Ковер и способ его получения с использованием гомогенно разветвленного полимера этилена - RU2188265C2
Код документа: RU2188265C2
Чертежи























Описание
Данное изобретение относится к коврам и способам получения ковров, в которых ковры содержат, по меньшей мере, один эластичный полиэтиленовый материал основы. В частности, изобретение относится к ковру и способу получения ковра экструзионной технологией нанесения покрытия, в которых ковер содержит материал основы, содержащий, по меньшей мере, один гомогенно разветвленный полимер этилена.
Настоящее изобретение относится к любому ковру, составленному с помощью материала первичной основы, и включает прошивной ковер и непрошивной ковер, такой как иглопробивной ковер. Хотя отдельные варианты являются применимыми к прошивному ковру и к непрошивному ковру, прошивной ковер является предпочтительным.
Как показано на фиг.1, прошивные ковры являются композитными структурами, которые включают пряжу (которая также известна как пучок волокон), материал первичной основы, имеющий лицевую поверхность и тыльную поверхность, адгезивный материал основы и, необязательно, материал вторичной основы. Для образования лицевой поверхности прошивного ковра пряжа прошивается через материал первичной основы, так что большая длина каждого стежка проходит через лицевую поверхность материала первичной основы. Обычно материал первичной основы выполняется из тканого или нетканого материала, такого как термопластичный полимер, чаще всего полипропилен.
Лицевая сторона прошивного ковра может быть выполнена тремя путями. Во-первых, для ковра трикотажного переплетения петли пряжи, образованные в процессе прошивки, являются цельными с изнанки. Во-вторых, для разрезного ворсового ковра петли пряжи режутся либо в процессе прошивки, либо после с получением пачки единичных концов пряжи вместо петель. В-третьих, некоторые модели ковра включают как петлю, так и разрезной ворс. Одна разновидность этого гибрида относится к ковру с состриженными кончиками, где петли с различной длиной прошиваются с последующей стрижкой ковра по высоте так, чтобы получить неразрезанные, частично разрезанные и полностью разрезанные петли. Альтернативно, ворсопрошивная ковровая машина может быть сконструирована так, чтобы разрезать только некоторые петли, оставляя в результате шаблон из разрезанных и неразрезанных петель. Когда петля разрезана или в случае гибрида, пряжа на тыльной стороне материала первичной основы содержит плотные нерастянутые петли.
Комбинация прошитой пряжи и материала первичной основы без нанесения адгезивного материала основы или материала вторичной основы называется в ковровой промышленности грубым прошитым ковром или неотделанными изделиями. Неотделанные изделия становятся отделанным прошитым ковром путем нанесения адгезивного материала основы и, необязательно, материала вторичной основы на тыльную сторону материала первичной основы. Отделанный прошитый ковер может быть получен в виде широкоформатного ковра на валках обычно шириной 1,8 или 3,6 м.
Альтернативно, ковер может быть получен в виде ковровых плиток обычно 18 квадратных дюймов в Соединенных Штатах и 50 см в других странах.
Адгезивный материал основы наносится на тыльную сторону материала первичной основы для скрепления пряжи с материалом первичной основы. Обычно адгезивный материал основы наносится лоточным аппликатором с использованием валка, валка поверх валка или слоя, или ножа (также называемого раклей) поверх валка или слоя. Правильно нанесенные адгезивные материалы основы практически не проходят через материал первичной основы.
Наиболее часто адгезивный материал основы наносится в виде единичного покрытия или слоя. Степень или прочность, с которой пряжа скрепляется, называется прочностью ворсового пучка или ворсового переплетения. Ковры с достаточной прочностью ворсового переплетения имеют хорошую износостойкость и как таковые имеют длительный срок службы. Кроме того, адгезивный материал основы должен значительно пропитывать пряжу (пучок волокон), расположенную на тыльной стороне материала первичной основы, и должен значительно объединять отдельные волокна в пряже. Хорошая пропитываемость пряжи и объединение волокон дает хорошую износостойкость. Кроме того, в дополнение к хорошей прочности ворсового переплетения и износостойкости адгезивный материал также должен придавать ковру или обеспечивать хорошую эластичность для того, чтобы облегчить легкость установки ковра.
Материалом вторичной основы является обычно легковесный холст, выполненный из тканого или нетканого материала, такого как термопластичный полимер, наиболее часто - полипропилен. Материал вторичной основы необязательно наносится на тыльную сторону ковра на адгезивный материал основы, в первую очередь для обеспечения улучшенной размерной стабильности ковровой структуры, а также с обеспечением большей площади поверхности для нанесения прямых склеивающих адгезивов.
Альтернативные материалы основы могут быть также нанесены на тыльную сторону адгезивного материала основы и/или на тыльную сторону материала вторичной основы, если он присутствует. Альтернативные материалы основы могут включать пеноамортизацию (например, вспененный полиуретан) и чувствительные к давлению заливочные адгезивы. Альтернативные материалы основы могут быть нанесены, например, как ткань с увеличенной площадью поверхности для облегчения использования прямых склеивающих адгезивов (например, в изготовлении промышленного коврового покрытия, автомобильного коврика и авиационной ковровой дорожки, где необходимость амортизации является часто минимальной). Альтернативные материалы основы могут также быть применены для улучшения барьерной защиты по отношению к влаге, инсектицидам и пищевым продуктам; а также для обеспечения или улучшения пламезатухания, теплоизоляции и звукопоглощающих свойств ковра.
Известные адгезивные материалы основы включают вулканизующийся латекс, уретановые или винильные системы, причем латексные системы являются наиболее распространенными. Традиционные латексные системы являются низковязкостными водными композициями, которые наносятся при высоких скоростях получения ковров и обладают хорошей адгезией волокна к основе, прочностью ворсового переплетения и адекватной эластичностью. Обычно избыточная вода выводится, и латекс вулканизуется при прохождении через сушильный шкаф. Бутадиенстирольные каучуки (БСК) являются наиболее распространенными полимерами, используемыми для латексных адгезивных материалов основы. Обычно латексная система основы сильно наполняется неорганическим наполнителем, таким как карбонат кальция или тригидрат алюминия, и включает другие ингредиенты, такие как антиоксиданты, антимикробные добавки, пламегасители, дымоподавители, смачиватели и вспениватели.
Традиционные латексные адгезивные системы основы могут иметь некоторые недостатки. Одним из важных недостатков типичных латексных адгезивных систем основы является не обеспечивание барьера по отношению к влаге. Другим возможным недостатком, особенно для ковра, имеющего полипропиленовую пряжу и полипропиленовые материалы первичной и вторичной основы, является то, что разнородный полимер латексных систем вместе с неорганическим наполнителем может снизить повторную перерабатываемость ковра.
С точки зрения этих недостатков, в ковровой промышленности рассматриваются соответствующие замены традиционных латексных адгезивных систем основы. Одной альтернативой является использование уретановых адгезивных систем основы. Помимо обеспечения адекватной адгезии для укрепления ковра уретановые основы обычно имеют хорошие эластичность и барьерные свойства и при вспенивании могут исключить необходимость в отдельной низлежащей подкладке (т.е. могут составить прямую склеивающую единую систему основы). Однако уретановые системы основы также имеют важные недостатки, включая их относительно высокую стоимость и требования вулканизации, которые необходимо применять при низкой производительности производства ковров по отношению к латексным системам.
Термопластичные полиолефины, такие как сополимеры этилена с винилацетатом (ЭВА) и полиэтилен низкой плотности (ПЭНП), также предлагаются в качестве адгезивных материалов основы благодаря, в частности, их низкой стоимости, хорошей влагостойкости и отсутствию требований вулканизации. Для нанесения полиолефиновых материалов основы доступными являются различные способы, включая порошковое покрытие, нанесение расплава и экструдированной пленки или листовое ламинирование. Однако использование полиолефинов вместо латексных адгезивных основ может также иметь недостатки. Например, в патенте США 5240530, таблица А, столбец 10, указывается, что обычные полиолефиновые смолы обладают неадекватной адгезией для использования в ковровой конструкции. Дополнительно, по отношению к латексным и другим вулканизующимся системам, обычные полиолефины имеют относительно высокие вязкости нанесения и относительно высокие термические требования. Т.е. обычные термопластичные полиолефины характеризуются относительно высокими вязкостями расплава и высокими температурами перекристаллизации или затвердевания по отношению к типичным характеристикам водных вязкостей и требований к температуре вулканизации латекса и других вулканизующихся (термоотверждающихся) систем.
Даже обычные эластомерные полиолефины, например полиолефины, имеющие низкую кристалличность, обычно имеют относительно высокие вязкости и относительно высокие температуры перекристаллизации. Высокие температуры перекристаллизации дают относительно малые времена плавления в процессе переработки и в сочетании с высокими вязкостями расплава могут сделать трудным достижение адекватной пропитываемости пряжи, особенно при традиционных скоростях нанесения адгезивной основы.
Один способ преодоления вязкостных и перекристаллизационных недостатков обычных полиолефинов заключается в создании рецептуры полиолефиновой смолы в качестве термоплавкого адгезива, которое обычно включает создание рецептуры низкомолекулярных полиолефинов с восками, веществами, повышающими клейкость, различными модификаторами текучести и/или другими эластомерными материалами. Сополимеры этилена с винилацетатом (ЭВА), например, используются в рецептурах термоплавких адгезивных композиций основы, и другие полиолефиновые композиции предлагаются в качестве термоплавких композиций основы. Например, в патенте США 3982051 (Taft et al.) рассматривается, что композиция, содержащая сополимер этилена с винилацетатом, атактический полипропилен и вулканизованный каучук, используется в качестве термоплавкого адгезива ковровой основы.
К сожалению, термоплавкие адгезивные системы обычно не считаются полностью подходящей заменой для традиционных латексных адгезивных основ. Типичные термоплавкие системы на основе ЭВА и других сополимеров этилена и ненасыщенных сомономеров могут требовать сложных рецептур и даже часто давать неадекватные прочности ворсового переплетения. Однако наиболее значительным недостатком типичных термоплавких систем являются их прочности расплава, которые обычно являются слишком низкими, чтобы позволить нанесение покрытия прямой экструзионной технологией. Как таковые полиолефиновые термоплавкие системы обычно наносятся на первичные основы относительно медленными менее эффективными технологиями, такими как применение нагретых раклей или вращающихся расплавпередающих валков.
Хотя безрецептурный полиэтилен высокого давления низкой плотности (ЛЭНП) может быть нанесен традиционной экструзионной технологией нанесения покрытия, ПЭНП-смолы обычно имеет плохую эластичность, которая может привести к избыточной жесткости ковра. С другой стороны, те обычные полиолефины, которые имеют улучшенную эластичность, такие как полиэтилен ультранизкой плотности (ПЭУНП) и интерполимеры этилена и пропилена, еще не обладают достаточной эластичностью, имеют исключительно низкие прочности расплава и/или имеют тенденцию резонировать в процессе нанесения покрытия экструзией. Для преодоления недостатков нанесения покрытия экструзией обычные полиолефины с достаточной эластичностью могут быть нанесены технологией ламинирования с обеспечением адекватной адгезии пряжи к основе; однако технология ламинирования является обычно дорогостоящей и может привести к медленным скоростям производства по отношению к технологиям прямого нанесения покрытия экструзией.
Известные примеры эластичных полиолефиновых материалов основы рассматриваются в патентах США 3390035, 3583936, 3745054 и 3914489. В основном эти описания рассматривают термоплавкие адгезивные композиции основы на основе сополимера этилена, такого как сополимер этилена и винилацетата (ЭВА), и восков. Известные способы улучшения проницаемости термоплавких адгезивных композиций основы через пряжу включают применение давления, когда необработанное изделие находится в контакте с вращающимися расплавпередающими валками, как описано, например, в патенте США 3551231.
Другой известный способ улучшения эффективности термоплавких систем включает использование грунтовочных систем. Например, патенты США 3684600, 3583936 и 3745054 описывают нанесение низковязких водных грунтовок на тыльную поверхность материала первичной основы перед нанесением термоплавкой адгезивной композиции. Термоплавкие адгезивные системы основы, рассмотренные в этих патентах, являются производными от многокомпонентных рецептур на основе функциональных полимеров этилена, таких как, например, сополимеры этилена и этилакрилата (ЭЭА) и этилена с винилацетатом (ЭВА).
Хотя в технике ковровых основ известны различные системы, остается необходимость в термопластичной полиолефиновой системе ковровой основы, которая обеспечит адекватную прочность ворсового переплетения, хорошую износостойкость и хорошую эластичность, вместо вулканизующихся латексных систем основы. Также остается необходимость в способе нанесения, который обеспечивает высокие скорости получения ковров при достижении желаемых характеристик хорошей прочности ворсового переплетения, износостойкости, барьерных свойств и эластичности. Наконец, имеется также необходимость создания ковровой структуры, имеющей волокна и материалы основы, которые являются легко повторно перерабатываемыми без необходимости интенсивной обработки и разделения составляющих материалов ковра.
В соответствии с одним аспектом настоящего изобретения ковер содержит множество волокон, материал первичной основы, имеющий лицевую и тыльную сторону, адгезивный материал основы и необязательный материал вторичной основы, причем множество волокон присоединено к материалу первичной основы и выступает от лицевой стороны материала первичной основы и остается свободным на тыльной стороне материала первичной основы, адгезивный материал основы расположен на тыльной стороне материала первичной основы, и необязательный материал вторичной основы является смежным с адгезивным материалом основы, где, по меньшей мере, одно из множеств волокон, материал первичной основы, адгезивный материал основы или необязательный материал вторичной основы состоит из, по меньшей мере, одного гомогенно разветвленного полимера этилена, характеризующегося как имеющий показатель распределения короткоцепочечных разветвлений (ПРКЦР), больший или равный 50%.
Другим аспектом настоящего изобретения является способ получения ковра, причем ковер включает множество волокон, материал первичной основы, имеющий лицевую и тыльную сторону, адгезивный материал основы и необязательный материал вторичной основы, причем множество волокон присоединено к материалу первичной основы и выступает от лицевой стороны материала первичной основы и остается свободным на тыльной стороне материала первичной основы, причем способ содержит стадию нанесения экструзией покрытия адгезивного материала основы или необязательного материала вторичной основы на тыльную сторону материала первичной основы, где нанесенный экструзией адгезивный материал основы или необязательный материал вторичной основы состоит из, по меньшей мере, одного гомогенно разветвленного полимера этилена, характеризующегося как имеющий показатель распределения короткоцепочечного разветвления (ПРКЦР), больший или равный 50%.
Другим аспектом настоящего изобретения является способ получения ковра, причем ковер имеет сжатую нерастянутую матрицу адгезивного материала основы и содержит пряжу, присоединенную к материалу первичной основы, адгезивный материал основы содержит, по меньшей мере, один полимер этилена и находится в непосредственном контакте с материалом первичной основы и имеет по существу проницаемую по существу объединенную пряжу, причем способ содержит стадию введения эффективного количества, по меньшей мере, одного взрывающего агента в адгезивный материал основы и затем активации взрывающего агента в процессе стадии нанесения покрытия экструзией, так что расплавленный или полурасплавленный полимер нагнетается в свободное пространство пряжи, выходящей свободно на тыльную сторону материала первичной основы.
Другим аспектом настоящего изобретения является способ получения ковра, причем ковер имеет лицевую поверхность и содержит пряжу, материал первичной основы, адгезивный материал основы и необязательный материал вторичной основы, где материал первичной основы имеет тыльную поверхность, противоположную лицевой поверхности ковра, пряжа присоединяется к материалу первичной основы, адгезивный материал основы наносится на тыльную поверхность материала первичной основы, и необязательный материал вторичной основы наносится на адгезивный материал основы, причем способ содержит стадию очистки, промывки или испарения тыльной поверхности материала первичной основы паром, растворителем и/или теплом перед нанесением адгезивного материала основы с практическим удалением или замещением технологических добавок.
На фиг.1 показан прошитый ковер 10.
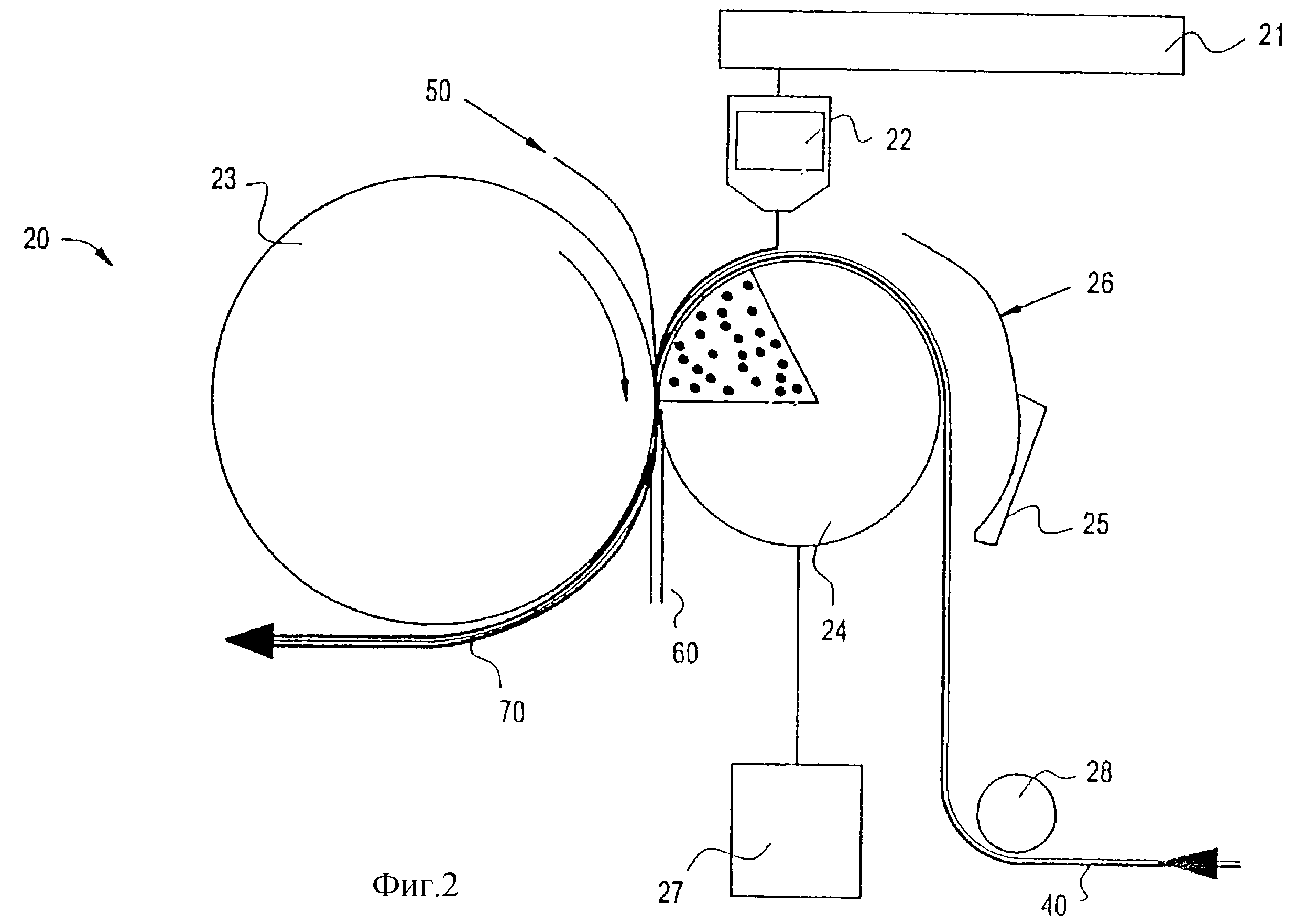
На фиг. 2 схематически представлена линия нанесения покрытия экструзией 20 для получения ковра 70.
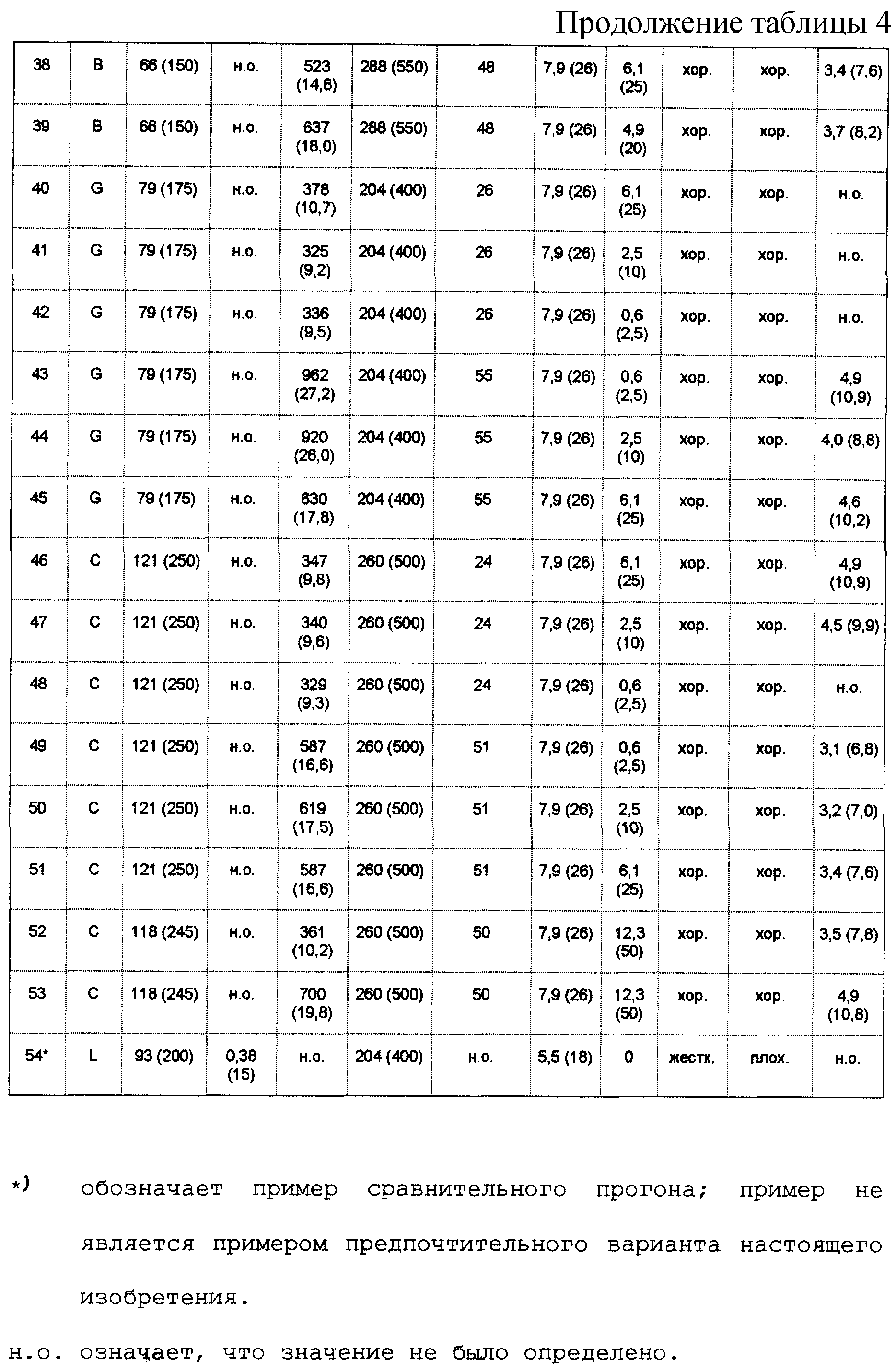
На фиг.3 представлены микрофотографии, полученные сканирующей электронной микроскопией при увеличении 20 х (3а) и увеличении 50 х (3в), иллюстрирующие поверхности раздела различных ковровых компонентов из примера 14.
На фиг.4 представлены микрофотографии, полученные сканирующей электронной микроскопией при увеличении 20 х (4а) и увеличении 50 х (4в), иллюстрирующие поверхности раздела различных ковровых компонентов из примера 22.
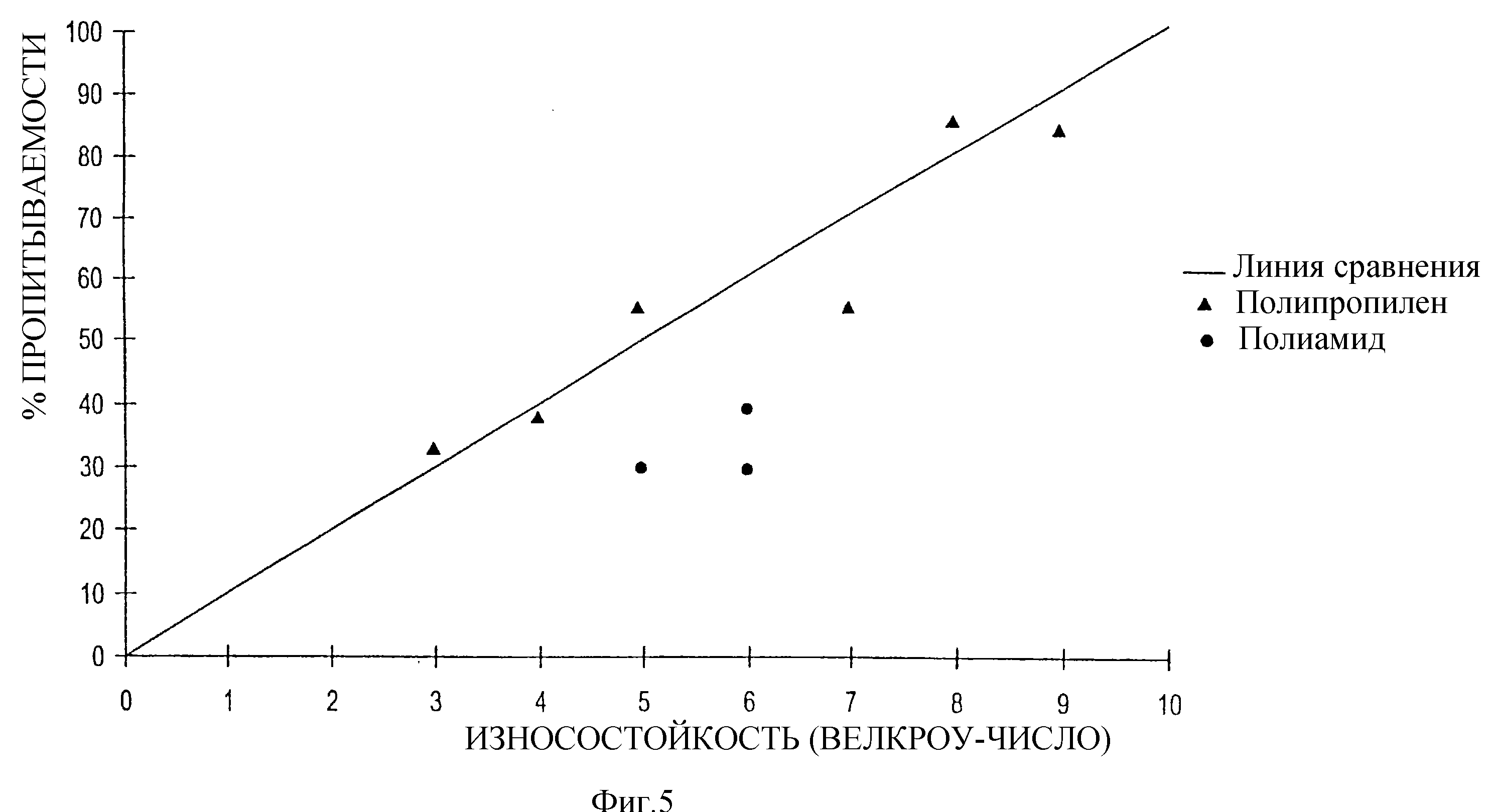
На фиг. 5 представлен график в системе осей X-Y влияния пропитываемости пучка волокон адгезивным материалом основы на характеристику износостойкости образцов полипропиленовых и полиамидных ковров.
На фиг. 6 представлено поперечное сечение, показывающее конструкцию ковровой плитки в соответствии с настоящим изобретением.
На фиг. 7 схематически представлена линия нанесения покрытия экструзией для получения ковровой плитки согласно настоящему изобретению.
Термины "непосредственный контакт", "значительное капсулирование" и/или "значительное объединение" используются здесь для обозначения механической адгезии или механических взаимодействий (в противоположность химическому связыванию) между разнородными ковровыми компонентами, независимо от того, способен или нет один или более ковровых компонентов взаимодействовать с другим ковровым компонентом. Относительно механической адгезии или взаимодействий настоящего изобретения имеется некоторое эффективное количество взаимосмешивающихся или взаимоплавящихся полимерных материалов; однако нет непрерывного или интегрального плавления различных компонентов, как определено из визуального анализа микрофотографий (при увеличении 20 х) различных поверхностей раздела ковра. В этом смысле плавление пряжи (или пучков волокон) или отдельных волокон одно от другого в пучке волокон не считается интегральным плавлением в самих таких волокнах, которые называются здесь как один ковровый компонент.
Термин "непосредственный контакт" относится к механическому взаимодействию между тыльной поверхностью материала первичной основы и адгезивным материалом основы.
Термин "значительное капсулирование" относится к адгезивному материалу основы, по существу окружающему пряжу (или пучки волокон) при или в непосредственной близости к поверхности раздела между тыльной поверхностью материала первичной основы и адгезивным материалом основы.
Термин "значительное объединение" относится к общей целостности и размерной стабильности ковра, которая достигается при значительном капсулировании пряжи (или пучков волокон) и непосредственном контактировании тыльной поверхности материала первичной основы с адгезивным материалом основы. Значительно объединенный ковер обладает хорошей компонентной когезионностью и хорошей устойчивостью к расслаиванию относительно различных ковровых компонентов.
Термин "интегральное плавление" (сплавление) используется здесь в том же смысле, как известно в технике, и относится к термоскреплению ковровых компонентов с использованием температуры выше точки плавления адгезивного материала основы. Интегральное плавление имеет место, когда адгезивный материал основы содержит такой же полимер, как либо волокна, либо материал первичной основы, либо и тот и другой. Однако интегральное плавление не имеет места, когда адгезивный материал основы содержит иной полимер, чем волокна и материал первичной основы. Под термином "такой же полимер" понимается, что мономерные звенья полимеров имеют одинаковую химическую природу, хотя их молекулярные или морфологические характеристики могут быть различными. С другой стороны, под термином "иной полимер" понимается, что независимо от каких-либо молекулярных или морфологических различий химия мономерных звеньев полимеров одинакова. Таким образом, в соответствии с различными определениями настоящего изобретения полипропиленовый материал первичной основы и полиэтиленовый адгезивный материал основы не будут интегрально плавиться, потому что химия этих ковровых компонентов различна.
Термин "ковровый компонент" используется здесь для обозначения отдельно ковровых пучков волокон, материала первичной основы, адгезивного материала основы и необязательного материала вторичной основы.
Термин "нанесение покрытия экструзией" используется здесь в его обычном смысле для обозначения экструзионной технологии, в которой полимерная композиция обычно в гранулированном виде нагревается в экструдере при температуре, превышающей ее температуру плавления, и затем нагнетается через щелевую головку с формованием полурасплавленного или расплавленного полимерного холста. Полурасплавленный или расплавленный полимерный холст непрерывно выводится на непрерывно подаваемое неотделанное изделие с покрытием тыльной стороны неотделанного изделия полимерной композицией. На фиг.2 показан экструзионный способ настоящего изобретения, в котором на зажиме лицевая поверхность неотделанного изделия ориентируется к охлаждающему валку, а тыльная поверхность адгезивного материала основы ориентируется к прижимному валку. Нанесение покрытия экструзией отличается от технологии ламинирования.
Термин "технология ламинирования" используется здесь в его обычном смысле для обозначения нанесения адгезивных материалов основы на неотделанные изделия путем формования сначала адгезивного материала основы в виде затвердевшей или по существу затвердевшей пленки или листа и затем на отдельной стадии переработки повторного нагревания или повышения температуры пленки или листа перед ее наложением на тыльную поверхность материала первичной основы.
Термин "теплосодержание" используется здесь для обозначения математического произведения теплоемкости и удельного веса наполнителя. Наполнители, характеризующиеся как имеющие высокое теплосодержание, используются в отдельных вариантах настоящего изобретения для увеличения времени затвердевания или плавления адгезивных материалов основы. В справочнике Handbook for Chemical Technicians, Howard J. Strauss and Milton Kaufmann, McGraw Hill Book Company, 1976, Sections 1-4 и 2-1 дается информация о теплоемкости и удельном весе выбранных минеральных наполнителей. Наполнители, пригодные для использования в настоящем изобретении, не изменяют свое физическое состояние (т. е. остаются твердым материалом) в пределах температурных интервалов экструзионного нанесения покрытия настоящего изобретения. Предпочтительные наполнители с высоким теплосодержанием обладают сочетанием высокого удельного веса и высокой теплоемкости.
Термин "взрывающий агент" используется здесь для обозначения использования традиционных вспенивающих агентов или других соединений, которые выделяют газ или вызывают газовыделение при активации теплом, обычно при некоторой определенной температуре активации. В настоящем изобретении взрывающие агенты используются для взрыва или нагнетания адгезивного материала основы в свободное пространство пряжи (или пучков волокон).
Термин "технологическая добавка" используется здесь для обозначения веществ, таких как прядильные отделочные воски, машинные масла, шлихтующие агенты и т.п., которые могут препятствовать адгезиву или физическим взаимодействиям на границах раздела адгезивных материалов основы. Технологические добавки могут быть удалены или заменены путем очистки или промывки настоящего изобретения, в результате чего достигается улучшенное механическое соединение.
Термины "полипропиленовый ковер" и "полипропиленовые неотделанные изделия" используются здесь для обозначения ковра или неотделанных изделий, по существу состоящих из полипропиленовых волокон, независимо от того, материал первичной основы ковра или неотделанное изделие состоит из полипропилена или такого же другого материала.
Термины "полиамидный ковер" и "полиамидные неотделанные изделия" используются здесь для обозначения ковра и неотделанных изделий, по существу состоящих из полиамидных волокон, независимо от того, материал первичной основы ковра или неотделанное изделие состоит из полиамида или такого же другого материала.
Термин "линейный", как использовано для описания полимеров этилена, используется здесь для обозначения того, что полимерная главная цепь полимера этилена не имеет определяемых и видимых длинноцепочечных разветвлений, например, полимер замещается в среднем менее, чем 0,01 длинноцепочечного разветвления на 1000 углеродов.
Термин "гомогенный полимер этилена", как использовано здесь для описания полимеров этилена, используется здесь в обычном смысле в соответствии с первичным описанием патента США 3645992 (Elston) для обозначения полимера этилена, в котором сомономер статистически распределен в данной молекуле полимера, и в котором фактически все полимерные молекулы имеют фактически одинаковое мольное соотношение этилена и сомономера. Как определено здесь, как по существу линейные полимеры этилена, так и гомогенно разветвленный линейный полиэтилен являются гомогенными полимерами этилена.
Гомогенно разветвленными полимерами этилена являются гомогенные полимеры этилена, которые обладают коротко-цепочечными разветвлениями и которые характеризуются относительно высоким показателем распределения коротко-цепочечных разветвлений (ПРКЦР) или относительно высоким показателем распределения разветвления композиции (ПРРК). Т.е. полимер этилена имеет ПРКЦР или ПРРК более или равно 50%, предпочтительно - более или равно 70%, более предпочтительно - более или равно 90%, и по существу не имеет определяемую фракцию полимера высокой плотности (кристаллическую).
ПРКЦР или ПРРК определяется как массовый процент полимерных молекул, имеющих содержание сомономеров в 50% от среднего общего мольного содержания сомономера, и представляет сравнение распределения сомономера в полимере с распределением сомономера, ожидаемым для распределения Бернулли. ПРКЦР или ПРРК полиолефинов может быть удобно рассчитан по данным, полученным известными в технике методами, такими как, например, фракционирование элюированием при возрастании температуры (сокращено здесь как "ФЭВТ"), как описано, например, в работах Wild et al., Journal of Polymer Science, Poly. Phys. Ed. , Vol. 20, p. 441 (1982), L.D. Cady, "The Role of Comonomer Type and Distribution in LLDPE Product Perfomance", SPE Regional Technical Conference, Quaker Square Hilton, Akron, Ohio, October 1-2, pp. 107-119 (1985) или в патентах США 4798081 и 5008204. Однако предпочтительный метод ФЭВТ не включает количество продувки в расчеты ПРКЦР или ПРРК. Более предпочтительно, распределение сомономера в полимере и ПРКЦР или ПРРК определяются с использованием13С ЯМР-анализа в соответствии с методикой, описанной, например, в патенте США 5292845 и в работе J.C. Randall, Rev. Macromol. Chem. Phys., C29, pp. 201-317.
Термины "гомогенно разветвленный линейный полимер этилена" и "гомогенно разветвленный линейный полимер этилена и альфа-олефина" означают, что олефиновый полимер имеет гомогенное или узкое распределение короткоцепочечных разветвлений (т.е. полимер имеет относительно высокий ПРКЦР или ПРРК), но не имеет длинноцепочечного разветвления. Т.е. линейным полимером этилена является гомогенный полимер этилена, характеризующийся отсутствием длинноцепочечного разветвления. Такие полимеры могут быть получены с использованием способов полимеризации (например, как описано в патенте США 3645992 (Elston), которые обеспечивают однородное распределение короткоцепочечных разветвлений (т. е. гомогенно разветвленных). В своем способе полимеризации Элстон использует растворимые ванадиевые каталитические системы для получения таких полимеров, однако другие, такие как Mitsui Petrochemical Industries и Exxon Chemical Company, по сообщениям, используют так называемые одноцентровые каталитические системы для получения полимеров, имеющих гомогенную структуру, подобную полимеру, описанному Элстоном. Патент США 4937299 (Ewen et al.) и патент США 5218071 (Tsutsui et al.) рассматривают использование металлоценовых катализаторов, таких как каталитические системы на основе гафния, для получения гомогенно разветвленных линейных полимеров этилена.
Гомогенно разветвленные полимеры этилена обычно характеризуются как имеющие молекулярно-массовое распределение Mw/Mn менее 3, предпочтительно - менее 2,8, более предпочтительно - менее 2,3. Коммерческие примеры соответствующих гомогенно разветвленных линейных полимеров этилена включают продаваемые фирмой Mitsui Petrochemical Industries как Tafmerтм смолы и фирмой Exxon Chemical Company как Exactтм смолы и Exceedтм смолы.
Термины "гомогенный линейно разветвленный полимер этилена" или "гомогенно разветвленный линейный полимер этилена и альфа-олефина" не относятся к разветвленному полиэтилену высокого давления, который, как известно специалистам, имеет многочисленные длинноцепочечные разветвления. Термин "гомогенный линейный полимер этилена" в общем относится как к линейным гомополимерам этилена, так и к линейным интерполимерам этилена и альфа-олефина. Линейный интерполимер этилена и альфа-олефина обладает коротко-цепочечным разветвлением, а альфа-олефином является, по меньшей мере, один альфа-С3-20-олефин (например, пропилен, 1-бутен, 1-пентен, 4-метил-1-пентен, 1-гексен, и 1-октен).
При использовании в отношении к гомополимеру этилена (например, полиэтилену высокой плотности, не содержащему никакого сомономера и, таким образом, никаких коротко-цепочечных разветвлений) термина "гомогенный полимер этилена" или "гомогенный линейный полимер этилена" означает, что полимер был получен с использованием гомогенной каталитической системы, такой как, например, система, описанная Элстоном или Эвеном, или системы, описанные в патентах США 5026798 и 5055438 (Canich) или в патенте США 5064802 (Stevens et al.).
Термин "по существу линейный полимер этилена" используется здесь специально для обозначения гомогенно разветвленных полимеров этилена, которые имеют длинноцепочечное разветвление. Термин не относится к гетерогенно или гомогенно разветвленным полимерам этилена, которые имеют линейную главную цепь полимера. Для по существу линейных полимеров этилена длинноцепочечные разветвления имеют такое же распределение сомономера, как полимерная главная цепь, и длинноцепочечные разветвления могут быть примерно такой же длины, как длина полимерной главной цепи, к которой они присоединены. Полимерная главная цепь по существу линейных полимеров этилена замещается от примерно 0,01 длинноцепочечных разветвлений/1000 углеродов до примерно 3 длинноцепочечных разветвлений/1000 углеродов, более предпочтительно - от примерно 0,01 длинноцепочечных разветвлений/1000 углеродов до примерно 1 длинноцепочечного разветвления/1000 углеродов, и особенно - от примерно 0,05 длинноцепочечных разветвлений/1000 углеродов до примерно 1 длинноцепочечного разветвления/1000 углеродов.
Длинноцепочечное разветвление определено здесь как длина цепи не менее 6 углеродов, более которой длина не может различаться с использованием13С ЯМР-спектроскопии. Присутствие длинноцепочечного разветвления может быть определено в гомополимерах этилена при использовании13С ЯМР-спектроскопии и определяется количественно при использовании метода, описанного в работе Randall, Rev. Macromol. Chem. Phys., C29, V. 2 и 3, pp. 285-297.
Хотя современная13С ЯМР-спектроскопия не может определить длину длинноцепочечного разветвления, превышающую 6 углеродных атомов, имеются другие известные методы для определения наличия длинноцепочечных разветвлений в полимерах этилена, включая интерполимеры этилена и 1-октена. Двумя такими методами являются гельпроникающая хроматография, спаренная с детектором низкоуглового рассеяния лазерного луча (ГПХ-НУРЛЛ), и гельпроникающая хроматография, спаренная с детектором дифференциального вискозиметра (ГПХ-ДВ). Использование этих методов для определения длинноцепочечных разветвлений и подлежащие теории хорошо представлены в литературе. См., например, работы Zimm, G.H. и Stockmayer, W.H., J. Chem. Phys., 17, 1301 (1949) и Rudin, A., Modern Method of Polymer Characterization, John Wiley & Sons, New York (1991), pp. 103-112.
В работе A. Willem deGroot и Р. Steve Chum (оба из фирмы The Dow Chemical Company), at the October 4, 1994 conference of the Federation of Analytical Chemistry and Spectroscopy Society (FACSS) in St. Louis, Missouri, представлены данные, показывающие, что ГПХ-ДВ является используемым методом для количественного определения присутствия длинноцепочечных разветвлений в по существу линейных полимерах этилена. В частности, авторами работы установлено, что уровень содержания длинноцепочечных разветвлений в образцах по существу линейных гомополимеров этилена, измеренный с использованием уравнения Цимма-Стокмайера, хорошо коррелирует с уровнем содержания длинноцепочечных разветвлений, измеренных с использованием13С ЯМР.
Кроме того, указанными авторами установлено, что присутствие октена не изменяет гидродинамического объема образцов полиэтилена в растворе, и, как таковой, он может быть рассчитан для увеличения молекулярной массы, присущего для октеновых короткоцепочечных разветвлений по известному мольному проценту октена в образце. Путем установления вклада увеличения молекулярной массы, присущего 1-октеновым короткоцепочечным разветвлениям, указанные авторы показали, что метод ГПХ-ДВ может быть использован для количественного определения уровня содержания длинноцепочечных разветвлений в по существу линейных сополимерах этилена и октена.
Указанные авторы также показали, что график log (индекс расплава I2) как функция log (средневесовая молекулярная масса по ГПХ), как определено методом ГПХ-ДВ, показывает, что вид длинноцепочечного разветвления (но не степень длинноцепочечного разветвления) по существу линейных полимеров этилена сравним с высокоразветвленным полиэтиленом низкой плотности (ПЭНП), высокого давления и резко отличается от полимеров этилена, полученных с использованием катализаторов Циглера, таких как титановые комплексы, и обычных гомогенных катализаторов, таких как гафниевые и ванадиевые комплексы.
Для по существу линейных полимеров этилена длинноцепочечное разветвление является более длинным, чем короткоцепочечное разветвление, что является результатом введения альфа-олефина(ов) в главную цепь полимера. Эмпирический эффект присутствия длинноцепочечного разветвления в по существу линейных полимерах этилена, используемых в изобретении, проявляется в виде улучшенных реологических свойств, которые определяются количественно и выражаются здесь в виде результатов газоэкструзионной пластометрии (ГЭП), и/или отношение текучести расплава I10/I2 увеличивается.
По существу линейные полимеры этилена являются гомогенно разветвленными полимерами этилена и рассматриваются в патенте США 5272236 и в патенте США 5278272. Гомогенно разветвленные по существу линейные полимеры этилена являются доступными от фирмы The Dow Chemical Company как полиолефиновые пластомеры AFFINITYтм и от фирмы DuPont Dow Elastomers JV как полиолефиновые эластомеры ENGAGEтм. Гомогенно разветвленные по существу линейные полимеры этилена могут быть получены посредством растворной, суспензионной или газофазной полимеризации этилена и одного или более необязательных альфа-олефиновых сомономеров в присутствии катализатора стесненной конфигурации, такой как способ, рассмотренный в Европейском патенте 416815А. Предпочтительно, для получения по существу линейного полимера этилена, используемого в настоящем изобретении, используется способ растворной полимеризации.
Термины "гетерогенный" и "гетерогенно разветвленный" означают, что полимер этилена характеризуется как смесь интерполимерных молекул, имеющих различные мольные соотношения этилена и сомономера. Гетерогенно разветвленные полимеры этилена характеризуются как имеющие показатель распределения короткоцепочечных разветвлений (ПРКЦР) менее примерно 30%. Гетерогенно разветвленные линейные полимеры этилена являются доступными от фирмы The Dow Chemical Company как линейный полиэтилен низкой плотности DOWLEXтм и как смолы полиэтилена ультранизкой плотности ATTANEтм. Гетерогенно разветвленные линейные полимеры этилена могут быть получены посредством растворной, суспензионной или газофазной полимеризации этилена и одного или более необязательных альфа-олефиновых сомономеров в присутствии катализатора Циглера-Натта способами, такими как в патенте США 4076698 (Anderson et al.). Гетерогенно разветвленные полимеры этилена обычно характеризуются как имеющие молекулярно-массовые распределения Mw/Mn в пределах от 3,5 до 4,1 и как таковые отличаются от по существу линейных полимеров этилена и гомогенно разветвленных линейных полимеров этилена, с точки зрения как композиционного распределения короткоцепочечных разветвлений, так и молекулярно-массового распределения.
По существу линейные полимеры этилена, используемые в настоящем изобретении, не относятся к тому же классу, как гомогенно разветвленные линейные полимеры этилена, ни гетерогенно разветвленные линейные полимеры этилена, и не являются по существу линейными полимерами этилена в том же классе, как традиционный разветвленный полиэтилен низкой плотности (ПЭНП).
По существу линейные полимеры этилена, используемые в данном изобретении, неожиданно имеют превосходную перерабатываемость, хотя они имеют относительно узкие молекулярно-массовые распределения (ММР). Даже более неожиданно, отношение текучести расплава (I10/I2) по существу линейных полимеров этилена может изменяться фактически независимо от показателя полидисперсности (т. е. молекулярно-массового распределения Mw/Mn). Это контрастирует с традиционными гетерогенно разветвленными линейными полиэтиленовыми смолами, которые имеют такие реологические свойства, что при увеличении показателя полидисперсности значение I10/I2 также увеличивается. Реологические свойства по существу линейных полимеров этилена также отличаются от гомогенно разветвленных линейных полимеров этилена, которые имеют относительно низкие, в основном фиксированные, отношения I10 /I2.
Авторами изобретения установлено, что по существу линейные полимеры этилена и гомогенно разветвленные линейные полимеры этилена (т.е. гомогенно разветвленные полимеры этилена) обладают уникальными преимуществами для применения в ковровых основах с экструзионным нанесением покрытия, особенно для коммерческих и постоянных ковровых рынков. Гомогенно разветвленные полимеры этилена (включая по существу линейные полимеры этилена, в частности) имеют низкие температуры затвердевания, хорошую адгезию к полипропилену и низкий модуль по отношению к традиционным полимерам этилена, таким как полиэтилен низкой плотности (ПЭНП), гетерогенно разветвленный линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен высокой плотности (ПЭВП) и гетерогенно разветвленный полиэтилен ультранизкой плотности (ПЭУНП). Как таковые гомогенно разветвленные полимеры этилена используются для получения ковровых волокон, материалов первичной основы, адгезивных материалов основы и необязательных материалов вторичной основы. Однако гомогенно разветвленные полимеры этилена являются, в частности, используемыми в качестве адгезивных материалов основы для прошивного ковра и непрошивного ковра (например,иглопробивного ковра) и являются особенно используемыми для прошивных ковров.
В настоящем изобретении в процессе экструзионного покрытия тыльной стороны ковра для нанесения адгезивного материала основы правильно выбранные по существу линейные полимеры этилена и гомогенно разветвленные линейные полимеры этилена проявляют хорошую проницаемость ковровой пряжи (пучков волокон), а также обеспечивают хорошую консолидацию волокон в пряже. При использовании для прошивных ковров прочность ворсового переплетения и износостойкость ковра увеличивается при проникновении по существу линейных полимеров этилена и гомогенно разветвленных линейных полимеров этилена в пряжу. Предпочтительно достигается прочность ворсового переплетения (или ворсового пучка) 1,5 кг (3,25 фунта) или более, более предпочтительно - 2,3 кг (5 фунтов) или более, и наиболее предпочтительно - 3,4 кг (7,5 фунтов) или более. Помимо улучшенной пропитываемости пряжи прочность ворсового переплетения может быть также увеличена при увеличении молекулярной массы полимера. Однако более высокая молекулярная масса полимера, выбранная для увеличения прочности ворсового переплетения, находится в противоречии с требованием более низкой молекулярной массы полимера, которая обычно требуется для лучшей пропитываемости пряжи и хорошей наносимости в виде покрытия экструзией. Кроме того, более высокие плотности полимера являются желательными для улучшенной химической и барьерной стойкости, еще более высокие плотности неизменно приводят к получению более жестких ковров. Как таковые, свойства полимера должны выбираться так, чтобы выдерживался баланс между способностью наноситься экструзией и износостойкостью, а также между химической стойкостью и эластичностью ковра.
Когда ковровые неотделанные изделия обеспечиваются основой из правильно выбранных по существу линейных полимеров этилена или гомогенно разветвленных линейных полимеров этилена, низкий модуль упругости при изгибе этих полимеров обладает преимуществами легкости установки ковра и общего обращения с ковром.
По существу линейные полимеры
этилена, в частности, при использовании в качестве адгезивного материала основы, проявляют улучшенную механическую адгезию к полипропилену,
которая улучшает объединение и устойчивость к
расслаиванию различных слоев ковра и компонентов, т.е. полипропиленовых волокон, пучков волокон, материала первичной основы, адгезивного материала
основы и материала вторичной основы, когда он,
необязательно, применяется. Следовательно, могут быть получены исключительно хорошая износостойкость и прочность ворсового переплетения. Хорошая
износостойкость является особенно важной в
промышленных операциях чистки ковров, т.к. хорошая износостойкость обычно улучшает долговечность ковров.
Правильно выбранные по существу линейные полимеры этилена могут позволить исключить материалы вторичной основы и, как таковые, могут дать значительную экономию стоимости изготовления. К тому же ковры с основой, склеенной по существу линейным полимером этилена или гомогенно разветвленным линейным полимером этилена, могут обеспечить значительный барьер к жидкости и пыли, который улучшает гигиенические свойства ковра.
Адгезивный материал основы из по существу линейного полимера этилена или гомогенно разветвленного линейного полимера этилена может дать полностью повторно перерабатываемые ковровые изделия, особенно, где ковер содержит полипропиленовые волокна. К тому же смесь по существу линейного полимера этилена или гомогенно разветвленного линейного полимера этилена с полипропиленовой смолой волоконного сорта может дать ударопрочную повторно перерабатываемую композицию, которая используется для литьевого формования и других видов формования, а также повторного использования в ковровой конструкции, например, в качестве материала первичной основы или в качестве компонента смеси полимерной композиции адгезивного материала основы, т.е. полиолефиновые полимерные смеси могут включать полимеры с похожей химией, совместимостью и/или смешиваемостью, чтобы обеспечить хорошую повторную перерабатываемость, но при этом не на столько подобными, чтобы обеспечить интегральное плавление.
Предпочтительный гомогенно разветвленный полимер этилена имеет единственный пик плавления между -30oС и 150oС, как определено с использованием дифференциальной сканирующей
калориметрии. Наиболее предпочтительным гомогенно разветвленным полимером этилена для использования в изобретении является по существу линейный полимер этилена, имеющий:
(a) отношение
текучести расплава I10/I2 ≥ 5,63
(b) молекулярно-массовое распределение Mw/Mn, как определено гельпроникающей хроматографией и определено
уравнением: (Mw/Mn) ≤ (I10/I2) - 4,63;
(c) такую газоэкструзионную реологию, что критическая скорость сдвига в начале поверхностного
разрушения расплава для по существу линейного полимера этилена составляет, по крайней мере, на 50% больше, чем критическая скорость сдвига в начале поверхностного разрушения расплава для линейного
полимера этилена, где линейный полимер этилена имеет гомогенно разветвленное распределение короткоцепочечных разветвлений и не имеет длинноцепочечного разветвления, и где по существу линейным
полимером этилена и линейным полимером этилена являются одновременно гомополимеры этилена или интерполимеры этилена и, по меньшей мере, одного альфа-C3-20 - олефина, и имеют одинаковые
I2 и Mw/Mn, и где соответствующие критические скорости сдвига по существу линейного полимера этилена определяются при одной и той же температуре расплава с
использованием газоэкструзионного пластометра;
(d) единственный пик плавления, определенный дифференциальной сканирующей калориметрией (ДСК), между -30oС и 150oС.
Определение критической скорости сдвига с точки зрения разрушения расплава, а также других реологических свойств, таких как "реологический показатель перерабатываемости" (ПП), осуществляется с использованием газоэкструзионного пластометра (ГЭП). Гаэоэкструзионный пластометр описан в работе М. Shida, R. N. Shroff and L.V. Cancio, Polymer Engineering Science, Vol. 17, 11, p. 770 (1977) и в работе John Dealy "Rheometers for Molten Plastics', опубликованной фирмой Van Nostrand Reinhold Co. (1982), pp. 97-99. ГЭП-эксперименты осуществляются при температуре 190oС при давлении азота между примерно 1,7 и 37,4 МПа (примерно 250 и примерно 5500 фунта на кв. дюйм) с использованием головки с диаметром 0,0754 мм и шнека 20:1 L/D с углом входа примерно 180o. Для по существу линейных полимеров этилена, используемых здесь, ПП является кажущейся вязкостью (в кпз) материала, измеренной с помощью ГЭП при кажущемся напряжении сдвига 2,15 х 106 дин/см (2,19 х 104 кг/м2). По существу линейный полимер этилена для использования в изобретении имеет ПП в интервале от 0,01 кпз до 50 кпз, предпочтительно 15 кпз или менее. По существу линейный полимер этилена, используемый здесь, также имеет ПП менее или равно 70%, от ПП линейного полимера этилена (либо циглеровского полимеризованного полимера, либо гомогенно разветвленного линейного полимера, как описано в патенте США 3645992 (Elston), имеющего I2 и Mw/Mn, каждый в 10% от по существу линейного полимера этилена.
График зависимости кажущегося напряжения сдвига от кажущейся скорости сдвига используется для идентификации явления разрушения расплава и количественного определения критической скорости сдвига и критического напряжения сдвига полимеров этилена. Согласно работе Ramamurthy, Journal of Rheology, 30(2), pp. 337-357, 1986, выше определенной критической скорости течения наблюдаемые нерегулярности экструдата могут быть широко классифицированы на два главных типа: поверхностное разрушение расплава и объемное разрушение расплава.
Поверхностное разрушение расплава имеет место в условиях кажущегося установившегося потока и изменяется от потери зеркального глянца пленки до более резкой формы "акульей шкуры". Здесь, как определено с использованием вышеуказанного ГЭП, начало поверхностного разрушения расплава (НПРР) характеризуется началом потери глянца экструдата, при котором шероховатость поверхности экструдата может быть определена только при увеличении 40 х. Как описано в патенте США 5278272, критическая скорость сдвига в начале поверхностного разрушения расплава для по существу линейных интерполимеров и гомополимеров этилена является, по меньшей мере, на 50% больше критической скорости сдвига в начале поверхностного разрушения расплава линейного полимера этилена, имеющего практически такие же I2 и Mw/Mn.
Объемное разрушение расплава имеет место в условиях неустановившегося экструзионного потока и изменяется от регулярных (чередование шероховатости и гладкого, спирального и т.д.) до хаотических искажений. Для коммерческой применимости, чтобы максимизировать основные характеристики пленки, покрытий и изделий, поверхностные дефекты должны быть минимальными, если не отсутствовать. Критическое напряжение сдвига в начале объемного разрушения расплава для по существу линейных полимеров этилена, используемых в изобретении, особенно имеющих плотность более 0,910 г/см3, составляет более 4 х 106 дин/см2. Критическая скорость сдвига в начале поверхностного разрушения расплава (НПРР) и в начале объемного разрушения расплава (НОРР) будут использоваться здесь на основе изменений шероховатости и формы экструдатов, экструдированных с помощью ГЭП.
Гомогенные полимеры этилена, используемые в настоящем изобретении, характеризуются единственным ДСК-пиком плавления. Единственный пик плавления определяется с использованием дифференциального сканирующего калориметра, эталонизированного индием и деионизованной водой. Методика включает образцы размером 5-7 мг, "первый нагрев" до температуры примерно 140oС, которая выдерживается в течение 4 мин, охлаждение со скоростью 10oС/мин до температуры - 30oС, которая выдерживается в течение 3 мин, и "второй нагрев" со скоростью 10oС/мин до 150oС. Единственный пик плавления берется с кривой "тепловой поток - температура" "второго нагрева". Общая теплота плавления полимера рассчитывается по площади под кривой.
Для полимеров, имеющих плотность от 0,875 г/см3 до 0,910 г/см3, единственный пик плавления может иметь "плечо" или "горб" на нижней стороне плавления, который составляет менее 12%, обычно менее 9%, и более типично - менее 6% общего тепла плавления полимера. Такой артефакт наблюдается для других гомогенно разветвленных полимеров, таких как смолы Exactтм, и различается на основе наклона единственного пика плавления, изменяющегося монотонно через область плавления артефакта. Такой артефакт имеет место в точке плавления 34oС, обычно - 27oС, более обычно - 20oС единственного пика плавления. Теплота плавления, присущая артефакту, может быть определена отдельно специальным интегрированием его соответствующей площади под кривой тепловой поток - температура.
Образцы всего полимерного продукта и отдельные компоненты полимера анализируются с помощью гельпроникающей хроматографии (ГПХ) на высокотемпературном хроматографе марки Waters-150, оборудованном тремя колонками смешанной пористости (Polymer Laboratories 103 , 104, 105 и 106

Определение молекулярной массы производится путем использования эталонов полистирола с узким
молекулярно-массовым распределением (от Polymer Laboratories) в сочетании с объемами элюирования.
Эквивалентные молекулярные массы полиэтилена определяются при использовании соответствующих
коэффициентов Марка-Хувинка для полиэтилена и полистирола (как описано в работе Williams and Ward, Journal
of Polymer Science, Polymer Letters, Vol. 6, p. 621, 1968, с выводом следующего
уравнения:
Mполиэтилен = а х (Mполистирол)b.
В данном уравнении а=0,4316 и b=1,0. Средневесовая
молекулярная масса Mw и среднечисленная молекулярная масса Мn рассчитываются обычным образом согласно
следующей общей формуле:
Мj = (S wi(Mij))j,
где wi - массовая фракция молекул с Мi, вымывающихся
из ГПХ-колонки в фракции i, и j=l при расчете Мw, и j=-l при
расчете Мn.
Молекулярно-массовое распределение Mw/Мn для по существу линейных полимеров этилена и гомогенных линейных полимеров этилена, используемых в настоящем изобретении, обычно составляет от примерно 1,8 до примерно 2,8.
Однако известно, что по существу линейные полимеры этилена имеют превосходную перерабатываемость несмотря на то, что имеют относительно узкое молекулярно-массовое распределение. В отличие от гомогенно или гетерогенно разветвленных полимеров этилена отношение текучести расплава I10/I2 по существу линейных полимеров этилена может изменяться по существу независимо от их молекулярно-массового распределения Mw/Mn.
Соответствующие гомогенно
разветвленные полимеры этилена для использования в настоящем изобретении включают интерполимеры этилена и, по меньшей мере,
одного альфа-олефина, полученные растворным, газофазным или суспензионным
способом полимеризации или их комбинацией. Соответствующие альфа-олефины представлены следующей общей формулой:
СН2 = CHR,
где R - гидрокарбилрадикал. Далее, R может быть
гидрокарбилрадикалом, имеющим от 1 до 20 углеродных атомов, и как таковая формула включает альфа-С3-20
-олефины. Соответствующие альфа-олефины для использования в качестве сомономеров
включают пропилен, 1-бутен, 1-изобутилен, 1-пентен, 1-гексен, 4-метил-1-пентен, 1-гептен и 1-октен, а также другие типы
сомономеров, такие как стирол, галоид- или алкилзамещенные стиролы,
тетрафторэтилен, винилциклобутан, 1,4-гексадиен, 1,7-октадиен, и циклоалкены, например циклопентен, циклогексен и циклооктен.
Предпочтительно сомономером является 1-бутен, 1-пентен, 4-метил-1-пентен,
1-гексен, 1-гептен, 1-октен или их смеси, так как адгезивные материалы основы, содержащие высшие альфа олефины, имеют особенно
улучшенную ударную вязкость. Однако наиболее предпочтительно сомономером
является 1-октен, и полимер этилена получается растворным способом.
Плотность по существу линейного полимера этилена или гомогенно разветвленного линейного полимера этилена, как определено в соответствии с ASTM D-792, не превышает 0,92 г/см3, и находится обычно в пределах от примерно 0,85 г/см3 до примерно 0,92 г/см3, предпочтительно - от примерно 0,86 г/см3 до примерно 0,91 г/см3, и особенно - от примерно 0,86 г/см3 до примерно 0,90 г/см3.
Молекулярную массу гомогенно разветвленного линейного полимера этилена или по существу линейного полимера этилена удобно указывать, используя индекс расплава, измеренный в соответствии с ASTM D-1238, условие 190oС/2, 16 кг (первоначально названное как "условие (Е)", а также названное как I2). Индекс расплава является обратно пропорциональным молекулярной массе полимера. Так, чем выше молекулярная масса, тем ниже индекс расплава, хотя зависимость не является линейной. Индекс расплава гомогенно разветвленного линейного полимера этилена или по существу линейного полимера этилена составляет вообще от примерно 1 грамма/10 минут (г/10 мин) до примерно 500 г/10 мин, предпочтительно - от примерно 2 г/10 мин до примерно 300 г/10 мин, более предпочтительно - от примерно 5 г/10 мин до примерно 100 г/10 мин, особенно - от примерно 10 г/10 мин до примерно 50 г/10 мин, и наиболее особенно - примерно 25-35 г/10 мин.
Другое измерение, используемое для определения величины молекулярной массы гомогенного линейного полимера этилена или по существу линейного полимера этилена, удобно указывается с использованием измерения индекса расплава согласно ASTM D-1238, условие 190o С/10 кг (первоначально названное как "условие N", а также названное как I10). Отношение индексов расплава I10 и I2 является отношением текучести расплава и обозначается как I10/I2. Для по существу линейного полимера этилена отношение I10 /I2 указывает степень длинноцепочечного разветвления, т. е. чем выше отношение I10/I2, тем большее длинноцепочечное разветвление имеется в полимере. Отношение I10/I2 по существу линейного полимера этилена составляет не менее 6,5, предпочтительно - не менее 7, особенно - не менее 8. Отношение I10/I2 гомогенно разветвленного линейного полимера этилена обычно составляет менее 6,3.
Предпочтительные полимеры этилена для использования в настоящем изобретении имеют относительно низкий модуль упругости. Т.е. полимер этилена характеризуется, как имеющий 2% секущий модуль менее 163,3 МПа (24000 фунт/кв. дюйм), особенно - менее 129,3 МПа (19000 фунт/кв.дюйм), и в частности - менее 95,2 МПа (14000 фунт/кв.дюйм), как определено в соответствии с ASTM D-790.
Предпочтительные полимеры этилена для использования в настоящем изобретении являются по существу аморфными или
полностью аморфными. Т.е. полимер этилена характеризуется как имеющий процент
кристалличности менее 40%, предпочтительно - менее 30%, более предпочтительно - менее 20%, и наиболее предпочтительно
- менее 10%, как определено сканирующей калориметрией с использованием
уравнения:
процент кристалличности = (Hf/292) х 100,
где Hf - теплота плавления в
Дж/г.
Гомогенно разветвленный полимер этилена может быть использован в отдельности или может быть смешан с одним или более синтетических или природных полимерных материалов. Соответствующие полимеры для смешения с гомогенно разветвленными полимерами этилена, используемыми в настоящем изобретении, включают, но не ограничиваются этим, другой гомогенно разветвленный полимер этилена, полиэтилен низкой плотности, гетерогенно разветвленный ЛПЭНП, гетерогенно разветвленный ПЭУНП, полиэтилен средней плотности, полиэтилен высокой плотности, привитой полиэтилен (например, гетерогенно разветвленный полиэтилен низкой плотности с привитым экструзией малеиновым ангидридом, или полиэтилен ультранизкой плотности с привитым экструзией малеиновым ангидридом), сополимер этилена с акриловой кислотой, сополимер этилена с винилацетатом, сополимер этилена с этилакрилатом, полистирол, полипропилен, полиэфир, полиуретан, полибутилен, полиамид, поликарбонат, каучуки, этилен-пропиленовые полимеры, этилен-стирольные полимеры, стирольные блоксополимеры и вулканизаты.
Необходимое смешение различных полимеров может быть удобно осуществлено по известной технологии, включая, но не ограничиваясь этим, экструзионное компаундирование расплава, сухое смешение, смешение на вальцах, смешение в расплаве, такое как смешение в смесителе Бенбери, и многореакторная полимеризация.
Предпочтительные смеси включают гомогенно разветвленный полимер этилена и гетерогенно разветвленный интерполимер этилена и альфа-олефина, в котором альфа-олефином является альфа-С3-8-олефин, полученный с использованием двух реакторов, работающих параллельно или последовательно с различными каталитическими системами, используемыми в каждом реакторе.
Многореакторные полимеризации описываются в одновременно рассматриваемых заявках США, per. 08/544497 от 18 октября 1995 г. и 08/327156 от 21 октября 1994 г. Однако предпочтительные многореакторные полимеризации содержат неадиабатические растворные реакторы с замкнутым контуром, как описано в предварительных заявках на патент США per. 60/01496 и 60/014705, обе от 1 апреля 1996 г.
Ряд свойств смолы, условий переработки и конструкций оборудования описан для систем ковровых основ с экструзионным покрытием, которые обеспечивают характеристики, подобные или лучше, чем вышеуказанные латекс и полиуретановые системы.
На фиг.1 показан прошивной ковер 10. Прошивной ковер 10 выполнен из материала первичной основы 11 с прошитой через него пряжей 12; адгезивного материала основы 13, который находится в непосредственном контакте с тыльной поверхностью материала первичной основы 11, по существу капсулирует пряжу 12 и пропитывает пряжу 12 и связывает отдельные волокна ковра; необязательного материала вторичной основы 14, нанесенного на тыльную поверхность адгезивного материала основы 13.
На фиг. 2 показана линия нанесения покрытия экструзией 20 для получения ковра 70. Линия 20 включает экструдер 21, оборудованный щелевой головкой 22, обжимным валком 24, охлаждающим валиком 23, вытяжным колпаком 26, валком подачи неотделанного изделия 28 и предварительным нагревателем 25. Как показано, обжимной валок предпочтительно оборудован вакуумной щелью 29 для подведения вакуума примерно под 60o или примерно на 17% его окружности и оборудован вакуумным насосом 27. Щелевая головка 22 распределяет адгезивный материал основы в виде полурасплавленного полимерного холста 30 на неотделанном изделии 40 с полимерным холстом 30 к охлаждающему валку 23, а неотделанным изделием 40 к необязательному вакуумному валку 24. Как показано, необязательный материал вторичной основы 50 наносится на полимерный холст 30. Точка, где обжимной валок 24 и охлаждающий валок 23 смыкаются друг с другом, называется зажимом 60.
Настоящее изобретение используется в получении ковров с лицевой пряжей, выполненной из различных материалов, включая, но не ограничиваясь этим, полипропилен, полиамид, шерсть, хлопок, акрилат, полиэфир и политриметилентерефталат (ПТТ). Однако поскольку одной из целей настоящего изобретения является создание повторно перерабатываемого ковра, такого как, например, 100% полиолефиновый ковер, наиболее предпочтительная пряжа содержит полиолефин, более предпочтительно - полипропилен. Наиболее предпочтительно, пряжа, используемая в настоящем изобретении, является воздухосплетенной полипропиленовой пряжей 2750 денье, такой как выпускаемая фирмой Shaw Industries, Inc. и поставляемая под маркой "Permacolor 2750 Type 015".
Предпочтительный материал первичной основы содержит полиолефин, более предпочтительно - полипропилен. Наиболее предпочтительно, материалом первичной основы является щелевой пленочный полипропиленовый лист, такой как поставляется фирмами Атосо или Synthetic Industries. Альтернативно, могут также использоваться другие типы материалов первичной основы. Несмотря на то, что для материала первичной основы могут быть использованы другие материалы, такие как полиэфиры или полиамиды, предпочтительно использовать полиолефин, так что достигается цель получения ковра, выполненного полностью из полиолефинов. К тому же полипропиленовые материалы первичной основы имеют обычно более низкую стоимость.
Способ прошивки или иглопробивки пряжи не является определяющим для настоящего изобретения. Таким образом, могут использоваться любое ковропрошивное и иглопробивное оборудование и модели швов. Альтернативно, не важно, остаются ли неразрезанными прошитые петли пряжи с получением трикотажного переплетения; разрезка может сделать разрезной ворс; или разрезка, частичная разрезка и неразрезка сделать лицевую текстуру, известную как состриженные кончики.
После того, как пряжа прошивается или иглопробивается в материал первичной основы, неотделанное изделие обычно прикатывается с тыльной стороны материала первичной основы, обращенной наружу, и выдерживается до тех пор, пока оно не переносится к линии основы.
В предпочтительном варианте неотделанное изделие очищается или промывается перед тем, как на него экструдируется адгезивный материал основы. В частности, пряжа, которая прошивается или иглопробивается для получения ковра, часто имеет различные количества технологических добавок, наиболее часто масляных или восковых химических веществ, известных как отделочные химические вещества, остающиеся на нем от процессов изготовления пряжи. Установлено, что предпочтительно удалять или замещать все или по существу все эти технологические добавки до экструдирования адгезивного материала основы на тыльную поверхность материала первичной основы. Способ предварительной очистки или промывки включает пропускание неотделанного изделия через ванну, содержащую водный раствор детергента примерно при температуре 64-70oС (например, 67oС). Соответствующие детергенты включают, но не ограничиваются этим STA, который доступен от American Emulsions. После технологической стадии промывки детергентом неотделанное изделие сушится и предварительно нагревается. Сушка может осуществляться при температуре от примерно 108oС до примерно 112oС (например, 110oС) в течение примерно 1,8-2, 2 мин (например, 2 мин).
Другой предпочтительный способ очистки или промывки включает использование влажной вакуумной системы очистки, которая сначала распределяет воду с комнатной температурой или нагретую воду (необязательно содержащую либо детергент, либо чистящий раствор) на сторону материала первичной основы неотделанного изделия, а затем последовательно вакуумирует воду и остаточные количества технологических добавок. Влажную вакуумную систему соответственно приспосабливают с распределяющим и вакуумным переходником или головкой так, что вся ширина неотделанного изделия может быть влажно вакуумирована, по меньшей мере, один раз на линии непрерывного нанесения покрытия экструзией. После технологической стадии влажного вакуумирования неотделанное изделие соответственно сушится и/или предварительно нагревается. Соответствующие детергенты, чистящие растворы или чистящие концентраты для использования в способе влажного вакуумирования включают, но не ограничиваются этим, водные щелочные растворы, например, состоящие из тетранатриевой соли этилендиаминтетрауксусной кислоты. Одной соответствующей системой влажной вакуумной очистки является система очистки ковров Rinsevacтм, и одним соответствующим чистящим концентратом является промышленный очиститель ковров Rinsevacтм, оба поставляемые фирмой Blue Lustre Products, Inc., Indianapolis, In.
Другие соответствующие способы настоящего изобретения для очистки или промывки технологических добавок, приспособленные к линии экструзионного нанесения покрытия, такие как, например, способ, показанный на фиг.2, включают очистку паром, испарение при повышенных температурах и/или под вакуумом и химическую промывку растворителем неотделанного изделия.
Также предполагается, что использование полиолефиновых восков (в большей степени, чем традиционных органических и минеральных масел) в качестве технологических добавок будет обеспечивать улучшенные характеристики адгезивного материала основы в нем или по меньшей мере отвечать требованиям очистки или промывки. Тем не менее, практиками установлено, что требования очистки или промывки могут изменяться в зависимости от количества и конкретного типа присутствующих технологических добавок, т.е. более высокие количества технологических добавок и/или более высокомолекулярные технологические добавки могут требовать более последовательной технологии очистки или промывки, такой как, например, многостадийная очистка или промывка, использующая концентрированные моющие растворы на основе умягченной или деионизованной воды. Практически установлено, что требования очистки и промывки для эффективного удаления или замещения технологических добавок могут быть более обширными, чем обычные процедуры промывки или очистки, осуществляемые для косметических или декоративных целей или осуществляемые для простого удаления свободных волокон, материала первичной основы или других обрывков, что обычно является результатом операций прошивки, иглопробивки и/или резки.
В другом аспекте настоящего изобретения неотделанное изделие покрывается водным грунтовочным материалом либо в качестве конечной основы, либо, предпочтительно, перед экструдированием на него адгезивного материала основы. Частицы в этой дисперсии могут быть выполнены из различных полиолефиновых материалов, таких как сополимер этилена с акриловой кислотой (ЭАК), сополимер этилена с винилацетатом (ЭВА), полипропилен или полиэтилен (например, полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП) или по существу линейный полимер этилена или их смеси). В настоящее время полиэтиленовые частицы являются предпочтительными. Наиболее предпочтительными являются полиэтиленовые частицы, поставляемые Quantum USI Division под маркой "Microthene FN500".
Предпочтительно полиолефиновые частицы присутствуют в количестве между примерно 10 и 75^ мае. дисперсии, более предпочтительно - между примерно 20 и примерно 50%, и наиболее предпочтительно - между примерно 25 и примерно 33%.
Размер полиолефиновых частиц является важным как для обеспечения получения хорошей дисперсии, так и для обеспечения проникновения частиц в пряжу и первичную основу для обеспечения хорошей износостойкости. Предпочтительно средний размер частиц составляет между примерно 1 и примерно 1000 мкм, и более предпочтительно - между примерно 5 и 40 мкм. Наиболее предпочтительные полиэтиленовые частицы, указанные выше, имеют средний размер частиц от примерно 18 до примерно 22 мкм (например, 20 мкм).
Предпочтительно полиолефиновые частицы имеют температуру размягчения по Вика (как определено в соответствии с ASTM D-1525) между примерно 50 и примерно 100oС, и более предпочтительно - между примерно 75 и 100oС. Наиболее предпочтительные полиэтиленовые частицы, указанные выше, имеют температуру размягчения по Вика от примерно 80oС до примерно 85oС (например, 83oС).
Когда используются полипропиленовые частицы, они предпочтительно имеют текучесть расплава (ASTM D-1238, условие 210/2,16) между примерно 1 и примерно 80, наиболее предпочтительно - между примерно 60 и примерно 80. Когда используются полиэтиленовые частицы, они предпочтительно имеют индекс расплава I2 (ASTM D-1238, условие 190/2,16) между примерно 1 и примерно 100 г/10 мин, и более предпочтительно - между примерно 20 и примерно 25 г/10 мин. Наиболее предпочтительные полиэтиленовые частицы, указанные выше, имеют индекс расплава I2 22 г/10 мин.
Сополимер этилена с акриловой кислотой (ЭАК) может быть использован для полиолефиновых частиц, предпочтительно в комбинации с полиэтиленовыми или полипропиленовыми частицами. Установлено, что ЭАК может увеличивать адгезию грунта к пряже и первичной основе, а также к термопластичному листу, экструдированному на него.
Водная дисперсия предпочтительно содержит другие ингредиенты. Например, предпочтительно, включается поверхностно-активное вещество для поддержания полиолефиновых частиц в диспергированном состоянии. Соответствующими поверхностно-активными веществами являются неионогенные, анионные, катионные и фторсодержащие поверхностно-активные вещества. Предпочтительно, поверхностно-активное вещество присутствует в количестве между примерно 0,01 и примерно 1мас. %. по отношению к общей массе дисперсии. Более предпочтительно, поверхностно-активное вещество является анионным. Наиболее предпочтительно, поверхностно-активное вещество поставляется фирмой Ciba-Geigy под торговой маркой "Igepal C0430" и присутствует в количестве 0,1 мас.% по отношению к общей массе дисперсии.
Предпочтительно, также включается загуститель для обеспечения соответствующей вязкости дисперсии. Предпочтительно, загуститель выбирается из группы, состоящей из натриевых и аммониевых солей полиакриловой кислоты, и присутствует в количестве между примерно 0,1 и примерно 2 мас.% по отношению к общей массе дисперсии. Наиболее предпочтительно, загустителем является соль полиакриловой кислоты, такая, которая поставляется фирмой Sun Chem International под торговой маркой "Print Gum 600" и присутствует в количестве примерно 0,8 мас.% по отношению к общей массе дисперсии.
Предпочтительно, вязкость дисперсии, измеренная на RVT-вискозиметре Брукфилда, находится между примерно 3000 сПз (сантипуаз) при 20 об/мин с веретеном 5 и примерно 50000 сПз при 2,5 об/мин с веретеном 5, измеренная при 23oС. Наиболее предпочтительно, вязкость дисперсии находится между примерно 10000 и 2000 сП при 2,5 об/мин с веретеном 5.
Кроме того, дисперсия, предпочтительно, включает пеногаситель. Предпочтительно, пеногасителем является несиликоновый пеногаситель и присутствует в количестве между примерно 0,01 и примерно 1,0 мас.% по отношению к общей массе дисперсии. Наиболее предпочтительно, пеногаситель является таким, какой поставляется фирмой LENMAR Chemical Corporation под маркой "MARFOAM N-24A", и присутствует в количестве примерно 0,1 мас.% по отношению к общей массе композиции.
Предпочтительно, водная дисперсия дополнительно включает усилитель дисперсии, такой как пылевидная двуокись кремния, которая как установлено, действует в качестве агента, усиливающего совместимость дисперсии, позволяя в результате использовать более крупные полиолефиновые частицы. Предпочтительно, пылевидная двуокись кремния присутствует в количестве между примерно 0,1 и примерно 0,2 мас. % по отношению к общей массе дисперсии. Наиболее предпочтительно, пылевидная двуокись кремния является такой, какая поставляется фирмой DeGussa под маркой "Aerosil 300".
Водная дисперсия полиолефиновых частиц может быть получена различными путями. Предпочтительно, ингредиенты добавляются к воде в следующем порядке: поверхностно-активное вещество, пеногаситель, полиолефин, загуститель. Смесь затем перемешивается в гомогенном смесителе, предпочтительно высокосдвиговым смешением до тех пор, пока не диспергируются все комки, обычно в течение примерно 8-12 мин (например 10 мин).
Дисперсия может быть нанесена на ковер различными путями. Например, дисперсия может быть нанесена непосредственно аппликатором "валок поверх валка", или раклей. Альтернативно, дисперсия может быть нанесена не напрямую, например лоточным аппликатором. Предпочтительно, аппликатор "валок поверх валка" используется с верхним валком, вращающимся при примерно 22-27% линейной скорости (например 25% линейной скорости).
Количество наносимой дисперсии и концентрация частиц могут варьироваться в зависимости от желаемых технологических параметров и показателей продукта. Предпочтительно, количество наносимой дисперсии и концентрация частиц выбираются так, чтобы наносить между примерно 141,5 и примерно 424,4 см3/м2 (между примерно 4 и примерно 12 унций/кв.ярд) ковра. Наиболее предпочтительно, это достигается при использовании дисперсии, содержащей примерно 50 мас. % полиолефиновых частиц (по отношению к общей массе дисперсии) и нанесении между примерно 283 и примерно 353,7 см3/м2 (между примерно 8 и примерно 10 унций/кв.ярд) дисперсии.
После нанесения дисперсии к тыльной стороне первичной основы подводится тепло так, чтобы высушить дисперсию и, по меньшей мере, частично расплавить частицы. В результате петли пряжи скрепляются с первичной основой. Предпочтительно, тепло подводится при прохождении продукта через печь. Такая печь, предпочтительно, устанавливается при температуре между примерно 100 и примерно 150oС, и продукт расходуется между примерно 2 и примерно 5 мин прохождения через печь. Кроме того, поскольку целью является, по меньшей мере, частичное расплавление частиц, температура печи устанавливается между примерно на 5 и 75oС выше температуры размягчения по Вика полиолефиновых частиц.
После обработки дисперсией полиолефиновых частиц ковер может использоваться так, как есть, или, более предпочтительно, может иметь дополнительную основу, нанесенную на него. Дополнительные основы могут наноситься различными способами с предпочтительным способом, как описано выше, включающим использование экструдированного листа термопластичного материала, предпочтительно гомогенно разветвленного полимера этилена, описанного выше, на который ламинируется традиционная вторичная основа. В частности, расплавленный термопластичный материал, предпочтительно, экструдируется через головку так, чтобы получить лист шириной, как ковер. Расплавленный экструдированный лист наносится на тыльную сторону первичной основы ковра. Поскольку лист является расплавленным, лист воспринимает форму петель пряжи и дополнительно служит для крепления петель в первичной основе.
Состав оборудования для нанесения покрытия экструзией включает однослойную головку Т-типа, однощелевую головку для нанесения покрытия соэкструзией, двухщелевую головку для нанесения покрытия соэкструзией и многостадийное нанесение покрытия экструзией. Предпочтительно, оборудование для нанесения покрытия экструзией конструируется так, чтобы наносить общую массу покрытия между примерно 141,5 и примерно 1061,1 см3 /м2 (между примерно 4 и примерно 30 унций/кв. ярд), причем наиболее предпочтительным является между примерно 636,7 см3/м2 (примерно, 18 унций/кв.ярд) и примерно 778,1 см3/м2 (примерно, 22 унции/кв. ярд), например, 707, 4 см3/м2 (20 унций/кв.ярд).
Измеренная другим способом толщина нерастянутого сжатого адгезивного материала основы, нанесенного экструзией, находится в пределах от примерно 0,15 до примерно 2 мм (примерно от 6 до 80 мил), предпочтительно - от примерно 0,25 до примерно 1,52 мм (от примерно 10 до примерно 60 мил), более предпочтительно - от примерно 0,38 до примерно 1,27 мм (от примерно 15 до примерно 50 мил), и наиболее предпочтительно - от примерно 0,51 до примерно 1,02 мм (от примерно 20 до примерно 40 мил).
Линейная скорость экструзионного процесса зависит от того, какой конкретно полимер экструдируется, какое точно используется оборудование и какая масса полимера наносится. Предпочтительно линейная скорость находится между примерно 5,5 и примерно 76,2 м/мин (между примерно 18 и примерно 250 фут/мин), более предпочтительно - между примерно 24,4 и примерно 67,1 м/мин (между примерно 80 и примерно 220 фут/мин), наиболее предпочтительно - между примерно 30,5 и примерно 61 м/мин (между примерно 100 и примерно 200 фут/мин).
Температура расплава наносимого экструзией покрытия зависит, главным образом, от конкретного экструдируемого полимера. При использовании наиболее предпочтительного по существу линейного полиэтилена, описанного выше, температура расплава экструзионного покрытия превышает примерно 232oС (450oF), предпочтительно является выше или равной примерно 260oС (500oF) или находится между примерно 232oС (примерно 450oF) и примерно 343oС (650oF), более предпочтительно - между примерно 246oС (475oF) и примерно 316oС (примерно 600oF), наиболее предпочтительно - между примерно 260oС и примерно 288oС (между примерно 500 и примерно 550o F).
Предпочтительно, экструдируются два слоя смолы (причем каждый слой содержит различную смолу), при этом слой, нанесенный непосредственно на тыльную сторону материала первичной основы (первый слой), имеет более высокий индекс расплава, чем второй слой, который наносится на тыльную сторону первого слоя. Так как первый слой располагается на капсулированной и пропитанной пряже, он должен иметь достаточно высокий индекс расплава (достаточно низкую вязкость расплава) для обеспечения капсулирования и пропитки пряжи. Второй слой обычно не располагается на капсулированной и пропитанной пряже и может быть использован как нижняя поверхность ковра или для облегчения нанесения необязательного материала вторичной основы. Для обеих этих целей предпочтительно иметь более низкий индекс расплава, для обеспечения более высокой прочности после охлаждения. К тому же, поскольку он не располагается для капсулирования или пропитывания пучков волокон, во втором слое может использоваться смола более низкого качества и/или с менее точно контролируемыми свойствами. В предпочтительном варианте вторым слоем является вторичное сырье.
Кроме того, первый и второй слои могут состоять из полимеров различного химического состава или композиций. Например, первый слой может состоять из адгезивного полимера (как добавка или как композиция всего слоя), такого как (но не ограничиваясь этим) сополимер этилена с винилацетатом, сополимер этилена с акриловой кислотой или привитой сополимер этилена и малеинового ангидрида (предпочтительно, по существу линейный полимер этилена с экструзионно привитым малеиновым ангидридом или полиэтилен высокой плотности с экструзионно привитым малеиновым ангидридом), второй слой может состоять из неполярного полимера, такого как гомогенно разветвленный полимер этилена, полиэтилен низкой плотности или полиэтилен ультранизкой плотности. Альтернативно, первый слей может состоять из неполярного полимера, а второй слой может состоять из адгезивного полимера.
Предпочтительно, первый слой имеет индекс расплава I2 между примерно 30 и между примерно 175 г/10 мин, а второй слой имеет индекс расплава I2 между примерно 1 и примерно 70 г/10 мин. Наиболее предпочтительно, первый слой имеет индекс расплава 12 между примерно 30 и примерно 70 г/10 мин, а второй слой имеет индекс расплава I2 между примерно 10 и примерно 30 г/10 мин.
Также предпочтительно экструдировать два слоя из одной полимерной композиции с тем, чтобы лучше контролировать толщину или массу смолы, наносимой на ковер. В альтернативных вариантах три или более слоев смолы могут быть экструдированы на тыльную поверхность материала первичной основы для получения более высоких масс покрытия и/или для получения более постепенного перехода между нанесенными первым и последним слоем. Предпочтительно, двухщелевая головка используется для нанесения двух слоев. Альтернативно, две или более экструзионных установки или однощелевая соэкструзионная головка могут быть использованы для нанесения этих двух или более слоев.
Другим аспектом настоящего изобретения является использование модифицированных гомогенно разветвленных полимеров этилена. В частности, в некоторых аспектах изобретения по меньшей мере один гомогенно разветвленный полимер этилена, который используется в качестве адгезивного материала основы, материала первичной основы или пряжи, предпочтительно в качестве адгезивного материала основы, модифицируется путем введения по меньшей мере одной адгезивной полимерной добавки. Соответствующие адгезивные полимерные добавки включают полимерные продукты, состоящие из (1) одной или более этиленненасыщенных карбоновых кислот, ангидридов, алкил(сложных эфиров) и неполных сложных эфиров, например, акриловой кислоты, метакриловой кислоты, малеиновой кислоты, малеинового ангидрида, итаконовой кислоты, фумаровой кислоты, кротоновой кислоты и цитраконовой кислоты, цитраконового ангидрида, янтарной кислоты, янтарного ангидрида, метилводородмалеата и этилводородмалеата; сложных эфиров этиленненасыщенных карбоновых кислот, например этилакрилата, метилметакрилата, этилметакрилата, метилакрилата, изобутилакрилата и метилфумарата; ненасыщенных сложных эфиров карбоновых кислот, например винилацетата, винилпропионата и винилбензоата; и этиленненасыщенных амидов и нитрилов, например акриламида, акрилонитрила, метакрилонитрила и фумаронитрила; и (2) одного или более этилен-ненасыщенных углеводородных мономеров, таких как алифатические альфа-олефиновые мономеры, например этилен, пропилен, бутен-1 и изобутен; сопряженные диены, например бутадиен и изопрен; и моновинилиденовые ароматические карбоциклические мономеры, например стирол, альфа-метилстирол, толуол и т-бутилстирол. Соответствующие адгезивные полимерные добавки могут быть удобно получены известными способами, такими как, например, интерполимеризация или полимеризация с последующей химической или экструзионной прививкой. Соответствующие способы прививки описаны в патентах США 4762890, 4927888, 4230830, 3873643 и 3882194.
Предпочтительными адгезивными полимерными добавками для использования в настоящем изобретении являются прививки малеинового ангидрида, в которых малеиновый ангидрид прививается на полимер этилена в концентрации от примерно 0,1 до примерно 5,0 мас. %, предпочтительно - примерно 0,5-1,5 мас.% Использование прививок малеинового ангидрида на этиленовый полимер в качестве адгезивных полимерных добавок в настоящем изобретении значительно улучшает характеристики и рабочий интервал экструзионно нанесенных гомогенно разветвленных полимеров этилена в качестве адгезивного материала основы, особенно для полярного полимера, такого как, например, (но не ограничиваясь этим), полиамид- и полиэфироблицованные ковры. Улучшение относится к значительно более высокой износостойкости и прочности ворсового переплетения. Улучшение является неожиданным тем, что, как общеизвестно, привитые адгезивы требуют увеличенного времени контакта расплава или полурасплава для улучшенных характеристик и функционирования в качестве межслойных адгезивов для пленок и покрытий, где имеется непрерывная подложка в противоположность прерывистой поверхности раздела, существующей в ковровой конструкции.
Предпочтительные полимеры этилена для использования в качестве прививаемого полимера-хозяина включают полиэтилен низкой плотности (ПЭНП), полиэтилен высокой плотности (ПЭВП), гетерогенно разветвленный линейный полиэтилен низкой плотности (ЛПЭНП), гомогенно разветвленные линейные полимеры этилена и по существу линейные полимеры этилена. Предпочтительные полимеры этилена - хозяева имеют плотность полимера более или равную 0,915 г/см3 и, наиболее предпочтительно, более или равную 0,92 г/см3. По существу линейные полимеры этилена и полиэтилен высокой плотности являются предпочтительными полимерами-хозяевами.
В этом аспекте настоящего изобретения адгезивная полимерная добавка
вводится в гомогенно разветвленный полимер этилена в количестве в пределах от примерно 0,5 до примерно 30 мас.%,
предпочтительно - от примерно 1 до примерно 20 мас.%, более предпочтительно - от
примерно 5 до примерно 15 маc. % , по отношению к общей массе полимера. Для предпочтительных прививок малеинового
ангидрида на полимере этилена введение должно обеспечить конечную концентрацию
малеинового ангидрида в пределах от примерно 0,01 до примерно
0,5 мас.%, предпочтительно - от примерно 0,05 до
примерно 0,2 мас.%, по отношению к общей массе полимера.
Может использоваться вспомогательное оборудование, такое как предварительный подогреватель. В частности, нагреватель, такой как конвекционная печь или инфракрасные панели, может быть использован для нагрева тыла неотделанного изделия перед тем, как на него экструдируется адгезивный материал основы. При этом установлено, что могут быть увеличены капсулирование и пропитывание пучков пряжи. Предпочтительно, предварительным нагревателем является инфракрасная установка, установленная между примерно 200 и примерно 1500oС, и неотделанное изделие выдерживается при этом нагревании в течение между примерно 3 и примерно 30 с. Наиболее предпочтительно, нагреватель устанавливается примерно при 1000oС, а неотделанное изделие выдерживается при этом нагревании в течение примерно 5-7 с (например 6 с).
В дополнение или в качестве альтернативы предварительному нагреву способ изобретения может также использовать стадию последовательного вымачивания для увеличения расплавного времени для адгезивного материала основы с улучшением в результате капсулирования и пропитывания пряжи или пучков волокон адгезивным материалом основы. Предпочтительно, после нанесения адгезивного материала основы на неотделанное изделие, оно нагревается в конвекционной печи или инфракрасным излучением при температуре между примерно 200 и примерно 1500oС в течение между 3 и 30 с, наиболее предпочтительно - при 1000oС в течение примерно 7 с (например, 6 с).
В качестве другой части вспомогательного или необязательного оборудования может быть использован вакуумно-обжимной валок для подведения экструдата адгезивного материала основы (т.е. полурасплавленного или расплавленного полимерного холста) на неотделанное изделие. В операции экструзионного нанесения покрытия с правильно подобранным оборудованием ворсовая лицевая сторона неотделанного изделия обращена к вакуумно-обжимному валку, и полимерный холст подводится на тыльную поверхность материала первичной основы неотделанного изделия. Вакуумнообжимной валок 24 (который показан на фиг.2 и поставляется фирмой Black Clawson Corporation) является пригодным для вакуумной вытяжки холста адгезивного материала основы. Вакуумнообжимной валок 24 может быть модифицирован из традиционного обжимного валка, в котором часть полого внутреннего пространства валка перегораживается, выделяется и соединяется с наружным вакуумным насосом 27 с обеспечением вакуумной поверхности. Поверхность вакуумной части перфорируется, но обрабатывается вровень и непрерывно с остальной поверхностью валка. Соответствующие вакуумнообжимные валки могут иметь полную на 360o вакуумную поверхность; однако, вакуумная поверхность от примерно 10 до примерно 180o является предпочтительной, наиболее предпочтительно - около 60o. Для эффективного вытягивания адгезивного материала основы на неотделанном изделии и максимизации пропитывания пряжи (или пучков волокон) устанавливается вакуум более 3,7 Па (15 дюймов Н2О), предпочтительно - более или равно 6,1 Па (25 дюймов Н2О) или между примерно 3,7 и примерно 12,3 Па (между примерно 15 и примерно 50 дюймов Н2О), предпочтительно - между примерно 4,9 и примерно 11,1 Па (между примерно 20 и примерно 45 дюймов Н2 О).
Длительность времени, в течение которого неотделанное изделие подвергается воздействию вакуума, главным образом, зависит от линейной скорости нанесения покрытия экструзией, а степень вытяжки холста адгезивного материала основы значительно зависит от степени вакуума и пористости неотделанного изделия. Как таковые, более высокие уровни вакуума требуются для более высоких линейных скоростей нанесения покрытия экструзией и/или более плотного неотделанного изделия для эффективной вытяжки адгезивного материала основы.
В дополнение или в качестве альтернативы вакуумно-обжимному валку может быть также использовано устройство с избыточным высоким давлением воздуха, такое как воздушная ракля, или нож, для нагнетания адгезивного материала основы на тыльную поверхность материала первичной основы. Предпочтительно, устройство избыточного давления воздуха устанавливается так, чтобы обеспечить давление воздуха более 0, 14 МПа (20 фунт/кв.дюйм), предпочтительно - более или равно 0,27 МПа (40 фунт/кв.дюйм), более предпочтительно - более или равно 0,41 МПа (60 фунт/кв.дюйм) или между примерно 0,14 и примерно 0,82 МПа (между примерно 20 и примерно 120 фунт/кв.дюйм), наиболее предпочтительно - между примерно 0,20 и примерно 0,54 МПа (между примерно 30 и примерно 80 фунт/кв.дюйм). Предпочтительно, устройство избыточного давления воздуха размещается на зажиме экструзионного покрытия, проходит через всю ширину полимерного холста, размещается позади полимерного холста к охлаждающему валку так, чтобы подавать полимерный холст на неотделанное изделие и впрессовывать полимерный холст в пряжу (или пучки волокон).
Экструдируемый полимер (полимеры) может либо использоваться чистым, либо может иметь одну или более введенных добавок. Предпочтительной добавкой является неорганический наполнитель, более предпочтительно неорганический наполнитель с высоким теплосодержанием. Примеры таких наполнителей включают, но не ограничиваются этим, карбонат кальция, тригидрат алюминия, тальк, барит. Считается, что наполнители с высоким теплосодержанием являются преимуществом в изобретении, поскольку такие наполнители позволяют оставлять экструдат при повышенных температурах дольше с преимущественным результатом обеспечения улучшенных капсулирования и пропитывания. Т.е. обычно наполнители вводятся в материалы ковровых основ только для добавления массы (например, в качестве удешевляющих добавок) или для придания изоляционных или звукопоглощающих характеристик. Однако авторами установлено, что неорганические минеральные наполнители, которые имеют высокое теплосодержание, неожиданно улучшают капсулирование и пропитывание пряжи, что, в свою очередь, улучшает характеристики износостойкости и прочности ворсового переплетения образцов экструзионно покрытого ковра.
Предпочтительно, наполнитель с высоким теплосодержанием вводится в концентрации между примерно 1 и примерно 75 % мac. всего экструдата, более предпочтительно - между примерно 15 и примерно 60 мас.%, и наиболее предпочтительно - между примерно 20 мас.% и 50 мас.%. Такие наполнители имеют удельное теплосодержание более или равно 1,8 Дж•см3/oС (0,4 кал•см3/oС), предпочтительно - более или равно 2 Дж• см3/oС (0, 5 кал•см3/oС), более предпочтительно - 2,5 Дж•см3/oС (0,6 Дж•м3/oС), и наиболее предпочтительно - более или равно примерно 2,9 Дж•см3/oС (примерно 0,7 кал•см3/oС). Типичные примеры наполнителей с высоким теплосодержанием для использования в настоящем изобретении включают (но не ограничиваются этим) известняк (главным образом, CaCO3), мрамор, кварц, кремнезем и барит (главным образом, BaSO4). Наполнители с высоким теплосодержанием должны быть измельчены или выкристаллизованы до размера, который может быть удобно введен в поток расплава экструзионного покрытия. Соответствующие размеры частиц находятся в пределах от примерно 1 до примерно 50 мкм.
Если на ковре желательна вспененная основа, в адгезивный материал основы и/или в необязательный материал вторичной основы
может быть введен
вспенивающий агент. Если используются вспенивающие агенты, то ими являются традиционные теплоактивируемые вспенивающие агенты, такие как азодикарбонамид, толуолсульфонилсемикарбазид
и
оксибис(бензолсульфонил)гидразид. Количество вводимого вспенивающего агента зависит от степени требуемого вспенивания. Обычный уровень содержания вспенивающего агента находится между примерно 0,1 и
примерно 1,0 мас.%
Взрыв в настоящем изобретении осуществляется при ограниченном расширении адгезивного материала основы в направлении, противоположном материалу первичной основы в процессе
активации взрывающего агента так, что расплавленный полимер нагнетается внутрь и в свободное пространство пряжи (или пучков волокон). Взрываемый адгезивный материал основы имеет сжатую нерастянутую
матрицу (относительно вспененной основы) и по существу такую же толщину (измеренную от плоскости тыльной поверхности материала первичной основы), какая могла бы быть без использования взрывающего
агента. Т.е. слой адгезивного материала основы характеризовался бы как нерасширенный взрывающим агентом.
Взрывающий агент выбирается и вводится в рецептуру адгезивного материала основы, а условия экструзии выбираются так, что активация взрывающего агента имеет место в момент прижима, когда адгезивный материал основы является еще полурасплавленным или расплавленным. С улучшенной пропитываемостыо пряжи, достигаемой с использованием взрывающего агента, ковер показывает сравнительно улучшенную износостойкость. Таким образом, использование взрывающего агента может позволить использование полимерных композиций, имеющих низкие молекулярные массы, с обеспечением улучшенной наносимости и с сохранением высокой износостойкости (т.е. сравнимой с адгезивными материалами основы на базе высокомолекулярных полимерных композиций). Эффективное количество взрывающего агента находится в пределах между примерно 0,1 и примерно 1,0 мас.% по отношению к общей массе адгезивного материала основы.
Традиционные вспенивающие агенты или любой материал, который обычно действует как вспенивающий агент, могут быть использованы в качестве взрывающего агента в настоящем изобретении с обеспечением того, что расширение матрицы адгезивного материала основы является значительно ограниченным или затрудненным, когда материал активируется так, что расплавленный полимер нагнетается внутрь и в свободное пространство пряжи (или пучков волокон), и отсутствует значительное расширение адгезивного материала основы, как результат использования взрывающего агента. Однако, предпочтительно, взорванный адгезивный материал основы характеризуется как имеющий замкнутую ячеистую структуру, которая может быть удобно идентифицирована с помощью микрофотографий при 50-кратном увеличении.
В адгезивный материал основы могут быть также включены другие добавки в такой степени, чтобы они не мешали обнаруженным улучшенным свойствам. Например, могут быть использованы антиоксиданты, такие как стерически затрудненные фенолы, стерически затрудненные амины и фосфиты. Соответствующие антиоксиданты включают Irganox® 1010 от фирмы Ciba Geigy, который является затрудненным фенолом, и Irgafos® 168 от фирмы Ciba Geigy, который является фосфитом. Другие возможные добавки включают добавки, препятствующие слипанию, пигменты и красители, антистатики, противомикробные вещества (такие как четвертичные аммониевые соли) и добавки, высвобождающие охлаждающий валок (такие как амиды жирных кислот).
Как отмечено выше и показано на фиг.2, ковер по изобретению, предпочтительно, также включает материал вторичной основы. Предпочтительно, материал вторичной основы ламинируется непосредственно с экструдированным слоем (слоями), пока экструдат является еще расплавленным после экструзионного нанесения. Установлено, что эта технология может улучшать проницаемость экструзионного покрытия в первичную основу.
Альтернативно, материал вторичной основы может быть ламинирован на последней стадии при повторном нагреве и/или повторном расплавлении, по крайней мере, самой наружной части экструдированного слоя путем технологии нанесения покрытия соэкструзией с использованием по меньшей мере двух раздельных экструдеров. Кроме того, материал вторичной основы может быть ламинирован с помощью других средств, таких как прослаивание слоя полимерного клеевого материала между адгезивным материалом основы и материалом вторичной основы. Соответствующие клеевые полимерные материалы включают, но не ограничиваются этим, сополимеры этилена с акриловой кислотой) (ЭАК), иономеры, композиции полиэтилена с прививкой малеинового ангидрида.
Материалом для материала вторичной основы может быть традиционный материал, такой как тканая полипропиленовая ткань, поставляемая фирмой АМОСО под товарным знаком Action Bac®. Этот материал является первично переплетенным с полипропиленовыми мононитями, идущими в одном направлении, и полипропиленовой пряжей, идущей в другом направлении. Более предпочтительно, материалом вторичной основы, используемым в настоящем изобретении, является тканая полипропиленовая ткань с мононитями, идущими в двух направлениях. Соответствующим примером такого материала является материал, поставляемый фирмой АМОСО под торговой маркой Style 3878. Этот материал имеет базисную массу 70,7 см3/м2 (2 унции/кв.ярд). Установлено, что этот материал с мононитями, идущими в двух направлениях, прекрасно обеспечивает улучшенную размерную стабильность ковра.
В альтернативном предпочтительном варианте материалом вторичной основы является материал, известный как волокно-пучковая ткань или "ВПТ". ВПТ является тканью, которая содержит волокна, иглопробитые в нее. Иногда ВПТ используется в качестве материала первичной основы на ковре с низкой массой ворса. В таком ковре волокна выступают на ворсовую сторону так, чтобы помочь удержать материал первичной основы от появления через ворс. Однако в этом альтернативном предпочтительном варианте ВПТ используется в качестве материала вторичной основы с иглопробивными волокнами, выступающими от ковра. Установлено, что выполнение этого улучшает адгеэию ковра при установке с заливочным адгезивом. В частности, площадь поверхности контактирования заливочного адгезива увеличивается, и выступающие волокна способствуют переплетению ковровой основы с заливочным адгезивом.
Альтернативно, материалом вторичной основы может быть нетканая ткань. Доступными являются несколько типов, включая, но не ограничиваясь этим, спряденную из расплава, полученную мокрым бумажным способом, полученную аэродинамическим способом из расплава и воздушно-переплетенную. Как отмечено выше, предпочтительно, чтобы вторичная основа была выполнена из полиолефина для облегчения повторной переработки.
В альтернативном предпочтительном варианте нетканой тканью является пряденная из расплава ткань такая, как поставляемая фирмой Don & Low Non-wovens под торговой маркой "Daltex". Обычно спряденная из расплава ткань выполняется из экструдированных и воздушно-спряденных полимерных нитей, которые укладываются вместе и затем точечно скрепляются, например, нагретым каландровым валком. Базисная масса такой спряденной из расплава вторичной основы может варьироваться, предпочтительно, между 35 и 80 г/м2, более предпочтительно - между 60 и 80 г/м2. Наиболее предпочтительно, базисная масса составляет 77-83 г/м (например 80 г/м2). Одним из факторов, благоприятствующих большей массе основания для сопряженной из расплава ткани, является то, что ткань с более высокой базисной массой ткани меньше подходит для того, чтобы быть расплавленной при приведении в контакт с расплавленной экструдированной основой.
Установлено, что спряденная из расплава нетканая ткань имеет преимущество для использования в качестве вторичной основы в настоящем изобретении, потому что пористая природа ткани увеличивает площадь поверхности ковра для приклеивания ковра к полу.
Еще в одном альтернативном предпочтительном варианте вторичной основой является тканая полипропиленовая ткань, такая как Action Bac® от фирмы АМОСО, которая упрочняется путем иглопрошивки на одну ее сторону 70,7 см3/м2 (2 унции/кв.ярд) полипропиленовых волокон. Эта иглопрошитая ткань ламинируется так, чтобы полипропиленовые волокна были заделаны в адгезивном слое основы. В результате выдерживаются стренги тканой полипропиленовой ткани. Показано, что этот вариант имеет улучшенные заклеивающие свойства по сравнению с вариантом без иглопрошитых волокон, потому что без иглопрошитых волокон стренги тканой полипропиленовой ткани являются, по меньшей мере, частично заделанными в адгезивный слой основы. Как таковая площадь поверхности склеивания снижается. Было также отмечено, что тыл ковра, полученного в этом варианте, был гораздо менее абразивным, чем было найдено с традиционным ковром с латексной основой. Ковер также является более эластичным, чем традиционный ковер с латексной основой. Следовательно, данный вариант является предпочтительным для изготовления ковров площадей и т.п.
Для вторичной основы могут быть использованы еще другие материалы. Например, если желательна интегральная подкладка, пенополиуретан или другой амортизирующий материал может быть ламинирован на тыльную сторону ковра. Такие основы могут быть использованы для широкотканого ковра, а также для ковровой плитки.
Ковровая конструкция с экструзионным покрытием и способы, описанные здесь, особенно подходят для изготовления ковровой плитки. На фиг.6 представлено поперечное сечение ковровой плитки 100, полученной в соответствии с настоящим изобретением. Пряжа 103 предпочтительно выполняется из полипропилена, прошивается в первичную основу 101, которая также предпочтительно выполнена из полипропилена, так, чтобы оставить лицевую ворсовую поверхность ковра 104 наверху первичной основы 101, а тыльные стежки 105 ниже первичной основы.
Нанесенным на тыл первичной основы 101 и тыльные стежки 105 является адгезивный слой 107. Предпочтительно, этот адгезивный слой выполнен из полиолефина. Более предпочтительно, адгезивный слой выполняется из полимеров этилена, описанных подробно выше. Наиболее предпочтительно, этот адгезивный слой 107 выполнен из по существу линейного полимера этилена с добавками, описанными в примере 194 ниже.
В предпочтительном варианте ковровой плитки ковер включает от примерно 176,8 до примерно 7074 см3/м2 (от примерно 5 до примерно 200 унций/кв.ярд) экструдированной адгезивной основы. Более предпочтительно, ковер для плитки включает от примерно 1061 до примерно 2830 см3/м2 (от примерно 30 до примерно 80 унций/кв. ярд) экструдированной основы, наиболее предпочтительно - 1768 см3/м2 (50 унций/кв. ярд).
Предпочтительно, ковер для ковровой плитки получает свою экструдированную основу в два прогона, т.е. наносят два слоя экструдированной основы. Первый прогон наносит слой 107 на фиг.6. Предпочтительно, этот слой 107 составляет между примерно 88,4 и примерно 3537 см3/м2 (между примерно 2,5 и 100 унций/кв.ярд) экструдированного полимера, более предпочтительно - между примерно 530, 5 и примерно 1415 см3/м2 (между примерно 15 и примерно 40 унций/кв.ярд), и наиболее предпочтительно - 884 см3 /м2 (25 унций/кв.ярд). Второй прогон наносит слой III. Предпочтительно, второй слой III составляет примерно 88,4-3537 см3/м2 (примерно 2,5-100 унций/кв.ярд), более предпочтительно - между примерно 530,5 и примерно 1415 см3/м2 (между примерно 15 и 40 унций/кв.ярд).
Нанесение экструдированной основы в два прогона обеспечивает благоприятную возможность нанесения первого и второго слоя, которые имеют различные физические и/или химические свойства. Как отмечено выше, иногда предпочтительно наносить полимер с более высоким индексом расплава смежно с первичной основой, а полимер с более низким индексом расплава ниже. К тому же, можно также предпочтительно использовать экструдат с более низким содержанием наполнителя в слое, следующем после первичной основы, и экструдат с более высоким содержанием наполнителя в слое ниже. В одном предпочтительном варианте слой, следующий после первичной основы, имеет содержание наполнителя 30 мас. %, а слой ниже имеет содержание наполнителя 60 мас.%. Более низкое содержание наполнителя предназначается для обеспечения лучшей пропитываемости первичной основы и тыльных стежков в ковре экструдатом.
При изготовлении ковровой плитки предпочтительно заделывать слой армирующего материала 109 между первым и вторым слоями экструдированной основы. Важным свойством ковровой плитки является размерная стабильность, т.е. способность плитки сохранять свой размер и плоскостность во времени. Было установлено, что включение этого слоя армирующего материала увеличивает размерную стабильность ковровой плитки, выполненной в соответствии с этим предпочтительным вариантом. Соответствующие армирующие материалы включают размерно и термически стойкие ткани, такие как нетканые или полученные бумажным мокрым способом стекловолокнистые холсты, а также тканые и нетканые термопластичные ткани (например, полипропиленовые, полиамидные и полиэфирные). Наиболее предпочтительно, армирующим слоем является полипропиленовая нетканая ткань, поставляемая фирмой Reemay под торговой маркой "Таураг" с базисной массой 124 см3/м2 (3,5 унции/кв.ярд). Альтернативно, предпочтительным армирующим слоем является стекловолокнистый холст, поставляемый фирмой ELK Corp. под торговой маркой "UltraMat", с базисной массой 49,5 см3 /м2 (1,4 унции/кв. ярд).
Ковровая плитка может включать ткань вторичной основы 113 ниже второго слоя экструдированной основы III. Соответствующие материалы для ткани вторичной основы включают материалы, описанные выше. Однако в настоящее время непредпочтительно включать ткань вторичной основы в ковровую плитку.
На фиг.7 схематически показана предпочтительная линия 120 для получения ковровой плитки согласно настоящему изобретению. Кусок неотделанного изделия 121, т. е. пряжи, пришитой на первичную основу, раскатывается с валика 123. Неотделанное изделие 121 пропускается через валки 125 и 127 первичной основой к валку 123. Между валками 125 и 127 находится предварительный подогреватель 129, как описано выше.
Экструдер 131 устанавливается так, чтобы экструдировать лист 135 полимерной основы через головку 133 на тыльную сторону неотделанного изделия в точке между валком 127 и обжимным валком 141. Точное местоположение, при котором лист 135 контактирует с неотделанным изделием, может изменяться в зависимости от линейной скорости и времени, желательного для того, чтобы расплавленный полимер оставался на неотделанном изделии перед прохождением между обжимным валком 141 и охлаждающим валком 143. В настоящее время предпочтительно, чтобы лист 135 контактировал с неотделанным изделием так, чтобы он находился на неотделанном изделии между примерно 0,5 и примерно 2 с, наиболее предпочтительно - примерно 1 с, перед прохождением между обжимным валком 141 и охлаждающим валком 143.
В данном выделенном предпочтительном варианте холст нетканого полипропилена 139 подается с валка 137 так, чтобы контактировать с охлаждающим валком 143 в точке чуть раньше обжимного валка 141. В результате холст 139, который действует как армирующая ткань в готовой ковровой плитке, ламинируется с неотделанным изделием через полимер.
Давление между обжимным валком 141 и охлаждающим валком 143 может изменяться в зависимости от усилия, желательного для сдавливания экструдированного листа. Наиболее предпочтительно, когда валки вместе сводит давление воздуха 0,41 мПа (60 фунт/кв.дюйм). Кроме того, как описано в отношении фиг. 2, может быть желательно включить вакуумную щель в обжимной валок. Кроме того, струя сжатого воздуха может быть также использована для вдавливания экструдированного листа в ковровую основу.
Размер охлаждающего валка 143 и длительность времени, в течение которого ковер прокатывается, могут варьироваться в зависимости от желаемой степени охлаждения в процессе. Предпочтительно, охлаждающий валок 143 охлаждается просто пропусканием через него воды с комнатной температурой.
После прохождения через охлаждающий валок 143 ковер переносится поверх валков 145 и 147 ковровой плиткой к валкам. Второй экструдер 149 экструдирует лист полимера 153 через свою головку на тыльную сторону холста 139. Точка, в которой экструдированный лист 153 контактирует с холстом 139, может изменяться, как описано выше.
Если ткань вторичной основы является желательной для ковровой плитки, эта ткань может быть введена с валка, подобно показанному цифрой 137 так, чтобы при контакте быть ламинированной с ковром через экструдированный лист 153, когда он проходит между валком 155 и охлаждающим валком 153. Так ткань вторичной основы не является предпочтительной для конструкции ковровой плитки.
Ковер проходит между обжимным валком 155 и охлаждающим валком 157. Давление, прикладываемое между двумя валками 155 и 157, может быть различным. В настоящее время к обжимному валку 155 подводится давление воздуха, предпочтительно, 0,41 МПа (60 фунт/кв.дюйм).
После прохождения вокруг охлаждающего валка 157 ковер проходит вокруг валка 159 и проходит поверх валка для тиснения (не показано) для нанесения желаемого рисунка на тыльную сторону ковра.
Хотя устройство, показанное на фиг. 7, является предпочтительным для получения ковровой плитки с двумя слоями экструдированной основы и армирующей тканью между ними, такая же конструкция может быть получена с помощью одной экструзионной головки, обжимного валка и охлаждающего валка. В частности, первый слой экструдированной основы и армирующая ткань могут быть нанесены в первом прогоне линии, после чего ковер сворачивается. Второй слой экструдированной основы может быть нанесен поверх армирующей ткани во втором прогоне той же линии, после чего ковер готов к разрезке на ковровые плитки.
Ковровая плитка обычно получается путем получения куска ковра с основой и затем путем резки ковра на квадраты соответствующего размера. В Соединенных Штатах наиболее распространенным размером является квадрат размером 45,7 см2 (18 кв.дюймов). В остальном мире наиболее распространенным является квадрат размером 50 см2.
В еще одном альтернативном варианте чувствительный к давлению клей наносится на нижнюю поверхность ковра с основой, и включается высвобожденный лист. Этим способом получается ковер "корка и пруток". Это является особенно благоприятным, когда ковер режется на плитки. Примеры соответствующих чувствительных к давлению клеев включают сополимеры этилена с винилацетатом и по существу линейные полимеры этилена, в рецептуру которых вводятся вещества, повышающие клейкость, и полимерные воски. Высвобождающийся лист может быть выполнен из традиционных полимеров и/или бумажных продуктов. Предпочтительно, высвобождающийся лист выполняется из полиэфирно-восковой рецептуры.
Было установлено, что чувствительный к давлению клей лучше наносится непосредственно на адгезивный материал основы, когда адгезивный материал основы находится еще при повышенной температуре от процесса нанесения покрытия экструзией. Предпочтительной технологией является экструзионное ламинирование чувствительного к давлению клея с адгезивным материалом основы, т.е. нанесение чувствительного к давлению клея в зажиме. Альтернативно, адгезивный материал основы может быть повторно нагрет перед нанесением чувствительного к давлению клея.
Другой предпочтительный вариант настоящего изобретения, исключая необязательный материал вторичной основы, включает комбинацию различных стадий способа, описанных здесь, вместе с использованием по меньшей мере одного по существу линейного полимера с эффективным количеством взрывающего агента, введенного в рецептуру первого слоя из двух слоев адгезивного материала основы. Предпочтительная комбинация стадий способа, по меньшей мере, включает предварительное покрытие водной полиолефиновой системой; удаление технологических добавок промывкой или очисткой неотделанного изделия водным раствором детергента, нагретым, по меньшей мере, до 67oС; сушку и предварительный нагрев неотделанного изделия путем воздействия на него инфракрасного облучения, установленного при примерно 1000oС, в течение примерно 1-6 с; нанесение экструзией адгезивного материала основы на тыльную сторону предварительно нагретого промытого материала первичной основы при использовании температур расплава экструзии более или равных 324oС (615oF); обработку холста полурасплавленного или расплавленного адгезивного материала основы вакуумом более 9,8 Па (более 40 дюймов H2О) на зажиме экструзионного покрытия; обработку полурасплавленного или расплавленного материала основы избыточным давлением воздуха от устройства, установленного более, чем при 0,41 МПа (60 фунт/кв. дюйм) на зажиме экструзионного покрытия; активацию взрывающего агента на зажиме экструзионного покрытия; и тепловое пропитывание ковра при обработке его инфракрасным излучением, установленным при 1000oС, в течение примерно 1-6 с.
Различные варианты настоящего изобретения были оценены и в отдельных случаях по сравнению с существующими вариантами. Однако показанные примеры не должны быть способом ограничения настоящего изобретения такими примерами.
ПРИМЕРЫ
Главные показатели, определенные для различных примеров,
включают: прочность ворсового переплетения, износостойкость, Велкроу-тест, эластичность и прочность ламинирования.
Определение прочности ворсового переплетения проводилось в соответствии с ASTM
D-1335-67.
Модули упругости полимеров этилена, используемых в настоящем изобретении, определялись в соответствии с ASTM-790.
Износостойкость была основана на качественной оценке при испытании на Велкроу-распушку. В этом испытании валок диаметром 51 мм (2 дюйма) и массой 0,91 кг (2 фунта), покрытый ворсовой стороной Велкроу-эталона, пропускают 10 раз поверх лицевой стороны образцов покрытого ковра. Распушка на изношенном ковре затем сравнивается с комплектом ковровых эталонов и оценивается по 10-балльной шкале, где 10 означает нулевую распушку.
Оценка эластичности была также основана на качественной оценке.
Определение прочности ламинирования было основано на ручной качественной оценке, где оценка "хорошее ламинирование" дается, если различные слои образца ковра не могут быть оторваны вручную (т.е. отделение адгезивного материала основы от материала первичной основы), тогда как оценка "плохое ламинирование" дается, если слои отслаиваются.
Aachen-тест был использован для определения размерной стабильности ковровой плитки. Используемым здесь Aachen-тестом является метод испытаний ISO 2551. Кратко, ковровые плитки сначала измеряются в машинном и поперечном направлениях, затем выдерживаются при нагреве при 60oС (140oF) в течение 2 ч и во влажной среде (погруженными в воду на 2 ч). Ковровые плитки сушат в течение 16 ч в сушильном шкафу. Затем плитки помещают в камеру кондиционирования на 48 ч, после чего каждая плитка измеряется в машинном и поперечном направлениях. Результаты приводятся в выражении процентного изменения исходных размеров.
В таблице 1 приводится перечень различных полимеров этилена, использованных для получения образцов различных примеров.
В таблицу 2 сведены данные по полимерам, условиям экструзии и результаты определения характеристик образцов ковров для примеров 1-8 изобретения и сравнительных прогонов 9-12. Экструзионное оборудование для нанесения покрытия состояло из двухэкструдерной линии соэкструзии Black Clawson, оборудованной первичным экструдером с диаметром шнека 89 мм (31/2 дюйма), имеющим L/D 30:1, и вторичным экструдером с диаметром шнека 64 мм (21/2 дюйма) с L/D 24: 1. Для этих примеров только большой экструдер работал при 90 об/мин (112, 5 кг/ч). Головка с 760 мм щелью была присоединена к экструдеру и была сужена до 690 мм с 0,51 мм зазором (20 мил) головки и с воздушно-вытяжным зазором 152 мм (6 дюймов). Давление обжимного валка было установлено при 0,58 МПа (85 фунт/кв.дюйм), и охлаждающий валок был отрегулирован при 15,6oС (60oF). Заданные температуры экструзии, линейная скорость и толщина покрытия приведены в таблице 2.
Куски неотделанного изделия из полипропилена (919,6 см/м (26 унций/кв. ярд)) (прошивные, трикотажного прямого переплетения неотделанные изделия, поставляемые фирмой Shaw Industries под маркой Volunteer) были разрезаны и наслоены на Крафт-бумагу для каждого примера, и испытываемые смолы были нанесены экструзией на тыльную сторону неотделанных изделий. Материал вторичной основы (99 см3/м2 (2,8 унции/кв.ярд)) из холста тканого полипропилена (известного как Action Bac®, поставляемого фирмой Amoco Chemical Company, отделение тканей и волокон) был нанесен на тыльную сторону неотделанных изделий после расположения экструдата в головке и после того, как обжимные валки образуют ламинатную структуру. На фиг.2 представлен способ нанесения покрытия экструзией и последовательность нанесения экструзией адгезивного материала основы с последующим нанесением необязательного материала вторичной основы. В некоторых случаях куски неотделанного изделия были сначала предварительно нагреты в конвекционном термошкафу при 93oС (200oF) в течение 30 мин. После того, как покрытые образцы были выдержаны в течение 24 ч при комнатной температуре и 70 А относительной влажности, были определены прочность ворсового переплетения, износостойкость и расслаивание.
Примеры 1-8 изобретения показывают, что гомогенно разветвленные полимеры этилена дают образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов, и что прочность ворсового переплетения и износостойкость зависят от условий переработки. Нанесенные экструзией два ПЭНП высокого давления, гетерогенно разветвленный ЛПЭНП и гетерогенно разветвленный ПЭУНП (сравнительные прогоны 9-12) дают образцы относительно жестких ковров и относительно плохую когезионность ковровых компонентов.
Одним показателем плохой когезионности компонентов была относительно низкая адгезивность материала основы к материалу первичной основы. Другим показателем была относительно низкая пропитываемость пряжи (или пучков волокон) смолами экструзионного покрытия ПЭНП, ЛПЭНП и ПЭУНП.
В таблице 3 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик ковров для примеров 13-22 изобретения.
В этих примерах используются такие же экструзионное оборудование, условия экструзии и неотделанные изделия, какие указаны для примеров 1-12.
Примеры 13÷22 изобретения показывают влияние толщины покрытия и температуры экструзии на характеристики ковровой основы. В некоторых аспектах настоящего изобретения толщина покрытия более 0,18 мм (7 мил), предпочтительно - более или равно 0,38 мм (11 мил), более предпочтительно - более или равно 0,45 мм (15 мил), и наиболее предпочтительно - более или равно 0,56 мм (22 мил), является предпочтительной для температуры экструзионного расплава более 288oС (550oF), предпочтительно - более или равно 302oС (575oF), более предпочтительно - более или равно 316oС (600oF), и наиболее поеппочтительно - более или оавно 324oС (615oF).
Практики отмечают, что температура экструзионного расплава и линейная скорость экструзии являются обратно пропорциональными. Т.е. более низкие температуры экструзии обычно требуют более медленных линейных скоростей экструзии для достижения хорошей пропитываемости пряжи. Практики также отмечают, что при повышенных температурах могут требоваться термостабилизирующие добавки, такие как Irganox® 1010 и Irgafos® 168 (оба поставляются фирмой Ciba-Geigy), для достижения полного превосходства настоящего изобретения, такого как, например, пропитываемость пряжи (или пучков волокон) адгезивным материалом основы более 40%. Практики также отмечают, что избыточная химическая стабилизация может отрицательно влиять на характеристики вытяжки, таким образом, выбор добавки и концентрации должны быть сбалансированы с требованиями вытяжки и требованиями пропитки. Однако, в общем случае, более высокие концентрации добавок будут требоваться при более высоких температурах экструзии расплава.
В таблице 4 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик для примеров 23-54. В этих испытаниях оборудование для нанесения покрытия экструзией состояло из экструдера Black Clawson, модель 435 диаметром 89 мм (31/2 дюйма), оборудованного шнеком L/D 30:1, системой электропривода Electro Flight 311 Дж/ч (150 л.с.), 3-х-слойным блоком подачи Cloreren и 762 мм (30 дюймов) подвесной головкой для нанесения покрытия Black Clawson, модель 300 XLHL, снаружи суженной до 610 мм (24 дюйма), с использованием зазора головки 0,51 мм (20 мил) и воздушно-вытяжного зазора 152 мм (6 дюймов). Заданные температуры экструзии, скорость вращения, линейная скорость и толщина покрытия приводятся в таблице 4.
Были использованы образцы полипропиленовых неотделанных изделий (920 см'/м (26 унций/кв.ярд), прошивные, прямого трикотажного переплетения неотделанные изделия, поставляемые фирмой Shaw Industries под маркой Volunteer). Испытываемые полимеры этилена были нанесены экструзией на тыльную сторону неотделанных изделий, которые непрерывно пропускались через экструзионное покрытие быстрее, чем наслаивались как отдельные холсты неотделанных изделий. Электрические и газовые инфракрасные нагреватели были установлены перед постом нанесения покрытия для предварительного нагрева неотделанных изделий. Разделенный перегородками валок вакуумного давления с 45o вакуумной секцией был установлен и присоединен к насосу изменения вакуума. Вакуумная секция располагается в точке контакта экструдата и неотделанных изделий. Давление обжимного валка устанавливается при 551,6 кПа (80 фунт/кв.дюйм), а охлаждающий валок регулируется при 49oС (120oF). Материал вторичной основы (99 см3/м2 (2,8 унции/кв.ярд) холст тканого полипропилена Action Bac®, поставляемого фирмой Amoco Chemical Company, отделение тканей и волокон) наносится на тыльную сторону образцов ковра после расположения экструдата в головке и перед обжимными валками с образованием ламинатной структуры.
После того, как покрытые образцы были выдержаны в течение 24 ч при комнатной температуре и 70% относительной влажности, были определены прочность ворсового переплетения, износостойкость и устойчивость к расслаиванию.
Эти примеры показывают, что гомогенно разветвленные полимеры этилена дают образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов, и что прочность ворсового переплетения и износостойкость зависят от условий переработки. Эти примеры также показывают, что улучшение характеристик ковровой основы достигается при использовании стадии предварительного подогрева ковра, оптимизированной толщины покрытия, и/или стадии вакуумного прессования на обжимном валке.
Смола ПЭНП экструзионного покрытия (высокого давления) дает жесткий ковер с плохой когезионностыо компонентов.
В таблице 5 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик ковра для примеров 55÷77. В этих примерах используются такие же экструзионное оборудование и условия экструзии, какие указаны для примеров 23÷54, за исключением того, что вместо полипропиленовых неотделанных изделий используются полиамидные неотделанные изделия (920 см3/м2 (26 унций/кв. ярд), прошивные, прямого трикотажного переплетения неотделанные изделия, поставляемые фирмой Shaw Industries под торговой маркой Vocationтм).
Примеры 55÷77 изобретения показывают также, что гомогенно разветвленные полимеры этилена дают образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов, и что прочность ворсового переплетения и износостойкость зависят от условий переработки. Подобно примерам 23÷53 эти примеры также показывают, что улучшения характеристик ковровой основы достигаются при использовании стадии предварительного нагрева, оптимальной толщины покрытия и/или стадии вакуумного прессования на зажиме.
В таблице 6 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик ковров для примеров 78÷86. В этих примерах используется такое же зкструзионное оборудование, как указано для примеров 1÷12, за исключением того, что вместо изделий прямого переплетения используются полипропиленовые неотделанные изделия поперечного переплетения (707 см3/м2 (20 унций/кв.ярд), прошивные, трикотажного переплетения, поставляемые фирмой Shaw Industries под торговой маркой "Proton").
Примеры 78÷83 изобретения показывают, что гомогенно разветвленные полимеры этилена дают образцы поперечно-сплетенных ковров с хорошей эластичностью и хорошей когезией ковровых компонентов. Смола ЛПЭНП экструзионного покрытия, использованная для сравнительных прогонов 84÷86 дает образцы жесткого поперечно-сплетенного ковра.
В таблице 7 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик для примеров 87÷90 изобретения. В этих примерах используется такое же экструзионное оборудование и условия экструзии, как указано для примеров 23÷54, с тем исключением, что полипропиленовые неотделанные изделия, а именно 2750 денье полипропиленовая пряжа, прошитая при 566 см3/м2 (16 унций/кв. ярд) в прямое трикотажное переплетение, поставляемая фирмой Shaw Industries под наименованием "Quadratic", используются вместо полипропиленовых неотделанных изделий. Кроме того, в случае примеров 88÷90 неотделанные изделия были покрыты олефиновой суспензией или эмульсией, известной как грунтовка, перед нанесением покрытия экструзией.
В частности, водная дисперсия полиэтиленовых частиц была получена взвешиванием 200 ч. воды. Затем 0,4 ч. поверхностно-активного вещества от фирмы Ciba-Geigy под маркой "Igepal СО-430" было диспергировано в воде с использованием высокоскоростного гомогенизатора при низкой скорости. Затем 100 ч. "FN500" от фирмы Quantum Chemical было добавлено к смеси с использованием средства для высоких скоростей смешения в течение приблизительно 5 мин. После начала перемешивания FN500 было добавлено 0,4 ч. пеногасителя от фирмы Lenmar под маркой "Marfoam" для снижения вспенивания смеси. Наконец, к смеси было добавлено 2,4 ч. загустителя, поставляемого фирмой Sun Chemical International под маркой "Printgum 600M". После добавления этого загустителя требуется минимум 10 мин смешения.
Эта дисперсия была нанесена на тыльную сторону первичной основы традиционным способом. В частности, 1344 см3/м2 (38 унций/кв.ярд) по отношению к влажной дисперсии было нанесено на безворсовую сторону первичной основы аппликатором "валок поверх валка" со скоростью 3,05 м/мин (10 фут/мин).
После нанесения дисперсии ковер был направлен в традиционную высокоскоростную сушильную печь. Общее время пребывания в печи составило 5 мин, и ковер достигал конечной температуры примерно 143oС (290oF).
Наблюдения, выполненные после нанесения грунтовки, но перед нанесением экструдированного адгезивного материала основы, показали, что полученный таким образом ковер имел хорошую пропитываемость пучка и сворачиваемость. Измерения показали, что на ковровую основу было нанесено 141,5 и 283 см3/м2 (4 и 8 унций/кв.ярд) FN500 по отношению к сухой массе.
Перед нанесением экструдированной адгезивной основы ковер из примеров 88÷90 был также испытан в соответствии с методом испытаний ASTM D-1335 с измерением прочности ворсового переплетения (см. 1991 Annual Book of ASTM Standards, Vol. 07.01). В данном испытании измеряется усилие, требующееся для отрыва одной или обеих ветвей петли в ковре трикотажного переплетения от основы. Ковер, полученный в примерах 88÷90, показал среднюю прочность ворсового переплетения 4,1 кг (9,0 фунтов) перед нанесением экструдированной адгезивной основы.
Пример 87 включает грунтовку Adcoteтм 50T4990 (дисперсия сополимера этилена с акриловой кислотой, поставляемая фирмой Morton International, Вудсток, Иллинойс), нанесенную при 141,5 см3 /м2 (4 унции/кв. ярд). Для этих примеров вакуум не применялся.
Примеры 87÷90 изобретения показывают, что гомогенно разветвленные полимеры этилена дают образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов, и что характеристики ковра могут быть улучшены путем применения грунтовки.
В таблице 8 обобщены данные по полимерам, условиям экструзии и результаты испытаний для примеров 91÷96. В этих примерах используются такие же экструзионное оборудование и условия экструзии, как указано для примеров 23÷54, за исключением того, что вместо изделий прямого переплетения были использованы полиамидные неотделанные изделия, а именно 3050 денье полиамид 6, прошитый при 707 см3/м2 (20 унций/кв.ярд) в прямое ткацкое переплетение, поставляемый фирмой Shaw Industries под маркой Vanguardтм, и неотделанные изделия были покрыты олефиновой суспензией или эмульсией (т.е. грунтовкой) до стадии нанесения покрытия экструзией. Для этих примеров вакуум не применялся. Испытываемые грунтовки включают Adcoteтм 50T4990, дисперсию сополимера этилена с акриловой кислотой, поставляемую фирмой Morton International (Вудсток, Иллинойс), и суспензию ПЭНП, в которых для последней неотделанные изделия с грунтовкой поставлялись от фирмы Shaw Industries под маркой Vanguardтм. Эти грунтовки были нанесены с массой 141,5 см3/м2 (4 унции/ кв.ярд) и 283 см3/м2 (8 унций/кв.ярд).
Эти примеры показывают, что гомогенно разветвленные полимеры этилена дают образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов, и что характеристики ковров могут быть улучшены путем применения водной грунтовки.
В этих примерах используются такие же экструзионное оборудование, условия экструзии и неотделанные изделия, какие указаны для примеров 1÷12, за исключением того, что оценивается технология нанесения покрытия двухщелевой экструзией или экструзией с двумя постами нанесения.
В этом испытании неотделанные изделия были сначала покрыты экструзией слоем, следующим после тыльной стороны ковра. Этот слой был идентифицирован как нижний слой. Покрытые один раз образцы были затем снова покрыты экструзией другим слоем, идентифицированным как верхний слой.
Примеры 97÷109 изобретения показывают, что 2-х-постовая экструзия гомогенно разветвленных полимеров этилена дает образцы ковров с хорошей эластичностью и хорошей когезией ковровых компонентов. Верхний слой может тдкже содержать ковровые компоненты. Верхний слой может также содержать наполнители или вторичные полимерные материалы для модификации свойств или снижения стоимости.
В таблице 10 обобщены данные по полимерам, условиям экструзии и результаты определения характеристик ковров для примеров 110-117. В этих примерах используются такие же экструзионное оборудование, неотделанные изделия и условия экструзии, как указано для примеров 1-12, за исключением того, что используется технология соэкструзии с одной головкой. Различные испытываемые полимеры этилена вводятся в оба экструдера, соответственно. Полимеры этилена затем подаются одновременно в одну головку и соэкструдируются на тыльную сторону неотделанных изделий. Слой, экструдированный на тыльную сторону ковра (т. е. смежный с материалом первичной основы), идентифицируется как нижний слой, тогда как наружный слой идентифицируется как верхний слой. Были испытаны различные толщины, и были использованы различные температуры расплава.
Примеры 110-117 изобретения показывают, что соэкструзия с одной головкой гомогенно разветвленных полимеров этилена дает образцы ковров с хорошей эластичностью, содержащие наполнители или вторичный полимерный материал для модификации свойств или обеспечения снижения стоимости.
В качестве моделирования нанесения покрытия экструзией был разработан способ компрессионного формования пластин расплава из испытываемых смол на тыльной стороне неотделанных изделий. В данном способе используется программируемый пресс. Ниже описывается методика.
Таблетки, гранулы или порошок полимера этилена прессуют в пластины массой приблизительно 16 г и толщиной 0,64 мм (0,025 дюйма). Используемым прессом является программируемый пневматический пресс Тетраэдрон. Полимерные таблетки, гранулы или порошок помещают между полиэфирными пленками Mylar в желаемую форму для пластин и нагревают предварительно в течение 30 с при 190oС (374oF) (это достигается при введении образцов в предварительно нагретый пресс и смыкании плит, достаточном для нагревания образца полимера без его сжатия). Через 30 с плиты смыкают полностью, и запускают программу Тетраэдрона. Программа обеспечивает усилие сжатия 2 тн (1814 кг) при охлаждении в течение 5 мин при 38oС (100oF). Как только программа заканчивается, образец удаляется и дополнительно охлаждается. Образцы затем хранятся для использования позже на стадии компрессионного ламинирования с квадратами неотделанного изделия.
Неотделанные изделия были разрезаны на квадраты (немного большие, чем размер, использованный для формования образцов полимера этилена, как описано выше) и набиты на изоляционную плату. Образцы квадратов были затем предварительно нагреты в течение 15 мин в термошкафу Hot Pack при 110oС.
Пластины полимера этилена, полученные, как описано выше, были помещены на полиэфирную пленку Mylar и установлены в предварительно нагретый пресс при 190oС (374oF) на 5 мин. Плиты пресса были сомкнуты достаточно для предварительного нагрева пластин без их сжатия. Квадраты неотделанного изделия, которые были предварительно нагреты в течение примерно 5 мин при температуре около 190oС (374oF), были затем вынуты из термошкафа Hot Pack и установлены в пресс (т.е. возвращены на предварительно нагретые полимерные пластины). В этот момент полимерные пластины и квадраты неотделанного изделия были состыкованы, было приложено усилие 0,1 тн (90,7 кг), и затем пресс был сразу разомкнут. Ламинированные образцы были вынуты из пресса и оставлены охлаждаться при комнатной температуре. Период времени, требующийся для компрессионного ламинирования квадратов неотделанного изделия и полимерных пластин, составил около 3-7 с.
В таблице 12 приведены условия формования и результаты определения характеристик различных гомогенно разветвленных по существу линейных полимеров этилена.
Для определения адгезии испытываемых полимеров этилена к квадратам неотделанного изделия используется метод компрессионного ламинирования, описанный для примеров 118-122. Прочность на отслаивание была определена с использованием установки Instron со скоростью 25 мм/мин подвижного захвата.
В таблице 13 приводятся результаты определения адгезии для различных гомогенно разветвленных полимеров этилена, ПЭНП высокого давления, гетерогенно разветвленного ЛПЭНП и ПЭВП, ламинированных с квадратами, выполненными из полипропиленовых ковровых неотделанных изделий.
Эти примеры показывают, что гомогенно разветвленные по существу линейные полимеры этилена и гомогенно разветвленные линейные полимеры этилена обеспечивают лучшую адгезию по сравнению с обычными полиолефиновыми смолами и как таковые дают улучшенные характеристики при использовании в качестве адгезивных материалов основы.
Граница раздела поперечного сечения образца ковра была зафиксирована на микрофотографиях с использованием сканирующего электронного микроскопа для выявления адгезивного взаимодействия между различными ковровыми компонентами. На фиг.3 представлена микрофотография поперечного сечения границы раздела для примера 18 при 20- и 50-ти-кратном увеличении. На фиг.4 представлена микрофотография поперечного сечения границы раздела для примера 22 при 20- и 50-ти-кратном увеличении. Было установлено, что в то время, как пример 18 обладает только удовлетворительными характеристиками ковра, пример 22 обладает относительно хорошими характеристиками ковра. Улучшенные характеристики примера 22 обусловлены улучшенным непосредственным контактом между адгезивным материалом основы и материалом первичной основы и значительным капсулированием пучков волокон благодаря улучшенной пропитываемости пучков. Улучшенная пропитываемость пучков примера 22 по сравнению с примером 18 ясно видна при сравнении фиг.3 и фиг.4.
Для количественного определения пропитываемости пучков был осуществлен цифровой анализ с использованием анализатора Quantimet 570 фирмы Leica, Inc. (Диирфилд, Иллинойс) и программного обеспечения Version 2.0 QUIC. Цифровые изображения были получены от сканирующего электронного микроскопа с помощью видеокамеры Sanyo VDC 3860 CCD, оборудованной 12,5-75 мм линзами вариообъектива Javelin.
Общая площадь поперечного сечения пучка волокон была определена путем слежения по цифровому изображению с использованием двоичной характеристики QUIC-программы. Пустая площадь поперечного сечения (т.е. площадь непропитанного материала основы) пучка определяется таким же образом, как общая площадь поперечного сечения. Пропитываемость пучка затем рассчитывается как 1 минус отношение пустот к площади пучка.
На фиг. 5 представлена зависимость между пропитываемостью пучка и прочностью ворсового переплетения для полиамидных и полипропиленовых ковров. Для хороших характеристик ковра требуется пропитываемость пучка экструзионным покрытием полимера этилена более 40%, предпочтительно - более или равно 60%, более предпочтительно - более или равно 80%, и наиболее предпочтительно - более или равно 90%.
Кроме того, фиг.5 показывает, что для полиамидного ковра требуются более низкие уровни пропитки пучка волокон для достижения такого же уровня износостойкости, как для пропиленового ковра. Здесь полиамидный ковер имеет два важных отличия по отношению к полипропиленовому ковру. Во-первых, полиамидный ковер был промыт слабым водным раствором детергента как часть операции крашения. Во-вторых, волокна полиамидного ковра являются полярными, тогда как волокна полипропиленового ковра являются неполярными. Однако показанный на фиг.5 результат требования более низкой пропитываемости пучка волокон для полиамидного ковра является неожиданным и удивительным тем, что хотя используется неполярный адгезивный материал основы, оказывается, что высокая износостойкость получается легче с промытым или очищенным полярным ковром (т. е. полиамидным) по сравнению с неполярным ковром (т.е. полипропиленовым). Обычно специалист ожидает, что подобные материалы лучше притягиваются друг к другу и поэтому требуют меньшей проницаемости адгезивного материала основы в пучки волокон для данного уровня износостойкости. Этот результат является удивительным тем, что гомогенно разветвленные полимеры этилена, описанные в патенте США 5395471, показывают улучшенную адгезию к полипропиленовым подложкам, даже здесь еще лучшие результаты получаются для полиамидных волокон по сравнению с полипропиленовыми волокнами. Эти результаты показывают, что выбор адгезивного материала основы для механического соединения и стадия очистки или промывки способа могут компенсировать отсутствие или пониженное химическое взаимодействие между различными ковровыми компонентами.
Для определения относительной способности испытываемых полимеров этилена пропитывать ковровую пряжу (или пучки волокон) при приемлемых температурах переработки и поэтому обеспечивать хорошие характеристики ковра проводится определение температуры затвердевания. В этом испытании исследуемые полимеры этилена испытываются в температурном интервале на реометрическом механическом спектрометре 800Е (S/N 035-014), собранном с конической/цилиндрической обоймой. Размеры обоймы: 52 мм (внутренний диаметр чашки) х 50 мм (наружный диаметр груза) х 17 мм (высота груза) х 0,04 (угол конуса).
Зазор между грузом отвеса и чашкой калибруется до 50 мкм ± 2 мкм при комнатной температуре, а нулевой зазор при 220oС. Образцы загружают в чашку и нагревают до расплавления. Зазор устанавливается при 50 мкм ± 2 мкм, как только груз вталкивается. Любое избыточное количество образцов или переливы счищаются. Измерение затвердевания начинается, когда температура инструмента достигает 220oС. Чашка подвергается вибрации при 1 Гц и 20% динамической деформации. Эксперимент проводится с первой медленной скоростью охлаждения от 220oС до 110oС с шагом 10oС. Образцы обрабатываются со второй медленной скоростью охлаждения с шагом 5o С от 110oС до 40oС. Для предотвращения какого-либо сжатия обоймы прикладывается авторастяжение для поддержания нормального усилия немного выше нуля. Авторастяжение устанавливается так: 5 г (предварительное растяжение), 1 г чувствительность и 100 дин/см2 (1,02 кг/м2) нижний предел. При затвердевании образцов внезапно создается высокий крутящий момент. Авторастяжение прикладывается для предотвращения перегрузки преобразователя перед тем, как образец полностью затвердевает. Авторастяжение устанавливается так: 100% максимальная приложенная деформация, 100 г•см максимально допустимый крутящий момент, 10 г•см минимально допустимый крутящий момент и 50% регулирование деформации. Весь эксперимент проводится в атмосфере сухого азота для минимизации деструкции образца.
В таблице 14 приводятся температуры затвердевания гомогенно разветвленных полимеров этилена и смолы ПЭНП высокого давления экструзионного покрытия.
Эти примеры показывают, что гомогенно разветвленные полимеры этилена имеют относительно низкие температуры затвердевания и, как таковые, лучшую способность пропитывать ковровую пряжу (или пучок волокон) по сравнению с обычными полиэтиленами низкой плотности. Представляется, что полиолефины, пригодные для использования в настоящем изобретении, имеют температуры затвердевания ниже 100oС, предпочтительно - менее или равно 90oС, более предпочтительно - менее или равно 85oС, и наиболее предпочтительно - менее или равно 80oС. В некоторых вариантах настоящего изобретения температура затвердевания олефиновой смолы экструзионного покрытия, где гомогенно разветвленные полимеры этилена являются предпочтительными, находится в интервале от примерно 65 до примерно 100oС, предпочтительно - от примерно 70 до примерно 90oС, и более предпочтительно - от примерно 70 до примерно 85oС.
В другом испытании была исследована технология влажной вакуумной очистки и промывки для определения ее влияния на характеристики адгезивных материалов основы настоящего изобретения.
Испытание состояло из двух различных процессов влажного вакуумирования. Первый процесс влажного вакуумирования (обозначенный Вак. 1 в таблице ниже) состоял из очистки тыльной стороны неотделанного изделия (т.е. стороны материала первичной основы, противоположной волокнистой лицевой стороне) с использованием промышленной установки влажной вакуумной чистки ковров, оборудованной емкостью распределения/заполнения системы чистки ковров Rinsenvacтм, поставляемой фирмой Blue Lustre Products, Inc., (Индианополис, Индиана), заполненной распределенной водопроводной водой при температуре окружающей среды в качестве чистящего раствора. При использовании первого процесса влажного вакуумирования образцы неотделанного изделия подвергаются воздействию двух отдельных процессов влажной вакуумной чистки и полностью сушатся на воздухе после каждой очистки. Второй процесс влажного вакуумирования (обозначенный Вак. 2 в таблице ниже) состоял из очистки тыльной стороны образцов неотделанного изделия с использованием системы очистки ковров Rinsenvacтм с распределением горячего (90oС) водного раствора промышленного средства для чистки ковров Rinsenvacтм в качестве смеси чистящих растворов. Концентрация чистящего раствора для второго процесса влажного вакуумирования была 10 ч. водопроводной воды на 1 ч. детергента Rinsenvacтм. При использовании второго процесса влажного вакуумирования образцы неотделанного изделия подвергаются одной влажной вакуумной чистке с последующей полной сушкой на воздухе, ополаскиванию с использованием воды при температуре окружающей среды и затем конечной стадии полной сушки на воздухе. Для каждого процесса промывки 1,9 л (0,5 галлона) чистящего раствора распределяется на 4,2 м2 (5 кв.ярдов) неотделанных изделий.
В данном испытании непромытые (контрольные) образцы и промытые образцы прошитого неотделанного изделия были покрыты экструзией с использованием однослойной конструкции головки, хотя могут быть также использованы соэкструзия с одной головкой и двухщелевая соэкструзия. Вспомогательное оборудование включало предварительные нагреватели и печи с повышенной температурой.
Экструзионное оборудование для нанесения покрытия состояло из двухэкструдерной линии соэкструзии Black Clawson с первичным экструдером диаметром 89 мм (31/2 дюйма) с L/D 30:1 и вторичным экструдером диаметром 64 мм (21/2 дюйма) с L/D 24:1. Для этих примеров только большой экструдер работал при различных скоростях. 760-мм-щелевая головка присоединяется и суживается до 690 мм с зазором головки 0,51 мм (20 мил) и воздушно/вытяжным зазором 152 мм (6 дюймов). Давление обжимного валка было установлено при 0,2 МПа (30 фунт/кв.дюйм), а температура охлаждающего валка была различной.
Неотделанным изделием были куски ковра Volunteerтм, поставляемого фирмой Shaw Industries. Ковер Volunteerтм состоит из полипропиленовых волокон при 920 см3/м2 (26 унций/кв.ярд) и характеризуется как прошитый ковер прямого трикотажного переплетения. Как контрольные непромытые, так и промытые образцы неотделанного изделия были наслоены на Крафт-бумагу в процессе нанесения покрытия экструзией с применением адгезивного материала основы. Как контрольные непромытые образцы, так и промытые образцы были сначала предварительно нагреты в конвекционной печи до нанесения экструзией адгезивного материала основы.
В данном испытании в качестве адгезивного материала основы был использован по существу линейный полимер этилена, обозначенный как XU-59100.00, как поставляется фирмой The Dow Chemical Company. Материал XU-59100.00 характеризуется как имеющий индекс расплава 30 г/10 мин и плотность полимера 0,900 г/см2. Температура предварительного нагрева была установлена при 71oС (160oF), температура расплава экструзионного покрытия была установлена при 260oС (500oF), температура охлаждающего валка была установлена при 27oС (80oF), а линейная скорость нанесения покрытия экструзией была установлена при 26 м/мин (65 фут/мин).
После того, как образцы с экструзионным покрытием были выдержаны не менее 24 ч при комнатной температуре, были определены прочность ворсового переплетения, износостойкость и прочность расслаивания. Испытание на прочность ворсового переплетения было проведено в соответствии с ASTM D-1335-67. Результаты определения износостойкости были получены с использованием методики Велкроу-теста, в которой валок диаметром 51 мм (2 дюйма) и массой 0,91 кг (2 фунта), покрытый ворсовой стороной эталона Велкроу, пропускается 10 раз поверх лицевой стороны покрытых образцов ковра. Распушка на изношенном ковре затем сравнивается с комплектом ковровых эталонов и оценивается по 10-балльной шкале (10 означает нулевую распушку). Износостойкость была также определена количественно с использованием испытания петель волокон, которое описано ниже. В общем случае, если Велкроу-число было ниже 6, или износостойкость ковра была относительно плохой, прочность ворсового переплетения не определялась.
В таблице 15 ниже обобщены результаты этих испытаний.
Приведенные в таблице 15 результаты показывают, что при равных массах покрытия адгезивного материала основы использование стадии процесса влажного вакуумирования перед нанесением адгезивного материала основы может значительно улучшить характеристики ковра относительно непромытых образцов. Улучшение является настолько значительным, что могут использоваться значительно сниженные массы покрытия адгезивного материала основы при сохранении превосходных прочности ворсового переплетения и износостойкости.
В другом испытании на образцы прошитого неотделанного изделия было нанесено экструзионное покрытие для оценки влияния карбоната кальция в качестве высокотеплосодержащего наполнителя и традиционного вспенивающего агента (например, азодикарбонамида) при использовании в качестве взрывающего агента. Карбонат кальция и азодикарбонамид были смешаны сухим смешением с по существу линейным полимером этилена в соответствии с массовым процентным содержанием, указанным в таблице непосредственно ниже. По существу линейный полимер этилена имел индекс расплава 30 г/10 мин и плотность 0,885 г/см3 и был поставлен фирмой The Dow Chemical Company под маркой XU-59400.00. Азодикарбонамидным взрывающим агентом был Epicell 301, который был поставлен в виде 30 мас.% концентрата в полиэтилене низкой плотности фирмой EPI Chemical Company. Карбонат кальция, который имел удельную теплоемкость около 2,3 Дж•см/oС (около 0,548 кал•см3/oС) был поставлен в виде 75 мас.% концентрата в полиэтилене низкой плотности фирмой Heritage Bag Company.
В этом испытании были использованы неотделанные изделия Volunteerтм, поставляемые фирмой Shaw Industries. Неотделанными были изделия из полипропиленового волокна, 920 см3/м2 (26 унций/кв.ярд), маленькие кусочки прошивного прямого трикотажного переплетения ковра, которые были нарезаны и наслоены на Крафт-бумагу для каждого образца так, что адгезивный материал основы каждого примера был нанесен экструзией на тыльную сторону ковра (т.е. на материал первичной основы маленьких кусочков ковра). Для каждого образца перед нанесением на адгезивный материал основы неотделанные изделия были сначала предварительно нагреты в конвекционной печи.
В данном испытании конструкция головки для нанесения экструзионного покрытия была монослойной, а вспомогательное оборудование включало предварительные нагреватели и печи с повышенной температурой. Конкретно, оборудование для нанесения покрытия экструзией состояло из двухэкструдерной линии соэкструзии Black Clawson с первичным экструдером диаметром 89 мм (31/2 дюйма) с L/D 30:1 и вторичным экструдером диаметром 64 мм (21/2 дюйма) с L/D 24:1. Однако в этом испытании только большой экструдер работал при различных скоростях. Головка с 760 мм щелью была присоединена к экструдеру и сужена до 690 мм с 0,51 мм (20 мил) зазором головки и 152 мм (6 дюймов) воздушно/вытяжным зазором. Давление обжимного валка было установлено при 0,2 МПа (30 фунт/кв. дюйм), а температура охлаждающего валка была различной. Температура предварительного нагрева неотделанных изделий была установлена при 71oС (160oF), температура экструдируемого расплава была установлена при 288oС (550oF), а линейная скорость была 23 м/мин (75 фут/мин). Температура охлаждающего валка была установлена при 38oС (100oF) для образца, который не содержал взрывающего агента, и была установлена при 21,1oС (70oF) для образцов, содержащих взрывающий агент.
После того, как образцы с экструзионным покрытием были выдержаны не менее 24 ч, они были испытаны на прочность ворсового переплетения, износостойкость, Велкроу-тест, распушку-тест, эластичность и стойкость к расслаиванию. Испытание на прочность ворсового переплетения было проведено в соответствии с ASTM D-1335-67. Износостойкость и Велкроу-тест были основаны на качественных оценках, в которых валок диаметром 51 мм (2 дюйма) и массой 0,91 кг (2 фунта), покрытый волокнистой стороной эталона Велкроу, был пропущен 10 раз по лицевой стороне каждого из образцов с экструзионным покрытием для изнашивания образца. Распушка на изношенном ковре была затем сравнена с комплектом эталонов и оценена по 10-балльной шкале (10 означает нулевую распушку).
Для количественного определения износостойкости был использован тест на распушку петель волокон. В этом тесте значение износостойкости берется как "число распушки петель волокон". Тест включает отрезание изношенных волокон парой 152,4 мм (6 дюймов) нагруженных пружиной ножниц Фискарса и сравнение веса образца до и после удаления изношенных волокон. Конкретней, тест на распушку петель волокон осуществляется при обеспечении образцов с экструзионным покрытием размером 203 мм (8 дюймов) в поперечном направлении х 254 мм (10 дюймов) в машинном направлении; зажимании образцов так, что они остаются плоскими в процессе двойной прокатки; двойной прокатки образцов в машинном направлении 15 раз с постоянной скоростью и под углом примерно 45o с использованием Велкроу-валка, описанного выше в данном испытании; использовании ножа для образцов, имеющего размер 51 мм х 51 мм (2 дюйма х 2 дюйма), присоединенного к пуансону пресса, аттестованного Национальной федерацией аналитического оборудования (НФАО), для обеспечения двух образцов для испытаний для каждого образца; взвешивании и фиксировании веса для каждого образца до 0,1 мг с использованием калиброванных весов АЕ200, тщательном удалении всего изношенного волокна с использованием пары 152,4 мм (6 дюймов) нагруженных пружиной ножниц с гарантией сохранения любой части петли волокна; повторном взвешивании и фиксировании двух образцов для испытаний; и взятии разности в весе до и после удаления изношенного волокна в качестве числа распушки петель волокон (ЧРПВ). Отметим, что числа распушки петель волокон находятся в обратной зависимости к Велкроу-числам: т.е., тогда как высокие Велкроу-числа являются желательными как показатель улучшенной износостойкости, улучшенную износостойкость указывают низкие числа распушки.
В таблице 16 приводятся массовое процентное содержание добавки и результаты определения характеристик ковров.
Все примеры в данном испытании показали хорошую эластичность, а примеры с числом Велкроу не менее 6 все показали хорошую устойчивость к расслаиванию. Примеры, в которых был использован взрывающий агент, все имели замкнутые ячейки и сжатую матрицу адгезивного материала основы, т.е. толщина слоя адгезивного материала основы была примерно одинаковой с и без взрывающего агента. Данные таблицы 16 показывают, что использование взрывающего агента и наполнителя с высоким теплосодержанием либо отдельно, либо в комбинации значительно улучшает как прочность ворсового переплетения, так и износостойкость ковра с экструзионным покрытием по сравнению с эквивалентной массой покрытия смолы без этих добавок. Также данные таблицы 16 неожиданно показывают, что использование этих добавок обеспечивает улучшенные характеристики при сниженной массе покрытия адгезивного материала основы.
В другом испытании немодифицированный контрольный образец адгезивного материала основы и два образца адгезивного материала основы, модифицированного добавлением полимера этилена с прививкой малеинового ангидрида, были нанесены экструзией на прошивные неотделанные изделия с использованием конструкции однослойной головки, хотя могут также использоваться соэкструзия с одной головкой и двухщелевая соэкструзия. Вспомогательное оборудование включало: предварительные нагреватели и печи с повышенной температурой.
Оборудование для нанесения покрытия экструзией состояло из двухэкструдерной линии соэкструзии Black Clawson с первичным экструдером диаметром 89 мм (31/2 дюйма) с L/D 30:1 и вторичным экструдером диаметром 64 мм (21/2 дюйма) с L/D 24:1. Для этих примеров только большой экструдер работал при различных скоростях. Головка с 760 мм щелью была присоединена и сужена до 690 мм с зазором головки 0,51 мм (20 мил) и воздушно/вытяжным зазором 152 мм (6 дюймов). Давление обжимного валка было установлено при 207 кПа (30 фунт/ кв. дюйм), температура охлаждаюцего валка была установлена при 24-27oС (75-80oF), а линейная скорость экструзии была 23 м/мин (75 фут/мин).
Перед нанесением адгезивного материала основы неотделанные изделия были предварительно нагреты до примерно 99oС (210oF) в конвекционной печи, и температура экструдируемого расплава была 313-321oС (595-610oF).
Немодифицированным контрольным адгезивным материалом основы был по существу линейный полимер этилена, имеющий индекс расплава 30 г/10 мин и плотность 0,885 г/см3, как поставляется фирмой The Dow Chemical Company под маркой XU-59400.00. Для получения двух модифицированных адгезивных материалов основы материал XU-59400.00 был смешан сухим смешением с 10 мас.% с двумя различными полимерами этилена с прививкой малеинового ангидрида, каждый из которых содержал 1,0 мас.% малеинового ангидрида, с получением конечной концентрации малеинового ангидрида 0,1 мас. % для двух смесей. Сами привитые полимеры были получены в соответствии с методиками, описанными в патенте США 4762890. Один привитой полимер, обозначенный МАН-1 в таблице 17, использовал полиэтилен высокой плотности в качестве полиэтилена-хозяина. В другом привитом полимере, обозначенном МАН-2 в таблице 17, использован в качестве полиэтилена-хозяина по существу линейный полимер полиэтилена.
Неотделанными изделиями были маленькие куски ковра Vocationтм 26, поставляемого фирмой Shaw Industries. Ковер Vocationтм 26 состоит из полиамидных волокон при 907 cм3/м2 (26 унций/кв.ярд) и характеризуется как прошивной, прямого трикотажного переплетения ковер. Образцы неотделанного изделия были наслоены на Крафт-бумагу в процессе нанесения покрытия экструзией с нанесением контрольного адгезивного материала основы и двух модифицированных адгезивных материалов основы. Материал вторичной основы не наносился на тыльную сторону образцов после нанесения адгезивных материалов основы, хотя также может быть использован.
После того, как образцы с экструзионным покрытием были выдержаны в течение не менее 24 ч при комнатной температуре, были определены прочность ворсового переплетения, износостойкость и расслаивание. Испытание на прочность ворсового переплетения было проведено в соответствии с ASTM D-1335-67. Результаты по износостойкости были получены с использованием методики Велкроу-теста, описанной выше, где валок диаметром 51 мм (2 дюйма) и массой 0,91 кг (2 фунта), покрытый волокнистой стороной Велкроу-эталона, был пропущен 10 раз по лицевой стороне покрытых образцов ковра. Распушка на изношенном ковре была затем сравнена с комплектом эталонов ковра и оценена по 10-балльной шкале (10 означает нулевую распушку). Износостойкость была также определена количественно с использованием описанного выше теста на распушку петель волокон. В общем случае, если число Велкроу было ниже 6, или износостойкость образца ковра была довольно плохой, прочность ворсового переплетения не определилась.
В таблице 17 приводятся обобщенные результаты этого испытания.
Приведенные в таблице 17 результаты показывают, что введение полимеров этилена с прививкой малеинового ангидрида, в которых в качестве полимера-хозяина используются либо полиэтилен высокой плотности (ПЭВП), либо по существу линейный полимер этилена, обеспечивает значительные улучшения сравниваемых прочности ворсового переплетения и износостойкости. Одним преимуществом из этих улучшений является то, что теперь практики могут использовать уменьшенные массы покрытия термопластичного адгезивного материала основы с целью снижения стоимости при сохранении еще желательных уровней высоких характеристик.
Пример 176 является таким же, как пример 88 выше, за исключением того, что отсутствует адгезивная основа, экструдированная на ковер. Полученный таким образом ковер имеет хорошую пропитываемость пучка и сворачиваемость. Измерениями было показано, что примерно 424 см3/м2 (12 унций/кв.ярд) FN500 (на сухую массу) было нанесено на ковровую основу. Ковер был также испытан в соответствии с методом испытаний ASTM D1335 с определением прочности ворсового переплетения ковра (см. 1991 Annual Book of ASTM Standards, Vol. 07.01). В этом испытании определяется усилие, требующееся для разрыва одной или обеих ветвей петли в ковре трикотажного переплетения, не содержащем основы. Этот ковер, полученный в примере 176, показал среднюю прочность ворсового переплетения 4,1 кг (9,0 фунтов).
Пример 177 является таким же, как пример 176, за исключением следующих изменений. Во-первых, в дисперсии не использовался антивспениватель. Во-вторых, в дисперсию было введено 0,5 ч. Aerosil A-300 от фирмы Degussa. В-третьих, вместо FN500 был использован ПЭВП от фирмы Dow Chemical Co. Под маркой ПЭВП DOW 12065. В-четвертых, вместо СО-430 было использовано поверхностно-активное вещество под маркой DA-6 от фирмы Sun Chemical International, ковер был высушен в конвекционной печи Blue M с циркуляцией воздуха при 132oС (270oF) в течение 30 мин. Нанесение для ПЭВП было 304 см3/м2 (8,6 унции/кв. ярд). Средняя прочность ворсового переплетения была измерена при 1,8 кг (4,0 фунта).
Пример 178 был таким же, как пример 177, за исключением того, что был удален Aerosil A-300, и вместо ПЭВП был использован сополимер этилена с винилацетатом (ЭВА) марки FE-532 от фирмы Quantum. Нанесение для ЭВА составило 354 см3/м2 (10 унций/кв.ярд). Средняя прочность ворсового переплетения готового ковра была измерена при 3,7 кг (8,2 фунта).
Пример 179 был таким же, как пример 178, за исключением того, что вместо ЭВА был использован полиэтилен марки MRL-0414 от фирмы Quantum. Нанесение для полиэтилена составило 106 см3/м2 (3 унции/кв.ярд), а средняя прочность ворсового переплетения была измерена при 1,04 кг (2,3 фунта).
Пример 180 был таким же, как пример 177, за исключением того, что нанесение для FN500 было 191 см'/м (5, 4 унции/кв.ярд), прочность ворсового переплетения была измерена при 2, 4 кг (5,2 фунта).
Пример 181 был таким же, как пример 180, за исключением того, что вместо Igepal СО-430 было использовано поверхностно-активное вещество под маркой ОТ-75 от фирмы Sun Chemical Int. Нанесение для FN500 составляло 371 см3/м2 (10,5 унции/кв.ярд), а средняя прочность ворсового переплетения была 1,95 кг (4,3 фунта).
Примеры 182-193 были осуществлены для показа различных вторичных основ, нанесенных на ковер, полученный в примере 176.
В примере 182 часть ковра, изготовленного в примере 176, получала вторичную основу путем помещения соэкструдированного листа сополимера этилена с винилацетатом/полиэтилена от фирмы Quantum Chemical Co., под маркой NA202 UE635 сверху неворсовой стороны ковра. Предварительно экструдированный лист был толщиной 0,58 мм (23 мил). Ковер затем помещался в конвекционную печь, установленную при 149oС (300oF), на 30 мин, так, чтобы обеспечить плавление листа и скрепление его с тылом предварительно покрытого ковра. Ковер затем оставляли охлаждаться до комнатной температуры.
Примеры 183-185 были осуществлены также, как пример 182, с тем исключением, что лист материала Quantum NA202 UE635 был толщиной 0,89, 0,94 и 1,3 мм (35, 37 и 50 мил), соответственно.
Пример 186 был осуществлен путем взятия ковра из примера 176 и нанесения латекса ВАЭ, наполненного карбонатом кальция, на тыльную сторону ковра. Ковер был затем помещен в конвекционную печь при 149oС (300oF) на 30 мин для сушки ВАЭ. Масса покрытия составляла примерно 884 см3/м2 (25 унций/кв.ярд) по отношению к сухой массе.
Пример 187 был осуществлен так же, как пример 186, за исключением того, что латексом был ненаполненный латекс ВАЭ. В частности, этот латекс был получен от фирмы Reichold Chemical Co. под маркой Elvace 97808.
Пример 188 был осуществлен так же, как пример 186, за исключением того, что латекс бутадиен-стирольного каучука (БСК), наполненный карбонатом кальция, был использован вместо латекса ВАЭ. Латекс БСК был нанесен так, масса покрытия составляла 884 см3/м2 (25 унций/кв.ярд).
Пример 189 был осуществлен путем взятия ковра из примера 176 и напыления порошка ЭВА на тыльную сторону ковра. В частности, порошком ЭВА был порошок марки Elvax 410 от фирмы DuPont, который был нанесен массой 354 см3/м2 (10 унций/кв.ярд).
Пример 190 был осуществлен так же, как пример 189, за исключением того, что порошок был полиолефиновым воском, поставляемым фирмой Hercules под маркой Polywax 2000.
Пример 191 был осуществлен путем взятия ковра из примера 176 и нанесения компаундированного горячего расплава адгезива на тыльную сторону ковра. В частности, горячий расплав состоял из наполненного ЭВА и Piccovar CB-20 от фирмы Hercules, Inc. и был нанесен на ковер при 1061 см'/м (30 унций/кв.ярд) и при температуре примерно 149oС (300oF).
Пример 192 был осуществлен так же, как пример 191, за исключением того, что с ковровой основой через горячий расплав была ламинирована пенополиуретановая подкладка. В частности, с помощью горячего расплава была ламинирована пенополиуретановая подкладка, поставляемая фирмой Shaw Industries под маркой Duratech 100.
Пример 193 был осуществлен в соответствии с предпочтительным вариантом аспекта водной грунтовки настоящего изобретения. Образец ковра из примера 176 имел лист полимера, экструдированного непосредственно на тыльную сторону. Использованным полимером был полиэтиленовый эластомер, обозначенный буквой "G" в таблице 1 выше. Плотность этого конкретного полимера была около 0,90 г/см3. Индекс расплава был 75.
Для предварительного нагрева подложки был использован инфракрасный нагреватель Маршдена на пропановом топливе. Нагреватель был установлен при температурах между примерно 93oС (200oF) и примерно 110oС (230oF). Температура ковра была измерена примерно при 63oС (145oF) в точке еще до получения экструдированного листа. Полимер был экструдирован при толщине 0,18 мм (7 мил) с использованием традиционной системы нанесения экструзионного покрытия, используемой для бумажного покрытия. В частности, обычный экструдер для нанесения полиэтиленового покрытия был использован с температурами 177oС (350oF) для первого цилиндра, 191oС (375oF) для второго цилиндра и 204oС (400oF) для остальных цилиндров, коллектора и экструзионной головки. Головка была щелевого типа, которая экструдировала завесу горячего полимера на тыльную сторону ковра. Ковер затем помещается вокруг охлаждающего валка с тыльной стороной к охлаждающему валку при температуре 49o С (120oF). Линейная скорость устанавливается 7 м/мин (23 фут/мин). Ковер прессуется охлаждающим валком с давлением прижима 0,31 МПа (45 фунт/кв.дюйм). Хотя это не приводится в данном отдельном примере, ткань, такая как обычная полипропиленовая ткань вторичной основы от фирмы Атосо Fabrics and Fibers, как марка "Action Bac®", может быть ламинирована через экструдированный лист чуть раньше или на этом охлаждающем валке.
Примеры 194-197 были осуществлены с изготовлением ковровой плитки согласно настоящему изобретению.
Пример 194 был выполнен в соответствии с наиболее предпочтительным способом изготовления ковровой плитки. Неотделанное изделие шириной 1,8 м (6 футов) было предусмотрено в рулоне. Неотделанное изделие содержало полипропиленовую пряжу, прошитую в нетканую первичную основу от фирмы Akzo под маркой "Colback" (смесь полиамидных и полиэфирных полимеров), как разрезанная плитка с массой лицевой пряжи примерно 1592 см3/м2 (45 унций/кв.ярд). Это неотделанное изделие пропускалось ниже экструдера при 5,2 м/мин (17 фут/мин).
Экструдер содержал расплавленную
полимерную смесь, имеющую следующий состав, мас.%:
По существу линейный полимер этилена (XU-59400.00 от Dow) - 24
Полиэтилен с прививкой
малеинового ангидрида (XU-60769.07 от Dow)
- 4
Наполнитель карбонат кальция (мрамор 9, штат Джорджия) - 59
Повышающее клейкость вещество (Hercatac 1148 от Hercules) - 12
Сажевый концентрат - 1
Итого
- 100
Температура головки была примерно 260oС (500oF). Примерно 884 см3/м2 (25 унций/кв. ярд) было нанесено в
первом прогоне, после чего лист
армирующей ткани был наложен сверху на этот первый лист полимера. Армирующей тканью в этом примере был 124 cм3/м2 (3,5 унций/кв.ярд) лист Тураг
(нетканая полипропиленовая ткань,
поставляемая фирмой Reemay как "3351"). После прохождения поверх охлаждающего валка ковер сворачивается для последующего прохождения по линии для нанесения второго
слоя.
При втором прогоне через ту же линию второй слой того же экструдата был нанесен поверх армирующего листа. Общее нанесение, исключая Тураг, было 1740 см3/м2 (49,2 унций/кв.ярд).
После охлаждения ковер был разрезан на 45,7 см' (18 кв. дюймов) плитки и испытан на прочность ворсового переплетения и размерную Aachen-стабильность. Результаты приводятся ниже в таблице 18.
Пример 195 был осуществлен так же, как пример 194, за исключением того, что полиамидная пряжа трикотажного переплетения была использована для лицевой пряжи при 707 см3 /м2 (20 унций/кв.ярд) прямым стежком с общей массой нанесения 1910 см3/м2 (54 унции/кв.ярд).
Пример 196 был осуществлен так же, как пример 195, за исключением того, что полиамидная пряжа трикотажного переплетения была прошита при 1061 см3/м2 (30 унций/кв. ярд) прямым стежком и общая масса нанесения была 1860 см3 /м2 (52,6 унции/кв.ярд).
Пример 197 был осуществлен так же, как пример 196, за исключением того, что использованной первичной основой была нетканая полиэфирная ткань, поставляемая фирмой Freudenberg как "Lutradur". Общая масса нанесения составила 1850 см3/м2 (52,3 унции/кв.ярд).
Примеры 198-208 были осуществлены с получением ковровой плитки с различными массами нанесения во втором прогоне. Кроме того, были испытаны два различных армирующих материала.
Пример 198 был осуществлен
так же, как пример 194 выше,
за исключением того, что экструдат, нанесенный в первом прогоне, имел следующий состав, мас.%:
По существу линейный полимер этилена (XU-59400.00 от фирмы Dow)
- 69
Наполнитель
карбонат кальция (мрамор 9, штат Джорджия) - 30
Сажевый концентрат - 1
Итого - 100
389 cм3/м2 (11 унций/кв.ярд) этого
экструдата было нанесено на
тыльную сторону неотделанного изделия, которое состояло из полипропиленовой пряжи, прошитой в тканую полипропиленовую первичную основу при примерно 920 см3/м2 (26 унций/кв.ярд)
в трикотажном шаблоне.
В примерах 198-203 ткань Тураг с 124 см3/м2 (3,5 унции/кв.ярд) была заделана между первым слоем экструдата и вторым.
В примерах 204-208 в качестве армирующего слоя был использован 49,5 см3/м2 (1,4 унции/кв.ярд) стекловолокнистый холст от фирмы ELK. Corp.
В каждом из примеров
198-208 второй слой экструдата, который был нанесен во втором прогоне по линии, имел следующий состав, мас.%:
По существу линейный полимер этилена (XU-59400.00 от фирмы
Dow) - 24
Полиэтилен с прививкой малеинового ангидрида (XU-60769.07 от фирмы Dow) - 4
Наполнитель карбонат кальция (мрамор 9, штат Джорджия) - 59
Повышающее клейкость
вещество (Hercatac
114876 от фирмы Hercules) - 12
Сажевый концентрат - 1
Итого - 100
Масса покрытия за второй прогон варьировалась, как указано ниже в таблице 19. Ковер был
разрезан на плитки
и подвергнут Aachen-тесту на стабильность размеров с приведенными ниже результатами.
Хотя особенно предпочтительные и альтернативные варианты описаны в данном описании, необходимо отметить, что могут быть выполнены другие варианты и модификации, не выходя за рамки изобретения, описанного здесь. Прилагаемая формула изобретения, определяет объем настоящего патента.
Реферат
Изобретения относятся к коврам, пригодным для получения прошивных, широкоформатных изделий с повышенной износостойкостью, и способу их получения. Ковер содержит первичную основу с лицевой и тыльной сторон, множество волокон, присоединенных к основе, отходящих от ее лицевой стороны и остающихся свободными на тыльной поверхности, адгезивный материал основы и необязательно вторичную основу. По меньшей мере одним из материалов первичной и вторичной основ и адгезивным материалом является по меньшей мере один гомогенно разветвленный полимер этилена, имеющего показатель распределения короткоцепочечного разветвления более или равный 70%. На тыльную сторону первичной основы наносят экструзией покрытие адгезивного материала и необязательно вторую основу. Изобретение обеспечивает хорошую прочность ворсового переплетения, износостойкость, барьерные свойства и эластичность. 2 с. и 12 з.п. ф-лы, 18 табл., 7 ил.

Формула
(Мw/Mn)≤(I10/I2) - 4,63,
и (с) критическое напряжение сдвига в начале объемного разрушения расплава более 4•106 дин/см2.
(Мw/Mn)≤ (I10/I2) - 4,63,
и (с) критическое напряжение сдвига в начале объемного разрушения расплава более 4•106 дин/см2.
Документы, цитированные в отчёте о поиске
Основа коврового покрытия, получаемая из блок-сополимерных композиций
Покрытие для полов
Комментарии