Стальной корд с большим неструктурным удлинением - RU2126859C1
Код документа: RU2126859C1
Чертежи








Описание
Настоящее изобретение относится к стальному корду, приспособленному для армирования эластомеров типа резиновых шин.
Широко известно, что стальные корды армируют эластомеры. Армированные эластомеры образуют так называемый композитный материал. В некоторых применениях стальные корды должны быть способны максимально возможно следовать движениям эластомера, например, во внешнем слое ремня радиальной шины, так называемом протекторном слое. В таких применениях очень желательно большое удлинение стального корда. Такое большое удлинение, то есть относительное удлинение при разрыве между 5 и 10%, достигается в так называемых кордах с большим удлинением. Корды с большим удлинением обычно являются многостренговыми стальными кордами (то есть они содержат несколько стренг, каждая из которых содержит несколько стальных нитей) с большой степенью закручивания (то есть с очень малыми шагами закрутки), для того чтобы создать эластичный корд с требуемой степенью пружинящего потенциала. Примером такого корда является НЕ-корд 3х7х0.22. Однако, хотя данные корды с большим удлинением давно широко применяются, они обладают рядом недостатков. Во-первых, способ производства кордов с большим удлинением является неэффективным и дорогим вследствие их многостренгового характера и большой степени закручивания (то есть малые шаги закрутки препятствуют высокой производительности процесса закручивания). Во-вторых, корды с большим удлинением не позволяют осуществить полное проникновение эластомера, так как все доступные места между нитями исчезли вследствие большой степени закручивания. В-третьих, существенная часть удлинения теряется во время заделывания стального корда в эластомер. Обычно относительное удлинение при разрыве корда с большим удлинением падает от примерно 7.5% до примерно 2.5-4% после вулканизации резины.
Краткое изложение сущности изобретения
Цель настоящего изобретения заключается в том,
чтобы предложить стальной корд без существенной потери общего удлинения после того, как его вулканизируют в эластомер. Другая цель настоящего изобретения состоит в том, чтобы предложить стальной корд
с большим удлинением, которое в большой степени не зависит от конструкционных особенностей стального корда. Следующая цель настоящего изобретения состоит в том, чтобы предложить стальной корд с
высокой степенью обрабатываемости.
В соответствии с изобретением, предлагается стальной корд, приспособленный для aрмиpoвaния эластомера. Стальной корд образован из скрученных стальных
нитей с перлитной структурой. Незаделанный стальной корд имеет упругое и пластическое относительное удлинение при разрыве, которое находится примерно на том же уровне, что и величина упругого и
пластического удлинения стального корда, уже вулканизированного в эластомер. Предположим, что сумма упругого и пластического относительного удлинения при разрыве составляет x%, а сумма способностей к
упругому и пластическому удлинению в вулканизированном эластомере составляет y%, причем обе величины удлинения находятся "примерно на одном уровне", если
y - 0.50 ≤ x ≤ y +
0.50
Например, если сумма упругого и пластического удлинения x незаделанного стального корда составляет 3.5%, тогда сумма способностей к упругому и пластическому удлинению у стального корда в
вулканизированном эластомере составляет между 3.00% и 4.00%. Значения x и y предпочтительно удовлетворяют следующему уравнению:
y - 0.35 ≤ x ≤ y + 0.35
Используемый
здесь термин "упругое и пластическое удлинение" следует понимать как общее удлинение за вычетом структурного удлинения.
Структурное удлинение, если оно есть, является результатом структуры корда или предварительной формовки стальных нитей. Структурное удлинение происходит в основном при силе натяжения меньше 50 ньютон, например, при силе натяжения меньше 20 ньютон. Упругое удлинение подчиняется закону Гука (δ = E•ε), а пластическое удлинение происходит в основном при [силах] более 85-90% от силы при разрыве корда.
В соответствии с конкретным вариантом воплощения изобретения, пластическое удлинение достигает высокого значения около 4%, которое получается путем особого режима снятия напряжений в стальном корде, как будет объяснено ниже. Данная высокая величина пластического удлинения не является следствием конструкционных особенностей корда (несколько стренг, SS-направление, малый шаг закрутки...). В результате этого, по настоящему изобретению можно получить корд с большим удлинением, которое в большой степени не зависит - по крайней мере отношении его упругого и пластического компонентов - от характерного типа конструкции стального корда. Таким образом, остается возможным выбрать стальной корд с большим удлинением, в котором нет недостатков обычных стальных кордов с большим удлинением, то есть который позволяет достигнуть полного проникновения эластомера между образующих стальных нитей, и который не требует сложного и дорогого способа изготовления.
Предпочтительно, чтобы полное относительное удлинение при разрыве, то есть сумма упругого, пластического и структурного удлинения, было по меньшей мере 5%.
Предпочтительно, чтобы стальной корд целиком был в состоянии со снятым напряжением. Снятие напряжения осуществляют после того, как корд был закручен в его окончательную форму. Первое преимущество этого [обстоятельства] приводит к стальному корду с большим удлинением, который сохраняет свою степень удлинения в эластомере. Второе преимущество приводит к стальному корду с большой степенью структурной устойчивости, то есть с отсутствием значительных остаточных деформаций кручения, с большой степенью прямолинейности и почти без конусности. Для такого корда не будет существенных проблем в работе при заделывании его в эластомер, и его можно без проблем использовать в высоко автоматизированных процессах производства шин. Такая большая степень структурной устойчивости корда достигается без особых и дополнительных заключительных механических обработок корда. Настоящее изобретение четко отличается от снятия напряжений в отдельных стальных нитях. Каждая из стальных нитей, в которой отдельно сняли напряжение, также обладает большим пластическим удлинением. Скручивание таких стальных нитей со снятым напряжением в конечный корд означает то, что каждую одиночную нить пластично изгибают, и, в зависимости от конкретного способа скручивания, каждая одиночная нить перекручивается вокруг собственной оси. Это неизбежно приводит к значительной потере пластического удлинения корда и к созданию внутренних деформаций кручения в стальных нитях.
Хотя общее удлинение стального корда в большой степени не зависит от конкретного типа его конструкции, предпочтительно, чтобы конструкция стального корда по изобретению была открытой структурой. Термин "открытая структура" означает конструкцию стального корда, которая дает возможность полного проникновения эластомера в стальной корд. Это означает то, что эластомер может окружать каждую отдельную стальную нить стального корда. Эта открытость может быть достигнута двумя основными способами. Первый способ достижения открытости заключается в том, чтобы создать структуру, открытую тангенциально. Тангенциально открытая структура содержит слои стальных нитей, которые являются ненасыщенными; это означает то, что между отдельными стальными нитями существуют промежутки, так что эластомерный материал может проникать между ними. Ненасыщенные слои могут быть образованы путем надлежащего выбора числа нитей в слое и/или диаметром нитей в этом слое. Второй способ достижения открытости заключается в том, чтобы создать структуру, которая открыта радиально. Образующие нити в радиально открытой структуре более удалены от воображаемой оси, чем в случае закрытой компактной формы. Радиальная открытость может быть достигнута путем надлежащего предварительного формования стальных нитей. Очевидно то, что радиальную открытость можно скомбинировать с тангенциальной открытостью. Примером является структура типа 3+9, где надлежащее формование трех сердцевинных нитей может привести к радиальной открытости сердцевины, и где девять слоевых нитей могут образовать ненасыщенный слой вокруг сердцевины.
Предпочтительно, чтобы стальной корд имел предел прочности при растяжении по меньшей мере 2150 МПа.
Предел текучести корда при остаточном удлинении 0.2% предпочтительно составляет по меньшей мере 88% (например, по меньшей мере 90% или по меньшей мере 92%) от предела прочности корда при растяжении. Высокий предел текучести является прямым следствием обработки для снятия напряжений, которой подвергают уже скрученный корд, и отсутствия какой-либо дополнительной окончательной обработки.
Один из примеров стального корда по изобретению может состоять из двух групп стальных нитей: первой группы из одной или нескольких стальных нитей и второй группы из двух или нескольких стальных нитей. Если в первой группе содержатся две стальные нити, они могут быть скручены или нет. Вторую группу стальных нитей закручивают вокруг первой группы так, что они образуют ненасыщенный слой вокруг первой группы; это означает то, что в слое существуют промежутки между двумя или несколькими стальными нитями из второй группы, и эластомер может проникать через этот слой к первой группе.
Такой тип конструкции стального корда может включать несколько вариантов осуществления, которые не являются ограничивающими:
2+n, произведен в соответствии с US-A-4,408,444, две нити из
первой группы не скручены, и n находится в интервале от 2 до 4;
1+m, одна нить из первой группы выступает как сердцевина, и m нитей второй группы выступают как слой, где m находится в
интервале от 3 до 9;
2+m, две свитые нити из первой группы выступают как сердцевина, и m нитей из второй группы выступают как слой, где m находится в интервале от 3 до 9.
Вследствие ненасыщенного слоя нитей второй группы и благодаря максимальному количеству нитей в первой группе, равному 2, такая конструкция стального корда позволяет достичь полного проникновения каучука.
Кроме значительного пластического удлинения, стальной корд по настоящему изобретению также может иметь существенное структурное удлинение, например, достигаемое посредством придания отдельным стальным нитям волнистости, путем надлежащего предварительного формования или окончательного формования. Таким образом, может быть получен корд с большим удлинением типа 1•n (где n находится в интервале от двух до пяти) с полным проникновением каучука.
Краткое описание чертежей
Теперь изобретение будет описано более подробно со ссылкой на
прилагаемые чертежи, где
на фиг. 1 изображен поперечный разрез первого варианта корда по изобретению;
на фиг. 2 изображен поперечный разрез второго варианта корда по изобретению;
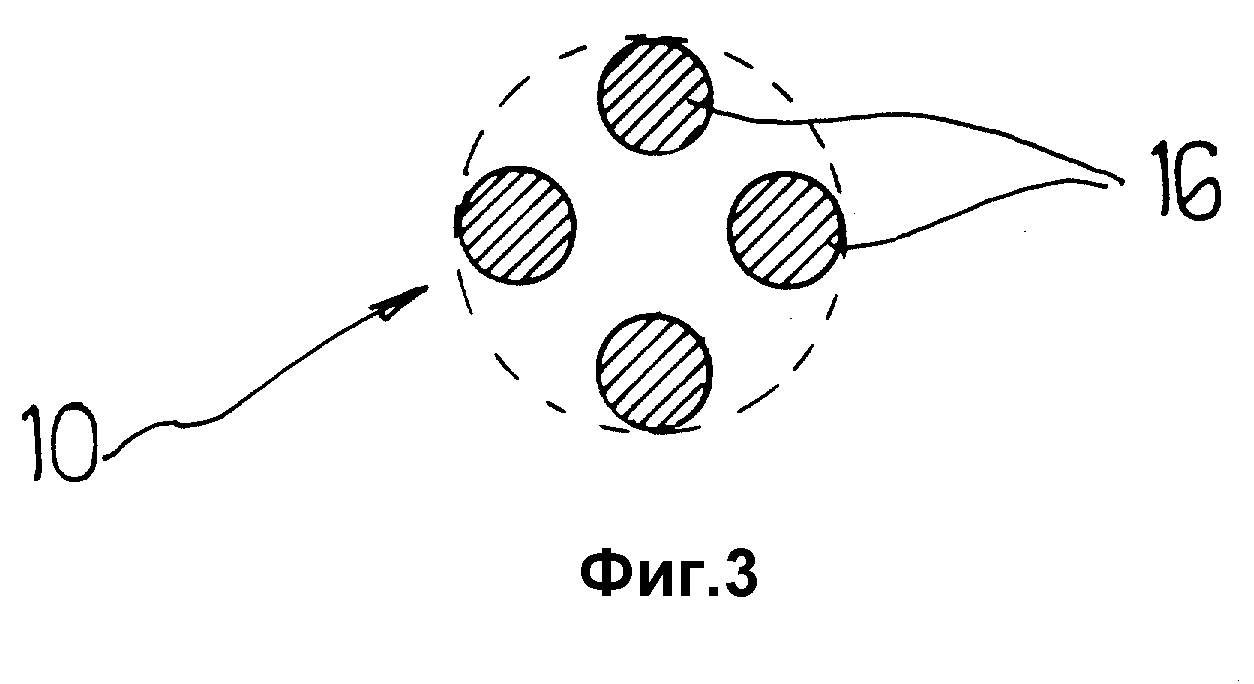
на фиг. 3 изображен поперечный разрез третьего варианта корда по изобретению;
на фиг. 4 проведено сравнение кривой растяжения известного корда с большим удлинением с кривой растяжения
корда по изобретению;
на фиг. 5 изображена общая кривая растяжения стального корда.
Описание предпочтительных вариантов воплощения изобретения
На фиг. 1 изображено
поперечное сечение корда типа 2+2 по изобретению (10). Первая группа содержит две нескрученные стальные нити 12, а вторая группа содержит две стальные нити 14, которые скручены вокруг первой группы и
вокруг друг друга, создавая таким образом ненасыщенный слой вокруг первой группы. Такой корд можно изготовить за одну единственную стадию скручивания.
На фиг. 2 изображено поперечное сечение конструкции 10 стального корда типа 2+6. Первая группа состоит из двух стальных нитей 12, которые скручены одна вокруг другой. Вторая группа состоит из шести стальных нитей 14, которые скручены вокруг первой группы. Как можно видеть на фиг. 2, слой, создаваемый второй группой, является ненасыщенным, так что каучук может проникать. Такой стальной корд можно изготовить в две стадии.
На фиг. 3 изображено поперечное сечение альтернативного варианта стального корда 10 по изобретению. Стальной корд состоит из четырех стальных нитей 16, причем одна или несколько из них пластически отформована в волнистую форму, так что между стальными нитями 16 создаются промежутки, даже если к стальному корду 10 прикладывают растягивающую силу. Такой открытый стальной корд можно изготовить в одну стадию. Тип волны, приданной отдельным стальным нитям, может в большой степени изменяться в зависимости от типичной формы волны, амплитуды и шага. Однако предпочтительно, чтобы шаг волны был существенно меньше, чем шаг корда, для того, чтобы создать микроскопические зазоры между отдельными стальными нитями. Форма волны может быть плоской или пространственной. Типичным примером является форма волны, которая может быть получена путем пропускания отдельных нитей между двумя зубчатыми колесами так, как описано в US-A-5,020,312. Другим примером является винтовая форма волны, такая, как описанная в EP-A-0 462 716. Еще другим примером является многоугольная форма волны, такая, о которой говорится в WO-A-95/16816.
На фиг. 4 показаны две кривые растяжения 18 и 20. Абсциссой является удлинение δ, выраженное в процентах, а ординатой - сила растяжения Rm, выраженная в МПа или в Н/мм2. Кривая 18 представляет собой кривую удлинения прототипного корда с большим удлинением, обладающего структурным удлинением. Она демонстрирует относительно большое удлинение при малых начальных нагрузках (наклон гораздо меньше, чем модуль упругости E стали) и то, что общее относительное удлинение при разрыве ограничено, когда такой корд помещен в каучук. Кривая 20 представляет собой кривую удлинения корда с большим удлинением по изобретению, обладающего пластическим удлинением. Она показывает относительно малое удлинение при малых начальных нагрузках (наклон примерно равен модулю упругости). Относительно удлинение при разрыве превышает 5% без заделывания в каучук и остается таким же большим после вулканизации в каучук.
Различия между структурным, упругим и пластическим удлинением иллюстрируется на фиг. 5, где показана кривая растяжения 22. Можно различить три основные зоны. Первая зона 24 отличается относительно большим начальным удлинением в сравнении с малыми нагрузками (менее 50 ньютон). Это начальное удлинение образовано структурным удлинением (большая часть) и упругим удлинением (меньшая часть). Вторая зона 26 отличается линейным соотношением и образует чисто упругую часть. Третья зона 28 начинается в точке, где кривая перестает подчиняться линейному соотношению, и отличается нелинейной кривой, подобной кривой с насыщением. Третья зона образована только пластическим удлинением. Подводя итоги, можно сказать, что структурное удлинение происходит только в первой зоне, упругое удлинение происходит и в первой, и во второй зоне, а пластическое удлинение происходит в третьей зоне. Однако некоторые конструкции стальных кордов не имеют существенного структурного удлинения.
Пример
Стальной корд с большим
удлинением 2 x 0.33 + 6 x 0.33 с S/S-направлениями закручивания и шагами скрутки 9 мм/18 мм по изобретению можно получить следующим образом:
- отдельные стальные нити подвергают по меньшей
мере промежуточной обработке патентированием и далее покрывают слоем латуни;
- затем покрытые таким образом стальные нити подвергают мокрому волочению до конечного диаметра 0.33 мм и предела
прочности при растяжении Rm около 2900 МПа;
- подвергнутые мокрому волочению стальные нити скручивают в конечный корд типа 2 x 0.33 + 6 x 0.33 с помощью устройства для двойного
скручивания известным на уровне техники способом;
- скрученный таким образом корд типа 2 x 0.33 + 6 x 0.33 подвергают обработке для снятия напряжений, например, путем пропускания корда через
индукционную катушку высокой частоты или средней частоты, с длиной, которая адаптирована к скорости корда; на самом деле наблюдается то, что термообработка при определенной температуре около 300oC и в течение определенного промежутка времени приводит к снижению предела прочности при растяжении примерно на 10% без какого-либо увеличения пластического удлинения при разрыве; при небольшом
увеличении температуры, однако, не выше, чем до 400oC, наблюдается дальнейшее уменьшение предела прочности при растяжении и одновременно увеличение пластического удлинения при разрыве;
таким образом, можно увеличить пластическое на более чем до 6%, в то время как предел прочности при растяжении уменьшается, например, от 2900 МПа до примерно 2500 МПа, для данного конкретного диаметра
0.33 мм.
Хотя это и не является строго необходимым, покрытые латунью стальные нити или стальные корды можно подвергнуть действию кислого травильного раствора, для того, чтобы избежать какого-либо слоя оксида цинка, который может образоваться на латуни во время обработки для снятия напряжений, или удалить его.
В табл. 1 обобщены некоторые конкретные свойства стального корда типа 2 x 0.33 + 6 x 0.33 по изобретению и проведено сопоставление этих свойств с соответствующими свойствами обычного НЕ-корда 3 x 7 x 0.22.
Как можно уяснить из табл. 1, суммарное относительное удлинение при разрыве не уменьшается значительно после заделывания корда по изобретению в резину. Это является прямым следствием снимающей напряжение термообработки, которой подвергли конечный скрученный корд. Эта термообработка осуществлялась при более высокой температуре, чем температура вулканизации каучука, так что процесс вулканизации "больше не был способен" значительно изменить свойства корда по изобретению. Дополнительным преимуществом корда по изобретению является то, что усталостная прочность не снижается значительно во влажных условиях, в то время как усталостная прочность обычного корда с большим удлинением падает до величины, составляющей менее 50%. Это является следствием проникновения каучука, которое является полным в корде по изобретению и неполным в прототипном корде.
В табл. 2 проводится сравнение корда по изобретению типа 1+5 с кордом 1+5, который не подвергался специальной обработке для снятия напряжений.
Суммарное относительное удлинение при разрыве прототипного корда типа 1+5 составляет только 3.25% и падает всего лишь 1.72% после заделывания стального корда в резину. Наоборот, корд типа 1+5 по настоящему изобретению обладает большим удлинением 6.69% и сохраняется на этом высоком уровне после заделывания стального корда в резину.
При использовании стальных нитей с мартенситной структурой вместо стальных нитей с перлитной структурой авторы изобретения обнаружили, что трудно достичь суммарного относительного удлинения при разрыве по меньшей мере 5%, и то, что это удлинение значительно падает после вулканизации корда в эластомер, даже если для незаделанного стального корда было достигнуто большое относительное удлинение при разрыве.
Кроме
вышеуказанных характеристик и свойств, стальной корд по изобретению обладает следующими признаками, которые делают его способным армировать такие эластомеры, как резина:
- диаметры нитей
находятся в интервале от 0.04 мм до 1.1 мм, более конкретно - от 0.15 мм до 0.60 мм, например, от 0.20 мм до 0.45 мм;
- в составе стали обычно присутствует минимальное содержание углерода
- 0.60% (например, по меньшей мере 0.80%, максимально 1.1%), содержание марганца в интервале от 0.20 до 0.90% и содержание кремния в интервале от 0.10 до 0.90%; содержания серы и фосфора
предпочтительно поддерживаются ниже 0.03%; в состав можно добавить дополнительные элементы, такие как хром (до 0.2-0.4%), бор, кобальт, никель, ванадий...
- удобно покрыть коррозионностойким покрытием, таким как цинк, или покрытием, которое способствует адгезии к резине, таким как латунь, или так называемая тройная латунь, такая как медь-цинк-никель (например, 64%/35.5%/0.5%) или медь-цинк-кобальт (например, 64%/35.7%/0.3), либо не содержащим медь адгезионным слоем, таким как цинк-кобальт или цинк-никель; обычный латунный слой также может быть обеспечен верхними тонкими слоями из никеля, кобальта или меди; эти тонкие слои, которые известны сами по себе, могут обладать большими преимуществами в контексте данного изобретения, так как они предотвращают миграцию цинка из латуни на поверхность и образование оксида цинка во время обработки для снятия напряжения; в случае тонкого слоя никеля, оказалось, что подходящие количества никеля находятся в интервале от 1 до 4% от веса слоя покрытия, ниже 1% эффект присутствия никеля не проявляется, а выше 4% понижается уровень начальной адгезии.
Изобретение пригодно для всех обычных и достижимых конечных пределов прочности при растяжении от 2150 МПа до примерно 3500 МПа или выше. Однако нужно сделать надлежащий учет падения предела прочности при растяжении на примерно 10-15% вследствие термообработки для снятия напряжений. Например, если требуется окончательный предел прочности при растяжении 3500 МПа, отдельные стальные нити должны быть вытянуты до предела прочности при растяжении около 4000 МПа, а если требуется окончательный предел прочности при растяжении 2150 МПа, отдельные стальные нити должны быть вытянуты до предела прочности на растяжение около 2400 МПа.
Реферат
Стальной корд 10, приспособленный для армирования эластомера, содержит стальные нити (12, 14) с перлитной структурой. Стальной корд имеет относительное пластическое и упругое удлинение при разрыве х% и способность к упругому и пластическому удлинению в вулканизированном эластомере у%, где величины х и у удовлетворяют следующему уравнению: у - 0,50 ≤ х ≤ у + 0,50; это означает, что суммарное относительное удлинение при разрыве не уменьшается значительно после заделывания стального корда в эластомер. Технический результат выражается в получении эластичного корда с требуемой степенью пружинящего потенциала. 11 з.п. ф-лы, 5 ил. 2 табл.

Формула
Y - 0,50 ≤ Х ≤ Y + 0,50.
Комментарии