Обеспечение сборки изделий путем временного изменения свойств компонентов из гибких материалов - RU2685338C2
Код документа: RU2685338C2
Чертежи






Описание
Приоритет
Настоящая заявка испрашивает преимущество приоритета на основании предварительной заявки на патент США номер 61/736,796, поданной 13 декабря 2012 года.
Область техники
Настоящее изобретение относится к области изготовления изделий из компонентов, которые являются гибкими, эластичными или имеют рыхлый состав, и тем самым ими трудно манипулировать с помощью механических средств.
Уровень техники
Гибкие материалы, например тканевые материалы, представляют собой проблему для механизированных процессов изготовления. Поэтому, в промышленном производстве любых изделий, в которых используются в основном гибкие материалы, например производство одежды, в настоящее время доминирует ручная сборка, с применением машин на отдельных этапах.
Хотя известны множество автоматических процессов для выполнения отдельных этапов в производстве одежды, например резка компонентов или добавление пуговиц, отверстий для пуговиц, карманов и т.д., они все требуют вмешательства человека во время автоматического процесса для содействия его выполнению (например, позиционирование одежды на кондукторе для машины). Это дает нереализованную возможность для дополнительного повышения эффективности процесса изготовления.
Сущность изобретения
Задачей настоящего изобретения является обеспечение производства гибких изделий, путем закрытия разрыва между автоматизированными в настоящее время процессами, и обеспечение дальнейшего развития автоматического производства гибких изделий. Эта задача решается путем временной модификации физических и визуальных свойств материала таким образом, чтобы обеспечить возможность более легкого манипулирования им во при производстве.
Этими свойствами могут быть жесткость материала, наличие механических или физических маркировок, плотность материала, проницаемость материала для воздуха или текучей среды, чувствительность материала к воздействию магнитных полей, или клеящие свойства материала.
Этот процесс осуществляется перед сборкой изделия или во время сборки изделия. Измененные свойства обрабатываемого материала обеспечат возможность более легкого изготовления, используя технологии, разработанные для работы с жесткими материалами, такие как захват и позиционирование посредством роботов, штамповка, формование с помощью роликов, обжатие и т.д., в комбинации с технологиями, традиционно используемыми для изготовления гибких изделий - сшивание, клепка, склеивание и т.д.
Краткое описание чертежей
Фиг. 1 - иллюстрирует пример нанесения ламинированием задающего агента, размягчаемого с помощью тепла, его последующего тиснения с помощью текстурированного валика и вырезания, с помощью вращающегося режущего устройства, компонентов из непрерывной ткани.
Фиг. 2 - иллюстрирует рыхлый объемный материал, когда он проходит под соплом для распыления или расплавленного задающего агента или задающего агента в растворе.
Фиг. 3 - иллюстрирует обработку тканевого материала задающим агентом, выполненным в виде множества функциональных поверхностных элементов или имеющим множество прикрепленных функциональных поверхностных элементов.
Фиг. 4 - иллюстрирует множество типов поверхностных указателей.
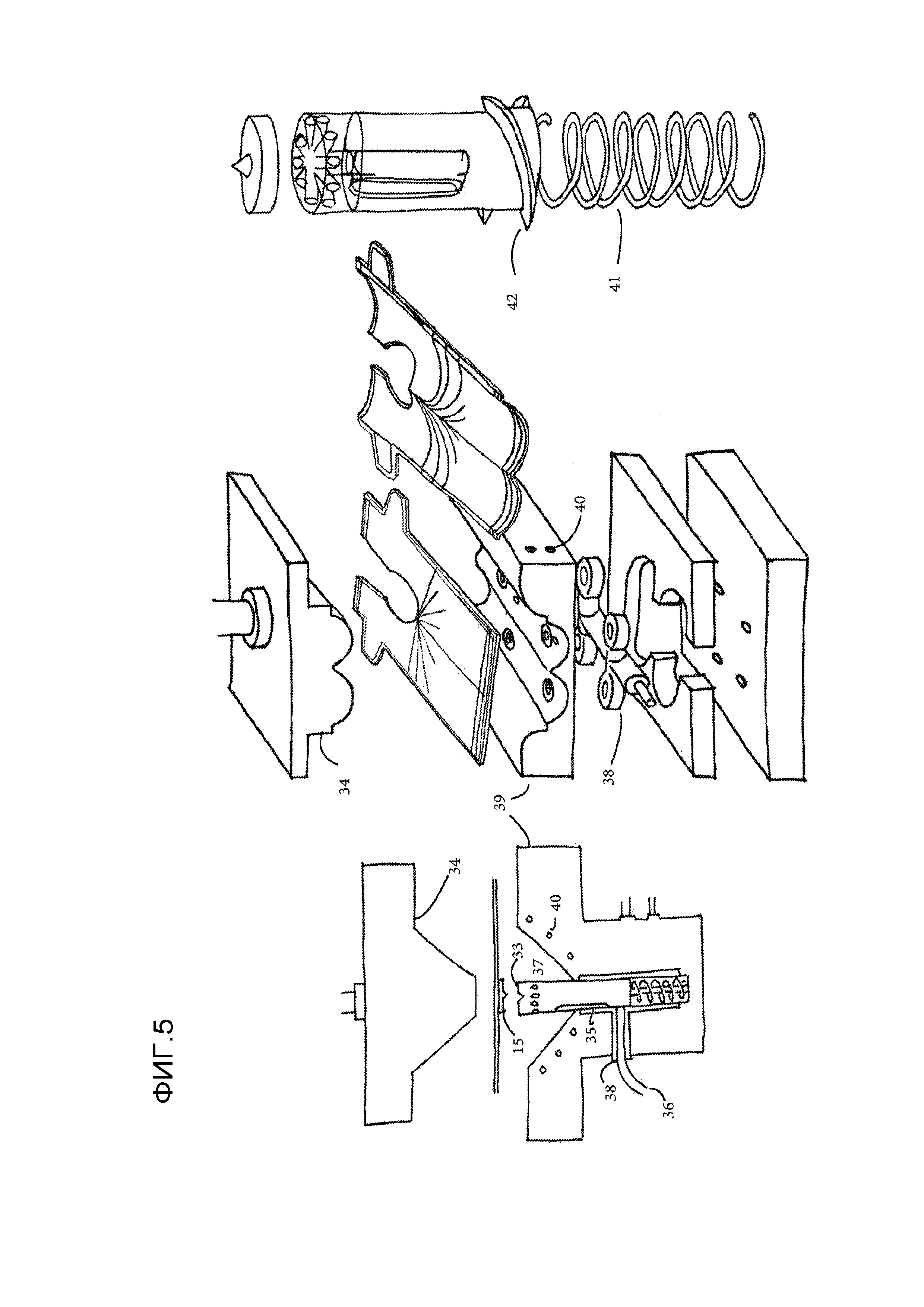
Фиг. 5 - иллюстрирует механизм для придания формы материалу, обрабатываемому задающим агентом, размягчаемым с помощью тепла.
Фиг. 6 - иллюстрирует механизм для согласования с длиной стежка.
Фиг. 7 - иллюстрирует управляемое изменение формы одежды и механизм, который может использоваться для регулировки ориентации швейной машины с одеждой.
Фиг. 8 - иллюстрирует складную раму для выворачивания.
Фиг. 9 - иллюстрирует механизм выворачивания.
Фиг. 10 - иллюстрирует пример финишного выворачивания.
Описание изобретения
Задачей настоящего изобретения является обеспечение производства гибких изделий, а также обеспечение дальнейшего развития автоматического производства гибких изделий.
Этот способ был разработан для автономного массового производства одежды, но может использоваться для производства широкого диапазона любых других изделий, содержащих гибкий материал, всех изделий от одежды до парусов парусных судов, сумок, палаток, воздушных змеев или мягкой мебели.
Эта технология также может использоваться для изготовления исходных компонентов для композитных материалов, для которых требуется тканевая подложка/компонент, например, компонент из пропитанного смолой углеродного волокна или стекловолокна.
Элементы этого способа могут быть полезны при любом масштабе производства, от ручного применения для создания опытных образцов с управлением с помощью компьютера до непрерывного серийного полностью автономного промышленного производства.
Для обеспечения манипулирования гибким материалом и его изменения наиболее легким возможным образом, этот процесс включает в себя прием гибкого материала и придание ему временных свойств, тем самым образуя рабочий материал, обеспечивающий содействие при производстве.
Улучшения, вносимые в свойства материала, включают в себя добавление визуальных или механических маркировок, так что рабочий или управляемый с помощью камеры робот могут осуществлять точное позиционирование; добавление чувствительного к воздействию магнитных полей материала, чтобы содействовать в захвате с помощью магнитных полей; обеспечение меньшей проницаемости материала для газов или текучих средств, чтобы манипулировать материалом с использованием пневматических, вакуумных или гидравлических средств; изменение плотности материала или, что возможно является более предпочтительным, изменение жесткости материала, так что обеспечивается возможность его механического формования и манипулирования.
Материалу может быть придана временная жесткость путем добавления обрабатывающего материала, изменения параметров окружающей среды, в которой происходит обработка материала, или любой комбинации этих двух способов.
Обрабатывающий материал, здесь называемый «задающий агент», наносится на тканевый материал, чтобы содействовать последующим этапам сборки. Задающий агент должен отвечать следующим критериям:
- он должен быть химически инертным, когда он располагается в непосредственном длительном контакте с тканевым материалом, даже под воздействием тепла и давления, и не оказывать каких-либо вредных воздействий на собираемую одежду или механическое оборудование и/или рабочих во время сборки;
- он должен быть выполнен с возможностью временного прикрепления к тканевому материалу, но также должен быть выполнен с возможностью удаления без повреждения тканевой подложки. Поэтому он должен быть выполнен с возможностью или легкого механического отделения или растворения в материале, которое не влияет или не взаимодействует с тканевой подложкой;
- он должен быть податливым и выполнен с возможностью изменения положения - или путем непосредственного приложения давления, значительно превышающего нормальную силу тяжести, и соответствующих усилий для манипулирования, или путем приложения и последующего прекращения приложения тепла, растворителя, электрических полей или магнитных полей. Он должен быть способен выдерживать столько преобразований, сколько требуется для процесса сборки, без значительного ухудшения его характеристик;
- он должен быть выполнен с возможностью восстановления и повторного использования, или, дополнительно к тому, что должен быть выполнен с возможностью максимальной утилизации, требовать для обезвреживания при утилизации минимальное возможное количество этапов и минимальное возможное количество энергии.
Возможные агенты
Эти критерии позволяют рассматривать широкий диапазон материалов для использования в качестве задающего агента. Возможно, самым простым вариантом является использование в качестве задающего агента воды, и температура используется для управления жесткостью. Тканевый материал может быть пропитан водой, заморожен, затем с ним могут осуществляться манипуляции с помощью машины, могут осуществлять частичный нагрев вдоль заданной линии сгиба, гибку и повторное замораживание и т.д. В конечном итоге вода может быть удалена в конце процесса изготовления путем испарения.
Могут быть предложены подобные простые варианты, использующие обычные растворимые в воде материалы, например, поваренная соль или крахмал. Тканевый материал может быть обработан посредством раствора высокой концентрации любого из этих материалов, подвергнут сушке, и в результате увеличена его жесткость. Затем тканевый материал обрабатывается на линии гибки, используя небольшое количество соответствующего растворителя (в данном случае вода), и далее осуществляется повторное отверждение. Задающий агент будет удален в конце сборки путем промывки с помощью подходящего растворителя, в данном случае это снова вода.
Другим типом задающего агента может быть термопластичный материал, который плавится при комнатной температуре и около комнатной температуры. Существует множество органических или неорганических восков и природных и синтетических полимеров, которые обладают этим свойством. Они могут наноситься на тканевый материал, и затем подвергаться небольшому нагреву и размягчаться вдоль линий сгиба. После сборки пластик может быть удален с помощью воды и поверхностно-активного вещества, подходящего растворителя или комбинации этих двух способов.
Желательным, но не критически важным, свойством задающего агента является некоторая степень постоянной податливости при комнатной температуре - благодаря способности изделия деформироваться и оставаться в этой форме. Например, тонкий лист металлической фольги, с нанесенным на него адгезивом и прикрепленный к тканевому материалу, будет обеспечивать эту возможность. Его можно формовать и манипулировать им, и он может быть удален с помощью электролитического или химического растворения после сборки. Адгезив, скрепляющий металл и тканевый материал, также должен быть удален с помощью растворителя.
Дополнительно к практичным задающим агентам, рассмотренным выше, также имеются множество менее практичных, но все же потенциально пригодных для применения, материалов, которые могут рассматриваться для использования в качестве задающего агента, например, ферромагнитные жидкости, которые чувствительны к воздействию магнитных полей, могут использоваться для покрытия тканевого материала. В качестве альтернативы, реопектическая или дилатантная неньютоновская жидкость, например, кукурузный крахмал и вода, вязкость которой резко увеличивается при приложении механического напряжения, может наноситься на ткань и затем ее форма может фиксироваться путем приложения механических усилий или акустических волн, позволяя сформированной детали одежды сохранять ее форму, или по меньшей мере ограничивать ее способность к деформации, в течение короткого периода времени. Эти примеры, скорее всего, являются слишком сложными, и вряд ли будут использоваться на практике, но все же служат для демонстрации диапазона материалов, которые могут рассматриваться в качестве задающего агента.
Поливиниловый спирт
Из материалов, рассматриваемых на настоящий момент в качестве задающего агента, поливиниловый спирт является лучшим кандидатом - он отвечает всем приведенным выше критериям, когда используется с соответствующими тканевыми материалами. Он является растворимым в воде, термопластичным и доступен в промышленных объемах, и фактически уже широко используется в качестве аппрета в тканевом производстве. Кроме того, он может быть полностью восстановлен в конце процесса изготовления и повторно использоваться в дальнейшем (Gupta, 2009).
Для упрощения обсуждения, в остальной части этого описания подразумевается, что поливиниловый спирт используется в качестве агента, увеличивающего жесткость. На этапах, где требуется формование скрепленных задающего агента и тканевого материала, будет осуществляться нагрев поливинилового спирта, его формование и затем его охлаждение. Для других материалов вместо этого должен применяться соответствующий им процесс обработки.
Нанесение агента
Агент может наноситься в виде пленки из рулона и ламинироваться на поверхность тканевого материала или наноситься в виде жидкости, в расплавленном состоянии или в растворе, непосредственно на тканевый материал. Преимуществом использования предварительно изготовленной пленки является то, что процесс ее производства отделен от последующих этапов сборки и не его не нужно синхронизировать с графиком общего производства, скоростями подачи тканевого материала или переменными скоростями резания, и пленка может наноситься и почти сразу использоваться, избегая задержек на охлаждение из расплавленного состоянии или на испарение растворителя.
Пример нанесения с ламинированием задающего агента, размягчаемого с помощью тепла, показан на фиг. 1. Пленка (1) задающего агента подается на нежесткий тканевый материал (2), когда он проходит под ней. Задающий агент размягчается с помощью источника тепла перед прижатием размягченного задающего агента к поверхности тканевого материала с помощью вращающегося барабана, который может быть или плоским (3) и обеспечивать равномерное ламинирование, или текстурированным (4) и обеспечивать поверхность с тиснением.
Преимущество непосредственного нанесения агента на тканевый материал заключается в том, что это является эффективным с точки зрения логистики и энергетических затрат, и уменьшает до минимума количество этапов и механизмов, которые необходимо использовать и контролировать в процессе изготовления. Однако обратной стороной здесь является увеличение технической сложности, что выражается в том, что механизмы для нанесения должны синхронизироваться со скоростями подачи тканевого материала, чтобы обеспечить последовательное и равномерное покрытие.
Для большинства вариантов применения, ламинирование пленки из пластика на тканевый материал, в один или несколько слоев, может быть предпочтительным. Однако в некоторых ситуациях, когда это требуется, пластик может наноситься в расплавленном состоянии или в растворе на пленку, используя способ полива, трафаретную печать, распыление или погружение. Пластик добавляют в порошкообразной форме и затем спекают вместе и с тканевым материалом, под действием умеренного тепла и давления.
Перед обработкой и во время обработки тканевого материала посредством пластика, необходимо осуществлять мониторинг и управление натяжением тканевой подложки, чтобы предотвратить ее деформацию в дальнейшем. Тканевые материалы могут специально растягиваться до получения желаемого натяжения или оставаться в их нейтральном натяжении покоя, и желаемое натяжение должно поддерживаться до тех пор, пока тканевый материал и ламинация из пластика не будут полностью охлаждены.
Так как нанесение пластика может нанести вред некоторым из первоначальных эстетических и тактильных свойств материала, например, восприятие ткани на ощупь, ее блеск, и т.д., процесс сборки должен осуществляться таким образом, чтобы покрываемые пластиком поверхности не находились на наружной стороне готовой одежды. В качестве альтернативы, обработка ткани для обеспечения этих свойств может выполняться после сборки, когда задающий агент был удален.
После обработки с помощью этого процесса из листов материала будут формироваться компоненты изделия. Затем они могут быть отобраны и соединены друг с другом. Собранная или частично собранная одежда может затем обрабатываться, используя известные технологии соединения и формования текстиля, например, сшивание, подгибание краев, склеивание, клепка, приклеивание, плиссирование, формирование стрелок и т.д.
Нанесение агента на неплоские изделия
В предыдущем примере предполагалось, что тканевый материал поступает в процесс изготовления в плоской форме, из рулона. Хотя это является распространенным случаем, существуют ситуации, когда задающий агент необходимо наносить на изделие, которое не является плоским, в частности в случае трикотажных компонентов одежды, которые будут соединяться с ткаными компонентами, например, манжеты рубашек, воротники рубашек или воротники для теннисок.
Задающий агент будет наноситься на компонент, имеющий сложную трехмерную форму, иначе, чем было описано ранее. Трикотажные компоненты могут быть размещены на оправке, имеющей форму, подобную требуемой, и затем задающий агент будет наноситься на них путем обертывания, пропитки или распыления. Осуществляется отверждение задающего агента, и затем компонент может участвовать в процессе сборки.
После соединения компонентов временные свойства убираются, и в итоге остается готовое изделие.
Восстановление задающего агента
Если это возможно, задающий агент необходимо восстанавливать для последующего повторного использования. Если агент находится в растворе, вначале должна осуществляться фильтрация раствора для удаления любых волокон, которые могли попасть в него во время сборки от тканевых компонентов одежды.
После удаления твердых примесей из раствора задающий агент может быть восстановлен путем испарения растворителя, после чего остается только сам агент. Для этого можно использовать различные широко распространенные технологии, например вакуумное испарение (Gupta, 2009), сушка распылением, сушка в барабанной сушилке, или традиционная дистилляция. Эти технологии не должны использовать тепло, температура которого превышает или приближается к температуре пиролиза задающего агента.
После восстановления задающего агента необходимо осуществить оценку его загрязнения и ухудшения его свойств, с помощью спектрографического анализа и стандартных тестов материаловедения. После определения базовых показателей загрязнения и ухудшения свойств, систематическое отслеживание количества использований партии задающего агента в конкретном процессе сборки может использоваться для прогнозирования, когда будет необходимо осуществлять очистку или утилизацию задающего агента.
В предпочтительном варианте воплощения настоящего изобретения гибкий материал может ламинироваться термопластичной пленкой, которая делает его жестким. Жесткий материал затем может размягчаться с помощью тепла и осуществляться его формование для получения желаемой формы компонентов. Эти компоненты затем могут обрабатываться, используя способы, разработанные для жестких материалов, таких как листовой металл или жесткий пластик, например захват посредством роботов или вручную, штамповка, формование с помощью роликов, обжатие, гидравлическое формование, вакуумное формование, и т.д., при подготовке к их конечной сборке.
Предварительное формование
Прокладочные и подкладочные части
Многие виды одежды собираются из одного или более слоев тканевого материала, которые накладываются один на другой. Это делается по нескольким причинам. По эстетическим причинам -чтобы управлять жесткостью одежды (и в итоге тем, как она будет выглядеть на владельце во время носки), для упрочнения одежды в конструктивно важных местах (например, отверстия для пуговиц), для предотвращения растяжения одежды в местах постоянной деформации, и для обеспечения дополнительной тепловой изоляции. В зависимости от области применения, прокладочные и подкладочные части могут быть присоединены по их периметру, или могут быть присоединены с помощью склеивания на некоторой части или на всей поверхности их соприкосновения.
В контексте этого процесса, дополнительные слои предварительно подготавливаются, используя технологии, подобные ламинированию и резке, описанные ранее. После позиционирования на верху основной детали, их взаимное расположение фиксируется или на постоянной основе, используя стандартные технологии для клеевых прокладочных материалов, например, с помощью активируемого адгезива, или временно, используя растворимый адгезив, точечную сварку путем размягчения задающего агента и прижатия прокладочной части к основной детали в месте размягчения, или с помощью механических крепежных средств, изготовленных из того же удаляемого материала, что и задающий агент.
Обычно используются прокладочные материалы, которые присоединяются путем склеивания с помощью активируемого теплом адгезива, и, так как это может влиять на задающий агент, то возможно будет необходимым осуществлять нанесение присоединяемых с помощью склеивания слоев перед процессом, в котором формируется толщина задающего агента, или, в качестве альтернативы, использовать адгезив, активируемый не посредством тепла, например, адгезив, активируемый с помощью ультрафиолетового излучения или катализатора.
В случае клеевых подкладочных материалов, их поверхности и поверхности тканевого материала должны находиться в непосредственном контакте друг с другом, и не могут иметь между ними слоя увеличивающего жесткость агента. В этом случае, манипулирование, позиционирование и крепление прокладочного материала осуществляется, когда он является нежестким, хотя после крепления будут получены преимущества от задающего агента, нанесенного на основную деталь.
Так как прокладочные части часто используются для задания структурных характеристик одежды, важно, чтобы объем, добавляемый задающим агентом к многослойной структуре, был сведен к минимуму. Это возможно обеспечить путем отказа от нанесения задающего агента на прокладочный материал и использования только описанных ранее технологий крепления, но также это возможно обеспечить путем изменения толщины задающего агента с учетом соответствующего задающего агента на смежном слое. Нанесение задающего агента с взаимным перекрытием может уменьшить до минимума общий объем без тотального ухудшения преимуществ для манипулирования, обеспечиваемых задающим агентом.
Используя этот процесс, также можно осуществлять манипулирование и более рыхлыми материалами, такими как вата или изоляционный материал: они могут быть обработаны посредством увеличивающего жесткость агента и затем спрессованы в листы для манипулирования.
Объемный материал
Объемные тканевые материалы, такие как вата/изоляционный материал, или в рыхлом состоянии или в виде листа, могут быть подготовлены для манипулирования в этом процессе путем обработки их посредством задающего агента и прессования их между роликами или на пресс-форме, при этом задающий агент отверждается. После обработки этого материала он будет подобен нетканому тканевому материалу, и возможно осуществлять его резку и манипулирование подобно другим тканевым материалам. После удаления задающего агента, если между слоями одежды остается свободное пространство, этот материал вернется к его нормальному объему. Необходимо обеспечить, чтобы обрабатываемый материал не деформировался на постоянной основе, когда он подвергается воздействию температуры и давления, которые прилагаются во время изготовления.
На фиг. 2 иллюстрируется рыхлый объемный материал (5). Когда он проходит под соплом (6) для распыления или расплавленного задающего агента или задающего агента в растворе, рыхлый материал покрывается задающим агентом. Затем осуществляется прессование материала, имеющего покрытие, с помощью ролика (7), что ведет к временному изменению плотности материала. Этот процесс может быть улучшен, если он выполняется в вакууме, чтобы гарантировать, что объем будет уменьшен до минимума.
В качестве опции, после или во время прессования возможно осуществлять дополнительную обработку плотного материала посредством задающего агента (1), который наносится в виде пленки и ламинируется с помощью ролика (3) с нагревом. Эта дополнительная обработка обеспечивает равномерно уплотненную поверхность, что предпочтительно для захвата с помощью вакуумных средств, или любых других способов формования или захвата, для которых является преимуществом непроницаемая для воздуха поверхность.
Использование переменной толщины задающего агента Толщина задающего агента может изменяться в некоторых местах, чтобы обеспечить специфические свойства на последующих этапах сборки. Изменение толщины обеспечивает получение областей переменной жесткости и гибкости, где это необходимо, и должно быть оптимизировано таким образом, чтобы уменьшить до минимума удельный вес используемого задающего агента.
Структуры, сформированные на обработанной поверхности тканевого материала, могут взаимодействовать с используемым далее механическим оборудованием, действуя в качестве направляющих рельсов, дорожек или зубчатого ремня, так что возможно обеспечить последовательную и легкую подачу тканевого материала в машину.
Множество примеров переменной толщины задающего агента можно увидеть на фиг. 3, на котором тканевый материал (2), обработанный задающим агентом (1), имеет линию (15) сочленения, которая продолжается вдоль его длины. Дополнительно, задающий агент имеет существенно меньшую толщину вдоль фланца (5) для шва, образуя отверстия (6) и непрерывный желобок (15), чтобы уменьшить до минимума объем шва и способствовать проникновению иглы. Также на чертеже показаны усиливающий элемент (14), точка (12) совмещения и точка (13) захвата.
На фиг. 2 также показаны множество функциональных элементов, включающих в себя гладкие (10) и зубчатые (8) дорожки, образованные путем тиснения в поверхности, которые взаимодействуют с соответствующими компонентами в подающих и направляющих механизмах различного механического оборудования (16).
Также показаны направляющие рельсы (11), сформированные в обрабатываемом тканевом материале, при этом отметим, что здесь обрабатываемый материал формуют в виде рельса, а не формуют рельс на его поверхности, что осуществляется с использованием тиснения с глубоким рельефом или последующего процесса формования, например, с помощью роликов.
Способы формирования толщины задающего агента
Толщина может быть сформирована с помощью тиснения, гравирования или травления, и выбор способа скорее всего будет зависеть от масштаба производства.
Тиснение
Тиснение осуществляется с помощью поверхности, имеющей текстуру, являющуюся негативом для конечной топологии. Текстурированная поверхность, или в виде пластины или в виде вращающегося цилиндра, вдавливается в податливый задающий агент, вытесняя агент из областей, где он должен быть тонким, и помещая его туда, где он должен быть толстым. Поверхность для тиснения или может быть нагрета сама или может вдавливаться в предварительно нагретый агент.
Преимуществом тиснения является самая большая эффективность и самая большая производительность, но тиснение имеет более высокие расходы на оснастку, и не может регулироваться для каждого отдельного изделия, для него требуется массовая настройка.
Гравирование
Гравирование осуществляется путем вдавливания гравировального резца в задающий агент. Гравировальный резец затем перемещается в агенте по траектории, соответствующей желаемому рисунку, смещая агент на своем пути. Это может выполняться вручную или быть автоматизировано с помощью плоттера.
Гравирование может быть полезно для заказных и экспериментальных изделий, но ограничено низкой скоростью/производительностью, а также величиной смещения задающего агента (гравирование подходит для добавления линий -складок сочленения и отверстий для шва, но не способно удалять большие области материала). Гравировальный резец может использоваться на нагретом задающем агенте, или нагретый гравировальный резец может использоваться на холодном агенте.
Травление
Лазерное травление осуществляется с помощью доступных на рынке установок лазерного травления. Управляемый компьютером лазерный луч перемещается по поверхности, осуществляя испарение тонкого слоя агента при каждом проходе.
Преимуществом травления является высочайшая точность, однако это единственный процесс, безвозвратно удаляющий агент из производственного цикла (который иначе мог бы быть восстановлен), и поэтому он может быть нежелательным для крупномасштабного производства.
Дополнительно к изменению физических свойств, возможно нанесение визуальной и физической маркировки для содействия в манипулировании в дальнейшем процессе. Визуальная маркировка может включать в себя одномерные или двухмерные графические изображения с закодированными данными (например, QR-коды или схематические указатели для ориентирования), так что камера или рабочий могут определять положение и ориентацию любой конкретной части. Дополнительная маркировка может использоваться для точного выравнивания и совмещения при соединении отформованных частей. Также на ткани могут быть напечатаны направляющие линии, для позиционирования и ориентирования при выполнении любых процессов, например, сшивание, резка, гибка, добавление карманов, добавление пуговиц, и т.д.
Физическая маркировка может быть образована графическими изображениями, впечатанными в поверхность материала, топологической маркировкой, или физическими компонентами, которые временно прикрепляются к поверхности материала. Топологическая маркировка также может иметь двойное назначение и выполнять неинформационную функцию, например, в виде складок, которые служат заготовками для последующих операций соединения, гибки, обжатия, формирования стрелок или плиссирования.
При использовании на материалах, имеющих неравномерную поверхность, что уменьшает возможности для полезной печати, визуальная маркировка может наноситься поверх слоя задающего агента, на области, которые могут использоваться в качестве более подходящей для печати поверхности, за счет уплотнения зазоров, сглаживания текстур, обеспечения химически совместимой поверхности, и т.д.
Топологическая маркировка, добавленные физические компоненты или их комбинация могут служить для содействия выполнению процесса сборки подобно кондуктору, точкам совмещения, направляющему рельсу или дорожке, или зубчатой рейке, так что материал может подаваться последовательно в машину.
Легирование
В зависимости от сложности процесса сборки, может быть необходимым изменять характеристики слоя задающего агента, чтобы содействовать визуальному контролю и взаимодействию на последующих этапах.
Возможность выборочного нагрева детали, независимо от ее доступности или позиционирования, может потребоваться для соединения, отделения или изменения детали или деталей во время сборки. Добавление чувствительных компонентов в задающий агент, примешивание тонкодисперсных металлических и/или ферромагнитных частиц в задающий агент, обеспечивает возможность его нагрева путем воздействия на него электромагнитного излучения или используя индукционный нагрев.
Если металлические частицы являются чувствительными к воздействию магнитных полей, например, железные опилки, то возможно осуществлять захват в легированной области с помощью электромагнита.
Если задающий агент смешивается с пигментом, он может выполнять функцию указателя, как было описано ранее. Если пигмент является непроницаемым для радиоизлучения, он может использоваться для сканирования расположения деталей на последующих этапах сборки и может обеспечивать полезную информацию для контроля качества с обратной связью.
Пигмент, который флуоресцирует под действием ультрафиолетового излучения (12b), при соответствующей концентрации задающего агента, может использоваться для указания относительной толщины задающего агента на поверхности (11b) деталей. Эта информация может интерпретироваться посредством машинного зрения или человеком, и может использоваться для указания полезной информации для позиционирования (подобно способам, рассмотренным ранее), а также для выявления каких-либо ошибок в нанесенном задающем агенте или в нижележащей тканевой подложке.
Добавление непрозрачного или полупрозрачного пигмента, цвет которого отличается от обрабатываемого тканевого материала, позволяет получить контрастный рисунок, когда толщина задающего агента сформирована. Области высокого контраста могут использоваться для передачи информации для обработки с помощью машинного зрения, и полупрозрачные пигменты - которые будут визуально различаться в зависимости от толщины задающего агента - могут использоваться для измерения толщины задающего агента для целей обеспечения качества.
Нанесение указателей
Для сложных несинхронных операций сборки может быть необходимым указывать на отдельных частях полезную информацию, относящуюся к идентификации конкретной детали, ее требуемой ориентации относительно камеры системы машинного зрения или рабочего («этот конец верхний»), к требуемому взаимному расположению между смежными деталями, обеспечивая визуальную, вместо механической, маркировку.
Указатели в частности полезны для операций сборки, которые не полностью автоматизированы и требуют некоторую степень участия человека. Направляющие линии, напечатанные на тканевом материале, могут использоваться для позиционирования и ориентирования при выполнении любых процессов, например, сшивание, резка, гибка, добавление карманов, добавление пуговиц, и т.д.
Указатели могут наноситься временно с помощью пигментов, которые или печатаются непосредственно на поверхность задающего агента, или смешиваются с самим задающим агентом. Указатели также могут наноситься путем тиснения только в виде текстуры на поверхности агента, и их проявление может осуществляться с помощью источника косого освещения.
Топологическая указательная информация также может быть получена с помощью модификаций поверхности, выполняющих неинформационную функцию, например складок, которые служат в качестве заготовок для последующих операций соединения, гибки, обжатия, формирования стрелок или плиссирования.
Указатели могут быть образованы с помощью простых информативных геометрических символов, таких как схемы, знаки или простые цифры, или содержать относительно сложную информацию, закодированную с помощью одного или более пригодных для машинного считывания одномерных или двухмерных штрих-кодов.
На фиг. 4 изображено множество типов поверхностных указателей. Детали тканевого материала (2), обработанного задающим агентом (1), имеют рисунки (21), образованные путем тиснения, печати или присоединения на их поверхности. Показаны функциональные «рисунки», например складки (18) сочленения, точки (15) совмещения или захвата, образованные путем тиснения направляющие (13) для механического взаимодействия, подобные зубьям или рельсам, и усиливающие элементы (17), которые могут быть проявлены, используя камеру (2) системы машинного зрения, соединенную с источником (23) косого, возможно направленного, освещения. Характеристические тени (24), отбрасываемые различными поверхностными элементами, могут использоваться для указания ориентации детали относительно камеры и любых инструментов или устройств. Дополнительно, любое отклонение в расположении теней будет указывать на ошибки в детали, обеспечивая возможность контроля качества.
Поверхностные указатели также могут быть напечатаны на детали, используя пигменты, и интерпретироваться посредством машинного зрения с помощью стандартного освещения (25). Указатели, напечатанные на поверхность задающего агента, будут удалены одновременно с задающим агентом, во время этапа стирки. Декоративные рисунки (26), напечатанные непосредственно на саму деталь, которые будут оставаться на одежде на постоянной основе, также могут интерпретироваться с помощью обычных способов, использующих машинное зрение.
Временная маркировка может представлять собой простые геометрические формы, такие как блоки или стрелки (27), используемые для обеспечения общей информации о позиционировании, может содержать данные, закодированные в символах, пригодных для считывания посредством программного обеспечения для оптического распознавания символов (или, конечно, человеком), или может содержать данные, закодированные в двух- или трехмерных штрих-кодах (28). Маркировка также может использоваться для формирования направляющих линий для машины или операторов, указывающих путь для подгибания края, или установочные метки, указывающие внутренний край будущего шва (29). Аналогично, информационные графические элементы могут быть образованы путем тиснения в поверхности задающего агента таким образом, что при воздействии косого освещения отбрасываются тени в форме желаемого информационного графического изображения (30).
Временные функциональные поверхностные элементы
После нанесения задающего агента на тканевый материал и формирования его толщины путем тиснения или других способов, дополнительные элементы могут быть добавлены на обработанную поверхность.
Функции
Точки совмещения
Точки совмещения являются функциональными поверхностными элементами, которые позволяют позиционировать две или более детали относительно друг друга с высокой точностью. Скошенная поверхность для сопряжения обеспечивает, что когда две половины сближаются друг с другом, они будут механически принудительно выравниваться, подобно механизму центрирования. Точки совмещения могут использоваться для обеспечения точного позиционирования между двумя деталями, между деталью и кондуктором, и между деталью и захватным устройством, включая механические захватные средства с приводом, и вакуумные или электромагнитные устройства.
Точки захвата
Точки захвата позволяют надежно удерживать деталь на месте посредством захватного устройства, кондуктора или смежной детали без повреждения или деформации тканевого материала.
В случае кратковременного захвата, простая головка или ручка могут содействовать машине для обеспечения прочного захвата детали. В случае захвата средней продолжительности эксцентриковый зажим может обеспечить эффективное удерживание и освобождение. В случае длительного удерживания посредством захватного устройства или кондуктора, хорошо подходит резьбовое соединение, с креплением с помощью болта, если требуются многократные захваты, или с помощью винта-самореза, если точка захвата используется только один раз.
Может быть необходимым, чтобы захваченная деталь имела возможность перемещения по одной или более осям движения во время этапа изготовления. В этом случае точка захвата будет подобна шаровому шарниру или половине шарнира, обеспечивая возможность соответствующему захватному средству удерживать ее надежно в одной или двух осях движения.
В случае захвата между двумя деталями, соединение может удерживаться постоянным образом (до конца процесса сборки) с помощью заклепки, или временно, с помощью застежек-липучек.
Следует отметить, что любая точка захвата скорее всего будет также выполнять функцию точки совмещения.
На фиг. 3 показаны точка (15) совмещения и точка (16) захвата, прикрепленные к поверхности тканевого материала (2), обработанного задающим агентом (1).
Типы
Функциональные поверхностные элементы могут быть добавлены к детали с помощью одного из трех способов. Они могут быть образованы путем формования непосредственно в задающем агенте, уже покрывающем тканевый материал; они могут быть образованы путем инжекционного формования на агенте; или они могут быть изготовлены отдельно и затем прикреплены к детали. Если они изготавливаются отдельно и затем добавляются, они могут быть изготовлены из того же вещества, который используется в качестве задающего агента, или они могут быть изготовлены из другого материала.
Только очень простые точки совмещения могут быть образованы путем формования непосредственно в обработанной поверхности, они выдавливаются в агенте с помощью горячего штампа или вдавливаются в тканевый материал, когда он еще горячий.
Более сложные функциональные поверхностные элементы требуют использовать дополнительные материалы, для некоторых элементов может быть целесообразным нанесение их путем инжекционного формования непосредственно на поверхность детали.
Самые сложные элементы, например эксцентриковый зажим, могут потребовать отдельного изготовления перед их размещением на детали.
Если отдельно формуемую деталь изготавливают из того же материала, что и задающий агент, она может быть присоединена к поверхности путем приложения тепла с помощью потока горячего воздуха, нагревательного элемента, инфракрасного излучения или высокочастотного нагрева, сопровождаемого приложением давления. Такой же эффект может быть достигнут с помощью устройства ультразвуковой сварки. В качестве альтернативы, небольшое количество растворителя или временного адгезива будут обеспечивать скрепление двух поверхностей вместе.
Если отдельно формуемую деталь изготавливают из материала, отличного от материала задающего агента, более вероятно, что для скрепления поверхностей потребуется временный адгезив. В качестве альтернативы, механическое соединение может быть получено путем формирования текстуры на поверхности для соединения и ее вдавливания в нагретый задающий агент. Текстура может быть нанесена на поверхность с помощью механической обработки, шлифования, пескоструйной обработки, лазерного травления или химической обработки.
Поверхностные элементы, изготовленные из материалов, которые не растворяются вместе с задающим агентом, будут отделяться от собранной одежды в конце сборки, когда будет удален задающий агент, который их прикрепляет. Они могут быть восстановлены и использоваться повторно. Этот материал может быть выбран на основании его специфических свойств, например, материал, чувствительный к воздействию магнитных полей, потребуется для точек захвата для электромагнитных захватных устройство, а точка захвата, изготовленная из гибкого материала, будет хорошо подходить для вакуумного захватного средства.
Точки совмещения и захвата могут, и скорее всего будут, работать вместе с устройствами, оснащенными дистанционными устройствами управления позиционированием, чтобы корректировать любые отклонения, возникающие во время любых этапов изготовления, перед последующими операциями.
Резка
Способы резки
Цех резки является местом, где была проведена большая часть оптимизации в отношении современных технологий и обеспечения высокой производительности в промышленном производстве одежды, и здесь можно сделать небольшие улучшения. В настоящее время на операциях резки для сборки одежды используют ручные инструменты для резки, высекальные штампы и оборудование с ЧПУ, например плоттерные устройства для резки, лазерные устройства для резки и устройства для гидроабразивной резки.
Единственной новой технологией резки, предоставляемой использованием задающего агента, является применение ротационного высекального устройства, которое позволяет осуществлять точную резку большого количества деталей, расположенных в одной плоскости, что может быть необходимым, так как большинство других технологий массовой резки требуют, чтобы тканевые материалы располагались в виде множества слоев друг на друге, что может быть ограничивающим фактором при нанесенном на них задающем агенте, так как наличие множества слоев задающего агента ведет к значительному увеличению усилия, требуемого для резки сквозь полученную стопу. Относительно большие расходы на оснастку для этого оборудования будут ограничивать его использование крупномасштабным производством.
Отбор и буферизация
После резки детали должны быть отобраны и отсортированы для подачи в процесс (32) сборки. Пригодные для машинного считывания указатели и функциональные поверхностные элементы обеспечивают средства для робота, чтобы обнаруживать и отбирать детали после того, как они были отделены друг от друга.
В случае крупномасштабного оптимизированного производства отрезанные детали могут поступать непосредственно на этап сборки, но в случае производства небольшого масштаба, когда доступное оборудование является ограничивающим фактором, может быть экономически целесообразным иметь одну подготовительную линию, которая производит все детали для сборки.
Даже в случае крупномасштабного производства полезно учитывать разрыв в логистике между подготовительным этапом и последующими этапами, и в случае создания резерва в процессе изготовления, это дает хорошую возможность осуществлять буферизацию деталей, так как они могут храниться в устойчивом компактном виде и использоваться по мере необходимости, когда производство возобновляется.
После осуществления формирования всех компонентов, они могут быть собраны вместе и соединены, используя традиционные способы для тканевых материалов, например, сшивание, склеивание или клепку.
Подгибание краев
Обычно в завершение обработки на краях одежды делают подгибку, путем загибания тканевого материала назад на себя один или несколько раз и последующего закрепления сгиба с помощью адгезива или швейного шва. Это может быть легко осуществлено на тканевом материале, обработанном задающим агентом, путем размягчения задающего агента вдоль линии сгиба, или используя складки, образованные в задающем агенте, или комбинации этих двух способов.
Плоский тканевый материал подается через устройство для подгибания, которое осуществляет гибку тканевого материала в заданном месте. Затем подгибка может быть сразу закреплена с помощью адгезива или шва, или зафиксирована с помощью задающего агента для последующего закрепления. Множество устройств для подгибания и швейных устройств могут быть расположены в линию друг с другом для получения любой произвольной подгибки. Когда тканевый материал выходит из устройства для подгибания, ролик может прилагать давление к подгибу для его дополнительной фиксации.
Складки часто сохраняются и фиксируются путем обработки внутренней части сгиба, обеспечивающей «несминаемость» материала. Если этот этап должен выполняться на тканевом материале, обработанном задающим агентом, важно, чтобы средство для фиксации складки наносилось на необработанную задающим агентом поверхность тканевого материала.
Устройство для подгибания, используемое в настоящее время для выполнения подгибки на швейных машинах (US 1988140 А), имеет широкие возможности для использования совместно с обработанным задающим агентом тканевым материалом. Тканевая ткань с увеличенной жесткостью, любой формы и размеров, может подвергаться гибке вдоль прямой линии или вдоль произвольной кривой при прохождении ее через устройство для подгибания, и этот этап сборки вероятно будет часто использоваться на практике.
Поверхностные элементы
Многие поверхностные элементы одежды могут быть нанесены на этом этапе, используя преимущества существующих машин, которые могут выполнять эти задачи автономно. Устройства для добавления функциональных элементов (например, кнопки-застежки, карманы, пуговицы и отверстия для пуговиц) или декоративных элементов (вышитые и напечатанные графические изображения) уже широко используются, и могут быть приспособлены для работы с обработанным задающим агентом тканевым материалом путем минимальных модификаций.
Многие из современного оборудования, используемого для частичной автоматизации этапов процесса изготовления одежды, например, машины для карманов рубашек, в настоящее время требуют, чтобы рабочий выполнил размещение и выравнивание деталей на устройстве, перед тем, как автоматизированное оборудование будет осуществлять автоматическую гибку и сшивание кармана на тканевом материале. В описываемом здесь улучшенном процессе, улучшенные возможности для манипулирования обработанным тканевым материалом позволяют точное автоматизированное размещение деталей на машине, убирая необходимость в использовании рабочего. Это же справедливо для многих других используемых в настоящее время полуавтоматических процессов. Описываемый способ обеспечивает возможность автоматического позиционирования в машинах для пуговиц и отверстий для пуговиц, вышивальных машинах и в устройствах для нанесения любых других декоративных элементов, таких как блестки, заклепки и т.д.
Необработанная поверхность жесткого тканевого материала может быть размещена точным образом на печатной машине для нанесения декоративных элементов, используя любые стандартные технологии печати или переноса, например, трафаретная печать, сублимационная печать, тампонная печать, аэрография или струйная печать, совместно с любыми необходимыми операциями послепечатной обработки.
Трехмерное формование
Изменение формы деталей
Возможность временного изменения формы отрезанных деталей является важнейшим преимуществом, предоставляемым задающим агентом, позволяя размещать детали в требуемой позициях для сборки и удерживать в этой позиции, пока они не будут окончательно закреплены.
Этап изменения формы аналогичен многим обычным процессам формования, используемым при производстве деталей из листовых пластиков и металлов. После размягчения задающего агента, деталь деформируется и снова отверждается, сохраняя ее новую форму.
Если геометрия детали затрудняет обеспечить гарантированное последовательное совмещение и деформирование из-за того, что деталь смещается во время закрытия пресс-формы, может быть необходимым использовать точки совмещения для позиционирования некоторых точек детали по указанным координатам в пресс-форме. Также может быть желательным использовать точку захвата для фиксации этих позиций на месте во время процесса формования. Если имеется необходимость в точках совмещения или точках захвата, также может быть необходимым разделять движение точек захвата и движение частей пресс-формы, используя или активное сочленение или пассивное подрессоривание.
После размещения детали в пресс-форме необходимо выполнить цикл размягчения-отверждения, чтобы придать тканевому материалу новую форму. Фаза размягчения может осуществляться до того, во время того или после того, как пресс-форма будет закрыта вокруг тканевого материала, но фаза отверждения должна осуществляться после того, как пресс-форма была закрыта, и до того, как тканевый материал будет освобожден.
Если обработка для размягчения представляет собой приложение тепла, это может осуществляться множеством способов. Может нагреваться сама пресс-форма, чтобы нагревать деталь с помощью теплопроводности, когда пресс-форма закрыта. В качестве альтернативы, деталь может размягчаться под действием инфракрасного излучения, она может подвергаться воздействию потока горячего воздуха или он может проходить через нагретый ролик или плиту. Также возможно осуществлять более выборочное размягчение, с помощью сканирующего лазера, направленных струй горячего воздуха или воздействия источника инфракрасного излучения, на котором имеется маска для блокирования некоторой части излучаемого тепла. Если задающий агент был легирован, чтобы сделать его восприимчивым к электромагнитному излучению или индукционному нагреву, эти способы могут использоваться для выборочного нагрева обработанных областей.
Если для фазы отверждения требуется, чтобы отформованная деталь охлаждалась, находясь в пресс-форме, это можно осуществлять путем отвода тепла через пресс-форму, при содействии системы активного охлаждения, в виде циркулирующего охлаждающего агента, или пассивного теплоотвода, или охлаждаемого с помощью вентилятора теплоотвода.
Поверхность пресс-формы также может представлять собой термопару, которая нагревает деталь, когда ток течет в одном направлении, и которая может быть затем быстро переключена на охлаждение путем изменения на обратное направления протекания тока.
Может быть желательным выборочно размягчать задающий агент в некоторых местах, при этом оставляя его жестким в других. Это может потребоваться для защиты требующих осторожного обращения указателей и швов на поверхности агента, или для уменьшения излишнего потребления энергии. Также это может осуществляться для выборочного изменения натяжения в тканевой подложке, которое будет влиять на ее соединение с другими материалами и на форму, которую она будет принимать при износе. Например, эластичная лента для пояса спортивных брюк, обработанная задающим агентом, может быть растянута до диаметра брюк и удерживаться в этом положении, так что она может быть легко прикреплена. После удаления задающего агента, эластичная лента вернется к ее нормальному диаметру, и талия будет стянута, в соответствии с требуемым дизайном.
Один механизм для придания формы материалу, обработанному размягчаемым с помощью тепла задающим агентом, иллюстрируется на фиг. 5. Тканевый материал (1), обработанный задающим агентом (2), к которому добавлена точка (15) совмещения, размещается на колонне с ответной точкой (33) совмещения. Когда формообразующий штамп закрыт, верхняя половина (34) штампа давит на колонну таким образом, что клапан (35) открывается, позволяя горячему воздуху, поступающему от входа (36) для нагретого сжатого воздуха, течь из выходных сопел (37) и вдоль поверхности задающего агента, размягчая ее. Каналы, обеспечивающие протекание нагретого сжатого воздуха через холодную пресс-форму, изолированы с помощью слоя (38) изоляции.
Когда деталь прижимается к нижней половине (39) пресс-формы, она деформируется в требуемую форму. Нижняя половина пресс-формы поддерживается холодной с помощью циркулирующего охлаждающего агента (40), который охлаждает и отверждает задающий агент, позволяя детали удерживать полученную ею форму. После формования колонна возвращается в ее исходное положение с помощью пружины (41). Спиральная канавка вдоль длины колонны (42) заставляет ее поворачиваться при каждом ходе, так что клапан для горячего воздуха не открыт при обратном ходе.
Отметим, что внутренние поверхности частей пресс-формы являются легкосъемными и заменяемыми, так что пресс-форма может быть быстро перенастроена для работы с другим рисунком.
Другие способы формования
Множество технологий, используемых в настоящее время для работы с листовыми пластиками и металлами, могут быть приспособлены для формования обработанного тканевого материала. Эти технологии включают в себя формование под вакуумом и формование под давлением, которые могут использоваться для растягивания размягченного тканевого материала по поверхности, так что он будет сохранять желаемую форму после его охлаждения. Другое оборудование для формования металла, например, гибочный пресс для формования длинных сгибов (подобных подгибам или плиссе) и прокатные валики могут использоваться для ручного или автоматизированного формования криволинейных поверхностей.
Подготовка фланца для шва
В зависимости от толщины и прочности задающего агента, а также количества слоев агента и количества слоев тканевого материала, которые должны сшиваться, может быть необходимым подготовить шов для сшивания. Для этого задающий агент может иметь отверстия и желобки, образованные в его поверхности во время этапа, на котором формируется толщина задающего агента, или они могут быть образованы на задающем агенте после этапа формования с помощью штамповки и прокатки, используя соответствующий штамп.
Может быть необходимым уменьшить толщину увеличивающего жесткость агента, и возможно тканевого материала, чтобы уменьшить до минимума объем шва во время и после сборки. Это может быть осуществлено на ранних этапах путем тиснения и т.д., или путем пропускания края через машину для скашивания краев, которая будет срезать или стачивать тонкий клиновидный слой задающего агента или тканевого материала.
Поверхность для шва должна быть выровнена таким образом, чтобы быть параллельной соответствующей поверхности присоединяемой детали. Угловое положение фланца для шва может быть установлено на этапе основного прессования, или на последующем этапе, на котором эта поверхность восстанавливает свое положение.
На фиг. 3 показан подготовленный фланец для шва. Тканевый материал (1), обработанный задающим агентом (2), был согнут вдоль его краев, обеспечивая правильное угловое положение фланца (8) для шва для его будущего сопряжения. Дополнительно, на фланцах для шва, в местах, в которых ожидается проникновение иглы, была уменьшена их толщина, или посредством непрерывного желобка (19) или посредством отверстий (9).
Пост-формование
После того, как была сформирована требуемая форма, может быть желательным обработать тканевый материал с помощью агентов, чтобы сформировать некоторые постоянные элементы, такие как плиссе, стрелки или элементы драпировки, используя способы обработки для получения «несминаемости» материала, которые в настоящее время широко используются.
После формования детали также может быть желательным осуществить некоторые из этапов, описанных для подгибания краев или для предварительного формирования поверхностных элементов, если выполнение этих этапов должно было быть отложено из-за возможности того, что в процессе формования подгиб, складка или поверхностный элемент будет поврежден или деформируется, или из-за возможности того, что подгиб, складка или поверхностный элемент будут мешать процессу формования.
Сборка
Позиционирование
После формования осуществляется захват и позиционирование деталей относительно друг друга, используя специализированное сборочное устройство, статический кондуктор для позиционирования или кондуктор для позиционирования с приводом, или их комбинацию. Точки захвата и совмещения могут использоваться для обеспечения правильного выравнивания между сборочным устройством и деталями, деталями и другими деталями, или деталями и кондуктором для позиционирования.
Что касается кондукторного устройства, то детали (43) одежды удерживаются с помощью вакуумных, электромагнитных или механических захватных средств (44), при этом их точки совмещения используются для правильного выравнивания деталей с кондуктором. Радиальные (45) и линейные (46) исполнительные элементы обеспечивают возможность точного управления всей одеждой или отдельными компонентами одежды, взаимным расположением с машинами и другими компонентами одежды.
Исполнительные элементы на кондукторном устройстве могут использоваться для манипулирования одеждой множеством способов. Хотя они являются относительно плоскими, когда их захватывают (этап 1 и этап 2), отформованные детали одежды могут загибаться на себя (этап 3). После того, как выполнены временные соединения или постоянные швы (этап 3 и этап 4), возможно осуществление дальнейших манипуляций с частично собранной одеждой, чтобы сделать иначе недоступные швы доступными для операций постоянного соединения (этап 5). Это активное изменение положения является альтернативой или дополнением к пассивному изменению положения, рассматриваемому позднее, в ситуациях «конфликта».
Активное изменение положения также может осуществляться с помощью поверхностей с механическим приводом или изменяющих объем под действием пневматики баллонов, которые, когда они приводятся в действие, прижимаются к внутренней стороне шва, заставляя его перемещаться наружу и делая его доступным для воздействия механического оборудования.
Скрепление
После того, как детали были правильно расположены относительно друг друга, они могут быть сразу соединены, или временно скреплены для последующего этапа соединения. Временные соединения могут быть непрерывными вдоль длины шва, или это могут быть точечные соединения в ключевых местах.
Если задающий агент может быть соединен сам с собой, имеются множество вариантов, доступных для соединения двух деталей, имеющих по меньшей мере один слой задающего агента между двумя тканевыми материалами, подлежащими соединению. Для образования соединения, задающий агент должен быть размягчен перед обжатием соединения. Если задающий агент размягчается с помощью тепла, можно использовать устройство для ультразвуковой, радиочастотной или лазерной сварки для нагрева задающего агента на границе между двумя материалами.
Если задающий агент не может быть соединен сам с собой легким образом, доступны другие варианты, например соединение путем закатывания, подобно консервной банке, удерживаемое механическим образом, соединение с помощью временного адгезива, или соединение с помощью кнопок-застежек. Кроме того, псевдопостоянные соединения могут быть сделаны с помощью заклепок, скобок или штифтов, изготовленных из того же материала, что и задающий агент, так что они могут быть легко удалены в конце процесса сборки.
Сшивание
После выполнения позиционирования и фиксации деталей, они могут быть соединены друг с другом на постоянной основе.
Некоторые модификации должны быть сделаны для нормальных процессов сшивания, с учетом наличия, толщины и прочности задающего агента, а также того, что задающий агент должен быть удален после сборки, оставляя зазор в том месте, где он располагался.
Задача по проникновению через задающий агент швейной иглой, если она не решается полностью путем образования желобков или отверстий на этапе подготовки фланца для шва, может быть дополнительно решена путем использования более прочных иглы и нити, чем использовались бы в ином случае. Задающий агент также может размягчаться на пути перед иглой. Если задающий агент размягчается с помощью тепла, может быть нагрета сама игла, или агент может размягчаться в контакте с нагретым элементом, или подвергаться воздействию источника теплового излучения.
Необходимо синхронизировать перемещение шва, подлежащего сшиванию, с работой швейной машины. Благодаря достаточно точному управлению положением при сборке, перемещение детали относительно швейной машины может быть разбито на этапы, которые соответствуют требуемой длине стежка, и перемещение с этапа на этап может осуществляться в соответствии с движениями швейной машины.
Если системы управления движением являются недостаточно точными для обеспечения этого, любые упругие свойства обработанного тканевого материала могут использоваться таким образом, что перемещение детали через швейную машину будет соответствовать средней скорости подачи швейной машины, и во время периодов времени, когда деталь перемещается напротив неподвижной иглы/прижимной лапки, натяжение будет распределяться по одежде.
В качестве альтернативы, одежда может быть захвачена устройством, которое позволяет некоторую степень смещения вдоль пути шва, и тем самым может обеспечить буфер движения для швейной машины. В этом случае величина вектора смещения, обеспечиваемая устройством, не должна превышать длину одного стежка, и его направление должно быть ограничено направлением стежка.
Механизм для обеспечения этой функции показан на фиг. 6. Стержень, предназначенный смещать точку (47) совмещения, установлен в дорожке (48), которая позволяет одномерное перемещение вдоль направления смещения. Подвижный блок (49) предназначен ограничивать величину смещения, и установлен на винте (50), приводимый в движение приводным валом (51). Пружина (52) установлена в месте, противоположном направлению смещения, чтобы обеспечивать силу сопротивления и возвращать точку совмещения в центр. Натяжение пружины может регулироваться путем поворота винта (53). Все устройство может поворачиваться с помощью внешнего вала (54), который управляет компонентом направления в векторе смещения.
Во время работы, на 2-м этапе на фиг. 6 показана ткань (2), обрабатываемая посредством тканевого материала (1), который толкает рейка (55) и прижимная лапка (56), чтобы перемещать тканевый материал на длину одного стежка. Пружина (52) растягивается, и деталь может перемещаться вперед на длину одного стежка, независимо от точного позиционирования устройства, которое перемещает деталь в продольном направлении на средней скорости подачи. Это эффективным образом обеспечивает буфер для ступенчатого перемещения швейной машины относительно непрерывного перемещения роботизированной руки.
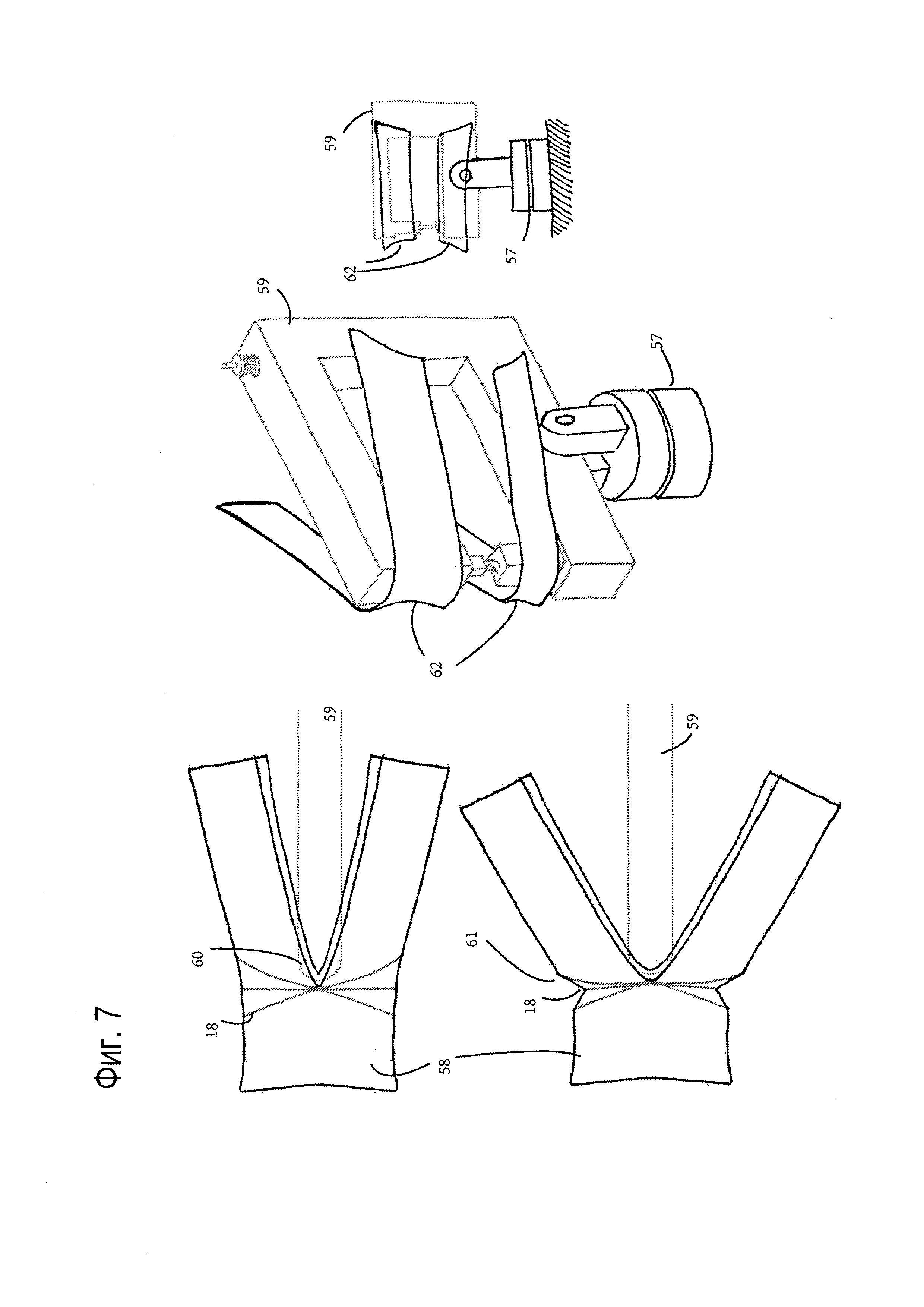
Чтобы содействовать манипулятору, который подает одежду через швейные машины, может быть необходимым установить швейную машину на механизмы, которые могут использоваться для регулировки ориентации швейной машины относительно одежды, вдоль множества осей движения. Этот механизм (57) показан на фиг. 7.
Так как задающий агент может занимать относительно большое пространство между двумя слоями тканевого материала, необходимо учитывать зазор, которые будет оставаться после удаления агента. Для компенсации этого может быть необходимым осуществлять сшивание с более высоким натяжением в нити, чем в ином случае, предполагая, что натяжение будет уменьшаться после удаления задающего агента. В качестве альтернативы, нить может быть изготовлена из материала, который немного сокращается, когда подвергается воздействию тепла или влажности на этапах финишной обработки, стирки и сушки.
После каждого этапа сшивания или после нескольких этапов сшивания необходимо обрезать свободные нити, которые могут присутствовать на конце шва. Высокая степень точности позиционирования, обеспечиваемая задающим агентом и точками совмещения, позволяет передавать одежду на активное или статичное устройство для резки, возможно оснащенное вакуумными средствами, чтобы отрезать и удалять любые свободные нити.
Следует отметить дополнительную проблему, которую решает нанесение задающего агента на детали из тканевого материала. В многослойных тканях может происходить искажение шва из-за разных скоростей подачи ткани, часто из-за низкого трения между слоями ткани. Это может заставить швы «морщиться», что нежелательно, и часто эта проблема решается с помощью сложного оборудования, которое пытается прилагать давление подачи более равномерно для всех слоев (Latham, 2008, р. 89). Однако тканевые материалы, обработанные задающим агентом, могут быть легким образом полностью скреплены друг с другом перед сшиванием, и тем самым избежать необходимость в использовании сложного оборудования.
Швы, получаемые не сшиванием
Для соединения вместе двух деталей вместо игл и нити могут использоваться адгезивы. Дополнительно, заклепки могут использоваться для усиления или укрепления швов. Некоторые синтетические тканевые материалы могут склеиваться друг с другом с помощью ультразвуковой или радиочастотной сварки, а также термосклеивания с помощью горячего воздуха или контакта с нагретым элементом. Дополнительно, для этих целей может использоваться лазерная сварка, путем направления луча света на частоте, подобранной таким образом, чтобы проходить через задающий агент, но поглощаться тканевым материалом.
Если предполагается, что шов в тканевом материале подлежит склеиванию, важно, чтобы необработанные поверхности могли сопрягаться друг с другом, что не требуется в случае швов, получаемых сшиванием.
«Конфликты» и изменения взаимного положения
В контексте настоящего описания используется термин «конфликт» для описания любой ситуации, в которой стежок должен быть выполнен в области или вдоль шва, которые недоступны для швейной машины из-за помех от других элементов одежды.
Во время сшивания крутых углов (например, в месте подмышечной впадины у рубашки или внутренний шов пары брюк), может быть необходимым разрешать «конфликты» между объемом одежды, подлежащей сборке, и используемой швейной машиной. Хотя это является простой задачей для традиционных способов сборки одежды, в которых нежесткие тканевые материалы могут легко группироваться вместе или разводиться и смещаться относительно машины, чтобы исключить любые «конфликты», это становится более важной задачей для рассмотрения, когда тканевый материал подвергается увеличению жесткости.
В более простых случаях «конфликта», складки сочленения, образованные в задающем агенте, могут обеспечить возможность упруго деформировать одежду предсказуемым и повторяемым образом. Швейная машина может быть оснащена отклоняющими направляющими, чтобы способствовать деформации и восстановлении.
Простой пример «конфликта» показан на фиг. 7, где одежда (58) подается в швейную машину (59). Геометрия одежды является такой, что возникает «конфликт» (60), когда одежда пытается занять то же пространство, что и швейная машина. Складки (18) сочленения используются для обеспечения возможности одежде отклоняться (61) от положения «конфликта», чему способствуют отклоняющие направляющие (62), прикрепленные к швейной машине.
В более сложных процессах сборки, в которых простая упругая деформация является недостаточной для разрешения «конфликта», может быть необходимым осуществить неупругую деформацию одежды, используя промежуточный этап прессования, подобный процессу первоначального формования детали. Во время сборки может быть частично или полностью изменена форма одежды, чтобы открыть для воздействия края или сформировать геометрию, которая в ином случае была бы недоступна.
Изменение формы во время процесса сборки также может использоваться для выравнивания швов, которые не сопрягаются друг с другом при первоначальном позиционировании деталей одежды, из-за ограничений, накладываемых геометрией детали, или необходимости оставлять шов, доступный для швейных машин. Последующие этапы изменения формы могут деформировать готовые швы, чтобы сделать другие швы доступными.
Выворачивание
Для большинства собираемых изделий, до сих пор все этапы осуществлялись с одеждой, вывернутой наизнанку. В конце процесса сборки одежда должна быть вывернута в ее конечную форму для стирки, глажки, складывания и упаковки. Предлагается возможное решение этой проблемы, включающее в себя механизм для осуществления выворачивания собранной одежды на специальной раме.
Во время работы собранная одежда размещается рядом и напротив рамы для выворачивания, и затем задающий агент, увеличивающий жесткость одежды, размягчается, или задающий агент полностью или только частично, в ключевых местах. Одежда передается на раму для выворачивания, привод которой в действие может осуществляться таким образом, чтобы обеспечить полное выворачивание и правильное размещение одежды на раме.
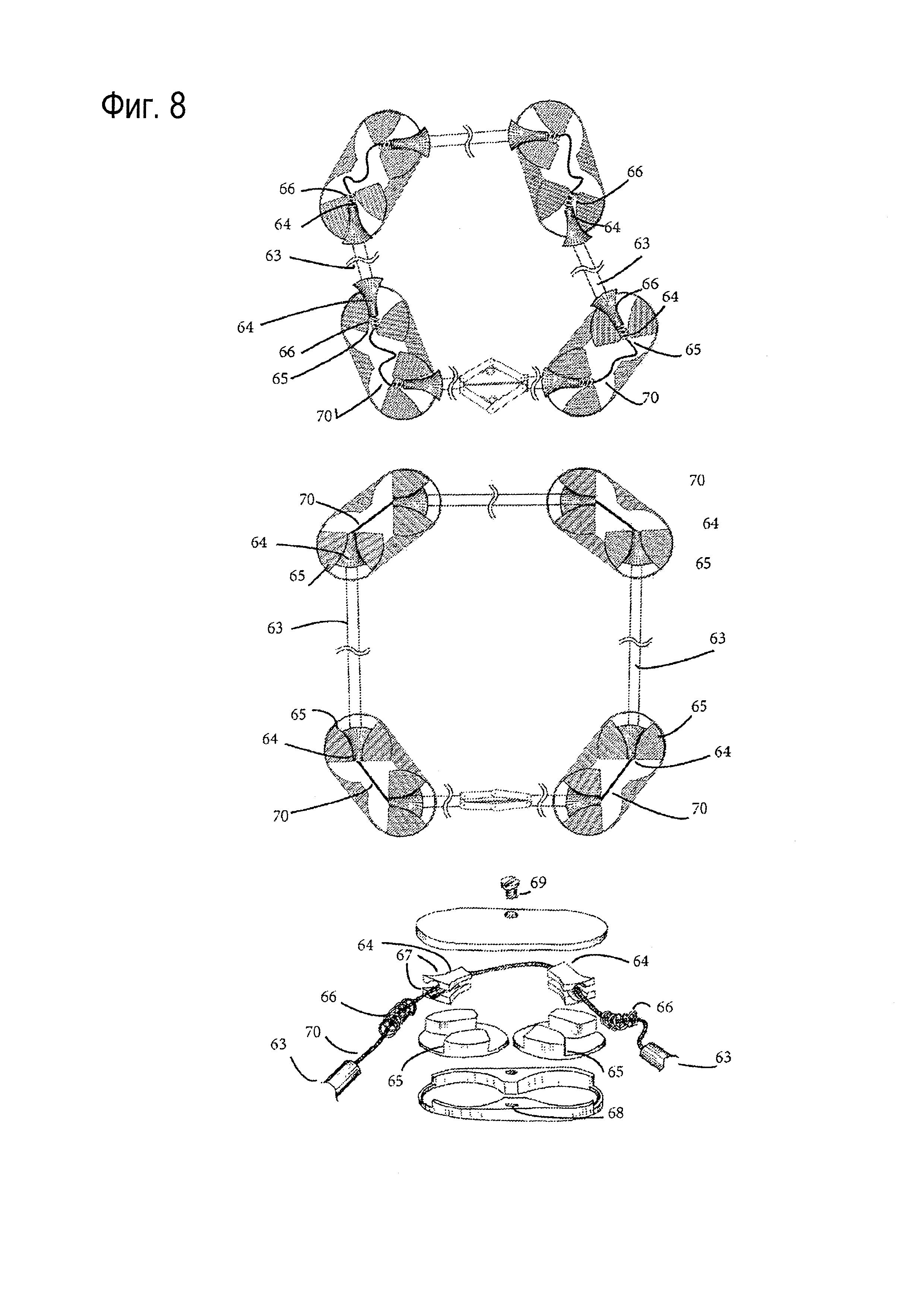
Складная, с возможностью изменения конфигурации, рама для выворачивания показана на фиг. 8. Телескопические сегменты (63) имеют конические наконечники (64), которые выполнены с возможностью сопряжения с имеющими соответствующую форму приемными элементами (65). Пружины (66), выполненные с возможностью смещения, обеспечивают возможность задания базового направления соединения в сложенном «расслабленном» состоянии рамы. Поворотные блокировочные элементы (67), когда они прижимаются, блокируют угол соединения относительно остальной части рамы. Верх механизма соединения имеет выступ, который действует на ось (68) шарнира, чтобы распределять давление, прилагаемое натяжным винтом (69), который может ослабляться, чтобы регулировать любые характеристики соединения, и затягиваться, чтобы блокировать положение компонентов соединения.
Натяжная линия (70) проходит через раму, приводимая в действие или сжатием или ослаблением сжатия механизма натяжения, в зависимости от ее конфигурации. Если линия проходит вдоль наружной стороны механизма, сжатие механизма уменьшает натяжение в раме, обеспечивая возможность ее «ослабления». Если линия проходит вдоль внутренней стороны рамы, сжатие механизма натяжения увеличивает натяжение в раме, заставляя ее становиться жесткой.
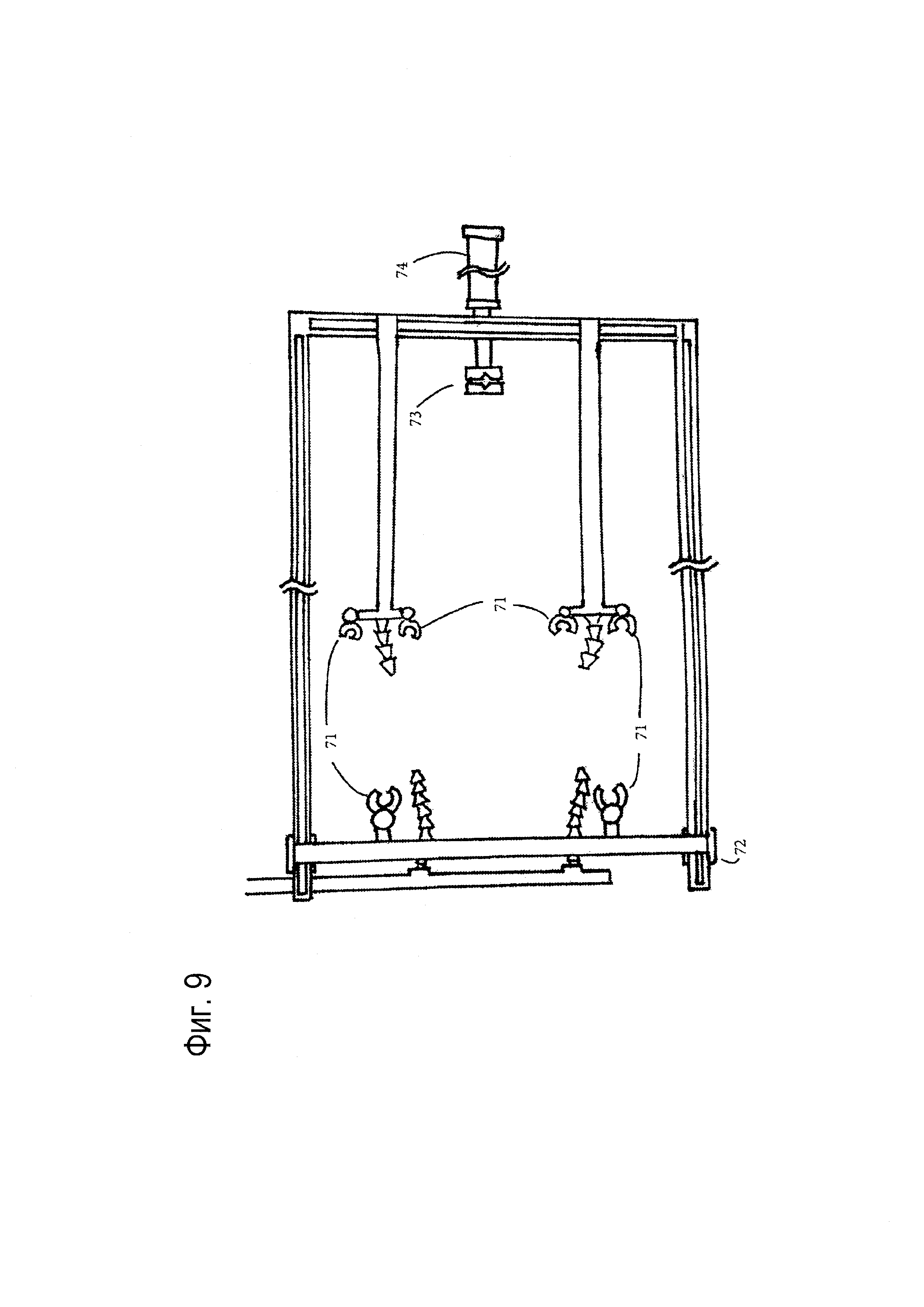
Механизм для осуществления финального выворачивания показан на фиг. 9. Вращающиеся захватные элементы (71) установлены на скользящей траверсе, которая перемещается вдоль дорожек в устройстве (72). Специальным образом ориентированные каналы направляют струи горячего воздуха для размягчения задающего агента. Держатель (73) рамы с приводом удерживает складную раму для выворачивания на месте во время работы, и поршень (74) используется для извлечения одежды и рамы после выворачивания.
Пример финального выворачивания показан на фиг. 10. На этапе 1 одежда размещается на машине для выворачивания. Когда траверса перемещает точки захвата, они тянут одежду вдоль рамы и на раму, как можно увидеть на этапах 2-5. На этапе 6 вывернутая одежда извлекается вместе с рамой и затем передается на этап стирки.
Хотя здесь была показана двухмерная рама для выворачивания и сушки/натяжения, она также может иметь трехмерную форму, в которой сегменты поворачиваются относительно основной плоскости, включая сегменты, продолжающиеся по множеству осей. Отдельные рамы, используемые рядом друг с другом для одной одежды, могут обеспечить подобный эффект.
Стирка и упаковка
После того, как одежда была собрана, необходимо удалить задающий агент. Если задающий агент является растворимым в воде, это может осуществляться вместе с этапом стирки, если нет, агент должен быть сначала удален перед тем, как одежда может быть подвергнута стирке, наиболее вероятно путем воздействия соответствующего растворителя или модификации окружающих условий.
Одежда остается на раме в течение процесса стирки, и те же механизмы, которые используются для содействия выворачиванию, могут использоваться для натяжения и ослабления рамы во время стирки, обеспечивая возможность полного доступа воды и/или растворителя ко всем поверхностям одежды, и последующего приложения натяжения к тканевому материалу во время этапа сушки и любых последующих этапов обработки поверхности, чтобы предотвратить образование морщин и непостоянство параметров при обработке.
После стирки и сушки одежды, рама может использоваться для позиционирования одежды на устройстве для глажки, или путем выталкивания одежды на устройство, или удерживания одежды на месте во время глажки. После глажки одежды она может быть размещена на автоматической машине для складывания и упаковки, которая уже широко используется, или подана непосредственно через нее.
Контроль качества
Предварительная подготовка и приведение к стандартной форме входного материала
Высокий уровень постоянства характеристик входных материалов требуется для обеспечения высокого уровня постоянства характеристик готовых изделий. Это желательно по многим причинам, связанным с профессиональными и потребительскими предпочтениями, но в контексте описываемого способа высокая степень постоянства характеристик особенно важна для уменьшения до минимума ложных пропусков изделия в расположенных далее по процессу датчиках автоматизированной системы обеспечения качества. Даже если небольшие отклонения в готовом изделии не будут обнаруживаться потребителями, они все равно должны быть уменьшены до минимума, чтобы позволить более жесткие допуски, когда используются технологии автоматизированного контроля за обеспечением качества.
В зависимости от источника и начального постоянства характеристик входных материалов, может быть необходимым привести их к стандартной форме перед основными процессами изготовления. Входные параметры (элементы) для производства, которые можно или необходимо привести к стандартной форме - это тканевые материалы, нити и любые дополнительные компоненты, которые подлежат сборке (застежки-молнии, пуговицы, и т.д.), задающий агент, который наносится на тканевый материал, и вода, которая используется для удаления задающего агента и чистки конечных изделий после их сборки.
Термопластичные материалы часто производятся и предлагаются на рынке в диапазоне молекулярных весов/степени полимеризации и, в случае поливинилового спирта, степени омыления и гидролиза. (ZSchimmer & Schawrz GmbH & Со KG). Эти вариации могут влиять на механические и химические свойства пластика, включая такие наиболее важные, как точка плавления и скорость растворения, и их необходимо анализировать для обеспечения того, что свойства пластиков будут находиться в ожидаемом диапазоне. Непостоянство характеристик может компенсироваться, когда это возможно, путем изменения продолжительности и температуры этапов стирки, в противном случае от использования этого пластика необходимо отказаться.
Тканевые материалы и нити, поступающие от внешних поставщиков, могут незначительно различаться от партии к партии. Едва заметные различия в цвете и характеристиках поверхности между деталями, в собранной одежде будут визуально различимы и нежелательны для потребителей, поэтому необходимо уделять внимание измерению и обнаружению любых изменений в цвете или характеристиках поверхности, вызываемых небольшими различиями при отбеливании, крашении или обработке материала. Если будет обнаружено большое различие, необходимо обеспечить, чтобы детали, отрезанные из этого источника тканевого материала, не соединялись с частями, отрезанными от отличающихся тканевых материалов, соответствующим образом осуществляя сортировку и хранение деталей.
Остаточное натяжение тканевого материала определяется характеристиками ткацкого станка и особенностями процесса, используемого для сушки тканевого материала после любых последующих этапов формования и стирки. Если имеются различия в натяжении тканевых материалов, может быть необходимым осуществить повторную стирку и сушку входного тканевого материала, чтобы они имели точно такое же натяжение. Это также обеспечит стандартизированную величину усадки после последующих этапов стирки.
Растворитель, который используется для удаления задающего агента после сборки, необходимо подвергнуть анализу в отношении обеспечения чистоты и концентрации. Необходимо уменьшить до минимума любые примеси, которые могут взаимодействовать с собираемой одеждой или ухудшать качество восстановления, такие как минеральные вещества или химические загрязнения.
Чтобы увеличить до максимума постоянство характеристик во время каждого этапа изготовления, все входные материалы могут храниться при управляемой окружающей температуре и влажности, так что их начальные состояния являются унифицированными. Температура и влажность окружающей среды при изготовлении также могут быть управляемыми, чтобы исключить любые отклонения этих параметров, которые могут возникнуть с течением времени, при изменении сезона, погоды и т.п.
Во время традиционного изготовления одежды ручной характер процесса позволяет рабочим осуществлять контроль качества, поскольку они осуществляют и другие этапы сборки. Во время полностью автоматического процесса сборки, автоматический контроль качества становится важным фактором для поддержания соответствующего стандарту уровня качества во время крупномасштабного производства.
Простые способы оценки качества
Относительно простые измерения могут использоваться и интерпретироваться для обеспечения информации для контроля качества, например датчик веса может измерять готовую или частично собранную одежду и определять, если имеется правильное количество тканевой ткани, или если какие-либо пуговицы отсутствуют. Достаточно чувствительный прибор может даже определить, было ли использовано во время сборки правильное количество нити.
Датчик влажности может определять, была ли одежда высушена в достаточной степени после этапа стирки.
Детектор металла может проверять, имеются ли в одежде любые металлические стружки или сломанные иглы, или имеются ли какие-либо металлические точки совмещения, которые не были удалены вместе с задающим агентом.
Готовая одежда, которая не проходит любой из этих простых тестов, может быть автоматически снята с линии сборки и передана операторам для дополнительной инспекции.
Сложные способы оценки качества
Более сложные способы оценки качества могут использоваться на различных этапах во время производства.
Анализ исходного материала
Как было рассмотрено ранее в этом описании, важно идентифицировать недостатки в исходных тканевых материалах, чтобы они не привели к появлению проблем в обеспечении качеством в готовой одежде. Высокоскоростные видеокамеры и встроенные в линию сканеры могут обнаруживать дефекты, такие как разрывы или отклонения цвета в материале. Сильная подсветка в видимом или инфракрасном диапазоне может использоваться вместе с этой системой для обеспечения измерения целостности и однородности материала.
Весы и датчики могут использоваться для определения того, имеет ли тканевый материал требуемый вес, толщину, упругость и плотность, и тем самым могут обеспечить указание о качестве в целом (или, по меньшей мере, использоваться для указания несоответствий качеству).
Контроль шва во время сборки
Машинное зрение может использоваться для оценки швов во время и после их формирования на одежде, или путем анализа нити в шве относительно деталей, через которые она проходит, или анализа общего взаимного расположения между двумя деталями, которые соединены с помощью этого шва.
Оценка взаимного расположения между двумя деталями может выполняться, используя широко используемые способы преобразование в цифровую форму. Система машинного зрения вдоль шва может проверять точность выравнивания, а лазерный сканер или цифровой датчик могут оценивать более мелкие недостатки формы собранной одежды.
Если необходимо, для содействия выполнения контроля нити она может обрабатываться флуоресцирующим в ультрафиолетовом излучении пигментом, который активируется для осуществления контроля.
Контроль перед и после складывания
Так как поддержка конструкции, обеспечиваемая задающим агентом, может препятствовать обнаружению недостатков в одежде, идеальным временем для оценки качества собранной одежды является время после ее глажки и или перед или после ее складывания. Анализ с помощью машинного зрения света, отраженного от готовой одежды под различными углами, может обеспечить полезную информацию, такую как общие размеры одежды, наличие проблем с качеством шва, например «морщины», и целостность и правильное расположение любых декоративных или функциональных элементов. Если нить была обработана, чтобы флуоресцировать под действием ультрафиолетового излучения, также возможно использовать это излучение.
Внутренняя структура одежды также может проверяться с помощью анализа света в видимом и невидимом диапазонах, который передается через одежду. Это может быть инфракрасное или рентгеновское излучение. Если датчик имеет достаточно высокое разрешение, может быть осуществлена оценка расположения отдельных нитей.
Как также было рассмотрено выше, использование машинного зрения для контроля качества сильно зависит от жестких допусков во время сборки и почти идеального постоянства характеристик для этапов после сборки, таких как глажка и складывание. Если отклонения в (правильно собранной) одежде, предоставленной для оценки экспертам по качеству, будут слишком серьезными, они определят ложный пропуск изделия и поставят под сомнение использование системы контроля качества.
Обратная связь
Многие проблемы сборки могут возникнуть вследствие неожиданных причин, таких как непостоянство характеристик входных материалов, изменений в окружающей среде и износа машины. В идеально автоматизированной среде системы управления качеством будут обнаруживать эти отклонения, когда они происходят, и компенсировать их в режиме реального времени без дополнительного вмешательства. Если обнаруженные недостатки находятся за пределами возможностей системы по компенсации, сборка будет автоматически приостановлена и будет выдаваться предупреждающий сигнал для оператора о причинах останова.
Если механизм контроля качества обнаруживает недостатки в характеристиках шва, такие как «морщины» или слишком малое натяжение нитей, механизм обратной связи может послать сигнал на швейную машину для регулировки натяжения и расположения нитей в режиме реального времени для компенсации этих недостатков.
Так как этапы стирки и сушки являются энергоемкими, будет полезно для повышения эффективности уменьшить до минимума время обработки одежды на этапах стирки и сушки. Если это время будет слишком малым, при выходе одежды с этапа стирки в ней может оставаться задающий агент, или слишком много воды будет оставаться в одежде, выходящей с этапа сушки. Датчики, такие как датчики веса, оптические датчики и датчики влажности, могут обнаруживать эти проблемы, и посылать сигналы для регулировки, соответственно, времени стирки и сушки одежды.
Если система определяет, что части не выровнены относительно друг друга, и может оценить степень отклонения от выравнивания, она может передать эту информацию назад к системам управления манипулированием, чтобы скорректировать эту ошибку.
Неавтономное и полуавтономное применение
Хотя в этом описании в первую очередь рассматриваются процессы в отношении полностью автономных операций изготовления, следует рассмотреть преимущества, которые обеспечивает обработка задающим агентом в случаях только полуавтономных или даже полностью ручных операций изготовления одежды.
Те же преимущества в отношении упрощения манипулирования и улучшения точности, которые содействуют при выполнении манипулирования тканевыми материалами автоматической машиной, также полезны для рабочих, которые могут использовать задающий агент для облегчения их работы множеством способов.
Эти преимущества могут содействовать при операциях изготовления небольшого масштаба, при проектировании одежды или для изготовления одного экземпляра одежды. Нежесткие ткани, когда они обработаны и размягчены, могут оборачиваться вокруг манекенов и моделей, и их можно формовать во время размещения, чтобы получить идеальную форму. Швы могут быть образованы и временно зафиксированы с помощью точечной сварки вместо обычно используемых булавок. Это устраняет как необходимость затрат времени на вставку булавок, так и риск того, что булавка останется в одежде и сможет случайно уколоть потребителя. Хотя финишные операции сшивания будут выполняться вручную, эта работа упрощается за счет фиксированного положения деталей относительного друг друга.
В случае использования этого способа в процессе проектирования и разработки для более крупных масштабов производства, вместо сшивания готовой одежды она может быть подвергнута стирке, так что детали отделяются друг от друга, и затем детали раскладываются и выполняется их чертеж или осуществляется их сканирование, чтобы создать образец для формирования точных копий одежды.
Дополнительно, следует рассмотреть вариант, в котором одежда, являющаяся слишком сложной для полностью автоматического изготовления, частично изготавливается с помощью автоматических процессов, затем передается, или с задающим агентом или без него, к рабочим для выполнения требуемых операций вручную, и затем, если процесс требует этого и задающий агент все еще присутствует на одежде, передается обратно на машину для выполнения дальнейших работ. Если задающий агент был удален, то работа с одеждой может осуществляться на машинах, но потребовать большего участия в этой работе оператора, чем в случае наличия задающего агента.
Пример
Для сборки, в качестве примера, пары брюк, на первом этапе осуществляется нанесение на тканевые материалы задающего агента.
После нанесения задающего агента на тканевый материал, если требуется, осуществляется текстурирование задающего агента, путем обработки его под давлением посредством цилиндра для тиснения. Далее добавляются любые функциональные поверхностные элементы (точки совмещения и захвата, и т.д.) с помощью перегрузочного механизма и сварочного аппарата.
После того, как задающий агент и поверхностные элементы были добавлены, детали одежды могут быть отделены от тканевого материала с помощью плоттера или ротационного высекального устройства. Затем эти детали отбираются, сортируются и подаются на линию сборки.
Любые детали, вырезанные из других тканевых материалов, такие как прокладочные и подкладочные части, могут подготавливаться одновременно с этим или отдельно.
Робот осуществляет захват большой детали, содержащей одну половину брюк, и размещает ее в рабочей зоне. Робот, или вспомогательные роботы, затем размещает любые дополнительные детали, которые необходимо прикрепить к первой детали и которые могут быть прикреплены в плоской форме. Эти детали могут включать в себя карман, эластичную ленту, ярлык и т.д. После размещения каждой детали, устройство точечной сварки сплавляет их границы с задающим агентом и временно фиксирует их на месте.
Затем робот перемещает деталь через швейные машины, чтобы осуществить постоянное соединение добавленных компонентов. На этом этапе выполняется финишная обработка любых необходимых краев путем перемещения деталей посредством робота через швейные машины типа «оверлок» или швейные машины, оснащенные устройством для подгибания краев.
Затем робот поднимает деталь и позиционирует ее рядом с оснащенной вакуумным оборудованием поверхностью для резания, так что могут быть обрезаны любые свободные нити.
Затем робот транспортирует деталь к машине для формования, которая осуществляет нагрев, формование и охлаждение детали, так что она получает желаемую форму. Отформованная деталь затем удаляется с машины для формования и загибается на себя, вдоль ее существующей линии складки.
Комплементарная деталь, другая половина брюк, затем совмещается с первой деталью. Их швы временно скрепляются с помощью устройств точечной сварки, и затем соединяются постоянно с помощью швейных машин. Для доступных сразу швов сшивание осуществляется первым, а затем осуществляется обеспечение доступа к ранее недоступным швам и их сшивания, путем изменения положения соответствующих сегментов сборочного кондуктора.
Собранная одежда затем размещается на верху механизма для выворачивания, напротив рамы для выворачивания. Захватные элементы механизма для выворачивания удерживают одежду на своих концах. Специально ориентированные сопла осуществляют размягчение задающего агента путем приложения горячего воздуха. Механизм траверсы тянет верх одежды вниз на раму для выворачивания, до тех пор, пока одежда не будет полностью вывернута и рама не расположится внутри одежды.
Рама, и одежда на ней, извлекаются из механизма для выворачивания и передаются на конвейер, который перемещает одежду через этапы стирки и сушки, так что задающий агент полностью удаляется. Во время этапа стирки рама для выворачивания ослабляется, так что одежда будет иметь некоторую степень свободы при взаимодействии с растворителем, но во время этапа сушки рама натягивается, чтобы растянуть одежды и уменьшить до минимума образование морщин.
После стирки и сушки одежда снимается с рамы для выворачивания с помощью роликов, и передается на станцию контроля качества. Если одежда проходит проверку успешно, она затем передается на машину для складывания и упаковки.
Хотя здесь были описаны конкретные варианты воплощения, следует понимать, что настоящее изобретение дополнительно охватывает способы, изделия и процессы, которые будут очевидны специалистам в этой области техники после изучения настоящего изобретения. Поэтому объем настоящего изобретения определяется прилагаемой формулой изобретения.
Реферат
Предложенное изобретение способствует изготовлению гибких изделий, таких как одежда, путем временного изменения физических свойств компонентов, подлежащих сборке, способствующих манипулированию ими в последующем производственном процессе. Такими свойствами могут быть жесткость материала, наличие механических или физических маркировок, плотность материала, проницаемость материала для воздуха или текучей среды, чувствительность материала к воздействию магнитных полей или клеящие свойства материала. 3 н. и 28 з.п. ф-лы, 10 ил.
Комментарии