Декоративные облицовочные покрытия, не содержащие поливинилхлорид - RU2681900C2
Код документа: RU2681900C2
Описание
Область изобретения
Настоящее изобретение относится к не содержащим поливинилхлорид декоративным напольным и настенным покрытиям, содержащим носитель, пропитанный не содержащей ПВХ пастой. Изобретение дополнительно относится к способу получения таких облицовочных покрытий.
Предшествующий уровень техники
Материалы для напольных, настенных и потолочных покрытий должны обладать широким рядом свойств. Для материалов, применяемых для напольных покрытий, особенно важны хорошее сопротивление износу, истиранию, царапанию и вдавливанию и хорошее восстановление вмятины, чтобы уменьшить видимые царапины и вмятины от мебели и объектов на роликах, таких как офисные кресла.
Хорошо известны напольные покрытия на основе поливинилхлорида (ПВХ). Материалы на основе ПВХ обладают многими желательными свойствами, такими как хороший прием наполнителя, гибкость и сопротивление царапанию. Однако в более недавние годы уделяется внимание недостаткам полов на основе ПВХ.
Типичные облицовочные покрытия ПВХ включают ПВХ-пластизоль. Пластизоль, как правило, состоит из частиц ПВХ, пластификатора, добавок тяжелых металлов и неорганического наполнителя. Облицовочное покрытие формируют способом протяжки путем наслаивания пластизоля на защитный слой и последующего сплавления и затвердевания пластизоля при температурах от 130 до 180°С.
Чтобы избежать распада ПВХ-полимера, особенно важно использование стабилизаторов на основе тяжелых металлов (например, дистеарата дилаурилолова или карбоксилатов бария и кадмия, бария и цинка или кальция и цинка).
Пластификаторы обладают склонностью к миграции, которая приводит к постепенному ухудшению упругости и накоплению липкого остатка, что может приводить к скоплению загрязнения, и пластификаторы могут образовывать пути в полимере для миграции красителя, что делает нанесенный рисунок менее четким.
Экологические аспекты, касающиеся отрасли декоративных покрытий на основе ПВХ, относятся к пригодности к переработке или к сохранению энергии, к содержанию летучих органических веществ и к использованию стабилизаторов на основе тяжелых металлов.
Хлорид водорода и зольный остаток тяжелых металлов в результате распада стабилизаторов тяжелых металлов составляют нежелательные последствия сжигания отходов, связанного с производством и установкой материалов покрытия на основе ПВХ.
Вследствие этого, даже несмотря на то, что ПВХ предлагает великолепные механические, акустические и теплоизолирующие компромиссные свойства при его применении для напольных покрытий, производители этих покрытий ищут ему замену, обеспечивающую решение следующих трех основных проблем:
- отсутствие высвобождения при сгорании токсичного газа, такого как хлор, хлористоводородная кислота, диоксид хлора или оксиды азота;
- наличие свойств, особенно механических свойств и огнестойкости, такого же порядка, как получают в настоящее время при использовании ПВХ;
- возможность обработки или изготовления на существующем оборудовании, в частности, путем экструзии, каландрирования и тому подобного.
В недавние годы материалы декоративных облицовочных покрытий на основе олефинов приобрели популярность и уже стали объектом значительного числа патентов.
Например, не содержащие ПВХ напольные и настенные покрытия раскрыты в ЕР 0257796 (В1), ЕР 0742098 (В1), US 4379190, US 4403007, US 4438228, US 5409986, US 6214924, US 6187424, US 2011/0305886, JP 2004168860, JP 2002276141, JPH 07125145, JPH 06128402, JP 2000063732, JPH 1148416, JP 2000045187, JPH 0932258, JPS 6092342 и JPH 09302903.
В US 2011/0223387 раскрыт каландрированный лист из полиолефиновой пластмассы не-ПВХ типа, компоненты которого включают:
a) 100 частей полиолефинового полимера, содержащего два или более полимера из полиэтилена, полипропилена, сополимеров этилена и винилацетата, термопластических эластомеров, термопластических полиолефинов,
b) от 0,1 до 15 частей смазывающих веществ, выбранных из стеариновой кислоты, сложного эфира жирной кислоты, амида жирной кислоты, парафиновых углеводородов, мыл металлов, органических силиконов, по отдельности или их смеси,
c) от 0,1 до 50 частей пластификаторов, выбранных из нефталатных пластификаторов, полиэфирных полимерных пластификаторов, технологических масел, по отдельности или их смеси,
d) от 0,1 до 80 частей вспомогательных веществ, таких как модификаторы, поглотители ультрафиолетового излучения, огнезащитные агенты, наполнители, дисперсионные агенты и т.д., по отдельности или их смеси, и
e) от 0 до 15 частей красителей.
Способ производства листов полиолефиновой пластмассы включает сначала смешивание полиолефиновой композиции и добавок с помощью смесителя, затем гомогенное смешивание в смесителе Бенбери и затвердевание в вальцовой мельнице при температуре, контролируемой в диапазоне от 130 до 200°С, наконец, каландрирование с помощью традиционного процесса обработки ПВХ пленок. Композиции, заявленные и проиллюстрированные в различных примерах, содержат менее 40 масс. % наполнителя.
В некоторых случаях декоративные облицовочные покрытия могут включать в себя упрочненный слой, состоящий из пропитанного носителя.
Включенный носитель придает декоративному облицовочному покрытию как прочность, так и размерную стабильность.
В ЕР 0775231 (В1) раскрыт листовой материал для напольного покрытия, содержащий полиалкиленовый полимер в однородной смеси с по меньшей мере одной добавкой, содержащей наполнитель, где полиалкиленовый полимер имеет относительно узкое молекулярно-массовое распределение и небольшое количество длинноцепочечных разветвлений и может быть получен путем катализируемой полимеризации с одним центром по меньшей мере одного линейного, разветвленного или циклического алкилена, имеющего от 2 до 20 атомов углерода. Полиалкилен характеризуется индексом расплава от 0,1 до 100 г/10 минут и плотностью от 0,86 до 0,97 г см3.
Напольное покрытие содержит вторичный покровный слой, структурный слой и финишный слой, где структурный слой содержит упрочняющий носитель или подложку (например, тканую или нетканую сетку или полотно, либо ткань из материалов большей или меньшей термостабильности, таких как стекловолокно), пропитанные и/или покрытые насыщающим составом.
Патент US 6287706 относится к твердому листовому полимерному напольному покрытию, содержащему множество слоев, включающих структурный слой, содержащий упрочняющий носитель или подложку, пропитанные и/или покрытые насыщающим составом; твердый вторичный покровный слой; и прозрачный защитный или финишный слой, где по меньшей мере один из этих слоев содержит листовой материал, включающий полиалкиленовый полимер в однородной смеси с по меньшей мере одной добавкой, содержащей наполнитель, где указанный полиалкиленовый полимер представляет собой полиалкиленовый полимер, полученный путем катализируемой полимеризации с одним центром по меньшей мере одного линейного, разветвленного или циклического алкилена, имеющего от 2 до 20 атомов углерода.
В US 2008/0206583 раскрыта композиция облицовочного покрытия или его части, содержащая:
a) от 5 до 45 масс. % по меньшей мере одного первого полимера;
b) от 0,1 до 20 масс. % по меньшей мере одного второго полимера, отличающегося от первого полимера,
c) от 0,1 до 5 масс. % по меньшей мере одного полиолефина, имеющего по меньшей мере одну полярную группу,
d) от 0,1 до 5 масс. % по меньшей мере одного агента, придающего липкость, содержащего по меньшей мере один углеводород, где углеводород включает алифатический углеводород, циклоалифатический углеводород, ароматически модифицированный алифатический углеводород, ароматический и алифатический углеводород, модифицированный по меньшей мере одним сложным эфиром жирной кислоты, или любую их комбинацию,
e) от 0,1 до 5 масс. % по меньшей мере одного дисперсионного агента, содержащего по меньшей мере один полипропилен сверхвысокой скорости течения расплава и/или по меньшей мере одно смазывающее вещество, и
f) от 50 до 90 масс. % по меньшей мере одного наполнителя,
где первый полимер включает по меньшей мере один сополимер этилена и пропилена, и второй полимер включает по меньшей мере один полипропиленовый гомополимер, или где первый полимер включает по меньшей мере один полиолефин Циглера-Натта и/или второй полимер включает по меньшей мере один металлоценовый полимер.
Слоистое облицовочное или напольное покрытие может содержать защитный слой, содержащий описанную выше композицию, декоративный слой (или слой нанесения печати) и по меньшей мере один слой износа. Облицовочные покрытия также необязательно могут включать дополнительный слой (слои), такие как стекломат или синтетическая пленка, для целей уравновешивания структуры и рабочих характеристик. Например, дополнительный слой может содержать олефиновую смесь, стекломат, термопластическую пленку или любую их комбинацию.
При рассмотрении напольных покрытий, не содержащих ПВХ, включающих слой, упрочненный носителем, основной проблемой является вязкость пасты, не содержащей ПВХ. В случае каландрирования пасты, не содержащей ПВХ, ее расплав, обладающий высокой вязкостью, проявляет недостаточную обрабатываемость.
Чтобы иметь возможность использовать пасты, не содержащие ПВХ, на традиционном оборудовании для каландрирования вязкость этих не содержащих ПВХ паст в целом снижают посредством добавления полимеров с высокой текучестью расплава, например, полукристаллического этилен-бутан-1-сополимера с высокой скоростью течения расплава, такого как раскрытого в ЕР 0775231, или полипропилена с высокой скоростью течения расплава (от 1000 до 2000 г/10 мин при 230°С, 216 кг), такого как раскрытого в US 2008/0206583, или посредством добавления летучих (например, петролейного эфира) и/или нелетучих жидкостей (например, жидкого парафина), и/или полимеризуемых мономеров (например, стеарилметакрилата), таких как раскрытые в US 6287706.
В результате добавления этих компонентов, снижающих вязкость, получают менее гибкие слои с выраженной тенденцией к закручиванию, особенно слоев, содержащих мат носителя. Из-за этой выраженной тенденции к закручиванию не содержащие ПВХ декоративные облицовочные покрытия, содержащие упрочненный слой, полученный в результате каландрирования не содержащих ПВХ паст со сниженной вязкостью, может быть трудно хранить и поставлять в форме рулонов.
Кроме того, не содержащие ПВХ декоративные облицовочные покрытия, содержащие упрочненный слой, полученный в результате каландрирования не содержащих ПВХ паст со сниженной вязкостью, проявляют тенденцию к закручиванию под действием тепла.
В результате добавления этих компонентов, снижающих вязкость, получают не содержащие ПВХ декоративные облицовочные покрытия, проявляющие недостаточные свойства при вдавливании. С целью сохранения хороших свойств остаточного вдавливания в US 2008/0206583 предложено применение жестких полимеров с высокой скоростью течения расплава и/или агентов, придающих липкость. Однако добавление в пасту, не содержащую ПВХ, этих жестких полимеров и/или агентов, придающих липкость, подразумевает, что гибкость продукта будет резко снижаться. Следовательно, эти композиции подходят только для получения плиток или планок, и их необходимо избегать для рулонных применений.
Кроме того, в результате добавления компонентов, снижающих вязкость, получают не содержащую ПВХ пасту, которая при прохождении через мат носителя при каландрировании, таким образом окрашивает цилиндры, что делает нереальным масштабирование производства.
Цели изобретения
Настоящее изобретение нацелено на обеспечение не содержащих ПВХ декоративных напольных и настенных покрытий, которые не обладают недостатками не содержащих ПВХ облицовочных покрытий предшествующего уровня техники.
Следующая цель настоящего изобретения состоит в разработке композиции не содержащей ПВХ пасты и способа преобразования этой композиции не содержащей ПВХ пасты в не содержащие ПВХ декоративные облицовочные покрытия, включающие стекловолоконный мат или нетканый упрочненный слой, посредством традиционного процесса смешивания в расплаве/каландрирования.
Краткое изложение сущности изобретения
В настоящем изобретении раскрыто не содержащее ПВХ декоративное облицовочное покрытие, содержащее упрочненный слой, который содержит носитель, пропитанный не содержащей ПВХ пастой, имеющей динамическую вязкость от 500 до 10000 Па⋅с, предпочтительно от 800 до 7000 Па⋅с, более предпочтительно от 1000 до 2500 Па⋅с при 200°С и при скорости сдвига 100/с, где указанная паста содержит:
- от 5 до 50 масс. %, предпочтительно от 10 до 40 масс. %, более предпочтительно от 15 до 30 масс. % полиолефиновой смеси, причем указанные полиолефины характеризуются скоростью течения расплава равной или менее 15 г/10 минут, предпочтительно от 1 до 10 г/10 минут, более предпочтительно от 1 до 5 г/10 минут при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238,
- от 45 до 90 масс. %, предпочтительно от 60 до 80 масс. % одного или более чем одного наполнителя и
- от 0,5 до 12 масс. %, предпочтительно от 1 до 10 масс. %, более предпочтительно от 3 до 7 масс. % одного или более чем одного связывающего вещества.
В предпочтительных воплощениях настоящего изобретения раскрыт один или более чем один из следующих признаков:
- полиолефиновая смесь не содержащей ПВХ пасты включает:
- от 5 до 55 масс. %, предпочтительно от 10 до 50 масс. %, более предпочтительно от 15 до 45 масс. % и наиболее предпочтительно от 20 до 40 масс. % гомо- или сополимера этилена, содержащего альфа-олефины (А),
- от 5 до приблизительно 55 масс. %, предпочтительно от 10 до 50 масс. %, более предпочтительно от 15 до 45 масс. % и наиболее предпочтительно от 20 до 40 масс. % сополимера этилена (В), содержащего винил карбоксилат и/или алкил(мет)акрилат,
- от 5 до 55 масс. %, предпочтительно от 10 до 50 масс. %, более предпочтительно от 15 до 45 масс. % и наиболее предпочтительно от 20 до 40 масс. % полиолефинового эластомера (С),
- от 1 до 25 масс. %, предпочтительно от 3 до 20 масс. % и наиболее предпочтительно от 5 до 15 масс. % полиолефина (D), содержащего полярную группу;
- гомо- или сополимер этилена (А) представляет собой гомо- или сополимер этилена, содержащий от 5 до 95 масс. % этилена и от 5 до 95 масс. % одного или более чем одного С3-С20 альфа-олефина, характеризуется плотностью менее 0,916 г/см3 и скоростью течения расплава в диапазоне от 0,5 до 15 г/10 мин, предпочтительно от 0,7 до 10 г/10 мин, более предпочтительно от 1,0 до 7 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238;
сополимер этилена (В), содержащий винилкарбоксилат и/или алкил(мет)акрилат, включает от 40 до 95 масс. % этилена и от 60 до 5 масс. % по меньшей мере одного сомономера, выбранного из группы, состоящей из виниловых сложных эфиров насыщенных карбоновых кислот, где кислотная группировка имеет вплоть до 4 атомов углерода, и С1-С20 алкил(мет)акрилатов, и характеризуется скоростью течения расплава в диапазоне от 0,1 до 10 г/10 мин, предпочтительно от 0,5 до 8 г/10 мин и наиболее предпочтительно от 1,0 до 5 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238;
- полиолефиновый эластомер (С) представляет собой гомополимер С2-С20 олефинов или сополимер этилена с по меньшей мере одним С3-С20 альфа-олефином и/или С2-С20 ацетилен-ненасыщенным мономером и/или С4-С18 диолефинами, характеризуется скоростью течения расплава от 0,1 до 13 г/10 мин, предпочтительно от 0,5 до 8 г/10 мин и более предпочтительно от 1,0 до 5 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238;
- содержащий полярную группу полиолефин (D) представляет собой эластомерный сополимер этилена и одного или более чем одного С4-С10 альфа-олефина, содержит от 0,1 до 20 масс. % одной или более чем одной полярной группы относительно массы полиолефина, выбранной из группы, состоящей из ангидридов органических кислот и карбоновых кислот, и характеризуется скоростью течения расплава от 0,5 до 15 г/10 мин, предпочтительно от 0,7 до 10 г/10 мин, более предпочтительно от 1,0 до 8 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238;
- одно или более чем одно смазывающее вещество не содержащей ПВХ пасты выбрано из группы, состоящей из представителей стеариновых кислот, сложных эфиров жирных кислот, амидов жирных кислот, парафиновых углеводородов, мыл металлов, силиконов, используемых отдельно или в виде смеси;
- один или более чем один наполнитель не содержащей ПВХ пасты выбран из группы, состоящей из талька, слюды, карбоната кальция, карбоната магния или карбоната кальция-магния, барита, каолина, кремнезема, стекла или любой их комбинации;
- носитель включает стекловолоконный мат, характеризующийся воздухопроницаемостью более 3000 л/м2⋅с, предпочтительно от 3000 и 15000 л/м2⋅с и предпочтительно от 3500 до 10000 л/м2⋅с;
- носитель включает нетканый материал, характеризующийся воздухопроницаемостью более 3000 л/м2⋅с, предпочтительно от 3000 и 15000 л/м2⋅с и более предпочтительно от 3500 до 10000 л/м2⋅с.
Дополнительно в настоящем изобретении раскрыт способ получения не содержащего ПВХ декоративного облицовочного покрытия, включающий стадии:
a) подачи носителя;
b) контактактирования носителя со стадии а) с не содержащей ПВХ пастой и пропитывания указанного носителя с использованием процесса каландрирования с образованием упрочненного слоя;
c) охлаждения упрочненного слоя со стадии b).
В предпочтительных воплощениях способа получения указанного не содержащего ПВХ декоративного облицовочного покрытия раскрыт один или более чем один из следующих признаков:
- упрочненный слой со стадии b) приводят в контакт с одной или более чем одной не содержащей ПВХ пастой, используя процесс каландрирования, с образованием слоистого декоративного облицовочного покрытия;
- каландрирование на стадии b) выполняют при внутренней температуре от 180 до 240°С, предпочтительно от 190 до 230°С, более предпочтительно от 200 до 220°С;
- носитель представляет собой стекловолоконный мат, характеризующийся воздухопроницаемостью более 3000 л/м2⋅с, предпочтительно от 3000 и 15000 л/м2⋅с и предпочтительно от 3500 до 10000 л/м2⋅с;
- носитель представляет собой нетканый материал, характеризующийся воздухопроницаемостью более 3000 л/м2⋅с, предпочтительно от 3000 и 15000 л/м2⋅с и предпочтительно от 3500 до 10000 л/м2⋅с;
- не содержащую ПВХ пасту получают в результате смешивания в расплаве:
- от 5 до 50 масс. %, предпочтительно от 10 до 40 масс. %, более предпочтительно от 15 до 30 масс. % не содержащей ПВХ полимерной смеси, которая характеризуется скоростью течения расплава равной или менее 15 г/10 мин, предпочтительно от 1 до 10 г/10 мин, более предпочтительно от 1 до 5 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238,
- от 45 до 90 масс. %, предпочтительно от 60 до 80 масс. % одного или более чем одного наполнителя и
- от 0,5 до 12 масс. %, предпочтительно от 1 до 10 масс. %, более предпочтительно от 3 до 7 масс. % одного или более чем одного смазывающего вещества;
при внутренней температуре от 180 до 240°С, предпочтительно от 190 до 230°С, более предпочтительно от 200 до 220°С;
- установленная температура цилиндров для каландрирования находится в диапазоне от 150 до 195°С, предпочтительно от 160 до 190°С, более предпочтительно от 165 до 185°С.
Подробное описание изобретения
Декоративные покрытия во многих случаях включают упрочненный слой, содержащий включенный носитель, такой как пропитанный стекловолоконный мат.
В процессе получения ПВХ-содержащих напольных и настенных покрытий стекловолоконный мат как правило пропитывают ПВХ пластизолем. Для этой цели ПВХ пластизоль обычно наносят на стекловолоконный мат при заданной толщине слоя или при заданной поверхностной плотности (например, приблизительно 400 г/м2). Пластизольную пасту можно наносить с использованием традиционных методов, например, с помощью промазочного ножа, валковой машины для нанесения покрытий, машины для нанесения покрытий по трафарету, установки для нанесения покрытия в расплавленном виде и установки для нанесения покрытия экструдером.
ПВХ пластизоль как правило содержит около 25 масс. % жидких компонентов и характеризуется вязкостью по Брукфилду при комнатной температуре около 1 Па⋅с. Как правило пластизоль содержит поливинилхлорид, пластификаторы на основе фталата и/или не содержащие фталат, стабилизатор, эпоксидированное растительное масло и другие компоненты, выбранные из группы, состоящей из веществ, снижающих вязкость, газообразующих веществ, веществ, выталкивающих жидкости, антистатических агентов, наполнителей, огнезащитных средств, красителей, пигментов, смазывающих веществ и технологических добавок.
Эти пластизоли легко диффундируют в стекловолоконный мат.Впоследствии жидкий пластизоль, насыщающий стекломат, сплавляется и затвердевает в результате его нагревания в течение периода от 5 до 60 секунд, предпочтительно от 10 до 30 секунд при температуре от 130 до 150°С, например, путем приведения его в контакт с горячими цилиндрами.
Затем на пропитанный стекловолоконный мат можно наносить дополнительные слои; как правило они включают внутренний пенопластовый слой, декоративный слой, прозрачный защитный слой износа. Этот дополнительный слой (слои) может быть получен в результате сплавления и затвердевания одного или более чем одного пластизольного слоя, распределения на одну или на обе стороны упрочненного ПВХ слоя или посредством смешивания в расплаве и каландрирования одной или более чем одной композиции ПВХ на по меньшей мере одной стороне упрочненного ПВХ слоя.
Адгезию и когезию между различными слоями получают путем обработки нагреванием пакета слоев, например в течение 2 минут при 180°С. Затем на используемую сторону можно нанести конечный финишный слой, например, посредством покрытия непигментированным лаком или другими специальными покрытиями.
Процесс каландрирования является наиболее экономичным и эффективным способом производства традиционных декоративных облицовочных покрытий.
Кроме того, основные проблемы возникают при получении упрочненного слоя, содержащего пропитанный ПВХ стекловолоконный мат, с использованием процесса каландрирования.
В дополнение к требованию к высокой пористости стекловолокна для снижения и регулирования вязкости пасты, с целью получения достаточного пропитывания этого стекловолоконного мата необходимы повышенные температуры. Наконец, необходимы более повышенные температуры приготовления смеси для надлежащего смешивания компонентов пасты.
Если для нанесения пластизоля стекловолоконный мат, имеющий воздухопроницаемость от 1000 до 4000 л/м2⋅с, предпочтительно от 1500 до 3000 л/м2⋅с, дает возможность достаточного насыщения, при процессе каландрирования требуется стекловолоконный мат, характеризующийся воздухопроницаемостью около 4000 л/м2⋅с.
Как правило эти пасты, обладающие более высокой вязкостью, содержат около 15 масс. % жидких компонентов и характеризуются вязкостью при 170°С, от 500 до 1500 Па⋅с.
Повышенные температуры, необходимые для осуществления надлежащего смешивания композиции и для ее каландрирования на стекловолоконном мате, хотя обеспечивают достаточное пропитывание данного стекловолоконного мата, приводят в результате к термическому разложению данной ПВХ композиции, так что его промышленная обработка с трудом осуществима.
При рассмотрении не содержащих ПВХ напольных покрытий, содержащих слой, упрочненный стекловолоконным матом, проблема вязкости становится даже более выраженной, поскольку не содержащие ПВХ полимеры, включенные в композицию, как правило характеризуются низким индексом течения расплава.
При каландрировании не содержащей ПВХ пасты ее недостаточная обрабатываемость в целом устраняется посредством добавления соединений, снижающих вязкость.
В результате добавления низкомолекулярных компонентов, снижающих вязкость, получают не содержащие ПВХ декоративные облицовочные покрытия с достаточной гибкостью, кроме того, характеризующиеся посредственными свойствами при вдавливании.
С целью сохранения хороших свойств при вдавливании при снижении вязкости не содержащей ПВХ пасты в композицию, не содержащую ПВХ, добавляют полимеры низкой вязкости и/или агенты, придающие липкость, такие как раскрытые в US 2008/0206583. В результате добавления этих полимеров, обладающих очень высокой скоростью течения расплава, таких как полипропилен с высокой скоростью течения расплава, получают не содержащие ПВХ декоративные облицовочные покрытия, обладающие хорошими свойствами при вдавливании, но при этом недостаточной гибкостью с выраженной тенденцией к закручиванию, особенно в случае, когда эти декоративные облицовочные покрытия содержат носитель.
Кроме того, также наблюдали, что в результате введения значительных концентраций (5 масс. % или более от общего количества полимеров) полимеров с высокой скоростью течения расплава (ПТР при 190°С, 2,16 кг, равной или более 50 г/10 мин) и/или агентов, придающих липкость (1 масс. % или более от общего количества полимеров) получают не содержащую ПВХ пасту, проходящую через мат-носитель. Паста, проходящая через мат-носитель, приклеивается к противоположным цилиндрам в процессе экстракции не содержащего ПВХ слоя, содержащего носитель, и/или во время механического тиснения слоистого материала, содержащего упрочненный слой. Это явление окрашивания, происходящего на цилиндрах, неприемлемо для дальнейшего масштабирования.
Настоящее изобретение относится к не содержащему ПВХ декоративному облицовочному покрытию, в частности, к напольному или настенному покрытию, содержащему один или более чем один слой, где по меньшей мере один слой представляет собой упрочненный слой, содержащий носитель, пропитанный не содержащей ПВХ пастой, где декоративное облицовочное покрытие проявляет достаточное сопротивление вдавливанию и не проявляет или проявляет отрицательную тенденцию к закручиванию при получении традиционным способом смешивания в расплаве/каландрирования. Настоящее изобретение также относится к декоративным облицовочным покрытиям, которые могут при необходимости проявлять надлежащую гибкость. Конечный продукт дополнительно может содержать слой для нанесения печати, финишный слой и слой износа. Таким образом, декоративные облицовочные покрытия согласно настоящему изобретению особенно подходят для применения в гибких напольных покрытиях.
Не содержащая ПВХ паста по настоящему изобретению содержит:
- от 5 до 50 масс. % смеси полиолефинов, которые характеризуются скоростью течения расплава при 190°С, 2,16 кг, равной или менее 15 г/10 минут, предпочтительно от 1 до 10 г/10 минут, более предпочтительно от 1 до 5 г/10 минут,
- от 45 до 90 масс. % одного или более чем одного наполнителя и
- от 0,5 до 12 масс. % смазывающих веществ.
Не содержащая ПВХ паста характеризуется динамической вязкостью при 200°С и при скорости сдвига 100/с от 500 до 10000 Па⋅с, предпочтительно от 800 до 7000 Па⋅с и более предпочтительно от 1000 до 2500 Па⋅с.
Более высокие вязкости по сравнению с процессом пластизоля подразумевают, что данные значения вязкости измеряют с использованием реометра, определяющего скорость сдвига с учетом толщины и относительной скорости цилиндров. Характерная скорость сдвига равна 100/с.
Полиолефиновая смесь по настоящему изобретению содержит от 5 до 55 масс. % полиэтилена (А), от 5 до 55 масс. % сополимера этилена (В), содержащего по меньшей мере один сомономер, выбранный из группы, состоящей из виниловых сложных эфиров насыщенных карбоновых кислот, где кислотная группировка имеет вплоть до 4 атомов углерода, от 5 до 55 масс. % полиолефинового эластомера (С) и от 1 до 25 масс. % полиолефина (D), содержащего полярную группу.
Полиэтилен (А), подходящий для полиолефиновой смеси по настоящему изобретению, выбран из группы, состоящей из полиэтилена низкой плотности («ПЭНП»), также известного как «разветвленный» или «гетерогенно разветвленный» полиэтилен, и «линейного полиэтилена низкой плотности» («ЛПЭНП»), где оба как правило имеют плотность 0,916-0,928 г/см3, полиэтилена средней плотности («ПЭСП»), как правило имеющего плотность от 0,928 до 0,940 г/см3, и полиэтилена очень низкой плотности («ПЭОНП»), имеющего плотность менее 0,916 г/см3, как правило, от 0,890 до 0,915 г/см3 или от 0,900 до 0,915 г/см3.
Полиэтилен (А), предпочтительно подходящий для полиолефиновой смеси по настоящему изобретению, представляет собой полиэтилен очень низкой плотности, относящийся к гомо- и сополимеру полиэтилена, имеющего плотность менее 0,916 г/см3. Сомономеры, в целом полезные для получения сополимеров ПЭОНП, включают альфа-олефины, такие как С3-С20 альфа-олефины и предпочтительно С3-С12 альфа-олефины.
Альфа-олефиновый сомономер может быть линейным или разветвленным и можно использовать два или более сомономеров. Примеры подходящих сомономеров включают линейные С3-С12 альфа-олефины и альфа-олефины, имеющие одно или более чем одно С1-С3-алкильное разветвление или арильную группу. Конкретные примеры включают пропилен; 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или более чем одним метильным, этильным или пропильным заместителем; 1-гексен с одним или более чем одним метильным, этильным или пропильным заместителем; 1-гептен с одним или более чем одним метильным, этильным или пропильным заместителем; 1-октен с одним или более чем одним метильным, этильным или пропильным заместителем; 1-нонен с одним или более чем одним метильным, этильным или пропильным заместителем; этил-, метил- или диметил-замещенный 1-децен; 1-додецен и стирол. Предпочтительные сомономеры включают пропилен, 1-бутен, 1-пентен, 4-метил-1-пентен, 1-гексен, 1-октен и стирол, более предпочтительно 1-бутен, 1-гексен и 1-октен.
Полимер ПЭОНП имеет плотность менее 0,916 г/см3 и предпочтительно по меньшей мере 0,890 г/см3, более предпочтительно по меньшей мере 0,900 г/см3. Таким образом, предпочтительный диапазон плотности полимера ПЭОНП составляет от 0,900 г/см3 до 0,915 г/см3. Альтернативные нижние пределы плотности полимера ПЭОНП включают 0,905 г/см3 или 0,910 г/см3.
Полимер ПЭОНП дополнительно характеризуется скоростью течения расплава в диапазоне от 0,5 до 15 г/10 мин, предпочтительно от 0,7 до 10 г/10 мин, более предпочтительно от 1,0 до 7 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238.
Полимер ПЭОНП получают в традиционном процессе полимеризации Циглера-Натта, и предпочтительно в катализируемом металлоценом процессе полимеризации.
Обычно в полимерной смеси по настоящему изобретению используют от около 5 до около 55 масс. %, предпочтительно от около 10 до около 50 масс. %, более предпочтительно от около 15 до около 45 масс. % и наиболее предпочтительно от около 20 до около 40 масс. % гомо- или сополимера этилена (А).
Сополимеры этилена (В), подходящие для полиолефиновой смеси по настоящему изобретению, представляют собой сополимеры этилена с по меньшей мере одним сомономером, выбранным из группы, состоящей из виниловых сложных эфиров насыщенных карбоновых кислот, где кислотная группировка имеет вплоть до 4 атомов углерода, и С1-С20 (мет)акрилатов.
Содержание этилена в сополимере составляет от 40 до 95 масс. %, предпочтительно от 45 до 90 масс. %, более предпочтительно от 60 до 85 масс. %.
Сомономер предпочтительно представляет собой винилацетат.
Скорость течения расплава (190°С, 2,16 кг) сополимера (В) находится в диапазоне от 0,1 до 10 г/10 мин, предпочтительно от 0,5 до 8 г/10 мин и наиболее предпочтительно от 1,0 до 5 г/10 мин.
Обычно в полимерной смеси по настоящему изобретению используют от около 5 до около 55 масс. %, предпочтительно от около 10 до около 50 масс. %, более предпочтительно от около 15 до около 45 масс. % и наиболее предпочтительно от около 20 до около 40 масс. % сополимера этилена (В).
Полиолефиновый эластомер (С), подходящий для композиции по настоящему изобретению, представляет собой гомополимер С2-С20 олефинов, таких как этилен, пропилен, 4-метил-1-пентен и т.д., или сополимер этилена с по меньшей мере одним С3-С20 альфа-олефином и/или С2-С20 ацетилен-ненасыщенным мономером и/или С4-С18 диолефинами.
Мономеры, эффективно полимеризуемые в соответствии с настоящим изобретением, включают, например, этилен-ненасыщенные мономеры, ацетиленовые соединения, сопряженные или несопряженные диены, полиены, монооксид углерода и т.д.
Предпочтительные мономеры включают С2-С10 альфа-олефины, в частности этилен, пропилен, изобутилен, 1-бутен, 1-гексен, 4-метил-1-пентен и 1-октен. Другие предпочтительные мономеры включают стирол, галоген- или алкилзамещенные стиролы, тетрафторэтилен, винилбензоциклобутан, 1,4-пентадиен, 2-метил-1,4-пентадиен, 1,5-гексадиен, 1,4-гексадиен, 2-метил-гексадиен, дициклопентадиен, норборнадиен, метиленнорборнен и циклооктадиен и нафтены (например, циклопентен, циклогексен и циклооктен).
Полиолефиновый эластомер (С) предпочтительно представляет собой сополимер этилена/альфа-олефина, более предпочтительно сополимер этилена и 1-октена, этилена и 1-гексена, этилена и 1-пентена, этилена и 1-бутена, этилена и пропилена, где содержание этилена находится в диапазоне от 10 до 95 масс. %, предпочтительно от 15 до 90 масс. %, более предпочтительно от 20 до 85 масс. %.
Полиолефиновый эластомер (С) получают в традиционном процессе полимеризации Циглера-Натта, и предпочтительно в катализируемом металлоценом процессе полимеризации.
Скорость течения расплава (190°С, 2,16 кг) полиолефинового эластомера составляет от 0,1 до 13 г/10 мин, предпочтительно от 0,5 до 8 г/10 мин и наиболее предпочтительно от 1,0 до 5 г/10 мин.
Обычно в полимерной смеси по настоящему изобретению используют от около 5 до около 55 масс. %, предпочтительно от около 10 до около 50 масс. %, более предпочтительно от около 15 до около 45 масс. % и наиболее предпочтительно от около 20 до около 40 масс. % полиолефинового эластомера (С).
Содержащий полярную группу полиолефин (D), подходящий для полиолефиновой смеси по настоящему изобретению, представляет собой гомополимер полипропилена, статистический сополимер полипропилена или сополимер полипропилена и этилена, или эластомерный сополимер, или сополимер этилена и С4-С10 альфа-олефина.
Полярная группа может представлять собой любую полярную группу, которую можно использовать для функционализации полиолефинов. Полярная группа может быть получена, например, из ангидридов ненасыщенных органических кислот, таких как малеиновый ангидрид, и/или ненасыщенных карбоновых кислот, таких как, например, (мет)акриловая кислота.
Полиолефин, функционализированный полярной группой, может быть получен, например с использованием радикального инициатора.
Полярная группа присутствует в количестве от 0,1 до 20 масс. %, предпочтительно от 0,5 до 15 масс. %, более предпочтительно от 1 до 10 масс. % относительно массы полиолефина.
Скорость течения расплава для функционализированного полиолефина (D) находится в диапазоне от 0,5 до 15 г/10 мин, предпочтительно от 0,7 до 10 г/10 мин, более предпочтительно от 1,0 до 8 г/10 мин при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238.
Обычно в полимерной смеси по настоящему изобретению используют от около 1 до около 25 масс. %, предпочтительно от около 3 до около 20 масс. % и наиболее предпочтительно от около 5 до около 15 масс. % содержащего полярную группу полиолефина (D).
Обычно не содержащая ПВХ паста по настоящему изобретению содержит от 5 до 50 масс. %, предпочтительно от 10 до 40 масс. %, более предпочтительно от 15 до 30 масс. % полиолефиновой смеси (А, В, С и D) на основе объединенной массы компонента наполнителя, не содержащей ПВХ полимерной смеси и смазывающего вещества (веществ).
Смазывающие вещества, подходящие для композиции по настоящему изобретению, относятся стеариновым кислотам, сложным эфирам жирных кислот, амидам жирных кислот, парафиновым углеводородам, мылам металлов, силиконам, используемым отдельно или в виде смеси.
Обычно не содержащая ПВХ паста по настоящему изобретению содержит от 0,5 до 12 масс. %, предпочтительно от 1 до 10 масс. %, более предпочтительно от 3 до 7 масс. % смазывающего вещества (веществ) на основе объединенной массы компонента наполнителя, полиолефиновой смеси и смазывающего вещества (веществ).
Наполнители, подходящие для композиции по настоящему изобретению, могут представлять собой любой традиционный наполнитель, в частности, типов, традиционно используемых в облицовочных покрытиях. Наполнитель может быть органическим, неорганическим или представлять собой комбинацию обоих типов, например, различной морфологии. Примеры включают без ограничений летучую золу угля, соли карбонаты, такие как карбонат магния, карбонат кальция и карбонат кальция-магния, сульфат бария, углеродную сажу, оксиды металлов, неорганический материал, природный материал, тригидрат оксида алюминия, гидроксид магния, боксит, тальк, слюду, барит, каолин, кремнезем, бывшее в употреблении стекло или стекло после промышленного производства, синтетическое и природное волокно или любую их комбинацию. Предпочтительно наполнитель содержит тальк, слюду, карбонат кальция, барит, каолин, кремнезем, стекло или любую их комбинацию.
Обычно не содержащая ПВХ паста по настоящему изобретению содержит от 45 до 90 масс. %, предпочтительно от 60 до 80 масс. % наполнителя на основе объединенной массы компонента наполнителя, полиолефиновой смеси и смазывающего вещества (веществ).
Композиции согласно настоящему изобретению могут необязательно содержать одну или более чем одну добавку, такую как противомикробные средства, биоцидные средства, пигменты или красители, модифицирующие полимеры, поперечно-сшивающие агенты, антиоксиданты, пенообразующие агенты, агенты, придающие липкость, дисперсионные агенты и/или другие традиционные органические или неорганические добавки, обычно используемые в полиолефиновых или других облицовочных покрытиях, такие как, без ограничений, УФ-стабилизаторы, антистатические агенты, термические и фотостабилизаторы, огнезащитные агенты или любая их комбинация.
Предпочтительно композиция включает по меньшей мере один пигмент, огнестойкий агент, термостабилизатор/антиоксидант, фотостабилизатор, антистатический агент или любую их комбинацию.
Не содержащая ПВХ паста может быть получена путем объединения полиолефиновой смеси, наполнителя (-ей), смазывающего вещества (веществ) и одной или более чем одной добавки в подходящем смесителе с подогревом, например, в двухчервячном или одночервячном экструдере, смесительном бачке с обогревающей рубашкой, смесителе Бенбери, смесителе непрерывного действия, смесителе ленточного типа или любой их комбинации с образованием смеси.
Не содержащую ПВХ пасту получают в результате смешивания в расплаве при внутренней температуре, от 180 до 240°С, предпочтительно от 190 до 230°С, более предпочтительно от 200 до 220°С.
Под внутренней температурой подразумевают фактическую температуру не содержащей ПВХ пасты, а не температуры, установленные на оборудовании для получения и обработки указанной не содержащей ПВХ пасты.
Не содержащая ПВХ паста характеризуется вязкостью при 200°С и при скорости сдвига 100/с, от 500 до 10000 Па⋅с, предпочтительно от 800 до 7000 Па⋅с и более предпочтительно от 1000 до 2500 Па⋅с.
Затем однородную горячую массу можно выгружать на одну или более чем одну обрабатывающую машину, содержащую серию каландровых валов. Для контроля толщины и финишной обработки полученного в результате листа композиции можно использовать серию каландровых валов.
Установленная температура каландровых валов находится в диапазоне от 150 до 190°С, предпочтительно от 160 до 180°С.
Не содержащая ПВХ паста по настоящему изобретению может применяться в качестве самостоятельного продукта, такого как не содержащая ПВХ плитка, либо листовое изделие, либо в рулонах.
В другом воплощении изобретения не содержащие ПВХ пасты по настоящему изобретению применяют в слоистом декоративном облицовочном покрытии, содержащем, например защитный слой, предпочтительно включающий не содержащую ПВХ пасту по настоящему изобретению, где защитный слой имеет верхнюю поверхность и нижнюю поверхность; декоративный слой, предпочтительно включающий не содержащую ПВХ пасту по настоящему изобретению, имеющий верхнюю поверхность и нижнюю поверхность, где нижняя поверхность декоративного слоя может быть прикреплена к верхней поверхности защитного слоя; по меньшей мере один слой износа, предпочтительно включающий не содержащую ПВХ пасту по настоящему изобретению, имеющий верхнюю поверхность и нижнюю поверхность, где нижняя поверхность слоя износа может быть прикреплена к верхней поверхности декоративного слоя, и необязательно один или более чем один слой покрытия и/или нанесения печати.
Слоистое декоративное облицовочное покрытие включает упрочненный слой, содержащий носитель, такой как стекломат и/или нетканый материал, и не содержащую ПВХ пасту по настоящему изобретению.
Упрочненный слой может быть расположен в любом порядке и иметь толщину и/или состав, подходящие для уравновешивания структуры и эксплуатационных свойств поверхностного покрытия.
Авторы изобретения неожиданно обнаружили, что, в отличие от ПВХ паст высокой вязкости, не содержащие ПВХ пасты высокой вязкости по настоящему изобретению можно обрабатывать при температурах выше 170°С на существующем оборудовании для смешивания в расплаве/каландрирования, не вызывая какого-либо распада или разложения.
Авторы изобретения обнаружили, что не содержащая ПВХ паста по настоящему изобретению, содержащая менее 12 масс. % смазывающего вещества, дает возможность полного пропитывания носителя, характеризующегося воздухопроницаемостью от 3000 и 15000 л/м2⋅с и предпочтительно от 3500 до 10000 л/м2⋅с при получении традиционным способом каландрирования при внутренней температуре не содержащей ПВХ пасты от 180 до 240°С, предпочтительно от 190 до 230°С, более предпочтительно от 200 до 220°С.
Из-за усилий сдвига, происходящих при данных заданных температурах процесса, внутреннюю температуру не содержащей ПВХ пасты поддерживают достаточно высокой, так что вязкость расплава не содержащей ПВХ пасты при данных заданных температурах процесса сравнима с вязкостью расплава ПВХ паст, измеренной при температуре чуть ниже температуры их разложения (170°С), что, таким образом, дает возможность полного пропитывания стекловолоконного мата.
Доказано, что декоративные не содержащие ПВХ облицовочные покрытия, включащие упрочненный слой, по настоящему изобретению и полученные традиционным способом смешивания в расплаве/каландрирования, обладают достаточной сопротивляемостью вдавливанию и не обладают или обладают пренебрежимо малой тенденцией к закручиванию под действием нагревания или после хранения и поставки в форме рулонов.
ПРИМЕРЫ
Приведенный ниже иллюстративный пример подразумевается исключительно как иллюстрирующий настоящее изобретение, но не предназначен для ограничения или иного определения объема настоящего изобретения.
Композицию не содержащей ПВХ пасты согласно композиции, приведенной в таблице 1, готовят путем смешивания в расплаве, где внутренняя температура этой пасты составляет около 200°С.
Установленная температура цилиндров находится в диапазоне от 165 до 185°С. Из-за трения, которое происходит между цилиндрами во время каландрирования, внутренняя температура не содержащей ПВХ пасты между цилиндрами остается по существу равной внутренней температуре не содержащей ПВХ пасты, полученной на стадии смешивания в расплаве.
В настоящем изобретении неожиданно обнаружено, что высокая вязкость не содержащей ПВХ пасты согласно настоящему изобретению обеспечивает преимущество по сравнению с раскрытой на предшествующем уровне техники, состоящее в хорошей обрабатываемости на традиционном оборудовании для смешивания в расплаве/каландрирования. Действительно, высокая вязкость во время каландрирования в значительной степени способствует поддержанию (высокой) температуры не содержащей ПВХ пасты в каландре, что гарантирует надлежащую однородность пасты во время всего процесса каландрирования.
В данном случае обрабатываемость является очень сходной между материалом, входящим в цилиндры каландра сразу после смешивания в расплаве (= свежий материал) и другим материалом, который не прошел непосредственно между цилиндрами (= старый материал), непосредственно не пропускаемым между цилиндрами.
Высокая вязкость объединяет преимущества, касающиеся обрабатываемости и конечных свойств.
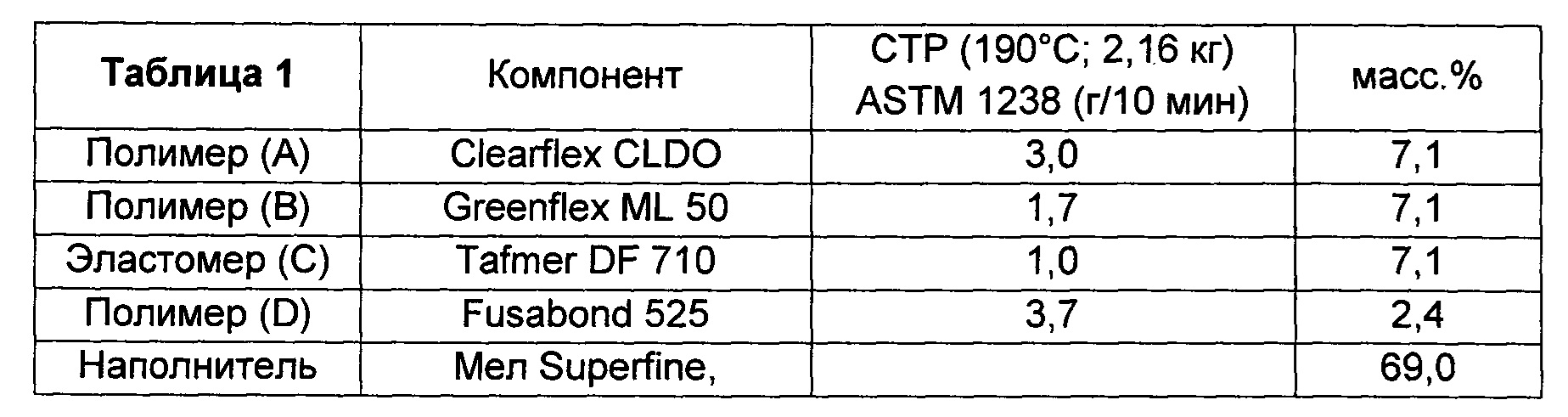
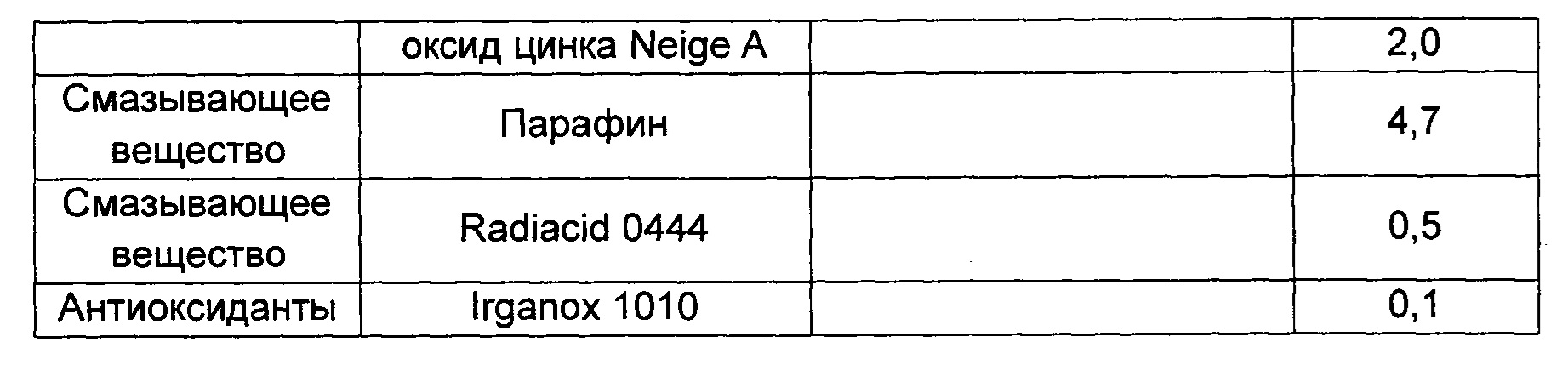
В таблице 1 Clearflex® CLDO представляет собой полиэтилен очень низкой плотности, имеющий плотность 0,900 г/см3 от компании Polimeri; Greenflex®ML 50 представляет собой сополимер этилена и винилацетата от компании Polymeri Europa; Tafmer™ DF 710 представляет собой этиленбутеновый эластомер от Mitsui Company; Fusabond® 525 представляет собой модифицированный малеиновым ангидридом сополимер этилена от Dupont Company; мел Superfine представляет собой карбонат кальция от Omya; оксид цинка Neige А представляет собой оксид цинка от Umicore; парафин представляет собой минеральное парафиновое технологическое масло от Petrocenter; Radiacid® 0444 представляет собой стеариновую кислоту от Oleon и Irganox® 1010 представляет собой стерически затрудненный фенольный антиоксидант от BASF.
Стекловолоконный мат поставляется JohnsMainville (также называемой JS) под ее обозначением SH 35/3, имеющий воздухопроницаемость 4500 л/м2⋅с; другой стекловолоконный мат поставляется Aldorfs под ее обозначением АР 35, имеющий воздухопроницаемость 9500 л/м2⋅с.
Нетканый материал Colback®, содержащий 15 соэкструдированных сложных полиэфирных/полиамидных волокон Decitex, поставлялся Colbond и имел массу соответственно 75, 50 и 30 г/м2 и соответствующую воздухопроницаемость соответственно 3700, 4700 и 7500 л/м2⋅с.
Поскольку не содержащая ПВХ паста должна диффундировать через носитель, воздухопроницаемость этого носителя должна соответствовать минимальному значению; максимальное значение воздухопроницаемости определяется и ограничивается механическим сопротивлением данного носителя, что является решающим для избегания трещин и разломов в процессе наслаивания носителя.
Не содержащая ПВХ паста композиции, приведенной в таблице 1, имеет динамическую вязкость при 200°С и скорости сдвига 100/с, составляющую 1500 Па⋅с.
Затем различные стекловолоконные маты и нетканые материалы пропитывали не содержащей ПВХ пастой из таблицы 1 с использованием процесса каландрирования, где температура цилиндров составляла соответственно 170 и 175°С. Была выявлена хорошая адгезия не содержащей ПВХ пасты с соответствующим носителем.
Затем полученный таким образом слой, содержащий носитель, имеющий общую толщину около 1,2 мм, подвергали второй стадии каландрирования, где слой около 0,5 мм не содержащей ПВХ пастой из таблицы 1 наносили на оставшуюся открытой сторону слоя толщиной 1,2 мм, содержащего носитель. Полученный таким образом упрочненный слой имеет общую толщину около 1,7 мм. Затем упрочненный слой, содержащий включенный в него носитель, переводили в декоративное облицовочное покрытие посредством нанесения верхнего слоя.
Для этого соэкструдированную пленку из 250 мкм Surlyn® 9020, термопластического полимера, представляющего собой сополимер цинксодержащего термопластичного полимера этилена -(мет)акриловой кислоты -(мет)акрилата, и 50 мкм Bynel 2022, представляющего собой терполимер этилена -(мет)акриловой кислоты -(мет)акрилата, оба полимера от компании «Дюпон», соэкструдировали с образованием 300 мкм верхнего слоя.
Затем 50 мкм Bynel 2022 сторону соэкструдата приводили в контакт со стороной 0,5 мм упрочненного слоя, который сначала нагревали до температуры около 100°С с помощью инфракрасного излучения. Затем верхний слой прессовали на упрочненный слой, а затем нагревали в течение 2,5 минут в печи при температуре от 160 до 200°С. На дополнительной стадии верхний слой, нагретый инфракрасным излучением до температуры от 140 до 180°С, подвергали механическому тиснению.
Декоративные облицовочные покрытия, содержащие упрочненный слой, включающий носитель, пропитанный не содержащей ПВХ пастой таблицы 1 и полученный путем процесса каландрирования при 170 и 175°С, не показали какого-либо закручивания после развертывания рулона после хранения в форме рулона.
Кроме того, декоративные облицовочные покрытия по настоящему изобретению показали закручивание в соответствии со стандартом EN 14565 под действием нагревания (50°С, 6 ч), равное или менее 2 мм, и остаточное вдавливание менее 0,25 мм, измеренное на образце поверхности площадью 0,25 см2, имеющем толщину около 2 мм, подвергнутом давлению 500 Н в течение 60 секунд. Остаточное вдавливание измеряют через 60 секунд после снятия давления.
Реферат
Изобретение относится к декоративному облицовочному покрытию, не содержащему поливинилхлорид (ПВХ). Декоративное облицовочное покрытие включает упрочненный слой, содержащий носитель, пропитанный не содержащей ПВХ пастой. Не содержащая ПВХ паста характеризуется значением динамической вязкости при 200°С и при скорости сдвига 100/с от 500 до 10000 Па⋅с. Не содержащая ПВХ паста содержит, мас.%: от 5 до 50, предпочтительно от 10 до 40 полиолефиновой смеси, которая характеризуется скоростью течения расплава, равной или меньшей чем 15 г/10 минут при 190°С и 2,16 кг в соответствии со стандартом ASTM D1238, от 45 до 90 одного или более чем одного наполнителя, от 0,5 до 12 одного или более чем одного смазывающие вещества. Полиолефиновая смесь содержит, мас.%: от 5 до 55, предпочтительно от 10 до 50, более предпочтительно от 15 до 45 и наиболее предпочтительно от 20 до 40 гомо- или сополимера этилена (А), содержащего альфа-олефины, от 5 до около 55, предпочтительно от 10 до 50, более предпочтительно от 15 до 45 и наиболее предпочтительно от 20 до 40 сополимера этилена (В), содержащего винилкарбоксилат и/или алкил(мет)акрилат, от 5 до 55, предпочтительно от 10 до 50, более предпочтительно от 15 до 45 и наиболее предпочтительно от 20 до 40 полиолефинового эластомера (С), от 1 до 25, предпочтительно от 3 до 20 и наиболее предпочтительно от 5 до 15 полиолефина (D), содержащего полярную группу. Декоративные облицовочные покрытия, не содержащие ПВХ, получают способом каландрирования. Технический результат – обеспечение не содержащих ПВХ декоративных облицовочных покрытий с достаточной гибкостью и достаточным сопротивлением вдавливанию. 2 н. и 15 з.п. ф-лы, 1 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Композиция гетерофазного полипропиленового сополимера
Комментарии