Устройство для обработки белья - RU2752576C1
Код документа: RU2752576C1
Чертежи


















Описание
Область техники
[0001] Настоящее изобретение относится к устройству для обработки белья.
Уровень техники
[0002] В основном, устройство для обработки белья относится к устройству, которое выполняет ряд процессов (например, стирку, сушку, дезодорацию, удаление морщин и т.д.) в отношении белья. Термин "устройство для обработки белья" может включать в себя стиральную машину для стирки белья, сушильную машину для сушки влажного белья, и освежитель для удаления запахов или морщин с белья.
[0003] При этом, тенденция создания устройств для обработки белья направлена на создание единого устройства, предназначенного для выполнения стирки, сушки, дезодорации и удаления морщин с белья. Однако существующие устройства для обработки белья ограничены в дезодорировании белья или удалении морщин с белья из-за использования барабана для размещения белья и привода для вращения барабана.
[0004] Для решения проблемы, относящейся к «устройству для обработки белья», изображенному на фиг.1 и раскрытому в публикации выложенной заявки на патент Кореи № 10-2009-0124596, устройство для обработки белья содержит внутренний кожух 200, имеющий область для размещения для подвешивания белья, устройство подачи горячего воздуха (не показано), подающее горячий воздух или влагу с нижнего участка внутреннего корпуса, и корпус 100, расположенный на наружной стороне внутреннего кожуха и устройства подачи горячего воздуха, для образования внешнего вида.
[0005] Устройство для обработки белья известного уровня техники может подавать горячий воздух в устройство подачи горячего воздуха (не показано), расположенного под корпусом, или дезодорировать белье и одновременно удалять морщины с белья путем создания давления на белье в положении, в котором белье подвешено в области для размещения, образованной во внутреннем кожухе 200. Таким образом, в положении, в котором белье развернуто внутри корпуса под действием нагрузки собственной массы, горячий воздух или влага могут подаваться на белье для дезодорации белья и удаления морщин с белья без отдельного узла.
[0006] В устройстве для обработки белья известного уровня техники установлена рама 10 для фиксации форм внутреннего кожуха 200, устройства подачи горячего воздуха и корпуса 100 и обеспечения долговечности. Рама 10 включает в себя множество вертикальных рам 11, расположенных в направлении высоты, и множество горизонтальных рам 12, соединяющих вертикальные рамы друг с другом в направлении ширины, в результате чего внутренний кожух 200 может быть устойчиво размещен в нем и вибрация, генерируемая устройством подачи горячего воздуха (не показано) и тому подобным, может эффективно поддерживаться.
[0007] Однако, устройство для обработки белья известного уровня техники имеет недостаток во время процесса изготовления в том, что горизонтальные рамы 12 собираются с вертикальными рамами 11, внутренний кожух 200 и устройство подачи горячего воздуха закреплены на собранной раме 10, и корпус 100 должен быть снова соединен с рамой 10. В частности, если корпус 100 содержит боковую поверхность 120, заднюю поверхность 110 и верхнюю поверхность 101, то недостаток возникает в том, что каждый элемент должен быть соединен с рамой 10.
[0008] Кроме того, недостаток заключается в том, что сборка соединительных элементов, таких как 120 болтов или гаек или более, требуется, когда внутренний кожух и корпус соединяют друг с другом, а также когда собирают раму 10.
[0009] Следовательно, для изготовления устройства для обработки белья требуется много времени, и частота дефектов увеличивается, так как долговечность устройства для обработки белья не может быть обеспечена, если конкретный соединительный элемент исключен или не полностью закреплен.
[0010] Кроме того, что даже если рама, как полагают, заменена пенообразователем, форма изменяется или не обеспечивается достаточная внутренняя область при отверждении пенообразователя, или трудно поддерживать жесткость. По этой причине возникает проблема в том, что трудно использовать пенообразователь в фактическом изделии.
[0011], кроме того, устройство для обработки белья известного уровня техники имеет недостаток в том, что корпус образован относительно выше других бытовых устройств, и легко изгибаться под действием внешней силы.
Техническая задача
[0012] Задачей настоящего изобретения является создание устройства для обработки белья, которое может исключать процесс сборки путем закрепления внутренних элементов с помощью пенообразователя или пеноизолятора (далее именуемого пенообразователем).
[0013] Другой задачей настоящего изобретения является создание устройства для обработки белья, которое может быть предотвращено от деформации, даже если рама заменена пенообразователем, и может поддерживать жесткость.
[0014] Еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может обеспечивать достаточную внутреннюю область, даже если рама заменена пенообразователем.
[0015] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может обеспечивать долговечность посредством обеспечения равномерного заполнения пенообразователя в зазор между внутренними элементами.
[0016] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может предотвращать возникновение помех для внутреннего элемента, даже если рама заменена пенообразователем.
[0017] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может быть предотвращено от деформации внешней силой, даже если корпус выполнен выше других бытовых устройств.
[0018] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может сохранять форму корпуса при впрыскивании пенообразователя в корпус или заполнении в корпусе.
[0019] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может сохранять форму корпуса, даже если пенообразователь расширяется при его отверждении в корпусе.
[0020] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может уменьшать частоту дефектов путем замены рамы пенообразователем.
[0021] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может обеспечивать долговечность посредством обеспечения равномерного заполнения пенообразователя.
[0022] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может повышать сцепление между внутренним элементом и пенообразователем.
[0023] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может поддерживать жесткость и химическую стойкость в условиях высокой температуры и влажности.
[0024] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может сохранять форму корпуса при впрыскивании пенообразователя в корпус или заполнении в корпусе.
[0025] Кроме того, еще одной задачей настоящего изобретения является создание устройства для обработки белья, которое может сохранять форму корпуса, даже если пенообразователь расширяется при отверждении его в корпусе.
Техническое решение
[0026] Для достижения вышеуказанных задач устройство для обработки белья в соответствии с вариантом осуществления настоящего изобретения содержит корпус, имеющий отверстие в направлении вперед, дверцу, расположенную с возможностью поворота спереди отверстия для открытия или закрытия отверстия, внутренний кожух, расположенный в корпусе для образования области для размещения, в которой размещают белье, и устройство подачи горячего воздуха, расположенное на нижнем участке внутреннего кожуха, для подачи, по меньшей мере, одного из горячего воздуха и влаги в область для размещения,
[0027] причем внутренний кожух выполнен из стирольной смолы, которая поддерживает сцепление с пенообразователем, впрыснутом в корпус.
[0028] Пенообразователь может впрыскиваться между внутренним кожухом и устройством подачи горячего воздуха, а также между корпусом и внутренним кожухом для поддержания прочности и формы при отверждении пенообразователя.
[0029] Корпус может включать в себя отверстия для впрыска, в которые впрыскивается пенообразователь, и множество изогнутых отверстий, выпускающих воздух между корпусом и внутренним кожухом и воздух между внутренним кожухом и устройством подачи горячего воздуха.
[0030] Устройство для обработки белья может дополнительно содержать полый участок, образованный между верхней поверхностью корпуса и верхней поверхностью внутреннего кожуха в виде пустой области, куда не проникает пенообразователь.
[0031] Устройство для обработки белья может дополнительно содержать подвесной узел, соединенный с верхней поверхностью внутреннего кожуха, для подвешивания или обработки белья, причем подвесной узел выполнен с возможностью расположения внутри полого участка.
[0032] Устройство для обработки белья настоящего изобретения может дополнительно содержать захватный участок, выполненный с возможностью выступа или углубления от внутреннего корпуса к корпусу и соединенный с пенообразователем, заполняющим область между корпусом и внутренним кожухом.
[0033] Захватный участок может включать в себя захватный корпус, выступающий от внутреннего кожуха к корпусу, образуя область в нем для размещения пенообразователя, и захватное отверстие, образованное на одной поверхности захватного корпуса для обеспечения прохождения пенообразователя в область.
[0034] Захватный участок может включать в себя захватный кронштейн, выступающий от внутреннего кожуха к корпусу и соединенный с пенообразователем.
[0035] Захватный участок может включать в себя захватное кольцо, выступающее от внутреннего кожуха к корпусу и соединенное с пенообразователем посредством обеспечения прохождения пенообразователя через него.
[0036] Захватный участок может включать в себя захватный выступ, выступающий к одной поверхности внутреннего кожуха и размещенный в пенообразователе.
[0037] Устройство для обработки белья настоящего изобретения может дополнительно содержать шарнирный узел, соединяющий с возможностью поворота дверцу с корпусом, и основание, расположенное на нижнем участке устройства подачи горячего воздуха, для поддержания внутреннего кожуха и устройства подачи горячего воздуха. По меньшей мере, одно из шарнирного узла и основание может быть закреплено на корпусе вместе с внутренним кожухом и устройством подачи горячего воздуха, когда внутренний кожух и устройство подачи горячего воздуха закреплены пенообразователем.
[0038] Основание может включать в себя корпус основания, расположенный на нижнем участке устройства подачи горячего воздуха, для образования нижней поверхности корпуса, соединительный узел корпуса, расположенный в корпусе основания для обеспечения размещения на нем устройства подачи горячего воздуха, и предотвращающий утечку блок, проходящий от соединительного узла корпуса к обеим сторонам корпуса, для предотвращения утечки пенообразователя. Пенообразователь может одновременно закреплять устройство подачи горячего воздуха и предотвращающий утечку блок, если он впрыснут в корпус.
[0039] Шарнирный узел может включать в себя нижний шарнир, соединенный с корпусом основания, для обеспечения соединения с возможностью поворота дверцы с ним.
[0040] Нижний шарнир может включать в себя нижний корпус, соединенный с корпусом основания, корпус шарнира, соединенный с нижним корпусом для обеспечения соединения с возможностью поворота дверцы с ним, и нижний шарнирный вал, проходящий от корпуса шарнира к верхнему участку для образования вращающегося вала дверцы.
[0041] Шарнирный узел может включать в себя верхний шарнир, выполненный с возможностью обеспечения соединения с возможностью поворота дверцы с ним.
[0042] Верхний шарнир может быть вставлен в область между внутренним кожухом и корпусом посредством прохождения через область и закрепления пенообразователем.
Положительные результаты
[0043] Настоящее изобретение описывает устройство для обработки белья, которое может исключать процесс сборки посредством закрепления внутреннего элемента с помощью пенообразователя или пеноизолятора (в дальнейшем называемого пенообразователем).
[0044] Настоящее изобретение описывает устройство для обработки белья, которое может быть предотвращено от деформации, даже если рама заменена пенообразователем, и может поддерживать жесткость.
[0045] Настоящее изобретение описывает устройство для обработки белья, которое может обеспечивать достаточную внутреннюю область, даже если рама заменена пенообразователем.
[0046] Настоящее изобретение описывает устройство для обработки белья, которое может обеспечить долговечность посредством обеспечения равномерного заполнения пенообразователя в зазор между внутренними элементами.
[0047] Настоящее изобретение описывает устройство для обработки белья, которое может предотвращать возникновение помех для внутреннего элемента, даже если рама заменена пенообразователем.
[0048] Настоящее изобретение описывает устройство для обработки белья, которое может обеспечить долговечность посредством обеспечения равномерного заполнения пенообразователя в зазор между внутренними элементами.
[0049] Настоящее изобретение описывает устройство для обработки белья, которое может быть предотвращено от деформации под действием внешней силы, даже если корпус выполнен выше других бытовых устройств.
[0050] Настоящее изобретение описывает устройство для обработки белья, которое может поддерживать форму корпуса при впрыске пенообразователя в корпус или заполнения в нем.
[0051] Настоящее изобретение описывает устройство для обработки белья, которое может поддерживать форму корпуса, даже если пенообразователь расширяется при его отверждении в корпусе.
[0052] Настоящее изобретение описывает устройство для обработки белья, которое может уменьшать частоту дефектов посредством замены рамы пенообразователем.
[0053] Настоящее изобретение описывает устройство для обработки белья, которое может обеспечивать долговечность посредством обеспечения равномерного заполнения пенообразователя в зазор между внутренними элементами.
[0054] Настоящее изобретение изготовляет внутренний кожух, который может усиливать сцепление и адгезию с пенообразователем.
[0055] Настоящее изобретение описывает устройство для обработки белья, которое может поддерживать долговечность и химическую стойкость в условиях высокой температуры и влажности, даже если внутренний кожух соединен с пенообразователем.
[0056] Настоящее изобретение описывает устройство для обработки белья, которое может поддерживать форму корпуса при впрыскивании в корпус или заполнении в нем.
[0057] Настоящее изобретение описывает устройство для обработки белья, которое может поддерживать форму корпуса, даже если пенообразователь расширяется при его отверждении в корпусе.
Краткое описание чертежей
[0058] Фиг.1 - вид сборочной конструкции устройства для обработки белья известного уровня техники.
[0059] Фиг.2 - вид конструкции устройства для обработки белья в соответствии с настоящим изобретением.
[0060] Фиг.3 - вид конструкции, в которой устройство для обработки белья настоящего изобретения закреплено пенообразователем.
[0061] Фиг.4 - вид конструкции, в которой пенообразователь равномерно заполнен между внутренними элементами.
[0062] Фиг.5 – иллюстрация процедуры изготовления устройства для обработки белья с использованием пенообразователя.
[0063] Фиг.6 - вид конструкции, в которой деформация может возникать при заполнении внутренней части устройства для обработки белья пенообразователем.
[0064] Фиг.7 - вид варианта осуществления, который может поддерживать форму и предотвращать взаимодействие между внутренними элементами, даже если внутренняя часть устройства для обработки белья заполнена пенообразователем.
[0065] Фиг.8 - вид внутренней конструкции устройства для обработки белья при полном заполнении пенообразователя.
[0066] Фиг.9 - вид другого варианта осуществления, который может поддерживать форму и предотвращать взаимодействие между внутренними элементами, даже если внутренняя часть устройства для обработки белья заполнена пенообразователем.
[0067] Фиг.10 - вид внутренней конструкции устройства для обработки белья при полном заполнении пенообразователя.
[0068], [0069] Фиг.11 – иллюстрация возможности корпуса устройства для обработки белья настоящего изобретения, который может быть деформирован пенообразователем.
[0070] Фиг.12 - вид конструкции предотвращающего деформацию блока, который может предотвращать возникновение деформации корпуса.
[0071] Фиг.13 - вид другой конструкции предотвращающего деформацию блока, который может предотвращать возникновение деформации корпуса.
[0072] Фиг.14 - вид конструкции, которая может усиливать сцепление между корпусом и внутренним кожухом.
[0073], [0074] Фиг.15 – иллюстрация случая, когда пенообразователь отсоединен от внутреннего корпуса.
[0075] Фиг.16 - вид захватного участка, который может поддерживать сцепление между пенообразователем и внутренним кожухом.
[0076] Фиг.17 - вид другого варианта осуществления захватного участка, который может поддерживать сцепление между пенообразователем и внутренним кожухом.
[0077] Фиг.18 - вид конструкции, в которой шарнирный узел и основание одновременно соединены пенообразователем.
[0078] Фиг.19 - вид другой конструкции, в которой шарнирный узел и основание одновременно соединены пенообразователем.
Лучший способ осуществления изобретения
[0079] Подробно будет сделана ссылка на предпочтительные варианты осуществления настоящего изобретения, примеры которых проиллюстрированы на сопроводительных чертежах. Везде, где это возможно, одни и те же ссылочные позиции будут использоваться на чертежах для обозначения одних и тех же или подобных частей, и их описание будет заменено первым описанием. Термин выражение единственного числа в этом описании следует понимать как включающее выражение множественного числа, а также выражение единственного числа, если в контексте нет конкретного определения. Кроме того, в описании варианта осуществления, раскрытого в настоящем описании, если подробное описание элементов или функций, известных относительно настоящего изобретения, излишне затрудняет выявление предмета настоящего изобретения, подробное описание будет опущено. Кроме того, следует понимать, что прилагаемые чертежи предназначены для легкого понимания варианта осуществления, раскрытого в данном описании, и техническая сущность, раскрытая в настоящем описании, не должна ограничиваться прилагаемыми чертежами.
[0080] Фиг.2 представляет собой вид конструкции устройства для обработки белья в соответствии с настоящим изобретением.
[0081] Как показано на фиг.2(а), устройство для обработки белья в соответствии с настоящим изобретением содержит корпус 100, имеющий отверстие 130 в направлении вперед, дверцу 180, расположенную с возможностью поворота спереди отверстия для открытия или закрытия отверстия, внутренний кожух 200, расположенный в корпусе, образующий область для размещения, в которой размещают белье, и устройство 400 подачи горячего воздуха, расположенное на одной стороне внутреннего корпуса, подающее одно или более из горячего воздуха и влаги в область для размещения.
[0082] Дверца 180 может быть выполнена с возможностью уплотнения отверстия 130 и направления горячего воздуха или влаги, подаваемых в область для размещения, для полного подвергания воздействию на белье без утечки наружу.
[0083] Подвесной узел 300 для подвешивания белья или равномерного воздействия на белье горячего воздуха или влаги посредством обработки белья может быть расположен на верхнем участке внутреннего кожуха 200.
[0084] Подвесной узел 300 может включать в себя подвесной стержень 310, соединенный с верхней поверхностью внутреннего кожуха 200, для подвешивания белья, и блок 320 обработки, вибрирующий подвесной стержень 310.
[0085] Блок 320 обработки может включать в себя электродвигатель, вибрирующий подвесной стержень 310, и передаточное устройство, соединенное с подвесным стержнем 310, для передачи мощности электродвигателя на подвесной стержень 310, и может быть выполнен в любой форме, которая может вибрировать подвесной стержень 310.
[0086] Поскольку устройство 400 подачи горячего воздуха генерирует горячий воздух, имеющий плотность, которая является относительно низкой, устройство 400 подачи горячего воздуха предпочтительно расположено на нижнем участке внутреннего кожуха 200 для обеспечения легкой подачи горячего воздуха на белье.
[0087] Кроме того, одно или более отверстий 212 для сообщения, сообщаемых с устройством 400 подачи горячего воздуха, могут быть образованы на нижней поверхности внутреннего кожуха 200. Подробно, отверстия 212 для сообщения могут быть выполнены во множественном числе, причем любое одно отверстие 212a для сообщения может быть выполнено с возможностью выпуска горячего воздуха, и другое отверстие 212b для сообщения может быть выполнено с возможностью обеспечения выпуска горячего воздуха в устройство 400 подачи горячего воздуха после выполнения освежения, такого как сушка, удаление морщин и дезодорирование белья.
[0088] Как показано на фиг.2(b), устройство 400 подачи горячего воздуха может включать в себя тепловой насос 450, подающий одно или более из горячего воздуха и влаги в область для размещения, и корпус 410 для размещения, расположенный на нижнем участке области для размещения, для размещения теплового насоса 450. Корпус для размещения может включать в себя входное отверстие 401 для сообщения (см. фиг. 3), сообщаемое с отверстием 212 для сообщения, для подачи воздуха в тепловой насос 450 или выпуска горячего воздуха, подаваемого тепловым насосом 450, в область для размещения.
[0089] Корпус 410 для размещения может включать в себя сквозной участок 420, выполненный с возможностью обеспечения открытия теплового насоса 450 в одном из направления вперед или направления назад. В этом случае пользователь может легко приблизиться к тепловому насосу 450 и тому подобному посредством открытия только дверцы 180.
[0090] Кроме того, для удобства расположения и обслуживания теплового насоса 450 устройство 400 подачи горячего воздуха может дополнительно включать в себя разгрузочный узел 460 для удаления теплового насоса 450 на наружную сторону сквозного участка 420 при поддержании теплового насоса 450, и направляющую 413, расположенную на внутренней стороне корпуса 410 для размещения, для направления удаления или вставки разгрузочного узла 460.
[0091] Следовательно, пользователь может удалять тепловой насос 450 из корпуса 100 для легкого обслуживания и ремонта теплового насоса 450, и тепловой насос 450 может быть изготовлен отдельно, и затем устройство 400 подачи горячего воздуха может быть расположено модульным способом.
[0092] Разгрузочный узел 460 может быть выполнен в форме пластины или может быть выполнен в форме ‘L’ для защиты разгрузочного отверстия 190, образованного на задней поверхности корпуса.
[0093] Направляющая 413 может быть выполнена в виде ролика или рельса, которые могут поддерживать и направлять разгрузочный узел 460.
[0094] Тепловой насос 450 может включать в себя испаритель, охлаждающий воздух из области для размещения, для конденсации влаги, содержащейся в воздухе, компрессор, сжимающий и нагревающий хладагент, который прошел через испаритель, конденсатор, генерирующий горячий воздух посредством нагрева охлажденного воздуха с использованием хладагента, выпускаемого в компрессор, и клапан, уменьшающий температуру посредством расширения хладагента, который прошел через конденсатор.
[0095] Кроме того, тепловой насос 450 может дополнительно включать в себя парогенератор, генерирующий пар или туман на участке, на котором перемещается воздух, и может дополнительно включать в себя вентилятор, обеспечивающий мощность для циркуляции горячего воздуха.
[0096] Хотя не показано, тепловой насос 450 может включать в себя передвижной канал, который может обеспечивать подачу воздуха, размещенного во внутреннем кожухе 200, во внутренний кожух 200 посредством прохождения через испаритель и конденсатор без утечки, причем передвижной канал может быть выполнен с возможностью сообщения с входным отверстием 401 для сообщения, и вентилятор может быть расположен в передвижном канале.
[0097] На фиг.3 изображена конструкция, в которой устройство для обработки белья настоящего изобретения может быть выполнено с помощью пенообразователя посредством исключения рамы.
[0098] Как показано на фиг.3, корпус 100 может быть выполнен в форме коробки, и внутренний кожух 200 и устройство 400 подачи горячего воздуха могут быть соединены друг с другом и закреплены посредством вставки в отверстие 130.
[0099] После этого пенообразователь может быть вставлен через заднюю поверхность корпуса 100 и, таким образом, может быть заполнен в корпусе 100 и наружной области внутреннего корпуса 120 и устройстве 400 подачи горячего воздуха.
[00100] Пенообразователь может быть выполнен из сжиженного вспененного изоляционного материала. Пенообразователь может быть вставлен в корпус 100 и заполнен в области, образованной внутренним кожухом 200, устройством 400 подачи горячего воздуха и корпусом 100, и затем может быть охлажден и отвержден с течением времени.
[00101] Следовательно, пенообразователь может фиксировать положения внутреннего кожуха 200 и устройства 400 подачи горячего воздуха при нахождении в контакте с наружными поверхностями внутреннего кожуха 200 и устройства 400 подачи горячего воздуха и внутренней поверхностью корпуса 100. Кроме того, пенообразователь может поддерживать форму корпуса 100 при заполнении в области внутри корпуса 100, и может поглощать внешний удар или вибрацию в определенной степени для обеспечения долговечности, даже если происходят внешний удар или вибрация.
[00102] В результате, поскольку устройство 10 для обработки белья настоящего изобретения может фиксировать внутренний кожух 200 и устройство 400 подачи горячего воздуха, даже если рама 10 исключена, процесс сборки соединительных элементов, таких как болты и гайки, может быть исключен, в результате чего весь вес устройства для обработки белья может быть уменьшен.
[00103] Кроме того, так как внутренний кожух 200 и устройство 400 подачи горячего воздуха изолированы, утечки энергии можно предотвратить для максимизации эффективности. Даже если пользователь находится рядом с устройством 10 для обработки белья во время работы устройства 10 для обработки белья, пользователь может не испытывать неудовольствия вследствие тепла, и полученная по неосторожности травма, такая как ожог, может быть предотвращена.
[00104] При этом, даже если пенообразователь может быть вставлен в корпус 100 и затем заполнен во внутренней области корпуса 100, пенообразователь должен быть предотвращен от утечки до тех пор, пока пенообразователь не затвердеет.
[00105] Для этой задачи внутренний кожух 200 может включать в себя внутренний корпус 210, расположенный спереди области для размещения, имеющий входное отверстие 211, через которое загружают белье, и защитное ребро 220, проходящее от наружной периферийной поверхности входного отверстия до отверстия 130 для предотвращения утечки пенообразователя.
[00106] В отличие от изображенного чертежа, соединительное ребро 131, проходящее от отверстия 130 к входному отверстию 211 внутреннего корпуса, может быть образовано в корпусе 100.
[00107] То есть, если внутренний корпус 210 и корпус 100 могут быть предотвращены от открытия в направлении вперед, то внутренний корпус 210 и корпус 100 могут быть выполнены в любой форме и конструкции.
[00108] Кроме того, устройство 400 подачи горячего воздуха может дополнительно включать в себя предохранительное ребро 430, проходящее от наружной периферийной поверхности сквозного участка 420 к отверстию 130, для предотвращения утечки пенообразователя.
[00109] Защитное ребро 220 и предохранительное ребро 430 могут предотвращать утечку пенообразователя, проходящего в корпус 100 через отверстие 130, путем закрытия отверстия 130.
[00110] При этом, защитное ребро 220, расположенное на нижнем конце входного отверстия 221, и предохранительное ребро 220, расположенное на верхнем конце сквозного участка 420, могут быть выполнены с возможностью плотного закрепления друг с другом для защиты пенообразователя между внутренним кожухом 200 и устройством 400 подачи горячего воздуха от утечки.
[00111] Кроме того, корпус 410 для размещения устройства 400 подачи горячего воздуха может быть выполнен более вытянутым, чем внутренний кожух 200, в направлении назад, так что пенообразователь ‘s’ может быть защищен от прохождения в заднюю часть сквозного участка 420.
[00112] То есть, хотя задняя поверхность внутреннего кожуха 200 расположена на расстоянии от задней поверхности корпуса 100, корпус 410 для размещения может быть выполнен с возможностью прохождения до тех пор, пока он не будет находиться в контакте с задней поверхностью корпуса 100 или соединен с ней.
[00113] Следовательно, передняя и задняя длина корпуса 410 для размещения может быть больше передней и задней длины внутреннего кожуха 200.
[00114] В результате разгрузочный узел 460 может быть удален из корпуса 100 без столкновения с пенообразователем.
[00115] При этом, устройство 10 для обработки белья настоящего изобретения может содержать основание 500, расположенное на нижнем участке устройства подачи горячего воздуха, для образования нижней поверхности корпуса 100 или размещенное в корпусе 100, для поддержания внутреннего кожуха 200 и устройства 400 подачи горячего воздуха.
[00116] Основание 500 может быть выполнено из материала, который поглощает вибрацию для предотвращения передачи вибрации на наружную сторону устройства 10 для обработки белья.
[00117] Пенообразователь S может быть заполнен между нижними поверхностями корпуса 100 для закрепления основания 500. В качестве альтернативы, основание 500 может быть выполнено с возможностью удаления на наружную сторону корпуса 100. В этом случае основание 500 может служить в качестве разгрузочного узла 460.
[00118] При этом, внутренний кожух 200 может быть выполнен из полипропиленовой (PP) смолы, которая обычно используется. Причина состоит в том, что полипропиленовая смола обладает отличной подвижностью и стабильностью размеров для облегчения формования и имеет превосходную прочность.
[00119] Однако, поскольку внутренний кожух 200 представляет собой высокотемпературную и влажную среду вследствие горячего воздуха или влаги, подаваемых устройством 400 подачи горячего воздуха, может быть трудно обеспечивать прочность полипропиленовой смолы. Кроме того, поскольку полипропиленовая смола имеет недостаток в том, что она не имеет отличной адгезии с пенообразователем, может быть трудно формировать внутренний кожух 200 из полипропиленовой смолы. Причина состоит в том, что внутренний кожух 200 может перемещаться внутри корпуса 100 или может отсоединяться от корпуса 100, если пенообразователь не обеспечивает адгезию.
[00120] Следовательно, устройство для обработки белья 10 настоящего изобретения должно использовать материал, который может поддерживать сцепление и адгезию с пенообразователем даже в высокотемпературной и влажной среде во внутреннего кожуха 200.
[00121] Для этой задачи в устройстве 10 для обработки белья настоящего изобретения внутренний кожух 200 может быть выполнен из стирольной смолы, которая может поддерживать адгезию с пенообразователем S.
[00122] Стирольная смола является ароматическим углеводородом, имеющим структуру, в которой один водород из бензольного кольца заменен виниловой группой, и является одним из типов термопластичных смол на основе нефтехимии, и означает смолу, выполненную из полистирола, который представляет собой полимер структуры жидкого стирольного звена, образуемой за счет реакции этилена с бензолом. Известна стирольная смола, которая имеет превосходную адгезию с пенообразователем и может поддерживать свои первоначальные свойства даже в высокотемпературной и влажной среде, так как ее точка кипения составляет 145°С или выше.
[00123] Следовательно, внутренний кожух 200 выполнен из стирольной смолы и, таким образом, может поддерживать прочность на определенном уровне даже в высокотемпературной и влажной среде и также поддерживать адгезию с пенообразователем, и может надежно быть закреплен на корпусе 100.
[00124] Подробно, внутренний кожух 200 может быть изготовлен из сополимера акрилонитрила, бутадиена и стирола (АБС), который может поддерживать адгезию с пенообразователем и обладает отличной ударопрочностью для обеспечения прочности.
[00125] АБС-смола представляет собой стирольную смолу, выполненную из трех компонентов стирола, акрилонитрила и бутадиена, и обладает ударопрочностью большей ударопрочности основной стирольной смолы, которая легко обрабатывается и обладает термостойкостью более превосходной, чем термостойкость обычной стирольной смолы.
[00126] Подробно, АБС-смола имеет термостойкость более превосходную, чем полипропиленовая смола, не меньше, чем на 16%, и имеет ударопрочность более отличную, чем полипропиленовая смола, в 5,6 раза или более. Следовательно, АБС-смола может сохранять свои первоначальные свойства даже в высокотемпературной и влажной среде, такой как внутренний кожух 200, и имеет отличную адгезию даже с пенообразователем для поддержания прочности и жесткости в середине плотного сцепления с пенообразователем и даже в состоянии, когда она плотно сцеплена с пенообразователем.
[00127] Следовательно, внутренний кожух 200 может быть выполнен из материала АБС и склеен с пенообразователем независимо от жидкого состояния и твердого состояния пенообразователя, в результате чего внутренний кожух 200 может быть полностью закреплен на корпусе 100.
[00128] Кроме того, поскольку АБС-смола превосходна по жесткости, деформационной теплостойкости и тому подобном, АБС-смола может быть предотвращена от физической деформации и деградирования, даже если она постоянно подвергается воздействию высокотемпературной и влажной среды.
[00129] При этом, внутренний кожух 200, вероятно, будет подвергаться воздействию различных выделений, таких как пот и слюна, выделяемые из белья, и внешних частиц.
[00130] Следовательно, если выделения и частицы поглощаются во внутренний кожух 200, может возникнуть проблема в том, что чистота устройства 10 для обработки белья не может быть обеспечена.
[00131] Кроме того, если внутренний кожух 200 химически реагирует с выделениями и частицами, отделенными от белья, может возникнуть проблема в том, что цвет внутреннего кожуха 200 или санитария и устойчивость внутреннего кожуха не могут быть обеспечены.
[00132] Следовательно, может потребоваться, чтобы внутренний кожух 200 был выполнен из смолы, сохраняющей цвет и прочность, которые являются более превосходными, чем сохранение цвета и прочности АБС-смолы, и имеющей отличную термостойкость, химическую устойчивость и термоустойчивость.
[00133] Для этой задачи устройство 10 для обработки белья настоящего изобретения может быть изготовлено таким образом, чтобы внутренний корпус 200 был изготовлен из АБС-смолы из стирольной смолы.
[00134] АБС-смола представляет собой акрилат стирол акрилонитрил сополимер (ASA), и известно, что атмосферостойкость, химостойкость и термостойкость очень превосходны, поскольку она не включает в себя нестабильную двойную связь в полимере, таком как АБС.
[00135] То есть, даже если ASA-смола подвергается воздействию каждого или всего органического материала, содержащего выделения, неорганического материала, содержащего частицы, горячего воздуха и влаги, ее физические и химические свойства не могут изменяться.
[00136] Следовательно, если внутренний кожух 200 выполнен из ASA-смолы, даже если внутренний кожух 200 подвергается воздействию горячего воздуха или влаги, внутренний кожух 200 может быть предотвращен от химической реакции с текучей средой внутри области для размещения. В результате можно обеспечить прочность внутреннего кожуха 200 и, по существу, предотвратить поглощение запаха внутренним кожухом 200.
[00137] При этом, поскольку подвесной узел 300 расположен на верхнем участке внутреннего кожуха 200, необходимо предотвращать прохождение туда пенообразователя.
[00138] Для этой задачи устройство 10 для обработки белья настоящего изобретения может дополнительно включать в себя полый участок 240, образующий пустую область посредством предотвращения прохождения туда пенообразователя, так что подвесной узел 300 может быть расположен между верхней поверхностью 101 корпуса и внутренним кожухом 200.
[00139] Полый участок 240 может быть образован посредством формования формовочного изделия, установленного на верхней поверхности корпуса 100 и верхней поверхности внутреннего кожуха 200 в кондукторе для фиксации корпуса 100 и внутреннего кожуха 200 во время процесса вспенивания.
[00140] Кроме того, полый участок 240 может быть образован путем впрыскивания пенообразователя в отдельный кожух, вставленный между корпусом 100 и внутренним кожухом 200, и затем извлечения кожуха через конкретное время.
[00141] Кроме того, полый участок 240 может быть образован за счет раздельного ребра или кожуха, проходящими от внутренней поверхности корпуса 100 к внутреннему кожуху 200 или проходящими от внутреннего кожуха 200 к внутренней поверхности корпуса 100.
[00142] Полый участок 240 может предотвращать помехи подвесного узла 300 для пенообразователя, даже если пенообразователь вставлен в корпус 100, и может обеспечивать удобство в расположении или ремонте подвесного узла 300.
[00143] Полый участок 240 может быть выполнен в форме шестигранника, как показано, но может быть выполнен с возможностью соответствия наружной форме подвесного узла 300 или в другой форме, в которой может быть размещен подвесной узел 300.
[00144] Полый участок 240 может быть выполнен в любой форме и объеме, если подвесной узел может быть выполнен без заполнения его пенообразователем.
[00145] Например, в устройстве 10 для обработки белья настоящего изобретения полый участок 240 может быть образован для включения в себя защитного кожуха 241, соединенного с верхней поверхностью внутреннего кожуха 200, для защиты пенообразователя от прохождения во внутренний кожух.
[00146] Защитный кожух 241 может быть расположен на расстоянии от верхней поверхности внутреннего кожуха 200 до верхней поверхности 101 кожуха и, таким образом, установлен во внутренний кожух 200 и верхнюю поверхность 101 кожуха.
[00147] Кроме того, защитный кожух 241 может быть выполнен как одно целое с внутренним кожухом 200.
[00148] Защитный корпус 241 может быть выполнен в форме шестигранника, как показано, но может быть выполнен с возможностью соответствия наружной форме подвесного узла 300 или в другой форме, которая может обеспечивать полый участок 240.
[00149] Защитный кожух 241 может быть выполнен в любой форме и объеме, если подвесной узел может быть выполнен без заполнения его пенообразователем.
[00150] При этом, в то время как пенообразователь заполняется между внутренним кожухом 200, устройством 400 подачи горячего воздуха и корпусом 100, воздух, соответствующий объему заполненного пенообразователя, должен быть выпущен на наружную сторону корпуса 100. Причина состоит в том, что область, где пенообразователь не заполнен, возникает внутри корпуса 100, если воздух быстро не выпускается на наружную сторону корпуса 100 во время процесса вспенивания.
[00151] Для этой задачи множество изогнутых отверстий 700, через которые воздух из внутренней части корпуса 100 может выпускаться, может быть образовано в корпусе 100, внутреннем кожухе 200 и устройстве 400 подачи горячего воздуха.
[00152] Изогнутые отверстия 700 могут иметь диаметр, через который выпускается только воздух, без выпуска жидкого пенообразователя на наружную сторону, даже если пенообразователь находится в контакте с изогнутыми отверстиями. То есть, поскольку жидкий пенообразователь имеет вязкость, которая является относительно высокой, если изогнутое отверстие 700 имеет небольшой диаметр, пенообразователь не может быть выгружен на наружную сторону изогнутого отверстия 700, даже если пенообразователь проходит в изогнутые отверстия 700 или находится в контакте с изогнутым отверстием 700. Например, диаметр изогнутого отверстия 700 может составлять 0,5-1,5 мм. Следовательно, воздух может выпускаться только в изогнутое отверстие 700, и пенообразователь может быть предотвращен от выпуска.
[00153] При этом, если воздух выпускается в изогнутое отверстие 700, создается относительное давление звука, в результате чего пенообразователь может направляться для приближения к изогнутому отверстию 700. Следовательно, изогнутое отверстие 700 может служить для направления пенообразователя для приближения к нему и заполнения пенообразователя в нем.
[00154] При этом, если пенообразователь заполняется через корпус 100, такой как задняя поверхность корпуса 100, изогнутое отверстие 700 может быть образовано в, по меньшей мере, любом из защитного ребра 220 и предохранительного ребра 430 для равномерного заполнения пенообразователя спереди внутреннего кожуха и спереди устройства 400 подачи горячего воздуха. Изогнутое отверстие 700 может быть выполнено во множественном числе по направлению длины защитного ребра 220 и предохранительного ребра 430. Следовательно, если пенообразователь заполнен в корпус 100, воздух из корпуса 100 выпускается в изогнутое отверстие 700, образованное в предохранительном ребре 430 и защитном ребре 220, и пенообразователь может подаваться посредством достижения задних поверхностей предохранительного ребра 430 и защитного ребра 220.
[00155] Другими словами, поскольку защитное ребро 220 расположено на наружной периферийной поверхности входного отверстия 211, и предохранительное ребро 430 расположено на наружной периферийной поверхности сквозного участка 420, пенообразователь может быть заполнен по наружной периферийной поверхности внутреннего кожуха 210 и наружной периферийной поверхности корпуса 410 для размещения благодаря изогнутому отверстию 700 и может достигать предохранительного ребра 430 и защитного ребра 220. В результате внутренняя часть корпуса 100 и наружная часть внутреннего корпуса 210 и корпуса 410 для размещения могут быть полностью заполнены пенообразователем.
[00156] При этом, входное отверстие 401 для сообщения, образованное на верхней поверхности 412 корпуса 410 для размещения, и отверстие 212 для сообщения на нижней поверхности внутреннего корпуса 210 должны сообщаться с каналом 230 для сообщения. Канал 230 для сообщения может быть выполнен с возможностью соединения с внутренним корпусом 230 и корпусом 410 для размещения до впрыска пенообразователя. Кроме того, канал 230 для сообщения может служить для предотвращения прохождения пенообразователя во входное отверстие 401 для сообщения и отверстие 212 для сообщения.
[00157] Подробно, канал 230 для сообщения может включать в себя корпус 231 канала, сообщающий внутренний кожух 200 с устройством 400 подачи горячего воздуха, участок 232 для расположения канала, выполненный с возможностью прохождения от одного конца корпуса 231 канала и расположенный на нижней поверхности внутреннего кожуха 200, и участок 233 для вставки канала, проходящий от другого конца корпуса канала и вставленный в устройство 400 подачи горячего воздуха.
[00158] Корпус 231 канала может быть выполнен в форме, соответствующей любому из теплового насоса 450, отверстия 212 для сообщения и входного отверстия 401 для сообщения, и может обеспечивать область, в которой перемещается воздух, посредством образования в ней полости. Участок 233 для вставки канала может быть выполнен с тем же диаметром, что и диаметр корпуса 231 канала, или с диаметром немного большим диаметра корпуса 231 канала, и, таким образом, принудительно устанавливаться или вставляться в, по меньшей мере, одно из отверстия 212 для сообщения и входного отверстия 401 для сообщения. Участок 232 для расположения канала может быть выполнен большим по сравнению с диаметром корпуса 231 канала и затем расположен на нижнем конце внутреннего корпуса 210 или верхнем конце отверстия 212 для сообщения для определения положения корпуса 231 канала.
[00159] Следовательно, участок 233 для вставки канала может одновременно проходить и вставляться в отверстие 212 для сообщения и входное отверстие 401 для сообщения до тех пор, пока участок 232 для расположения канала не будет расположен в отверстии 212 для сообщения, в результате чего участок 233 для вставки канала может сообщаться с тепловым насосом 450. То есть канал 230 для сообщения может фиксировать внутренний кожух 200 и устройство 400 подачи горячего воздуха посредством сообщения внутреннего корпуса 200 и устройства 400 подачи горячего воздуха друг с другом до того, как пенообразователь будет впрыснут во внутренний кожух 200 и устройство 400 подачи горячего воздуха. Канал 230 для сообщения может быть выполнен во множественном числе для соответствия числу отверстий 212 для сообщения и входных отверстий 401 для сообщения.
[00160] Кроме того, участок 233 для вставки канала и участок 232 для расположения канала могут быть выполнены из материала, имеющего мягкий материал или упругость, в результате чего участок 230 для вставки канала может быть легко расположен во входном отверстии 401 для сообщения и отверстии 212 для сообщения.
[00161] На фиг.4 изображена конструкция для впрыска пенообразователя в устройство для обработки белья настоящего изобретения.
[00162] Как показано на фиг.4(a) и 4(c), корпус 100 может включать в себя отверстие 140 для впрыска на задней поверхности для обеспечения впрыска пенообразователя в него. По меньшей мере, одно или более отверстий 140 для впрыска могут быть образованы на задней поверхности корпуса для распыления пенообразователя в переднюю часть корпуса.
[00163] Отверстие 140 для впрыска может быть образовано в, по меньшей мере, одной из боковой поверхности, верхней поверхности и нижней поверхности (если имеются) корпуса 100. Однако, поскольку задняя поверхность корпуса 100 обращена к внутреннему кожуху 200 и устройству 400 подачи горячего воздуха, отверстие 140 для впрыска предпочтительно расположено на задней поверхности корпуса 100. Это необходимо для обеспечения равномерного заполнения пенообразователя во внутреннем кожухе 200 и устройстве 400 подачи горячего воздуха без концентрации в любой области внутреннего кожуха 200 и устройства 400 подачи горячего воздуха.
[00164] При этом, если выполнено с возможностью размещения множество отверстий 140 для впрыска на задней поверхности корпуса 100, пенообразователь может быть равномерно заполнен во всей области корпуса 100. Однако, если выполнено с возможностью размещения множество отверстий 140 для впрыска, эстетическое восприятие может быть ухудшено, и неудобство может возникнуть в том, что требуется множество отдельных элементов для защиты отверстий 170 для впрыска.
[00165] Следовательно, отверстия 140 для впрыска могут быть выполнены с возможностью примыкания друг к другу на центральном участке задней поверхности корпуса 100. Следовательно, пенообразователь s может равномерно подаваться на верхний и нижний участки корпуса 100, и финишная обработка может быть выполнена просто.
[00166] При этом, устройство 10 для обработки белья настоящего изобретения может дополнительно содержать промежуточный фиксатор 170 для удержания расстояния между внутренним кожухом 200 и корпусом 100. Промежуточный фиксатор 170 может быть выполнен в виде ребра, расположенного по боковой стороне корпуса, или может быть выполнен в виде стержня, который полностью находится в контакте с задней поверхностью корпуса и задней поверхностью внутреннего кожуха. Промежуточный фиксатор 170 может быть выполнен как одно целое с корпусом 100 или может быть выполнен отдельно посредством вставки между корпусом 100 и внутренним кожухом 200.
[00167] Если расположен промежуточный фиксатор 170, отверстия 140 для впрыска могут быть образованы посредством вставки промежуточного фиксатора 170. Например, отверстия 140 для впрыска могут быть образованы симметрично относительно промежуточного фиксатора 170. Если положение и расстояние внутреннего кожуха 200 и корпуса 100 могут быть зафиксированы кондуктором и тому подобным, промежуточный фиксатор 170 может быть исключен.
[00168] При этом, пенообразователь S должен равномерно подаваться между сторонами внутреннего кожуха 200 и устройства 400 подачи горячего воздуха и стороной корпуса 100, и между внутренним кожухом 200 и устройством 400 подачи горячего воздуха, а также в область между задней поверхностью 200 и задней поверхностью корпуса 100.
[00169] Как показано на фиг.4(а), верхняя поверхность внутреннего кожуха 200, нижняя поверхность корпуса 100, область между внутренним кожухом 200 и устройством 400 подачи горячего воздуха, боковые поверхности внутреннего кожуха 200 и устройства подачи горячего воздуха и боковая поверхность корпуса 100 расположены дальше от отверстия 140 для впрыска, чем область между задней поверхностью внутреннего кожуха 200 и задней поверхностью корпуса 100.
[00170] Следовательно, если пенообразователь S впрыскивается из отверстия 140 для впрыска пенообразователя, может быть более трудным заполнение пенообразователя S на верхней поверхности кожуха 200, на нижней поверхности корпуса 100, области между внутренним кожухом 200 и устройством 400 подачи горячего воздуха, боковых поверхностях внутреннего кожуха 200 и устройства подачи горячего воздуха и боковой поверхности корпуса 100, чем области между задней поверхностью внутреннего кожуха 200 и задней поверхностью корпуса 100.
[00171] Как показано на фиг.4(b), устройство 10 для обработки белья настоящего изобретения может содержать множество изогнутых отверстий 700, направляющих перемещение пенообразователя, когда воздух из корпуса выпускается к стороне корпуса 100, так что пенообразователь S может быть равномерно заполнен во всей области. Таким образом, множество изогнутых отверстий 700 может направлять пенообразователь S для более глубокого прохождения далеко от отверстия 140 для впрыска при выпуске воздуха из корпуса 100 на наружную сторону.
[00172] Для этой задачи множество изогнутых отверстий 700 может быть образовано на более плотном расстоянии по направлению к передней части (отверстию) корпуса 100 или может быть больше образовано спереди, чем сзади для направления пенообразователя S для достижения боковой и передней стороны корпуса 100.
[00173] При этом, больше пенообразователя S должно проходить между верхней поверхностью корпуса 100 и верхней поверхностью внутреннего кожуха 200 и между внутренним кожухом 200 и устройством 400 подачи горячего воздуха и должно быть заполнено более конкретно. Следовательно, множество изогнутых отверстий 700 предпочтительно образовано на любом из участка, соответствующего расстоянию между внутренним кожухом 200 и устройством 400 подачи горячего воздуха, и участка, соответствующего расстоянию между внутренним кожухом 200 и верхней поверхностью корпуса 100.
[00174] При этом, даже если пенообразователь S впрыскивается с задней поверхности корпуса 100, пенообразователь S может быть впрыснут в корпус 100 в положении, в котором задняя поверхность корпуса 100 направлена к верхнему участку (см. фиг.5). Следовательно, даже если пенообразователь S впрыскивается с задней поверхности корпуса 100 и заполняется спереди корпуса 100 или отверстия 101, может быть трудно легко закрепить пенообразователь S на задней поверхности корпуса 100.
[00175] Как показано на фиг.4(c), устройство 10 для обработки белья настоящего изобретения может дополнительно содержать множество изогнутых отверстий 700 для обеспечения легкого закрепления пенообразователя S на задней поверхности корпуса 100. Следовательно, если пенообразователь S заполнен в корпусе 100 и затем нагрет или вздут посредством отверждения, воздух с задней поверхности корпуса 100 может выпускаться через изогнутые отверстия 700, в результате чего пенообразователь S может быть заполнен на задней поверхности корпуса 100.
[00176] При этом изогнутое отверстие 700 может быть образовано между верхней поверхностью корпуса 100 и верхней поверхностью внутреннего кожуха 200 и в положении, соответствующем внутреннему кожуху 200 и устройству 400 подачи горячего воздуха. Следовательно, изогнутые отверстия 700 могут направлять пенообразователь S для достижения задней поверхности корпуса 100, в то время как пенообразователь, проходящий в вышеупомянутую область, заполняется.
[00177] Кроме того, изогнутые отверстия 700 могут быть образованы на обоих концах задней поверхности корпуса. Следовательно, пенообразователь S может быть заполнен в области, где задняя поверхность корпуса 100 и боковая поверхность корпуса 100 примыкают друг к другу.
[00178] При этом, пенообразователь S не может легко проходить к краю области, где отверстия 140 для впрыска обращены друг к другу, на задней поверхности корпуса 100. Следовательно, изогнутые отверстия 700 могут быть дополнительно образованы таким образом, что пенообразователь S может проходить в вышеупомянутую область.
[00179] При этом, разгрузочное отверстие 190 для удаления разгрузочного узла 460 может быть дополнительно образовано на задней поверхности корпуса 100. Поскольку корпус 410 для размещения расположен таким образом, что его задняя сторона должна находиться в контакте с разгрузочным отверстием 190, пенообразователь S может быть предотвращен от прохождения в разгрузочное отверстие 190.
[00180] Кроме того, как описано выше, пенообразователь S может быть предотвращен от заполнения на полом участке 240.
[00181] На фиг.5 изображен процесс заполнения пенообразователя S в устройстве 10 для обработки белья настоящего изобретения.
[00182] На фиг.5(a), 5(c), 5(e) и (5g) изображены виды в разрезе устройства 10 для обработки белья настоящего изобретения, и на фиг.5(b), 5(d), 5(f) и (5h) изображена задняя поверхность устройства 10 для обработки белья настоящего изобретения.
[00183] Как показано на фиг.5(a) и 5(b), внутренний кожух 200, устройство 400 подачи горячего воздуха и основание 500 могут быть закреплены посредством вставки в корпус 100 в положении, когда они соединены друг с другом. Внутренний кожух 200 и устройство 400 подачи горячего воздуха могут быть закреплены и соединены друг с другом с помощью отдельного кондуктора.
[00184] После этого пенообразователь S может проходить на заднюю поверхность корпуса 100 через отверстия 140 для впрыска. Пенообразователь S может частично перемещаться на нижний участок по боковой поверхности внутреннего кожуха 200 при перемещении по задней поверхности внутреннего кожуха 200.
[00185] Как показано на фиг.5(c) и 5(b), когда пенообразователь S проходит через отверстия 140 для впрыска, воздух объема, соответствующего объему пенообразователя S, выходит через изогнутые отверстия 700. Следовательно, пенообразователь S может быть вставлен в пустую область, образованную корпусом 100, внутренним кожухом 200 и устройством 400 подачи горячего воздуха более активно.
[00186] Как показано, если изогнутые отверстия 700 образованы в защитном ребре 200, расположенном во внутреннем кожухе, или в предохранительном ребре 430, расположенном в устройстве подачи горячего воздуха, пенообразователь S может более активно проходить к защитному ребру 220 и предохранительному ребру 430.
[00187] Даже если изогнутые отверстия 700 не образованы в защитном ребре 220 или предохранительном ребре 430, пенообразователь S может проходить к защитному ребру 220 и предохранительному ребру 430 под действием нагрузки собственной массы.
[00188] Как показано на фиг.5(e) и 5(f), если пенообразователь S достигает защитного ребра 220 и предохранительного ребра 430, то пенообразователь S может заполнять другую область при заполнении на боковой поверхности или верхнем участке (задней поверхности кожуха) без перемещения больше на нижний участок.
[00189] Если изогнутые отверстия 700 образованы на задней поверхности корпуса 100, воздух может выпускаться в изогнутые отверстия 700, и пенообразователь S может перемещаться к задней поверхности корпуса 100.
[00190] При этом, пенообразователь S может дополнительно подаваться для заполнения при вытеснении воздуха к изогнутым отверстиям 700 на заднюю поверхность корпуса 100 или может быть заполнен на задней поверхности корпуса 100 при разбухании посредством нагрева или естественного охлаждения в положении, в котором он перестает дополнительно подаваться.
[00191] То есть, когда воздух интенсивно выпускается в изогнутые отверстия 700, образованные на задней поверхности корпуса 100, пенообразователь S заполняется до достижения области, где заполнение не завершено, в результате чего пустая область может быть заполнена пенообразователем.
[00192] Одновременно пенообразователь S может проходить к боковой поверхности корпуса 410 для размещения и основанию 500, в результате чего пенообразователь S может проходить в пустую область, образованную корпусом 410 для размещения или основанием 500 и корпусом 100.
[00193] Как показано на фиг.5(g) и 5(h), если пенообразователь S нагревается или набухает в результате отверждения, или если пенообразователь S дополнительно подается, то пенообразователь S может проходить в область, где заполнение не завершено, на задней поверхности корпуса 100.
[00194] Обычно, поскольку пенообразователь S может медленно подаваться в область, где углы корпуса 100 соответствуют друг другу, или в область, где отверстия 140 для впрыска обращены друг к другу, пенообразователь S может быть окончательно заполнен в этой области.
[00195] При этом, если изогнутые отверстия 700 образованы в области, где углы корпуса 100 соответствуют друг другу, или в области, где отверстия 140 для впрыска обращены друг к другу, воздух из корпуса 100 окончательно выпускается в изогнутые отверстия 700, в результате чего пенообразователь S может быть полностью заполнен в корпусе 100.
[00196] Следовательно, пенообразователь S может быть полностью заполнен в области, образованной внутренней частью корпуса 100, наружной стороной внутреннего кожуха 200 и наружной стороной устройства 400 подачи горячего воздуха. Кроме того, если пенообразователь S отвержден, то внутренний кожух 200, устройство 400 подачи горячего воздуха и основание 500 могут быть устойчиво закреплены на корпусе 100.
[00197] Однако, как описано выше, поскольку задняя поверхность корпуса 410 для размещения находится в контакте или соединена с задней поверхностью корпуса 100, впуск и заполнение пенообразователя S могут быть исключены из области, соответствующей сквозному участку 420. Следовательно, разгрузочный узел 460 может быть удален через разгрузочное отверстие 190, образованное на задней поверхности корпуса.
[00198] При этом, пенообразователь S может быть предотвращен от заполнения конкретной области между верхней поверхностью корпуса 100 и верхней поверхностью внутреннего кожуха 200, в результате чего образован полый участок 240.
[00199] Полый участок 240 может быть выполнен с защитным кожухом 241, проходящим от внутренней поверхности корпуса 100 к внутреннему кожуху 200 или проходящим от внутреннего кожуха 200 к внутренней поверхности корпуса 100.
[00200] В отличие от этого случая, полый участок 240 может быть образован за счет приспособления кондуктора (не показано) для фиксации корпуса 100 и внутреннего кожуха 200 во время процесса вспенивания, которое частично проходит через верхнюю поверхность внутреннего кожуха 200 и корпуса 100.
[00201] Кроме того, полый участок 240 может быть выполнен в виде кондуктора, содержащего формовочное изделие, которое может быть вставлено на верхнюю поверхность корпуса 100 и верхнюю поверхность внутреннего кожуха 200.
[00202] Кроме того, полый участок 240 может быть выполнен в виде отдельного корпуса, которое вставляют между корпусом 100 и внутренним кожухом 200, пенообразователь впрыскивают в корпус, верхняя поверхность корпуса 100 открывается через конкретное время, и затем корпус удаляют.
[00203] В результате устройство для обработки белья настоящего изобретения может упростить процесс сборки посредством исключения рамы с помощью пенообразователя S, и обеспечивать долговечность и изоляционные свойства.
[00204] На фиг.6 изображен вид в разрезе устройства для обработки белья, в котором процесс на фиг.5 завершен.
[00205] Как показано на фиг.6, внутренняя часть корпуса 100 и область между внутренним кожухом 200 и устройством 400 подачи горячего воздуха могут быть заполнены пенообразователем S.
[00206] Так как пенообразователь S заполнен в области, где расположена рама, рама может быть исключена, в результате чего процесс сборки рамы и процесс соединения рамы, корпуса и внутреннего корпуса могут быть исключены.
[00207] При этом, в отличие от холодильника, устройство для обработки белья настоящего изобретения не нуждается в идеальной изоляции и не нуждается в большой толщине L для обеспечения максимального объема внутренней области для размещения.
[00208] Кроме того, устройство для обработки белья настоящего изобретения может иметь высоту H, большую высоты холодильника, для размещения белья в области для размещения без складывания.
[00209] В этом случае, если внутренняя часть корпуса 100 заполнена только пенообразователем S, пенообразователь S является относительно тонким и длинным, в результате чего долговечность может ухудшиться. Кроме того, пенообразователь S, тонко заполненный с большой длиной, может иметь переменную форму вследствие изгибающей силы при отверждении пенообразователя.
[00210] Для повышения или поддержания долговечности и жесткости пенообразователя S устройство для обработки белья настоящего изобретения может полностью заполнять пенообразователь S в горизонтальной области между внутренним кожухом и устройством подачи горячего воздуха, а также в вертикальной области между боковой поверхностью корпуса и боковой поверхностью внутреннего кожуха и устройства подачи горячего воздуха.
[00211] Таким образом, поскольку пенообразователь S заполнен целиком в направлении ширины внутри устройства для обработки белья, а также в направлении высоты устройства для обработки белья, устойчивость пенообразователя S может быть обеспечена конструктивно. Следовательно, жесткость и прочность устройства для обработки белья, а также пенообразователя S могут быть повышены.
[00212] Следовательно, даже если внешнее воздействие среды передается корпусу 100 или сильная вибрация генерируется внутри корпуса 100, поскольку пенообразователь S плотно закреплен в форме ‘H’, пенообразователь S может быть предотвращен от повреждения или деформации.
[00213] При этом, поскольку пенообразователь S служит для закрепления внутреннего кожуха 200 и устройства 400 подачи горячего воздуха и поддержания формы и жесткости устройства 10 обработки белья, пенообразователь S может быть в достаточной степени заполнен только на боковых поверхностях (включая заднюю поверхность) внутреннего кожуха 200 и устройства 400 подачи горячего воздуха.
[00214] Кроме того, поскольку блок 300 обработки может быть расположен на верхней поверхности внутреннего кожуха 200, полый участок 240 должен быть образован на внутреннем кожухе 200, как описано выше.
[00215] Кроме того, основание 500 или разгрузочный узел 460 могут быть при необходимости удалены на наружную сторону, и если пенообразователь S заполнен на нижнем участке корпуса 100, установка по уровню корпуса 100 может не поддерживаться в зависимости от затвердевшей формы пенообразователя. Следовательно, может быть более эффективным, чтобы пенообразователь S был исключен на нижнем участке корпуса 100.
[00216] Кроме того, если пенообразователь S конденсируется в процессе его отверждения, то на обоих концах пенообразователя возникает изгибающая сила F, в результате чего может возникнуть проблема в том, что формы внутреннего кожуха 200 или основания 500 изменяются.
[00217] Следовательно, в устройстве 10 для обработки белья настоящего изобретения пенообразователь S не может проходить в конкретную область верхнего участка внутреннего кожуха 200 и нижнего участка основания 500.
[00218] в результате пенообразователь S может быть использован в конструкции H, в которой конкретная область верхнего участка и нижнего участка в устройстве для обработки белья открыта, в результате чего может быть легко выполнено размещение блока 300 обработки или извлечение теплового насоса 465.
[00219] На фиг.7 изображен другой вариант осуществления устройства 10 для обработки белья настоящего изобретения, в котором пенообразователь S предотвращен от прохождения на верхний участок внутреннего кожуха 200 и нижний участок основания 500.
[00220] Таким же образом, что и в предыдущем варианте осуществления, внутренний кожух 200 может включать в себя полый участок 240, который обеспечивает область, в котором подвесной узел 300 расположен на верхней поверхности, и предотвращает контакт пенообразователя S с подвесным узлом 300.
[00221] Однако, полый участок 240 устройства для обработки белья, изображенного на фиг.7, может быть выполнен в виде защитного ребра 242, расположенного между верхним углом внутреннего кожуха 200 и верхней поверхностью корпуса.
[00222] То есть, защитное ребро 242 может быть выполнено с возможностью контакта с верхним углом внутреннего кожуха 200 и верхней поверхностью корпуса 100, расположенной на верхнем участке верхнего угла. Кроме того, защитное ребро 242 может быть выполнено с возможностью прохождения от верхнего угла внутреннего кожуха 200 для контакта с верхней поверхностью корпуса 100.
[00223] Следовательно, пенообразователь S, проходящий из отверстий 140 для впрыска, может быть, по существу, предотвращен от прохождения на верхнюю поверхность внутреннего кожуха 200 вследствие защитного ребра 242.
[00224] Кроме того, основание 500 устройства 10 для обработки белья может дополнительно включать в себя предотвращающий утечку блок 530, дополнительно проходящий от участка для поддержки корпуса 410 для размещения к боковой поверхности корпуса, для предотвращения утечки пенообразователя, проходящего в корпус, на нижний участок корпуса 100.
[00225] Другими словами, предотвращающий утечку блок 530 может находиться в контакте с внутренней периферийной поверхностью нижней поверхности корпуса 100 для предотвращения утечки пенообразователя S в корпус 100. В результате пенообразователь S может быть, по существу, предотвращен от прохождения на нижнюю поверхность основания 500. Корпус 100 может не включать в себя нижнюю поверхность вследствие основания 500.
[00226] Кроме того, основание 500 может проходить в контакте с нижним концом корпуса 100 и быть выполненным с возможностью замены нижней поверхности корпуса 100. То есть, корпус 100 может быть выполнен с возможностью расположения на предотвращающем утечку блоке 530 основания 400.
[00227] На фиг.8 изображена конструкция, в которой пенообразователь S заполнен в устройстве для обработки белья на фиг.7.
[00228] Фиг.8(а) - вид в разрезе сбоку устройства 10 для обработки белья, фиг.8(b) - вид спереди устройства 10 для обработки белья, и фиг. 8(c) - вид сзади устройства 10 для обработки белья.
[00229] Как показано на фиг.8(a) и 8(b), пенообразователь S может быть выполнен с возможностью заполнения в другой области, за исключением верхнего участка внутреннего кожуха 200 и нижнего участка основания 500. Таким образом, область, в котором может быть расположен блок 300 обработки, может быть обеспечена, и верхний участок внутреннего кожуха 200 или нижний участок основания могут быть предотвращены от сгиба внутрь при отверждении пенообразователя S.
[00230] Следовательно, как показано на фиг.8(b), пенообразователь другого варианта осуществления устройства 10 для обработки белья в соответствии с настоящим изобретением может быть расположен в форме ‘H’ для заполнения корпуса. Следовательно, тепло во внутреннем кожухе 200 может быть предотвращено от утечки к боковой поверхности или задней поверхности корпуса 100 и может поддерживать основную жесткость, и при этом, может предотвращать деформацию форм верхнего участка и нижнего участка корпуса 100 или предотвращать возникновение ненужной сжимающей силы.
[00231] Кроме того, как показано на фиг.8(с), пенообразователь S может быть исключен из области, из которой извлекают разгрузочный узел 460, вследствие основания 500 и сквозного участка 420 корпуса 410 для размещения.
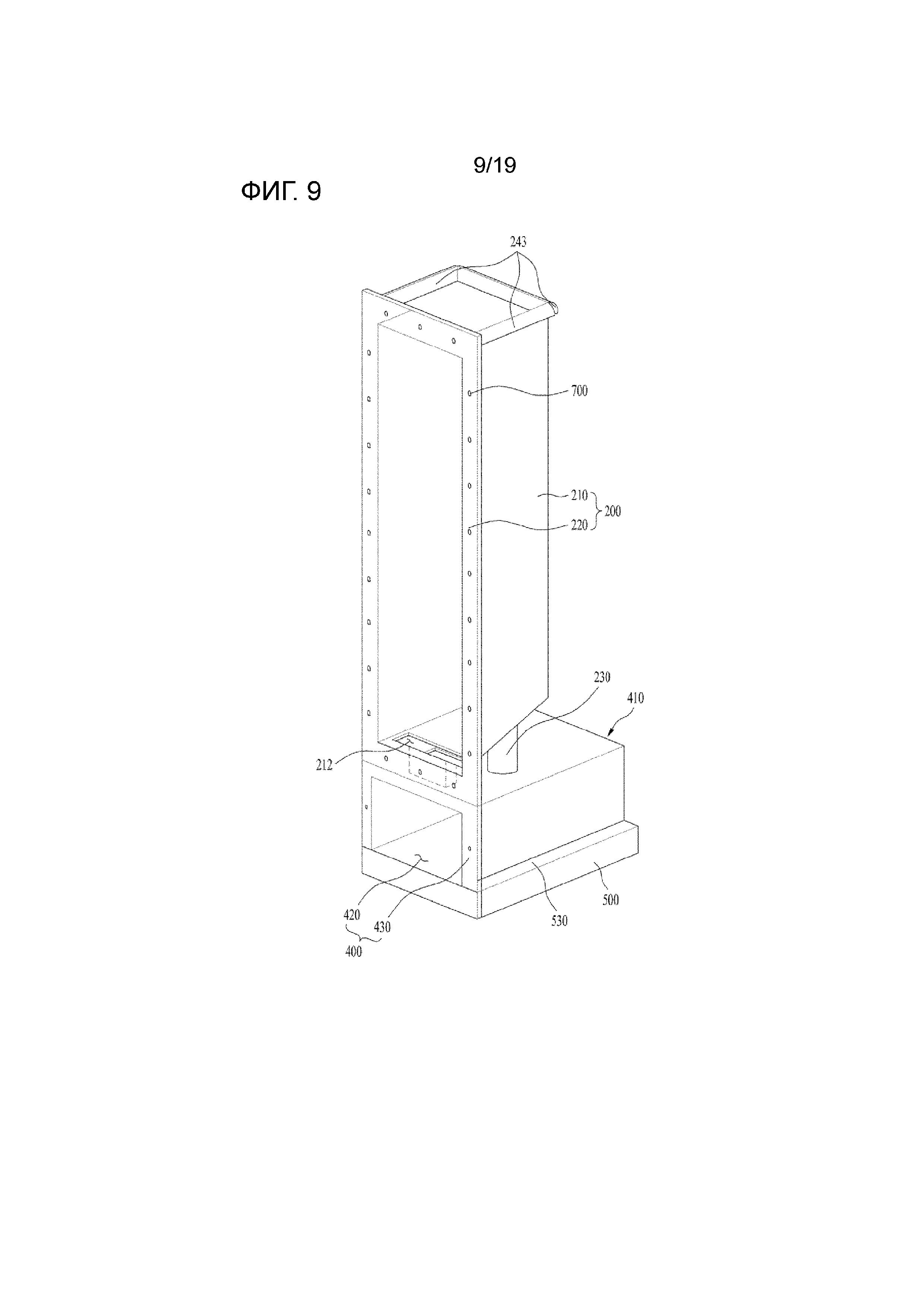
[00232] На фиг.9 изображен другой вариант осуществления устройства 10 для обработки белья.
[00233] Полый участок 240 может быть выполнен в виде защитного ребра 243, проходящего от верхнего угла внутреннего кожуха 200 к стороне корпуса 100, для защиты пенообразователя S от прохождения на верхнюю поверхность внутреннего кожуха.
[00234] Подробно, защитное ребро 243 может быть выполнено с возможностью прохождения от угла, за исключением защитного ребра 220 каждого угла верхней поверхности внутреннего кожуха 200 для расположения на расстоянии от внутреннего кожуха 200 и, таким образом, выполненная с возможностью контакта с внутренней частью корпуса 100.
[00235] Следовательно, защитное ребро 243 может, по существу, защищать пенообразователь S, выходящий из отверстий 140 для впрыска, от контакта с верхней поверхностью внутреннего кожуха 200 и может обеспечивать более широкую область на верхнем участке внутреннего кожуха 200 для облегчения размещения подвесного узла 300.
[00236] Кроме того, защитное ребро 243 может быть выполнено выпуклым вверх в отличие от защитного ребра 242, таким образом, размещая часть пенообразователя S. Сцепление защитного ребра 243 и пенообразователя S может быть усилено, в результате чего пенообразователь S может быть направлен для жесткого соединения и закрепления с внутреннем кожухом 200.
[00237] При этом, устройство для обработки белья настоящего изобретения может дополнительно содержать множество изогнутых отверстий 700, направляющих пенообразователь для перемещения к защитному ребру 243 и для контакта с защитным ребром посредством прохождения через защитное ребро 243.
[00238] То есть, поскольку защитное ребро 243 проходит от верхней поверхности внутреннего кожуха 200 к наружной стороне, нижний конец защитного ребра 243 выполнен с возможностью контакта с пенообразователем S. Следовательно, изогнутые отверстия 700 могут быть образованы на защитном ребре 243 для направления пенообразователя S для легкого прохождения к защитному ребру 243 посредством выпуска воздуха из корпуса 100 к защитному ребру 243.
[00239] Изогнутые отверстия 700 могут быть выполнены во множественном числе по направлению длины защитного ребра 243.
[00240] На фиг.10 показано, что пенообразователь S заполнен в устройстве 10 для обработки белья, содержащем защитное ребро 243.
[00241] Как показано на фиг.10(а), следует отметить, что пенообразователь S проходит на защитное направляющее ребро 243 за счет изогнутых отверстий 700, образованных в защитном ребре 243. Кроме того, пустая область может быть более увеличена на верхней поверхности внутреннего кожуха 200, в результате чего подвесной узел 300 может быть легко установлен и отремонтирован.
[00242] Как показано на фиг.10 (b) и 10(c), пенообразователь S может быть расположен внутри корпуса в форме H за счет защитного ребра 243 и основания 500. Кроме того, защитное ребро 243 может быть более жестко соединено с пенообразователем S посредством размещения верхнего конца пенообразователя S.
[00243] Кроме того, даже если создана сжимающая сила пенообразователя S относительно внутреннего кожуха 200, защитное ребро 243 может поддерживать внутреннее напряжение посредством рассеивания вышеупомянутой силы по площади. В результате долговечность и устойчивость расположения устройства 10 для обработки белья могут быть больше увеличены.
[00244] При этом, во всех вариантах осуществления устройства для обработки белья настоящего изобретения, если толщина пенообразователя S является большой, может быть выгодным для обеспечения жесткости и поддержании формы, однако, может возникнуть проблема в том, что внутренняя область становится узкой. Кроме того, если толщина пенообразователя S является небольшой, то область для размещения устройства 400 подачи горячего воздуха и внутреннего кожуха 200 может быть расширена, однако, может возникнуть проблема в том, что жесткость ослабевает.
[00245] Кроме того, устройство 10 для обработки белья настоящего изобретения может быть выполнено относительно выше бытового устройства, такого как холодильник, из-за наличия устройства 400 подачи горячего воздуха, расположенного на нижнем участке, и требуется определение диапазона толщины пенообразователя S, который может поддерживать устройство для обработки белья.
[00246] В качестве экспериментального результата отмечено, что отношение высоты устройства 10 для обработки белья настоящего изобретения и толщины пенообразователя S должно быть больше 60 и меньше 95 для обеспечения минимальной жесткости.
[00247] Например, если высота устройства 10 для обработки белья составляет 1870 мм, то толщина пенообразователя S предпочтительно составляет 20-30 мм.
[00248] Подробно, если отношение высоты устройства 10 для обработки белья и толщины пенообразователя S меньше 60, поскольку это означает, что пенообразователь S является слишком толстым, минимальная область, в которой расположен тепловой насос 450, ограничена, в результате чего устройство 10 для обработки белья не может быть изготовлено.
[00249] Кроме того, если отношение высоты устройства 10 для обработки белья и толщины пенообразователя S больше 93, поскольку это означает, что пенообразователь S слишком тонкий, минимальная жесткость не поддерживается, в результате чего пенообразователь S может быть распылен под действием нагрузки собственной массы устройства 10 для обработки белья.
[00250] Следовательно, если отношение высоты устройства 10 для обработки белья и толщины пенообразователя S больше 61 и меньше 93, это может означать минимальный существенный диапазон, который позволяет нормально изготавливать и эксплуатировать устройство 10 для обработки белья настоящего изобретения.
[00251] При этом, толщина пенообразователя S может соответствовать расстоянию между боковой поверхностью внутреннего кожуха 200 и боковой поверхностью корпуса 100 или расстоянию между задней поверхностью внутреннего кожуха 200 и задней поверхностью корпуса 100.
[00252] Кроме того, толщина пенообразователя S может соответствовать расстоянию между боковой поверхностью устройства 400 подачи горячего воздуха и боковой поверхностью корпуса 100.
[00253] Следовательно, внутренний кожух 200 и устройство 400 подачи горячего воздуха могут быть расположены на расстоянии от корпуса 100 максимально на расстоянии, соответствующем 1/90-1/60 от общей высоты корпуса 100.
[00254] На фиг.11 изображено, что корпус 100 устройства 10 для обработки белья настоящего изобретения изогнут под действием внешней силы.
[00255] В устройстве 10 для обработки белья настоящего изобретения, поскольку высота области для размещения является большой для размещения белья во внутреннем кожухе 200 без складывания белья, и устройство 400 подачи горячего воздуха также расположено на нижнем участке внутреннего кожуха 200, высота корпуса 100 выполнена выше высоты других бытовых устройств. Следовательно, задняя поверхность и боковая поверхность корпуса 100 могут иметь жесткость или прочность, которые являются относительно нестойкими, и могут легко изгибаться под действием внешней силы.
[00256] При этом, пенообразователь S заполнен в пустой области корпуса 100, в то время как его объем расширяется в середине процесса нагрева или процесса отверждения, если пенообразователь полностью впрыснут в корпус 100. Следовательно, даже если пенообразователь S не впрыснут во всю область внутри корпуса 100, пенообразователь S может быть заполнен во всей области внутри корпуса 100 при расширении в середине процесса отверждения.
[00257] Однако, если прочность или жесткость корпуса 100 недостаточны в середине заполнения пенообразователя S, который расширяется, в корпусе 100, корпус 100 может быть деформирован под действием силы расширения пенообразователя S.
[00258] Как показано на фиг.11, когда пенообразователь S полностью проходит во внутреннюю часть корпуса 100 и расширяется вовремя процесса отверждения, и затем заполняется в пустой области, корпус 100 может быть раздут под действием силы расширения пенообразователя S.
[00259] в частности, поскольку задняя поверхность или боковая поверхность корпуса 100 должна быть относительно длиннее верхней поверхности, она может быть более сильно раздута вследствие неустойчивой жесткости.
[00260] Если корпус 100 разбух, возникают проблемы в том, что эстетическое восприятие ухудшено, область, занимаемая устройством 10 для обработки белья, чрезмерно увеличена, и пенообразователь S не достигает заданной области.
[00261] Следовательно, прочность или жесткость, требуемые для корпуса 100, могут увеличиться в случае устройства 10 для обработки белья настоящего изобретения, в котором рама заменена пенообразователем S.
[00262] На фиг.12 изображен вариант осуществления, в котором прочность или жесткость корпуса 100 может быть повышена.
[00263] Как показано на фиг.12, устройство 10 для обработки белья настоящего изобретения может дополнительно содержать предотвращающий деформацию блок 160, расположенный на внутренней периферийной поверхности корпуса 100 или соединенный с ней для закрепления внутреннего кожуха 200 на устройстве 400 подачи горячего воздуха и поддержания формы корпуса 100, даже если пенообразователь, заполняющий пустую область, расширен.
[00264] Предотвращающий деформацию блок 160 может включать в себя соединительный блок 161 по ширине, соединенный с обеими сторонами 120 корпуса 100 в направлении ширины задней поверхности 110 для предотвращения возникновения изгиб корпуса 100.
[00265] Соединительный блок 161 по ширине может быть выполнен в форме «П» или «С» и полностью соединен с внутренней периферийной поверхностью корпуса 100 по направлению ширины. Соединительный блок 161 по ширине может быть выполнен в прямоугольном сечении для обеспечения максимальной площади контакта с корпусом 100 и поддержания жесткости.
[00266] Соединительный блок 161 по ширине может включать в себя первый соединительный блок 1611, соединенный с одной стороной 120 корпуса, второй соединительный блок 1612, проходящий от одного конца первого соединительного блока 1611 и соединенный с задней поверхностью 110 корпуса, и третий соединительный блок 1613, соединенный с другой стороной 120 корпуса на одном конце второго соединительного блока 1612.
[00267] Первый соединительный блок 1611, второй соединительный блок 1612 и третий соединительный блок 1613 могут быть выполнены в форме стержня с длиной, соответствующей каждой стороне корпуса 100.
[00268] Первый соединительный блок 1611, второй соединительный блок 1612 и третий соединительный блок 1613 могут быть соединены друг с другом при помощи сварки на внутренней поверхности корпуса 100, или могут быть соединены с помощью соединительного элемента, такого как отдельный болт или гайка, или могут быть соединены посредством принудительной установки и пенообразователя S.
[00269] При этом, первый соединительный блок 1611, второй соединительный блок 1612 и третий соединительный блок 1613 могут быть выполнены с толщиной, которая не находится в контакте с внутренним кожухом 200, для предотвращения перемещения пенообразователя S, впрыснутого в корпус 100.
[00270] Кроме того, соединительный блок 161 по ширине может дополнительно включать в себя множество направляющих отверстий 1614, предназначенных для перемещения пенообразователя внутри корпуса 100, даже если пенообразователь S находится в контакте с внутренним кожухом. То есть, направляющие отверстия 1614 могут быть выполнены во множественном числе по направлению длины первого соединительного блока 1611, второго соединительного блока 1612 и третьего соединительного блока 1613 и могут быть выполнены с диаметром, большим диаметра изогнутого отверстия 700, так что пенообразователь S может входить в них и перемещаться.
[00271] Поскольку направляющие отверстия 1614 выполнены без возможности ограничения перемещения пенообразователя S, направляющие отверстия 1614 предпочтительно выполнены с возможностью прохождения через первый соединительный блок 1611, второй соединительный блок 1612 и третий соединительный блок 1613 в направлении высоты корпуса 100.
[00272] При этом, если пенообразователь S проходит в направляющие отверстия 1614, сцепление между пенообразователем S и корпусом 100 может быть более улучшено для предотвращения произвольного изгиба корпуса 100.
[00273] Таким образом, соединительный блок 161 по ширине может быть полностью соединен с внутренней периферийной поверхностью корпуса 100 для поддержания корпуса 100, в результате чего любая из задней поверхности 110 и боковой поверхности 120 корпуса 100 может быть предотвращена от произвольного расширения или изгиба.
[00274] Поскольку участок корпуса 100, который соответствует центру на основании направления высоты, является наиболее неустойчивым, соединительный блок 161 по ширине может быть выполнен с возможностью соединения с центральным участком на основании направления высоты корпуса 100. Однако, соединительный блок 161 по ширине может быть выполнен во множественном числе таким образом, что соединительные блоки 161 могут быть расположены на расстоянии друг от друга по направлению высоты корпуса 100, если это необходимо.
[00275] При этом, отверстия 140 для впрыска могут быть образованы на расстоянии от соединительного блока 161 по ширине. Следовательно, пенообразователь S может быть впрыснут без помех вследствие соединительного блока 161 по ширине. Если расположено множество соединительных блоков 161 по ширине, отверстия 140 для впрыска могут быть расположены между соответствующими соединительными блоками 161 по ширине.
[00276] На фиг.13 изображен другой вариант осуществления предотвращающего деформации блока, который может повысить прочность или жесткость корпуса 100.
[00277] Как показано на фиг.13, предотвращающий деформацию блок настоящего изобретения может включать в себя вогнутые и выпуклые участки 163, утопленные или выступающие по направлению высоты корпуса 100.
[00278] Вогнутые и выпуклые участки 163 могут быть изготовлены таким образом, что образуют стереоскопический эффект на поверхности корпуса 100 посредством прессования корпуса 100 после изготовления корпуса 100.
[00279] Если вогнутые и выпуклые части 163 выполнены утопленными от одной поверхности корпуса 100, то вогнутые и выпуклые участки 163 предпочтительно выполнены с глубиной, которая может препятствовать контакту пенообразователя S с внутренним кожухом 200 без нарушения перемещения пенообразователя S. Подробно, поскольку вогнутые и выпуклые участки 163 выполнены с возможностью увеличения жесткости корпуса 100, вогнутые и выпуклые участки 163 могут быть выполнены с глубиной или высотой 2-5 мм.
[00280] Кроме того, вогнутые и выпуклые участки 163 могут препятствовать изгибу корпуса 100, расположенного продольно, в направлении высоты.
[00281] Поскольку высота больше ширины, по меньшей мере один или более вогнутых и выпуклых участков 163 могут быть образованы на боковой поверхности 120 корпуса и задней поверхности 110 корпуса. Однако, для увеличения жесткости вогнутые и выпуклые участки 163 предпочтительно образованы на боковой поверхности 120 и задней поверхности 110 корпуса.
[00282] При этом, вогнутые и выпуклые участки 163 выступают или утоплены, в результате чего пенообразователь S не может легко находиться в контакте с внутренним кожухом при прохождении в него пенообразователя S. Во избежание этого вогнутые и выпуклые участки 163 могут содержать множество изогнутых отверстий 700, через которые выпускается воздух из корпуса 100.
[00283] Кроме того, предотвращающий деформацию блок 160 может включать в себя соединительный блок 162 по высоте, соединенный по направлению высоты корпуса 100 для предотвращения изгиба корпуса.
[00284] Соединительный блок 162 по высоте может быть соединен с внутренней поверхностью корпуса 100 в направлении высоты для повышения жесткости корпуса 100, таким образом, предотвращая изгиб корпуса 100 наружу или внутрь.
[00285] Один или более соединительных блоков 162 по высоте могут быть выполнены за счет сварки на боковой поверхности 120 или задней поверхности 110 корпуса 100 или могут быть соединены отдельным соединительным элементом. Кроме того, соединительные блоки 162 по высоте могут быть расположены на расстоянии друг от друга на боковой поверхности 120 и задней поверхности 110 корпуса 100 или могут быть соединены с боковой поверхностью 120 и задней поверхностью 110 корпуса один за другим.
[00286] То есть, нет ограничения в количестве соединительных блоков 162 по высоте и положении соединительных блоков 162 по высоте, если форма корпуса 100 может поддерживаться.
[00287] При этом, как показано, соединительные блоки 162 по высоте и вогнутые и выпуклые участки 163 могут быть расположены вместе. То есть, между вогнутыми и выпуклыми участками 163 могут быть расположены соединительные блоки 162 по высоте для предотвращения наверняка деформации формы корпуса 100.
[00288] Однако, если один соединительный блок 162 по высоте и один вогнутый и выпуклый участок могут быть выполнены с возможностью достаточного предотвращения изгиба корпуса 100, то корпус 100 может быть выполнен с любым из соединительного блока 162 по высоте и вогнутого и выпуклого участка 163.
[00289] При этом, хотя на фиг.13 показано, что соединительные блоки 162 по высоте, выполненные в различных формах, соединены с корпусом 100, это предназначено только для описания, и соединительные блоки 162 по высоте могут быть соединены в одной единой форме.
[00290] Соединительные блоки 162 по высоте могут включать в себя контактное ребро 1621, контактирующее по направлению высоты задней поверхности 110 или боковой поверхности 120 корпуса, и выступающее ребро 1622, повышающее жесткость контактного ребра 1621.
[00291] Выступающее ребро 1622 может быть выполнено как одно целое с контактным ребром 1621 для предотвращения изгиба контактного ребра 1621 и может усиливать сцепление с пенообразователем S посредством увеличения площади контакта с пенообразователем S.
[00292] В результате соединительные блоки 162 по высоте могут предотвращать изгиб корпуса 100 и поддерживать сцепление с пенообразователем S.
[00293] Соединительные блоки 162 по высоте могут включать в себя контактный канал 1623, контактирующий по направлению высоты задней поверхности 110 или боковой поверхности 120 корпуса, и усиливающее отверстие 1624, образованное внутри контактного канала 1623.
[00294] Контактный канал 1623 может быть выполнен в прямоугольном сечении для обеспечения площади, которая находится в контакте с корпусом 100 и может поддерживать его жесткость для предотвращения изгиба корпуса 100. Усиливающее отверстие 1624 может быть образовано внутри контактного канала 1623 для уменьшения веса контактного канала 1623 и повышения долговечности контактного канала.
[00295] Кроме того, соединительные блоки 162 по высоте могут включать в себя контактную трубку 1625, контактирующую по направлению высоты задней поверхности 110 или боковой поверхности 120 корпуса, и полое отверстие 1626, образованное внутри контактной трубки. Контактная трубка 1625 заземлена с корпусом 100 проводом и, таким образом, может минимизировать площадь, соединенную с корпусом 100.
[00296] В результате, даже если процесс соединения контактной трубки 1625 с корпусом 100 посредством сварки упрощен, корпус 100 может быть достаточно предотвращен от изгиба.
[00297] Кроме того, соединительные блоки 162 по высоте могут включать в себя контактную зону 1626, контактирующую по направлению высоты задней поверхности 110 или боковой поверхности 120 корпуса, и направляющее ребро 1627, проходящее от обоих концов контактной зоны 1626 к внутреннему кожуху и соединенное с пенообразователем.
[00298] Контактная зона 1626 может в достаточной степени обеспечивать площадь, контактирующую с корпусом 100, для предотвращения изгиба корпуса 100. Кроме того, направляющее ребро 1627 может включать в себя канавку 1628 для размещения, которая может быть соединена с пенообразователем S для увеличения контактного усилия с пенообразователем S и может предотвращать изгиб контактной зоны 1626, таким образом, наверняка предотвращая изгиб корпуса 100.
[00299] В результате в устройстве 10 для обработки белья настоящего изобретения, даже если пенообразователь S создает силу расширения в положении, когда он проходит в корпус 100, форма корпуса 100 может поддерживаться. Следовательно, пенообразователь S может быть полностью заполнен в пустой области корпуса.
[00300] При этом, хотя вышеупомянутый предотвращающий деформацию блок 160 расположен внутри корпуса 100, как показано, предотвращающий деформацию блок 160 может быть соединен с наружной стороной корпуса 100 для полной защиты корпуса 100 от внешнего разбухания.
[00301] На фиг.14 изображен вариант осуществления, в котором усилено сцепление корпуса 100 и внутреннего кожуха 200.
[00302] Если пенообразователь S расширен, то внутренний кожух 200 и защитное ребро 220 могут быть расположены на расстоянии от корпуса 100, в результате чего пенообразователь S может вытекать на наружную периферийную поверхность защитного ребра 220.
[00303] Следовательно, в любом случае необходимо поддерживать соединение между защитным ребром 220 и корпусом 100.
[00304] Для этой задачи корпус 100 может дополнительно включать в себя соединительное ребро 131 на внутренней периферийной поверхности, которое должно проходить к защитному ребру 220 или находиться в контакте с ним. Соединительное ребро 131 может быть выполнено с возможностью прохождения от отверстия 130 к внутренней части.
[00305] Соединительное ребро 131 может быть выполнено с возможностью контакта с защитным ребром 220 на конкретном участке и закреплено на защитном ребре 220, если туда проходит пенообразователь S.
[00306] Кроме того, устройство 10 для обработки белья настоящего изобретения может дополнительно содержать соединительный узел 800, подвешенный в соединительном ребре 131 для размещения свободного конца защитного ребра 220 и соединенный с защитным ребром 220.
[00307] Соединительный узел 800 может включать в себя соединительное кольцо820, имеющее поверхность для вставки на одной поверхности, на которой может быть размещено защитное ребро 220, и создающий давление элемент 810, который может создавать давление на соединительное кольцо820.
[00308] Следовательно, если соединительный узел 800 расположен на задней поверхности соединительного ребра 131, и защитное ребро 220 размещено в соединительном узле 800 и соединено с ним, то пенообразователь S может проходить в соединительный узел 800 для создания давления на соединительное кольцо 820 и создающий давление элемент 810, таким образом, жестко создавая давление на защитное ребро 220.
[00309] При этом, корпус 100 может включать в себя утопленную канавку на стороне, находящейся в контакте с наружной периферийной поверхностью соединительного узла 800.
[00310] Следовательно, даже если защитное ребро 220 и корпус 100 не соединены друг с другом отдельным соединительным элементом, защитное ребро 220 и корпус 100 могут быть неподвижно соединены друг с другом пенообразователем S при помощи соединительного узла 800. Даже если пенообразователь S расширяется для создания силы для выталкивания корпуса 100 наружу, защитное ребро 220 и корпус 100 могут быть предотвращены от расположения на расстоянии друг от друга.
[00311] На фиг.15 изображен случай, когда внутренний кожух 200 и пенообразователь S могут быть расположены на расстоянии друг от друга без прилипания друг к другу.
[00312] Даже если пенообразователь S вставлен во внутренний кожух 200, адгезия между пенообразователем S и внутренним кожухом 200 может стать слабой. Следовательно, когда пенообразователь S вставлен, пенообразователь S может быть приклеен к внутреннему кожуху 200, и затем расположен на расстоянии от внутреннего кожуха 200, когда пенообразователь S отверждается и сжимается. Следовательно, полое отверстие может быть образовано между внутренним кожухом 200 и пенообразователем S, в результате чего долговечность внутреннего кожуха 200 может быть значительно уменьшена. Кроме того, проблема может возникнуть в том, что тепло из внутреннего кожуха 200 может отводиться в область, расположенную на расстоянии от пенообразователя S, для уменьшения теплового кпд.
[00313] На фиг.16 изображен вариант осуществления настоящего изобретения, который может непрерывно обеспечивать сцепление между внутренним кожухом 200 и пенообразователем S.
[00314] Устройство 10 для обработки белья настоящего изобретения может содержать захватный участок 250, выполненный с возможностью выступа или утопления от внутреннего корпуса 210 к корпусу и соединенный с пенообразователем, заполненным в области между корпусом и внутренним корпусом 210.
[00315] Захватный участок 250 может быть выполнен как одно целое с внутренним корпусом 210 или может быть выполнен с возможностью соединения с внутренним корпусом 210. Захватный участок 250 может включать в себя отдельную область, размещающую пенообразователь S или соединенную с пенообразователем S для поддержания соединения с пенообразователем S, в результате чего пенообразователь S и внутренний корпус 210 могут быть предотвращены от разъединения друг с другом.
[00316] Захватный участок 250 может быть выполнен из материала, отличного от материала внутреннего корпуса 210, и может быть выполнен из материала, имеющего отличную адгезию с пенообразователем S. Кроме того, даже если захватный участок 250 выполнен из того же материала, что и материал внутреннего корпуса 210, его форма может захватывать пенообразователь S, таким образом, поддерживая соединение с пенообразователем S.
[00317] На фиг.16(a) изображены различные формы и конструкции захватного участка 250, и на фиг.16(b) изображены другая форма и конструкция захватного участка 250.
[00318] То есть, захватный участок 250 может быть выполнен в любой из конструкций, изображенных на фиг.16(a) и 16(b), и один захватный участок 250 или множество захватных участков 250 могут быть образованы.
[00319] Как показано на фиг.16(а), захватный участок 250 может включать захватный кожух 251, выступающий от внутреннего корпуса 210 к корпусу для обеспечения области, в которой размещен пенообразователь S.
[00320] Захватный кожух 251 может быть расположен во внутреннем корпусе 210 без возможности нахождения в контакте с корпусом 100, таким образом, не нарушая перемещение пенообразователя S.
[00321] Захватный кожух 251 может включать в себя корпус 251а кожуха, соединенный с внутренним корпусом 210 или проходящий к внутреннему корпусу 210, имеющий вышеуказанную область, и отверстие 251b корпуса, образованное на одной поверхности корпуса 251а кожуха, для обеспечения прохождения пенообразователя в вышеуказанную область.
[00322] Корпус 251а кожуха может быть выполнен посредством защиты других участков, за исключением отверстия 251b кожуха.
[00323] Если жидкий пенообразователь S проходит внутрь захватного корпуса 251, жидкий пенообразователь может быть отвержден как одно целое с пенообразователем, расположенным снаружи захватного кожуха 251.
[00324] Следовательно, другие поверхности, за исключением отверстия 251b захватного кожуха 251, могут находиться в контакте с пенообразователем S и соединяться с пенообразователем S, и при этом, могут захватывать пенообразователь S.
[00325] Подробно, захватное отверстие 251b может быть образовано параллельно одной поверхности внутреннего корпуса 210. Следовательно, поскольку захватный кожух 241 выполнен с возможностью заделывания в пенообразователь S, пенообразователь S не может быть отсоединен от захватного кожуха 241. В результате может поддерживаться соединение между пенообразователем S и внутренним кожухом 200.
[00326] При этом, захватный участок 250 может включать в себя захватный кронштейн 253, выступающий от внутреннего корпуса 210 к корпусу 100 и соединенный с пенообразователем S.
[00327] Захватный кронштейн 253 может включать в себя выступающее ребро 253а, выступающее от внутреннего корпуса 210 к корпусу, первое захватное ребро 253b, выступающее под углом от выступающего ребра 253а, и второе захватное ребро 253с, выступающее от выступающего ребра 253а в направлении, отличном от первого захватного ребра.
[00328] Первое захватное ребро 253b и второе захватное ребро 253c могут проходить от свободного конца первого захватного ребра 253b в противоположных направлениях друг к другу и выполнены в форме T. Кроме того, первое захватное ребро 253b и второе захватное ребро 253b могут быть выполнены согнутыми в отличие от изображенного случая и могут проходить под наклоном к внутреннему корпусу 210.
[00329] Другими словами, первое захватное ребро 253b и второе захватное ребро 253c могут проходить от свободного конца выступающего ребра 253a параллельно одной поверхности внутреннего корпуса 210, могут проходить на расстоянии от внутреннего корпуса 210 или могут быть выполнены с возможностью прохождения к внутреннему корпусу 210.
[00330] При этом, первое захватное ребро 253b и второе захватное ребро 253c предпочтительно проходят к внутреннему корпусу 210 для максимизации сцепления между захватным ребром 253 и пенообразователем, и могут быть выполнены с возможностью образования кривой, которая является выпуклой вверх.
[00331] При этом, первое захватное ребро 253b и второе захватное ребро 253c могут быть выполнены во множественном числе для нахождения на расстоянии от свободного конца выступающего ребра 253a, и могут симметрично быть образованы на выступающем ребре 253a.
[00332] Таким образом, пенообразователь S может отверждаться посредством окружения выступающего ребро 253a, первого захватного ребра 253b и второго захватного ребра 253c. Следовательно, пенообразователь S может быть предотвращен от перемещения параллельно одной поверхности внутреннего корпуса 210 за счет выступающего ребра 253a и может быть предотвращен от перемещения на большое расстояние от внутреннего корпуса 210 за счет первого захватного ребра 253b и второго захватного ребра 253c.
[00333] В результате сцепление между внутренним корпусом 210 и пенообразователем S может поддерживаться.
[00334] Захватный участок 250 может включать в себя захватное кольцо 252, выступающее от внутреннего корпуса 210 к корпусу и соединенное для прохождения через пенообразователь S.
[00335] Захватное кольцо 252 может быть выполнено с возможностью обеспечения прохождения пенообразователя через него, и выполнено в форме захвата.
[00336] Подробно, захватное кольцо 252 может включать в себя корпус 252а кольца, выполненный с возможностью выступа от внутреннего корпуса 210 в форме «П» или «С», и отверстие 252b кольца, образованное внутри корпуса 252а кольца, для обеспечения прохождения пенообразователя S в него.
[00337] Таким образом, пенообразователь может проходить на наружную сторону захватного кольца 252 и затем может отверждаться в положении, в котором он размещает захватное кольцо 252, и захватное кольцо 252 может быть расположено в положении, в котором оно заделано в пенообразователь S. Следовательно, пенообразователь S может поддерживать положение, соединенное с захватным кольцом 252, для поддержания сцепления с внутренним корпусом 210, даже если адгезия с внутренним корпусом 210 ослаблена.
[00338] Поскольку захватное кольцо 252 имеет небольшой объем, захватное кольцо 252 не может нарушать перемещение пенообразователя S.
[00339] Кроме того, захватный участок 250 может включать в себя анкер 254, выполненный с возможностью выступа от внутреннего корпуса 210 к корпусу 100. Анкер 254 может включать в себя опору 254b и участок 254a для размещения, проходящий от вышеупомянутой опоры к двум частям.
[00340] Кроме того, опора 254b может иметь наружную периферийную поверхность, выполненную в виде кривой, для направления пенообразователя S для активного перемещения в контакте с наружной периферийной поверхностью. Анкер 254а может быть выполнен с возможностью сужения к концу и может быть выполнен с возможностью протыкания внутренней части пенообразователя S для фиксации пенообразователя, если пенообразователь S размещен в нем.
[00341] Таким образом, пенообразователь S и внутренний корпус 210 могут быть прочно закреплены.
[00342] Анкер 254 может быть выполнен во множественном числе таким образом, что анкеры могут быть расположены на расстоянии друг от друга по одной поверхности внутреннего корпуса 210.
[00343] Как показано на фиг.16(b), захватный участок 250 может включать в себя множество выступающих стержней 255, выполненных с возможностью выступа от внутреннего корпуса 210. Выступающие стержни 255 могут быть выполнены в цилиндрическом или овальном сечении для направления пенообразователя S для легкого прохождения или могут быть выполнены в многоугольном сечении для улучшения адгезии с пенообразователем S, если он размещен в пенообразователе S.
[00344] Выступающие стержни 255 не имеют области для размещения пенообразователя S, но могут быть легко сформованы или соединены. Если выступающие стержни 255 выполнены во множественном числе, сцепление с пенообразователем S может быть обеспечено.
[00345] При этом, захватный участок 250 может включать в себя захватную лопасть 257, выполненную с возможностью изгиба от внутреннего корпуса 210 к корпусу 100.
[00346] Захватная лопасть 257 может быть выполнена с одним концом, соединенным с внутренним корпусом 210, и другим концом, проходящим к внутреннему корпусу 210 или области между корпусом и внутренним кожухом.
[00347] Таким образом, если захватная лопасть 257 размещена в пенообразователе S, то пенообразователь S может находиться в контакте и соединяться с внутренним корпусом 210 под различными углами для улучшения сцепления между пенообразователем и внутренним корпусом.
[00348] Захватная лопасть 275 может быть расположена на внутреннем корпусе 210 во множественном числе, и ее ширина может быть выполнена для соответствия ширине внутреннего корпуса 210 или меньше его ширины.
[00349] При этом, захватный участок 250 может включать в себя захватный крюк 257, выступающий от внутреннего корпуса 210 и закрепленный посредством размещения в пенообразователе S.
[00350] Захватный крюк 257 может быть выполнен с возможностью сужения при прохождении от внутреннего корпуса 210, или может быть выполнен с возможностью наклона под конкретным углом, или изогнутым. Захватный крюк 257 может быть расположен на внутреннем корпусе 210 во множественном числе и может быть симметрично расположен на основании отверстий 140 для впрыска.
[00351] Кроме того, захватный крюк 257 может проходить с выступом от внутреннего корпуса 210 к обеим частям или более.
[00352] Таким образом, захватный крюк 257 не может нарушать перемещение пенообразователя S и может закреплять пенообразователь посредством протыкания пенообразователя S, если он размещен в пенообразователе S, в результате чего пенообразователь S может быть предотвращен от отсоединения от внутреннего корпуса 210.
[00353] На фиг.17 изображен другой вариант осуществления захватного участка.
[00354] Захватный участок 250 может включать в себя захватный выступ 254, выполненный с возможностью выступа на одной поверхности внутреннего кожуха 200 и размещения в пенообразователе.
[00355] Захватный выступ 254 может включать в себя выступающую опору 2542, выступающую от одной поверхности внутреннего корпуса 210, и верхний элемент 2541, образованный на свободном конце выступающей опоры 2542 и имеющий диаметр больше диаметра выступающей опоры.
[00356] Захватный выступ 254 не может нарушать перемещение пенообразователя S, поскольку объемы выступающего основания 2542 и верхнего элемента 2541 не являются большими.
[00357] Кроме того, верхний элемент 2541 может легко находиться в контакте с пенообразователем S и размещаться в нем, в результате чего пенообразователь S может быть предотвращен от отделения от верхнего элемента 2541 параллельного внутреннему корпусу 210 и находиться на расстоянии от внутреннего корпуса 210.
[00358] Захватный выступ 254 может быть образован на боковой поверхности или задней поверхности внутреннего корпуса 210 для расположения на расстоянии от другого захватного выступа во множественном числе, может быть выполнен с возможностью соединения с внутренним корпусом 210 или может быть выполнен с возможностью формования как одно целое с внутренним корпусом 210.
[00359] При этом, захватный участок 250 может включать в себя захватное отверстие 255, утопленное от внутреннего корпуса 210 и фиксируемое впуском пенообразователя.
[00360] Захватное отверстие 255 может включать в себя впускное отверстие 2551, утопленное во внутреннем корпусе 210, и канавку 2552 для размещения, выполненную больше диаметра впускного отверстия, на конце впускного отверстия 2551 для обеспечения области, в которую проходит пенообразователь.
[00361] Таким образом, если пенообразователь проходит в корпус 100, то жидкий пенообразователь может проникать во впускное отверстие 2551 и может заполнять канавку 2552 для размещения.
[00362] В результате, поскольку пенообразователь S частично размещен во внутреннем корпусе 210 и соединен с внутренним корпусом 210, пенообразователь S может быть предотвращен от отделения от внутреннего корпуса 210.
[00363] Захватное отверстие 255 может быть образовано на боковой поверхности или задней поверхности внутреннего корпуса 210 для расположения на расстоянии от другого захватного отверстия во множественном числе, и изогнутое отверстие (не показано) может быть дополнительно образовано на конце канавки 2552 для размещения к поверхности внутреннего корпуса 210 для обеспечения легкого прохождения пенообразователя S.
[00364] Таким образом, внутренний кожух 200 настоящего изобретения может поддерживать сцепление с пенообразователем S, даже если внутренний кожух выполнен из материала, который не обеспечивает адгезию с пенообразователем S.
[00365] На фиг.18 изображена конструкция, в которой шарнирный узел 600 и основание 500 устройства 10 для обработки белья настоящего изобретения закреплены на корпусе 100 одновременно с внутренним кожухом 200 и устройством 400 подачи горячего воздуха с помощью пенообразователя S.
[00366] При этом, устройство 10 для обработки белья настоящего изобретения содержит шарнирный узел 600, выполненный с возможностью соединения дверцы 180 для открытия или закрытия отверстия с корпусом. При этом, если шарнирный узел 600 соединен с корпусом 100 и т.д., после завершения процесса вспенивания, возникает неудобство в том, что осуществляется дополнительный процесс сборки.
[00367] Кроме того, если шарнирный узел 600 соединен с корпусом 100, внутренним кожухом 200 и т.д., с помощью болта или соединительного элемента, то в пенообразователе S, расположенном внутри корпуса 100, может возникнуть трещина.
[00368] Кроме того, если основание 500 собрано отдельно после закрепления внутреннего кожуха 200 и устройства 400 подачи горячего воздуха на корпусе 100, осуществляется дополнительный процесс сборки.
[00369] Кроме того, если основание 500 соединено с устройством 400 подачи горячего воздуха или устройством 400 подачи горячего воздуха или нижним участком корпуса 100 за счет соединительного элемента, такого как болт, то в пенообразователе S, расположенном внутри корпуса 100, размещенного в нем, может возникнуть трещина.
[00370] Следовательно, шарнирный узел 600 и основание 400 предпочтительно могут быть соединены или закреплены друг с другом пенообразователем S для упрощения процесса сборки, повышения производительности и обеспечения долговечности пенообразователя S.
[00371] Устройство 10 для обработки белья настоящего изобретения может дополнительно включать в себя шарнирный узел 600, соединяющий с возможностью поворота дверца 180 с корпусом 100. При этом один или более шарнирных узлов 600 и основание 500 могут быть выполнены с возможностью закрепления на корпусе 100 вместе с внутренним кожухом 200 и устройством 400 подачи горячего воздуха, когда внутренний кожух 200 и устройство 400 подачи горячего воздуха закреплены пенообразователем S.
[00372] Таким образом, процесс раздельной сборки и соединения шарнирного узла 600 с основанием 500 может быть исключен, и соединительный элемент, такой как болт, может быть вставлен в пенообразователь S.
[00373] Основание 500 может включать в себя корпус 510 основания, расположенный на нижнем участке устройства 400 подачи горячего воздуха для образования нижней поверхности корпуса 100. Корпус 510 основания может быть выполнен в виде пластины и выполнен из упругого материала или из полимерного или металлического материала.
[00374] Корпус 510 основания может содержать соединительный узел 520 корпуса, в котором расположено устройство 400 подачи горячего воздуха. Соединительный узел 520 корпуса является областью, в которой расположена нижняя поверхность корпуса 410 для размещения, и может быть выполнен с возможностью поверхностного контакта с корпусом 410 для размещения. Корпус основания может быть выполнен в виде канавки, в которую полностью вставлена и закреплена нижняя поверхность корпуса 410 для размещения. Таким образом, основание 500 и устройство 400 подачи горячего воздуха могут быть надежно соединены друг с другом.
[00375] При этом, корпус 510 основания может включать в себя предотвращающий утечку блок 530, проходящий дальше от соединительного узла 520 корпуса к боковой поверхности корпуса 100. То есть, предотвращающий утечку блок 530 может быть участком, проходящим дальше от области, где расположен корпус 410 для размещения корпуса 510 основания, вбок.
[00376] Предотвращающий утечку блок 530 может быть выполнен таким образом, что пенообразователь S может быть расположен на нем и соединен с ним, в результате чего пенообразователь S может быть предотвращен от утечки на наружную сторону корпуса 100. Кроме того, предотвращающий утечку блок 530 может дополнительно включать в себя канавку 531 для размещения пенообразователя, в которую вставлен пенообразователь S для размещения в ней, для усиления сцепление с пенообразователем S.
[00377] Множество изогнутых отверстий 700 может быть выполнено с возможностью направления пенообразователя S для прохождения в канавку 531 для размещения пенообразователя и направления пенообразователя для размещения в канавке 531 для размещения пенообразователя.
[00378] Таким образом, пенообразователь S может проходить в отверстия 140 для впрыска и затем одновременно достигать наружной стороны корпуса 410 для размещения и основания 500. После этого пенообразователь S может дополнительно проходить от наружной стороны корпуса 410 для размещения и может быть заполнен для достижения предотвращающего утечку блока 530. В результате устройство 400 подачи горячего воздуха и основание 500 могут быть одновременно соединены с кожухом с помощью пенообразователя, и процесс сборки с использованием отдельного болта может быть исключен.
[00379] При этом, шарнирный узел 600 может включать в себя верхний шарнир 610, соединенный с верхней областью кожуха для обеспечения соединения с возможностью поворота дверцы с ним. Верхний шарнир 610 может быть соединен с внутренним кожухом 200 или непосредственно соединен с корпусом 100.
[00380] Однако, верхний шарнир 610 может быть соединен посредством вставки между внутренним кожухом 200 и корпусом 100 для усиления сцепления.
[00381] Верхний шарнир 610 может быть вставлен в область между внутренним кожухом 200 и корпусом для прохождения через эту область, и затем может быть закреплен пенообразователем S.
[00382] Подробно, защитное ребро 220 может включать верхнее сквозное отверстие 630 на верхнем участке, причем верхний шарнир 610 может быть вставлен в верхнее сквозное отверстие 630 посредством прохождения через верхнее сквозное отверстие 630. Таким образом, верхний шарнир 610 может быть вставлен в верхнее сквозное отверстие 630 до контакта пенообразователя S с защитным ребром 220, в результате чего его положение может быть зафиксировано.
[00383] Верхний шарнир 610 может включать в себя верхний корпус 611, вставленный в верхнее сквозное отверстие 630, и верхний шарнирный вал 615, проходящий к нижнему участку верхнего корпуса и выполненный с возможностью обеспечения соединения с возможностью поворота дверцы с ним. Таким образом, если верхний корпус 611 вставлен в верхнее сквозное отверстие 630, то пенообразователь S может также закреплять верхний корпус 611 при закреплении внутреннего кожуха 200. То есть, верхний корпус 611 может быть соединен с пенообразователем S посредством полного размещения в пенообразователе S.
[00384] Кроме того, верхний корпус 611 может дополнительно включать в себя верхнюю утопленную канавку 612, размещающую защитное ребро 220, для расположения в ней защитного ребра 220, в результате чего его положение не может изменяться при расширении пенообразователя S. Верхняя утопленная канавка 612 может быть выполнена с шириной, соответствующей толщине защитного ребра 220, для частичного размещения в ней защитного ребра 220.
[00385] Кроме того, верхний корпус 611 может дополнительно включать в себя первую соединительную направляющую поверхность 613, имеющую вогнутую и выпуклую форму на наружной поверхности, для большего усиления сцепления с пенообразователем S, таким образом, увеличивая силу трения.
[00386] Соединительная направляющая поверхность 613 может быть выполнена в той же форме, что и верхняя утопленная канавка 612, или может быть выполнена с шириной, отличной от ширины верхней утопленной канавки 612. Соединительная направляющая поверхность 613 может увеличивать площадь контакта с пенообразователем S и может усиливать сцепление верхнего шарнира 610, закрепленного на пенообразователе S, посредством частичного размещения пенообразователя S.
[00387] При этом, устройство 10 для обработки белья настоящего изобретения может включать в себя нижний шарнир 620, соединенный с передней частью устройства 400 подачи горячего воздуха, для обеспечения соединения с возможностью поворота дверцы с ним, причем нижний шарнир 620 может быть выполнен с возможностью соединения между устройством 400 подачи горячего воздуха и корпусом 100.
[00388] Подробно, нижний шарнир 620 может быть выполнен с возможностью вставки между устройством 400 подачи горячего воздуха и корпусом 100 и закрепления на пенообразователе S.
[00389] Устройство 400 подачи горячего воздуха может включать в себя нижнее сквозное отверстие 640 на нижнем участке предохранительного ребра 430 для обеспечения вставки нижнего шарнира 620 в него.
[00390] Нижнее сквозное отверстие 640 может быть выполнено с возможностью соединения с верхней поверхностью корпуса 510 основания. Таким образом, если нижний шарнир 620 вставлен в нижнее сквозное отверстие 640, то его нижняя поверхность может быть расположена на корпусе 610 основания и поддерживаться.
[00391] Нижний шарнир 620 может включать в себя нижний корпус 621, вставленный в нижнее сквозное отверстие 640, и нижний шарнирный вал 625, проходящий к верхнему участку нижнего корпуса 621, для обеспечения соединения с возможностью поворота дверцы с ним.
[00392] При этом, нижний корпус 621 может дополнительно включать в себя нижнюю утопленную канавку 622, размещающую предохранительное ребро 430, для размещения в ней предохранительного ребра 430, в результате чего его положение не может изменяться при расширении пенообразователя S. Нижняя утопленная канавка 622 может быть выполнена с шириной, соответствующей толщине предохранительного ребра 430, для частичного размещения в ней предохранительного ребра 430.
[00393] Кроме того, нижний корпус 621может дополнительно включать в себя вторую соединительную направляющую поверхность 623, имеющую вогнутую и выпуклую форму на наружной поверхности, для большего усиления сцепления с пенообразователем S, таким образом, увеличивая силу трения. Вторая соединительная направляющая поверхность 623 может быть выполнена в той же форме, что и нижняя утопленная канавка 622, или может быть выполнена в форме, отличной от формы нижней утопленной канавки 622.
[00394] Таким образом, если нижний шарнир 620 вставлен в нижнее сквозное отверстие 640, то нижний шарнир 620 может быть закреплен вместе с корпусом 410 для размещения и основанием 500 при закреплении пенообразователем S корпуса 410 для размещения и основания 500. То есть, нижний шарнир 620 может быть закреплен таким образом, что нижний корпус 621 размещен в пенообразователе S.
[00395] Таким образом, шарнирный узел 600 и основание 500 могут быть закреплены пенообразователем S, и отдельный процесс сборки может быть исключен.
[00396] На фиг.19 изображен другой вариант осуществления устройства 10 для обработки белья настоящего изобретения.
[00397] Верхний корпус 611 верхнего шарнира 610 может включать в себя второй корпус 6112, вставленный в верхнее сквозное отверстие 630, для контакта с защитным ребром 220, и первый корпус 6111, согнутый от второго корпуса, для расположения верхнего шарнирного вала 625 на нижнем участке.
[00398] Первый корпус 6111 и второй корпус 6112 могут быть выполнены согнутыми под углом 90°. Таким образом, когда второй корпус 6112 плотно сцеплен с защитным ребром 220 и соединен с пенообразователем S, второй корпус 6112 может быть плотно сцеплен с защитным ребром 220, в результате чего может быть усилено сцепление верхнего шарнира 610.
[00399] Кроме того, участок, на котором первый корпус 6111 и второй корпус 6112 согнуты, может быть выполнен с возможностью изгиба таким образом, что верхний корпус 611 может быть легко вставлен и повернут.
[00400] При этом, нижний шарнир 620 может быть выполнен с возможностью отдельного соединения с корпусом 500 основания.
[00401] То есть, нижний шарнир 620 может включать в себя первый нижний корпус 620а, соединенный с корпусом основания, и второй нижний корпус 620b, соединенный с первым нижним корпусом 620а и содержащий нижний шарнирным вал 625.
[00402] Первый нижний корпус 620а может включать в себя область 6211 соединения, соединенную с корпусом основания, и соединительный узел 6222 для размещения, проходящий от области 6211 соединения вперед для образования области, в которую вставлен второй нижний корпус 620b.
[00403] Область 6211 соединения и соединительный узел 6222 для размещения могут быть выполнены в форме «П» или «C».
[00404] При этом, второй нижний корпус 620b может включать в себя соединительный узел 6224 для вставки, соединенный посредством вставки в соединительный узел 6222 для размещения, и выступающий узел 6223 вала, проходящий к соединительному узлу 6224 для вставки посредством сгиба и содержащий нижний шарнирный вал 625.
[00405] Выступающий узел 6223 вала и соединительный узел 6224 для вставки могут быть выполнены с возможностью сгиба под углом 90°.
[00406] Нижний шарнир 620 может быть соединен с отдельным соединительным элементом 800 и выполнен с возможностью устойчивого поддержания нагрузки дверцы 180.
[00407] Специалисты в данной области должны понимать, что настоящее описание изобретения может быть воплощено в других конкретных формах без отхода от сущности и основных характеристик описания. Таким образом, вышеупомянутые варианты осуществления должны рассматриваться во всех отношениях как иллюстративные, а не ограничивающие. Объем описания изобретения должен определяться разумным толкованием прилагаемой формулы изобретения, и все изменения, которые входят в эквивалентный объем описания изобретения, включены в объем описания изобретения.
Реферат
Настоящее изобретение относится к устройству для обработки одежды, обеспечивающему исключение рамы для конструктивного соединения внутреннего кожуха и корпуса посредством заполнения пенообразователя между внутренним кожухом и корпусом, образующим внешний вид. Устройство для обработки одежды содержит корпус, имеющий отверстие на его передней стороне, дверцу, которая расположена с возможностью поворота спереди отверстия, для открытия и закрытия отверстия, внутренний кожух, который расположен в корпусе, для образования области для размещения, в которой размещена одежда, и устройство подачи горячего воздуха, которое расположено на нижнем участке внутреннего кожуха, для подачи по меньшей мере одного из горячего воздуха и влаги в область для размещения, причем внутренний кожух выполнен из стирольной смолы, которая поддерживает адгезию с пенообразователем, впрыснутым на внутренний участок корпуса. 14 з.п. ф-лы, 19 ил.
Комментарии