размещения области для соединения двух концов каната. Специалист в данной области техники знает, как определять эту длину на основании диаметра каната. Для подъемных средств общая длина сращивания равна 1200 номинальным диаметрам каната. Таким образом, для диаметра каната 54 мм общая длина сращивания равна около 65 м.
Как только переплетение выполнено, выполняют стыковку двух концов каната поверх одной или более обмоток каната и далее в область стыковки помещают мягкую губку для того, чтобы исключать любое перемещение двух концов каната во время сращивания; удаляют два переплетающих хомута и с каждого конца каната разматывают прядь, заменяя ее пересекающейся прядью другого конца каната, и убирают в положение, выбранное оператором, сращивающим канат, для положения каждого узла - для обоих концов каната - и далее конец каждой пряди выпрямляют вдоль длины, предназначенной для заправки в положение сердечника.
Каждую из пересекающихся прядей соединяют в узел с пересекающейся прядью, приходящей от другого конца каната для того, чтобы образовывать столько узлов сращивания, сколько пересекающихся пар прядей. Поскольку каждый узел расположен в нескольких метрах от близлежащего узла, при их расположении по всей длине важным является точное их позиционирование на основе заранее выбранных позиций.
По обе стороны от каждого из сращенных узлов каждый из концов пряди заправляется внутрь каната, где он занимают положение сердечника, который был намеренно заранее удален вдоль соответствующего участка каната.
Для того чтобы внешние пряди имели хорошую опору, пряди, заправленные в положение сердечника, должны быть покрыты отделкой, состоящей, как правило, из проклеенного текстильного материала.
Как показано на фиг. 1, канат 1 включает в себя цельный сердечник 2 с шестью ребрами 4, между которыми расположены шесть прядей 3. Пряди 3 могут состоять из комплекта проволок различных диаметров, спирально обмотанных вокруг центральной проволоки. Предпочтительно они являются металлическими, более предпочтительно стальными. Центральная часть сердечника каната может быть выполнена в виде пряди, состоящей из комплекта проволок различных диаметров, спирально обмотанных вокруг центральной проволоки. Он также предпочтительно являются металлическим, более предпочтительно стальным. Кроме того, сердечник каната может иметь расположенные в нем продольно металлические или неметаллические волокна.
Канат 1 имеет на конце, по существу, цилиндрическую внешнюю поверхность для минимизации вибраций и шума, создаваемых при прохождении каната по направляющим роликам и различным элементам устройства, в котором он используется.
За счет использования сердечника 2 и ребер 4 межцентровое расстояние между смежными прядями 3 оказывается больше в этом типе каната, чем в тяговом или несуще-тяговом канате с традиционной конструкцией согласно известному уровню техники.
Следовательно, в одинаковом металлическом профиле диаметр стандартной части каната 1 оказывается незначительно больше, чем тот же диаметр тягового или несуще-тягового каната с традиционной конструкцией, что позволяет, когда контур находится под напряжением и вопреки тому, что возможно при выполнении сращивания на тяговом или несуще-тяговом канате с традиционной конструкцией, получать в готовых узлах между попарно пересекающимися прядями диаметр, который близок или даже равен диаметру каната под напряжением за пределами области сращивания.
Для дополнительного улучшения геометрической точности сращивания добавляют этап заформовывания каждой области сращивания полимером, например двухкомпонентным термоотверждающимся полимером, таким как подходящий полиуретан. Также может использоваться формование вокруг каждой пряди, заправляемой на противоположных сторонах узлов, выполняемых попарно между пересекающимися прядями. Указанные выше операции могут использоваться отдельно или вместе, в частности заформовывание каждой из заправляемых прядей может предпочтительно использоваться во время сращивания тяговых или несуще-тяговых канатов согласно известному уровню техники.
За счет заформовывания каждой области сращивания может быть достигнута максимально возможная цилиндрическая поверхность по всей длине области сращивания, что улучшает геометрическую точность каната и таким образом его рабочие характеристики.
За счет заформовывания области сращивания ребра 4 в этих областях могут быть максимально воссозданы для получения цилиндрической поверхности изделия, тем самым достигая геометрии области сращивания, схожей или максимально близкой к геометрии каната на его стандартной части.
В предпочтительном варианте выполнения область сращивания частично заформовывают так, что верхний участок прядей не покрывается полимером, что исключает увеличение диаметра области сращивания.
В предпочтительном варианте выполнения в каждой из областей сращивания, где каждую из попарно скрещенных прядей заправляют в местоположение заранее удаленного сердечника, после выполнения соответствующего узла, равномерно распределяют зазор между смежными прядями до начала заформовывания областей сращивания.
Равномерный зазор может быть образован вдоль каждой из областей сращивания посредством расположения прокладок между двумя прядями на одинаковых интервалах и настолько близко друг к другу, насколько это необходимо, или прокладок 5 с двойной выемкой (фиг. 2, 3). Например, прокладки могут быть вставлены на каждых 10-25 см.
Прокладки 5 могут содержать следующие функциональные части:
- двойную фаску на нижней части, обеспечивающую удобство и простоту установки прокладки между разделяемыми смежными прядями, и
- сужение на каждой стороне в средней части, необходимое для приема одной из двух разделяемых смежных прядей и для сдавливания прокладки между двумя смежными прядями.
В предпочтительном варианте выполнения прокладки 5 могут дополнительно содержать два наклонных конца, имеющих трапецеидальную форму на виде сбоку, причем меньший размер расположен на стороне двойной фаски так, что каждая из прокладок образует соединение «ласточкин хвост» для удержания заформовывания областей сращивания.
Прокладки изготовлены из материала, который является достаточно твердым и стойким с течением времени, например из металлов, которые являются не такими твердыми, как стальная проволока, образующая канат, или из полимеров, независимо от того, состоят они или нет из наполнителя, предназначенного для увеличения прочности на сжатие и/или износостойкости или иных характеристик для придания им смазочных свойств.
Более того, в известном уровне техники каждая из заправляемых прядей режется на необходимую длину до полной заправки так, чтобы подходить максимально точно при заправке в требуемое местоположение заранее удаленного сердечника, и образовывать контакт в продольном направлении с участком сердечника, оставшегося по длине кабеля и смежного с заправленной областью.
Однако, несмотря на все усилия, приложенные для обеспечения точности разрезания заправляемой пряди на требуемую длину, очень трудно отрезать точную требуемую длину, при этом при отрезании пряди с излишней длиной наблюдается утолщение во время размещения пряди либо, если она отрезается слишком короткой, возникает недостаток опоры для внешних прядей на длине, которая может достигать нескольких миллиметров, приводящий к локализованному уменьшению диаметра каната, кроме того, более или менее жесткий контакт между смежными внешними витками может приводить к досрочному появлению различных повреждений проволоки в данной области.
В предпочтительном варианте выполнения заправляемые пряди разрезают на выбор на немного более короткую длину, например на несколько миллиметров, по сравнению с пространством, доступным для заправки их в требуемое местоположение заранее удаленного сердечника.
Высвобождаемый таким образом небольшой объем на конце заправленной пряди является легкодоступным для его полного заполнения полимером при заформовывании соответствующей области сращивания, что служит для получения оптимальной опоры для внешних прядей вблизи конца пряди, заправленной в требуемое положение сердечника.
Более того, в другом предпочтительном варианте выполнения этап заделки концов прядей может быть значительно улучшен по сравнению с известным уровнем техники за счет размещения специальной отделки вокруг каждой из прядей, заправляемых на обеих сторонах узлов, выполняемых между попарно перекрещенными прядями.
Специальную отделку получают наформовыванием подходящего материала поверх каждой пряди. С этой целью могут быть специально использованы двухкомпонентные термоотверждающиеся полимеры, например подходящего качества полиуретан, текучесть которых до установки должна быть достаточной для беспрепятственного заполнения формы, которая стягивается вокруг всей длины заделываемой пряди.
Дополнительно, материал, используемый для заформовывания, должен иметь твердость и конечную механическую прочность для выдерживания давления с течением времени, приложенного прядями, воздействующими на наформованную отделку, после выполнения сращивания.
Независимо от того, какая пресс-форма используется - для областей сращивания или для наформовывания отделки, используемые пресс-формы могут иметь одну или несколько частей. Пресс-форма может быть выполнена, например, в виде расположенных напротив друг друга лотков, имеющих боковые и концевые фланцы, обеспечивающие жесткое соединение частей для образования пресс-формы с одним цилиндрическим внутренним объемом, и которые будут предпочтительно образовывать цилиндрический внутренний объем.
Полимерные материалы, используемые для заформовывания, могут быть двухкомпонентным термоотверждающимися полимерами, такими как подходящего качества полиуретан.
В верхней части пресс-формы могут быть выполнены отверстия для заливки жидкого полимера.
Пресс-форма может содержать нагревающую систему, предназначенную для ускорения сгущения и отверждения двухкомпонентных термоотверждающихся полимеров, которые могут быть использованы для описанных выше типов заформовывания. Нагревающая система может быть выполнена как единое целое с пресс-формой или может быть иным образом размещена вокруг формы.
Пресс-формы для заформовывания прядей, вставляемых в требуемое местоположение сердечника, предпочтительно содержат шипы или выступы для центрирования заформовываемой пряди и обеспечения концентричности заформовывания.
Пресс-формы для заформовывания областей сращивания могут иметь эластичный материал (например, полимер с пригодной твердостью), обеспечивающий прижатие во время протекания полимера для заформовывания и контактирующий с каждой внешней прядью каната с обеспечением их незначительного выступания из наформовываемого материала.
Замкнутый канат в соответствии с изобретением более конкретно предназначен для использования в качестве только тягового или несуще-тягового каната в установке для перемещения людей посредством канатов, например гондольном подъемнике или воздушно-канатной дороге.
Помимо указанного применения замкнутый канат может быть использован во многих других установках, например в городской транспортной системе.
Хотя способ по изобретению проиллюстрирован предпочтительно с использованием каната, описанного в заявке PCT/FR 12/000152, он также может быть использован при сращивании других типов тяговых или несуще-тяговых канатов, а также может быть использован для увеличения срока службы канатов, полученных таким способом, при этом обеспечивается уменьшение неизбежных геометрических неровностей сращивания.
Способ по изобретению служит для создания сращиваний, которые удовлетворяют стандарту EN 12927-3 (Требования безопасности для установок с подвесной дорогой, выполненных для перевозки людей. Канаты. Часть 3: Сращивание 6-прядных тяговых, несуще-тяговых и буксировочных канатов).
Реферат
Изобретение относится к способу изготовления замкнутого каната, содержащего сердечник и спирально обмотанные вокруг него металлические пряди, при этом способ включает в себя соединение двух концов каната в областях сращивания, образование узла сращивания на концах каждой пряди, которые вставляют внутрь каната после локального удаления сердечника, при этом каждую область сращивания заформовывают полимером. Изобретение также относится к способу изготовления замкнутого каната, в котором концы прядей заформовывают полимером до их вставки внутрь каната. Изобретение также относится к замкнутому канату, полученному согласно изобретению, и его применению в качестве тягового или несуще-тягового каната. 4 н. и 9 з.п. ф-лы, 3 ил.
Комментарии