Способ получения непромокаемого брезента с декорированным покрытием (варианты) - RU2127674C1
Код документа: RU2127674C1
Чертежи
Описание
Настоящее изобретение относится к способу получения непромокаемого брезента с декорированным покрытием.
Получаемые сегодня непромокаемые брезенты обычно состоят из ткани, покрытой пластмассовыми материалами. Такая ткань должна быть прочной и долговечной, и следовательно наиболее часто ее изготавливают из сложного полиэфира. Покрытие из пластмассового материала также должно быть прочным и долговечным, и, кроме того, должно обладать определенными упругостью и гибкостью. В большинстве случаев, оно изготавливается из поливинилхлорида или из полиамида, например, из найлона или арамида, или из полипрена, например, хлоропренового каучука. Непромокаемые брезенты используются для покрытий, находящих широкое применение, например, в строительстве, в частности, для покрытия кузовов грузовых автомобилей. Они используются также для изготовления тентов большого размера, используемых, например, для временных размещений военных и для лагерных стоянок и для других случаев.
Обычно принято на непромокаемом брезенте грузовых автомобилей отпечатывать названия компаний, лозунги, инструкции и давать другие сведения с целью информации или рекламы. Очень желательно, чтобы такие декорирования, как с информационной целью, так и с целью безопасности транспорта, были сделаны из отражательного материала или могли быть скомбинированы со светоотражательными полосками или шаблонами, например, по краям непромокаемого брезента. В частности, это позволяет видеть грузовые автомобили ночью, когда обычные темные непромокаемые брезенты видеть затруднительно. Согласно существующим стандартам Организации Объединенных Наций по безопасности движения грузовых автомобилей, грузовые автомобили и тягачи с прицепами должны снабжаться с задней стороны планками, т.е. обычно алюминиевыми пластинами с желтым отражением, в нижней части с заднего края. Общие правила таковы, что задние редакторы являются красными, боковые рефлекторы являются желтыми и передние рефлекторы являются белыми. Однако, рефлекторы, расположенные на кузове или на шасси грузовых автомобилей, очень часто покрываются грязью, и даже при видимости они не позволяют получить достаточно правильного представления о размере автомобиля.
Для нанесения на непромокаемые брезенты могут использоваться различные отражательные материалы. Различные окрашивающие вещества, штемпельные краски, содержащие отражательные пигменты, не пригодны для данной цели, особенно ввиду того, что они не выдерживают длительного воздействия ветра и непогоды. Наилучший отражательный эффект достигается в случае так называемых ретроотражающих пленок или листов, из которых обычно известны два типа: один - это материал типа стеклянных шариков, состоящих из большого числа тонких стеклянных шариков, погруженных в основу в пластмассовых листах. Другой материал - это материал типа призм или кубических уголков с большим числом призмообразных выемок в одной поверхности пластмассового листа, так что свет с другой стороны отражается через данный лист. Светоотражательный лист типа незащищенных (видимых глазом) призм должен иметь свободный доступ воздуха на его обратной стороне для светоотражения. Наиболее современные светоотражательные листы типа призм покрываются тонким слоем металла, например, алюминия, наносимого на поверхность, где должен быть оттиск, для того, чтобы достигалось еще лучшее светоотражение, которое не зависит от окружающего фона. Другой современной формой светоотражательного листа типа призм является многослойный лист с уплотняющим слоем, находящимся сзади воздухонаполненных углублений.
Были сделаны попытки приклеить светоотражательные передающие изображение листы типа стеклянных шариков на непромокаемый брезент грузовых автомобилей, но они не были длительно стойкими, и светоотражательный лист быстро расслаивался.
Светоотражательный лист типа открытых призм вообще не может быть нанесен указанным образом, поскольку на обратной поверхности должен находиться воздух (на дающей оттиск стороне) для получения светоотражения. Обычный способ нанесения светоотражательного листа типа призм на основу, например, поливинилхлоридный лист, с целью уплотнения обратной стороны заключается в высокочастотной сварке вдоль края желаемого декорирования, и в случае больших поверхностей - вдоль линий пересечения для деления данной поверхности на светоотражательные секции. Конечно, для этого требуется, чтобы отражательный лист и основа были одного и того же типа или были по меньшей мере совместимыми с тем, чтобы они могли свариваться друг с другом за счет расплавления. Соответствующий способ может использоваться для фиксации светоотражательного листа типа стеклянных шариков на основе, если этот лист и основа совместимы. Однако, непрактично использовать высокочастотную сварку для фиксации светоотражательных листов на непромокающих брезентах, поскольку для этого необходимо, чтобы весь непромокающий брезент проходил с ритмическими перерывами через машину высокочастотной сварки или чтобы машина перемещалась с ритмическими перерывами вдоль брезента, с тщательной настройкой положения сварочного инструмента в каждом этапе, что очень обременительно для существующих аппаратов. Кроме того, светоотражательный лист типа непокрытых призм имеет самую высокую степень отражения при белом или светлом тоне, в то время, как сам непромокающий брезент очень часто имеет темное окрашивание, и светоотражающий лист типа металлизированных призм вообще не может подвергаться высокочастотной сварке, поскольку металлический слой отражает микроволны. Обычно используемый способ фиксации светоотражательного листа типа стеклянных шариков на основе заключается в том, что на обратной стороне листа имеется активируемый под воздействием тепла клей, для обеспечения светоотражающего слоя, и он склеивается с основой путем воздействия на него давления и тепла. Однако, этот способ не может использоваться на непромокаемых брезентах, поскольку они не могут быть введены в существующие нагревательные прессы, предназначенные для данной цели, и нет никаких других установок, посредством которых можно достигать необходимое давление и необходимую температуру и необходимое время нагрева непромокаемого брезента.
Последней возможностью может быть сшивка светоотражательного листа с непромокаемым брезентом, но это приведет к образованию отверстий в непромокаемом брезенте, что вызовет его протечку и снизит его прочность.
В основу изобретения положена задача создания способа получения непромокаемого брезента со стойким светоотражательным декорированием, которое никаким образом не теряет свою прочность.
Данная задача согласно одному аспекту изобретения решается посредством способа изготовления выполненного из покрытой пластмассовым материалом ткани непромокаемого брезента с декорированным покрытием из светоотражающего материала, в котором, согласно изобретению, светоотражающий пластмассовый лист приваривают вдоль швов путем высокочастотной сварки или воздействия тепла к куску непромокаемого брезента, выполненного из ткани, покрытой пластмассовым материалом того же типа или совместимым с материалом самого непромокаемого брезента, после чего кусок непромокаемого брезента со светоотражающим пластмассовым листом сплавляют на горячем воздухе с непромокаемым брезентом.
Предпочтительно, чтобы в качестве пластмассового материала для непромокаемого брезента использовали поливинилхлорид, полиамид или полипрен.
Целесообразно, чтобы в качестве ткани использовали полиэфирную ткань, а пластмассовый материал для непромокаемого брезента выполняли из поливинилхлорида.
Желательно, чтобы в качестве светоотражающего пластмассового листа использовали светоотражающий лист с обратным светоотражением, содержащий пластмассовый лист с множеством стеклянных шариков, заключенных внутри него вместе с находящейся в нем отражательной основой, или с множеством вдавленных внутрь него углублений в форме призм.
Возможно, чтобы кусок непромокаемого брезента имел форму узкой полосы.
Полезно, чтобы кусок непромокаемого брезента с светоотражающим пластмассовым листом сплавляли с непромокаемым брезентом с использованием нагревательной пушки, путем введения струи горячего воздуха между обращенными одна к другой сплавляемыми поверхностями.
Предпочтительно, чтобы температура струи горячего воздуха составляла 400oC - 600oC.
Данная задача согласно еще одному аспекту изобретения решается посредством способа изготовления выполненного из покрытой пластмассовым материалом ткани непромокаемого брезента с декорированным покрытием из светоотражающего материала, в котором, согласно изобретению, прикрепляют, путем адгезии, светоотражающий лист с обратным светотражением, содержащий пластмассовый лист с множеством стеклянных шариков, заключенных внутри него вместе с находящейся на одной его стороне отражательной основой, или с множеством вдавленных внутрь него на одной его стороне металлизированных или запечатанных ячеек в форме призм, к куску непромокаемого брезента, выполненного из ткани, покрытой пластмассовым материалом того же типа или совместимым с материалом самого непромокаемого брезента, затем гибкую прозрачную пленку из полимерного материала, совместимого с пластмассовым материалом куска непромокаемого брезента, помещают сверху светоотражающего листа с выступанием за его контур и приваривают ее путем высокочастотной сварки к куску брезента по его контуру, после чего кусок непромокаемого брезента со светоотражающим пластмассовым листом и с гибкой прозрачной пленкой сплавляют на горячем воздухе с непромокаемым брезентом.
Предпочтительно, чтобы в качестве пластмассового материала для непромокаемого брезента использовали поливинилхлорид, полиамид или полипрен.
Целесообразно, чтобы в качестве ткани использовали полиэфирную ткань, а пластмассовый материал для непромокаемого брезента выполняли из поливинилхлорида.
Желательно, чтобы кусок непромокаемого брезента имел форму узкой полосы.
Возможно, чтобы кусок непромокаемого брезента с светоотражающим пластмассовым листом сплавляли с непромокаемым брезентом с использованием нагревательной пушки, путем введения струи горячего воздуха между обращенными одна к другой сплавляемыми поверхностями.
Полезно, чтобы температура струи горячего воздуха составляла 400oC - 600oC.
Непромокаемый брезент, на который наносится светоотражательное декорирование согласно способу данного изобретения, может изготавливаться, например, из указанных выше материалов, и состоит предпочтительно из полиэфирной ткани, покрытой поливинилхлоридом. Такие непромокаемые брезенты изготавливаются, например, фирмой Duratex A/S, Norgesvej 49, DK-6100 Haderslev, Дания, под торговым названием "Дюралак"; фирмой Hammersteiner Kunststoffe GmbH, Rheistrasse 11, D-5142 Huckelhoven, Германия, под торговым названием "Хакю", и фирмой Sattler Textilwerke OHG, Sattlerstrasse 45, A-8041 Graz-Thondorf, Австрия, под торговым названием "Комплан PVC". Плотность непромокаемой брезентовой ткани составляет обычно 300 - 1500 г/м2, но она может быть и больше. Наиболее желательно, чтобы светоотражательный лист, который наносится на ткань, являлся ретроотражательным листом типа стеклянных шариков, заключающим в себе большое число тонких стеклянных шариков, погруженных вместе с отражательной основой в пластмассовый лист, или листом типа призм (кубических уголков) с большим числом призмообразных углублений, создаваемых на поверхности пластмассового листа, так что свет отражается через этот лист, и при желании покрытом тонким слоем металла, такого как алюминий, на поверхности, дающей оттиск, или на обратной стороне за счет уплотняющего слоя. Ретроотражающие листы типа стеклянных шариков изготавливаются, например, фирмой Minnesota Mining and Manufacturing Company, 2501 Hudson Road, Saint Paul, Minnesota 55101, США, под торговым названием "Скотшлайт 8710", и фирмой Unitika Sparklite Со. Ltd., Chiyokawa, Kameoka, Kyoto, Япония, под торговым названием "Юнитика МР 3501". Ретроотражательные листы типа оголенных призм изготавливаются фирмой Reflexite Corp., 315, South Street, P.O. Box 1200, New Britain CT 06050, США, под торговым названием "Рефлексит Винил IРЕ". Ретроотражательные листы типа металлизированных призм изготавливаются фирмой Reflexite Corp. под торговым названием "Рефлаксит АР 1000". Ретроотражательные листы типа уплотненных призм изготавливаются, например, фирмой Minnesota Mining and Manufacturing Company под торговым названием "Скотшлайт Дайэмонд Грэйд", и фирмой Stimsonite Corp., 7542 N. Natchez Avl., Niles IL 60648-3804, США, под торговым названием "Стимсонит Серии 4200". Светоотражательный лист является предпочтительно ретроотражательным PVC листом типа оголенных призм.
Когда светоотражательный лист состоит из поливинилхлорида или другого термопластичного материала, который совместим с пластмассовым покрытием непромокаемой брезентовой ткани, то он скрепляется с куском, например, с полосой непромокаемой брезентовой ткани, путем высокочастотной сварки. Обычно это осуществляется в автоматической высокочастотной сварочной машине, в которой полоса светоотражательного листа совместно с полосой непромокаемой брезентовой ткани перемещается с ритмическими перерывами через нее и сваривается посредством инструмента для сварки полос, который сваривает светоотражающий лист в области узких лент в продольном и в поперечном направлениях, так что образуются светоотражательные участки. Если должны накладываться светоотражательные буквенные обозначения, то необходимо использовать другое сварочное устройство, которое осуществляет сварку вдоль контура буквенных (или цифровых) обозначений и снабжено режущей кромкой, которая одновременно вырезает сваренные знаки. Практически более желательно, чтобы машина имела мощность 7 - 12 КВт. Такие высокочастотные сварочные машины выпускаются, например. Kit Parechoc S.A., 19 Rue G.-H. Piguet CH-1347 Le Sentier, Kanton Vaud, Швейцария, под торговым названием "Кифал" и фирмой Evald A. Nyborg A/S, Industrikelletz 2, Vassingerod, DK-3540 Lynge, Дания, под торговым названием "Велдэн".
Ретроотражательные листы типа стеклянных шариков или типа металлизированных либо уплотненных призм может быть трудно или вообще невозможно сваривать методом высокочастотной сварки. Вместо этого их можно наносить на кусок непромокаемой брезентовой ткани посредством адгезива, и прикреплять к указанному куску ткани и защищать путем нанесения прозрачной гибкой пленки из полимерного материала, совместимого с пластмассовым покрытием указанного куска, на поверхность светоотражательного листа, так чтобы ее края проходили за пределами светоотражательного листа, и приваривать их путем высокочастотной сварки к куску непромокаемой брезентовой ткани вдоль его краев. Затем непромокаемая брезентовая ткань со светоотражательным листом наносится на брезентовую ткань путем сплавления в горячем воздухе.
Таким образом, вариант выполнения непромокаемого брезента, согласно настоящему изобретению, заключающий в себе указанные типы светоотражающих листов, имеющих наивысшее светоотражение, уникален в том отношении, что заключает в себе светоотражающий лист типа стеклянных шариков или типа металлизированных либо уплотненных призм, нанесенных на кусок непромокаемой брезентовой ткани путем адгезивного склеивания и прикрепленный к указанному куску и защищенный путем наложения прозрачной гибкой пленки и полимерного материала совместимого с пластмассовым покрытием указанного куска, причем края указанной пленки проходят за пределами краев светоотражательной пленки и свариваются путем высокочастотной сварки с куском непромокаемой брезентовой ткани, при этом данный кусок, в свою очередь, наносится на непромокаемую брезентовую ткань путем сплавления в горячем воздухе.
Когда светоотражающий лист является материалом типа стеклянных шариков с активированным путем нагрева адгезивом на обратной стороне, то он может быть скреплен с куском непромокаемой брезентовой ткани путем воздействия тепла.
Наиболее желательно осуществлять это в обычном нагреваемом прессе для переноса куска светоотражательного листа совместно с куском непромокаемой брезентовой ткани, нагреваемой до 120 - 180oC при давлении, например, 276 - 310 КПа в течение 5 - 20 с. В случае, когда необходимо изготовление светоотражательных полос, полосы отражательного листа и непромокаемой брезентовой ткани могут непрерывно перемещаться через нагревательный пресс с прижимными полосами, например, пресс марки "Reliant", где они подвергаются воздействию указанных выше температуры и давления при соответствующем периоде пребывания в этом прессе.
Согласно настоящему изобретению, особенно желательно, чтобы кусок непромокаемой брезентовой ткани со светоотражательным листом наносился на непромокаемый брезент с использованием аппаратуры с горячим воздухом, где струя горячего воздуха вводится между нижележащей стороной куска непромокаемой брезентовой ткани и поверхностью непромокаемого брезента так, чтобы эта непромокаемая брезентовая ткань сплавлялась с непромокаемым брезентом, без повреждения светоотражательного листа. В связи с этим желательнее всего, чтобы температура струи горячего воздуха составляла в 400 - 600oC, причем продолжительность нагревания и величины давления зависят от температуры и толщины материала.
Используемые для данной цели устройства с горячим воздухом уже известны в области нанесения светоотражающих полос и кромок при производстве непромокаемых брезентов и для нанесения заплат и соединительных швов при ремонте брезентов. Однако, в прошлом не было возможности наносить светоотражательные листы с помощью таких устройств с горячим воздухом, поскольку они могли расплавить листы и подавить светоотражательный эффект.
Такие устройства с использованием горячего воздуха изготавливаются фирмой Karl Leister Elektrogeratebau, CH-6056 Kagiswil, Kanton Obwalden, Швейцария, под торговым названием Leister, как ручные устройства, в которых кусок непромокаемой брезентовой ткани, с отражательным листом сильно прижимается к непромокаемому брезенту с помощью ручного валика после нагрева, и по мере прокатывания валиковых устройств для нанесения длинных полос непромокаемой брезентовой ткани, в местах, где эти полосы, снабженные светоотражательным листом, склеиваются с непромокаемым брезентом у каждого края, наконечник устройства с горячим воздухом вставляется под край этой полосы, и данное устройство прокатывается вдоль полосы, в то время как валик, установленный на данном устройстве, перемещается сверху полосы после наконечника и крепко прижимает нагретую полосу к непромокаемому брезенту.
Хотя, как упоминалось выше, очень затруднительно осуществлять сварку совместимого светоотражательного листа непосредственно с непромокаемой брезентовой тканью с использованием существующих высокочастотных сварочных аппаратов, и для некоторых типов светоотражательных листов фактически это невыполнимо, согласно данному изобретению обнаружено, что возможно наносить светоотражательный лист типа стеклянных шариков или типа металлизированных или уплотненных призм непосредственно на непромокаемый брезент посредством склеивания адгезивом и скрепления его с непромокаемым брезентом и одновременно осуществлять его защиту путем наложения прозрачной гибкой пленки из полимерного материала, совместимого с пластмассовым покрытием непромокаемого брезента на поверхность светоотражательного листа с его краями, проходящими за пределами краев светоотражательного листа и осуществлять его высокочастотную сварку с непромокаемым брезентом вдоль краев.
Следовательно, другой непромокаемый брезент, согласно данному изобретению, является уникальным в том отношении, что заключает в себе кусок светоотражательного листа типа стеклянных шариков или типа металлизированных или уплотненных призм, наносимого непосредственно на непромокаемый брезент путем адгезионного склеивания и скрепляемого с непромокаемым брезентом, и защищенного путем наложения прозрачной гибкой пленки из полимерного материала, совместимой с пластмассовым покрытием непромокаемого брезента, причем края данной пленки проходят за пределами краев светоотражательного листа и приварены путем высокочастотной сварки к непромокаемому брезенту.
Прозрачная гибкая пленка, которая должна использоваться в последних указанных вариантах выполнения непромокаемого брезента, согласно настоящему изобретению, должна быть изготовлена из полимерного материала, совместимого с пластмассовым покрытием куска непромокаемой брезентовой ткани и с непромокаемым брезентом, соответственно, и она должна быть прочной, стойкой к непогоде и должна стабилизироваться ультрафиолетовыми лучами и должна иметь гладкую поверхность. Прозрачная гибкая пленка может быть бесцветной или может быть окрашена, например, в желтый цвет, красный цвет или какой-либо другой желаемый цвет для получения окрашенных отражений.
Настоящее изобретение предусматривает также кусок непромокаемой брезентовой ткани, с которой скрепляется светоотражательный лист путем высокочастотной сварки или путем воздействия тепла при нанесении в качестве светоотражательного декорирования на непромокаемый брезент путем сплавления с использованием горячего воздуха.
Указанные ранее типы отражательного листа могут использоваться в данном куске непромокаемой брезентовой ткани, причем предпочтительным типом листа является ретроотражательный поливинилхлоридный лист из материала типа оголенных (незащищенных) призм.
Специальный, отвечающий данному изобретению тип данного куска непромокаемой брезентовой ткани имеет светоотражательный лист типа стеклянных шариков или типа металлизированных или уплотненных призм, наносимый на него путем адгезивного склеивания и скрепленный с ним и защищенный путем наложения прозрачной гибкой пленки из полимерного материала, совместимого с пластмассовым покрытием указанного куска, причем края этой пленки простираются за пределами краев светоотражательного листа и приварены путем высокочастотной сварки к указанному куску.
Кусок непромокаемой брезентовой ткани, поверхностно обработанный согласно данному изобретению, имеет предпочтительно форму узкой полосы, которая может быть намотана в рулон или размотана в ходе нанесения на непромокаемый брезент путем сплавления горячим воздухом.
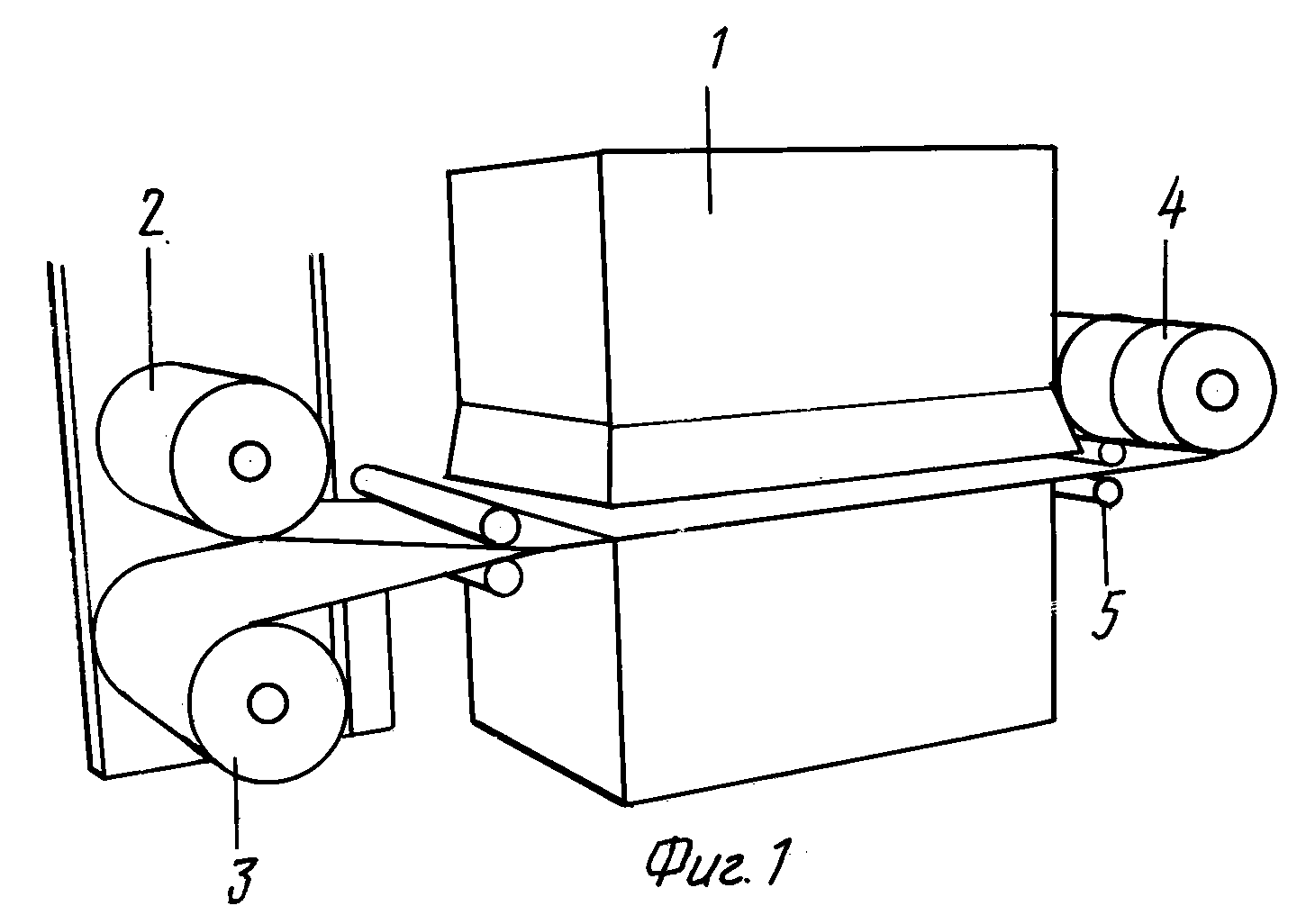
На фиг. 1 показано, каким образом полоса светоотражательного листа 2 и полоса непромокаемой брезентовой ткани 3 из их соответствующих рулонов перемещаются вместе друг с другом через машину 1 высокочастотной сварки и появляются в виде светоотражательной полосы непромокаемой брезентовой ткани 4 и наматываются на валик. Данная машина снабжена также резательным инструментом 5, отрезающим отрезки соответствующей длины отражательной полосы, предпочтительно со сваркой.
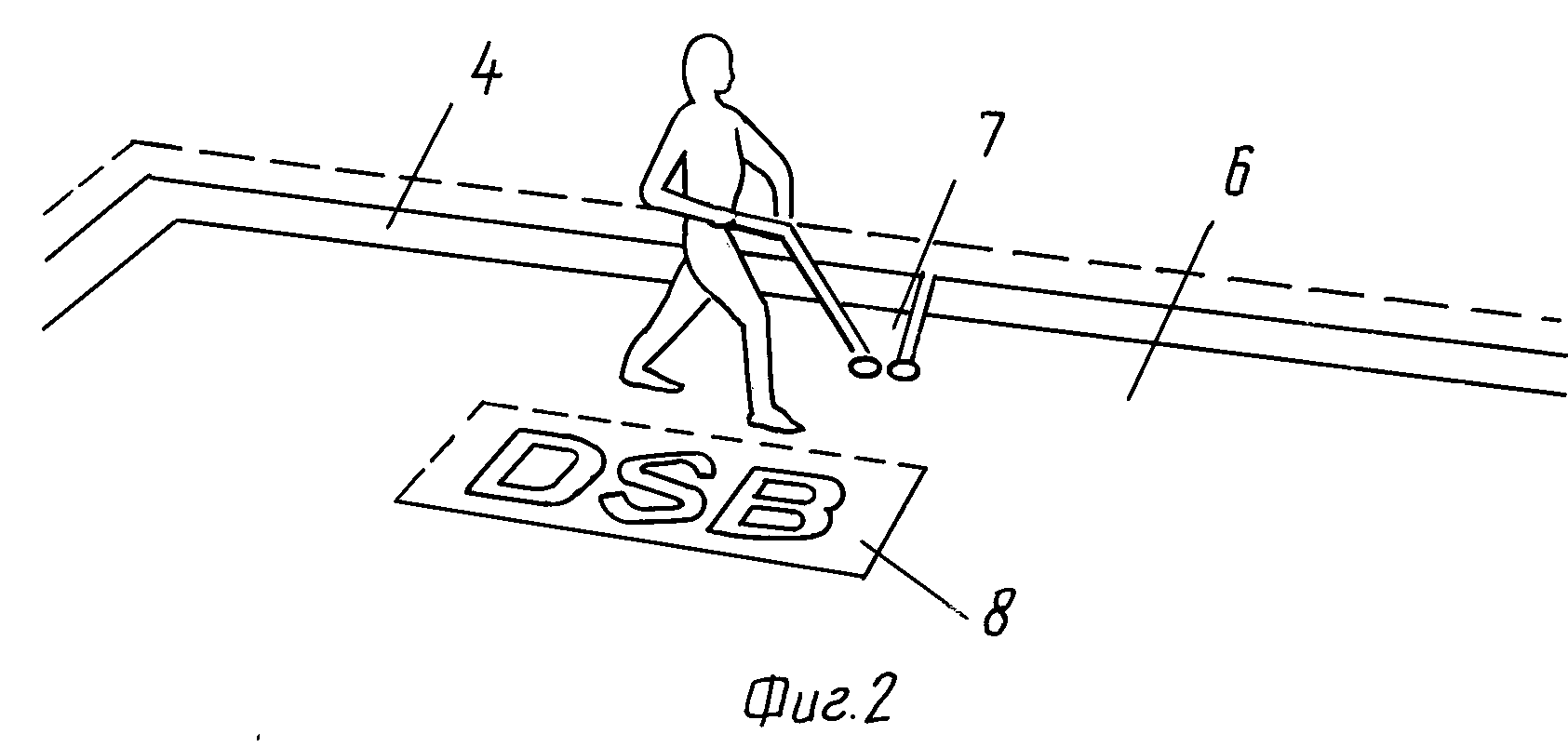
На фиг. 2 показано сплавление светоотражательной полосы 4 на непромокаемом брезенте посредством перемещаемого аппарата 7 с использованием горячего воздуха. На данной фигуре показан сплавленный кусок непромокаемой брезентовой ткани со светоотражательными знаками 8.
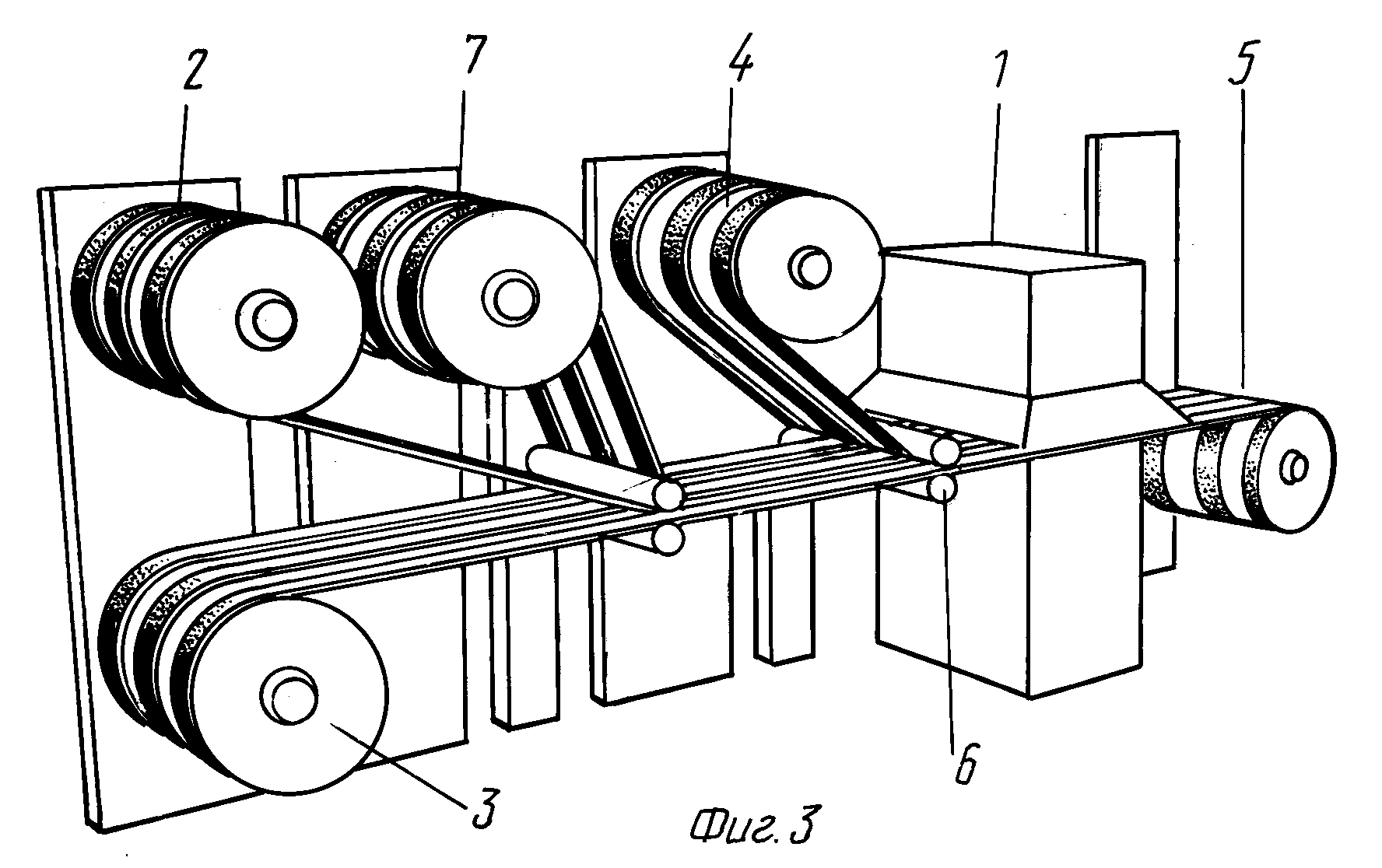
На фиг.3 показано, как полосы светоотражательного листа 2 и полосы прозрачной поливинилхлоридной пленки 4 несколько большей ширины, чем 2, укладываются одна на другую, 4 укладывается на поверхность 2, на полосы из непромокаемой брезентовой ткани 3, имеющей по меньшей мере такую же ширину, как и 4, и сжимаются вместе друг с другом посредством валиков с умеренным нагревом 6, после чего скрепленные полосы перемещаются через машину высокочастотной сварки 1, в которой поливинилхлоридная пленка приваривается к непромокаемой брезентовой ткани по краям, простирающимся за пределами краев светоотражательного листа, и выходят как светоотражательные полосы 5, которые наматываются в рулоны. Исходные полосы светоотражательного листа 2 могут снабжаться защищающей полосой из силиконовой бумаги, которая затем удаляется и наматывается в рулоны 7.
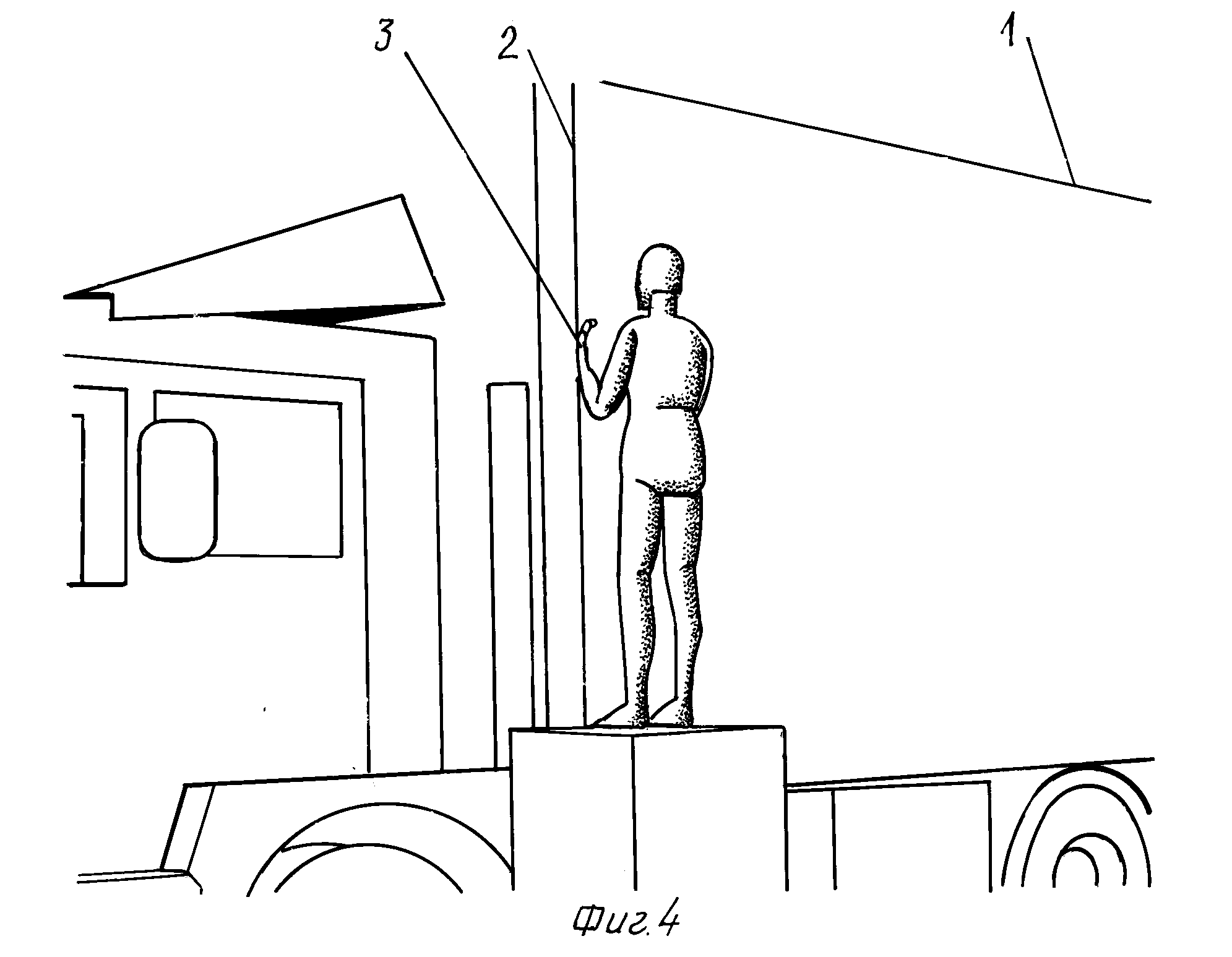
На фиг. 4 показано, как светоотражательная полоса 2 в непромокаемой брезентовой ткани согласно данному изобретению, наносится на непромокаемый брезент 1, натягиваемый на грузовые автомобили, посредством устройства 3 с использованием горячего воздуха с встроенным рулоном светоотражательной полосы.
Пример 1
Рулон
светоотражательного листа типа незащищенных призм, "Рефлектив Винил IRE" был сварен высокочастотной сваркой на
мотке непромокаемой брезентовой ткани с покрытием из поливинилхлорида "дюралак" в машине
высокочастотной сварки, "Кифел", мощностью 12 КВт, как показано на фиг. 1. Светоотражательный лист обычно
выпускается в мотках шириной 9 дюймов (229 мм) или 27 дюймов (686 мм), и моток непромокаемой
брезентовой ткани отрезается такой же или большей ширины от мотка непромокаемого брезента обычной ширины
1400 - 2000 мм.
Полоса непромокаемой брезентовой ткани со сваренным светоотражательным листом помещалась на непромокаемый брезент марки "дюралак" и закреплялась с каждого конца скобами. Она припаивалась на непромокаемом брезенте, как показано на фиг. 2, путем вставки наконечника перемещаемого аппарата с горячим воздухом марки "Лейстер" с внутренней стороны под краем полосы с валиком на поверхности полосы, и данный аппарат перемещался вдоль полосы, в то время как горячий воздух с температурой 400 - 600oC продувался под ней. Валик прижимал сплавляемые поверхности друг к другу, так что эта сторона полосы сваривалась с непромокаемым брезентом, затем процедура повторялась на противоположной стороне полосы.
Непромокаемый брезент снабжался светоотражательной полосой, которая работала равномерно вместе с брезентом, при натягивании, при изменениях температуры, при воздействии высокого давления и т.д., и имела такой же срок службы, как и брезент.
Пример 2
Полоса светоотражательного листа из материала типа
полиэфирных металлизированных призм, марки "Рефлексит АР 100" наносилась на более широкую полосу
непромокаемой брезентовой ткани с покрытием из поливинилхлорида "дюралак" посредством полувязкого
поливинилхлоридного адгезива. На поверхность светоотражательного листа наносилась прозрачная,
бесцветная или окрашенная, гибкая поливинилхлоридная пленка несколько большей ширины, чем полоса
светоотражательного листа с краями, проходящими за пределами краев светоотражательного листа, и эта
пленка адгезионно оклеивалась со светоотражательным листом путем умеренного нагрева, с
одновременным выжиманием воздушных пузырьков. Полоса непромокаемой брезентовой ткани является наиболее
предпочтительно белой, когда прозрачная пленка бесцветна, или имеет такой же цвет, как и
прозрачная пленка, из косметических соображений.
Далее собранная таким путем полоса перемещалась, проходя через машину высокочастотной сварки, "Кифел", в которой прозрачная PVC пленка приваривалась к непромокаемой брезентовой ткани по краям.
Когда получаемая светоотражательная полоса наносилась на непромокаемый брезент путем сплавления с использованием горячего воздуха и срезалась по краям, краевые участки уплотнялись путем сплавления полосы прямой непромокаемой брезентовой ткани или прозрачной PVC пленки по сечению краевой части. Другим решением может быть вырезка штампом и отделение примерно 1 см светоотражательного листа от прокладки из силиконовой бумаги для каждой стандартной длины светоотражательного листа до нанесения его на полосу непромокаемой брезентовой ткани, в результате чего получаются поперечные полоски, которые должны привариваться в машине высокочастотной сварки.
Реферат
Изобретение относится к технологии изготовления непромокаемого брезента, содержащего ткань, покрытую пластмассовым материалом со светоотражающим декорированием. Светоотражающий лист может скрепляться с брезентом путем высокочастотной сварки или нагревом путем сплавления в горячем воздухе. Светоотражающий лист может быть выполнен в виде стеклянных шариков или в виде металлизированных или уплотненных призм, нанесенных путем адгезии на брезент. Лист может быть также защищен путем наложения гибкой пленки из полимерного материала. Непромокаемый брезент, изготовленный по данному способу, имеет стойкое покрытие, не теряющее свою прочность при эксплуатации. 2 с. и 11 з.п.ф-лы, 4 ил.
Формула
12. Способ по любому из пп.8 - 11, отличающийся тем, что кусок непромокаемого брезента со светоотражающим пластмассовым листом сплавляют с непромокаемым брезентом с использованием нагревательной пушки путем введения струи горячего воздуха между обращенными одна к другой сплавляемыми поверхностями.
Комментарии