Армированный брезент - RU2190051C2
Код документа: RU2190051C2
Чертежи



Описание
Изобретение относится к тканому или полосовому материалу для армирования брезента, имеющего пластмассовое покрытие.
Брезент или парусина, имеющие пластмассовое покрытие, например, нанесенное на тонкую текстильную ткань, применяются в качестве материала для изготовления тентов, а также в качестве материала, используемого для зачехления и защиты различных видов грузов, перевозимых на транспортных средствах или в контейнерах.
К брезенту, используемому в таких целях, предъявляется целый ряд требований.
Первое требование состоит в том, что такой брезент должен обеспечивать достаточно надежную защиту против порчи из хулиганских побуждений и при попытках ограбления. В этом отношении ставится условие, чтобы годный к использованию с такой целью брезент способен был по меньшей мере в течение какого-то времени не поддаваться действиям случайного вора, который орудует ножом, кусачками или ножницами. Такая задержка в его действиях должна длиться в течение нескольких минут.
Второе требование состоит в том, что такой брезент должен, не разрываясь, предотвращать непроизвольные перемещения груза в горизонтальном направлении.
Третье требование состоит в том, что должен быть предотвращен дальнейший рост первоначальных трещин, образующихся в брезенте.
Четвертое требование состоит в том, что вес такого брезента вместе с арматурой был как можно меньше.
Из уровня техники в данной области уже известно техническое решение, которое удовлетворяет трем из вышеупомянутых требований. Такой брезент, известный из существующего уровня техники, усилен с помощью тканого материала, выполненного из нержавеющей стальной проволоки или кордных нитей.
Однако в отношении применяемого в указанных целях брезента, известного из существующего уровня техники в данной области, выявлены следующие его недостатки.
Прежде всего, все разновидности брезента такого типа получаются очень дорогостоящими вследствие высокой цены на тканый материал, выполняемый из нержавеющей стальной проволоки, а также из-за больших расходов, связанных с осуществлением процесса производства такого брезента.
Во-вторых, применение тканого материала, выполняемого из нержавеющей стальной проволоки, приводит к увеличению веса получаемого при этом брезента до неприемлемой величины, в результате чего не удовлетворяется четвертое из вышеупомянутых требований.
И, в-третьих, применение тканого материала, выполняемого из нержавеющей стальной проволоки, оказывает отрицательное влияние в том отношении, что ухудшается внешний вид или внешняя поверхность получаемого при этом брезента и, в результате этого, всякие наносимые на него рекламные надписи или же фирменные наименования уже больше не будут так четко выделяться на фоне такого брезента.
В качестве технического решения, позволяющего устранить первый и третий из отмеченных выше недостатков, можно было бы предложить применение усилительных материалов, но получаемый при этом брезент все еще продолжал бы оставаться дорогостоящим, а сопротивление его рассекающему действию кусачек или ножа было бы недостаточно высоким.
Общей целью данного изобретения является устранение недостатков, присущих техническим решениям, известным из существующего уровня в данной области техники.
Первая цель настоящего изобретения заключается в создании имеющей низкую стоимость арматуры для брезента.
Вторая цель настоящего изобретения заключается в создании такой арматуры для брезента, которая имела бы приемлемый вес.
Третья цель настоящего изобретения заключается в создании такой арматуры для брезента, которая оказывала бы ограниченное до минимума влияние на внешний вид или внешнюю поверхность брезента.
В соответствии с одной отличительной особенностью настоящего изобретения предлагается материал, предназначенный для усиления брезента, имеющего пластмассовое покрытие, как описано в формуле изобретения.
Этот тканый материал содержит основу и уток, которые образуют собой ячейки сетки. Эти ячейки имеют максимальный размер 5-30 см, предпочтительно 5-25 см. Наиболее предпочтительно было бы, чтобы этот максимальный размер выбран был в соответствии с видом товара, для которого предстоит обеспечить соответствующую защиту, но наиболее приемлемым из этих соображений размером для данных ячеек следует предпочтительно считать размер, приблизительно 7-15 см, например, приблизительно 8-12 см, с таким расчетом, чтобы помешать действиям вора, который попытается просунуть свой кулак в такую ячейку сетки, если задумает украсть таким способом товар.
По меньшей мере либо основа, либо уток (а предпочтительно - как основа, так и уток) формируется (-ются) из полосового материала, который содержит матрицу из термопластичного материала, обладающего способностью прилипать к пластмассовому покрытию брезента.
В состав полосового материала, кроме того, включаются два или более металлических элементов вытянутой формы, предпочтительно расположенных параллельно в плоскости полосового материала с таким расчетом, чтобы обеспечить достаточное сопротивление рассекающему действию ножа или же соответствующему действию ножниц. Применение множества металлических элементов вытянутой формы позволяет придать полосовому материалу требуемую прочность и одновременно обеспечивает возможность сохранить полосовой материал достаточно тонким и гибким. Указанный полосовой материал имеет в своем поперечном сечении по меньшее мере одну плоскую сторону и среднюю толщину 0,50-3,0 мм, а предпочтительно 0,50-2,00 мм, и ширину поперечного сечения 3-25 мм, например 5-25 мм. Такое плоское поперечное сечение обеспечивает возможность для полосового материала оставаться тонким, одновременно обеспечивая при этом наличие достаточно большой поверхности для слипания брезента и этого материала между собой.
Полосы, образующие собой основу тканого материала, могут быть соединены с полосами, образующими собой уток тканого материала либо посредством клеящего вещества, либо с применением технологий сварки, но при этом отсутствует необходимость в том, чтобы указанные металлические элементы вытянутой формы были сварены друг с другом: достаточно всего лишь, чтобы такое соединение обеспечивалось единственно за счет сплавления термопластичного материала. Однако при этом не исключается и возможность сварки или по меньшей мере контакта одного или более металлических элементов основы тканого материала с одним или несколькими металлическими элементами его утка. Такой вариант имеет тот недостаток, что сварка является более дорогостоящей операцией, но при этом обеспечиваются соответствующие преимущества, которые состоят в том, что получаемый в итоге тканый материал обладает значительно более высокой прочностью, а также в том, что такой материал может быть использован в качестве составной части соответствующих электрических цепей, которые могут служить для обеспечения дополнительной безопасности.
В соответствии с одним из вариантов исполнения тканого материала согласно настоящему изобретению полосы, образующие собой основу этого материала, уложены поверх полос, образующих собой уток указанного материала (или же наоборот). При склеивании такого тканого материала с брезентом получают такой комбинированный брезентовый материал, который сравнительно гибок в направлении тех полос (образующих либо основу, либо уток сетчатого материала), которые приклеиваются к брезенту по всей своей длине, и сравнительно жесток в направлении тех полос (образующих соответственно либо уток, либо основу тканого материала), которые не приклеиваются к брезенту в точках пересечения с другими полосами тканого материала.
В соответствии с другим вариантом исполнения тканого материала согласно настоящему изобретению полосы, образующие собой уток этого материала, уложены попеременно снизу и поверх полос, образующих собой основу указанного материала. При склеивании такого тканого материала с брезентом получают такой комбинированный брезентовый материал, который одинаково гибок как в направления основы, так и в направлении утка.
Кроме того, на функциональные свойства и гибкость указанного тканого материала может также влиять тип металлических элементов, применяемых для усиления материала полос.
Нити корда, выполненные из высокоуглеродистой стали (с содержанием углерода свыше 0,7%), имеют те преимущества, что они сравнительно гибки, обладают высокой прочностью и обеспечивают хорошее механическое сцепление с материалом матрицы полосового материала благодаря своей волнообразной наружной поверхности. Они представляют собой хорошее средство против рассекающего действия ножа или кусачек.
Стальные нити корда могут иметь большую величину относительного удлинения при разрыве, например величина относительного удлинения при разрыве может превышать 5%, благодаря чему может быть поглощено большое количество энергии, прежде чем произойдет разрыв стальной нити корда.
В одном из конкретных вариантов осуществления настоящего изобретения стальная нить корда имеет один или несколько разных углов закручивания, которые существенно отличаются друг от друга. Наличие существенно отличающихся друг от друга углов закручивания имеет то преимущество, что обеспечивается повышенное сопротивление ударам колющих предметов.
Предпочтительно, чтобы стальная нить корда не имела каких-либо остаточных напряжений, возникающих при кручении, или же иных напряженных состояний с тем, чтобы избежать непредсказуемого поведения стальной нити корда при приваривании полосового материала под воздействием тепла к брезенту.
Однако практический опыт, полученный авторами изобретения, показал, что металлические элементы, которые обладают более высокой пластичностью, чем стальные нити корда, выполненные из высокоуглеродистой стали, обеспечивают повышенное сопротивление режущему действию ножниц или секаторов, причем это сопротивление возрастает в еще большей степени в том случае, если такой высокопластичный металлический элемент не сцепляется с материалом матрицы. В качества примера такого высокопластичного металлического элемента можно привести медную проволоку, которая также имеет и то преимущество, что она весьма пригодна к использованию ее в электрических цепях, либо стальную проволоку, выполненную из низкоуглеродистой стали (с содержанием углерода менее 0,4%), которую можно будет подвергнуть термообработке с тем, чтобы в еще большей степени повысить ее пластичность. Такая стальная проволока может представлять собой стальную проволоку, имеющую круглое поперечное сечение, либо являться стальной проволокой с плоским поперечным сечением.
По сравнению со стальными нитями корда проволока имеет значительно более гладкую поверхность и не обеспечивает такого же как они хорошего механического сцепления с материалом матрицы. В отношении сопротивления, оказываемого разрезающему действию ножниц, это обстоятельство, как показал практический опыт, является скорее преимуществом, чем недостатком.
Однако медная или стальная проволока менее гибка, чем стальные нити корда, но при равных прочностных показателях стальная проволока обходится дешевле, хотя и является менее гибкой, чем нити корда.
Различные разновидности брезента, предназначенного для грузовых автомобилей, можно подразделить на две основные категории: брезент занавесочного типа и брезент скатываемого в рулон типа. Брезент занавесочного типа подвешивается с обеспечением возможности его скольжения на горизонтальных направляющих планках и может быть со скольжением сдвинут в горизонтальном направлении в одну сторону при раскрывании закрытого брезентом груза. Для брезента занавесочного типа требуется обеспечить необходимую гибкость в горизонтальном направлении.
Брезент скатываемого в рулон типа может быть скатан в вертикальном направлении в рулон при раскрывании закрытого таким брезентом груза. Для брезента скатываемого в рулон типа требуется обеспечить необходимую гибкость в вертикальном направлении.
Тканые материалы, изготавливаемые в соответствии с настоящим изобретением, могут быть реализованы таким образом, чтобы они состояли как из полос, усиленных гибкими металлическими элементами, к примеру такими, как стальные нити корда, и расположенных в одном направлении (в горизонтальном - для брезента занавесочного типа, и в вертикальном - для брезента скатываемого в рулон типа), так и из полос, усиленных пластичными, но менее гибкими металлическими элементами, к примеру такими, как металлическая проволока, и расположенных в другом направлении.
Кроме того, в одной и той же полосе такого материала могут применяться в сочетании друг с другом различные типы металлических элементов, благодаря чему одна и та же такая полоса обеспечивала бы как хорошее сопротивление рассекающему действию ножа или кусачек, так и хорошее сопротивление разрезающему действию ножниц.
В соответствии со второй отличительной особенностью настоящего изобретения предлагается полосовой материал, предназначенный для усиления брезента, имеющего пластмассовое покрытие. Этот полосовой материал содержит матрицу из термопластичного материала, который обладает способностью прилипать к пластмассовому покрытию брезента. В состав такого полосового материала, кроме того, включаются два или более металлических элементов вытянутой формы. Указанный полосовой материал имеет в своем поперечном сечении по меньшей мере одну плоскую сторону, а его средняя толщина находится в пределах 0,50-3,0 мм (предпочтительно 2,0 мм), и ширина его поперечного сечения находится в пределах 3-25 мм.
Предпочтительно было бы, чтобы применяемый термопластичный материал имел ту же самую природу или же по своему составу предпочтительно был аналогичен пластмассовому покрытию брезента. Обычно брезент для зачехления груза выполняется из гибкого поливинилхлорида, но может также изготавливаться из гибкого полипропилена или полиэтилена, либо даже из полиэфира.
Предпочтительно было бы также, чтобы одна и та же полоса усилительного материала упрочнена была металлическими элементами в количестве от четырех до двадцати таких элементов.
Для того, чтобы получить полосовой материал, который имеет плоскую форму и который сохранял бы эту плоскую форму, можно было бы в качестве металлических элементов использовать одинарные крученые нити корда, причем в каждой такой полосе очередная нить корда с Z-образным кручением чередовалась с очередной нитью корда, имеющей S-образное кручение, и наоборот, по ширине поперечного сечения указанной полосы.
Предпочтительно, чтобы разрушающая нагрузка для всех металлических элементов в составе одной и той же полосы составляла более 2000 Н.
Сущность изобретения поясняется ниже более подробно при рассмотрении прилагаемых
чертежей, на которых:
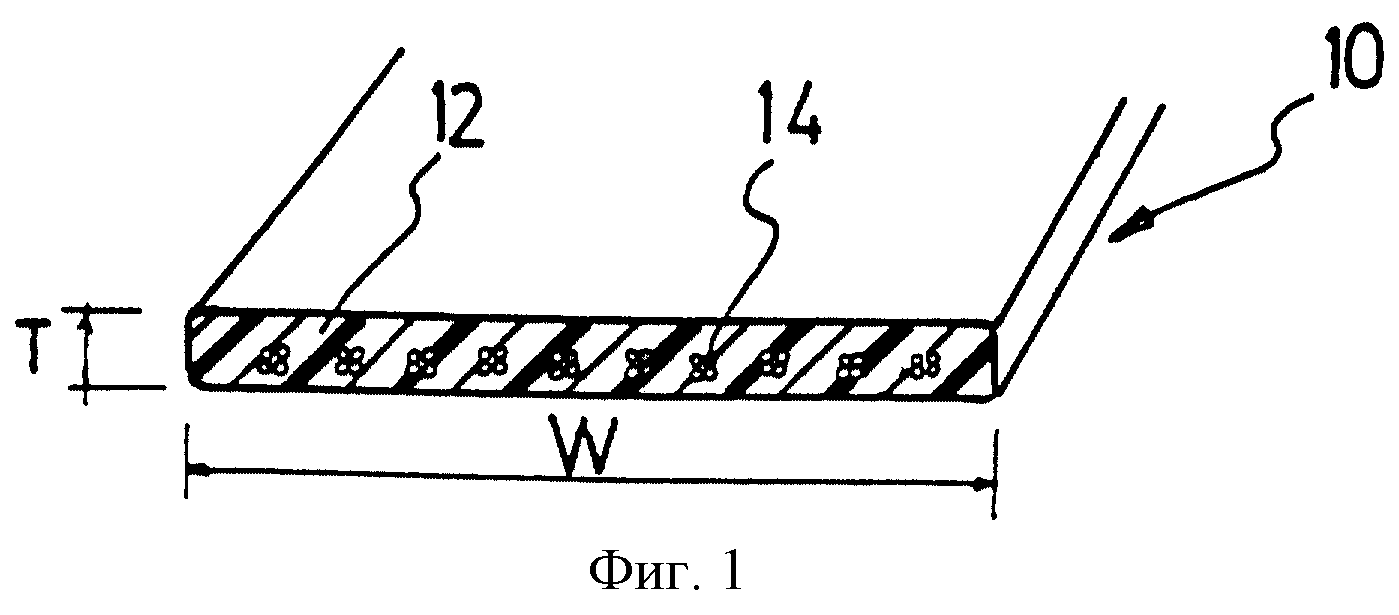
- фиг. 1 и фиг. 2 иллюстрируют две полосы материала, выполненного в соответствии со второй отличительной особенностью настоящего изобретения;
- фиг.3 и фиг. 4
иллюстрируют два варианта материала, выполненного в соответствии с первой отличительной особенностью настоящего изобретения;
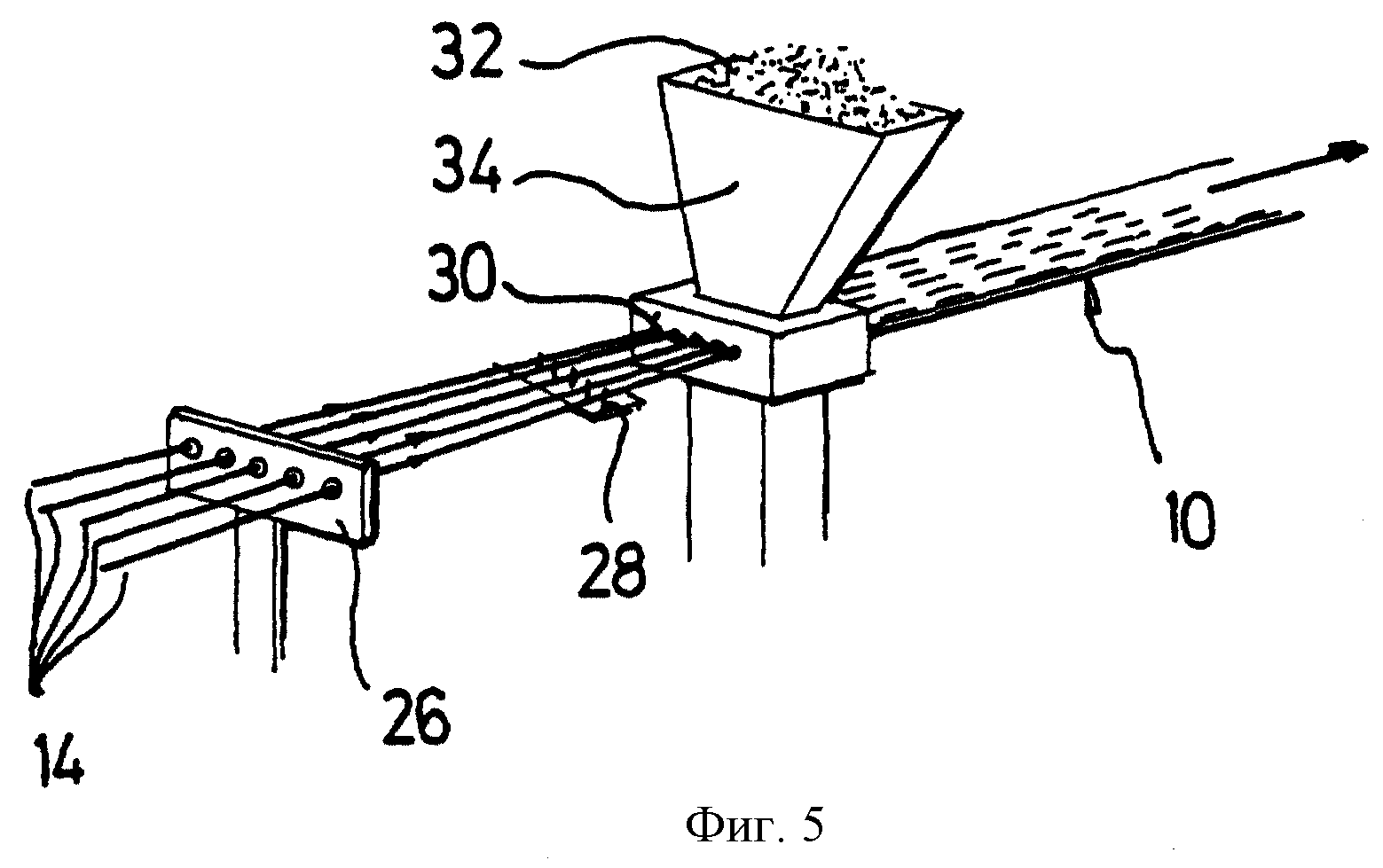
- фиг. 5 представляет собой схематическое изображение,
иллюстрирующее способ изготовления полосового материала в соответствии с первой отличительной особенностью настоящего изобретения.
На фиг. 1 показана полоса 10 материала, выполненного в соответствии со второй отличительной особенностью настоящего изобретения. В состав полосы 10 входят поливинилхлорид, применяемый в качестве матричного материала 12, и десять параллельных стальных нитей 14 корда типа 4х0,175, т.е. это означает, что стальная нить корда состоит из четырех волокон диаметром 0,175 мм каждое. Шаг закручивания стальной нити корда составляет 10 мм. Ширина W полосового материала равна 9,0 мм, а толщина Т полосового материала составляет всего лишь 0,80 мм.
Крайняя левая и крайняя правая стальные нити 14 корда могут быть устранены для того, чтобы после приваривания полос материала друг к другу по краям их оставалось еще достаточно матричного материала. В противном случае, во время приваривания может произойти высвобождение крайнего левого и крайнего правого металлических элементов, т.е. они уже не будут более окружены матричным материалом после проведения операции приваривания.
Очевидно, что могут быть использованы с этой целью стальные нити корда также и какого-либо другого типа, к примеру такие, как стальная нить корда типа 2х0,30, типа 3х0,20, типа 3х0,25, типа (2+2)х0,175, типа 5х0,150 или же типа 3х2х0,22.
Кроме того, приемлемой для использования ее в качестве усилительного элемента является также одинарная металлическая проволока, к примеру такая, как стальная проволока круглого поперечного сечения диаметром приблизительно 0,50 мм, либо стальная проволока плоского поперечного сечения размером примерно 0,70х0,30 мм или же приблизительно 1,90х0,58 мм.
Предпочтительно было бы, чтобы стальные нити корда не имели каких-либо остаточных напряжений, возникающих при кручении, и напряженных состояний. Последнее условие может быть выполнено посредством проведения соответствующей обработки стальной нити корда, обеспечивающей снятие внутренних напряжений, которая выполняется по завершении операции ее закручивания.
На фиг. 2 показана другая полоса 10, которая имеет несколько большую толщину. Средняя толщина в этом случае составляет 1,20 мм, а ширина составляет 10 мм. Нити 14' и 14" усилительного корда представляют собой стальные нити корда типа 2х0,30, а это означает, что они состоят из двух одинарных волокон, имеющих диаметр волокна 0,30 мм. Стальная нить 14', имеющая Z-образное кручение, чередуется по ширине указанной полосы 10 со стальной нитью 14" корда, имеющей S-образное кручение. При экструдировании данного полосового материала создается более высокое давление, в результате чего происходит образование углублений или же утолщений 16 на уровне между стальными нитями 14', 14" усилительного корда.
Очевидно, что может предусматриваться применение соответствующей технологической оснастки, к примеру такой, как пригодные для использования с этой целью фильеры и гребни, чтобы избежать образования указанных углублений, либо обеспечить образование таких углублений точно на том же самом уровне, на котором находятся стальные нити 14', 14" корда вместо образования их в промежутках между стальными нитями 14', 14" корда.
На фиг. 3 показан вариант исполнения тканого материала 20 в соответствии с первой отличительной особенностью настоящего изобретения. Тканый материал 20 содержит полосы 22, образующие собой основу этого материала, и полосы 24, образующие собой уток указанного материала и уложенные поверх полос 22. Полосы 22 и полосы 24 привариваются друг к другу. Ширина М отдельной ячейки тканого материала (замеряемая между центровыми линиями двух соседних параллельных полос) составляет 10 см.
При приваривании полос 22, образующих собой основу тканого материала, к брезенту по всей их длине, в результате чего усиленные в равной степени с ними полосы 24, образующие собой уток указанного тканого материала, могут быть приварены к брезенту только лишь частично на участках между точками пересечения полос, обеспечивается сравнительная гибкость получаемого при этом комбинированного брезентового материала в направлении пролегания полос 22, образующих собой основу тканого материала, и сравнительная жесткость комбинированного брезентового материала в направлении пролегания полос 24, образующих собой уток указанного тканого материала.
Такое усиленное брезентовое полотно, имеющее направление "большей гибкости" и направление "большей жесткости", пригодно для изготовления из него как брезента занавесочного типа, так и брезента скатываемого в рулон типа.
На фиг. 4 показан вариант исполнения тканого материала 20, который обеспечивает равнозначную гибкость брезента в обоих направлениях (при условии, что полосы 22 и полосы 24 усилены в равной степени). Это обеспечивается за счет того, что полосы 22, образующие собой основу тканого материала, укладываются попеременно поверх и снизу соответствующих полос 24, образующих собой уток указанного тканого материала. Такое усиленное брезентовое полотно может быть надлежащим образом применено в качестве материала для изготовления тентов.
На фиг. 5 схематически показан способ изготовления полосового материала в соответствии со второй отличительной особенностью настоящего изобретения. Стальные нити 14 корда разматываются с катушек (не показаны) и поступают через позиционирующее и направляющее средства соответственно 26 и 28 на вход 30 экструзионного устройства. Материал матрицы, например поливинилхлорид, загружается в экструзионное устройство в виде гранул 32, полученных из композиции гибкого поливинилхлорида, при помощи воронки 34.
Полосы, полученные из экструдированного таким способом материала, могут быть затем приварены друг к другу таким образом, чтобы при этом из них образовался усилительный тканый материал в соответствии с первой отличительной особенностью настоящего изобретения. Экспериментальные исследования показали, что в том случае, если приваривание осуществлялось под воздействием давления в пределах 20-30 Па и при 125oС в течение 3 мин, наблюдалось оплавление поливинилхлорида по краям привариваемых друг к другу полос, в результате чего могло происходить высвобождение крайних металлических усилительных элементов, т.е., они уже не были более окружены поливинилхлоридом. При сокращении времени приваривания до 1 мин было получено достаточно хорошее качество сварного соединения без сопутствующей утраты поливинилхлоридного материала по краям указанных полос.
По сравнению с известным из существующего уровня в данной области техники
тканым материалом, выполняемым из нержавеющей стальной проволоки, усилительный тканый материал в соответствии с первой отличительной особенностью настоящего изобретения:
а) представляет собой
имеющий низкую стоимость материал, потому что отдельные полосы, из которых он состоит, могут быть получены из полосового материала, вырабатываемого посредством экструзии, при этом полосы могут быть
легко скреплены друг с другом, а применения сложного ткацкого переплетения можно при этом избежать;
б) обеспечивает возможность легкого осуществления скрепления его с брезентом, при этом
возможно также осуществить скрепление его с уже готовыми брезентовыми зачехлениями;
в) имеет малый вес, причем в качестве примера можно указать на тот факт, что данный материал при ширине
ячейки его сетки, равной 10 см, дает дополнительный вес всего лишь 30-60 кг (в зависимости от толщины и ширины полосового материала) на брезентовое зачехление одного грузового автомобиля;
г)
не оказывает никакого отрицательного влияния на внешний вид или наружность брезента, если указанный тканый материал прикрепляется с внутренней стороны брезента, при этом наружная сторона брезента
может, как и раньше, быть окрашена в любой цвет, либо с этой стороны на брезент может быть нанесена любая рекламная надпись.
Реферат
Изобретение относится к области текстильной промышленности и касается тканого материала, предназначенного для армирования брезентовых зачехлений, имеющих пластмассовое покрытие, причем материал содержит основу и уток, которые образуют собой ячейки сетки, при этом ячейки сетки имеют максимальный размер 5-30 см, и по меньшей мере либо основа, либо уток сформирован из полосового материала, который содержит матрицу из термопластичного материала, обладающего способностью прилипать к пластмассовому покрытию брезентового зачехления, а в состав полосового материала дополнительно включены два или несколько металлических элементов вытянутой формы, причем полосовой материал имеет среднюю толщину в поперечном сечении 0,50-3,0 мм и ширину в поперечном сечении 3-25 мм. Данный тканый материал имеет высокие прочностные характеристики и при этом малый вес. 2 с. и 18 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Трансформируемый надувной свод
Комментарии