Канат и способ его изготовления - SU1590049A3
Код документа: SU1590049A3
Чертежи


Описание
Изобретение относится к метизной промышленности, в частности к производству канатов с покрытиями.
Цель изобретения - повышение срока службы каната.
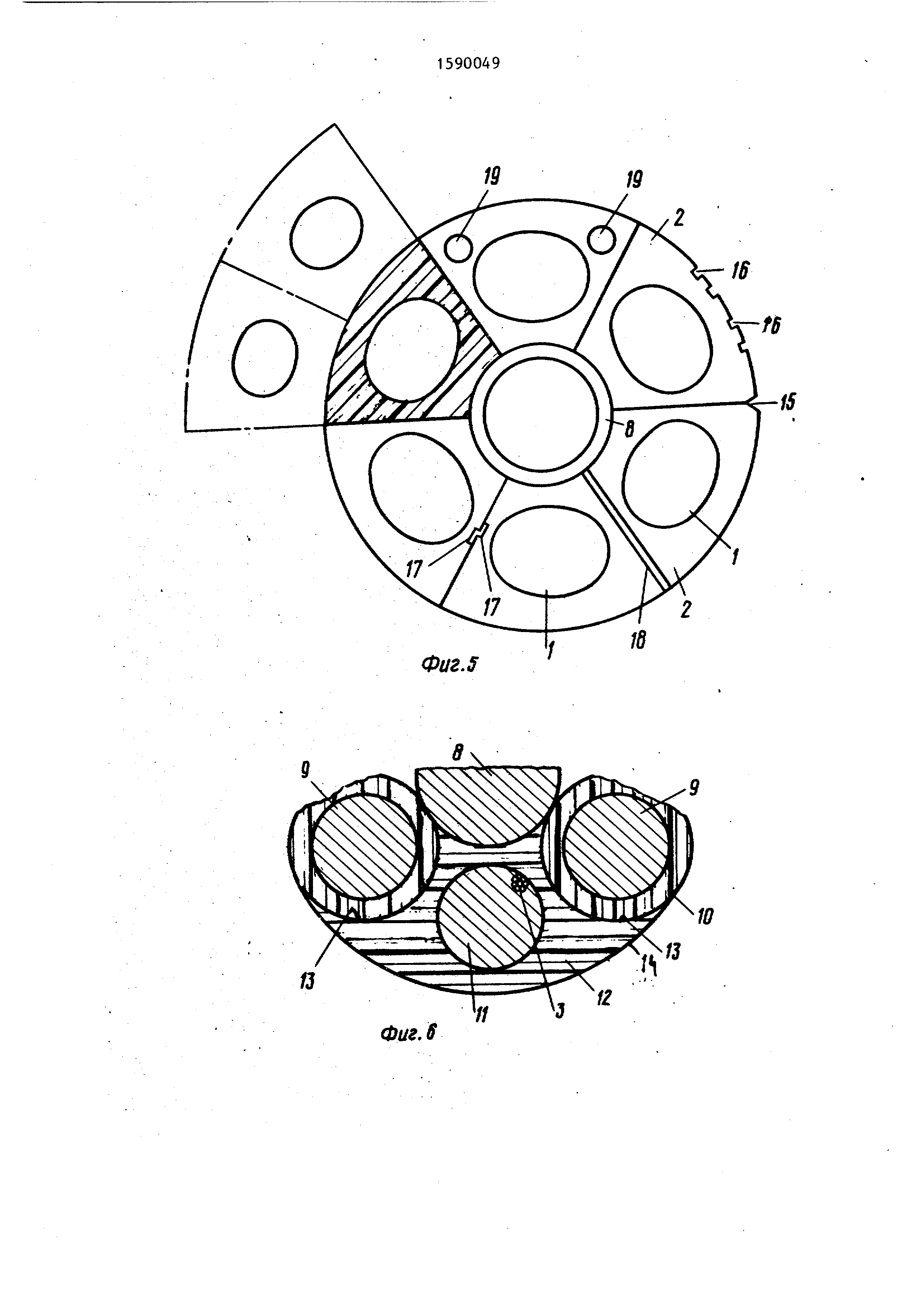
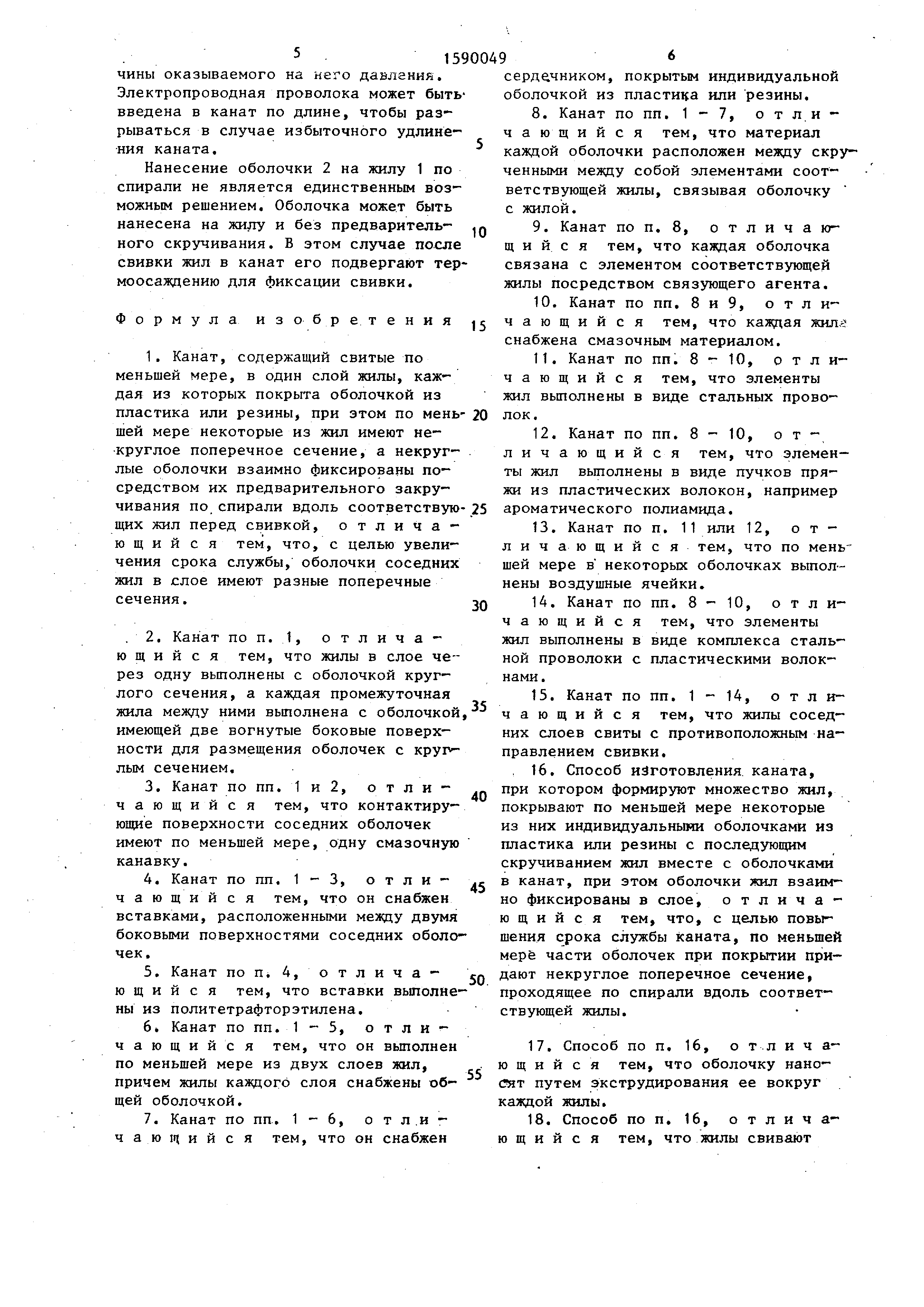
На фиг. 1 показана жила каната; на фиг. 2 - матрица экструдера для по покрытия жилы оболочкой, поперечное сечение; на фиг. 3 - жила в оболочке; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - 7 - варианты каната, поперечное сечение.
Канат состоит из нескольких жил 1, покрытых оболочками 2 и. свитых между собой. Каждая жила 1 образуется из взаимно скрученных жгутов 3, которые могут быть выполнены из металлических проволок или из пучков пряжи из пла стиггеских волокон, например аромати- ческого полиамида. Жила 1 может быть также вьшолнена из комплекса стальной проволоки с пластическими волокнами.
Все жгуты 3 или некоторые из них перед скруткой в жилу могут быть покрыты оболочками из пластмассы или резины для уменьшения трения, а также улучшения передачи нагрузки между ними,
Жгуты 3 для образования жилы 1 могут быть также расположены параллельно друг другу без скрутки, т.е. пучком
Сформированную жилу 1 пропускают через матрицу 4 экструдера (не пока- зан) для покрытия оболочкой. В кэче- стве материала оболочки могут быть использованы как по отдельности, так и в смеси следующие термопластические МЭ.териалы: полиэфир, полипропилен, полиэфиркетон, нейлон, поливинилхло- рид, термореактивные или вулканизирующиеся материалы, полихлорапрен, натуральные и синтетические каучуки, полиуретан.
(Л
с
ел
се
Jib
09
Ы
Матрица 4 в поперечном ce teнии . имеет трапециеподобную форму с прямы ми боковыми сторонами 5 и дугообразными основаниями 6 и 7. Жила 1 проходит через отверстие матрицы с зазорами , заполняемыми материалом оболочки, При прохождении жилы через Мс1трицу с заданной линейной скоростью матрица
V
вращается с угловой скоростью, обес- .Q печивающей соответствие напрс1вления и шага спирали оболочки жилы, аналогичным параметрам ее при свинке в канат (фиг. 3).
Материал оболочки 2 при экструди- ровании проникает между жгутами 3 жи- лы, обеспечивая фиксацию элементов между собой и с оболочд ой.
Перед экструдированием жила 1 может быть покрыта химически связующим j,. материалом для повышения сцепления между ней и оболочкой. Кроме того,, перед экструдированием на жилу может быть нанесен смазочный состав.
Полученные жилы с оболочками свива-25 ются в канат. Жилы могут располагаться в один, два и более слоев, В(ззможно наличие центральной жилы сердечника 8,
Скручивая жилы в канат с шагом ,.. свивки, несколько отличным от шага спирали оболочки, а также используя подкрутку и открутку жил при свивке можно получить канат, в котором внутренние напряжения будут способствовать взаимной .фиксации жил. Можно так- же осуществить термообработку каната, при которой оболочки сварятся одна с другой.
Оболочки соседних жил в слое могут
40 иметь разную форму, как показано на
фиг. 6, жилы 9 имеют оболочки 10 с круглым поперечным сечением, а находящиеся между ними жилы 11 имеют оболочки 12 с вогнутыми боковыми поверхностями 13 для размещения оболочек 10. Внешняя поверхность 1А оболочек 12 придает канату круглую форму.
На поверхности оболочек могут быть выполнены фаски 15 или канавки 16 для предотвращения сбора воды и грязи меж- - ду канатом и, например, поверхностью шкива р
Взаимное трение боковых поверхностей оболочек может быть уменьшено путем вьшолнения на них смазочных ка- навок 17, смещенных одна относительно другой для обеспечения ограниченного -отвода смазки.
Дополнительно или в качестве альтернативного варианта между боковыми поверхностями оболочек 2 могут быть установлены прокладки 18 из материала с малым коэффициентом трения, например политетрафторвинила.
В случае наличия сердечника на его оболочке могут быть вьшолнены выступы входящие в соответствующие им впадины на контактирующих поверхностях оболочек радиальных жил.
Для уменьшения вращения каната под нагрузкой соседние жилы в слое или жилы соседних слоев скручиваются в противоположных направлениях,
Для обеспечения плавучести каната в оболочках предусматривают замкнутые воздушные полости 19,
Способ производства каната, показанного , например, на фиг. 6, заключается в следующем.
Ароматические полиамидные волокна в виде пучков пряжи, включаю чих, например , 1500 волокон, скручиваются в жгуты 3, содержащие от одного до семи пучков пряжи. Из полученных жгутов 3 формируют жилу 1, содержащую по- 60 - 200 жгутов путем, например, пропускания жгутов через экструдер 4 с одновременным покрытием оболочкой 2. Полученные жилы свивают в канат, кото- рьш покрывают общей оболочкой 20,
В случае выполнения оболочки из термореактивного материала заготовку пропускают через вулканизационную камеру .
Прочность соединения оболочки 20 с оболочками 2 и последних между собой должна быть ниже прочности на разрыв материала оболочки 2, что облегчает сращивание канатов-и легкое разделение жил.
Цвет внещней оболочки 20 целесообразно выбирать контрастным по отноще- нию к цвету оболочек 2 для быстрого визуального обнаружения повреждений оболочки 20.
Для повышения трения при скольжении каната на шкиве необходимо вьшол- нять рифление наружной поверхности каната ,
.Давление, действующее на сердеч- .ник 8, зависит от напряжений в канате и может контролироваться, например, электрическим путем. Для этого в сердечник 8 вводят по длине синтетический проводник из материала, токопро- водность которого изменяется от вели
чины оказываемого на него давления. Электропроводная проволока может быть введена в канат по длине, чтобы разрываться в случае избыточного удлине- ния каната.
Нанесение оболочки 2 на жилу 1 по спирали не является единственным возможным решением. Оболочка может быть нанесена на жилу и без предварительного скручивания. В этом случае после свивки жил в канат его подвергают термоосаждению для фиксации свивки.
Формула изобретения
1. Канат, содержащий свитые по меньшей мере, в один слой жилы, каждая из которых покрыта оболочкой из пластика или резины, при этом по мень- шей мере некоторые из жил имеют некруглое поперечное сечение, а некруг- лые оболочки взаимно фиксированы посредством их предварительного закручивания по спирали вдоль соответствую- щих жил перед свивкой, отличающийся тем, что, с целью увеличения срока службы, оболочки соседних жил в слое имеют разные поперечные сечения.
.2. Канат поп.1, отличающийся тем, что жилы в слое через одну выполнены с оболочкой круглого сечения, а каждая промежуточная жила между ними вьтолнена с оболочкой имеющей две вогнутые боковые поверхности для размещения оболочек с круг лым сечением.
3.Канат по пп. 1 и 2, отличающийся тем, что контактирующие поверхности соседних оболочек имеют по меньшей мере, одну смазочную канавку.
4.Канат попп. 1-3, отличающийся тем, что он снабжен вставками, расположенными между двумя боковыми поверхностями соседних оболочек .
5.Канат по п 4,отличающий с я тем, что вставки выполнены из политетрафторэтилена.
6.Канат по пп. 1-5, отличающийся тем, что он вьтолнен по меньшей мере из двух слоев жил, причем жилы каждого слоя снабжены общей оболочкой.
7.Канат по пп. 1-6, о т л.и - чающийся тем, что он снабжен
0
0 5
0
5
0
5
сердечником, покрытым индивидуальной оболочкой из пластика или резины.
8.Канат попп. 1-7, отличающийся тем, что материал каждой оболочки расположен между скрученными между собой элементами соответствующей жилы, связывая оболочку
с жилой.
9.Канат по п. 8, отличающийся тем, что каждая оболочка связана с элементом соответствующей жилы посредством связующего агента.
10.Канат по пп. 8 и 9, отличающийся тем, что каждая жил, снабжена смазочным материалом.
11.Канат по пп. 8 - 10, отличающийся тем, что элементы жил выполнены в виде стальных проволок .
12.Канат попп. 8- 10, отличающийся тем, что элементы жил выполнены в виде пучков пряжи из пластических волокон, например ароматического полиамида.
13.Канат по п. 11 или 12, отличающийся тем, что по меньшей мере в некоторых оболочках выполнены воздушные ячейки.
14.Канат по пп. 8 - 10, отличающийся тем, что элементы жил выполнены в виде комплекса стальной проволоки с пластическими волокнами .
15.Канат по пп. 1-14, отличающийся тем, что жилы соседних слоев свиты с противоположным направлением свивки.
. 16. Способ изготовления каната, при котором формируют множество жил, покрывают по меньшей мере некоторые из них индивидуальными оболочками из пластика или резины с последующим скручиванием жил вместе с оболочками в канат, при этом оболочки жнл взаимно фиксированы в слое, отличающийся тем, что, с целью повышения срока службы каната, по меньшей мере части оболочек при покрытии при- Q дают некруглое поперечное сечение, проходящее по спирали вдоль соответствующей жилы.
17.Способ по п. 16, о т.л и ч а- ю щ и и с я тем, что оболочку наносят путем экструдирования ее вокруг каждой жилы.
18.Способ по п. 16, отличающийся тем, что жилы свивают
7.1590049
, равным шагу ;nHpajm
в канат с шагом оплетки.
19. Способ по пп. 16 личающийся тем вание спиральной оплетки прои;1водят
- 18, о т - , что формиро8
за счет вращения экструдирующей матрицы вокруг движущейся жилы.
Приоритет до пунктам:
02.06.83 по пп. 1-17;
01.09.82 по пп. 18-19.


Реферат
Изобретение относится к метизной промышленности, в частности к производству канатов (К) с покрытиями. Целью изобретения является повышение срока службы К. Из металлических проволок или из пучков пряжи формируют жилы (Ж) посредством их скручивания или параллельного размещения без скрутки. Полученные Ж пропускают через экструдер, нанося оболочку, после чего Ж свивают в К. Оболочки соседних Ж выполняют разной формы, чтобы их поверхности соответствовали друг другу при контакте для снижения напряжений, возникающих в К при работе. Ж могут быть расположены в К в один или несколько слоев. 2 с. и 17 з.п. ф-лы, 7 ил.
Формула
Комментарии